Developing Maintenance Plans v1
31
7/21/2019 Developing Maintenance Plans v1 http://slidepdf.com/reader/full/developing-maintenance-plans-v1 1/31 APPLICATION NOTE DEVELOPING PREVENTIVE MAINTENANCE PLANS WITH RCM Ir. Martin van den Hout, Agidens Consulting & Services October 2015 ECI Publication No Cu0217 Available from www.leonardo-energy.org
-
Upload
rafael-feria -
Category
Documents
-
view
15 -
download
1
description
Preventive maintenance has a great impact on performance, risk, costs and energy consumption of assets
Transcript of Developing Maintenance Plans v1

7/21/2019 Developing Maintenance Plans v1
http://slidepdf.com/reader/full/developing-maintenance-plans-v1 1/31
APPLICATION NOTE
DEVELOPING PREVENTIVE MAINTENANCE PLANS WITH
RCM
Ir. Martin van den Hout, Agidens Consulting & Services
October 2015
ECI Publication No Cu0217
Available from www.leonardo-energy.org

7/21/2019 Developing Maintenance Plans v1
http://slidepdf.com/reader/full/developing-maintenance-plans-v1 2/31
Publication No Cu0217
Issue Date: October 2015
Page i
Document Issue Control Sheet
Document Title: Application Note – Developing preventive maintenance plans
Publication No: Cu0217
Issue: 01
Release: October 2015
Author(s): Martin van den Hout, Egemin Consulting & Services
Reviewer(s): Kari Komonen, Bruno De Wachter, Carol Godfrey (English Upgrade)
Document History
Issue Date Purpose
1 September2015
First publication in the framework of the Good Practice Guide
2
3
4
Disclaimer
While this publication has been prepared with care, European Copper Institute and other contributors provide
no warranty with regards to the content and shall not be liable for any direct, incidental or consequential
damages that may result from the use of the information or the data contained.
Copyright© European Copper Institute.
Reproduction is authorised providing the material is unabridged and the source is acknowledged.

7/21/2019 Developing Maintenance Plans v1
http://slidepdf.com/reader/full/developing-maintenance-plans-v1 3/31
Publication No Cu0217
Issue Date: October 2015
Page ii
CONTENTS
Summary ........................................................................................................................................................ 1
Terms and definitions ..................................................................................................................................... 2
Introduction .................................................................................................................................................... 4
What do we mean by maintenance? .............................................................................................................. 5
Preventive maintenance strategies ................................................................................................................. 6
Predetermined maintenance.................................................................................................................................. 6
Condition-based maintenance ............................................................................................................................... 6
Functional testing ...................................................................... .............................................................. ............... 6
Breakdown maintenance ...................................................................................................... .................................. 6
Context: Why does it matter? ......................................................................................................................... 7
Energy and environmental sustainability ............................................................................................................... 7
Availability and quality ........................................................................................................................................... 7
Calamity risk ........................................................................................................................................................... 8
Lifetime ...................... ............................................................... ................................................................. ............ 8
Cost ................................................................ ................................................................ .................................. 8
Setting up preventive maintenance with RCM: general approach .................................................................. 9
History of RCM ..................................................... ................................................................. .................................. 9
What is RCM? ......................................................................................................................................................... 9
The first main steps of an RCM project ......................................................................................................... 11
Initiation ............................................................................................................................................................... 11
Establishing the scope of the analysis ............................................................................... ..................... 12
Awareness of strategical importance .......................................................... ........................................... 12
Selecting team members ........................................................ .............................................................. .. 12
Planning ............................................................ ................................................................. ..................... 12
Demands for the assets .................................................. ................................................................. ..................... 12
Set up master equipment list ................... ................................................................. ........................................... 14
Criticality ranking and choice of type of analysis....................................................... ........................................... 14
Classic RCM analysis ..................................................................................................................................... 15
Functional demands ................................................................. ............................................................... ............. 15
(Functional) failures .............................................................................. .............................................................. .. 15
Failure mechanisms ......................................................................................... ..................................................... 15 Failure effect .............................................................................................................. ........................................... 16

7/21/2019 Developing Maintenance Plans v1
http://slidepdf.com/reader/full/developing-maintenance-plans-v1 4/31
Publication No Cu0217
Issue Date: October 2015
Page iii
Failure consequences ................................................................ ................................................................ ........... 16
What should be done to prevent or predict each failure? ................................................................................... 16
Failure patterns ...................................................................................................................................... 17
Task interval ......................................................... ................................................................. ................................ 18
The optimal interval for predetermined maintenance ................................................................ .......... 18
The optimal interval for condition-based maintenance ............................................................... .......... 20
The optimal interval for functional tests ................................................................ ................................ 20
What should be done if a suitable proactive task cannot be found? ......................................................... .......... 21
Industrial RCM analysis ................................................................................................................................. 22
PM (Preventive Maintenance) Set Up ........................................................................................................... 23
Optimizing critical spare parts ...................................................................................................................... 24
Implementation and continuous improvement ............................................................................................ 25
Implementation of the selected maintenance tasks ....................................................................... ..................... 25
Task packaging ....................................................................................................................................... 25
Job plans ........................................................... ................................................................. ..................... 25
Planning the first execution ................................................................................................................... 25
Continuous improvement .......................................................... ................................................................. .......... 26
Conclusion .................................................................................................................................................... 27

7/21/2019 Developing Maintenance Plans v1
http://slidepdf.com/reader/full/developing-maintenance-plans-v1 5/31
Publication No Cu0217
Issue Date: October 2015
Page 1
SUMMARY Preventive maintenance has a great impact on performance, risk, costs and energy consumption of assets. It
should be customised for each asset, because every asset works under different circumstances and has
another criticality. One of the major shifts in point of view in preventive maintenance within these last few
decades is that it should be aimed at fulfilling the organisational strategy.
Maintenance involves all the activities needed to keep an asset functioning according to the demands of the
organisation. It includes not only overhauls or exchange of parts, but also calibration, inspection, cleaning,
lubrication, functional tests and more. Simply replacing or restoring components after fixed intervals is called
predetermined maintenance. This is often not an effective strategy, because only a minor part of all failure
modes are time related. Most failure modes do not have a rising probability with rising component age. In
these cases condition monitoring or function test may provide a good solution.
RCM is a good and generally accepted methodology to select preventive maintenance tasks. An RCM analysis
consists of seven basic questions concerning each asset:
1. What are the functional demands for the system?
2. Which failures can occur?
3. Which failure mechanisms can lead to these failures?
4. What effect will each failure have?
5. What consequences will each failure have?
6. Which maintenance tasks should be selected to reduce the risk of failure to an acceptable level?
7. What can be done if an appropriate maintenance task cannot be found?
Because it is too time consuming to answer these questions for every asset in an organisation, faster methods
have been developed, such as Industrial RCM, which uses templates with failure modes and preventivemaintenance actions for standard components.
This Application Note describes how to select the right mix of preventive maintenance tasks for an asset
system, using RCM, Industrial RCM and Preventive Maintenance Set Up (PM Set Up).

7/21/2019 Developing Maintenance Plans v1
http://slidepdf.com/reader/full/developing-maintenance-plans-v1 6/31
Publication No Cu0217
Issue Date: October 2015
Page 2
TERMS AND DEFINITIONS In standards and literature about maintenance and related subjects, many definitions are used for all related
topics. The terms and definitions in this section are mainly based on ISO13306 (2001): Maintenance
Terminology.
Asset
Item, thing or entity that has potential or actual value to an organisation.
Asset Management
Systematic and coordinated activities and practices through which an organisation optimally and sustainably
manages its assets and asset systems, their associated performance, risks and expenditures over their life
cycles for the purpose of achieving its organisational strategic plan.
Asset system
Set of assets that interact or are interrelated.
Corrective maintenance
Maintenance carried out after fault recognition and intended to put an item into a state in which it can
perform a required function.
Critical spare part
Spare part with a high price and long delivery time, but usually with a small probability of failing. Also
sometimes called insurance part.
Dependability
Collective item used to describe the availability and its influencing factors: reliability, maintainability and
maintenance supportability.
Energy
Electricity, fuel, steam, heat, compressed air, etc.
Industrial RCM
Form of RCM developed to set up a maintenance plan for asset systems with less resources and man hours.
Industrial RCM involves both work by an individual engineer and team sessions.
Maintenance
Combination of all technical, administrative and managerial actions during the life cycle of an item intended toretain it in, or restore it to, a state in which it can perform the required function.
Maintenance management
All activities of management that determine the maintenance objectives, strategies and responsibilities
and implement them by means such as maintenance planning, maintenance control and supervision, and
improvement of methods in the organization including economical aspects.
Maintenance plan
Structured set of tasks that include the activities, procedures, resources and the timescale required to carry
out maintenance.

7/21/2019 Developing Maintenance Plans v1
http://slidepdf.com/reader/full/developing-maintenance-plans-v1 7/31
Publication No Cu0217
Issue Date: October 2015
Page 3
Organisation
This includes any type of organisation, ranging from a single person to a multinational corporation or a
government institution. In this application note we use this term for any organisation that wishes to
implement the standards.
Preventive maintenanceMaintenance carried out at predetermined intervals or according to prescribed criteria and intended to
reduce the probability of failure or the degradation of the functioning of an item.
Predetermined maintenance
Preventive maintenance carried out in accordance with established intervals of time or number of units of use
but without previous investigation of condition.
Condition-based maintenance
Preventive maintenance which includes a combination of condition monitoring and/or inspection and/or
testing, analysis and the ensuing maintenance actions.
Preventive Maintenance Set Up (PM Set Up)
Methodology to set up preventive maintenance plans for asset systems by an individual engineer, based on
the approach of Reliability Centered Maintenance.
Reliability Centered Maintenance (RCM)
Method to identify and select failure management policies to efficiently and effectively achieve the required
safety, availability and economy of operation.

7/21/2019 Developing Maintenance Plans v1
http://slidepdf.com/reader/full/developing-maintenance-plans-v1 8/31
Publication No Cu0217
Issue Date: October 2015
Page 4
INTRODUCTION Maintenance involves all activities needed to keep an asset functioning according to the demands of the
organisation. It not only includes overhauls or exchange of parts, but also calibration, inspection, cleaning,
lubricating, functional tests and more.
Systems that are not well maintained consume unnecessary energy for various reasons. To ensure that all
systems keep performing at the required level of energy efficiency, preventive maintenance is necessary.
Besides energy consumption, there are other important aspects to consider when deciding which preventive
maintenance tasks are most suitable for an asset, such as availability, quality, cost, risk and sustainability.
Consideration must be given as to which set of preventive maintenance tasks delivers the optimal balance
between all these aspects.
One of the major shifts in point of view in preventive maintenance these last few decades is that preventive
maintenance should be aimed at fulfilling the demands that are necessary to achieve the organisational
strategy. If an organisation considers the reduction of energy consumption very important, it will need a
different kind of maintenance schedule to an organisation for which energy is less crucial. An organisation that
needs one hundred percent availability of its assets requires a different maintenance strategy to an
organisation that doesn’t. This means the preventive maintenance should not just be set up based on the
types of components installed, but based on the impact of failure of these components on the demands of the
organisation. For example, if an organisation has two identical transformers, one supplying highly critical
equipment and the other just supplying some secondary systems, the organisation may choose to spend more
resources on the maintenance of the first transformer.
Reliability Centered Maintenance (RCM) is an internationally accepted standardized methodology to
determine which (preventive) maintenance actions are necessary. RCM is described in several international
standards, such as IEC 60300-3-11 (1999-03) Dependability management - Application guide - Reliability
centred maintenance.
RCM is accepted by all major industries, such as aviation, railways, power industry, product development etc
as the standard for developing maintenance plans.
This application note describes the steps in an RCM analysis and gives a practical example of the
implementation of RCM on an electric motor. It also describes a faster form of RCM, called Industrial RCM,
which is more suitable in situations when a classic RCM analysis would require too many resources.

7/21/2019 Developing Maintenance Plans v1
http://slidepdf.com/reader/full/developing-maintenance-plans-v1 9/31
Publication No Cu0217
Issue Date: October 2015
Page 5
WHAT DO WE MEAN BY MAINTENANCE?
For the purpose of this paper we will define maintenance as: all activities an organisation deploys to keep its
existing assets performing as needed to fulfil its organisational strategy .
Selecting the right preventive maintenance tasks is only one of the aspects of maintenance that an
organisation has to carry out to assure optimal functioning of its assets. Maintenance management consists of
several sub-domains, such as:
1. Preventive maintenance
2. Determining what preventive maintenance activities are necessary to keep the asset system
functioning at the desired level
3. Executing the preventive maintenance
4. Breakdown and repair
5. Continuous improvement
6. Managing processes and workflows to make sure all activities are carried out on time and with the
right quality
7. Managing resources such as spare parts, contracts, documentation and workshops
8. Managing the people in the organisation: organisational structure, number of employees, skills and
competences.
This application note focusses on selecting the right preventive maintenance tasks.
Maintenance is a part of asset management. Asset management involves the whole life cycle of assets. It
includes:
Investment decisions: should we build new assets?
Definition of asset solution
Design and engineering: how should these assets function?
Building and installation of the assets
Operations
Maintenance
Continuous improvement
Demolishing or removing the assets.

7/21/2019 Developing Maintenance Plans v1
http://slidepdf.com/reader/full/developing-maintenance-plans-v1 10/31
Publication No Cu0217
Issue Date: October 2015
Page 6
PREVENTIVE MAINTENANCE STRATEGIES
There are several preventive maintenance strategies. A good preventive maintenance schedule is usually a mix
of these strategies. Which mix of strategies is best for a specific asset will be discussed further in this
application note.
PREDETERMINED MAINTENANCE
Predetermined maintenance means that components are exchanged or overhauled after a fixed interval. This
interval can be a fixed period of time, but also some other measure, such as the number of kilometres driven
by a car or when a system has run for a certain number of hours.
CONDITION-BASED MAINTENANCE
In condition-based maintenance a component is regularly inspected to determine its condition. Are there
indications that the part will fail in the near future, such as signs of wear and tear? The part is exchanged or
overhauled only when such signs are found. The inspections can be done visually, but many advanced
instruments have been developed for inspection purposes. When specialized equipment is used, condition-
based maintenance is also called predictive maintenance. Some of the technologies that are commonly used
are:
Vibration measurements for rotating equipment
Infrared thermography for electrical equipment, insulation or rotating equipment
Ultrasound inspection, for instance to detect air leakages or high voltage corona
Oil analysis
Motor current analysis to establish the quality of electrical circuits
Inspection of the quality of the electrical insulation
Non-destructive testing to test the integrity of static equipment, such as the wall thickness of vessels.
FUNCTIONAL TESTING
Some failures do not have an immediate impact on the functioning of the system as a whole. The main system
fails only when a second failure occurs. These types of failures are called “hidden” failures. Examples of
systems in which they occur are redundant systems, idle equipment and safety circuits. Periodically testing to
determine if a hidden failure has already occurred can keep the risk of failure of the main system at an
acceptable low level.
BREAKDOWN MAINTENANCE
This strategy is also called: “run it till it fails”. This may be a good choice if a failure does not have severeconsequences, does not occur very often or if the maintenance is so expensive that the preventive
maintenance would cost more than the failures over a period of time.

7/21/2019 Developing Maintenance Plans v1
http://slidepdf.com/reader/full/developing-maintenance-plans-v1 11/31
Publication No Cu0217
Issue Date: October 2015
Page 7
CONTEXT: WHY DOES IT MATTER?Without maintenance, most assets will not keep performing at the level they were designed for. All kinds of
mechanisms, such as wear, corrosion, fatigue and many others cause degradation of the assets. Maintenance
is required to keep them performing at the required levels.
Maintenance has a direct impact on many areas:
1. Energy and environmental sustainability
2. Availability and quality
3. Calamity risk
4. Life expectancy
5. Cost.
ENERGY AND ENVIRONMENTAL SUSTAINABILITY
Systems that are not well maintained lose energy due to friction, electrical resistance, pollution, corrosion, and
many other causes. In electrical systems wear and improper adjustment lead to increased electrical resistance,higher harmonics and energy loss. In mechanical systems improper adjustment and pollution lead to higher
friction and energy losses.
But it is not just the direct energy consumption of the asset itself, when it is operational, that we need to
consider. The repair of failures and breakdowns can also consume a lot of energy. Finally, the life expectancy
of systems that are maintained correctly is longer, thus reducing consumption of energy and other resources
necessary to produce their replacements.
AVAILABILITY AND QUALITY
One of the main targets of maintenance is to reduce the number of breakdowns. Companies with good
preventive maintenance programs can reduce the amount of breakdowns by 80%.
But even if a system is still functioning, it may be operating at lower capacity than it was designed for.
Maintenance has a direct impact on the capacity of most systems. Systems that are not available when they
are needed cost billions of euros in Europe each year.
A simple calculation shows that if:
a system is available for 90% of the time
during this time it operates at 90% of its maximum capacity
it produces 90% good results
the end result is it only delivers 90% * 90% * 90% = 72.9% of its maximum capacity.
In production plants this figure is called the Overall Equipment Effectiveness (OEE). A decrease of just 2% of
OEE can lead to 50% loss in the profit of a commercial company. But organisations in other sectors also suffer
great losses due to breakdowns. For example, energy suppliers and railway companies have to pay their
customers compensation if their systems are not available for a certain period of time.
Sometimes it can be hard to detect quality problems. If an electrical system is not well maintained, the
electrical current can contain higher harmonic content, which not only causes energy losses, but also issues in
electronics, transformers, capacity batteries, etc.

7/21/2019 Developing Maintenance Plans v1
http://slidepdf.com/reader/full/developing-maintenance-plans-v1 12/31
Publication No Cu0217
Issue Date: October 2015
Page 8
CALAMITY RISK
In maintenance management it is necessary to look not only at the performance or output of a system, but
also at the risk of unacceptable events happening, such as the risk of a safety-related incident or an
environmental pollution. Unfortunately there are many examples of catastrophes that have happened because
of inadequate maintenance practices.
One of the best known cases is the accident of the Deepwater Horizon, a semi-submersible oil rig in the
Mexican Gulf in 2010. Eleven people died in this accident and seventeen people were injured. For three
months oil f lowed into the sea, killing thousands of animals. According to the BP website: “BP has spent more
than $14 billion and workers have devoted more than 70 million personnel hours to response and clean-up
activities.”
The damage to the tourism industry is estimated at 23 billion dollars. The cause of this spill: failure of a blow-
out preventer.
LIFETIME In many capital-intensive sectors, the capital costs make up half of the operational expenditure every year. So
the costs of interest and depreciation are just as high as all other operational costs combined. An increase of
10% of lifetime for the average asset has a huge impact on the financial results of an organisation.
Maintenance has an enormous impact on wear and other degradation mechanisms. For example, when an
electrical field is present, insulation of electrical components and wiring degrades. This process starts where
the material is less homogenous. Increase in temperatures can cause degradation in a few minutes that will
normally take years. The strength of the electrical field also has a huge impact. For polyethene insulation, an
electrical field that is twice as strong decreases the life 500 times!
COST
The previous paragraphs described why maintenance is necessary. Lack of proper maintenance can cost an
organisation a lot of money. However, maintenance itself also costs money. In many industries, maintenance
costs rank in the top three of operational expenditures.
In process plants raw materials and energy consumption are costing more money
In some manufacturing plants, such as automotive plants, labour costs and raw materials rank
number one and two
In infrastructure and network companies, maintenance is the number one operational expenditure.
The costs of maintenance that are registered in a company’s financial accounts include direct costs, such as
labour, parts and contracts. Even more expensive, however, may be the costs of taking a system out of servicefor preventive maintenance. Therefore, it can be necessary to develop a preventive maintenance plan that
optimally balances all the aspects discussed in this paragraph.

7/21/2019 Developing Maintenance Plans v1
http://slidepdf.com/reader/full/developing-maintenance-plans-v1 13/31
Publication No Cu0217
Issue Date: October 2015
Page 9
SETTING UP PREVENTIVE MAINTENANCE WITH RCM: GENERAL APPROACH
Reliability Centered Maintenance (RCM) is a methodology to set up preventive maintenance for assets. It is the
only methodology that is accepted worldwide by organisations such as the airline industry, railways or defence
organisations.
HISTORY OF RCM
RCM was originally developed for setting up preventive maintenance for the Boeing 747 Jumbo Jet.
Investigations showed that some of the accidents happening until then were caused by technical failure. The
response of the airline industry had always been to exchange or restore components more often. However,
this did not lead to a drop in the overall number of accidents. The number of critical hull failures per one
million take-offs only dropped about 10%. This discovery led to the assignment of Maintenance Steering
Groups (MSGs) that aimed to develop a methodology for setting up preventive maintenance for aircraft. In
1978 the third maintenance steering group (MSG3) presented a report called Reliability Centered Maintenance
(RCM). The name of this report became the name that is most commonly used for the methodology it
described.
Because regular industries do not need such an intensive method for detailed analysis of their systems, faster
methodologies have been derived from it, such as Industrial RCM.
WHAT IS RCM?
RCM is a structured methodology to analyse an asset, its functions, failures and the maintenance tasks that
can be selected to mitigate these failures. RCM is developed to be able to determine, in the design stage of a
system, which maintenance tasks have to be performed on an asset. In practice, it is also very often applied to
existing systems.
RCM sets up preventive maintenance schedules, based on the functional demands for an asset system. Thismeans that the result of the RCM analysis, the preventive maintenance schedule, does not only depend on the
type of component that needs maintenance. It is the function of the asset system as a whole and its impact on
the organisational strategy that are the starting point of the analysis.
The results of an RCM analysis are a mix of the following maintenance strategies:
1. Condition-based maintenance
2. Predetermined maintenance
3. Functional testing
4. Breakdown maintenance.
An RCM analysis may also have the outcome that it is mandatory or may be useful to re-engineer the system.
Using RCM to set up preventive maintenance has the advantage that a fully documented trail is produced to
show the relation between, on the one hand, all the risks associated with operating an asset system and, on
the other hand, the maintenance that is being performed. In other words: RCM clearly shows why the
maintenance must be done. Once RCM is implemented, it is relatively easy to adjust the preventive
maintenance if the circumstances or the strategy of the organisation change.
An RCM analysis is performed by a team of people who are familiar with the system from several points of
view.

7/21/2019 Developing Maintenance Plans v1
http://slidepdf.com/reader/full/developing-maintenance-plans-v1 14/31
Publication No Cu0217
Issue Date: October 2015
Page 10
RCM answers seven standard questions to determine what maintenance a system needs:
What are the functional demands for the system?
Which failures can occur?
Which causes can lead to these failures?
What effect will each failure cause have? What consequences will each failure have?
Which maintenance tasks should be selected to reduce the risk of failure to an acceptable level?
What can be done if an appropriate maintenance task cannot be found?
These are the core steps in an RCM analysis. Of course, more is involved in preparing the sessions and
implementing the preventive maintenance. The sections below describe the whole process step by step.

7/21/2019 Developing Maintenance Plans v1
http://slidepdf.com/reader/full/developing-maintenance-plans-v1 15/31
Publication No Cu0217
Issue Date: October 2015
Page 11
THE FIRST MAIN STEPS OF AN RCM PROJECT
Figure 1 – The typical steps of an RCM program.
The following paragraphs will discuss the steps of the RCM program before the actual analysis.
INITIATION
An RCM analysis usually starts with a kick-off meeting with senior management which has several goals:
1. Establishing the scope of the analysis
2. Awareness of the strategical importance
3. Explaining the methodology
4. Deciding who should be in the team performing the actual analysis.
Criticality ranking
Demands: Output, costs,
safety, environment,
quality, energy.....
Set up Master Equipment List
RCMIndustrial
RCM
PM
Set up
Optimize critical spares
Implement
Continuous improvement

7/21/2019 Developing Maintenance Plans v1
http://slidepdf.com/reader/full/developing-maintenance-plans-v1 16/31
Publication No Cu0217
Issue Date: October 2015
Page 12
ESTABLISHING THE SCOPE OF THE ANALYSIS
The first question is: which asset systems must be analysed during the RCM analysis? This question only needs
to be answered at a general level at this time. Senior management may decide to give the order to analyse all
asset systems on site, just one plant or maybe only the utility systems.
AWARENESS OF STRATEGICAL IMPORTANCE
Often senior management considers maintenance to be just an expense. The general thought is that every
asset has a maintenance manual and the technicians should just follow that manual. However, manuals do not
take into account the function of an asset in the organisation. Failure of one valve may lead to a catastrophe,
whereas failure of another, identical, valve may have only minor consequences. Moreover, standard
maintenance manuals cannot take into account the circumstances under which a component is functioning.
Breakdowns do not just happen spontaneously. They have a cause and can be prevented. Using RCM, the
organisation can control the balance between the amount and type of failures it is willing to accept and the
amount of money it is willing to spend on maintenance.
SELECTING TEAM MEMBERS A typical team for industrial maintenance consists of:
1. A maintenance engineer who knows how the system is designed and has the know-how to judge
technical improvements.
2. A technician who has hands-on experience in the maintenance and repair of the system. He knows
what failure modes occur in practice and knows in detail what happens when a failure occurs.
3. An operator of the equipment. He knows the functioning of the equipment on a day-to-day basis and
knows small failures and the behaviour of the equipment before larger breakdowns occur.
4. A production supervisor or manager. He knows which failures are important and knows the impact on
the process and product quality.
5. A facilitator. He is the chairman of the sessions, keeps the records and makes sure the team follows
the methodology correctly.
PLANNING
There are several approaches to the practical planning of sessions. In our experience, the optimal length of a
session is three hours. If it is shorter, the team loses too much time getting started each session. If it is longer,
team members may get tired and lose their focus. The sessions should be held at least once a week. There are
several software tools that can be used to record the results. However, in some cases a simple spreadsheet will
also do. Some of the RCM standards specify exactly the layout of forms that should be used to record the
analysis results. There are some minor differences between the standards. The description in this application
note describes the general approach.
DEMANDS FOR THE ASSETS
Maintenance should be aimed at fulfilling the organisational strategy. Therefore this strategy must be known.
It must be translated into an asset management strategy and concrete demands for the assets and their
related performance, costs and risk. During the management session, management must answer questions
such as:
1. What percentage of uptime, or how much output, must the asset system deliver on average? This is a
very important question, because a breakdown of assets that have more capacity than they need has
much smaller financial consequences than the failure of a system that must operate at full capacity.
2. What are the costs of stopping operation because of a failure of an hour (minute, day….)?
3. What is the maximum amount of time that the system is allowed to be unavailable for operation?

7/21/2019 Developing Maintenance Plans v1
http://slidepdf.com/reader/full/developing-maintenance-plans-v1 17/31
Publication No Cu0217
Issue Date: October 2015
Page 13
The senior management must state clearly what level of risk it is willing to accept. No operation can ever be
100% safe. Failures, also combined failures, have a chance of happening. They can have consequences in many
areas, such as:
Safety
Environment Quality
Reliability of delivery
Labour circumstances
Security
Legal requirements
Corporate image
Comfort
Politics.
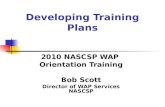
To visualize what level of risk the senior management is willing to accept, a risk matrix is set up. It shows the
relation between the severity and the frequency of incidents.
Figure 2 – The risk matrix.
The first column of this matrix gives a ranking of 1 to 5 for the impact severity of incidents. The next three
columns define the severity categories, in this case by the impact on cost, safety and quality. The following
columns indicate how often a certain failure is allowed to happen. A green block means the failure is
acceptable. Orange means improvement needs to be planned. Red means the failure is unacceptable andimmediate action is necessary. For example: an organisation determines that a power failure of longer than
four hours will occur less than once every ten years and has a severity score of 3. This means no action is
needed.
Some organisations use the risk matrix also for:
Decisions on replacement investments
Decisions on counter measures after incidents
Designing new asset systems.
Severity Economics Safety Quality
< 1 time/
50 years
< 1 time/
10 years
< 1 time/
year
< 1 time /
month
> 1 time/
month
1 <€ 1000 No impact No impact
2 <€ 5000 First AidMinor
complaint
3 <€ 50.000Lost time
incident
Customer
return
4 <€ 500.000Permanent
disabled
5 > € 500.000 DeathProduct
recall

7/21/2019 Developing Maintenance Plans v1
http://slidepdf.com/reader/full/developing-maintenance-plans-v1 18/31
Publication No Cu0217
Issue Date: October 2015
Page 14
SET UP MASTER EQUIPMENT LIST
One common problem when setting up preventive maintenance is that many organisations do not have a
complete and up-to-date asset register. This means that before the analysis can actually start, engineers must
verify the correctness of the asset register. Sometimes they can do this with an “asset walk down” on site.
They go into the facility and check the assets that are actually present against the databases in the systems ofthe organisation. If an asset walk down is not possible, special software can be used for data mining and data
cleaning. This software can be applied on databases from the maintenance department, historical purchase
records, investment databases and the data of the financial department to get an accurate overview of the
installed assets. For example, this approach can be used if the assets are networks of cabling that are spread
out over a large geographical area.
CRITICALITY RANKING AND CHOICE OF TYPE OF ANALYSIS
A full blown RCM analysis can take a lot of time. It is only worth allocating resources to a classic RCM analysis if
failure of an asset has serious consequences. If failure can only have smaller consequences, then faster forms
of RCM, such as Industrial RCM are appropriate. To establish which methodology will be used for each asset, a
criticality ranking is performed. The RCM team starts by assigning scores to every asset in the asset register to
determine what the impact of failure of the asset could be according to the criteria set in the risk matrix.
An organisation might, for example, decide to use RCM only on those assets that could cause a calamity of
category 5 in the risk matrix.
Preventive maintenance schedules for the less critical equipment can be set up using Industrial RCM or PM Set
Up. These methodologies are both derived from classic RCM.
The actual analysis with Classic RCM, Industrial RCM or PM Set UP will be tackled in subsequent sections, as
well as how to optimize critical spare parts, the implementation of the selected maintenance tasks and the
notion of continuous improvement.

7/21/2019 Developing Maintenance Plans v1
http://slidepdf.com/reader/full/developing-maintenance-plans-v1 19/31
Publication No Cu0217
Issue Date: October 2015
Page 15
CLASSIC RCM ANALYSIS
FUNCTIONAL DEMANDS
An important principle of RCM is that the goal of maintenance is to keep a system as a whole functioning. The
goal is not to keep every component as good as new. This may seem a trivial principle, but it has major
consequences. A transformer, for example, will lose some of its energy efficiency over time. It is not necessary
or economical to keep every transformer at maximum energy efficiency. The team will have to specify how
much loss of energy efficiency is acceptable to comply with the demands senior management has set. Another
example is paintwork. If the organisation specifies esthetical demands for the paintwork (that it should look
good), another interval between paint jobs is necessary compared to when the paintwork only has to preserve
the material that is painted, but it doesn’t have to look brand new.
A division is made between primary and secondary demands. The primary demands are related to the function
for which the equipment was bought. The transformer should be able to transform a certain amount of
electrical power from X volts to Y volts. Secondary demands are the extra features that are required from the
asset. Examples include energy consumption, safety, quality, environmental demands or aesthetics. The
division between primary and secondary demands does not express any priority of one over the other. It is
rather a methodology to avoid secondary demands being forgotten.
(FUNCTIONAL) FAILURES
The second step in the RCM process is to establish all functional failures. The functional failures follow logically
from the functional demands. Suppose, for example, the demand for a transformer is to transform a certain
amount of electrical power from a high voltage to 400V +/- 5%. The secondary demands are that it should be
safe (avoiding equipment damage and human injuries) and its energy efficiency should be higher than 98%. In
this case the failure modes can be:
1. The transformer cannot transform enough power
2. It cannot transform power at all
3. The output voltage is higher than 420V
4. The output voltage is lower than 380V
5. Its efficiency is lower than 98%
6. It is unsafe.
A functional failure is not a cause. It is just a description of what can go wrong. It is very important to have a
clear list of all functional failures. In the next step the team will investigate potential causes for each functional
failure, one by one. The causes of the failure “the output voltage is higher than 420 volts” may be different
from the causes of the failure “the output current is lower than 380 volts”.
FAILURE MECHANISMS
Another word for failure mechanism is cause. In this step the team starts to analyse all possible causes of the
potential functional failures that it listed in the previous step. This step is the most time consuming of the
analysis. Simple systems can already have dozens of failure modes. It is necessary to find the causes behind the
causes, until the description of a cause is so specific that a counter measure can be selected. A cause of failure
on an electromotor may be, for example, a short circuit in its windings. It is very hard to determine which
preventive maintenance actions can prevent this from happening. There can be many causes leading to the
short circuit, one of which may be damage to the insulation. This may be caused by overheating of the motor.

7/21/2019 Developing Maintenance Plans v1
http://slidepdf.com/reader/full/developing-maintenance-plans-v1 20/31
Publication No Cu0217
Issue Date: October 2015
Page 16
This may be caused by a too high ambient temperature, by electrical overload, by a broken cooling fan or by
dust on the outside of the motor. The team should make the analysis up to this level of detail, before it can
select an appropriate action, such as periodic cleaning of the motor.
FAILURE EFFECT
A failure effect describes exactly what is happening when the failure occurs. Effects can be macro or micro.
Macro effects are the scenario of what happens when the failure occurs. If, for instance, the electric motor
fails, a cooling pump stops running and an alarm sounds in the control room. Micro effects describe local
events, inside the device concerned, or directly related to it. Dust gathers on the motor, this can be seen.
Slowly the temperature of the motor rises. This could be detected. Subsequently, the resistance of the
windings starts to drop and eventually the motor fails.
The macro effects describe the events that happen outside the device concerned. They lead directly to the
failure consequences. The micro effects give an indication of how a failure can be detected before it occurs.
FAILURE CONSEQUENCES A failure consequence describes what the impact of the failure is. Is safety at risk? Does the environment get
polluted? Does the organisation lose money? There are two main reasons to determine the consequences of
the failures.
The first is to be able to judge if a counter measure is desirable. If a failure has no severe consequences and it
will take a lot of resources to prevent it, prevention may not be desirable from an economic point of view.
The other reason is that RCM makes a difference between hidden failures and evident failures. This is an
important concept in RCM. Hidden failures do not have any consequences until a second failure occurs. So, in
principle, the failure can be present for all eternity without any consequences. Hidden failures are most
commonly found in safety devices, idle items and redundant systems. We can keep the risk of system failure atan acceptable low level by testing the safety devices and redundant equipment on a regular basis. Simply put:
it is acceptable if they fail, provided we can detect and repair it fast enough. For an evident failure, periodic
functional testing is not an option. If an evident failure occurs, this will lead directly to a failure of the entire
system. Therefore, evident failures should be prevented.
WHAT SHOULD BE DONE TO PREVENT OR PREDICT EACH FAILURE?
To determine what the best action is to prevent or predict a failure, RCM uses decision diagrams. Their
outcome can be one of the following strategies:
Predetermined maintenance Condition-based maintenance
Functional testing
Breakdown maintenance
Re-engineering.
The RCM decision diagrams first divide the failure modes into three different categories:
1. The hidden failures. Functional testing to detect hidden failures can be a good option to prevent the
asset as a whole of losing its function.
2. Evident (non-hidden) failures with only economic consequences. For these failures:
a. If suitable maintenance tasks can be found, they should only be executed if they cost lessthan the potential failures during a certain period of time

7/21/2019 Developing Maintenance Plans v1
http://slidepdf.com/reader/full/developing-maintenance-plans-v1 21/31
Publication No Cu0217
Issue Date: October 2015
Page 17
b. If no suitable maintenance tasks can be found, breakdown maintenance is an option and re-
engineering might be useful
3. Evident failures that have unacceptable consequences according to the risk matrix. If no suitable
maintenance tasks can be found, re-engineering is mandatory. If suitable tasks can be found, they
must be executed, even if they are expensive.
Within each of the above categories, RCM uses questions that look much the same for each category to
determine which kind of preventive task is suitable:
1. Is condition-based maintenance possible? This question can be answered positively if there are
physical or chemical phenomena that can be observed or measured before the failure occurs. This
phenomenon can be a variety of things, such as wear, vibration, noise, pollution, reduced wall
thickness etc. If such a phenomenon can be observed or measured to predict the failure, it is the first
preference of RCM. In general, this requires the least amount of time and money. More importantly,
inspections are less intrusive then overhauls. Every time a system is overhauled, or a component is
replaced, there is a risk of causing new failures. Condition-based maintenance has a lower risk of
these maintenance-induced failures.2. If condition-based maintenance is not possible, is an interval-based maintenance action practically
and economically feasible instead? If this is the case, a periodic overhaul or exchange of parts is the
preferred choice of RCM.
FAILURE PATTERNS
Answering the questions above requires a thorough knowledge of the ways failures occur and how they can be
detected. A graph can be drawn comparing the chance that a failure may occur in the coming period versus
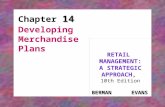
the age of a component. In the airline industry, for example, the following six patterns can be found:
Figure 3 – Example of typical failure patterns (airline industry).
It is commonly believed that failures behave according to failure pattern B but, as we can see, this is only valid
for 2% of the failure modes. Altogether, only 11% of the failure modes occur more often with increasing age.
Only for these 11% can interval-based maintenance be a good strategy. For the other 89% of the failure cases,
interval-based maintenance will be counterproductive.
Pattern A = 4%
Pattern B = 2%
Pattern C = 5%
Pattern D = 7%
Pattern E = 14%
Pattern F = 68%
Age dependent = 11% Random= 89%
time time

7/21/2019 Developing Maintenance Plans v1
http://slidepdf.com/reader/full/developing-maintenance-plans-v1 22/31
Publication No Cu0217
Issue Date: October 2015
Page 18
Figures from other industries show a similar trend: only 8% to 23% of the failures are age dependent, while the
other 77% to 92% are random.
TASK INTERVAL
The previous sections describe how the RCM methodology can determine which mix of maintenance tasks
should be selected for an asset. RCM does not include a step to determine how often these tasks should be
executed, even though this is of course an important question. The answer depends on the type of
maintenance strategy that has been selected.
THE OPTIMAL INTERVAL FOR PREDETERMINED MAINTENANCE
As discussed earlier, predetermined maintenance is useful when the risk of failure rises in time. This is true for
the small number of failure causes that fit into pattern A, B or C. If the probability of failure rises over time, the
average cost of failures during the specific year rises as well.
Figure 4 – The cost of failure.
The graph above shows that, if preventive maintenance is postponed, the costs of failures become higher. On
the other hand, the annual cost of preventive maintenance is halved when doubling the task interval.

7/21/2019 Developing Maintenance Plans v1
http://slidepdf.com/reader/full/developing-maintenance-plans-v1 23/31
Publication No Cu0217
Issue Date: October 2015
Page 19
Figure 5 – The cost of preventive maintenance at different intervals.
The optimal interval for preventive maintenance is the one at which the aggregated cost of preventive
maintenance and failures goes through a minimum. Not only should the cost of maintenance itself be taken
into account in this calculation, but also that of lost output, which may be much higher than the cost of
maintenance and repair itself.
Figure 6–
Total costs

7/21/2019 Developing Maintenance Plans v1
http://slidepdf.com/reader/full/developing-maintenance-plans-v1 24/31
Publication No Cu0217
Issue Date: October 2015
Page 20
To predict the number of future failures is a complex matter. Some ways to estimate this figure are:
1. Using standard tables with historical data for components. This is not very accurate, because the
failure rate of a component strongly depends on its quality, its application and the operational
circumstances in which it is being used.
2. Using historical data of the actual component on site. To extrapolate historical data to the future,Weibull analysis can be used.
3. Using expert opinions.
THE OPTIMAL INTERVAL FOR CONDITION-BASED MAINTENANCE
Condition-based maintenance can also be used when the amount of failures does not increase with time. This
means the calculation above will not work, because corrective costs do not rise. To determine the optimal
interval for an inspection, the key question is: how long in advance is it possible to predict a failure?
The curve below explains this. The curve shows the condition of the equipment evolving in time. At first the
equipment is in good condition. At a certain point, the condition starts to drop slightly. This is indicated where
the colour of the graph starts to change from green to red. However, at this point the change is too small tomeasure. At point P, the deviation has become so large it can be detected. P stands for “potential failure”. The
condition of the asset will deteriorate further until it fails at point F.
The interval between inspections should be shorter than the interval between P and F, which is called the P-F
interval. If doing maintenance at this interval is not economically feasible, it is no use doing the inspections less
frequently. The P-F interval strongly depends on the particular nature of the failure and on the technology
used to detect it.
Figure 7 – The P-F curve for inspection intervals.
THE OPTIMAL INTERVAL FOR FUNCTIONAL TESTS
Determining the optimal interval for functional tests follows a completely different logic to the calculation for
interval- based or condition-based maintenance.
A functional test is only useful to prevent a hidden failure. The test determines if the failure has already
occurred.
The figure below explains this.
C o n d i t i e
Time
P
F
C o n d i t i o n
P

7/21/2019 Developing Maintenance Plans v1
http://slidepdf.com/reader/full/developing-maintenance-plans-v1 25/31
Publication No Cu0217
Issue Date: October 2015
Page 21
Figure 8 – Functional testing.
If the main system fails at moment A, the safety system protects its function and the system keeps functioning.
If the safety system fails it is only a problem at the moment the main system fails. It should therefore be
checked so often that the chance of them failing at the same time is acceptable.
The testing interval can be calculated with this formula:
MTBFs * MTBFm * 2 = T (FT)
Ta
With:
MTBFs = the mean time between failures of the safety system
MTBFm = the mean time between failure of the main system
Ta = the acceptable minimal time between (two) failures of the entire system
T (FT) = the interval between two functional tests
Suppose the organisation accepts a failure of its power supply once per 100 years.
The relays of the emergency generator have an MTBF of 10 years.
The public power net has an MTBF of 3 years.
This will lead to an inspection interval of:
T(FT) = 10 * 3 * 2 = 0,6 year
100
WHAT SHOULD BE DONE IF A SUITABLE PROACTIVE TASK CANNOT BE FOUND? This is an important question in RCM. There are many failures that cannot be prevented by preventive
maintenance. Their frequency can often be reduced, but they can still occur. What should be done? RCM has
two different answers to this question:
1. If a failure can lead to consequences that are not acceptable according to the risk matrix and
preventive maintenance cannot reduce the risk to an acceptable level, in this case, re-engineering is
mandatory. This may mean changing the design of the system, but it can also relate to the way the
system is operated.
2. If a failure is acceptable, because it has only a minor impact and/or does not happen very often, re-
engineering still might be useful. However, the first outcome of RCM in this case is “run it till it fails”.
Simply do nothing and fix it when it breaks.
Main system
Safety device
A
Time

7/21/2019 Developing Maintenance Plans v1
http://slidepdf.com/reader/full/developing-maintenance-plans-v1 26/31
Publication No Cu0217
Issue Date: October 2015
Page 22
INDUSTRIAL RCM ANALYSIS
Classic RCM was originally developed by the airline industries, where failure can have very serious
consequences and aircraft are built in series of several hundreds. This makes it worth investing time in a full-
blown RCM analysis. For many other industries, consequences are less severe and the diversity of equipment is
much greater, which sometimes akes RCM too time consuming.
For these industries Industrial RCM (iRCM) has been developed. It takes away the most time consuming step of
an RCM analysis, namely the analysis of failure mechanisms. During an Industrial RCM analysis, an engineer
uses a database with failure causes and suitable maintenance tasks of standard components. This part of the
RCM analysis is stored as a template for each type of component.
In the next step he determines which failure causes are suitable for the equipment he is analysing. Typically
the engineer will use three versions of the template for each component:
1. For very critical equipment he may select all (or most of) the maintenance tasks in the template - in
other words, all the maintenance tasks that are useful from a technical point of view.
2. For medium critical equipment he may choose to do the most common maintenance tasks.
3. For non-critical equipment he may choose to do only the maintenance that is necessary to make sure
the component does not wear faster, such as cleaning or lubricating.
The next step in the Industrial RCM consists of sessions where the maintenance engineer acts as a facilitator
and discusses with a team:
1. His proposal for preventive maintenance
2. Special situations where templates are not applicable
3. If the staff of the organisation have enough knowledge to perform maintenance and repairs
4. Which critical spare parts are needed
5. If extra measures are necessary to make the preventive maintenance or repairs possible, such asimproving access to the equipment or installing hoisting beams or safety switches.
6. Who will do the maintenance: technicians from the organisation itself, contractors or operators?
The team has the same type of members as a team performing a RCM analysis.
An important purpose of the sessions is to receive buy-in and acceptance from the maintenance and
operations departments. This will make implementation of the maintenance plan a lot easier.
Apart from the speed, an advantage of iRCM above RCM is that the templates comprise the knowledge of
several teams and experts. During a classic RCM, the team has to gather this data itself.
The advantage of RCM over iRCM is that it critically analyses the components in the way they are used in the
particular system. Design errors and operator mistakes will also be discussed by the team. Industrial RCM
assumes the quality of the design is good enough for its purpose.
An example of an Industrial RCM analysis is an energy network company that maintains 500 high voltage
transformers and 40.000 medium voltage transformers. The rules of classic RCM would imply that each
transformer should be analysed separately. Industrial RCM analyses one of each and copies the results of this
analysis to all the others. Of course this copying can only be done by experts who know what they are doing
and can judge if two systems are really identical.

7/21/2019 Developing Maintenance Plans v1
http://slidepdf.com/reader/full/developing-maintenance-plans-v1 27/31
Publication No Cu0217
Issue Date: October 2015
Page 23
PM (PREVENTIVE MAINTENANCE) SET UP
Although Industrial RCM takes much less time than classic RCM, it may still cause too much workload for an
organisation to hold iRCM sessions for each asset system. “PM Set Up” is a methodology for a maintenance
engineer to set up preventive maintenance individually, without consulting a team. He will use the same
approach as the engineer performing iRCM, except that no team sessions are held.

7/21/2019 Developing Maintenance Plans v1
http://slidepdf.com/reader/full/developing-maintenance-plans-v1 28/31
Publication No Cu0217
Issue Date: October 2015
Page 24
OPTIMIZING CRITICAL SPARE PARTS
During the process of an RCM analysis, the spare parts should be selected that need to be kept in stock at all
times.
Spare parts with a low cost but a long delivery time could best be kept in stock.
The ones with a low cost, but short delivery time, do not need to be kept in stock but it could be
sensible.
The ones with a high cost and short delivery time are probably not worth having in stock.
Critical spare parts are the ones with a long delivery time and a high price.
If the chance they will ever be needed is small, it is a complex decision whether or not an organisation should
buy critical parts to keep them in stock. This is especially true if there is only a small chance they will ever be
needed. The RCM analysis should show insight in which failure modes they may be needed and what the
chances are of these failure modes actually occurring.

7/21/2019 Developing Maintenance Plans v1
http://slidepdf.com/reader/full/developing-maintenance-plans-v1 29/31
Publication No Cu0217
Issue Date: October 2015
Page 25
IMPLEMENTATION AND CONTINUOUS IMPROVEMENT
IMPLEMENTATION OF THE SELECTED MAINTENANCE TASKS
The implementation of preventive maintenance consists of several activities;
1. Personnel need to be trained
2. Contracts with external partners need to be closed
3. Some processes and procedures need to be developed. For example, if operators are to do routine
checks, it is very important to have a clear procedure for planning their checks, reporting findings and
giving feedback to the operators.
4. When re-engineering has been executed, the impact on reliability and costs should be thoroughly
examined. One should be careful not to introduce new faults while trying to fix an existing one.
5. The results of the RCM analysis should be used as input for future designs.
These are just some of the activities during the implementation stage. In the next two sub-sections we will
describe task packaging and job plans in more detail.
TASK PACKAGING
Tasks have to be combined into work orders that can be managed through a planning system. The result of an
RCM analysis is a long list of separate tasks. They should be grouped according to their frequency, so the assets
do not have to stop more than necessary. Tasks that must be performed by specialized contractors must be
grouped together so travel times are reduced to a minimum. As many external tasks as possible should be
covered by one contract to save administrative costs.
JOB PLANS
A good preventive maintenance schedule only has value if it is being executed the correct way. Maintenance
tasks have to be described in job plans to the appropriate level of detail. An experienced technician may only
need a brief description of a standard task, such as checking a V-belt. An inexperienced operator will need a
longer description. What is a V-belt? What does it look like when it is in good condition and what are the signs
that it is deteriorating? How to check the belt pulley? How to check the tension? If the description is not
detailed enough, the person cannot execute the tasks correctly. If the description is too detailed, the person
will not read it, because he thinks he already knows everything that is in the work instruction. A job plan
contains information such as:
a. The most important steps in the task
b. Special points of attention
c. Quality criteria to judge if the quality of the component and the work are OK
d. The amount of time needed
e. The amount of people needed and their skills
f. Safety precautions
g. Materials to be used and special tools needed.
PLANNING THE FIRST EXECUTION
During the implementation stage, special care has to be taken not to increase the workload too much. Good
preventive maintenance practices will lead to less workload and better planning in the end, but initially the
workload is likely to increase. At first the amount of preventive maintenance will increase, before the amount
of corrective maintenance will drop. Moreover, each job needs special attention the first time it is being
executed. This should be discussed with the persons performing the task. Maybe the descriptions are not

7/21/2019 Developing Maintenance Plans v1
http://slidepdf.com/reader/full/developing-maintenance-plans-v1 30/31
Publication No Cu0217
Issue Date: October 2015
Page 26
accurate, maybe the time planning is not realistic, or maybe some tools are missing. These are the kind of
points that need fine tuning. Asking for feedback will greatly increase the level of acceptance by the crew.
CONTINUOUS IMPROVEMENT
RCM was originally developed to be used during the design stage of a system. During operation it will become
clear if the analysis needs fine tuning. Usually there are some points that can be improved. They consist of
different types:
• Failure modes occur that were not foreseen. This is what people fear the most, but it does not
happen very often. A good analysis will find most of the failure modes.
• The frequency of the failure modes was not estimated accurately. This is almost inevitable,
because every system operates under different circumstances and often uses the newest model
of some component that will behave differently from all previous models. Therefore it is
necessary to record all failures and analyse them periodically to see if the preventive
maintenance intervals need adjustment.
• Failures occur that cannot be prevented by maintenance. Often failures occur due to causes suchas wrong adjustment, operator error, external damage, changes in raw materials etc. To reduce
this type of failures, a continuous improvement program is necessary. Again this starts with
recording all failures and losses to determine their impact and cause. The next step is to select
the most important problems to work on. Most organisations do not have the budget or
manpower to work on every problem that occurs. Therefore setting priority is necessary. A
Pareto-diagram usually shows that 80% of the failures is caused by 20% of the causes.
Organisations should focus on this 20% and on the causes that can lead to unacceptable
consequences according to their risk matrix. Subsequently a method like Root Cause Analysis can
be used to determine the deeper causes of the problem and to find solutions.
• The maintenance task was selected correctly, but the description of how the task should be
executed needs to be improved. There should be enough space on the work orders fortechnicians to give remarks for improvement if, for example, some parts or tools are missing.
It is important that all the points above are embedded in the processes, procedures and communication flows
of the organisation to ensure that it continues to receive sufficient attention.

7/21/2019 Developing Maintenance Plans v1
http://slidepdf.com/reader/full/developing-maintenance-plans-v1 31/31
CONCLUSION
Preventive maintenance has a great impact on performance, risk, costs and energy consumption of assets. It
should be customised for each asset, because every asset works under different circumstances and has
another criticality. This means that two identical components may have different maintenance strategies. RCM
is a good and generally accepted methodology to select preventive maintenance tasks. However, it is very timeconsuming. If assets are less critical, Industrial RCM or PM Set Up may be good alternatives.
Simply replacing or restoring components after fixed intervals is called predetermined maintenance. This is
often not a good strategy, because only some of all failure modes are time related. The others do not have a
rising probability with rising component age. In these cases condition monitoring or function tests may provide
a good solution.
How the optimal interval for maintenance should be determined depends on the type of prevention strategy.