Development of new Magnesium Forming Technologies for · PDF fileDevelopment of new Magnesium...
19
AEROMAG Workshop, Ottobrunn, 27.11.2008 Development of new Magnesium Forming Technologies for the Aeronautics Industry Project no. AST5-CT-2006-030852 Dr. Gady I Rosen and Yonatan Henn – AMTS-PALBAM
Transcript of Development of new Magnesium Forming Technologies for · PDF fileDevelopment of new Magnesium...

AEROMAG Workshop, Ottobrunn, 27.11.2008
Development of new Magnesium Forming Technologies for the Aeronautics Industry
Project no. AST5-CT-2006-030852
Dr. Gady I Rosen and Yonatan Henn – AMTS-PALBAM

AEROMAG Workshop, Ottobrunn, 27.11.2008
OverviewDuration: 38 months (started August 2006).Budget: ~ €3.5M
The purpose of MagForming project is to advance the state of the art in the technology of plastic processing of wrought Magnesium alloys for aeronautical applications. This will be achieved by developing tools and manufacturing processes for industrial applications. The measure for attaining the objective is by attempting to fabricate several technology demonstrators, at least one for each of the considered forming technologies.

AEROMAG Workshop, Ottobrunn, 27.11.2008
Overview of Partners
GermanyLeibnitz University Hanover
Czech Rep.Charles University Prague
IsraelAlubin
PolandUltratech
GermanyChemetall GmbH
RussiaSMW Engineering
FranceLiebherr Aerospace Toulouse
IsraelIsrael Aerospace Industry
GermanyAirbus Deutschland
UKMagnesium Elektron
GermanyEADS IW Deutschland
IsraelAMTS-PALBAM
AEROMAG Workshop, Ottobrunn, 27.11.2008
The MagForming project of the EC 6th framework program
Motivation• Weight reduction of aircraft components.• Utilizing the outstanding lightweight potential of Magnesium alloys.• The lack of specific know-how and improvement of the relevant magnesium
alloy properties for forming.• The lack of industrial manufacturing technologies and process tools for the
aeronautical industry at a reasonable cost.
Objectives• Development of tools and methods for advanced, semi-industrial, plastic and
super-plastic forming technologies for Magnesium wrought alloys.• Verification of the industrial feasibility for aeronautics.
Forming technologies
• Deep drawing, forging, super-plastic sheet metal forming, creep forming, pad forming, roll bending.

AEROMAG Workshop, Ottobrunn, 27.11.2008
Process Chain
Material characterization
FEA simulation
Design/Production of tools
Process development
Part analysis
Production of demonstrator
parts
Magnesium

AEROMAG Workshop, Ottobrunn, 27.11.2008
Graphical presentation of work packages
WP3 Forging
WP4 SPF
WP5 Roll bending
and Pad forming
WP6 Deep drawing
WP7 Creep forming
WP
2 S
pe
cific
atio
ns
WP
8 T
estin
g a
nd
valid
atio
n
WP1 Management
WP10 assessment & reviewS
em
i finis
h p
rod
ucts
pre
pa
ratio
nand lu
bric
ants
modific
atio
n
Desig
n, m
odelin
g a
nd s
imula
tion o
f tools
and d
ies
Pro
cess d
evelo
pm
ent
Desig
n rev
iew
Pro
cess T
ools
and d
ies m
anufa
ctu
ring
WP9 Dissemination & Exploitation
Desig
n rev
iew
AEROMAG Workshop, Ottobrunn, 27.11.2008
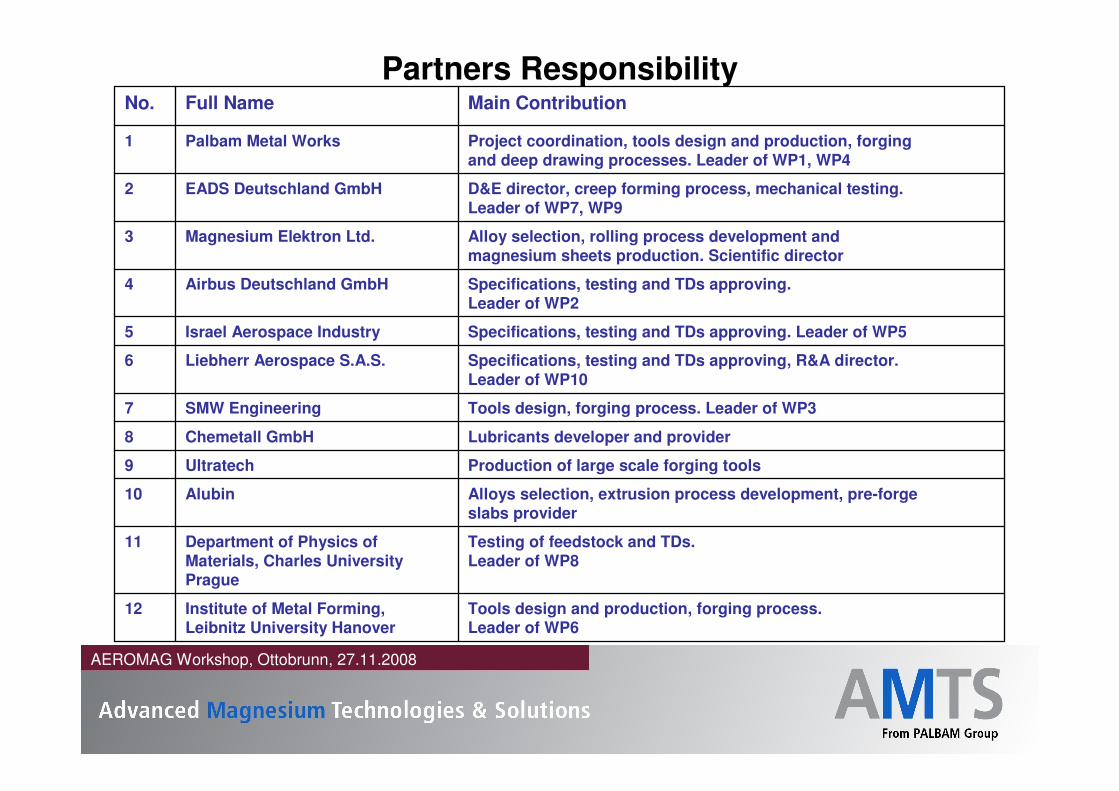
Partners Responsibility
Tools design and production, forging process.Leader of WP6
Institute of Metal Forming,Leibnitz University Hanover
12
Testing of feedstock and TDs.Leader of WP8
Department of Physics of Materials, Charles University Prague
11
Alloys selection, extrusion process development, pre-forgeslabs provider
Alubin10
Production of large scale forging toolsUltratech9
Lubricants developer and providerChemetall GmbH8
Tools design, forging process. Leader of WP3SMW Engineering7
Specifications, testing and TDs approving, R&A director.Leader of WP10
Liebherr Aerospace S.A.S.6
Specifications, testing and TDs approving. Leader of WP5Israel Aerospace Industry5
Specifications, testing and TDs approving.
Leader of WP2
Airbus Deutschland GmbH4
Alloy selection, rolling process development andmagnesium sheets production. Scientific director
Magnesium Elektron Ltd.3
D&E director, creep forming process, mechanical testing.Leader of WP7, WP9
EADS Deutschland GmbH2
Project coordination, tools design and production, forgingand deep drawing processes. Leader of WP1, WP4
Palbam Metal Works1
Main ContributionFull NameNo.
AEROMAG Workshop, Ottobrunn, 27.11.2008
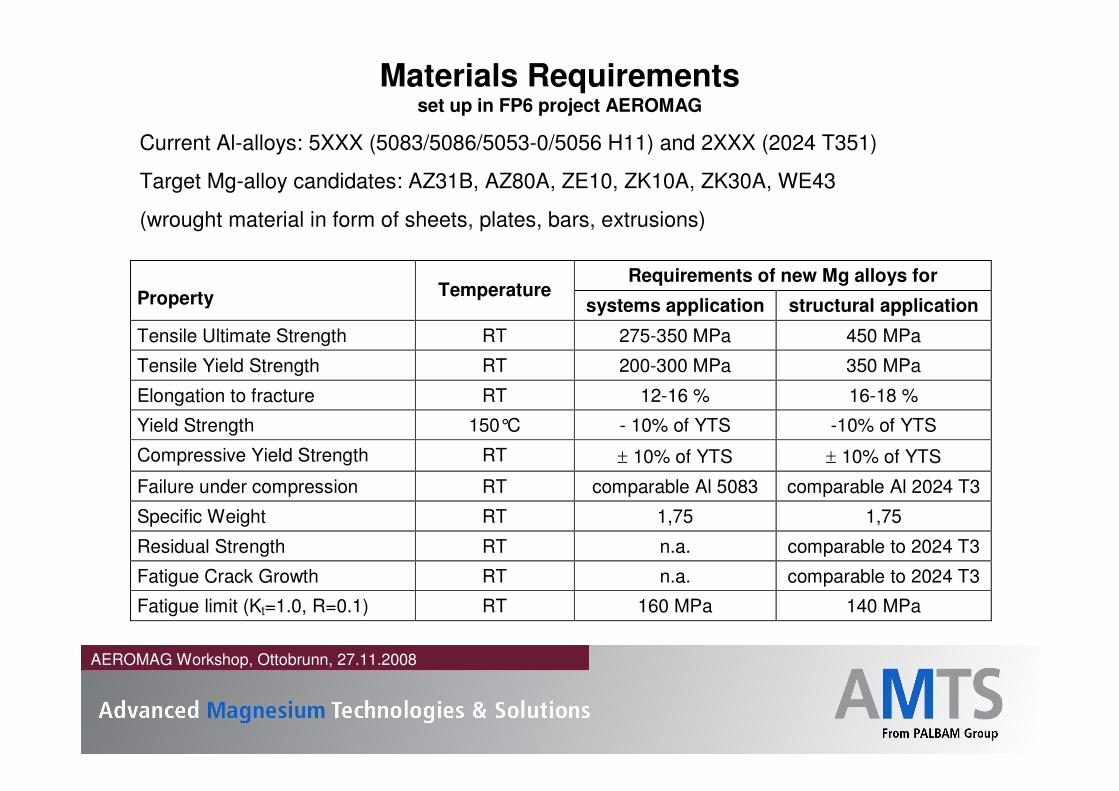
Materials Requirementsset up in FP6 project AEROMAG
Current Al-alloys: 5XXX (5083/5086/5053-0/5056 H11) and 2XXX (2024 T351)
Target Mg-alloy candidates: AZ31B, AZ80A, ZE10, ZK10A, ZK30A, WE43
(wrought material in form of sheets, plates, bars, extrusions)
Requirements of new Mg alloys for
Property Temperature systems application structural application
Tensile Ultimate Strength RT 275-350 MPa 450 MPa
Tensile Yield Strength RT 200-300 MPa 350 MPa
Elongation to fracture RT 12-16 % 16-18 %
Yield Strength 150°C - 10% of YTS -10% of YTS
Compressive Yield Strength RT ± 10% of YTS ± 10% of YTS
Failure under compression RT comparable Al 5083 comparable Al 2024 T3
Specific Weight RT 1,75 1,75
Residual Strength RT n.a. comparable to 2024 T3
Fatigue Crack Growth RT n.a. comparable to 2024 T3
Fatigue limit (Kt=1.0, R=0.1) RT 160 MPa 140 MPa
AEROMAG Workshop, Ottobrunn, 27.11.2008
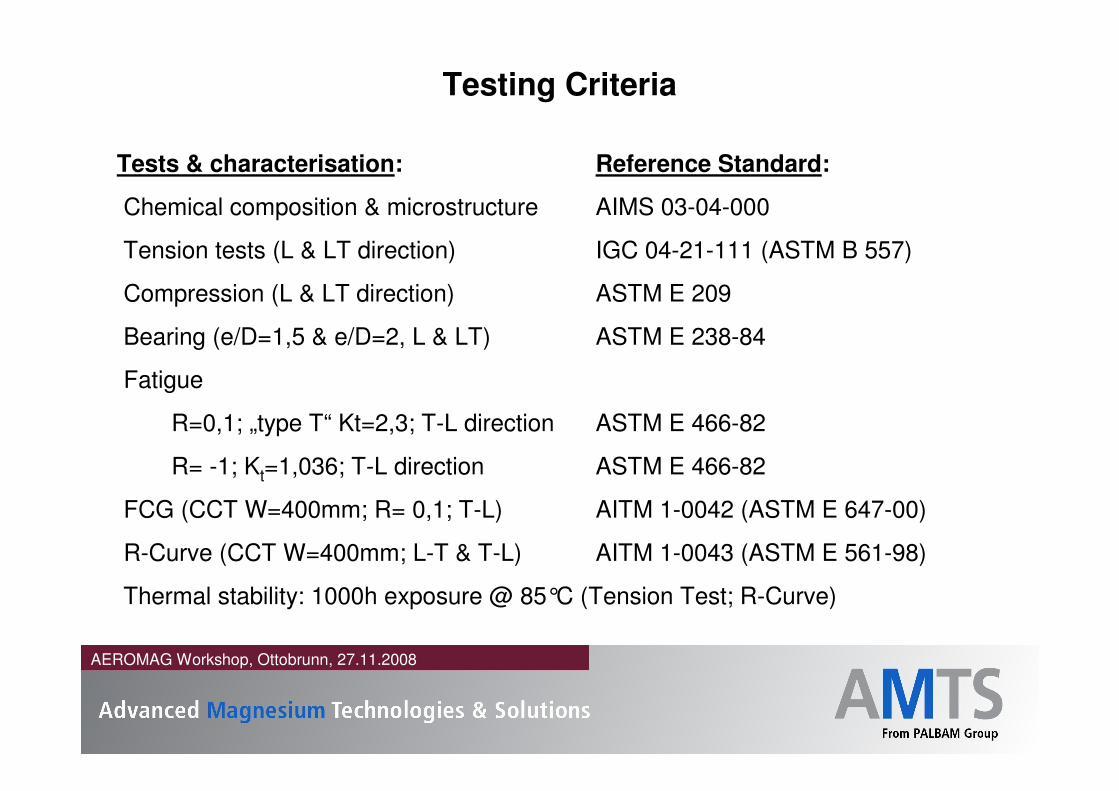
Testing Criteria
Tests & characterisation: Reference Standard:
Chemical composition & microstructure AIMS 03-04-000
Tension tests (L & LT direction) IGC 04-21-111 (ASTM B 557)
Compression (L & LT direction) ASTM E 209
Bearing (e/D=1,5 & e/D=2, L & LT) ASTM E 238-84
Fatigue
R=0,1; „type T“ Kt=2,3; T-L direction ASTM E 466-82
R= -1; Kt=1,036; T-L direction ASTM E 466-82
FCG (CCT W=400mm; R= 0,1; T-L) AITM 1-0042 (ASTM E 647-00)
R-Curve (CCT W=400mm; L-T & T-L) AITM 1-0043 (ASTM E 561-98)
Thermal stability: 1000h exposure @ 85°C (Tension Test; R-Curve)

AEROMAG Workshop, Ottobrunn, 27.11.2008
Forging – large scale
Application: A340 Window frame
Partners: Airbus, SMW-E, Ultratech, MEL & Chemetall
Alloys:AZ31B spec grade plate and AZ80 cast slab
Material supplied: to SMW-E 21mm x 420mm x 520mm

AEROMAG Workshop, Ottobrunn, 27.11.2008
Forging – medium scale
Application: Compressor Impeller for air conditioning system
Partner: Liebherr, IFUM, MEL & Chemetall
Alloys: WE43 extruded forging stock; AZ80 forging stock
Dimensions: Ø134mm x 173mm

AEROMAG Workshop, Ottobrunn, 27.11.2008
Forging – small scale
Application: A380 Door stop fitting
Partner: Airbus, IFUM, MEL & Chemetall
Alloys: WE43 extruded forging stock; AZ80 forging stock
Dimensions: Ø68mm x 60mm
66 mm60 mm
50 mm

AEROMAG Workshop, Ottobrunn, 27.11.2008
Super Plastic Forming
Application: G-200 Service door inner panel
Partner: IAI, Palbam-AMTS & MEL
Alloys: AZ31B-H24 & ZK10
2.0mm x 775mm x 1300mm
760mm / 29.921”
13
00m
m /
51
.1811
”
AEROMAG Workshop, Ottobrunn, 27.11.2008
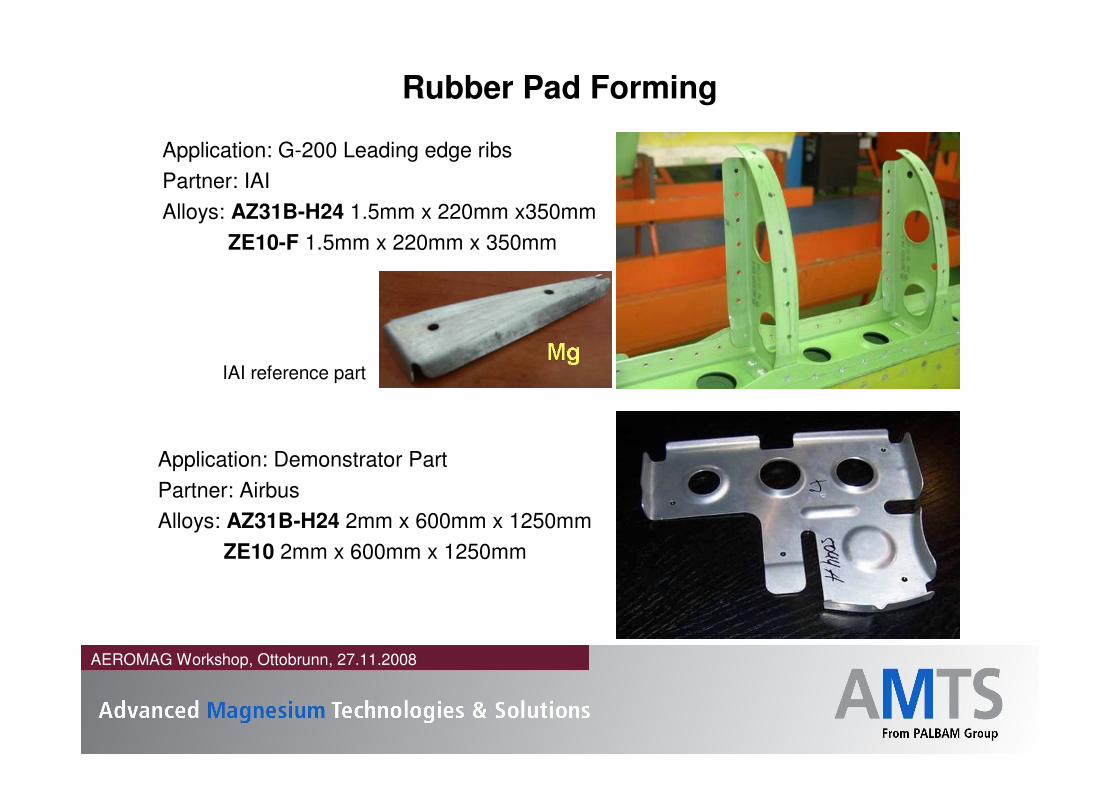
Rubber Pad Forming
Application: G-200 Leading edge ribs
Partner: IAI
Alloys: AZ31B-H24 1.5mm x 220mm x350mm
ZE10-F 1.5mm x 220mm x 350mm
Application: Demonstrator Part
Partner: Airbus
Alloys: AZ31B-H24 2mm x 600mm x 1250mm
ZE10 2mm x 600mm x 1250mm
IAI reference part
AEROMAG Workshop, Ottobrunn, 27.11.2008
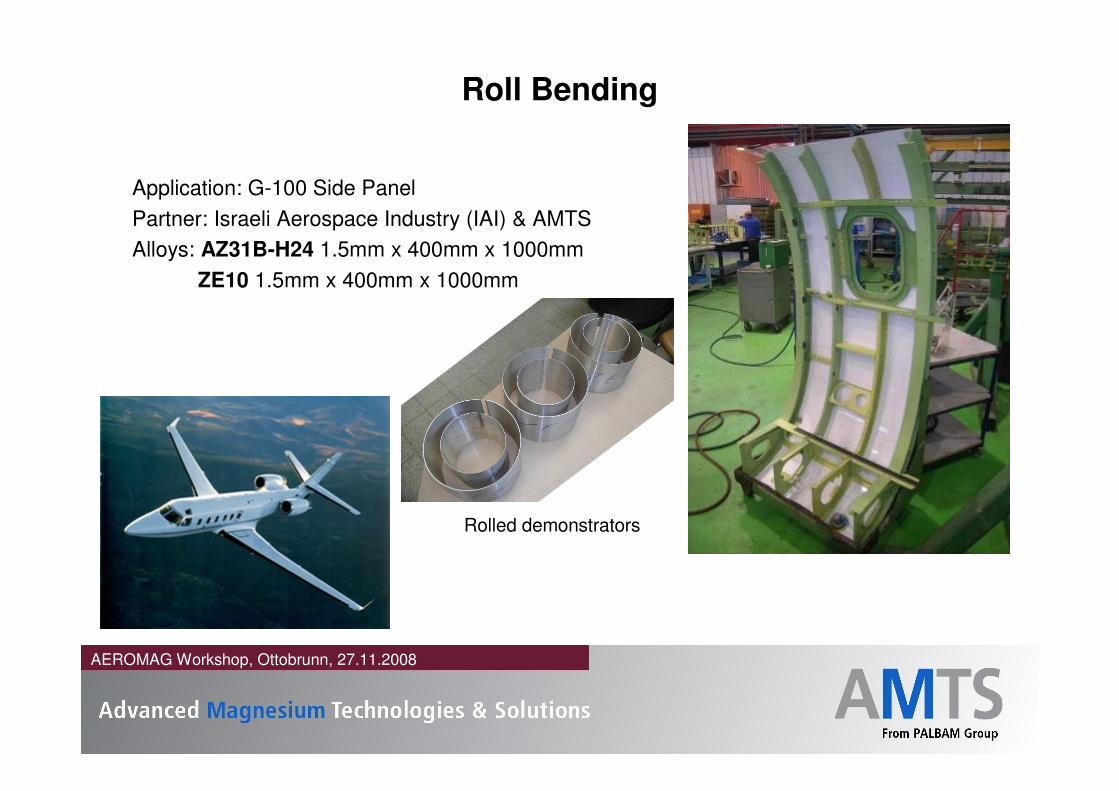
Roll Bending
Application: G-100 Side Panel
Partner: Israeli Aerospace Industry (IAI) & AMTS
Alloys: AZ31B-H24 1.5mm x 400mm x 1000mm
ZE10 1.5mm x 400mm x 1000mm
Rolled demonstrators

AEROMAG Workshop, Ottobrunn, 27.11.2008
Deep Drawing
Application: Compressor Scroll
Partner: Liebherr, IFUM, Palbam-AMTS & Chemetall
Alloys: AZ31B-H24 1.3mm x 600mm x 600mm
ZE10 1.3mm x 600mm x 600mm

AEROMAG Workshop, Ottobrunn, 27.11.2008
Deep Drawing
Application: Antenna Cover
Partner: IFUM, Palbam-AMTS, MEL & Chemetall
Alloys: AZ31B-H24 1.3mm x 650mm x 800mm
ZE10 1.3mm x 650mm x 800mm

AEROMAG Workshop, Ottobrunn, 27.11.2008
Creep Forming (and laser welding)
Application: Demonstrator stiffened panel with a double curvature
(Part to be laser welded)
Partner: EADS, Alubin & MEL
Alloys: AZ31B-O 2mm x 150mm x 1000mm; 2mm x 1000mm x 1000mm
ZK10 2mm x 150mm x 1000m; 2mm x 1000mm x 1000mm

AEROMAG Workshop, Ottobrunn, 27.11.2008
Thank you for your attention!