Descontaminação de Resíduo Contaminado com Diesel com...
84
1 UNIVERSIDADE DE PASSO FUNDO FACULDADE DE ENGENHARIA E ARQUITETURA CURSO DE ENGENHARIA AMBIENTAL Iziquiel Cecchin Descontaminação de Resíduo Contaminado com Diesel com Aplicação de Soil Washing Modificado Passo Fundo, 2011.
Transcript of Descontaminação de Resíduo Contaminado com Diesel com...

1
UNIVERSIDADE DE PASSO FUNDO
FACULDADE DE ENGENHARIA E ARQUITETURA
CURSO DE ENGENHARIA AMBIENTAL
Iziquiel Cecchin
Descontaminação de Resíduo Contaminado com Diesel com Aplicação de Soil Washing Modificado
Passo Fundo, 2011.

2
Iziquiel Cecchin
Descontaminação de Resíduo Contaminado com Diesel com Aplicação de Soil Washing Modificado
Trabalho de conclusão de curso apresentado ao curso de Engenharia Ambiental, como parte dos requisitos exigidos para obtenção do título de Engenheiro Ambiental. Orientador: Prof. Antônio Thomé. Doutor
Passo Fundo, 2011.

3
Iziquiel Cecchin
Descontaminação de Resíduo Contaminado com Diesel com Aplicação de Soil Washing Modificado
Trabalho de Conclusão de Curso como requisito parcial para a obtenção do título de
Engenheiro Ambiental – Curso de Engenharia Ambiental da Faculdade de Engenharia e
Arquitetura da Universidade de Passo Fundo. Aprovado pela banca examinadora:
Orientador:_________________________
Nome: Prof. Dr. Antonio Thomé
Faculdade de Engenharia e Arquitetura, UPF.
___________________________________
Nome: Prof. Dra. Evanisa Fátima Reginato Quevedo Melo
Faculdade de Engenharia e Arquitetura, UPF.
___________________________________
Nome: Prof. Dr. Juliano da Silva Tonezer
Instituto de Ciências Exatas e Geociências, UPF.
___________________________________
Nome: Prof. Dr. Pedro Domingos Marques Prietto
Faculdade de Engenharia e Arquitetura, UPF.
Passo Fundo, 07 de dezembro de 2011.

4
Aos meus pais, Nelson e Iracilda.
Por acreditar que era possível.
5
AGRADECIMENTOS
� - A minha família pela força que tiveram para que eu pudesse obter esta formação, mesmo esta parecendo quase que impossível na época.
� A minha namorada, Marina, por ter conseguido me transformar em uma pessoa
melhor nestes dois anos que estivemos juntos. Mostrando sempre o lado bom de tudo e de onde podemos tirar forças para vencer.
� A meu orientador, professor Thomé, pela orientação confiança e desafios propostos
no desenvolvimento deste trabalho.
� Aos amigos do Laboratório de Saneamento Ambiental e Geotecnia, Lili, Gabina, Luana, Potcho, Tim, pelos momentos de descontração por entre a elaboração de gráficos e análise de dados, que tornaram a elaboração deste trabalho mais confortável.
� Aos colegas de AP e amigos, Kabelo, Pagode, Rafael Mariachi, Fill Chapeletta, que
ajudaram muito em momentos difíceis passados ao longo do curso, me orientando e discutindo filosofia, política, economia e demais assuntos nas noites de sexta-feira.
� Aos companheiros de movimento estudantil, DAFEAR e DCE, por juntos podermos
mostrar que é possível mudar nossa realidade se quisermos.
� E a todos os demais amigos que não pude citar diretamente, mas que ficam guardados em minha memória.

6
"Tudo é loucura ou sonho no começo. Nada do que o homem fez no mundo teve início
de outra maneira - mas já tantos sonhos se realizaram que não temos o direito de duvidar de nenhum."
(Monteiro Lobato)

7
RESUMO
O Brasil é um dos países com maior riqueza e disponibilidade de recursos naturais do
mundo, possuindo uma imensa biodiversidade e um dos maiores reservatório de água doce.
Dentre estas riquezas, destacam-se as reservas de extração de pedras preciosas, sendo o Brasil
um dos maiores exportadores do mundo do material bruto gerando bilhões para a economia
do país. Em contrapartida, os efeitos do processo de mineração são responsáveis por uma
grande degradação do meio natural, sendo evidente que a intensa extração de minerais e
pedras preciosas acaba gerando conflitos socioambientais, devido a metodologias
ultrapassadas e interesses econômicos envolvidos. Um dos resíduos resultante deste processo
é um material composto de pó de rocha emulsionado em diesel detendo um aspecto pastoso e
classificado como Resíduo Classe I – Perigoso. O Objetivo do trabalho é a otimização de um
sistema adaptado de lavagem de solo (Soil Washing) para remoção da carga poluente existente
no sólido gerado no processo de beneficiamento de geodos de ágata. O resíduo contaminado
foi submetido a uma bateria de testes com soluções de hidróxido de sódio preparadas nas
concentrações de 0; 0,175; 0,35 mols/L. Após o preparo, a solução foi inserida em um Becker
contendo 60 gramas da amostra, obtendo uma relação solução-resíduo na proporção de 7:3.
Para o tratamento do resíduo empregou-se temperaturas pré-determinadas de 20, 50 e 80 ºC
com tempo de agitação de 10, 15 e 20 minutos finalizando com uma sedimentação de 12, 18 e
24 horas. O teor de diesel residual existente no sólido sedimentado foi quantificado com o
auxilio do equipamento de Soxhlet e posteriormente feito o tratamento dos dados com um
software estatístico. Durante a execução dos ensaios notou-se uma alta influência da
temperatura e do hidróxido de sódio, através da interpolação dos dados de remoção obtidos
em uma superfície de resposta no software estatístico. Conclui-se a partir da análise da
superfície obtida que a temperatura ótima para a técnica utilizada encontra-se em torno de 60
ºC e a molaridade de hidróxido de sódio ideal encontrada foi de 0,22 mols/L, atingindo uma
eficiência de remoção superior a 95% do contaminante.
Palavras Chave: Óleo Diesel, Remediação, Geodos de Ágata.

8
ABSTRACT
Brazil is one of the world's richest countries and the availability of natural resources in
the world with an immense biodiversity and one of the largest reservoir of fresh water.
Among these treasures, there are the reserves for the extraction of precious stones, with Brazil
being one of the largest exporters in the world generating billions of raw material for the
economy. In contrast, the effects of the mining process are responsible for a severe
degradation of the natural environment, it is evident that the intense extraction of minerals and
precious stones end up generating socio-environmental conflicts, due to outdated
methodologies and economic interests involved. One of the residues resulting from this
process is a material composed of rock dust in emulsified diesel holding a pasty appearance
and classified as Class I Waste - Hazardous. The objective of this work is the optimization of
a system adapted to washing soil (Soil Washing) for removal of existing pollutant load in the
solid generated in the process of improvement of agate geodes. The contaminated residue was
subjected to a battery of tests with solutions of sodium hydroxide prepared at concentrations
of 0, 0.175, 0.35 mol / L. After preparation, the solution was placed in a beaker containing 60
grams of the sample, obtaining a relative waste solution in the ratio 7:3. For the treatment of
waste used to predetermined temperatures of 20, 50 and 80 ° C with shaking time of 10, 15
and 20 minutes ending with a sedimentation of 12, 18 and 24 hours. The content of diesel fuel
in existing residual solid sedimented was quantified with the help of Soxhlet equipment and
later made the processing of data to statistical software. During the tests it was noted a high
influence of temperature and sodium hydroxide, by the interpolation of the data obtained in a
removal surface response in statistical software. It is concluded from the analysis of the
surface obtained that the optimum temperature for the technique used is around 60 º C and the
molarity of sodium hydroxide was found ideal of 0.22 mol / L, achieving a removal efficiency
greater than 95% of the contaminant.
Key-word: Diesel, Remediation, Agate Geode.

9
LISTA DE ILUSTRAÇÕES
Figura 01. Ocorrências de acidentes ambientais de 1978 a 2005 (CETESB, 2011) ................ 22
Figura 02. Esquema do destino de contaminantes orgânicos no ambiente (adaptado de MESQUITA, 2004 apud SEMPLE et al., 2001) ................................................................ 24
Figura 03. Esquema representativo das fases presentes nas zonas saturada e insaturada (GUIGUER, 2000) ............................................................................................................. 25
Figura 04. Diferença esquemática entre LNAPL e DNAPL (MESQUITA, 2004) .................. 26
Figura 05. Esquema das principais frações envolvidas em contaminações de origem orgânica (adaptado de TRIBUTIUS, E. R. L., 2008). ...................................................................... 27
Figura 06. Evolução da contaminação em subsuperfícies (MESQUITA, 2004 apud USEPA, 2003b) ................................................................................................................................ 28
Figura 09. Sistema de corte da ágata em uma empresa da cidade de Soledade ....................... 32
Figura 10. Acúmulo do lodo na máquina de corte ................................................................... 33 Figura 11. Tratamento adotado para o resíduo de beneficiamento ........................................... 33 Figura 12. Resíduo armazenado em tonéis (E) e descartado a céu aberto próximo a APP (D) 34
Figura 13. Esquema de sistema de thermal desorption (USEPA, 2001b & ABDANUR, 2005). ........................................................................................................................................... 35
Figura 14. Modelo simplificado do processo de estabilização (ABDANUR, 2005). .............. 39
Figura 15. Esquema do processo de Soil Flushing, utilizando poços verticais (USEPA, 1996). ........................................................................................................................................... 41
Figura 16. Esquema do processo de soil washing (USEPA, 2001c). ....................................... 45 Figura 17. Esquema da estrutura dos tensoativos e suas micelas (NITSCHKE e PASTORE,
2002) .................................................................................................................................. 46
Figura 18. Características de diferentes agregados formados com tensoativo (MANIASSO, 2001). ................................................................................................................................. 47
Figura 19. Estruturas de organização das moléculas de tensoativo ( MESQUITA, 2004). ..... 48
Figura 20. Possíveis interações entre o substrato e a micela (MANIASSO, 2001) ................. 48
Figura 21. Variação da tensão superficial e interfacial num composto orgânico de acordo com a concentração do tensoativo (MESQUITA, 2004). .......................................................... 49
Figura 22. Comportamento do contaminante orgânico com adição de tensoativo (MESQUITA, 2004) .......................................................................................................... 49
Figura 23. Amostras de resíduo armazenadas ......................................................................... 52 Figura 24. Proveta de ensaio de granulometria ....................................................................... 53 Figura 25. Aparelho Soxhlet utilizado no experimento ............................................................ 54 Figura 26. Escopo do experimento. ......................................................................................... 56 Figura 27. Fluxograma de projeto. .......................................................................................... 57 Figuras 28. Processo de homogeneização de material utilizado. ............................................ 51 Figura 29. Curva granulométrica obtida na amostra “A” ......................................................... 60 Figura 30. Curva granulométrica obtida na amostra “B” ......................................................... 60 Figura 31. Curva granulométrica obtida na amostra “C” ......................................................... 61 Figura 32 – Ensaio de Le Chantelier ........................................................................................ 61 Figura 33– Análise de pH ......................................................................................................... 62
Figura 34. Resultados obtidos após realização dos ensaios..................................................... 62 Equação 1- Cálculo da eficiência de remoção de diesel ........................................................... 63 Figura 35. Percentual de remoção com temperatura constante em 20⁰C ................................ 63
Figura 36. Percentual de remoção com temperatura constante em 50⁰C ................................ 64

10
Figura 37. Percentual de remoção com temperatura constante em 80⁰C ................................ 64
Figura 38. Percentual de remoção com NaOH constante em 0 mol/L .................................... 65
Figura 39. Percentual de remoção com NaOH constante em 0,35 mol/L ............................... 65
Figura 40. Gráfico de correlação ente aquecimento e NaOH ................................................... 66 Figura 41. Gráfico de correlação entre aquecimento e NaOH ................................................. 67 Figura 42. Gráfico de correlação ente aquecimento e NaOH ................................................... 67 Figura 43 – Resultado do impacto com 0,2 mol/L ................................................................... 68 Figura 44 – Resultado do impacto com 0,35 mol/L ................................................................. 69 Figura 45. Superfície de resposta Temperatura VS NaOH ...................................................... 71 Figura 46. Superfície de resposta 3D Temperatura VS NaOH................................................. 71
Figura 47. Superfície de resposta Temperatura VS Agitação .................................................. 72 Figura 49. Superfície de resposta 3D Temperatura VS Agitação............................................. 72
Figura 50. Superfície de resposta Temperatura VS Sedimentação .......................................... 73
Figura 51. Superfície de resposta 3D Temperatura VS Sedimentação..................................... 73
Figura 52. Superfície de resposta Agitação VS Sedimentação ................................................ 74 Figura 53. Superfície de resposta 3D Agitação VS Sedimentação........................................... 74
11
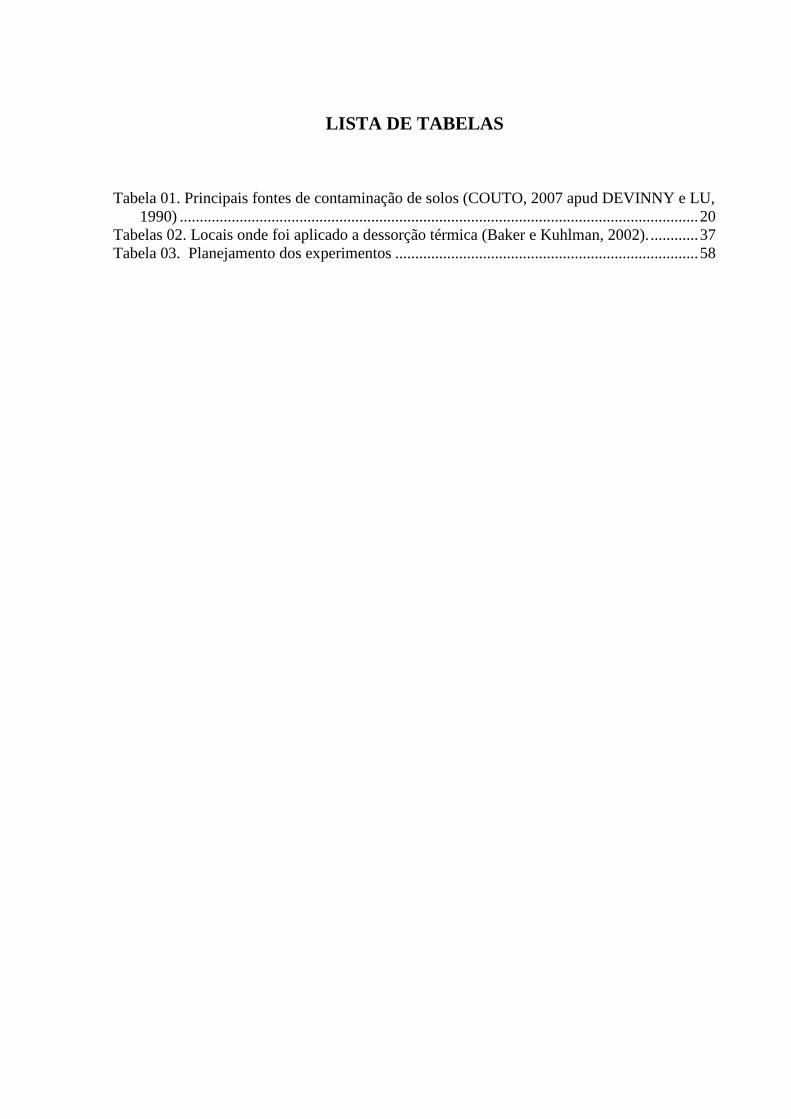
LISTA DE TABELAS
Tabela 01. Principais fontes de contaminação de solos (COUTO, 2007 apud DEVINNY e LU, 1990) .................................................................................................................................. 20
Tabelas 02. Locais onde foi aplicado a dessorção térmica (Baker e Kuhlman, 2002). ............ 37
Tabela 03. Planejamento dos experimentos ............................................................................ 58
12
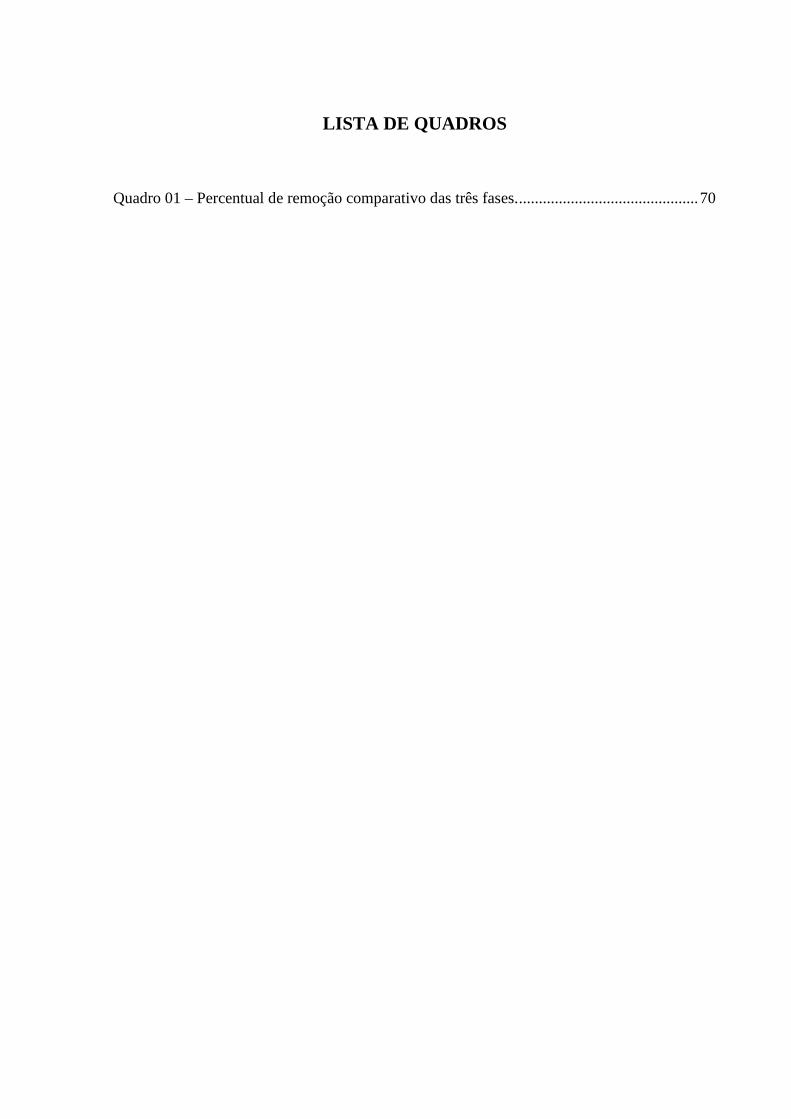
LISTA DE QUADROS
Quadro 01 – Percentual de remoção comparativo das três fases. ............................................. 70

13
SUMÁRIO
1 INTRODUÇÃO ................................................................................................................. 14 2 JUSTIFICATIVA .............................................................................................................. 16 3 OBJETIVOS ...................................................................................................................... 17
3.1 Objetivo geral ........................................................................................................... 17 3.2 Objetivos específicos ................................................................................................ 17
4 REVISÃO BIBLIOGRÁFICA .......................................................................................... 18 4.1 Óleo diesel ................................................................................................................ 18
4.1.1 Características do Óleo diesel............................................................................... 19 4.1.2 Viscosidade ........................................................................................................... 19 4.1.3 Índice de Cetano ................................................................................................... 19 4.1.4 Ponto de escoamento ............................................................................................ 19 4.1.5 Teor de impurezas ................................................................................................ 19
4.2 Contaminações de solos por fontes orgânicas .......................................................... 20
4.3 Interações solo contaminante ................................................................................... 23 4.4 A mineração em Soledade ........................................................................................ 29 4.5 Geração de resíduo ................................................................................................... 32 4.6 Técnicas de Remediação .......................................................................................... 34
4.6.1 Dessorção Térmica (Thermal Desorption) ........................................................... 35 4.6.2 Solidificação e estabilização ................................................................................. 38 4.6.3 Lavagem do Solo .................................................................................................. 39
4.7 Tensoativos ............................................................................................................... 46 5 MATERIAIS E MÉTODOS .............................................................................................. 51
5.1 Amostragem e preparo das amostras ........................................................................ 51 5.2 Verificação de homogeneidade do resíduo ............................................................... 52
5.2.1 Densidade ............................................................................................................. 52 5.2.2 pH ......................................................................................................................... 53 5.2.3 Granulometria ....................................................................................................... 53 5.2.4 Massa específica real dos grãos ............................................................................ 54 5.2.5 Teor de diesel........................................................................................................ 54 5.2.6 Inserção da solução de NaOH .............................................................................. 55
5.3 Experimentação ........................................................................................................ 55 5.4 Fluxograma de projeto .............................................................................................. 57 5.5 Planejamento experimental....................................................................................... 58
6 Resultados e discussões ..................................................................................................... 60 7 CONCLUSÃO ................................................................................................................... 75 REFERÊNCIAS BIBLIOGRÁFICAS ..................................................................................... 76

14
1 INTRODUÇÃO
O Brasil é um país privilegiado com a disponibilidade de recursos naturais existentes
em seu território, sendo estes variáveis desde diversidade biológica a recursos hídricos e
minerais. Este potencial exploratório significa para a sociedade e em especial para o meio
acadêmico um sentimento misto de orgulho e preocupação, pois um crescimento desordenado
das atividades de extração vem a muito causando discussões nos cunho ambiental, econômico
e social (COSTA, 2007).
Destas atividades milhares de pessoas agregam sua fonte de renda, sendo desde a
extração até o beneficiamento. Devido à grande demanda que o mercado exige, estes recursos
são explorados cada vez mais intensamente levando desta forma a mudanças drásticas no
ecossistema no qual as jazidas se encontram. Podemos citar ainda a influência
política/econômica que esta atividade desempenha, sendo que boa parte do território nacional
hoje ocupado se deve a busca garimpeiros e mineradores por fontes minerais na época
desconhecidas (FENSTERSEIFER, 2010).
Estudos demonstram que o setor mineral brasileiro possui um perfil quase que
estritamente composto de pequenas e médias minerações, correspondendo estas a 95% do
total minerado no país sendo a região sul responsável por 21% das concessões destas lavras
(FOLLE et al, 2010).
O Rio Grande do Sul é conhecido nacional e internacionalmente pela sua riqueza em
pedras preciosas como ágatas e ametistas. Estes minerais são exportados praticamente como
um todo para diversos países do mundo, contribuindo assim significativamente no mercado de
pedras preciosas do Brasil (FARIAS 2002). Dentre as cidades grandes produtoras e
beneficiadoras de pedras preciosas do estado do Rio Grande do Sul podemos citar as cidades
de Soledade, Ametista do Sul, Salto do Jacuí e Lajeado, onde a extração mineral é
responsável por boa parte do PIB dos municípios.
Apesar dos pontos positivos citados anteriormente, é evidente que em decorrência da
intensa extração de minerais e pedras preciosas surgem conflitos socioambientais, devido à
metodologias e interesses. De um lado o pequeno empresário e sua fonte de renda, do outro o
poder público e os danos ambientais gerados a partir da atividade extrativista. Estes conflitos
decorrem do crescimento desordenado, sem planejamento de implantação e operação das
empresas mineradoras e o resíduos provenientes da atividade, como resíduos sólidos, poeira e
produtos reativos (FARIAS, 2002).
15
No município de Soledade, no processo de beneficiamento de geodos de ágata é
utilizada uma serra rotativa que utiliza óleo diesel como principal lubrificante. Demais óleos
são utilizados com menor frequência, por motivos adversos, sendo eles desde preço elevado,
como no caso do óleo mineral, até um desempenho desfavorável da serra observado através
de testes pelos próprios extratores.
O resultante deste processo é uma quantidade significativa de um resíduo composto de
pó de rocha emulsionado em diesel, que detém um aspecto pastoso e é classificado como
Resíduo Classe I – perigoso. Resíduo o qual será focada o projeto de remediação.·.

16
2 JUSTIFICATIVA
O desenvolvimento sustentável é um assunto amplamente discutido em praticamente
todos os meios de comunicação, sendo palco de diversos plenários por todo o mundo
envolvendo tanto países desenvolvidos quanto países em desenvolvimento. A poluição
ambiental nos dias de hoje pode ser apontada como um dos grandes problemas dos países
desenvolvidos ou em desenvolvimento, isso é decorrente, não apenas de um, mas de uma série
de fatores como o mau uso dos recursos naturais, a ineficiência da legislação e a falta de
consciência ambiental.
As emissões de gases têm crescido gradativamente com o decorrer dos anos,
concomitantemente houve o desenvolvimento de outras atividades que ao longo do tempo
demonstraram-se altamente poluidoras. A mineração e extração de pedras preciosas não é
uma exceção. Além de devastar grandes áreas de terra, mover uma quantidade considerável de
solo e resíduos de rocha, ainda existe o resíduo do beneficiamento em si. No processo de
beneficiamento temos como resultado um resíduo de rocha (composta basicamente por sílica,
não reativa) com altos teores de óleo diesel, lubrificante este usado para aumentar a vida útil
da serra rotativa usada no corte das pedras.
Atualmente este resíduo tem sido submetido a um tratamento precário e insuficiente de
retirada de óleo, não obtendo resultado satisfatório e continuando a ter altos teores de óleo
diesel em sua composição se enquadrando assim como um Resíduo Classe I- Perigoso. E
assim sendo, deve ser disposto em um aterro de resíduos perigosos para tratamento adequado
ou, como é atualmente feito, armazenado em tambores de 200 litros enquanto esperam por um
tratamento mais eficiente e plausível economicamente para os produtores.
Diante destas dificuldades do processo de tratamento, propõe-se um trabalho de
pesquisa aplicando-se uma tecnologia de remediação, com objetivo de aperfeiçoar o sistema
de tratamento do resíduo, utilizando-se inovações tecnológicas de tratamento, fazendo uso do
método de impacto físico-químico através de uma solução de NaOH aquecida com agitação
como uma forma de afetar a ligação existente entre o diesel e a partícula de rocha.
O método deverá afetar a tensão superficial e a viscosidade do óleo adsorvido,
liberando-o para o meio, deixando teoricamente o pó de rocha sedimentado ao fundo com ao
menos um teor reduzido de diesel do resíduo, podendo-se assim separá-lo e dispô-lo de forma
correta evitando assim a contaminação ambiental do mesmo.

17
3 OBJETIVOS
3.1 Objetivo geral
Aplicação e otimização de um sistema adaptado de lavagem de solo (Soil Washing)
para remoção da carga poluente existente no sólido, gerado a partir do processo produtivo de
corte das pedras preciosas no município de Soledade, RS.
3.2 Objetivos específicos
� Avaliar se as características físico-químicas dos resíduos do processo de
corte são homogêneas;
� Avaliar a influência da temperatura no processo de remediação;
� Avaliar a efetividade do processo perante diferentes concentrações de
NaOH;
� Avaliar a influência do tempo de agitação no processo de
descontaminação;
� Avaliar a influência do tempo de sedimentação no processo de
descontaminação;
� Verificar a melhor combinação para a descontaminação do resíduo, para
as diferentes variáveis estabelecidas no processo, identificando as que tiveram
significância.

18
4 REVISÃO BIBLIOGRÁFICA
4.1 Óleo diesel
O óleo diesel é um combustível de composição complexa, constituído basicamente por
hidrocarbonetos parafínicos, oleofínicos e aromáticos tendo também em sua composição em
menor quantidade, substâncias que contém enxofre, nitrogênio, metais oxigênio, etc (SOUZA,
2005). É uma fração do petróleo ligeiramente mais densa que o querosene e é destilado numa
faixa entre 250⁰C e 400⁰C. Diferentes proporções destas três classes de hidrocarbonetos
afetam as propriedades do combustível em seu uso final (ANP, 2011).
Com a efetividade da exploração do petróleo em 1859 na Pensilvânia, o óleo cru se
tornou disponível para a possibilidade de processo de refino em larga escala. Seu refino
inicialmente concentrou-se em obtenção de óleo iluminante (querosene), que se mostrou
muito mais eficiente que a gordura animal utilizada na época.
Devido à existência de centenas de hidrocarbonetos em sua composição, é necessário
realizar o refino destas substâncias, dando-as características individuais para usos
característicos. Para tanto, as refinarias aquecem o óleo cru fazendo com que seus vapores
entrem em uma coluna de destilação onde resfriados abaixo de seu pondo de ebulição, desta
forma condensando. Durante o processo de refino, as cadeias longas e complexas de
hidrocarbonetos de fração pesada se condensam em altas temperaturas localizadas ao fundo,
já os hidrocarbonetos mais curtos ou de fração leve se condensam em temperaturas mais
baixas, nas partes superiores (FISCHETTI, 2006).
Segundo FERNANDES (2005), as determinações sobre a classificação do diesel e
suas misturas são regulamentadas seguindo o Regulamento Técnico ANP N⁰. 6/2001, através
da Portaria da Agência Nacional do Petróleo – ANP N⁰. 310/2001. Já as características do
diesel e suas misturas são feitas segundo as Normas Brasileiras (NBR) da Associação
Brasileira de Normas Técnicas (ABNT) ou de normas da American Society For Testing And
Materials (ASTM).

19
4.1.1 Características do Óleo diesel
Existem diversas propriedades críticas do óleo diesel que devem ser tomadas como
princípio, sendo estas analisadas e controladas para que o desempenho pelo qual se deseja
utilizar o óleo seja realmente eficiente.
4.1.2 Viscosidade
A viscosidade é a resistência oferecida pelo diesel no decorrer de seu escoamento. O
controle desta característica é fundamental para permitir a boa atomização do óleo quando no
motor de combustão, preservando sua característica lubrificante. A não calibração desta
característica afeta a formação do diâmetro das gotas atomizadas, fazendo que ocorra
combustão incompleta, quando em alta viscosidade, ou que ocorra excessivo desgaste das
peças, quando com baixa viscosidade (OBERT, 1971).
4.1.3 Índice de Cetano
O índice de cetano do óleo diesel expressa a maior ou menor facilidade desde entrar
em ignição. O índice de cetano corresponde ao percentual de cetano e alfametilnaftaleno
contido no óleo, podendo variar de zero a cem (FERNANDES, 2005). Quanto maior o índice
de cetano, mais fácil será a ignição do diesel facilitando a partida do motor e aquecimento
mais rápido deste.
4.1.4 Ponto de escoamento
O ponto de escoamento corresponde à temperatura mínima que o óleo pode fluir ou
escoar quando o mesmo é submetido a um processo de resfriamento. Este fator indica a
temperatura abaixo da qual a gravidade não mais consegue transportar o combustível do
reservatório do motor (LUCIANO, 1991).
4.1.5 Teor de impurezas
São consideradas impurezas do diesel a água, sedimentos e cinzas. Estas, juntamente
com o teor de enxofre existente no diesel devem ser mantidas com a menor taxa possível, pois

20
seus índices, quando altos, causam desgaste prematuro em todo o sistema de injeção de
combustível. Analisando individualmente o enxofre, além da corrosividade natural, quando
este é submetido ao processo de combustão, ocorre a liberação de óxidos de enxofre que são
altamente poluentes, e que quando em contato com a umidade atmosférica, pode originar
moléculas de ácido sulfúrico, desencadeando as conhecidas chuvas ácidas (PERALTA, 2000).
Para os teores de impurezas permitidos, temos que o teor de água e sedimentos devem
ser inferiores a 0,05% em volume, o teor de cinzas com limite de 0,02% em massa e o enxofre
se limitar a 1% de massa (GOUX, 2005).
4.2 Contaminações de solos por fontes orgânicas
De acordo com SEABRA (1997) o maior problema gerado pela poluição nas camadas
superficiais do solo é que a contaminação dos reservatórios de água, ocasionando grandes
riscos à saúde pública.
Os fatores causadores destas contaminações podem ser classificados em três grupos
distintos: Sistemas usados para disposição de produtos perigosos, sistemas usados para
disposição indireta de materiais perigosos e fontes poluentes não pontuais (COUTO, 2007). A
tabela 01 apresenta detalhadamente estes grupos.
Tabela 01. Principais fontes de contaminação de solos (COUTO, 2007 apud DEVINNY e LU,
1990).
Forma de contaminação Fonte Contaminante
Disposição direta de material perigoso
Aterros sanitários
Lagoa de rejeitos
Pilhas de rejeitos
Aterros ilegais
Disposição indireta de material perigoso
Vazamentos de sistemas de estocagem
Vazamentos de sistemas de transporte
Vazamentos de sistemas de tratamento
Fontes não pontuais
Infiltrações urbanas
Atividades agrícolas
Atividades de mineração
21
Segundo a USEPA (1981) os Estados Unidos detectou no início dos anos 80 cerca de
50.000 sítios de despejos perigosos enterrados, 93.500 aterros sanitários de 80.263 sítios,
contendo 181.973 lagoas de resíduos. Levando-se em consideração que os aspectos
ambientais passaram a ter influência sob o meio econômico e industrial a partir desta década,
pode-se afirmar que muitos destes assentamentos de resíduos e materiais perigosos se
encontravam em áreas inadequadas para tal finalidade, podendo ocasionar inúmeras
contaminações (SEABRA, 1997).
Quanto à contaminação por hidrocarbonetos, os dados se tornam obsoletos, pois não se
possui uma estimativa confiável que determine efetivamente quantos pontos de contaminação
existem ou existiram até a presente data. Desta forma, as preocupações quanto aos efeitos
potenciais de contaminação se intensificam, sendo que esta pode enquadrar-se nas três
classificações acima citadas, podendo ocorrer em acidentes em alto mar com petróleo cru, nas
refinarias onde são processados. Durante o transporte em caminhões ou dutos, em
subprodutos contaminados provenientes das mais diferentes atividades e ainda em tanques de
armazenamento nos postos de combustível, podendo estes sendo que estes são passives de
comprometimento através de processos corrosivos do solo (MARIANO, 2006).
No Brasil, diferentes instituições vêm monitorando e catalogando os incidentes de
contaminação para que medidas possam ser tomadas para prevenção dos mesmos, dentre estas
instituições, podemos citar a Companhia de Tecnologia de Saneamento Ambiental do estado
de São Paulo (CETESB, 2011), que tem feito registro dos incidentes ambientais no Estado de
São Paulo envolvendo produtos perigosos pelo período de 1978 até 2005, estes dados
catalogados são apresentados na figura 01.

22
Figura 01. Ocorrências de acidentes ambientais de 1978 a 2005 (CETESB, 2011).
A partir do levantamento de dados, pode-se observar que a partir da década de 90
houve um aumento significativo do número de acidentes ambientais até início dos anos 2000,
sendo que aos poucos o número vem sendo reduzido devido ao aumento da fiscalização e das
medidas de segurança.
Os problemas é que tais contaminações de hidrocarbonetos acabam trazendo inúmeras
complicações aos seres que habitam os arredores da área comprometida, afetando o solo, a
água superficial e subterrânea. Nesse caso os principais transtornos desencadeados por essa
contaminação é o imediato risco a segurança das pessoas e das propriedades, riscos a saúde
pública e dos ecossistemas e restrições ao desenvolvimento urbano e imobiliário (SANCHES,
1998). Vazamentos de determinados tipos de hidrocarbonetos configuram perigo constante de
incêndio ou explosão na área contaminada (GIBOTTI, 1999). Vapores de gasolina têm
possibilidade entrar em combustão sem a necessidade de ignição prévia ao atingir a
concentração de 14.000 ppm no ar, formando uma composição combustível e comburente
suficiente para combustão espontânea (MARIANO, 2006).

23
Dos compostos presentes nos derivados de petróleo muitos já são cientificamente
comprovados como altamente tóxicos e carcinogênicos. Dentre estes, o benzeno é
considerado como o mais tóxico, sendo possível em exposições crônicas causar danos a
medula óssea, leucemia e câncer de fígado, sendo sua dose letal para humanos de 194 mg/Kg
(MARIANO, 2006). Devido a estes e outros fatores, o Conselho Nacional do Meio Ambiente
(CONAMA) estabeleceu em 2009 a resolução n◦ 273 que regulamentou e determinou os
requisitos que devem ser atendidos pelas empresas do setor petrolífero do Brasil, sendo elas
atendendo todos os procedimentos de segurança ambiental e certificação dos equipamentos e
procedimentos de acordo com as normas da ABNT (MARIANO, 2006).
O processo industrial usado no beneficiamento de geodos de pedras ametista também
contribui com a poluição do solo e águas subterrâneas, devido à utilização de óleo diesel
utilizado como lubrificante na serra de corte (DALLA NORA, 2006).
4.3 Interações solo contaminante
O solo é definido por inúmeros autores (COUTO, 2007, DOMINGUEZ, 2001,
MESQUITA, 2004) como um sistema complexo e dinâmico, no qual ocorrem diversos
processos físico-químicos e biológicos. O comportamento de um contaminante em um solo é
diretamente influenciado pelas características presentes neste meio, tais como pH, flora
microbiana existente, natureza do contaminante e sua afinidade pela fase sólida ou aquosa
(HIGARASHI, 1999). Um dos fatores que influenciam mais significativamente no
comportamento do contaminante são a quantidade, tipo e modelo de distribuição de argila
juntamente com a fração orgânica presente no solo em decorrência da à forte interação que
estes dois componentes desempenham para com os contaminantes, principalmente quando
estes são de origem orgânica (DOMINGEZ, 2001 apud ENGWAL, 1999). Acerca das
ligações que podem ocorrer, entre estes compostos do solo e os contaminantes orgânicos,
podemos citar as ligações por covalência, formação de complexos, formação de pontes de
hidrogênio ou interações de van der Waals (PICÓ, 1994).
A Sorção hidrofóbica é um tipo de interação entre a matriz do solo e o contaminante
(principalmente compostos apolares), onde a matéria orgânica presente no solo cria uma
forma de retenção deste contaminante, imobilizando ou reduzindo seu fluxo no meio. Este
processo é caracterizado pela distribuição das substâncias orgânicas entre as duas fases
existentes (solução do solo/matéria orgânica do solo) por diferença de solubilidade. A argila e
a matéria orgânica do solo agem como um meio solubilizante e concentrador para substâncias

24
orgânicas presentes no meio aquoso (como os hidrocarbonetos) sendo análogo a um solvente
orgânico. Sendo que quanto menor for a polaridade do composto, maior será a tendência de
particionamento que a fase orgânica irá gerar (VAZ, 2010 apud YOUNG et al., 1992).
O transporte de contaminantes orgânicos no solo é controlado em grande parte pelo
teor de matéria orgânica presente neste, tendo em vista que a sorção destas substâncias tem
maior tendência em ocorrer nesta fase devido à grande capacidade de troca de cátions
existente (DOMINGEZ, 2001). Na ocorrência de solos não saturados ou secos e na
possibilidade de solos com baixa concentração de matéria orgânica, a fração argilosa e o
óxido de ferro livre passam a ser o componente com maior importância para a adsorção ou
retardamento do contaminante. Tendo em vista que o maior teor de matéria orgânica se
encontra geralmente na camada superficial do solo, diminuindo ao longo da profundidade,
demonstra desta forma uma transferência de predominância das interações ao longo dos perfis
do solo (BORGES, 1996).
Os principais comportamentos que os contaminantes orgânicos adotam quando
dispostos no meio ambiente são: transporte por volatilização, interação com o solo,
percolação, transformação biótica (biodegradação) e abiótica (degradação físico-química),
dentre outros (Figura 02).
Figura 02. Esquema do destino de contaminantes orgânicos no ambiente (adaptado de
MESQUITA, 2004 apud SEMPLE et al., 2001)

25
Os produtos derivados do petróleo apresentam uma composição variada e complexa de
substâncias com diferentes características de adsorção no solo, pressão de vapor e
solubilidade, fazendo com que estes compostos ao entrar em contato com a matriz de solo
possam formar inúmeras fases diferenciadas. Estes compostos ao atravessa a zona não
saturada do solo acabam sendo parcialmente retidos, ou seja, adsorvidos pelas partículas de
solo. Esta fase adsorvida pode ser classificada em subdivisões em que as moléculas estão
aderidas as partículas sólidas do aquífero e em outras onde pequenas quantidades do
contaminante que estão isoladas em sem mobilidade nos vazios do solo (MESQUITA, 2004).
Ao entrar em contato com a zona saturada do solo, os poluentes derivados do petróleo
passam a fluir em contato com o lençol freático adotando a partir daí as mesmas
características hidráulicas deste, gerando a partir deste ponto a fase livre, ou seja, a porção de
hidrocarbonetos não miscíveis em água, sendo a extensão espessura diretamente dependente
do tipo de derivado de petróleo, do volume derramado, da permeabilidade do solo e da
dinâmica do sistema freático. A figura 03 apresenta esta dinâmica de contaminação.
Figura 03. Esquema representativo das fases presentes nas zonas saturada e insaturada (GUIGUER, 2000).

26
Os hidrocarbonetos quando expostos ao meio saturado adquirem um escoamento
predominantemente bifásico, devido à sua baixa miscibilidade em água. Esta fase composta
pelos hidrocarbonetos é denominada de NAPL (non-aqueous phase liquid) ou fase líquida não
aquosa, sendo esta classificada em dois tipos distintos (figura 04):
- LNAPL (Ligh non-aqueous phase liquid ou fase líquida não aquosa leve) que
possuem uma densidade inferior a da água, sendo normalmente compostos já refinados do
petróleo como a gasolina, o óleo diesel e o querosene.
-DNAPL (Dense non-aqueous phase liquid ou fase líquida não aquosa densa) que
possuem uma densidade superior a da água, sendo estes hidrocarbonetos relacionados a
atividades industriais como PCBs, antraceno, pireno, etc.
Figura 04. Diferença esquemática entre LNAPL e DNAPL (MESQUITA, 2004).
Desta camada formada sob a zona saturada alguns compostos acabam sendo
dissolvidos em contato com o lençol freático existente, formando desta forma uma pluma de
contaminação que compromete drasticamente a potabilidade desta água. Da mesma forma
com que compostos desta fase livre podem ser dissolvidos pelo lençol freático, outras parcelas
existentes neste contaminante também possuem uma baixa pressão de vapor, podendo se
deslocar e substituir a fase gasosa existente no solo, sendo esta parte porosa agora ocupada
por compostos voláteis do combustível, podendo ainda este material gasoso se condensar e ser
adsorvido pela parcela sólida ou solubilizado na solução do solo (PENNER, 2000 e
GUIGUER, 2000). A figura 05 apresenta um esquema das principais frações dos
contaminantes orgânicos.

27
Figura 05. Esquema das principais frações envolvidas em contaminações de origem orgânica (adaptado de TRIBUTIUS, E. R. L., 2008).
O transporte dos LNAPL através de zonas não saturadas é dependente da quantidade
de hidrocarbonetos que foram liberados ao meio. Quando o volume liberado de LNAPL é
baixo, o mesmo acaba fluindo através da zona não saturada até atingir o estado de saturação
residual, devido à apresentação de um perfil de desenvolvimento de quatro fases como
resultado da entrada de LNAPL nesta zona, possuindo este um grau de molhabilidade de
acordo com a seguinte ordem: água>LNAPL>ar (FERREIRA E ZUQUETTE, 1998).
A água de infiltração acaba dissolvendo os compostos solúveis presentes na LNAPL,
tais como o benzeno, o tolueno e os xilenos, transportando-os até a zona saturada. Estes
materiais diluídos formam uma pluma que se distribui por difusão e advecção. Muitos dos
compostos presentes tendem a ser voláteis e assim o gás sofre partição de modo que parte fica
retida no solo e outra migra para o ar, sendo transportados para outras partes do aquífero por
difusão molecular. Os compostos voláteis movem-se primeiramente pela zona saturada e
finalmente entram na camada superficial do solo onde, dependendo das condições físico-
químicas retornam para a fase líquida por condensação. Esses processos são responsáveis pelo
transporte de contaminantes através de áreas bastante extensas (PENNER, 2000).
Em casos onde a contaminação é proveniente de volumes grandes de hidrocarbonetos,
estes se deslocam no sentido da franja capilar próximo à zona saturada. Neste ponto os
componentes solúveis do LNAPL ultrapassam esta barreira capilar se solubilizando e
deixando para trás os componentes menos solúveis, estes compostos, sendo impedidos de
mover-se para baixo tende a espalhar-se sob a superfície da zona saturada. Com o acumulo de

28
um volume suficiente de LNAPL, este trata de mover-se no mesmo fluxo da água em regime
subsuperficial (zona de capilaridade) devido a sua baixa densidade.
Em grandes derrames de hidrocarbonetos que podem ocorrer em refinarias ou postos
de combustível, o fornecimento contínuo de hidrocarbonetos para a zona não saturada acaba
favorecendo uma condutividade hidráulica progressiva e continua formando uma depressão
na interface entre a zona saturada e a faixa LNAPL onde se aglomeram contaminantes. Em
caso de interrupção do fluxo na fonte de contaminação, os hidrocarbonetos passam a migrar
para os níveis mais profundos estacionando quando chegam à concentração de saturação
residual avançando apenas com auxilio de infiltração de água. A figura 06 apresenta os
diferentes caminhos apresentados acima.
Figura 06. Evolução da contaminação em subsuperfícies (MESQUITA, 2004 apud USEPA, 2003b).
29
4.4 A mineração em Soledade
A exploração de recursos minerais é uma atividade da qual dependem bilhões de
seres humanos. A civilização moderna necessita de petróleo, carvão, ferro, alumínio, calcário,
fertilizantes, areia, argila, etc., para aquecimento, habitação, transporte, alimentação, lazer e
muitas outras atividades. Enquanto a alteração natural é lenta, a atividade econômica resulta
em modificações rápidas: assim, a atividade extrativa mineral contribui como parte que é da
atividade econômica para alterar o ecossistema.
No contexto atual, o Brasil tem estado numa posição de destaque no cenário mundial
por possuir uma das maiores e mais importantes Províncias Geomorfológicas do planeta,
tendo como contribuição para 60% das gemas de cor do mercado internacional, tendo a região
Sul grande participação neste ranking devido ao grande depósito de ágata e ametista em
geodos nas rochas vulcânicas da Serra Geral (FOLLE, 2010).
As pedras naturais encontradas no estado do Rio Grande do Sul em maior
abundância são a ágata e a ametista, as duas descobertas há aproximadamente um século.
Sampaio e Souza (1999) enfatizam que a quantidade de pedras no estado é a maior do Brasil,
embora não se conheça exatamente o seu tamanho. Atualmente, milhares de toneladas de:
ágata e ametista são exportadas em estado bruto, isto não reflete a realidade da região de
Soledade haja vista a escassez de minérios desta natureza, gerando divisas consideráveis, mas
que se tornariam insignificantes se as gemas fossem beneficiadas através da industrialização e
transformadas em joias e peças de adorno para somente depois serem exportadas (TUBINO et
al., 1998).
O Rio Grande do Sul é o estado brasileiro conhecido internacionalmente por sua
riqueza na produção de ágatas e ametistas. Esses materiais, largamente exportados para vários
países do mundo, contribuem com uma parcela significativa do mercado interno de gemas do
País. As indústrias de beneficiamento de pedras preciosas existentes no município de
Soledade são responsáveis pelo desenvolvimento e boa parte do PIB da cidade.
Com 30.077 habitantes, Soledade (figura 07) está localizada na região Norte do
estado do Rio Grande do Sul e, segundo o IBGE (2011), tem uma área de 1.213,41 Km2.
Situa-se às margens da BR-386, uma das principais rodovias do estado, que dá acesso ao
MERCOSUL, a Porto Alegre e à região do Planalto (norte).
Na década de 70, começaram a ser instaladas em Soledade as primeiras empresas
industriais do setor de pedras preciosas, mas em 1980, quando a demanda para o mercado

30
externo cresceu, se instalaram novas pequenas e médias empresas, principalmente nos
municípios de Soledade, Iraí, Lajeado e Planalto. O Sindipedras estima que essas empresas
industriais empregam cerca de 1500 pessoas diretamente e geram mais 4500 empregos
indiretos. Dentre as empresas de pedras preciosas de Soledade encontram-se as duas maiores
empresas exportadoras brasileiras do setor.
Figura 07. Localização da cidade de Soledade no mapa do Rio Grande do Sul.
O processo produtivo das pedras é composto por várias etapas, não necessariamente
que todas pertençam sempre à mesma empresa, podendo estas ocorrer em diversas empresas
através da terceirização da atividade.
Os impactos da mineração sobre os meios requerem especial importância devido ao
alto grau de degradação ambiental, que ocorre em toda parte, com maior ou menor
intensidade, dependendo das técnicas utilizadas na exploração dos recursos naturais, e no
processo industrial. Isso tem gerado uma série de danos, não só ao meio ambiente como
também aos seres humanos (FARIA, 2002).
Além dos impactos visuais, resultantes dos altos volumes de rocha e solos
movimentados e às dimensões da cava outros impactos como ruídos, produtos químicos, pó,
vapor e resíduos sólidos gerados pela atividade industrial, que causam desconforto social e
ambiental (FIORENTINI et al., 1998).

31
Quando abordado a questão social da atividade no município, encontra-se um cenário
no qual há uma intensa relação entre as atividades de beneficiamento e os pequenos
produtores está diretamente ligada, sendo que a participação dos lucros da atividade na cidade
é instável, dependendo muito da demanda do período, ficando em uma situação complexa de
ser alterada. Do ponto de vista econômico, a exploração de minerais é responsável por grande
parte da economia da cidade, cerca de 36%, podendo, muitas vezes ocorrer corrupções e
fraudes nas transações, levando à distribuição ilegal dos minerais no mercado (figura 8). No
ponto de vista ambiental, encontra-se uma situação de calamidade quanto aos princípios
básicos da sustentabilidade, havendo exercício de atividades sem o devido cuidado,
disposição de resíduos a céu aberto e sem controle adequado e processos de beneficiamento
ultrapassados (FOLLE, 2010 & ROISENBERG e VILASBÔAS, 2010).
Figura 08. Pilha de ágata ainda não beneficiada
Sendo a mineração uma atividade que desembarga grandes impactos ambientais, sua
execução deve ser procedida de acordo com as normas vigentes na lei federal n◦ 6938 de
31/08/81, conhecida como Lei da Política Nacional do Meio Ambiente, sendo o processo de
licenciamento ambiental específico para o processo de mineração regulamentado pela
CONAMA 009/90 e 010/90.
Apesar destes fatores, o Sindipedras (Sindicato das Indústrias de Joalheria,
Mineração, Lapidação, Beneficiamento e Transformação de Pedras Preciosas do Rio Grande
do Sul) ainda não possui um levantamento concreto a respeito das pequenas indústrias de
beneficiamento quanto a sua situação legal. Segundo levantamentos realizados pela Fepam,
não existe nenhum processo realizado ou em tramitação no órgão quanto à atividade de
extração de gemas no município de Soledade. Juntamente com este levantamento, o DNPM
32
(Departamento Nacional de Produção Mineral) apresenta um documento o qual expõe que
não há qualquer requerimento quanto à lavra garimpeira concedida ou em andamento.
Constata-se desta forma um cenário composto de diversos pequenos extratores e
beneficiadores que ainda não possuem as licenças ambientais requeridas para a exercício da
função.
4.5 Geração de resíduo
O processo de serragem de geodos e pedras preciosas é uma atividade comum
realizados nas indústrias de beneficiamento, sendo mais comumente realizado por pequenas
empresas que realizam a terceirização da etapa para as grandes empresas. Tal processo é
realizado por estas pequenas empresas por se tratar de um processo que não necessita de mão-
de-obra muito qualificada, sendo o conhecimento da técnica passada de pai para filho
(MARTINS, 2010).
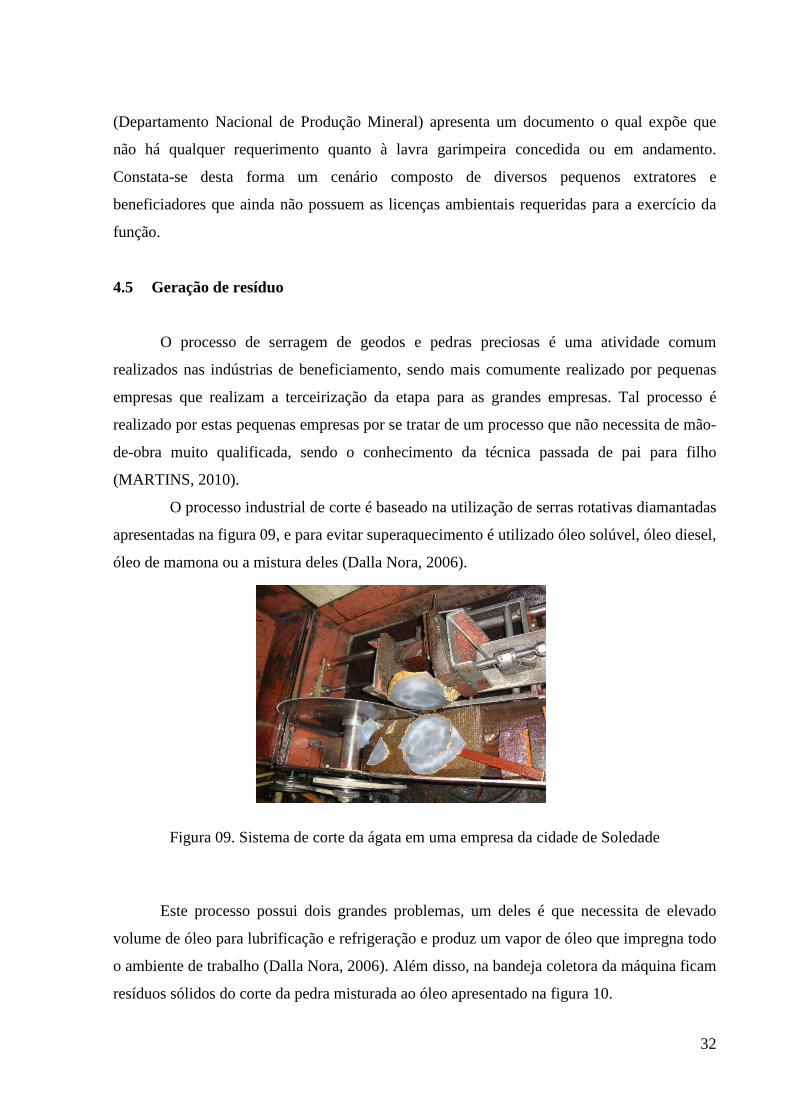
O processo industrial de corte é baseado na utilização de serras rotativas diamantadas
apresentadas na figura 09, e para evitar superaquecimento é utilizado óleo solúvel, óleo diesel,
óleo de mamona ou a mistura deles (Dalla Nora, 2006).
Figura 09. Sistema de corte da ágata em uma empresa da cidade de Soledade
Este processo possui dois grandes problemas, um deles é que necessita de elevado
volume de óleo para lubrificação e refrigeração e produz um vapor de óleo que impregna todo
o ambiente de trabalho (Dalla Nora, 2006). Além disso, na bandeja coletora da máquina ficam
resíduos sólidos do corte da pedra misturada ao óleo apresentado na figura 10.

33
Figura 10. Acúmulo do lodo na máquina de corte
Tal resíduo fica impregnado de diesel tomando um aspecto pastoso e escuro. Com a
intenção de recuperar parte do diesel existente neste material, pequenos produtores submetem
este material a um sistema de tratamento que visa gerar uma instabilidade na ligação entre as
partículas de rocha e diesel, proporcionando a liberação de parte do diesel existente como
apresentado na figura 11, sendo desta forma um processo demorado, anti-ergonômico
extremamente oneroso do ponto de vista da saúde dos trabalhadores como também os riscos
químicos do contato direto do óleo com a pele.
Figura 11. Tratamento adotado para o resíduo de beneficiamento
Após a submissão ao tratamento, o resíduo ainda possui um teor de
aproximadamente 20% de óleo em sua composição, sendo considerado ainda como Classe I-
Perigoso. Embora o resíduo ainda seja considerado tóxico, o mesmo acaba recebendo destinos
diversos como apresentado na figura 12.

34
Figura 12. Resíduo armazenado em tonéis (E) e descartado a céu aberto próximo a APP (D)
4.6 Técnicas de Remediação
Quando se avaliam técnicas para remediação de sítios contaminados por algum tipo
de poluente, sendo esta contaminação em solos ou subsolos, deve-se levar em consideração
inúmeros quesitos como custos envolvido em cada modalidade, vantagens e desvantagens de
cada técnica avaliada, o objetivo da técnica utilizada (contenção ou tratamento), localização
que será realizada a técnica (in situ, ex situ ou on situ), o processo a ser utilizado (físico,
químico, biológico, termal) e o mecanismo operacional da técnica (recuperação de líquidos e
vapores, imobilização, degradação) (COUTO, 2007 & SCHIMIDT, 2010).
Para definição da técnica de tratamento mais eficiente a ser utilizada deve-se avaliar
os mecanismos de transporte mais efetivo para cada poluente existente no sítio, como se o
mesmo é insolúvel em água, tem baixa pressão de vapor ou se movimenta mais facilmente
através da fase líquida do solo.
Levando-se em consideração a mobilidade que os hidrocarbonetos possuem bem
como sua maior facilidade de serem degradados e biodegradados quando comparados a outros
contaminantes inorgânicos como metais, um grande número de tecnologias de remedição
pode ser aplicado em sítios contaminados com hidrocarbonetos (ABDANUR, 2005 & VAZ
2010).

35
4.6.1 Dessorção Térmica (Thermal Desorption)
A dessorção térmica é uma técnica de remediação com principio físico que tem por
finalidade promover a remoção dos compostos químicos tóxicos do solo e outros materiais
(como lodos ou sedimentos) usado calor para induzir a passagem deste contaminante para a
fase gasosa como apresentado na figura (USEPA, 2001b & ABDANUR, 2005). Os gases
dessorvidos são coletados para tratamento posterior.
Durante a realização da técnica de dessorção termal o sistema acaba gerando poeira e
produtos químicos e tóxicos extraídos a partir do meio sólido contaminado que são
prejudiciais à saúde da biota, podendo este ser disposto no local de origem e os subprodutos
destinados ao tratamento adequado.
Em caso de baixa eficiência de remoção da técnica, o resíduo contaminado que não
atingiu os níveis seguros exigidos perante a legislação poderá ser submetido ao mesmo
tratamento novamente, podendo a técnica ser adaptada ou encaminhada a outros tratamentos
similares (USEPA, 2001b). A figura 13 apresenta um escopo do sistema de dessorção termal
Figura 13. Esquema de sistema de thermal desorption (USEPA, 2001b & ABDANUR, 2005).

36
De acordo com Hansen et al. (1998), a técnica de dessorção térmica tem se mostrado
eficiente, estando o sucesso da técnica diretamente associado às temperaturas atingidas pelo
meio contaminadas e pelo tempo de aplicação da temperatura no meio. Para meios
contaminados por PCB’s e HPA’s tem-se reduzido, a níveis residuais, esses contaminantes
para temperatura na faixa de 300ºC a 400ºC.
Segundo a Terratherm (2008), a técnica de dessorção térmica in situ (DTIS) utiliza a
transmissão direta de calor para remoção de substâncias químicas perigosas de meios sólidos,
como rocha, solos e lamas. É um método de aplicação rápida e tem mostrado eficiência na
limpeza de áreas afetadas por uma grande variedade de contaminantes voláteis e semivoláteis.
Conforme Vinegaret et. al. (1998), a eficácia do método de dessorção térmica, está
intimamente ligada em fazer com que os contaminantes possam atingir seus pontos de
ebulição e, consequentemente, sua pressão de vapor. O aumento da temperatura provoca um
aumento da energia cinética média das partículas do líquido, havendo assim um maior número
de partículas com energia cinética suficiente para passar da fase líquida à fase gasosa. A
ebulição acontece quando a sua pressão de vapor iguala a pressão atmosférica.
A maior vantagem do uso da técnica de dessorção térmica in situ é que ela pode ser
efetiva tanto para locais com nível muito baixo de contaminação, quanto para locais altamente
contaminados. A destruição dos contaminantes in-situ é completa e o processo não é
prejudicado pela heterogeneidade do subsolo. Este método, quando comparado a outras
técnicas de remediação in situ, não requer que produtos químicos de qualquer natureza sejam
injetados no subsolo como auxílio no processo de remediação (DUARTE, 2004).
A Tabela 2, adaptada de Baker e Kuhlman (2002), apresenta alguns locais onde foi
utilizada a DTIS como técnica de remediação. Na Tabela 02, também são expostos os
contaminantes presentes, bem como as concentrações desses antes e após o processo tendo em
vista à descontaminação.

37
Tabelas 02. Locais onde foi aplicado a dessorção térmica (Baker e Kuhlman, 2002).
Local Contaminante Concentração inicial (ppm)
Concentração final (ppm)
S. Glens Falls, NY PCB 1248/1254 5000 <0,8 Cape Girardeau, MO PCB 1260 500 <1
PCB 1260 20000 <0,033 Portland, IN 1,1-DCB 0,65 <0,033
PCE/TCE 3,500/79 0,053 Vallejo, CA PCB 1254/1260 2200 <0,5/0,02
Tanapag, Saipan PCB 1254/1260 10000 <1
Eugene, OR Benzeno
Gasolina / Diesel
33 33000/9300
+ produtos livres
<0,044 250000 lbs. Do produto
livre removido Ferndale, CA PCB 1254 800 <0,17
A DTIS tem características as quais lhe conferem um diferencial em relação a outros
métodos (USEPA, 1999), como:
- Aplicável diretamente na superfície próxima a contaminação;
- Efetividade para uma grande variedade de contaminantes (até aqueles com pontos de
ebulição substancialmente maiores que o da água);
- Habilidade de reduzir a contaminação para níveis muito baixos;
- Facilidade de operação para remediação rápida e barata de uma variedade ampla de
solos em condições de superfície.
Aines et al. (2000) associam as vantagens desse método a diversos fatores, entre os quais:
- Aumento da volatilidade dos contaminantes;
- Rápida transferência de massa;
- Rápida difusão e evaporação;
- Aceleração das reações químicas;
- Aquecimento de solos pouco permeáveis;
- Baixa a viscosidade da água e contaminantes.
O processo de DTIS oferece inúmeras vantagens em relação aos métodos tradicionais
que utilizam calor com o princípio fundamental para limpeza de meios sólidos, como é o caso
da incineração.
Stegemeier e Vinegar (1995) sugerem que o processo de incineração possui uma
série de fatores que o torna uma alternativa mais onerosa, ocasionando maior impacto e
oferecendo um risco de provocar uma contaminação secundária durante seu processo de
tratamento. No processo de incineração o material contaminado tem de ser removido da área
em que se encontra ser transportado para uma central de incineração e, depois de tratado, pode

38
ser ou não devolvido ao local de origem. Isso torna oneroso esse método de tratamento, visto
que as centrais de incineração nem sempre estão próxima das áreas que precisam ser
descontaminadas. Os equipamentos e materiais envolvidos na mobilização e transporte do
material a ser incinerado são contaminados quando em contato como o mesmo. Durante o
transporte, caso o material esteja seco, pode ser produzida uma poeira com compostos tóxicos
impregnados que se espalhar pelo caminho por onde é transportado. No caso do material estar
muito úmido, pode haver uma drenagem de líquidos contaminados e, da mesma forma que o
material seco, provocar um impacto ambiental durante o trajeto.
Outros métodos que envolvem biorremediação ou remediação de solos por algum
tipo de substância química não têm provado ser suficientemente eficazes em remover
substâncias químicas para níveis extremamente baixos ou para concentrações residuais
quando combinações altamente tóxicas ou carcinogênicas estejam presentes (STEGEMEIER
e VINEGAR, 1995).
4.6.2 Solidificação e estabilização
A técnica de solidificação consiste em um método de remediação que impede ou
retarda a migração de contaminantes na matriz de solo, lodos ou poeiras. A tecnologia de
solidificação comumente não destrói os compostos tóxicos que se encontram no meio, apenas
os tornam menos disponíveis a reações físico-químicas em blocos compactados (EPA, 2001a).
A solidificação é uma técnica de remediação, que consiste na adição de compostos
químicos que tornam o contaminante menos prejudicial ao meio no qual se encontra,
dificultando a sua mobilidade no ambiente (Figura 14).
O material sólido submetido a técnica de solidificação pode ou não ser removidos do
local de imobilização. Tendo em vista que, como a técnica pode ser realizada in-situ ou ex-
situ, dependente das características que o contaminante possua, posteriormente pode ser
escavado e encaminhado a grandes misturadores para que este seja encaminhado a depósitos
adequados como aterros, sendo realizado o monitoramento deste para certificar sua real
imobilização dos compostos tóxicos (ABDANUR, 2005).

39
Figura 14. Modelo simplificado do processo de estabilização (ABDANUR, 2005).
Nesta técnica utilizam-se basicamente dois tipos de produtos a base de água: um
emulsificante e um composto a base de sílica. Os produtos aplicados respectivamente
promovem a emulsificação do contaminante, como hidrocarbonetos, enquanto a sílica reage
com esta emulsificação formando um produto não solúvel que garante uma redução na
mobilidade do contaminante, reduzindo significativamente sua toxidade (MILLIOLI, 2008).
4.6.3 Lavagem do Solo
A técnica de lavagem de solo é um processo excencialmente físico de remoção de
contaminantes através do enxágue do solo utilizando água, solventes ou tensoativos, tendo
este processo algumas limitações de eficiência, principalmente se utilizado como um
tratamento único para o sítio contaminado.
Sua metodologia baseia-se e remover de forma física da contaminação do solo, lodo
ou poeira pela ação de líquidos lavantes. O sistema de tratamento de lavagem de solo é
classificado como uma tecnologia de remediação in-situ ou ex-situ dependendo da quantidade
de material contaminado a ser submetido ao tratamento, porém a aplicação in-situ não é
muito utilizada devido à introdução de novos contaminantes no meio e ainda pelas
dificuldades operacionais que a técnica exige (CETESB, 2011).

40
O tratamento ex-situ envolve sempre escavação e diz-se que decorre on-site no caso
do tratamento se realizar na área contaminada ou em suas redondezas. Quando o material
contaminado é tratado em local distinto, após escavação e transporte, designa-se como
tratamento off-site (ARAÚJO, 2004).
Recentemente, foi reportado que o uso de surfactantes pode acelerar o procedimento
de remediação de solos, aumentando a eficiência do processo de lavagem. Trata-se de um
sistema atrativo sob o ponto de vista ambiental, principalmente quando comparado ao uso de
solventes orgânicos (URUM & PEKDEMIR, 2004). O uso de tensoativos permite a redução
da tensão superficial entre o contaminante e a água, aumentando a mobilidade dos
contaminantes em processos de soil flushing (in-situ) ou soil washing (ex-situ) (DEUREN et
al., 2002).
4.6.3.1 Soil Flushing
A lavagem do solo in situ, também conhecida como Soil flushing, é uma tecnologia
inovadora de remediação que consiste em produzir um fluxo de uma solução de lavagem no
subsolo, a qual move os contaminantes para determinada área de onde são removidos
(USEPA, 2001c).
Esta tecnologia in situ atua sub superficialmente, em zona não saturada, onde é
aplicado um fluído por injeção ou infiltração. Pretende-se que este fluido dissolva ou liberte o
contaminante adsorvido ao solo, para posterior extração, através de poços que devem ser
instalados (DEUREN et al., 2002; KHAN et al., 2004).
A solução de lavagem ou flushing solution é determinada de acordo com as
especificações químicas e/ou físicas dos contaminantes. As soluções comumente utilizadas
são de dois tipos: (1) água; ou (2) água com aditivos tais como, ácidos (baixo pH), bases (alto
pH) ou produtos tensoativos (detergentes) (USEPA, 2001c).
O fluído utilizado varia em função do contaminante que se pretende extrair sendo
exemplos: a água, o hidróxido de sódio, ou um álcool (DEUREN et al., 2002). Para
contaminantes orgânicos, este último, um álcool, pode ser utilizado como solvente (DEUREN
et al., 2002). O fluído extraído tem de ser sujeito a um sistema de tratamento antes de ser
reutilizado (KHAN et al., 2004).
A adição de água é usada para tratar contaminantes que se dissolvem facilmente em
água. Soluções ácidas podem ser mistura de água e de ácido, tal como ácido nítrico ou ácido

41
hipoclorito. Soluções ácidas são usadas para remover metais e contaminantes orgânicos, tais
como aqueles tipicamente usados em recargas de baterias ou em processos industriais de
cromagem. Uma solução básica é uma mistura de água e uma base, tal como hidróxido de
sódio (amônia é um exemplo de uma base comumente usada para limpeza de residências).
Soluções básicas são usadas para tratar fenóis ou outros metais. Um surfactante pode ser um
detergente ou um emulsificador. O emulsificante ajuda a misturar substâncias que
normalmente não se misturam com óleo nem com água. Por essa razão, as soluções
surfactantes são efetivas na remoção de contaminantes oleosos (USEPA, 2001c).
A quantidade de poços, localização e profundidade de injeção e extração dependem
de vários fatores geológicos, bem como de considerações de engenharia. A partir dessas
considerações, os poços podem ser escavados tanto na vertical como horizontalmente.
Equipamento adicional, que deve ser colocado junto com os poços, são sistemas de
tratamentos dos fluxos de águas extraídos e injetados. A tecnologia atual permite que esses
equipamentos sejam móveis, porém, em casos em que o volume tratado seja muito grande, os
sistemas de tratamento de água devem ser construídos nas proximidades dos poços perfurados
(Figura 15).
Figura 15. Esquema do processo de Soil Flushing, utilizando poços verticais (USEPA, 1996).

42
O sistema de tratamento de água consiste no bombeamento da solução de lavagem
dentro dos poços de injeção. As soluções perpassam o solo e carregam consigo os
contaminantes, até chegarem ao poço de extração. Neste último, a solução contaminada é
bombeada em direção à superfície. Nesse caso, logo após atingir a fase superficial, essa
solução passa pelo sistema de tratamento de fluxo de água, visando a remoção dos elementos
causadores da contaminação, que são tratados ou dispostos para tratamento posterior. Dessa
maneira, a água tratada pode ser recirculada para uso na solução de lavagem. É importante
ressaltar que, todo e qualquer tipo de vapores ou gases devem ser coletados, durante as etapas
de tratamento de fluxo da água, antes de serem devolvidos à atmosfera.
Conforme USEPA (1996) o tratamento por soil flushing é adequado ao tratamento de
contaminantes específicos e podem ser adequados segundo as características dos
contaminantes. Para solos contaminados com óleos ou resíduos oleosos, a solução de lavagem
pode conter surfactantes (aditivos) para remover mais rapidamente os compostos oleosos do
subsolo. O maior potencial de aplicação das técnicas soil flushing é em solos cujas
características geológicas permitam o maior deslocamento da solução de lavagem garantindo,
assim, maior contato com os contaminantes.
Contudo, existe um limite na efetividade do processo de soil flushing. Para alguns
fluídos usados nas soluções de lavagem, os aditivos neles contidos podem criar condições
para novo tipo de contaminação do subsolo se não forem removidos por completo, após a
aplicação do processo de descontaminação.
Para a implantação desta tecnologia devem ser levadas em consideração as seguintes
questões (USEPA, 1996):
- Os fluxos de água subterrânea devem ser conhecidos para se estabelecer o melhor
projeto de perfuração;
- Completo conhecimento litológico da área a ser tratada a fim de se ter uma ideia do
completo percurso da solução de lavagem e prevenir sua dispersão para áreas onde não
poderão ser coletadas;
- Soil flushing não se adapta ao tratamento de solos contaminados por uma mistura de
substâncias perigosas, como metais e óleos. Isso se deve ao fato da dificuldade em se
preparar soluções que devam remover de modo eficaz tipos diferentes de
contaminantes ao mesmo tempo.
Alguns fatores que podem limitar a aplicabilidade deste processo são, essencialmente, os
seguintes:

43
- A permeabilidade e heterogeneidade do solo, solos pouco permeáveis e ou
heterogêneos dificultam a passagem do fluído através do solo com redução na eficácia
do processo (citado em KHAN et al., 2004);
- Gestão e controlo rigoroso do processo para evitar migração dos contaminantes para
outros locais (DEUREN et al., 2002);
- Possibilidade de alterações nas propriedades físicas e químicas do solo tratado
(DEUREN et al., 2002).
- Custos variáveis associados ao tipo de fluído utilizado e tratamento do fluído
extraído (KHAN et al., 2004);
De acordo com (USEPA, 2001c) essa técnica promove resumidamente:
- Injeção de soluções de lavagem através de poços escavados em solos próximos da
área contaminada;
- Força o movimento da pluma de contaminação em direção aos poços de extração;
- Eficaz em solos com material argiloso mais grosseiro;
- Requer perfurações para proceder à injeção e a extração das soluções;
- Requer grande conhecimento da geologia da área;
- Requer conhecimento das características dos contaminantes no subsolo.
4.6.3.2 Soil Washing
Soil washing é uma técnica de lavagem do solo ex situ no quais os solos
contaminados são escavados, removidos do local original, tratados fisicamente na superfície e
misturados com aditivos preparados para remover os contaminantes. Resumidamente, o
processo separa as partículas finas (silte e argila) das partículas grosseiras (areias e
pedregulhos). A separação granulométrica promove a redução no volume de solo
contaminado, também reduz relativamente os custos de separação e minimização de resíduos
requeridos por tratamento posterior (USEPA, 2001c).
Geralmente os solos são constituídos de partículas finas (silte e material argiloso) ou
partículas grossas (areias e cascalhos), material orgânico, água e ar. Os contaminantes tendem
a se ligar, quimicamente ou fisicamente, com argilas e material orgânico que, em seu turno, se
ligam a areias e arenitos. Quando o solo contém grande quantidade de matéria orgânica e
argila, os contaminantes se incorporam mais facilmente ao solo e movem-se com dificuldade.

44
Processo inverso ocorre quando somente uma pequena quantidade de argila e matéria
orgânica está presente (USEPA, 2001c).
A técnica de soil washing pode ser considerada como uma abordagem de
minimização de resíduos do solo escavado, com redução do volume de material que necessita
de ser removido de um determinado local (NATHANAIL e BARDOS, 2004). O solo
contaminado é retirado e colocado numa unidade de tratamento onde é adicionado um fluído
(geralmente água, por vezes combinado com solventes ou tensoativos) que promove a
separação granulométrica do solo (frações mais finas de frações de maior diâmetro). Uma vez
que os hidrocarbonetos se ligam com facilidade às partículas finas do solo (argilas e silte), a
separação destes lotes granulométricos do restante solo, reduz o volume de solo contaminado
a tratar. Os lotes de argila e, eventualmente, material orgânico podem ser posteriormente
tratado por outros métodos ou depositado em aterro conforme a regulamentação aplicável. O
restante solo, considerado não contaminado, poderá ser recolocado no local (KHAN et al.,
2004). A água, ou fase líquida, contaminada resultante da lavagem do solo deve ser
encaminhada para uma estação para que receba a tratamento adequado ao contaminante em
questão, antes de ser liberada para os cursos d’água (DEUREN et al., 2002) .
O processo separa o solo contaminado fino (silte) das partículas grossas não-
contaminadas (areias e cascalhos). Ao final do processo, a parte do solo de menor volume
(contendo as partículas finas e contaminadas) pode-se ser posteriormente tratado por outros
métodos, tais como incineração e biorremediação ou, ainda, disposto de acordo com a
legislação estadual ou federal (USEPA, 2001c & CLARINET, 2002).
Geralmente os equipamentos são transportados para o local do solo contaminado. O
primeiro estágio do processo é dragar a área contaminada e remover o solo contaminado para
a etapa de tratamento físico (USEPA, 2001c).
Nessa etapa, promove-se a remoção de materiais grandes, como rochas. O material
remanescente é então encaminhado à unidade de separação granulométrica, onde o solo é
misturado com uma solução de lavagem e agitado. A solução de lavagem pode ser
simplesmente água ou ainda pode conter outros aditivos, como detergentes, os quais removem
contaminantes do solo. A Figura 16 apresenta de forma esquemática o processo de lavagem
do solo.

45
Figura 16. Esquema do processo de soil washing (USEPA, 2001c).
Grandes equipamentos confeccionados com a finalidade específica para esta técnica
podem tratar mais de 100 metros cúbicos de solo por dia. As areias e pedras são removidas e
testadas quanto aos teores de contaminantes. Se for confirmada a ausência de elementos
perigosos ou tóxicos, essas partículas podem retornar ao campo como material de enchimento.
Se, contudo, traços de contaminantes forem detectados, o material pode retornar à unidade de
lavagem ou coletado para outro tratamento ou levado para deposição final (USEPA, 2001c).
Segundo USEPA (2001c) o processo soil washing apresenta as seguintes vantagens:
� Soil washing pode ser usado para tratar ampla gama de contaminantes, tais como,
metais, gasolinas, óleos combustíveis e pesticidas;
� O tratamento ocorre em circuito fechado sem contaminação do ambiente externo;
� Permite o controle de condições operacionais com as quais as partículas são tratadas,
como pH e temperatura;
� Permite que resíduos perigosos possam ser escavados e tratados no próprio local;
� Possui o potencial de remover ampla e variada quantidade de contaminantes químicos
dos solos;
� Permite ser implantado como tratamento preliminar, pois reduz significativamente a
quantidade de material que deve ser requerida para tratamento por outra tecnologia;
� Quando satisfatoriamente aplicada, essa tecnologia promove redução em volume de
até 90% (o que significa 10% do volume original que seria requerido por outro
tratamento).
Alguns fatores que podem limitar a aplicabilidade deste processo passam por:

46
� A comercialização de a técnica ser limitada (DEUREN et al., 2002; NATHANAIL,
2004);
� Misturas complexas de contaminantes (compostos orgânicos voláteis, semi-voláteis e
metais pesados) tornam difícil a seleção do tipo de fluído a utilizar. Nestes casos é
feita uma lavagem sequencial utilizando diferentes fluídos (DEUREN et al., 2002), o
que obriga a sequentes tratamentos e destinos finais dos mesmos;
� Os compostos orgânicos adsorvidos a partículas de argila são de difícil remoção
(KHAN et al., 2004);
� Uma vez que esta tecnologia não destrói ou imobiliza o contaminante (KHAN et al.,
2004), as frações finas do solo resultantes do processo, onde se encontra concentrado o
contaminante, necessitam de tratamento posterior;
� A adição de aditivos para melhorar a eficiência do processo pode acarretar em custos e
dificuldades no tratamento da água de recirculação (USEPA, 2001c).
4.7 Tensoativos
Tensoativos também são chamados de surfactantes, que tem sua origem derivada da
contração da expressão surface active agent, ou seja, agente de atividade superficial, sendo
denominados então como compostos que tem como característica transformar as propriedades
superficiais de interfaciais dos líquidos (BARROS et. al., 2007).
Tensoativos são moléculas constituídas de uma porção hidrofóbica (apolar) e outra
hidrofílica (polar) (MORAES E REZENDE, 2004). Os tensoativos são normalmente
aplicados para modificar reações, possibilitando solubilizar espécies de baixa solubilidade ou
promovendo um novo meio que pode modificar a velocidade de reação da substância, a
posição de equilíbrio de reações químicas dependendo da natureza da reação, do tipo reativo e
do tipo de forma (catiônica, aniônica, etc.) da micela (MANIASSO, 2001) (figura 17).
Figura 17. Esquema da estrutura dos tensoativos e suas micelas (NITSCHKE e PASTORE, 2002)
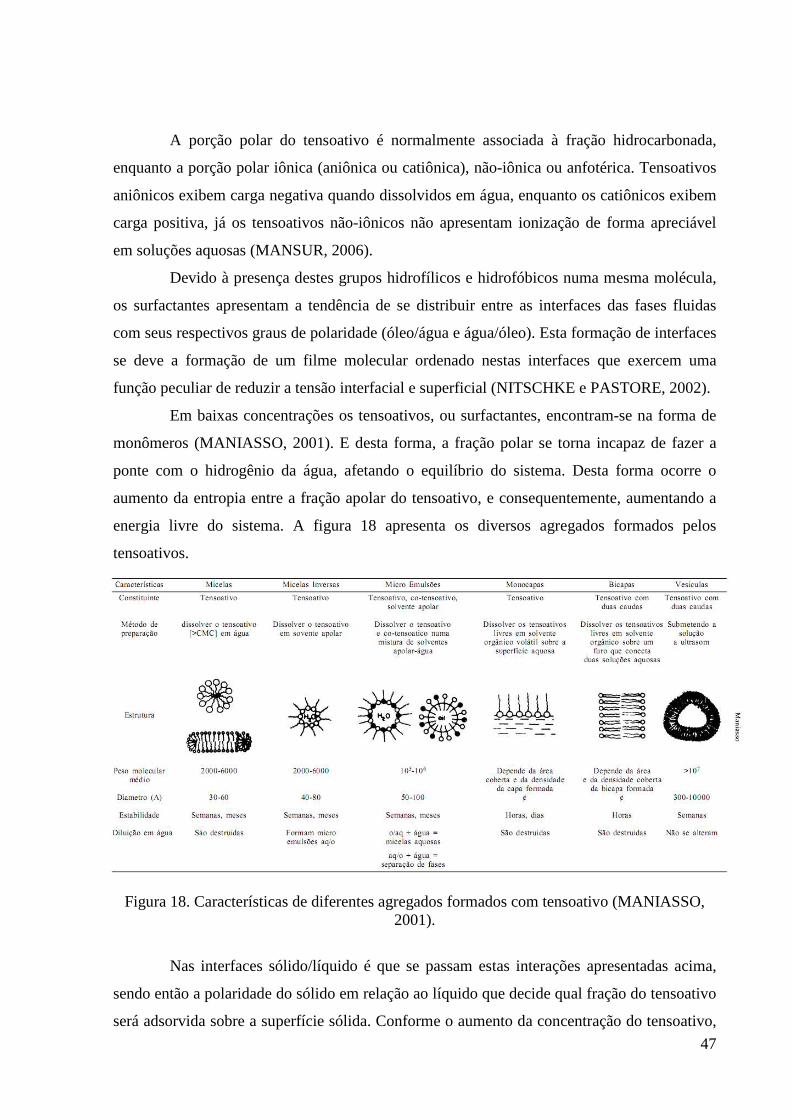
47
A porção polar do tensoativo é normalmente associada à fração hidrocarbonada,
enquanto a porção polar iônica (aniônica ou catiônica), não-iônica ou anfotérica. Tensoativos
aniônicos exibem carga negativa quando dissolvidos em água, enquanto os catiônicos exibem
carga positiva, já os tensoativos não-iônicos não apresentam ionização de forma apreciável
em soluções aquosas (MANSUR, 2006).
Devido à presença destes grupos hidrofílicos e hidrofóbicos numa mesma molécula,
os surfactantes apresentam a tendência de se distribuir entre as interfaces das fases fluidas
com seus respectivos graus de polaridade (óleo/água e água/óleo). Esta formação de interfaces
se deve a formação de um filme molecular ordenado nestas interfaces que exercem uma
função peculiar de reduzir a tensão interfacial e superficial (NITSCHKE e PASTORE, 2002).
Em baixas concentrações os tensoativos, ou surfactantes, encontram-se na forma de
monômeros (MANIASSO, 2001). E desta forma, a fração polar se torna incapaz de fazer a
ponte com o hidrogênio da água, afetando o equilíbrio do sistema. Desta forma ocorre o
aumento da entropia entre a fração apolar do tensoativo, e consequentemente, aumentando a
energia livre do sistema. A figura 18 apresenta os diversos agregados formados pelos
tensoativos.
Figura 18. Características de diferentes agregados formados com tensoativo (MANIASSO, 2001).
Nas interfaces sólido/líquido é que se passam estas interações apresentadas acima,
sendo então a polaridade do sólido em relação ao líquido que decide qual fração do tensoativo
será adsorvida sobre a superfície sólida. Conforme o aumento da concentração do tensoativo,

48
os monômeros existentes vão saturando a interface e depois se acumulam na solução. Com a
inserção de mais moléculas de tensoativo, mais desfavoráveis as reações entre a fração apolar
e as moléculas de água vao se tornando, até que em determinado ponto, estas se agregam,
reduzindo a energia livre do sistema e formando micelas, sendo o tamanho destas dependentes
da origem da fraçao polar do tensoativo ( MESQUITA, 2004).
Figura 19. Estruturas de organização das moléculas de tensoativo ( MESQUITA, 2004).
Para Maniasso (2006), cada um dos tipos de agregados formados pode participar de
diversas reações, das quais a solubilização de reagentes na micélia se mostra um dos mais
significantes, pois causa uma forte alteração na cinética reacional. Este efeito tem como
principal agente da reação, pois acaba determinando a localização do substrato ao solubilizar
na micélia demonstrando qual o grau de incorporação existente.
Figura 20. Possíveis interações entre o substrato e a micela (MANIASSO, 2001)
Segundo Mesquita (2004), A concentração de tensoativo na qual a termodinâmica do
sistema tensoativo-solvente favorece a formação de micelas é chamado de concentração
crítica micelar (CMC). Em concentrações acima do CMC o tensoativo aumenta a solubilidade
dos compostos orgânicos cuja solubilidade em água é baixa, contudo, a tensão superficial da
solução permanece constante (figura 21).

49
A presença de eletrólitos em uma solução pode afetar drasticamente o CMC dos
tensoativos, formando uma espécie de barreira em volta da fração polar do tensoativo. Desta
forma, a solução em questão se torna termodinamicamente menos favorável para a reação dos
monômeros, forçando a sua reação de formação de micelas para uma concentração mais baixa
que em água pura (MESQUITA, 2004 apud HAIGH, 1996).
Figura 21. Variação da tensão superficial e interfacial num composto orgânico de acordo com a concentração do tensoativo (MESQUITA, 2004).
MESQUITA (2004) ressalta ainda que quando uma gota de líquido é disposta sobre
uma superfície, esta pode sofrer duas reações angulares, sendo elas a de se espalhar
totalmente sobre a superfície ou permanecer no formato de gota bem definida em relação à
superfície sólida, sendo o ângulo zero de contato como o resultante das forças de atração
líquido/sólido iguais ou maiores que a atração líquido/líquido.
Devido à maioria dos contaminantes orgânicos serem apolares, sua remoção da
matriz de contato, muitas vezes solo, deve ser considerada como portadora do coeficiente
angular de contato θ, apresentado na figura 22. Quando é inserido no meio uma substância
tensoativa, a mesma reduz o ângulo de contato com a interface contaminante/matriz de
contato, demonstrado na figura 22, resultando no fenômeno de enrolamento (roll-up effect)
facilitando sua remoção (MESQUITA, 2004).
Figura 22. Comportamento do contaminante orgânico com adição de tensoativo (MESQUITA, 2004)

50
Observando a figura 22, nota-se que os tensoativos que se adsorvem sob as interfaces
sólido/água ou óleo/água se apresentam como os melhores detergentes, já na adsorção
ar/água, a reação destes provocam a redução da tensão superficial e formação de espuma, que
não necessariamente é um indicador de eficiência (MESQUITA 2004).
Estas propriedades caracterizadas acabam fazendo com que os tensoativos sejam
considerados adequados para uma ampla gama de aplicações em nível industrial tanto em
processos de fabricação como em indústrias específicas como a de produtos de limpeza,
petróleo, cosméticos, higiene e também na indústria ambiental como auxiliar para remediação
em solos e águas contaminadas (CORRER, 2008).

51
5 MATERIAIS E MÉTODOS 5.1 Amostragem e preparo das amostras
Os ensaios de caracterização foram realizados no Laboratório de Geotecnia da
Universidade de Passo Fundo (UPF), a determinação do teor de óleo foi realizada no
Laboratório de Saneamento Ambiental da UPF.
As amostragens foram feitas em três empresas de beneficiamento, sendo elas de
pequeno, médio e grande porte, para ser analisado quais as diferenças granulométricas e de
teor de diesel entre as mesmas (figuras 23 e 24).
As amostras foram inicialmente coletadas em um tambor de 50 litros diretamente da
máquina de corte, essas amostras foram submetidas a uma homogeneização com o auxílio de
uma betoneira de construção civil durante um período de 30 minutos. O material foi então
acondicionado em recipientes na quantidade de 500 gramas cada um e destes foram feitas
pequenas amostragens de 15 gramas para determinação do teor de óleo diesel a partir do
método de análise de óleos e graxas (soxhlet) usando hexano como solvente principal.
Figuras 23. Processo de homogeneização de material utilizado.

52
Figura 24. Amostras de resíduo armazenadas 5.2 Verificação de homogeneidade do resíduo
Foram realizados os seguintes ensaios de caracterização física e química para o
resíduo sólido: densidade, granulometria (diâmetro médio da partícula), pH (in natura e
limpo), índice de plasticidade e liquidez. Além da caracterização foi realizada a determinação
da quantidade de óleo diesel presente no resíduo sólido.
5.2.1 Densidade
Para o cálculo de densidade, foi necessária a retirada do diesel contido no resíduo,
para tanto, utilizou-se o material limpo que foi adquirido durante o ensaio de determinação do
teor de diesel.
Foi utilizado o método de determinação de densidade de solos, foi feita a análise do
resíduo de cada um dos respectivos produtores, utilizando densímetro, termômetro, dispersor
e provetas.

53
Figura 25. Proveta de ensaio de granulometria
5.2.2 pH
O pH do resíduo foi medido com este contaminado com diesel e também após a
limpeza do mesmo através do ensaio de soxhlet. Foi utilizado o método de determinação de
pH em solos, utilizando 10 gramas de resíduo e 10 ml de água destilada, o ensaio foi deixado
em repouso por 30 minutos e após, a medição do pH foi realizada com o auxílio de um
pHmetro.
5.2.3 Granulometria
Com o resíduo previamente limpo (material retirado do soxhlet), o mesmo foi
submetido ao ensaio de granulometria utilizado para solos sendo realizado um peneiramento
já estabelecido pela norma. O material ficou durante 12 horas em imersão numa solução
defloculante sendo em seguida passado para as provetas de ensaio.
A análise de densidade e granulometria basearam-se na metodologia apresentada na
NBR 7181/84, por processo de sedimentação e peneiramento. Para realização do ensaio, foi
utilizado 70 g do resíduo livre de contaminação de diesel, pois devido a ensaios anteriores,
observaram-se problemas de leitura quando utilizado o resíduo contaminado no ensaio. O
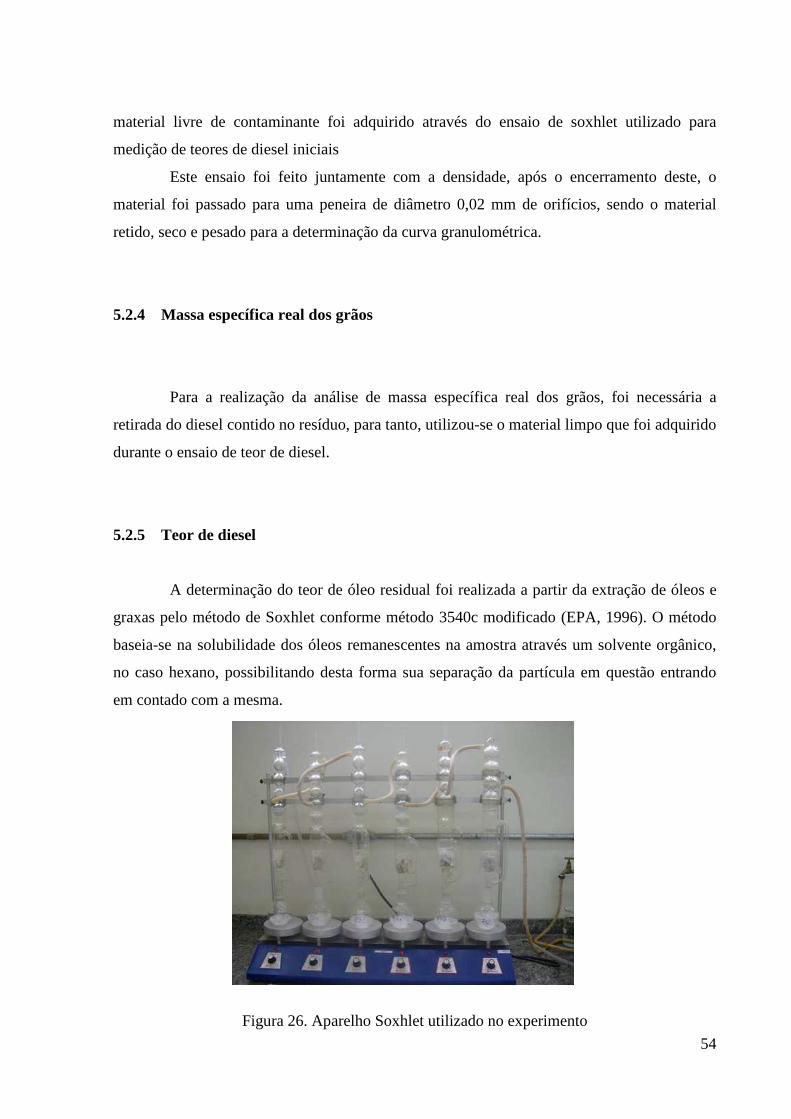
54
material livre de contaminante foi adquirido através do ensaio de soxhlet utilizado para
medição de teores de diesel iniciais
Este ensaio foi feito juntamente com a densidade, após o encerramento deste, o
material foi passado para uma peneira de diâmetro 0,02 mm de orifícios, sendo o material
retido, seco e pesado para a determinação da curva granulométrica.
5.2.4 Massa específica real dos grãos
Para a realização da análise de massa específica real dos grãos, foi necessária a
retirada do diesel contido no resíduo, para tanto, utilizou-se o material limpo que foi adquirido
durante o ensaio de teor de diesel.
5.2.5 Teor de diesel
A determinação do teor de óleo residual foi realizada a partir da extração de óleos e
graxas pelo método de Soxhlet conforme método 3540c modificado (EPA, 1996). O método
baseia-se na solubilidade dos óleos remanescentes na amostra através um solvente orgânico,
no caso hexano, possibilitando desta forma sua separação da partícula em questão entrando
em contado com a mesma.
Figura 26. Aparelho Soxhlet utilizado no experimento

55
Foi pesada a amostra de 15 gramas do material e inserido em papel filtro. As
amostras já protegidas em cada papel filtro foram acondicionadas em um cartucho filtrante
para assegurar a eficiente retenção do material. Estes por sua vez foram inseridos no
equipamento de soxhlet para ser feita a extração do diesel remanescente utilizando o hexano
como solvente e balões de fundo chato já previamente tarados para a captação do diesel. As
amostras foram submetidas à extração por um período de 4 horas, sendo posteriormente feita
a retirada dos cartuchos e iniciado o processo de recuperação de parte do hexano, deixando ao
fundo dos balões, uma solução de hexano e diesel concentrado, sendo os balões então
acondicionados em estufas à 70°C por 12 horas, volatilizando o hexano e deixando apenas o
diesel extraído em seu interior.
5.2.6 Inserção da solução de NaOH
No planejamento experimental, foram aplicadas 3 diferentes concentrações de
NaOH: 0; 0,175; 0,35 mols/l. A solução foi feita com o auxílio de um agitador magnético
durante 5 minutos. Após o preparo, a solução era inserida no Becker no qual se encontra 60
gramas do resíduo já devidamente amostrado e pesado. A relação solução-resíduo foi de 7:3,
sendo esta relação definida para simplificação do experimento, concluindo uma concentração
de 30% de resíduo na mistura final do experimento.
5.3 Experimentação
Foram preparadas as soluções das diferentes concentrações de NaOH: 0; 0,175; 0,35
mol/l. As mesmas foram submetidas à agitação com o resíduo numa relação solução-resíduo
de 7:3, sendo que a mistura final foi de aproximadamente 200 gramas.
Após a mistura ser totalmente efetivada, a mesma foi inserida no agitador magnético
onde foi agitada por períodos de: 10, 15 e 20 minutos em temperaturas controladas de: 50 ºC,

56
80 ºC e sem aquecimento se mantendo portando em 20 ºC . Depois disto, o Becker foi
deixado em repouso para a sedimentação das partículas e flotação do diesel separado, foi
adotados tempos de: 12, 18 e 24 horas.
Estabelecido o processo de sedimentação, cada fase foi separada e analisado o teor
de óleos e graxas contido na fase sólida e posteriormente para continuação do experimento,
analisando as demais fases do experimento. Para realização o teor de óleo foi utilizado o
equipamento de soxhlet disponível no Laboratório de Saneamento Ambiental da Universidade
de Passo Fundo. Determinado os valores obtidos através do soxhlet, foi feita uma análise
estatística verificando qual foi a efetividade dos tratamentos realizados, e observar se houve
diferença significativa entre eles e elaboração de uma superfície de resposta avaliando a
melhor combinação.
Figura 27. Escopo do experimento.
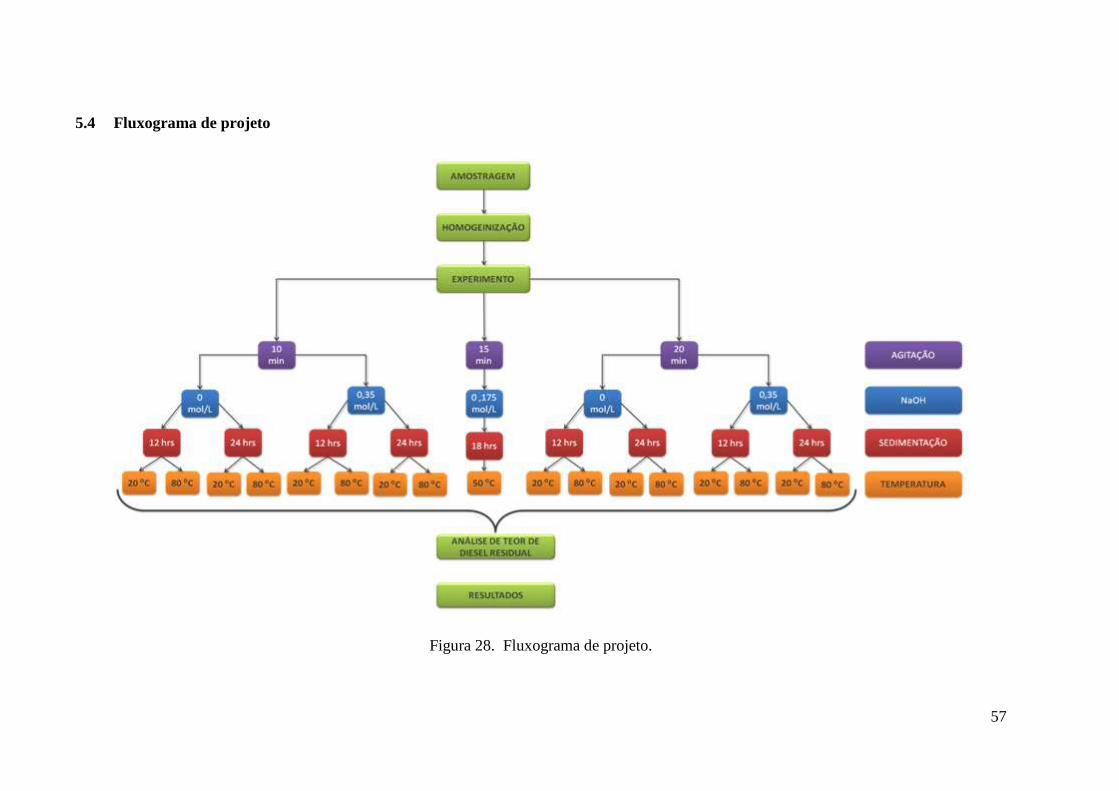
57
5.4 Fluxograma de projeto
Figura 28. Fluxograma de projeto.
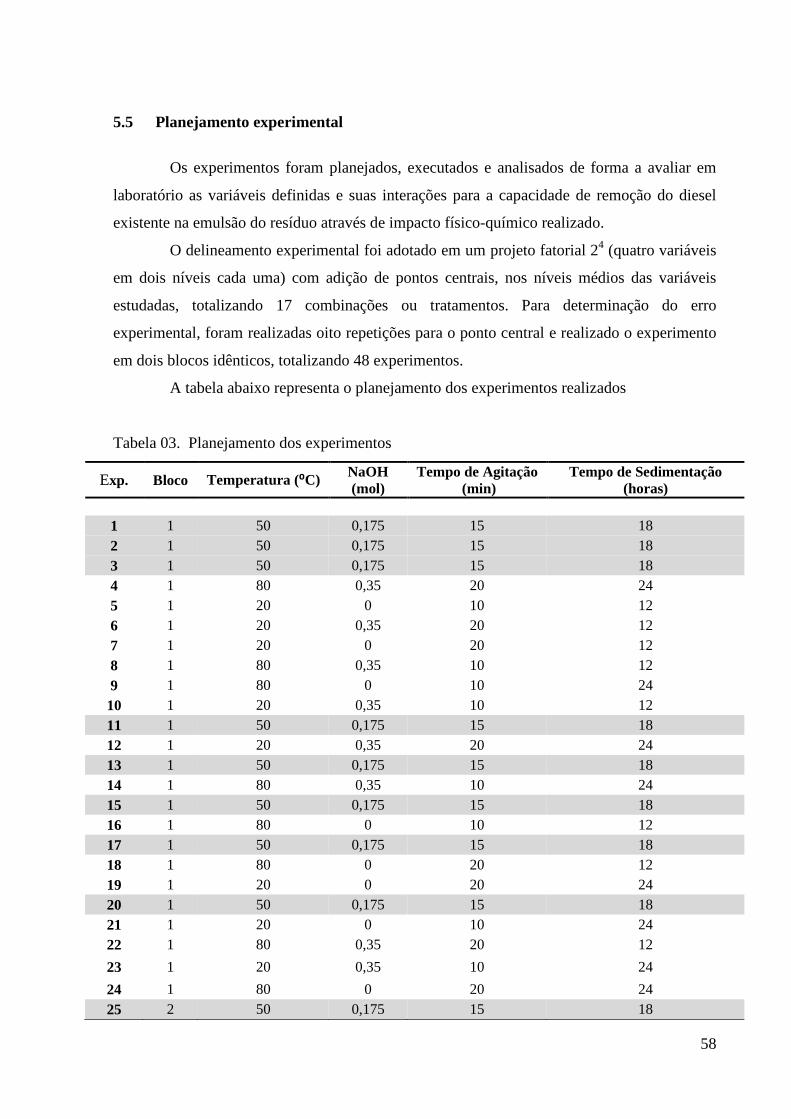
58
5.5 Planejamento experimental
Os experimentos foram planejados, executados e analisados de forma a avaliar em
laboratório as variáveis definidas e suas interações para a capacidade de remoção do diesel
existente na emulsão do resíduo através de impacto físico-químico realizado.
O delineamento experimental foi adotado em um projeto fatorial 24 (quatro variáveis
em dois níveis cada uma) com adição de pontos centrais, nos níveis médios das variáveis
estudadas, totalizando 17 combinações ou tratamentos. Para determinação do erro
experimental, foram realizadas oito repetições para o ponto central e realizado o experimento
em dois blocos idênticos, totalizando 48 experimentos.
A tabela abaixo representa o planejamento dos experimentos realizados
Tabela 03. Planejamento dos experimentos
Exp. Bloco Temperatura (⁰C) NaOH (mol)
Tempo de Agitação (min)
Tempo de Sedimentação (horas)
1 1 50 0,175 15 18 2 1 50 0,175 15 18 3 1 50 0,175 15 18 4 1 80 0,35 20 24 5 1 20 0 10 12 6 1 20 0,35 20 12 7 1 20 0 20 12 8 1 80 0,35 10 12 9 1 80 0 10 24 10 1 20 0,35 10 12 11 1 50 0,175 15 18 12 1 20 0,35 20 24 13 1 50 0,175 15 18 14 1 80 0,35 10 24 15 1 50 0,175 15 18 16 1 80 0 10 12 17 1 50 0,175 15 18 18 1 80 0 20 12 19 1 20 0 20 24 20 1 50 0,175 15 18 21 1 20 0 10 24 22 1 80 0,35 20 12
23 1 20 0,35 10 24
24 1 80 0 20 24 25 2 50 0,175 15 18

59
26 2 50 0,175 15 18 27 2 50 0,175 15 18 28 2 80 0,35 20 24 29 2 20 0 10 12 30 2 20 0,35 20 12 31 2 20 0 20 12 32 2 80 0,35 10 12 33 2 80 0 10 24 34 2 20 0,35 10 12 35 2 50 0,175 15 18 36 2 20 0,35 20 24 37 2 50 0,175 15 18 38 2 80 0,35 10 24 39 2 50 0,175 15 18 40 2 80 0 10 12 41 2 50 0,175 15 18 42 2 80 0 20 12 43 2 20 0 20 24 44 2 50 0,175 15 18 45 2 20 0 10 24 46 2 80 0,35 20 12 47 2 20 0,35 10 24 48 2 80 0 20 24
* As células destacadas correspondem ao ponto central do experimento

60
6 Resultados e discussões
. A figura 28 apresenta as curvas obtidas para ensaio de granulometria no laboratório
de Geotecnia da Universidade de Passo Fundo.
Figura 29. Curva granulométrica obtida na amostra “A”
Figura 30. Curva granulométrica obtida na amostra “B”
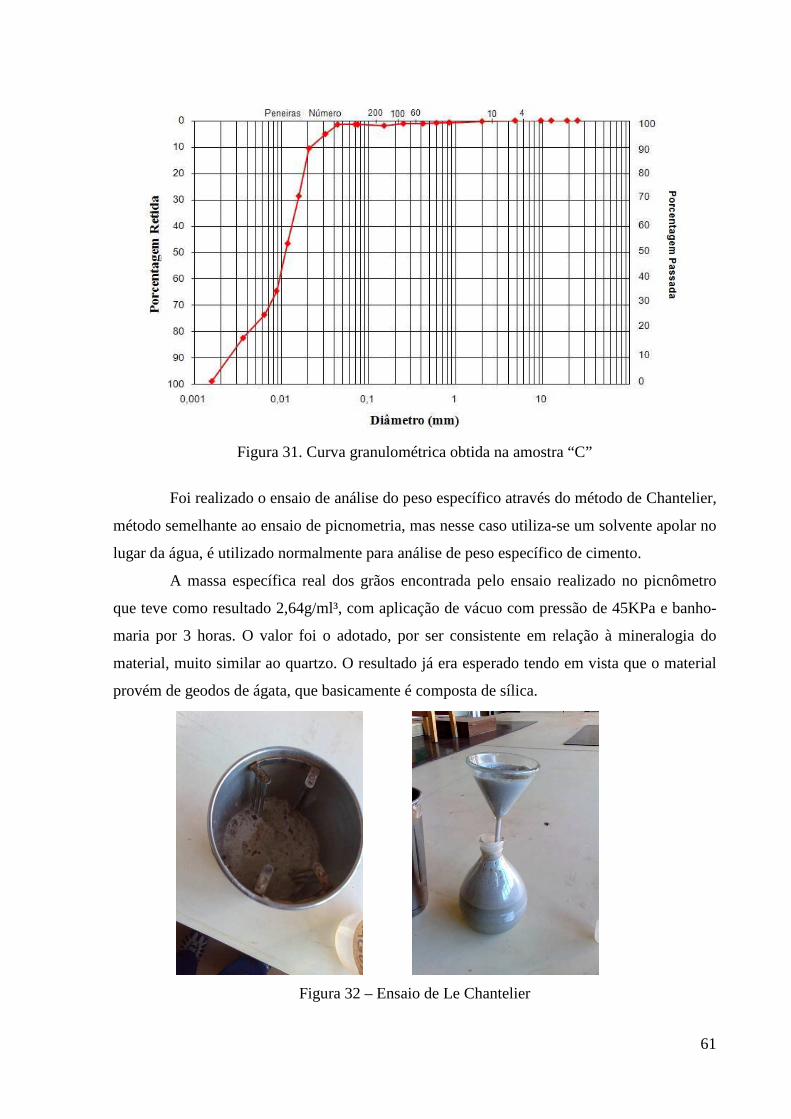
61
Figura 31. Curva granulométrica obtida na amostra “C”
Foi realizado o ensaio de análise do peso específico através do método de Chantelier,
método semelhante ao ensaio de picnometria, mas nesse caso utiliza-se um solvente apolar no
lugar da água, é utilizado normalmente para análise de peso específico de cimento.
A massa específica real dos grãos encontrada pelo ensaio realizado no picnômetro
que teve como resultado 2,64g/ml³, com aplicação de vácuo com pressão de 45KPa e banho-
maria por 3 horas. O valor foi o adotado, por ser consistente em relação à mineralogia do
material, muito similar ao quartzo. O resultado já era esperado tendo em vista que o material
provém de geodos de ágata, que basicamente é composta de sílica.
Figura 32 – Ensaio de Le Chantelier

62
Foi realizado o ensaio de pH do resíduo com o mesmo método utilizado para
medição de pH de solo em água, a análise apresentou uns valores levemente ácidos, variando
de 5,5 a 6.
Figura 33– Análise de pH
Após o fim dos ensaios de caracterização, iniciou-se o experimento real. Seguiu-se o
planejamento experimental representado nas figuras 39 e 40, onde se observou uma notória
diferença entre os resultados obtidos, esta última por sua vez, estava ligada diretamente ao
valor de variação de concentrações e de combinações.
Figura 34. Resultados obtidos após realização dos ensaios
Os resultados de eficiência de remoção foram diversificados conforme a combinação
de variáveis. A análise de óleos e graxas no resíduo in natura, realizada em duplicata e com 3
repetições apresentou um teor de aproximadamente 39% de diesel, resultado o qual serviu de

63
base para o cálculo de eficiência de cada experimento. Para tal cálculo utilizou-se a equação 1
abaixo.
� =(��� − ���� ���)
���× 100
Equação 1- Cálculo da eficiência de remoção de diesel
Pelo experimento conter demasiado número de combinações, os resultados foram
agrupados por grupo de variável fixa, no caso, nas variáveis temperatura constante e NaOH
constante, variáveis que no decorrer do experimento demonstraram-se muito significativas ao
olhar do examinador e confirmadas posteriormente na plotagem dos gráficos. Para redução de
número de gráficos plotados, foi realizada uma média entre os experimentos do bloco 1 e do
bloco 2 gerando desta forma, 24 médias.
Figura 35. Percentual de remoção com temperatura constante em 20�C
Pode-se observar que houve grandes diferenças entre alguns experimentos em
temperatura constante de vinte graus Celsius, dando destaque aos experimentos T6, T10 e
T23. Conforme o planejamento elaborado, ambas as combinações contem em sua composição
a concentração de hidróxido de sódio de 0,35 mol/L, tendo em vista que a sedimentação e a
agitação difere no experimento T23, tornando assim a molaridade de NaOH o principal fator
de eficiência nesta temperatura.

64
Figura 36. Percentual de remoção com temperatura constante em 50⁰C
Na figura 36, podemos avaliar os resultados obtidos no pronto central. Estes
resultados fornecerão o erro que será adotado para o experimento. Nota-se uma elevada
semelhança entre os resultados, e um desvio padrão entre blocos quase que imperceptível,
demonstrando desta forma validade no experimento realizado
Figura 37. Percentual de remoção com temperatura constante em 80�C
Analisando a figura 37, nota-se um maior equilíbrio de resultados na temperatura de
oitenta graus Celsius do que na de vinte graus Celsius. Este resultado se deve possivelmente a
forte influência da temperatura no processo de remoção. Nesse contexto, é provável que esta
aja afetando a viscosidade do diesel contido na emulsão. O pequeno destaque de remoção se
dá aos tratamentos T4, T14elevada influência e T22, ambos possuem em sua combinação o

65
teor de 0,35 mol/L de NaOH, demonstrando novamente a influência dessa variável no
processo de remoção.
Figura 38. Percentual de remoção com NaOH constante em 0 mol/L
Na figura 38, é apresentado os resultados de remoção de diesel para concentração de
0 mol/L de NaOH, ficando a cargo da temperatura, agitação e sedimentação a extração do
poluente. Nota-se que os experimentos T9, T16, T18 e T24 obtiveram o melhor resultado de
remoção. Analisando a tabela de combinações, observa-se que ambos os tratamentos possuem
na combinação, a temperatura de 80⁰C, demonstrando que a elevada temperatura acaba
removendo boa parte do contaminante sem a utilização de tensoativo.
Figura 39. Percentual de remoção com NaOH constante em 0,35 mol/L

66
Analisando a figura 39 observa-se que boa parte dos tratamentos supera a marca de
oitenta por cento de remoção, tendo o T22 se aproximado de cem por cento de eficiência de
remoção, sendo observado que na composição do mesmo está a temperatura de oitenta graus
Celsius na concentração de 0,35 mol/L, novamente evidenciando a variável temperatura e
concentração de hidróxido de sódio como principais variáveis do experimento.
Para avaliação de perspectiva, foi realizado também mais seis experimentos de
análise complementar avaliando a concentração de NaOH e a temperatura utilizada. Foi
suposto nesta avaliação complementar um tempo de sedimentação de 24 horas e um tempo de
agitação de 15 minutos. Devido a experimentos anteriores, utilizou-se nesta análise,
concentrações de 0,2 e 0,25mol/L nas temperaturas de 20, 50 e 80 graus Celsius, obtendo
desta forma uma curva de resposta para a temperatura utilizada.
Figura 40. Gráfico de correlação ente aquecimento e NaOH
Na figura 40 podemos observar que a curva de eficiência gerada a partir da
combinação proposta, tem elevado crescimento entre a temperatura de 20⁰C e 50 ⁰C, mas que
após atingir esta temperatura, seu crescimento é reduzido, ficando relativamente igual à
temperatura de 80⁰C. Analisando a curva corrigida matematicamente pelo software após a
passagem dos 50⁰C, pode-se concluir que a temperatura ideal para esta molaridade de
hidróxido de sódio ficaria em torno de 60⁰C.

67
Figura 41. Gráfico de correlação entre aquecimento e NaOH
Na figura 41, observa-se a mesma tendência da apresentada na figura anterior, existe
uma grande elevação entre as duas primeiras temperaturas e após o crescimento praticamente
se estagna. Desta forma, conclui-se que existe um limite de influência para a temperatura, não
havendo muita área influente entre a temperatura de 60⁰C e 80⁰C.
Figura 42. Gráfico de correlação ente aquecimento e NaOH
Analisado a figura 42, observa-se que a tendência das duas molaridades realmente
convergem em um resultado similar, sendo que a partir da temperatura de 50⁰C as duas curvas
se sobrepõem, sendo desta forma, aparentemente iguais. Nota-se que com a concentração de

68
0,2mol/L, obteve-se maior rendimento na temperatura de 20⁰C, apontando que existe um
limite na influência do hidróxido de sódio como tensoativo, limite este observado durante as
análises no decorrer do experimento.
Tendo em vista que um dos objetivos específicos do projeto de pesquisa é a
recuperação do diesel para posterior reutilização do mesmo no processo de corte dos geodos,
atuando como lubrificante e que para análise de recuperação do óleo foi apenas extraído o
diesel residual dos sólidos sedimentados ao fundo do Becker, para uma melhor interpretação
dos dados, é necessária algumas observações sobre a metodologia e efeitos dos ensaios
durante a execução dos mesmos.
No decorrer dos ensaios, foi observado que as diferentes concentrações de hidróxido
de sódio aplicado nas diferentes combinações do experimento acabavam por desencadear
resultados visuais que implicam em sua aplicação em escala industrial para o fim de
recuperação do diesel.
Figura 43 – Resultado do impacto com 0,2 mol/L
A figura 43 apresenta o resultado visual do experimento com aquecimento a 80⁰C e
com concentração de NaOH de 0,25 mol/L. Observando o resultado, percebe-se que existe
uma boa separação de fases entre sólido, líquido e óleo, ficando fácil a sua separação para
reutilização no processo, e recolhimento do sólido para disposição final. A parte líquida
intermediária ainda não foi classificada, mas apresenta um pH próximo a 13, considerado
altamente básico, mas devido a concentração de 30% de resíduo, sua geração não será tão alta
em nível industrial, podendo ser este pH diluído no restante do efluente tratado na estação, ou
ainda servir este como regulador de pH para efluentes ácidos.

69
Figura 44 – Resultado do impacto com 0,35 mol/L
A figura 44 apresenta o resultado do processo de remoção também em temperatura
de 80⁰C, mas com concentração de NaOH de 0,35 mol/L. Quando separadas as fases e
analisado o sólido do experimento, obtêm-se um bom teor de remoção no mesmo, mas
quando observamos o resultado visual do experimento, podemos supor que não será possível
fazer a recuperação do diesel existente na mistura. O experimento foi eficiente na
sedimentação do sólido sedimentado, porém em aplicação prática, podemos concluir que o
resultado não foi o esperado, pois a fase flotada não poderá ser reutilizada para lubrificação
no processo de corte dos geodos, inviabilizando sua utilização.
De posse destes resultados é possível comprovar as conclusões obtidas da análise
experimental e formular a combinação mais adequada para aplicação prática através do estudo
de uma curva de resposta obtida através da análise estatística dos dados adquiridos.

70
Fator
Coefi. De Regressão; Var.:Remoção; R-sqr=,94339; Adj:,92397 4 fatores, 2 blocos, 48 experimentos; MS Residual=,0072532
DV: Remoção
Efeito STd. Err.
T(35) P -95% Cnf. Limt
+ 95% Cnf. Limt
Coeff. Std. Err. Coef
-95% Cnf. Limt
+ 95% Cnf. Limt
Mean Iterc. 0,922938 0,021291 43,34786 0,000000 0,879714 0,966162 0,922938 0,021291 0,879714 0,966162
(1)Temperatura (⁰C) (L) 0,515211 0,041081 12,54123 0,000000 0,431812 0,598611 0,257606 0,020541 0,215906 0,299305
Temperatura (⁰C) (Q) -0,456289 0,143932 -3,17017 0,003161 -0,748487 -0,164092 -0,228145 0,071966 -0,374243 -0,082046
(2) Agitação (min) (L) -0,012509 0,053190 -0,23517 0,815444 -0,120491 0,095473 -0,006254 0,026595 -0,060245 0,047736
Agitação (min) (Q) -0,132943 0,171609 -0,77469 0,443727 -0,481329 0,215442 -0,066472 0,085805 -0,240664 0,107721
(3) NaOH (mol/L) (L) 0,235256 0,034821 6,75612 0,000000 0,164565 0,305946 0,117628 0,017411 0,082283 0,152973
(4) Sedimentação (horas) (L) -0,130073 0,053139 -2,44780 0,019531 -0,237950 -0,022196 -0,065036 0,026569 -0,118975 -0,011098
1L by 2L 0,177223 0,042583 4,16183 0,000195 0,090775 0,263671 0,088611 0,021291 0,045387 0,131835
1L by 3L -0,253175 0,032044 -7,90090 0,000000 -0,318228 -0,188123 -0,126588 0,016022 -0,159114 -0,094061
1L by 4L 0,047648 0,041081 1,15984 0,253965 -0,035752 0,131048 0,023824 0,020541 -0,017876 0,065524
2L by 3L -0,146020 0,039661 -3,68172 0,000775 -0,226536 -0,065505 -0,073010 0,019830 -0,113268 -0,032752
2L by 4L -0,122159 0,053190 -2,29665 0,027740 -0,230140 -0,014177 -0,061079 0,026595 -0,115070 -0,007089
3L by 4L 0,024660 0,034821 0,70820 0,483514 -0,046030 0,095351 0,012330 0,017411 -0,023015 0,047675
Quadro 01 – Valores do grau de interação das variáveis e do fator de erro p..
O quadro apresenta os resultados obtidos através de análise estatística dos dados após
o teste de ANOVA. Observando os resultados colhidos, pode-se confirmar as suposições
geradas a partir dos dados crus sobre as variáveis de real influência no experimento. De
acordo com o quadro 1, a temperatura teve a maior influência no ensaio, atingindo um efeito
de 0,5152 e um fator de erro p de 0. O hidróxido de sódio também como esperado, teve um
efeito de 0,2352 e um fator de erro p de 0 também, ficando como segunda variável de maior
influência no experimento. Já as variáveis agitação e sedimentação obtiveram um efeito
negativo no experimento, tento como fator de erro p para a agitação de 0,8154, se mostrando
de pouca influência no experimento.

71
Figura 45. Superfície de resposta Temperatura VS NaOH
As figuras 45 e 46 representam a superfície de resposta do experimento tendo como
eixos principais, a variação de hidróxido de sódio e a variação da temperatura. Para
elaboração da superfície, adotou-se um tempo de sedimentação de 24 horas e um tempo de
agitação de 15 minutos, já que devido à análise estatística, não houve muita influência destes
fatores no experimento, como será apresentado posteriormente.
Avaliando as duas superfícies, pode-se observar que a análise complementar
apresentada na figura 46 foi corroborada nesta superfície, pois, como apresentado na análise
experimental e visual que a concentração ideal de hidróxido de sódio se mostrava em
aproximadamente 0,2 a 0.25 mol/L e a temperatura não diferenciava muito no intervalo 50-
80⁰C, interpolando o gráfico, perceptível que esta afirmação é verdadeira.
Figura 46. Superfície de resposta 3D Temperatura VS NaOH
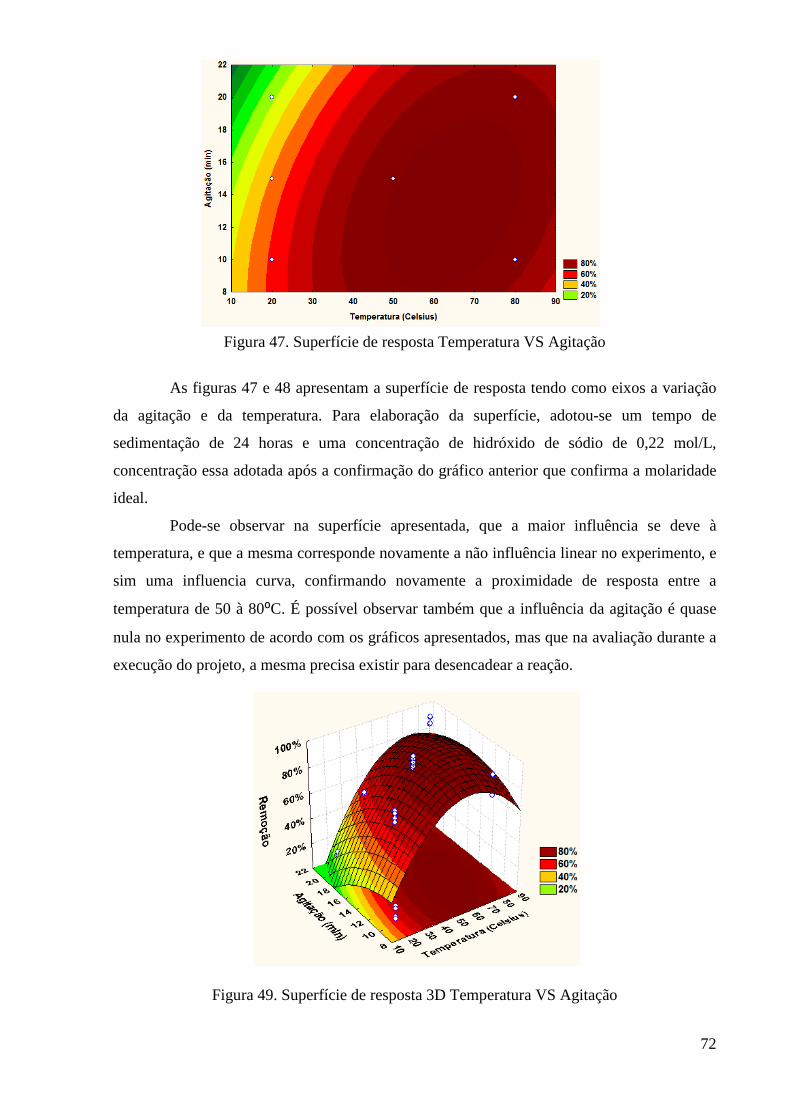
72
Figura 47. Superfície de resposta Temperatura VS Agitação
As figuras 47 e 48 apresentam a superfície de resposta tendo como eixos a variação
da agitação e da temperatura. Para elaboração da superfície, adotou-se um tempo de
sedimentação de 24 horas e uma concentração de hidróxido de sódio de 0,22 mol/L,
concentração essa adotada após a confirmação do gráfico anterior que confirma a molaridade
ideal.
Pode-se observar na superfície apresentada, que a maior influência se deve à
temperatura, e que a mesma corresponde novamente a não influência linear no experimento, e
sim uma influencia curva, confirmando novamente a proximidade de resposta entre a
temperatura de 50 à 80⁰C. É possível observar também que a influência da agitação é quase
nula no experimento de acordo com os gráficos apresentados, mas que na avaliação durante a
execução do projeto, a mesma precisa existir para desencadear a reação.
Figura 49. Superfície de resposta 3D Temperatura VS Agitação
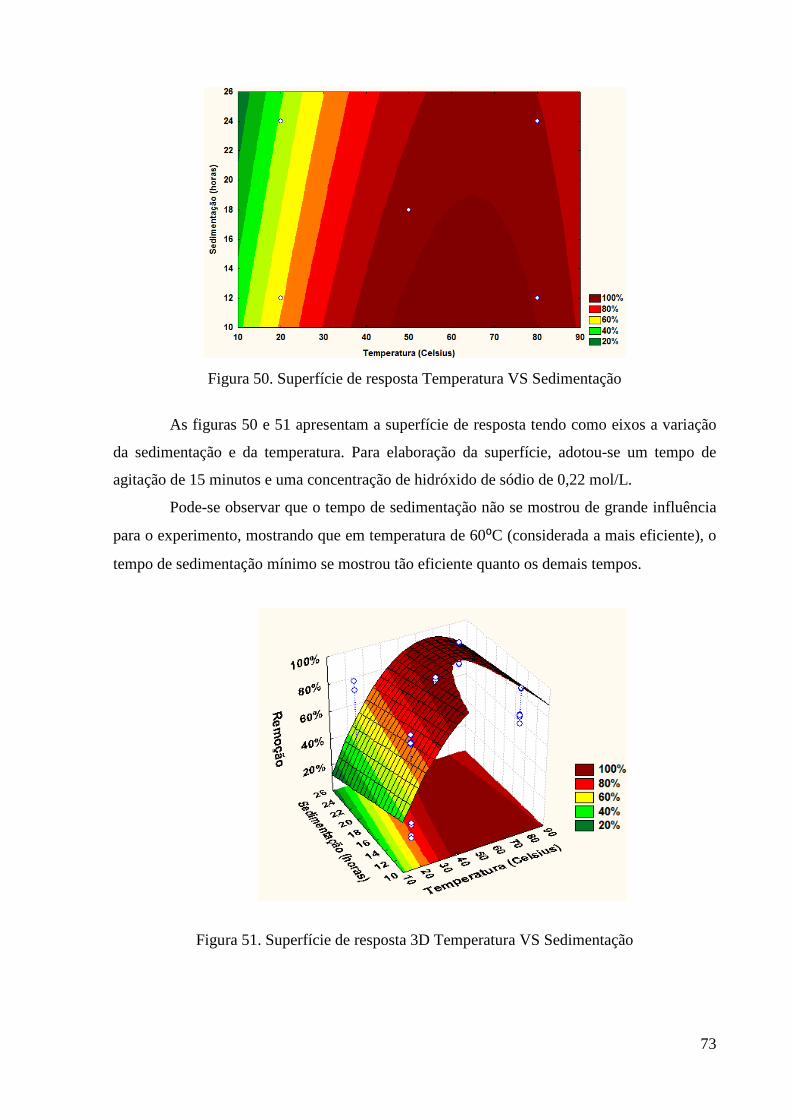
73
Figura 50. Superfície de resposta Temperatura VS Sedimentação
As figuras 50 e 51 apresentam a superfície de resposta tendo como eixos a variação
da sedimentação e da temperatura. Para elaboração da superfície, adotou-se um tempo de
agitação de 15 minutos e uma concentração de hidróxido de sódio de 0,22 mol/L.
Pode-se observar que o tempo de sedimentação não se mostrou de grande influência
para o experimento, mostrando que em temperatura de 60⁰C (considerada a mais eficiente), o
tempo de sedimentação mínimo se mostrou tão eficiente quanto os demais tempos.
Figura 51. Superfície de resposta 3D Temperatura VS Sedimentação

74
Figura 52. Superfície de resposta Agitação VS Sedimentação
As figuras 52 e 53 apresentam a superfície de resposta tendo como eixos a variação
da sedimentação e da agitação. Para elaboração da superfície, adotou-se um tempo de agitação
de 15 minutos e uma concentração de hidróxido de sódio de 0,22 mol/L.
A partir desta superfície, é possível confirmar a pouca interação destas duas variáveis
no processo de remoção do contaminante, mas que como a superfície utilizou para sua
configuração a temperatura e a concentração ideal, o resultado obtido ficou quase
inteiramente em 100% de eficiência de acordo com os cálculos estatísticos, confirmando as
suposições anteriores.
Figura 53. Superfície de resposta 3D Agitação VS Sedimentação

75
7 CONCLUSÃO
De posse destes resultados, pode-se concluir que a influência da temperatura e do
NaOH são de fundamental importância para a realização do experimento, sendo a
temperatura responsável pela diminuição da viscosidade existente no contaminante e o
hidróxido de sódio tendo como função, a ação tensoativa na sorção entre o coloide de rocha e
o contaminante em questão, facilitando assim sua liberação para o meio.
Avaliando as respostas obtidas em nível experimental de forma visual, e
posteriormente confirmada pela análise estatística, pode-se inferir que a temperatura tem uma
influência não linear no experimento, possuindo elevada diferença entre a temperatura
mínima (20⁰C) e a média (50⁰C), mas posteriormente a mesma reduz sua influência até a
temperatura máxima (80⁰C), encontrando desta maneira que a temperatura ideal fica em torno
de 60⁰C.
Bem como na temperatura, observou-se que a concentração de hidróxido de sódio
possui suas particularidades, sendo que sua eficiência de remoção possui forma linear, mas
que tendo como objetivo a reutilização do óleo contido no resíduo, sua concentração fica
restrita a uma análise empírica e visual. Quando cruzadas as hipóteses visuais e a análise
estatística proposta pelas superfícies de resposta, pode-se concluir que a concentração ideal
para remoção do contaminante fica em torno de 0,22 mol/L de hidróxido de sódio.
Desta forma, com a aplicação destes resultados, pode-se ratificar a possibilidade de
reutilização do óleo, ficando ainda a confirmar se suas propriedades lubrificantes ainda são
eficientes, informação esta que será respondida após resultados da análise cromatográfica.

76
REFERÊNCIAS BIBLIOGRÁFICAS
ABDANUR, A. Remediação de Solo e Água Subterrânea Contaminados por Hidrocarbonetos de Petróleo: Estudo de Caso na Refinaria Duque de Caxias/RJ. 2005. Tese (Mestrado). Universidade Federal do Paraná, Curitiba. 2005. AGÊNCIA NACIONAL DO PETRÓLEO, GÁS NATURAL E BIOCOMBUSTÍVEIS (ANP). Anuário Estatístico Brasileiro do Petróleo, Gás Natural e Biocombustíveis – 2009. AINES, R.D., NEWMARK, R.L.; LEIF, R.; KNAUSS, K., Thermal treatment: dynamic underground stripping and hydrous pyrolisis oxidation. In: In Situ Thermal Conference –Technical Seminar - Boston, MA, 20p. Jun, 2000. ARAÚJO, V. S de. Estudo de sistemas microemulsionados para remediação de solos contaminados com óleo diesel. 2004. Tese (Mestrado) Universidade Federal do Rio Grande do Norte – UFRN. Natal – RN, 2004. ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 6459: Solo: Determinação do limite de liquidez. Rio de Janeiro, 1984. ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 6508: Grãos de solo que passam na peneira de 4,8 mm: Determinação da massa específica. Rio de Janeiro, 1984. ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 7180: Solo: Determinação do limite de plasticidade. Rio de Janeiro, 1984. ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 7181: Solo: Análise Granulométrica.Rio de Janeiro, 1984 AUTRY, A. R. & Ellis, G. H. (1992) Environmental prog. v. 11, p. (318-323); AZEVEDO NETTO, J. M. Técnica de abastecimento e tratamento de água. 2ª Edição.São Paulo: CETESB, 1976. BAKER, R. S., KUHLMAN, M. A Description of the Mechanisms of In-Situ Thermal Destruction (ISTD) Reactions. 2º International Conf. on Oxidation and Reduction Technologies for Soil and Groundwater - ORTS, Toronto, Ontario, Canada, p.17-21 Nov., 2002.

77
BARROS, Francisco Fábio Cavalcante et al. Sulfarctina: propriedades químicas, tecnológicas e funcionais para a aplicações em alimentos. Química Nova, São Paulo, v. 30, n. 2, mar./abr. 2007. BORGES, A. F. Avaliação dos Mecanismos de Transporte de Hexaclorociclo-hexano (HCH) no Solo da Cidade dos Meninos, Duque de Caxias, RJ. 1996. Tese (Mestrado), Pontifícia Universidade Católica do Rio de Janeiro. Rio de Janeiro, 1996. CETESB. Companhia de Tecnologia de Saneamento Ambiental. Disponível em: <http://www.cetesb.sp.gov.br/>, acessado em 12 de fevereiro de 2011. ________. Manual de Gerenciamento de Áreas Contaminadas. São Paulo: CETESB, 2001. _______. Investigação para Remediação - Capitulo X. São Paulo: CETESB. 77p, 2007. CHEVRON. Diesel Fuels Technical Review. Chevron Products Company, 1998. Disponível em: <www.chevron.com/>. Acesso em: 20 jul. 2011. CLARINET (2002). Sustainable management of contaminated land: An Overview. Contaminated Land Rehabilitation Network for Environmental Technologies, 3- 4. Disponível em:<http://www.clarinet.at/library/rblm_report.pdf>. Acesso 12 de out 2011. COSTA, M. Beneficiamento de Pedras Preciosas no Vale do Taquari - Diagnóstico e Modelo para Análise e Redução de Perdas nos Processos Produtivos;2007; Tese (Pós-Graduação em Engenharia de Produção); Universidade Federal do Rio Grande do Sul, Porto Aleg re, 2007. CORRER C.Jet al. Aplicação “In Situ” de Surfactantes em Solo Contaminado com Petróleo e Tratamento da Água Residual com Agente Oxidante. CORRER C.J.;Tratamento in situ de solo contaminado com petróleo utilizando tensoativos e peróxido de hidrogênio; 2008; Tese (Mestrado em Química dos Recursos Naturais); Universidade Estadual de Londrina, Paraná, 2008. COUTO, H. J. B. Remediação de Solos Arenosos Contaminados por Óleo Diesel com Soluções Surfactantes e Espumas. 2007. Tese (Doutorado). Universidade Federal do Rio de Janeiro, Rio de Janeiro, 2007.
78
DALLA NORA, E. Diagnóstico, problemática e alternativas para redução do impacto ambiental da extração e industrialização de pedras preciosas no município de ametista do sul. Universidade Regional Integrada do Alto Uruguai e das Missões – URI. FredericoWestphalen – RS. 47 p. 2006 DEUREN J. V., Lloyd T., CHHETRY S., LIOU R., PECK J. (2002). Remediation technologies screening matrix and reference guide, 4th edition. DACA31-99-D-0045, Delivery Order 0004. Disponível em: <http://www.frtr.gov/matrix2/section 1/toc.html>. Acesso em 20 Set 2011. DEVINNY, J. S., LU, J. C. S. 1990, The Nature Subsurface Pollution. In: Devinny, J. S., Everett, L. G., Lu, J. C .S, Stollar, E. L. (eds), Subsurface Migration of Hazardous Wastes, New York, Van Nostrand Reinhold. DOMINGUEZ, L. A. E. Determinação de Focos Secundários de Contaminação por Hexaclorociclo-hexano no Solo da Cidade de Meninos, Duque de Caxias (RJ). 2001. Tese (Mestrado). Escola Nacional de Saúde Pública, Duque de Caxias-RJ, 2001. DUARTE, A. P. L, Avaliação de propriedades termo-hidráulicas de solos requeridos na aplicação da técnica de dessorção térmica. 2004. Tese (Doutorado). Pontifica Universidade Católica-RIO, Rio de Janeiro, 2004. ENGWAL, M. A., PIGNATELLO, J.J, GRASSO, D., 1999. Degradation and Detoxication of Wood Preservatives Creosote and Pentachlorophenol in Wather by Photo-Fenton Reaction.WaterReasearch, v. 33, n5, pp. 1151-1158. FARIA, C. E. G. A mineração e o meio ambiente no Brasil. Secretaria Técnica do Fundo Sensorial Mineral, Relatório Técnico 4, 2002. FENG, D.; LORENZEN, L.; ALDRICH C.A.; MARI P.W. Ex situ diesel contaminated soil washing with mechanical methods. Minerals Engineering, Vol. 14, 9p. 2001. FENSTERSEIFER. H. C. A ametista e a ágata no Vale do Taquari, RS – um contexto histórico e o desenvolvimento de um Programa em Rede de Arranjos Produtivos Locais de Base Mineral. Tecnologias para p setor de gemas, joias e mineração. 1 Edição. Porto Alegre: IGEO/UFRGS, 2010. Pg. 285. FERNANDES, M. R. Desenvolvimento de um Novo Combustível Microemulsionado Base-Diesel. 2005. Tese (Mestrado). Universidade Federal do Rio Grande do Norte, Natal-RN, 2005

79
FERREIRA, J.; ZUQUETTE, L. V. Considerações sobre as interações entre contaminantes constituídos de hidrocarbonetos e os compostos do meio físico. Geociências, v. 17(2), p. 527-557, 1998. FIORENTINI, J. A., AGOSTINI, I. M., ZORZI, L. LUIZ, D. G. Ametista do Alto Uruguai: aproveitamento e perspectiva de desenvolvimento. Brasília, DNPM, série Difusão Tecnológica, 1998. FISCHETTI, M. Refinarias de petróleo. Scientific American Brasil, 49, 90-91 (2006). FISPQ – ÓLEO DIESEL – Ficha de Informação de Segurança de Produto Químico - Petróleo Brasileiro S. A. - 2003; FOLLE, D. et al. Cenário do licenciamento ambiental das industrias extratoras de pedras preciosas do Alto da Serra do Botucaraí. Tecnologias para p setor de gemas, joias e mineração. 1 Edição. Porto Alegre: IGEO/UFRGS, 2010. Pg. 77. GIBOTTI, M. J. Subsídios geológicos-geotécnicos para a Implantação de tanques de armazenagem subterrânea de combustíveis: Estudo de Caso em um solo da Formação Rio Claro.1999. Tese (Mestrado). Universidade Estadual de São Paulo, Rio Claro-SP, 1999. GOUX, F.E.C. Óleo diesel Petrobras, pesado e poluente? Sistema Sul Ambiental Brasil 11.ed.2005. Disponível em: <HTTP:// WWW.sulambientalbrasil.com.br/art-oleodiesel.htm> acesso em 11 jul. 2011. GUIGUER, N. Poluição das Águas Subterrâneas e do Solo Causada por Vazamentos em Postos de Abastecimento. Waterloo Hydrogeologic, Inc. 356p., 2000. HAIGH, S.D., A review of the interaction of surfactants with organic contaminants in soil, The Science of the Total Environment, v. 185, pp. 161-170, 1996. HANSEN, K. S. et al., In situ thermal desorption of coal tar. IGT/GRI International Symposium on Environmental Biotechnologies and Site Remediation Tecnologies, Orlando, Florida, p.7-9 dez, 1998. HIGARASHI, M. M. Processos Oxidativos Avançados Aplicados à Remedição de Solos Brasileiros Contaminados com Pesticidas. 1999. Tese (Doutorado), Universidade Estadual de Campinas Campinas-SP, 1999..

80
IBGM. INSTITUTO BRASILEIRO DE GEMAS E METAIS PRECIOSOS. Estatística de exportação para o mundo: pedras preciosas em bruto. Disponível em: <http//:www.i bgm.com.br>. Acesso em: 22 set. 2011. IBGE. INSTITUTO BRASILEIRO DE GEOGRAFIA E ESTATÍSTICA. Cidades@: área da unidade territorial. Disponível em: <http://www.ibge.gov.br>. Acesso em: 22 set. 2011. LAIMER, V. R. Avaliação do desempenho ambiental das empresas associadas ao Sindipedras de Soledade –RS. 2008, Tese (Mestrado), Universidade de Passo Fundo, Passo Fundo, 2008. KHAN, F. I.; HUSAIN T.; HEJAZI R. An overview and analysis of site remediation technologies. Journal of Environmental Management, p. 95–122, 2004. KORBUTOWICZ-KABSCH, M. Impact of pre-coagulation on ultrafiltration process performance.Desalination, 194, p. 232-238, 2006. LUCIANO, B. Avaliação do comportamento de um motor diesel refrigerado a ar, funcionando como motor dual diesel-GNC. 1999. Tese ( Mestrado). Universidade Federal do Rio Grande do Norte. Natal, 1991. MANIASSO, N. Ambientes micelares em química analítica. Química Nova, v.24, p. 87, 2001. MANSUR, E. H. A.; WANG, Y.; Dai, Y; Removal of suspension of fine particles from water by Colloidal Gas Aphrons (CGA); Separation and Purification Technology 48, 71-77, 2006. MARIANO, A. P. Avaliação do Potencial de Biorremediação de Solos e de Águas subterrâneas contaminadas com Óleo Diesel. Rio Claro: UNESP, 2006. Tese (Doutorado). Instituto de Geociências e Ciências Exatas da Universidade Estadual Paulista. MARTINELLI Jr., L. C. Motores de combustão interna. Parte I. Caderno Unijuí, Série Tecnologia Mecânica. nº 10, 1998. MARTINS, M. S. Melhorias dos Processos na Indústria de Pedras Preciosas de Soledade. 2010. TFG (Graduação em Engenharia Mecânica). Universidade Federal de Santa Maria. Santa Maria-RS, 2010.

81
MESQUITA, A. C. Uso das Técnicas de Oxidação Química e Biodegradação na Remoção de Alguns Compostos Orgânicos Recalcitrantes. 2004. Tese (Doutorado em Engenharia Civil). Universidade Federal do Rio de Janeiro Rio de Janeiro, 2004. MILLIOLI, V. S. et al. Biorremediação de solo impactado com óleo cru: avaliação da potencialidade da utilização de surfactantes. Série Tecnologia Ambiental. Rio de Janeiro: CETEM/MCT, 2008. MME-DNC - MINISTÉRIO DAS MINAS E ENERGIA, DEPARTAMENTO NACIONAL DE COMBUSTÍVEIS. Anuário estatístico de 2010, 2010. MORAES, S. L.; REZENDE, M. O. O. Determinação micelar crítica de ácidos húmicos por medida de condutividade e espectroscopia. Química Nova, v. 5, p. 701-705, 2004. MCCONHACHIE, G. L.; FOLKARD, G. K.; MTAWALI, M. A.; SUTHERLAND, J. D. Field trials of appropriate hydraulic flocculation processes. WaterResearch, v. 33, n. 6, p.1425-1434, 1999. NATHANAIL, P. C.; BARDOS, R. P. Reclamation of contaminated land. Wiley, England, p.109-201, 2004. NITSCHKE, M.; PASTORE, G. M. Biosurfactantes: Propriedades e aplicações. Química Nova, v. 25, p. 772, 2002. OBERT, E. F. Motores de combustão interna. Trad. por Luiz Carraro. 2a ed., Porto Alegre,Ed. Globo, 1971, 618p. PETROLEUM REFINING. ENCYCLOPÆDIA BRITANNICA. Disponível em: http://www. britannica.com/EBchecked/topic/454440/petroleum-refining>. Acesso em: 22 jan. 2011. PENNER, G. C. Estudos Laboratoriais da Contaminação do Solo por Gasolina com o Uso de Detector de Fotoionização.2000. Tese (Mestrado), Escola de Engenharia de São Carlos da Universidade de São Paulo São Carlos, 2000. PERALTA, G.E.. Avaliação do desempenho de um motor diesel funcionando com uma mistura de diesel-álcool-óleo de rícino. 2000. Tese (Mestrado), Universidade Federal do Rio Grande do Norte. Natal, 2000.

82
PICÓ, Y. ; MOLTÓ, J. ; MAÑES, J. ; FONT, G. 1994. Solid Phase Techniques in the Estration of pesticides and Related Compounds from Foods and Soils. JournalofMicrocolumSeparations6 : 331-359. SANCHES, L. E. A. Desativação de empreendimentos Industriais: Um Estudo Sobre o Passivo Ambiental. 1998. Tese (Livre Docência). Escola politécnica Universidade de São Paulo São Paulo-SP, 1998. ROISENBERG, A; VILASBÔAS, F. S. Impacto Ambiental do Beneficiamento de Ágatas na Região de Soledade, RS. Tecnologias para p setor de gemas, joias e mineração. 1 Edição. Porto Alegre: IGEO/UFRGS, 2010. Pg. 193. SAMPAIO, C. H.; SOUZA, J. C. O setor de pedras preciosas no estado do Rio Grande do Sul. REM: Revista Escola de Minas, v. 1, n . 52, p. 26-30, 1999. SANTOS, A.; SOARES, H. M. Apostila do curso: Gestión de águas em la industria y sus tratamientos para fines de reuso. Universidade Federal de Santa Catarina e Escuela Complutense Latino americana. Florianópolis, 2007. SCHMIDT, C. A. B. Remediação In-situ de Solos e Águas Subterrâneas Contaminados por Líquidos Orgânicos Não Miscíveis em Água (NAPLS). Rio de Janeiro. COAMB/FEN/UERJ. 2010. 61 pp SEABRA, P. N. C. Uso de Tensoativos na Mobilização e Biodegradação de Óleo Diesel em Solos Impactados. 1997. Tese (Mestrado) COPPE/Universidade Federal do Rio de Janeiro, Rio de janeiro-RJ, 1997. SEMPLE, K.T., REID, B. J., FERMOR, T.R.,2001. Impact of Composting Strategies on Treatment of Soils Contaminated with Organic Pollutants. Environmental Pollution, v. 112, pp. 269-283. SENGER, A. M.A. Tratamento de efluente das indústrias de beneficiamento de pedras preciosas. 2005. Trabalho de conclusão (Engenharia Química) Universidade Federal do Rio Grande do Sul, Porto Alegre, 2005. SEGATO, T. P.; Efeito de Surfactantes no Processo Fotocatalítico de Degradação dos Aromáticos de Petróleo Utilizando TiO2; 2008; Tese (Mestrado em Química dos Recursos Naturais); Universidade Estadual de Londrina, Londrina-PR, 2008.

83
SHI, B.; LI, G.; WANG, D.; FENG, C.; TANG, H. Removal of direct dyes by coagulation: The performance of preformed polymeric aluminum species. Journal of Hazardous Materials, 143, p. 567-574, 2007. SHAWN, D.J. Introduction to colloid and surface chemistry. Butter Worths& Co. Publishers Limited, 1976. SILVEIRA, M. E; Emprego de Tensoativos na Biorremediação: Estado da Arte, 2009; Trabalho de Conclusão de Curso (Graduação em Biotecnologia); Centro Universitário Estadual da Zona Oeste, Rio de Janeiro,-RJ 2009. STEGEMEIER, G.L.; VINEGAR, H. J., Soil remediation by surface heating and vacuum extraction. Society of Petroleum Engineers – SPE 29771. p. 01-18, 1995. TERRATHERM. Processes description (ISTD). Terratherm Environmental Services Inc. Disponível em: http://www.terratherm.com>. Acesso em 22 Jun de 2011. TIBURTIUS, E. R. L. Remediação de Solos e Águas Contaminadas por Compostos Orgânicos Voláteis (BTX), Utilizando Processos Fenton e Lavagens com Biosurfactantes. 2008. Tese (Mestrado). Universidade Federal do Paraná, Curitiba-PR, 2008. TUBINO, L. C. B. Tratamento industrial de ágata em bruto no estado do Rio Grande do Sul. 1998. Tese ( Mestrado em Engenharia de Minas. Metalúrgica e de Materiais) Universidade Federal do Rio Grande do Sul, Porto Alegre-RS, 1998. URUM, K.; PEKDEMIR, T.; COPUR, M. Surfactants treatment of crude oil contaminated soils. Journal of Colloid and Interface Science, n. 276, p. 456 – 464, abr, 2004. USEPA – UNITED STATES ENVIRONMENTAL PROTECTION AGENCY. A Citizen’s Guide to Solidification/Stabilization. Office of Solid Waste and Emergency Response,2001a. _______. A Citizen’s Guide to In Situ Soil Flushing. EPA 542-F-96-006, Abril 1996. _______.A Citizen’s Guide toThermal Treatment. Office of Solid Waste and Emergency Response, 2001b. _______. A Citizen’s Guide to Soil Washing. EPA 542-F-01-008, Maio 2001c. _______. Innovative Site Remediation Technology. Design and Application Vol. 7, 1998.

84
_______. Overview of the Federal Underground Storage Tank Program, 2003.Disponível em : <http://www.epa .gov/ swerust1/overview.htm> Acesso em: 26 set. 2011. _______.Thermal Desorption Treatment. Engineering Bulletin. EPA RREL, Demonstration Bulletin. EPA/540/MR93/507, 1999. _______.Method 3540 C: Soxhlet Extraction. Washington, DC:U.S.Environmental Protection Agency. 8 p. December 1996 VAZ, M. J. Biodegradação Ex-situ e Avaliação da Atividade Biológica de Solos Contaminados por Hidrocarbonetos. 2010. Tese (Mestrado) Universidade de Santa Cruz do Sul Santa Cruz do Sul, 2010. VINEGAR, H. J. et al., In situ thermal desorption (ISTD) of PCB’s., World Superfund XVIII, Washington, p. 01-08 dez, 1998. YONG, R.; MOHAMED, A.; WARKENTIN,B., 1992. Principles of Contaminant Transport in Soils. Developments in Geothnical Engineering 73.Elsivier Science Publishers B.V.The Netherlands.327 p.