DETERMINAÇÃO DOS SISTEMAS CRÍTICOS EM UM …
17
DETERMINAÇÃO DOS SISTEMAS CRÍTICOS EM UM INCINERADOR DE RESÍDUOS SÓLIDOS INDUSTRIAIS MEDIANTE ÁRVORE DE FALHAS Milton Expedito de Oliveira Neto (UFBA ) [email protected] Karla Patricia Santos Oliveira Rodriguez Esquerre (UFBA ) [email protected] Edler Lins Albuquerque (IFBA ) [email protected] Lucas Oliveira Mota Santos (UFBA ) [email protected] Resíduos sólidos tornou-se um grande desafio ambiental ao longo dos anos para os governantes ao redor do mundo. A destinação final é uma das maiores preocupações, principalmente quando trata de resíduos perigosos. Incineradores de resíduos mostra-se uma alternativa para gestão de resíduos. Este artigo apresenta a avaliação da probabilidade de falha de um Incinerador de Resíduos Sólidos Industriais - IRSI, por meio de análise estática aplicada no software Matlab. Uso dos métodos não paramétrico com o paramétrico foi possível a construção da árvore de falha com as probabilidades de falhas que levam ao evento topo: Parada do Incinerador. Sistemas de combustão e alimentação correspondem a 51,62% das falhas ocorridas. O estudo foi delimitado com base em dados históricos das falhas ao longo de seis anos de operação. Percebe-se a necessidade de melhorias no plano de manutenção dos equipamentos que constituem esses sistemas para elevar a confiabilidade do IRSI. Palavras-chave: Resíduos, Incineração, Probabilidade, Falha. XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil João Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016.
Transcript of DETERMINAÇÃO DOS SISTEMAS CRÍTICOS EM UM …
DETERMINAÇÃO DOS SISTEMAS
CRÍTICOS EM UM INCINERADOR DE
RESÍDUOS SÓLIDOS INDUSTRIAIS
MEDIANTE ÁRVORE DE FALHAS
Milton Expedito de Oliveira Neto (UFBA )
Karla Patricia Santos Oliveira Rodriguez Esquerre (UFBA )
Edler Lins Albuquerque (IFBA )
Lucas Oliveira Mota Santos (UFBA )
Resíduos sólidos tornou-se um grande desafio ambiental ao longo dos
anos para os governantes ao redor do mundo. A destinação final é uma
das maiores preocupações, principalmente quando trata de resíduos
perigosos. Incineradores de resíduos mostra-se uma alternativa para
gestão de resíduos. Este artigo apresenta a avaliação da probabilidade
de falha de um Incinerador de Resíduos Sólidos Industriais - IRSI, por
meio de análise estática aplicada no software Matlab. Uso dos
métodos não paramétrico com o paramétrico foi possível a construção
da árvore de falha com as probabilidades de falhas que levam ao
evento topo: Parada do Incinerador. Sistemas de combustão e
alimentação correspondem a 51,62% das falhas ocorridas. O estudo
foi delimitado com base em dados históricos das falhas ao longo de
seis anos de operação. Percebe-se a necessidade de melhorias no
plano de manutenção dos equipamentos que constituem esses sistemas
para elevar a confiabilidade do IRSI.
Palavras-chave: Resíduos, Incineração, Probabilidade, Falha.
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016.

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
2
Modelo de formatação de artigo
1. Introdução
As questões ambientais ganharam importância global nas últimas décadas, motivada
inicialmente pela necessidade urgente de solução para os problemas causados à saúde humana
devido a ocorrência de grandes desastres nas operações industriais e seus impactos ambientais
comprometendo o Desenvolvimento Sustentável.
Um dos grandes “vilões” neste contexto são os resíduos sólidos industriais, estes são
determinados em função de sua periculosidade e toxicidade e tem como um dos principais
entraves a sua destinação devido a confiabilidade das tecnologias de tratamento atualmente
disponíveis (SANTOLERI; REYNOLDS,1989).
De acordo com a NBR 11175 (1990), a incineração é uma técnica de tratamento térmico,
utilizada em geral para resíduos de grau de periculosidade elevado, sejam: alta explosividade,
inflamabilidade, alta toxicidade ou simplesmente a presença de compostos de difícil
tratabilidade que causem danos ao meio ambiente. É um equipamento que permite através de
altas temperaturas (900-1400 oC) a destruição de compostos orgânicos através da combustão.
Para serem queimados precisam permanecer um período de residência dentro de fornos, e
durante este período a fração orgânica é convertida em gases que passam por mais um
processo de tratamento térmico seguido de abatimento de particulados, para então serem
lançados na atmosfera obedecendo a requisitos legais (VIEIRA,2012).
Segundo Vieira (2012), diversos problemas podem ocorrer durante o processo de queima de
resíduos e as principais causas podem estar associada à indisponibilidade dos equipamentos,
pois a sua falta podem gerar perturbações no sistema de incineração. Uma das principais
consequências dessas quebras é um possível não cumprimento das condicionantes legais para
os parâmetros de emissão através das chaminés, resultando na geração de impactos ambientais
negativos e possíveis danos à saúde pública.
O lançamento de gases na atmosfera requer total controle das operações unitárias de um
incinerador, haja vistas que a taxa de eficiência de destruição e remoção – EDR, segundo o
CONAMA 316/2002 deve ser superior a 99,99% de destruição do principal composto
orgânico perigoso - PCOP, caso contrário indivíduos que estejam inseridos na operação ou até
mesmo a população circunvizinha a este tipo de ativos, podem estar expostos a condições

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
3
periculosas ou insalubres, caso os sistemas e/ou subsistemas não ofereçam segurança na sua
condição básica de funcionamento (EUROPEAN COMMISSION,2005).
Para obtenção destas taxas de EDR é exigido dos equipamentos elevados índices de
confiabilidade conforme descrito em European Commission(2005). A aplicação de
metodologias robustas e completas nos desenvolvimentos de planos de manutenção em
plantas industriais, que requerem cumprimento dos índices da legislação ambiental e da
segurança operacional, podem ser atingidas com uso das ferramentas da confiabilidade
(LAFRAIA,2001).
Ao realizar análise de confiabilidade nos incineradores de resíduos, é permitido através de
estudos de natureza probabilística a determinação do momento em que um componente ou
sistema venha a falhar em um período de tempo qualquer. As análises das falhas através da
probabilidade permitem uma melhora na confiabilidade dos processos de queima dos
incineradores.
Ainda de acordo com Vieira (2012), o conhecimento do processo de combustão aplicado às
necessidades da incineração ainda é insuficiente e precisa ser melhor conhecido e explorado, e
para Fordham et al (2003) a confiabilidade das plantas de incineração de resíduos é
fundamental para redução de perdas operacionais.
A realização de uma avaliação detalhada dos processos de incineração e aplicação das
técnicas de confiabilidade nos mesmos, possibilita a identificação dos seus sistemas críticos
podendo garantir a eficiência de destruição térmica requerida para cada componente tóxico a
ser incinerado, conforme legislação vigente, tornando estes equipamentos mais eficazes e
seguros. Com isso é possível prover maior confiança aos órgãos ambientais no licenciamento
e avaliação da eficiência de tratamento desses equipamentos, uma vez que o cumprimento dos
padrões de tratabilidade eliminam o impacto à saúde e ao meio ambiente que um resíduo
possa provocar.
2. Descrição do sistema de estudo
O objeto de estudo é um incinerador de resíduos sólidos perigosos, no qual consiste de um
forno rotativo seguido de uma câmara de combustão secundária e de um sistema de controle
de poluição do ar. A capacidade máxima de destruição térmica é de 5.000 toneladas ao ano,
entre o início de suas atividades em 1991 até 2015 foram incineradas mais de 45 mil toneladas

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
4
de resíduos perigosos. Solos contaminados com organoclorados são os principais resíduos
incinerados.
A eficiência de combustão do incinerador deve seguir três rígidos critérios: temperatura,
tempo de residência do resíduo na câmara de combustão e a máxima turbulência do material.
A destruição térmica dos compostos orgânicos deve ocorrer entre 650 °C a 1650 °C, na zona
de queima, e o tempo pelo qual o resíduo dever ficar na câmara de combustão deve ser entre
30 a 90 minutos. A turbulência deve ocorrer com a presença do oxigênio no interior do forno,
para garantir o contato e a completa destruição térmica dos gases de combustão (EPA, 1998).
O processo de destruição térmica é apresentado na Figura 1. Os resíduos são situados na
esteira (a), é constituído por balança eletrônica de pesagem com células de cargas para
monitorar quantidade de resíduos enviados aos elementos de entrada (válvulas ou portinholas)
da moega de alimentação (b). Direcionados para a primeira câmara de combustão, forno
rotativo (a), com a injeção de gás natural como combustível auxiliar e oxigênio como
comburente, os compostos orgânicos dos resíduos são volatizados e oxidados com o ar. A
temperatura de operação deve garantir a destruição dos compostos orgânicos, mínimo de 560
°C, e não deve permitir a formação de escorias e danos no refratário, máximo de 750 °C.
O forno rotativo é um tambor cilíndrico refratado, acionado por um conjunto moto-redutor e
controlado pelo inversor de frequência que garante monitoramento das rotações. Favorecendo
a homogeneidade da massa dos resíduos contidos no interior do forno. A inclinação permite
escoamento das cinzas geradas na esteira metálica (e) para não acumular no interior do forno.
O primeiro estágio de separação gás-sólidos ocorre na segunda câmara de combustão (d),
com temperaturas de operação na faixa de 850 a 1100 °C a sua manutenção é realizada pela
injeção adicional de combustível. Garantindo exposição de toda massa à gradientes de
temperatura necessária para degradação. Os gases quentes que saem da câmara secundária de
combustão (f), acima de 1.000 °C, carregam partículas solidas mais leves que não foram
precipitados por gravidade.
Ao entrar no ciclone (g) são submetidas a uma força centrífuga no seu interior. Fazendo com
que os sólidos sejam empurrados para as paredes do ciclone, onde as partículas arrastadas pela
corrente de gás são removidas devido ao formato cônico do ciclone. Promovendo a separação
dos particulados, que saem na parte inferior do equipamento e são dirigidos para esteira
metálica (e), e do gás de combustão sem presença de partículas sólidas são direcionados para

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
5
vaso do quench (h). Os gases de exaustão são rapidamente resfriados à temperatura de
saturação, entre 80 a 90 °C, por meio do contato com água limpa e/ou de recirculação.
Figura 1 - Incinerador de resíduos sólidos industriais
Fonte: Autores (2016)
O lavador venturi (i) permite controlar a retirada do material particulado, variação da pressão
do sistema é promovida devido a redução da área de contato. Na seção de restrição, o liquido
e o gás fluem para a seção de expansão para separar o líquido do gás. Uma vez separado, é
adicionado solução de hidróxido de sódio no líquido para neutralizar os gases ácidos a serem
absorvidos, e o gás segue para a coluna de absorção (l). Os gases ácidos (HCL, HF, HBr,
SO2) são absorvidos e neutralizados pela solução de NaOH (VIEIRA,2012).
Em seguida os gases passam por um filtro demister (j), com objetivo de precipitar as gotículas
de líquidos arrastadas e permitir a total destruição dos compostos orgânicos (VIEIRA,2012).
A corrente gasosa é então exaurida através da chaminé (m), onde é coletado amostras de CO,
CO2, SO2, NOx e excesso de O2.
3. Metodologia

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
6
A metodologia empregada na realização deste trabalho consiste das seguintes etapas: (i)
coleta dos tempos entre falha; (ii) seleção dos sistemas e subsistema funcional; (iii)
modelagem matemática; (iv) construção árvore de falhas do IRSI.
3.1 Coleta de dados
O banco de dados das falhas fora obtido em um período de seis anos de operação, nos quais
constam o modo de falha, data de ocorrência, tempo de duração da falha. Em seguida foram
classificados por categorias, de acordo com os sistemas e subsistemas.
Os dados eram registrados em uma planilha eletrônica quando eram geradas falhas no IRSI. A
Figura 2 representa o modelo utilizado.
Figura 2 – Planilha acompanhamento de manutenção do IRSI.
Fonte: Autores (2016)
Todos os dados de falha obtidos são de eventos que levaram a uma parada geral do IRSI, ou
seja, são responsáveis pela interrupção do processo de destruição térmica dos resíduos
sólidos. Desta forma, foi possível calcular o tempo médio entre falhas ( MTBF) e em seguida
a confiabilidade pode ser medida através da probabilidade de ocorrência das falhas
(BIROLINI, 1999).
3.2 Seleção dos sistemas e subsistema funcional
A seleção dos sistemas a ser estudados foi definida conforme demonstrado na Figura 1 e
auxílio da Tabela 1. O fluxograma do processo do IRSI foi dividido em 7 sistemas principais,
desta forma foi possível alocar as falhas em seus respectivos sistemas.
Tabela 1 – Enumeração dos sistemas

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
7
Número Sistema
1 Alimentação
2 Combustão
3 Separação sólido-gás
4 Remoção de cinzas
5 Lavagem de gases
6 Tratamento de efluentes
7 Emissão de gases
Fonte: Autores (2016)
Desta forma será estudado o comportamento até a falha dos distintos sistemas de forma
isolada, com objetivo de identificar a influência que cada um provocar ao IRSI de realizar a
sua função básica requerida.
3.3 Modelagem matemática
Consiste em representar conjunto de dados do sistema do IRSI, serão demonstrados através de
equações e gráficos de probabilidade de ocorrência da falha. Foram realizados com uso de
duas técnicas distintas: método não paramétrico e método paramétrico.
3.3.1 Método não paramétrico
Neste processo de estimação é realizado sem impor nenhum modelo de distribuição de
probabilidade. O estimador de Kaplan-Meier é o mais utilizado para estimar a função de
confiabilidade, devido a sua versatilidade de modelar dados censurados e não censurados.
Além de estar presente em pacote estatístico do MATLAB®.
Na ausência de censura seus valores coincidem com a função de sobrevivência empírica. A
expressão para o estimador é definida como (COLOSIMO, 2006):
(1)
Onde,
é a confiabilidade do sistema;
t1 < t2 ...<tk são os k tempos distintos e ordenados de falha;
dj é o número de falhas que acontece em tj, j = 1, ..., k;

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
8
nj é o número de componentes sob risco em tj, ou seja, os componentes que não falharam e
não foram censurados até o instante imediatamente anterior a tj.
é uma função escada com degraus nos tempos observados de falha de tamanho , em
que é o tamanho da amostra. Se existirem empates em certo tempo , o tamanho do degrau
fica multiplicado pelo número de empates. Entretanto, na prática, a confiabilidade de um
componente decai gradativamente com o tempo e não apenas em momentos específicos. Para
solucionar o problema pode-se utilizar uma interpolação linear. Isto equivale a conectar as
estimativas de Kaplan-Meier por retas, ao invés de utilizar na forma de escada. Esta
última forma gera uma melhor representação da distribuição contínua dos tempos de vida e
deve ser preferida (COLOSIMO e GIOLO, 2006 apud COLOSIMO et al., 2002).
3.3.2 Método paramétrico
Consiste na identificação do modelo probabilístico que melhor representa os dados e na
estimação dos seus respectivos parâmetros (COLOSIMO,2002). Os modelos utilizados são de
dois parâmetros, forma e escala, e foram: normal, logística, exponencial, Weibull, log-
Normal, loglogística, gama e distribuição Gumbel. Estes são capazes de aproximar do
comportamento real do sistema e a confiabilidade pode ser resumida em uma expressão
matemática o qual permite a extrapolação dos dados analisados (FOGLIATTO;
RIBEIRO,2009).
Para estimação dos parâmetros foi utilizado o método de máxima verossimilhança, pois
possuem a capacidade de ajuste em diversos tipos de distribuição tornando-se bastante
utilizado em análise de confiabilidade. O problema de estimação é tratado da seguinte forma:
baseado nos resultados obtidos pela amostra, qual é a distribuição entre todas aquelas
definidas pelos possíveis valores de seus parâmetros, com maior possibilidade de ter gerado
tal amostra? (COLOSIMO, 2006).
O método de máxima verossimilhança consiste em maximizar a função de verossimilhança.
A amostra, conjunto de tempos de falha, segue uma distribuição de probabilidade de função
de densidade f(t), esta função está expressa logo abaixo:
(2)
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
9
Onde:
é o conjunto de parâmetros ou apenas um parâmetro, depende do modelo que está sendo
analisado;
são os tempos de falha.
Este processo consiste no cálculo do conjunto de parâmetros θ que maximizam a função L(θ).
Procura-se os valores de θ que maximizam a probabilidade da amostra observada. A
maximização da função de verossimilhança é capaz de identificar o conjunto ideal de
parâmetros para a distribuição de probabilidade predefinida (COLOSIMO, 2006).
Para identificar a distribuição de probabilidade que melhor representa os dados analisados, foi
utilizado teste estatísticos de Anderson-Darling (AD) por ser o mais usual para o método de
máxima verossimilhança (MARTINEZ ESPINOSA et al,2004). Sua expressão é definida
como (NIST,2002):
(3)
)) ] (4)
Onde:
é o resultado do teste, vai ser o parâmetro utilizado para avaliar o modelo;
é a distribuição cumulativa dos dados;
é a quantidade total de amostras;
é o dado de falha em ordem crescente.
O intervalo de confiança utilizado foi de 95%, logo o valor critico A2 deve ser igual a 0,752,
caso o valor encontrado para o teste seja superior ao valor critico, a distribuição não se adequa
aos resultados (NIST/SEMATECH,2014). Foram apresentados apenas os três modelos que
obtiveram os melhores valores de Anderson-Darling para cada sistema do IRSI.
3.5 Construção árvore de falhas do IRSI
É um diagrama lógico com objetivo de mostrar as inter-relações entre potenciais eventos
críticos, falhas, em um sistema e as causas para esse evento (RAUSAND e HOYLAND,
2004). A sua capacidade de inserir modelagem estatitistica permitiu avaliar a confiabilidade

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
10
do IRSI. Para cada evento sistema foi determinado uma probabilidade de falha que através das
correlações entre os mesmos foi possível calcular a probablidade de falha do incinerador.
Para construção da árvore de falhas é preciso definir o sistema, suas fronteira e o evento topo.
Os sistemas a serem estudados foram definidos na Tabela 1, representando um conjuntos de
subsistemas alocados. O evento topo corresponde a Parada do IRSI, ou seja, quando a função
básica de destruição térmicas do residuos forem interrompidas devido a qualquer falha
provenientes dos sistemas.
Figura 2 – Método para construção da árvore de falhas.
Evento
básico
Evento topo
2º) Identificação de
todas as causas imediatas possíveis do evento
3º) Concatenar causas
ao evento superior através de portão lógico
1º) Definir
evento topo
4º) Repetir passos 2 e 3
até encontrar evento básico
Fonte – Autores (2016).
Com essas informações, inicia-se o processo iterativo de construção, conforme Figura 2,
tendo o cuidado de não ligar um portão lógico diretamente a outro ou deixar dois eventos
conectados sem que haja um portão lógico entre eles. A sequência de iterações chega ao fim
quando não é mais possível ou viável determinar as causas de um evento, não existindo mais
um nível inferior. Rausand e Hoyland (2004) salientam que o evento topo deve ser descrito
com clareza de maneira que não haja margem para ambiguidades.
O tempo de corte, intervalor de tempo definido para avaliaçao da confiabilidade, foi definido
para quatro dias de operação e, foi calculado a probabilidade de falha dos mesmo. Em
seguida, utilizando-se a relação entre os eventos básicos, determinou-se a probabilidade de
ocorrência dos eventos intermediários e topo. Logo após, com objetivo de encontrar os
sistemas de criticidade mais relevantes, foi encontrado os cortes minimos e a importância de
cada um.
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
11
4. Resultados e discussões
Após ser realizado a coletado do tempo entre falhas no IRSI, foram encontradas as seguintes
quantidades de falhas nos sistemas, são elas: 79 falhas na alimentação, 62 falhas na
combustão, 23 falhas na lavagem de gases, 20 falhas no armazenamento dos resíduos, 16
falhas na utilidade, 6 falhas na emissão dos gases e finalmente apenas duas falhas na remoção
de cinzas e tratamento de efluentes.
As falhas provenientes dos sistemas remoção de cinzas e tratamento de efluentes foram
desconsideradas, pois para os seis anos de operação ocorreram apenas dois eventos básicos.
Estes tiveram baixa relevância na interrupção do processo do IRSI, podendo ser descartadas
na modelagem. Desta maneira, a probabilidade de falhas será considerada com 0% na árvore
de falhas. Além do mais, é inviável a utilização das modelagens não paramétrica e
paramétrica devido a quantidade de pontos a serem estudados.
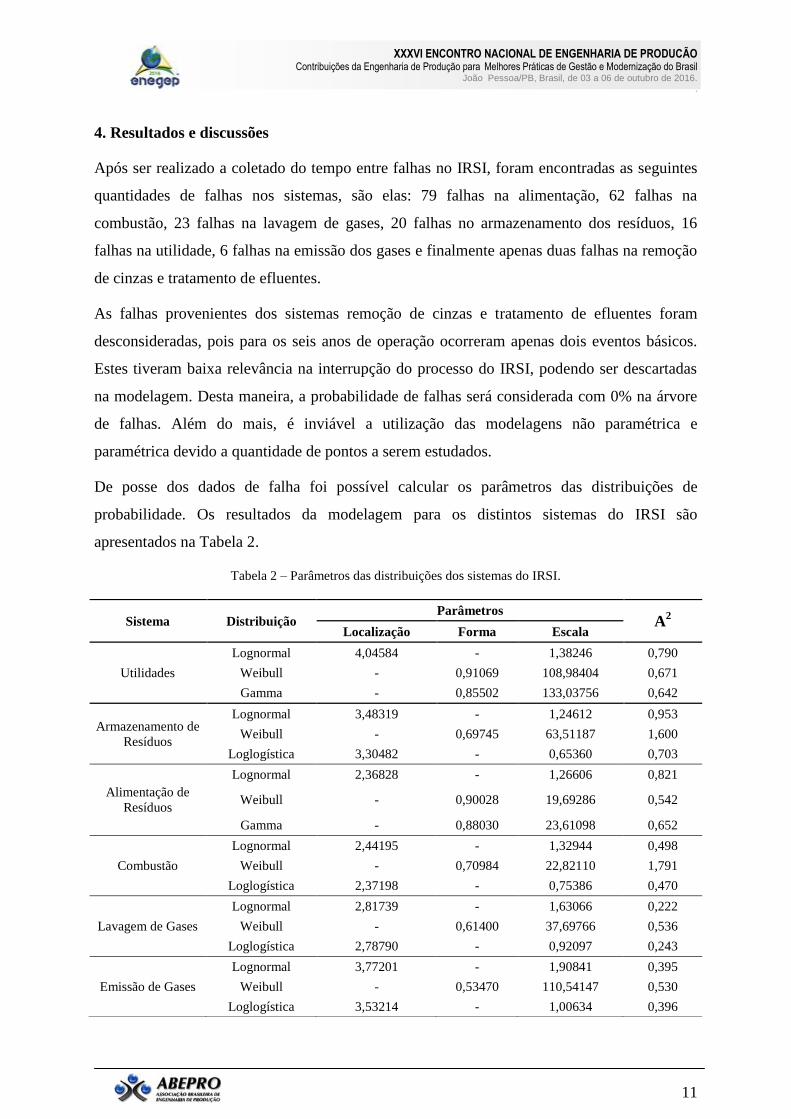
De posse dos dados de falha foi possível calcular os parâmetros das distribuições de
probabilidade. Os resultados da modelagem para os distintos sistemas do IRSI são
apresentados na Tabela 2.
Tabela 2 – Parâmetros das distribuições dos sistemas do IRSI.
Sistema Distribuição Parâmetros
A2
Localização Forma Escala
Lognormal 4,04584 - 1,38246 0,790
Utilidades Weibull - 0,91069 108,98404 0,671
Gamma - 0,85502 133,03756 0,642
Armazenamento de
Resíduos
Lognormal 3,48319 - 1,24612 0,953
Weibull - 0,69745 63,51187 1,600
Loglogística 3,30482 - 0,65360 0,703
Lognormal 2,36828 - 1,26606 0,821
Alimentação de
Resíduos Weibull - 0,90028 19,69286 0,542
Gamma - 0,88030 23,61098 0,652
Lognormal 2,44195 - 1,32944 0,498
Combustão Weibull - 0,70984 22,82110 1,791
Loglogística 2,37198 - 0,75386 0,470
Lavagem de Gases
Lognormal 2,81739 - 1,63066 0,222
Weibull - 0,61400 37,69766 0,536
Loglogística 2,78790 - 0,92097 0,243
Lognormal 3,77201 - 1,90841 0,395
Emissão de Gases Weibull - 0,53470 110,54147 0,530
Loglogística 3,53214 - 1,00634 0,396

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
12
Fonte: Autores (2016)
As distribuições de probabilidades lognormal, Weibull, gama e loglogistica destacaram entre
as distribuições estudadas. O resultado do teste estatísticos de Anderson-Darling (AD),
demonstrado na Tabela 2, indicam quais as distribuições podem ser escolhidas para
representar o comportamento do sistema até a falha, são elas: gama para utilidades, Weibull
para alimentação de resíduos, lognormal para lavagem e emissão de gases, finalmente
loglogistica para armazenamento de resíduos e combustão. Ambas apresentaram menor valor
de A2
quando comparadas com as demais distribuições em seu correspondente sistema.
A Figura 3 revela qual o modelo proposto está mais próximo da curva do estimador Kaplan-
Meier, ou seja, o melhor modelo é quando os pontos dos gráficos estiverem mais próximos de
uma reta. Possibilitando a validação da análise quantitativa.
Figura 3 – Análise Qualitativa: Curva não paramétrica e paramétrica para os sistemas do IRSI.
Fonte: Autores (2016)
Figura 4 – Análise Qualitativa: Curva da probabilidade de falha (distribuições x Kaplan-Meier) dos sistemas.
Utilidades
Utilidades
Emissão de Gases
Combustão
Armazenamento
Alimentação
Lavagem de Gases
Utilidades Armazenamento

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
13
Fonte: Autores (2016)
Diante da Figura 3 para os sistemas de utilidades é possível verificar que curva lognormal está
mais afastada da curva de Kaplan-Meier, enquanto as distribuições de Weibull e gama estão
coincidentes entre si. Fato este, devido os resultados de A2 serem próximos. O formato
assintótico das distribuições permite que o valor máximo de probabilidade de falha não
alcança o tempo máximo de recorrência de falhas. A Figura 4 valida a escolha da distribuição
gama, pois a sua curva acompanha mais de perto a reta indicando ser o modelo mais
adequado.
O sistema de armazenamento de resíduos a distribuição loglogistica é a indicada para
descrever este sistema, pois foi a única que apresentou A2 < 0,752, fato este verificado no seu
gráfico da Figura 3. Apesar de apresentar crescimento brusco entre 0 a 100 dias seguido de
uma continuação suave, revela está mais próximo da reta na Figura 4. E 100% da
probabilidade de falhas poderá ocorrer em um período de 700 dias.
Emissão de Gases Lavagem de Gases
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
14
Os resultados da modelagem paramétrica para os três modelos no sistema de alimentação de
resíduos ajustaram conforme teste de Anderson-Darling (AD). A Figura 3 verificar
sobreposição entre as curvas estudadas com o estimador Kaplan-Meier, ao longo da abcissa.
Sendo comprovado por meio do estreitamento do intervalo de confiança com o tamanho dos
degraus da curva de Kaplan-Meier. Entretanto a Figura 4 demonstra afastamento da
distribuição lognormal com a reta, e a Weibull apresenta ser um modelo mais adequado.
No sistema de combustão as distribuições lognormal e loglogística possui crescimento no
período inicial acentuado conforme Figura 3. Fazendo com a distribuição Weibull fique
afastada do gráfico de Kaplan-Meier. Os critérios de avaliação validam a escolha da
distribuição loglogística.
No sistema emissão e lavagem de gases observa que o resultado do teste foi < 0,752 para as
três distribuições assinalada na Tabela 2, indicando que qualquer uma delas é adequada para
descrever o sistema, com destaque para a lognormal, no qual apresentou o menor valor.
Resultado validado nas Figura 3 pois a curva da lognormal acompanha os degraus da curva
não paramétrica, e a Figura 4 mantém-se mais próximo a reta.
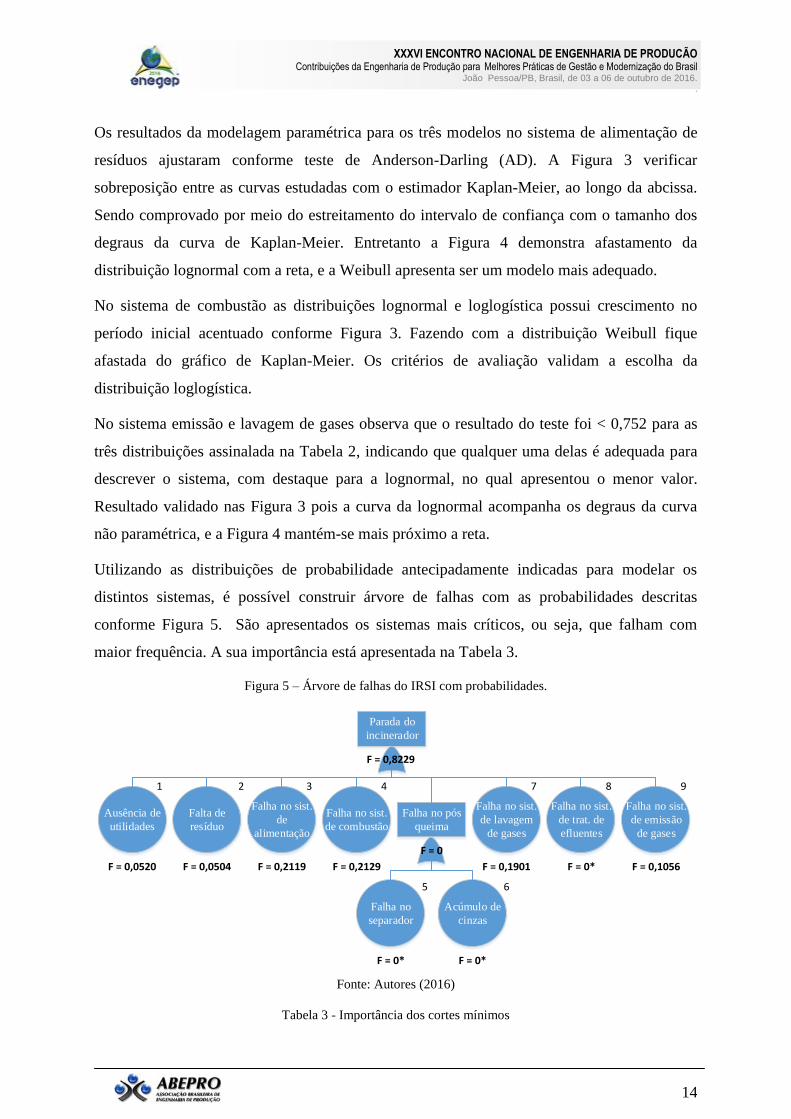
Utilizando as distribuições de probabilidade antecipadamente indicadas para modelar os
distintos sistemas, é possível construir árvore de falhas com as probabilidades descritas
conforme Figura 5. São apresentados os sistemas mais críticos, ou seja, que falham com
maior frequência. A sua importância está apresentada na Tabela 3.
Figura 5 – Árvore de falhas do IRSI com probabilidades.
Falha no
separador
Acúmulo de
cinzas
Falha no sist.
de lavagem
de gases
Falha no sist.
de trat. de
efluentes
Falha no sist.
de emissão
de gases
Falta de
resíduo
Falha no sist.
de
alimentação
Falha no sist.
de combustão
Ausência de
utilidades
Falha no pós
queima
Parada do
incinerador
1 2 3 4
5 6
7 8 9
F = 0,0520 F = 0,0504 F = 0,2119 F = 0,2129
F = 0* F = 0*
F = 0,1901 F = 0* F = 0,1056
F = 0
F = 0,8229
Fonte: Autores (2016)
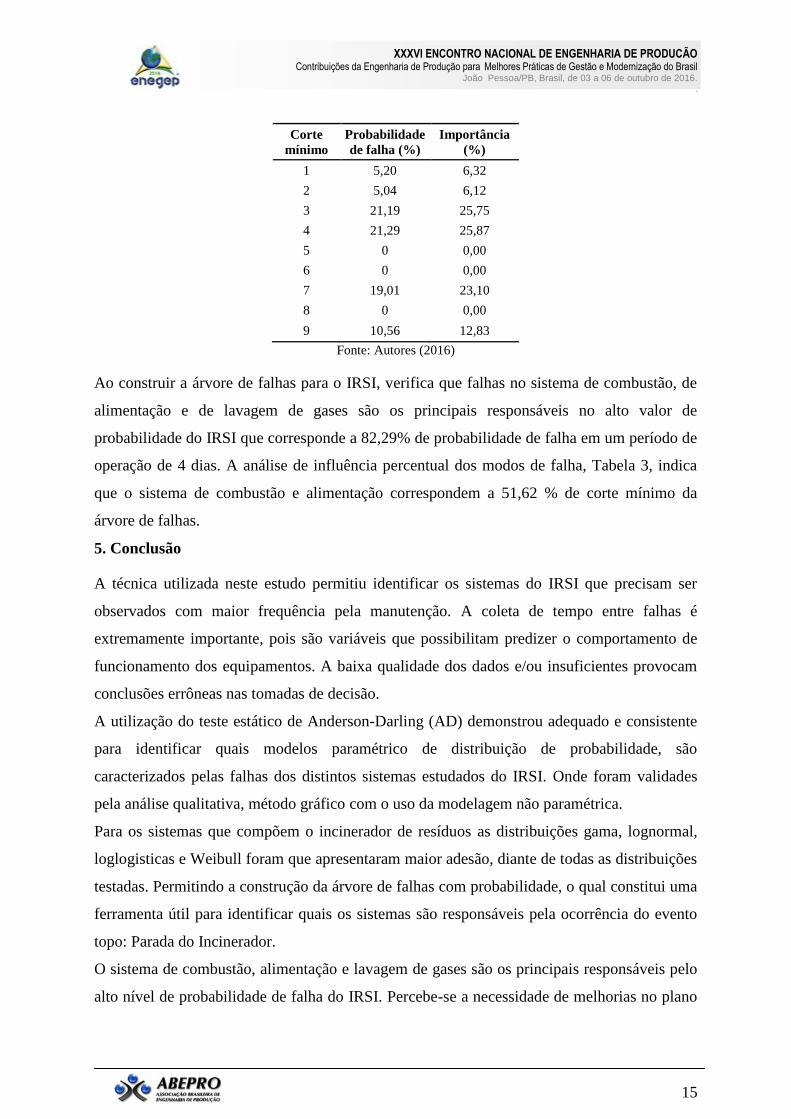
Tabela 3 - Importância dos cortes mínimos
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
15
Corte
mínimo
Probabilidade
de falha (%)
Importância
(%)
1 5,20 6,32
2 5,04 6,12
3 21,19 25,75
4 21,29 25,87
5 0 0,00
6 0 0,00
7 19,01 23,10
8 0 0,00
9 10,56 12,83
Fonte: Autores (2016)
Ao construir a árvore de falhas para o IRSI, verifica que falhas no sistema de combustão, de
alimentação e de lavagem de gases são os principais responsáveis no alto valor de
probabilidade do IRSI que corresponde a 82,29% de probabilidade de falha em um período de
operação de 4 dias. A análise de influência percentual dos modos de falha, Tabela 3, indica
que o sistema de combustão e alimentação correspondem a 51,62 % de corte mínimo da
árvore de falhas.
5. Conclusão
A técnica utilizada neste estudo permitiu identificar os sistemas do IRSI que precisam ser
observados com maior frequência pela manutenção. A coleta de tempo entre falhas é
extremamente importante, pois são variáveis que possibilitam predizer o comportamento de
funcionamento dos equipamentos. A baixa qualidade dos dados e/ou insuficientes provocam
conclusões errôneas nas tomadas de decisão.
A utilização do teste estático de Anderson-Darling (AD) demonstrou adequado e consistente
para identificar quais modelos paramétrico de distribuição de probabilidade, são
caracterizados pelas falhas dos distintos sistemas estudados do IRSI. Onde foram validades
pela análise qualitativa, método gráfico com o uso da modelagem não paramétrica.
Para os sistemas que compõem o incinerador de resíduos as distribuições gama, lognormal,
loglogisticas e Weibull foram que apresentaram maior adesão, diante de todas as distribuições
testadas. Permitindo a construção da árvore de falhas com probabilidade, o qual constitui uma
ferramenta útil para identificar quais os sistemas são responsáveis pela ocorrência do evento
topo: Parada do Incinerador.
O sistema de combustão, alimentação e lavagem de gases são os principais responsáveis pelo
alto nível de probabilidade de falha do IRSI. Percebe-se a necessidade de melhorias no plano
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
16
de manutenção dos equipamentos que constituem esses sistemas para elevar a confiabilidade
do incinerador.
REFERÊNCIAS
ABNT[ASSOCIAÇÃO BRASILEIRA DE NORMA TÉCNICAS]. Incineração de resíduos perigosos -
Padrões de Desempenho. NBR 11.175. Rio de Janeiro: ABNT, 1990,
BIROLINI, Alessandro. Reliability Engineering. 7th ed. New York: Springer, 2014.
CONAMA. RESOLUÇÃO CONAMA n. 316, de 29 de outubro de 2002 (Artigo 18 alterado pela Resolução
CONAMA n 386/06). Brasil, 2002.
COLOSIMO, Enrico A.; GIOLO, Suely R. Análise de Sobrevivência Aplicada. São Paulo: Edgard Blücher,
2006.
COLOSIMO, E. A.; FERREIRA, F. F.; OLIVEIRA, M. D.; SOUZA, C. B. Empirical Comparisons between
Kaplan-Meier and Nelson-Aalen Survival Functions Estimators. Journal of Statistical Computation and
Simulation; v. 72, p. 299-308.
EPA. EPA On – Site Incineration: Overview of Superfund Operating Experience United States Environmental
Protection Agency.
ESPINOSA, Mariano Martínez, JÚNIOR, Carlito Calil e LAHR, Francisco Antonio Rocco. Métodos
paramétricos e não-paramétricos para determinar o valor característico em resultados de ensaio de
madeira. Scientia Forestalis/Forest Sciences, n.66, p.76-83,2004.
EUROPEAN COMMISSION. Directive 2000/76/EC of the European Parliament and the Council of the 4
December 2000 on the incineration waste. Official Journal of the European Union, n.February 1997, p.22-
142,2005.
FOGLIATTO, Flávio Sanson; RIBEIRO, José Luis Duarte. Confiabilidade e Manutenção Industrial. Rio de
Janeiro, RJ: Elsevier, 2009. 265p. ISBN: 978-85-352-3353-7.
FORDHAM, R.J. , BAXTER, D., MALKOW, T. The impact of increasing demand for efficiency and
reliability on the performance of waste-to-energy plants. Materials at High Temperatures, vol.20, p.19-
26,2003.
LAFRAIA, J. R. B. Manual de confiabilidade, mantenabilidade e disponibilidade. Rio de Janeiro:
Qualitymark, 2001.

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCÃO Contribuições da Engenharia de Produção para Melhores Práticas de Gestão e Modernização do Brasil
João_Pessoa/PB, Brasil, de 03 a 06 de outubro de 2016. .
17
NIST[ NATIONAL INSTITUTE OF STANDARDS AND TECHNOLOGY]. Engineering statistic handbook
and handbook of statistical methods. Sematech: NIST, 2002. Disponível em
http://www.itl.nist.gov/div898/handbook/,date. Acesso em:14 dez.2014.
RAUSAND, Marvin; HOYLAND, Arnljot. System Realiability Theory. 2nd ed. Hoboken: John Wiley & Sons,
Inc, 2004.
SANTOLERI, Joseph, REYNOLDS, Joseph, THEODORE, Louis. Introduction to hazardous waste
incineration. New York:Copyringht Clearance Center, 1989. 2.ed.v.41.
VIEIRA, Marcelo P. Fundamentos de Incineração. São Paulo: Editora Gregory, 2012.