Developing and Administering NDT Practical Level II Examinations
5
Vol. 13, No. 1 TNT · October 2014 · 1 The American Society for Nondestructive Testing www.asnt.org FOCUS Vol. 13, No. 4 The nondestructive testing (NDT) industry has a historical reputation for being a standardized technological trade. In the global industrial profession, NDT is performed under regulations that demand integrity and quality. The NDT industrial spectrum ranges from pipelines and railroad to shipbuilding, aviation and countless others. Each industry has its own specifically designed procedures to focus on its specific needs. There are documents that guide the inspection industry in general, which are regulated by standardizing requirements. In the aviation industry there is: ASNT Recommended Practice No. SNT-TC-1A, Air Transport Association ATA-105 and National Aerospace Standard NAS-410 (ASNT, 2011; ATA, 2011; NAS, 2008). This article is concerned with administering a practical examination under the guidelines of NAS-410, which will also meet the requirements of SNT-TC-1A. When developing a Level II practical examination it is important to understand the proficiency requirements of the certification standard. In the United States Coast Guard (USCG) aviation NDT arena, the certification examination standard is based on NAS-410. NAS-410 states the following for a Level II: “The candidate shall demonstrate proficiency by inspecting at least two test samples of differing configurations for each method, with at least one test sample for each technique for which certification is sought.” To understand NAS-410 requirements it is prudent that the administrator have a complete understanding of the method and which techniques within that method are being utilized. Most likely the administrator understands the organization he/she works for and knows the processes that apply. If the administrator is consulting an outside firm to administer an examination, there is some research to accomplish. The exam administrator must become familiar with the common NDT processes of the firm. For example, using an ultrasonic testing (UT) thickness gage to administer a UT thickness measurement technique may not be adequate if the process requires a UT flaw detector with digital measurement capabilities. The exam administrator needs Developing and Administering NDT Practical Level II Examinations by Rusty G. Waldrop From NDT Technician, Vol. 13, No. 4, pp: 1–5. Copyright © 2014 The American Society for Nondestructive Testing, Inc.
-
Upload
hoangtuyen -
Category
Documents
-
view
238 -
download
1
Transcript of Developing and Administering NDT Practical Level II Examinations
Vol. 13, No. 1
TNT · October 2014 · 1
The American Society forNondestructive Testing
www.asnt.org
FOCUSVol. 13, No. 4
The nondestructive testing (NDT)industry has a historical reputation forbeing a standardized technological trade. Inthe global industrial profession, NDT isperformed under regulations that demandintegrity and quality. The NDT industrialspectrum ranges from pipelines andrailroad to shipbuilding, aviation andcountless others. Each industry has its ownspecifically designed procedures to focus onits specific needs. There are documents thatguide the inspection industry in general,which are regulated by standardizingrequirements. In the aviation industrythere is: ASNT Recommended Practice No.SNT-TC-1A, Air Transport AssociationATA-105 and National Aerospace StandardNAS-410 (ASNT, 2011; ATA, 2011; NAS,2008). This article is concerned withadministering a practical examinationunder the guidelines of NAS-410, whichwill also meet the requirements ofSNT-TC-1A.
When developing a Level II practicalexamination it is important to understandthe proficiency requirements of thecertification standard. In the United StatesCoast Guard (USCG) aviation NDT
arena, the certification examinationstandard is based on NAS-410. NAS-410states the following for a Level II:
“The candidate shall demonstrateproficiency by inspecting at least two testsamples of differing configurations for eachmethod, with at least one test sample foreach technique for which certification issought.”
To understand NAS-410 requirementsit is prudent that the administrator have a complete understanding of the methodand which techniques within that method are being utilized. Most likely the administrator understands theorganization he/she works for and knows the processes that apply. If theadministrator is consulting an outside firmto administer an examination, there issome research to accomplish. The examadministrator must become familiar withthe common NDT processes of the firm.For example, using an ultrasonic testing(UT) thickness gage to administer a UTthickness measurement technique may notbe adequate if the process requires a UTflaw detector with digital measurementcapabilities. The exam administrator needs
Developing and Administering NDTPractical Level II Examinations by Rusty G. Waldrop
From NDT Technician, Vol. 13, No. 4, pp: 1–5.Copyright © 2014 The American Society for Nondestructive Testing, Inc.
to be familiar with the inspectionrequirements and the instrument the firmuses and become proficient in the use ofthe equipment prior to providing anexamination. Theories behind the methodsare the same, but the equipment and itsfunctionalities are different frominstrument to instrument.
In Coast Guard aviation, inspectors arecertified in eddy current testing and use avariety of eddy current techniques. CoastGuard personnel perform a surface eddycurrent with a frequency range from 200 KHz to 1 MHz using absolute woundcoils. The inspectors examine aroundcountersunk fasteners or raised head buttonfasteners in fuselage skins, evaluating forfatigue cracking. Inspections may be alongedges of cast or machined fittings. CoastGuard inspectors are also required to notecorrosion for further evaluation byengineering. Other techniques include afastener hole inspection utilizing ahigh-speed rotating scanner, conductivitymeasurements for changes in a material’stemper and even a low frequency eddycurrent evaluation on multilayer aluminumskins for loss of material (that is,corrosion). This scenario demands fourcomponents with known conditions for aproper practical exam.
With each inspection technique thereneeds to be a directive for the candidate.Not only is the candidate graded forfinding the discontinuity or condition butalso is tested on the ability to comprehend
and communicate these findings in anorganized manner. With current technology,reports may be digital so the candidate mustbe competent at creating electronic reportsas well as proper storage and retrieval ofreports. These tasks should be a part of thepractical examination.
The Level III administrator mustmaintain a variety of test samples. TheCoast Guard has over 100 components thatcan be used for more than six methods ofNDT. This collection was obtained over a12-year period of diligent communicationwith aircraft engineering platforms forcomponents. Actual fatigued cracked partsare not easily accessed but with somepersistence and negotiations they can beobtained. It may be necessary to purchaseor create manufactured discontinuities intest samples. The discontinuitiesincorporated need to be characterized. This allows the administrator to quickly,efficiently and consistently grade theexamination. Building a crack library onaircraft is not easy, for the Level III has tomake sure to keep adding discontinuities sowhen the inspectors return they have adifferent set of inspections. It is extremelyimportant to have these conditions kept assecured to scrutiny as possible. Parts canalso be obtained from the private marketwith conditions incorporated.
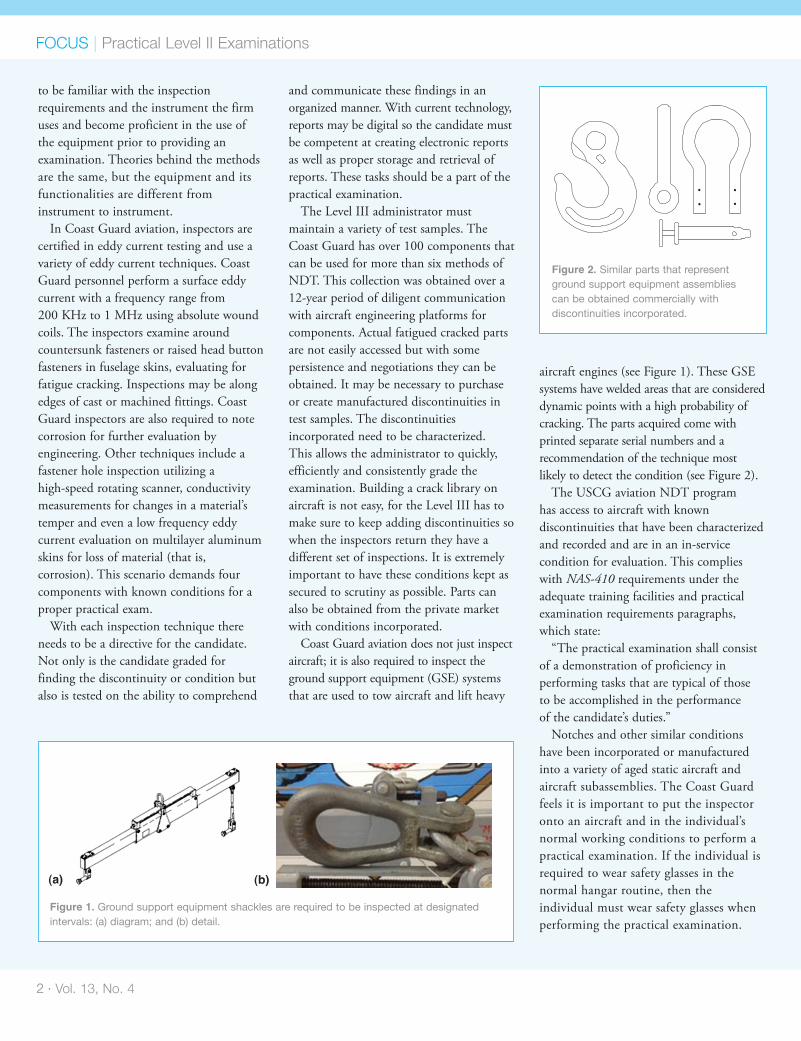
Coast Guard aviation does not just inspectaircraft; it is also required to inspect theground support equipment (GSE) systemsthat are used to tow aircraft and lift heavy
aircraft engines (see Figure 1). These GSEsystems have welded areas that are considereddynamic points with a high probability ofcracking. The parts acquired come withprinted separate serial numbers and arecommendation of the technique mostlikely to detect the condition (see Figure 2).
The USCG aviation NDT program has access to aircraft with knowndiscontinuities that have been characterizedand recorded and are in an in-servicecondition for evaluation. This complieswith NAS-410 requirements under theadequate training facilities and practicalexamination requirements paragraphs,which state:
“The practical examination shall consistof a demonstration of proficiency inperforming tasks that are typical of those to be accomplished in the performance of the candidate’s duties.”
Notches and other similar conditionshave been incorporated or manufacturedinto a variety of aged static aircraft andaircraft subassemblies. The Coast Guardfeels it is important to put the inspectoronto an aircraft and in the individual’snormal working conditions to perform apractical examination. If the individual isrequired to wear safety glasses in thenormal hangar routine, then theindividual must wear safety glasses whenperforming the practical examination.
FOCUS | Practical Level II Examinations
2 · Vol. 13, No. 4
Figure 1. Ground support equipment shackles are required to be inspected at designatedintervals: (a) diagram; and (b) detail.
(a) (b)
Figure 2. Similar parts that representground support equipment assembliescan be obtained commercially withdiscontinuities incorporated.
.
...

NAS-410 requires a training facility that hasa conducive learning environment and issufficiently equipped. The training facilitymust have natural and/or artificial anomaliesavailable for the methods of inspection to beconducted. Any items or components thatare used in training cannot be used fortesting. The aviation NDT business usingaging aircraft with multiple natural andartificial conditions is a priceless asset to theCoast Guard community that demands ahigh level of proficiency and reliability withtimely inspections.
As per NAS-410: “The location andseverity of flaws in the test sample shall notbe apparent to the candidate.”
A known condition must not benoticeable to the naked eye, nor shall thecomponent exhibit indications the part hasbeen modified. Component deception is aparameter used in an attempt to mask anarea or component that has been modified.One technique is to ensure the inspectionarea is large enough so the irregular
condition is among a mass of geometricalpart distracters. A notch in a fastener holefor UT to detect should be among severalfastener holes with the fasteners installed. Ifthe bore is on a structure such as an aircraftwing attachment fitting, the inspectorcandidate should inspect both sides of theaircraft (see Figure 3). When incorporatingsuch conditions, it is critical the notch doesnot extend outside the head of the fastener.NDT inspectors are trained to visually lookat areas for indicators of a condition prior tothe inspection. Recently, a bonded materialtester (BMT) inspection process was addedto Coast Guard aviation inspectors. To meetthis demand, parts must be acquired withincorporated discontinuities. Figure 4 showsa rotorcraft main rotor blade cross-section.Using the BMT instrument with apitch-catch transducer, the inspectors need to detect skin-to-core separation.Figure 5 shows the same blade beforeskin-to-core separation was incorporatedand after the separation was developed.
TNT · October 2014 · 3
Figure 3. Center wing spar attachment fitting. Fasteners are installed inboard/outboarddirection. Notches were incorporated at the 12 or 6 o’clock positions so a compressionalwave ultrasonic setup could detect the condition.
Figure 4. Rotorcraft main blade.
4 · Vol. 13, No. 4
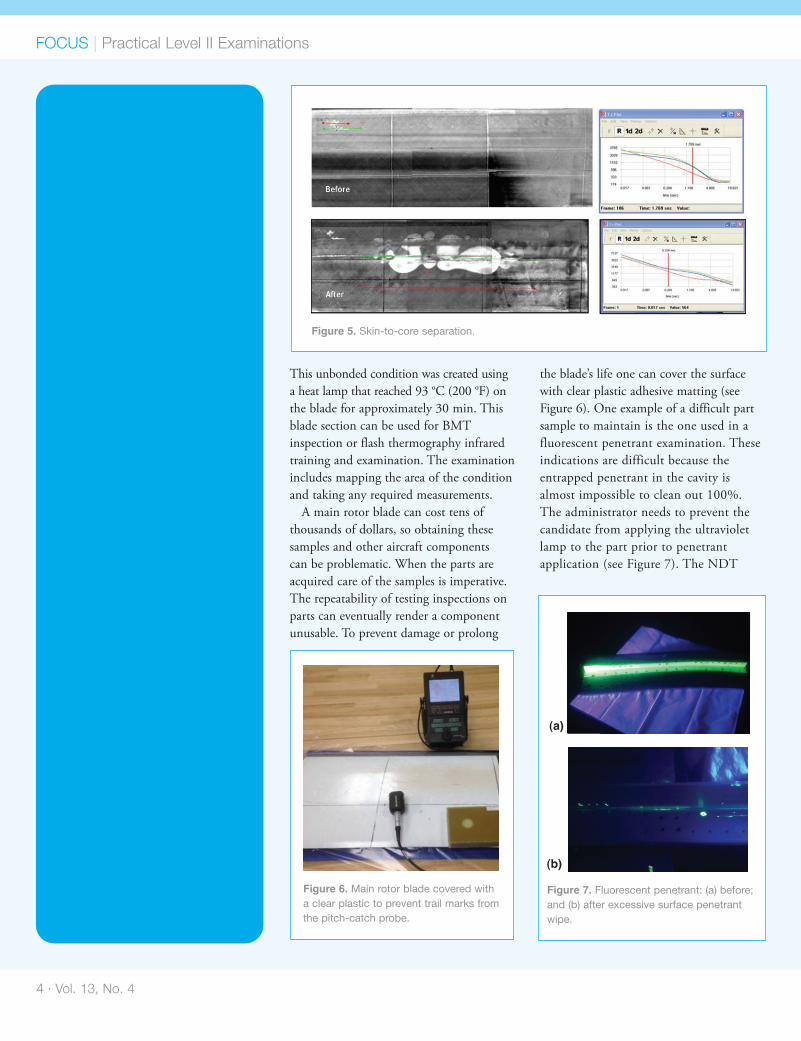
This unbonded condition was created usinga heat lamp that reached 93 °C (200 °F) onthe blade for approximately 30 min. Thisblade section can be used for BMTinspection or flash thermography infraredtraining and examination. The examinationincludes mapping the area of the conditionand taking any required measurements.
A main rotor blade can cost tens ofthousands of dollars, so obtaining thesesamples and other aircraft components can be problematic. When the parts areacquired care of the samples is imperative.The repeatability of testing inspections onparts can eventually render a componentunusable. To prevent damage or prolong
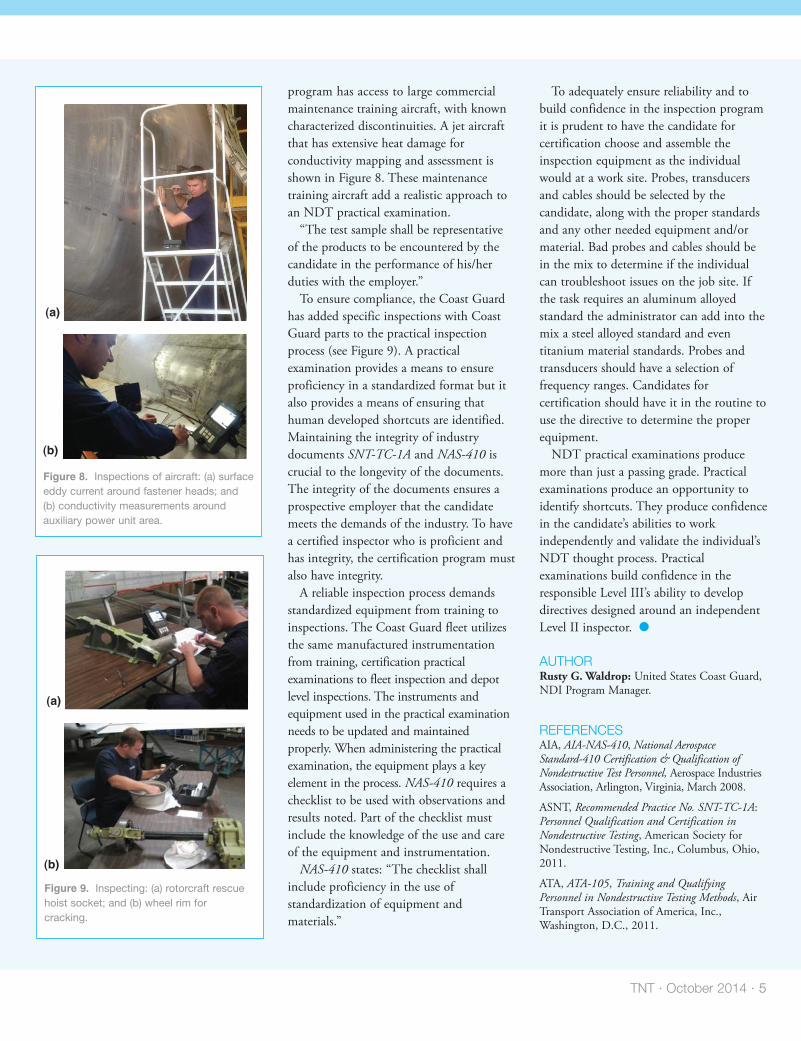
the blade’s life one can cover the surfacewith clear plastic adhesive matting (seeFigure 6). One example of a difficult partsample to maintain is the one used in afluorescent penetrant examination. Theseindications are difficult because theentrapped penetrant in the cavity isalmost impossible to clean out 100%.The administrator needs to prevent thecandidate from applying the ultravioletlamp to the part prior to penetrantapplication (see Figure 7). The NDT
FOCUS | Practical Level II Examinations
Figure 5. Skin-to-core separation.
Figure 6. Main rotor blade covered witha clear plastic to prevent trail marks fromthe pitch-catch probe.
Figure 7. Fluorescent penetrant: (a) before;and (b) after excessive surface penetrantwipe.
(a)
(b)
program has access to large commercialmaintenance training aircraft, with knowncharacterized discontinuities. A jet aircraftthat has extensive heat damage forconductivity mapping and assessment isshown in Figure 8. These maintenancetraining aircraft add a realistic approach toan NDT practical examination.
“The test sample shall be representativeof the products to be encountered by thecandidate in the performance of his/herduties with the employer.”
To ensure compliance, the Coast Guardhas added specific inspections with CoastGuard parts to the practical inspectionprocess (see Figure 9). A practicalexamination provides a means to ensureproficiency in a standardized format but italso provides a means of ensuring thathuman developed shortcuts are identified.Maintaining the integrity of industrydocuments SNT-TC-1A and NAS-410 iscrucial to the longevity of the documents.The integrity of the documents ensures aprospective employer that the candidatemeets the demands of the industry. To havea certified inspector who is proficient andhas integrity, the certification program mustalso have integrity.
A reliable inspection process demandsstandardized equipment from training toinspections. The Coast Guard fleet utilizesthe same manufactured instrumentationfrom training, certification practicalexaminations to fleet inspection and depotlevel inspections. The instruments andequipment used in the practical examinationneeds to be updated and maintainedproperly. When administering the practicalexamination, the equipment plays a keyelement in the process. NAS-410 requires achecklist to be used with observations andresults noted. Part of the checklist mustinclude the knowledge of the use and careof the equipment and instrumentation. NAS-410 states: “The checklist shall
include proficiency in the use ofstandardization of equipment andmaterials.”
To adequately ensure reliability and tobuild confidence in the inspection programit is prudent to have the candidate forcertification choose and assemble theinspection equipment as the individualwould at a work site. Probes, transducersand cables should be selected by thecandidate, along with the proper standardsand any other needed equipment and/ormaterial. Bad probes and cables should bein the mix to determine if the individualcan troubleshoot issues on the job site. Ifthe task requires an aluminum alloyedstandard the administrator can add into themix a steel alloyed standard and eventitanium material standards. Probes andtransducers should have a selection offrequency ranges. Candidates forcertification should have it in the routine touse the directive to determine the properequipment.
NDT practical examinations producemore than just a passing grade. Practicalexaminations produce an opportunity toidentify shortcuts. They produce confidencein the candidate’s abilities to workindependently and validate the individual’sNDT thought process. Practicalexaminations build confidence in theresponsible Level III’s ability to developdirectives designed around an independentLevel II inspector. h
AUTHORRusty G. Waldrop: United States Coast Guard,NDI Program Manager.
REFERENCESAIA, AIA-NAS-410, National AerospaceStandard-410 Certification & Qualification ofNondestructive Test Personnel, Aerospace IndustriesAssociation, Arlington, Virginia, March 2008.
ASNT, Recommended Practice No. SNT-TC-1A:Personnel Qualification and Certification inNondestructive Testing, American Society forNondestructive Testing, Inc., Columbus, Ohio,2011.
ATA, ATA-105, Training and QualifyingPersonnel in Nondestructive Testing Methods, AirTransport Association of America, Inc.,Washington, D.C., 2011.
TNT · October 2014 · 5
Figure 9. Inspecting: (a) rotorcraft rescuehoist socket; and (b) wheel rim forcracking.
(a)
(b)
Figure 8. Inspections of aircraft: (a) surfaceeddy current around fastener heads; and (b) conductivity measurements aroundauxiliary power unit area.
(a)
(b)