Dehydration
25
Gas Dehydration Using Glycol Manning and Thompson, Volume I Chapter 8 Outline • Introduction • Process Description • Design Methods • Design Examples • Troubleshooting
-
Upload
baha-eddine-gharbi -
Category
Documents
-
view
98 -
download
0
description
Dehydration
Transcript of Dehydration

1
Gas Dehydration Using Glycol
Manning and Thompson, Volume IChapter 8
Outline
• Introduction• Process Description• Design Methods• Design Examples• Troubleshooting

2
NATCO Glycol Dehydration Unit
The NATCO glycol dehydration process removes water vapor from natural gas. Removing water vapor prevents hydrate formation and corrosion, and maximizes pipeline efficiency.
1.4 Bscfd Glycol Dehydration Plant

3
Why Should We Dehydrate Gas?
• If left in gas, water can cause:– Solid hydrate formation under certain conditions.– Corrosion, especially in the presence of CO2 or H2S.– Slugging (two-phase flow) and erosion.– Increase in specific volume and decrease in the
heating value of gas.– Freezing in cryogenic and refrigerated absorption
plants.
• Sales gas contracts and/or piping specifications have a maximum water content (typically 7 lbmper MMscf).
Methods of Dehydration
• Liquid Desiccants (glycols):– Desiccant is substance that has an affinity for water– Usually the choice of dehydration method is between
glycol and solid desiccants. – Glycol dehydration is by far the most commonly used
process.

4
Methods of Dehydration
• Solid Desiccants (alumina, silica gel, molecular sieves):– Characterized by porous structure that contains very
large internal surface areas (200-800 m2/g) with very small radii of curvature (0.001-0.2 �m)
– Strong affinity for water– Capacities between 5-15% by weight– Can dry gas to less than 0.1 ppm of water or a dew
point of –150 °F.
Methods of Dehydration
• Expansion Refrigeration:– Also known as low-temperature extraction (LTX).– Employs Joule-Thompson expansion (isothermal
expansion) to dry the gas and recover condensate.– J-T expansion requires large pressure drops.– Because of large pressures drops, LTX is used only
when the prime objective is condensate recovery.
• Calcium Chloride:– Anhydrous calcium chloride absorbs 1 lbm H2O per lbm
of CaCl2 before becoming brine.

5
Glycol vs. Solid Desiccants
• Advantages of glycol over solid desiccants:– Lower installed cost (Kohl and Riesenfeld, 1979)
• 50% less at 10 MMscfd• 33% less at 50 MMscfd
– Lower pressure drop (5-10 psi vs. 10-50 psi for dry desiccants).
– Glycol dehydration is continuous rather than batch.– Glycol makeup is easily accomplished.– Glycol units require less regeneration heat per pound
of water removed.– Glycol units can typically dehydrate natural gas to 0.5
lbm H2O/MMscf
Glycol vs. Solid Desiccants
• Disadvantages of glycol over solid desiccants:– Water dew points below -25 ºF require stripping gas
and a Stahl column.– Glycol is susceptible to contamination.– Glycol is corrosive when contaminated or decomposed.

6
Comparison Continued
• Advantages of solid desiccants:– Dew points as low as –150 ºF.– They are less affected by small changes in gas
pressure, temperature and flow rate.– They are less susceptible to corrosion or foaming.
Comparison Continued
• Disadvantages solid desiccants:– Higher capital cost and higher pressure drops.– Desiccant poisoning by heavy HC’s, H2S, CO2, etc.– Mechanical breaking of desiccant particles.– High regeneration heat requirements and high utility
costs.
• Bottom Line:– Glycol dehydration is by far the most commonly
process.

7
Choice of Glycol
• Ethylene glycol (EG)• Diethylene glycol (DEG)• Triethylene glycol (TEG)• Tetraethylene glycol (TREG)• TEG has gained almost universal
acceptance as the most cost-effective choice because:– TEG is more easily regenerated– TEG has a higher decomposition
temperature of 404 ºF while DEG is 328 ºF.
– Vaporization losses are lower than EG or DEG
– TEG is not too viscous above 70 ºF.
EGDEG
TEG TREG
TEG dew point depressions range from 40 – 150 oF while inlet pressures and temperatures range from 75 –2500 psig and from 55 to 160 oF, respectively.
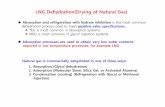
Flow Diagram for TEG Dehydration(Typical of Wellhead Unit)
Remove Liquid and
solids
Wet Glycol Needs Reconcentration
Remove Water Vapor
Preheat Rich Glycol & Cool Lean Glycol
Reboiler boils water out of
Glycol

8
Flow Diagram for Glycol System
Skimmer Added to Remove
Condensate
Additional Heat Exchangers Added
to Reduce Fuel Consumption & Protects Glycol
Pump
Glycol Absorber with Integral Scrubber
50% of All Dehydration
Problems are Caused by
Inadequate Scrubbing of
Inlet Gas
Absorber Section Usually Contains 4 to 12
Bubble Cap Trays
TEG Circulation Rates of 1.5 to 4 gal per lbm
water removed
Gas Glycol

9
Skimmer or Flash Tank
• Purpose: – Knock Condensate out of Glycol
• Operating Parameters:– Two-Phase Separator with 5-10
minutes retention time required.– Or Three-Phase Separator with 20-30
minutes liquid retention time.– Optimum Conditions are 100-150 ºF
and 50-75 psig.– Better condensate-glycol separation is
obtained with horizontal flash tanks; vertical separators require less platform space.
Rich Glycol & Condensate
Feed
Rich Glycol to Reboiler
Filters
• Purpose: – Prevent pump wear, plugging of heat
exchangers, foaming, fouling of contactor trays, cell corrosion and hot spots on the fire tubes.
• Operating Parameters:– Keep solids below 100 ppm– Sock filter designed to remove 5
micron and larger particles– Sock filters are designed for an initial
pressure loss of 3 to 6 psi and change out at 15 to 25 psi.
– Activated charcoal filters used to remove condensate, surfactants and treating chemicals.

10
Glycol Pump
• Purpose:– Returns LP lean glycol to HP contact
tower.• Operating Parameters:
– Contains only moving parts in unit– A spare pump should be provided
since dehydration stops when glycol circulation stops.
– Typically a positive displacement (PD) pump.
– Can be HP gas, HP liquid, or electric motor driven.
Surge Tank
• Purpose: – Reservoir to handle a complete drain-
down of TEG from the absorber-tower trays.
• Operating Parameters:– Should be designed to operate at half
full under normal operation.– A gas blanket is recommended to
prevent oxygen contamination.

11
Reboiler
• Purpose: – Provides heat necessary to boil the
water out of the rich or wet glycol.• Operating Parameters:
– Direct fired heaters often used onshore.
– Indirect heating offshore.– TEG does not undergo thermal
decomposition if temperature is kept below 400 ºF.
– U-shaped fire tube should be sized for 6000-8000 Btu/hr-ft2.
– Water comes off as steam.
Instrumentation – Lean Design
LAH on integral scrubber in contactor
TAH on glycol temperature in reboiler OR on stack gas temperature
BAL on flame in main burnerLAL on glycol level in glycol flash tankLAH on glycol level in glycol flash tankShutdown PanelSDV on pilot fuel line (activated by shutdown panel)
SDV on fuel line to main burner (activated by shutdown panel)
PCV on fuel line to main burnerPI on fuel line to main burnerBSL flame sensor on burner (to shutdown panel)TSH on stack gas temperature (to shutdown panel)
TIC on glycol in reboiler connected to TCV on fuel gas to main burner
TI on glycol in reboilerTSH on glycol in reboiler (to shutdown panel)PSV on reboiler shellReconcentratorLC on contactorTI on contactorPI on contactorPC on exit gas lineContactor
CONTROLSITEM
High temperature shutdownTSH
Temperature indicating controllerTIC
Temperature indicatorTI
Temperature control valveTCV
High level temperature alarmTAH
Shutdown valveSDV
Pressure shutdown valvePSV
Pressure indicatorPIPressure control valvePCVPressure controlPCLow liquid level alarmLALHigh liquid level alarmLAHLevel controlLCBurner flame sensorBSLLow burner flame alarmBAL
LEGEND

12
Operating Temperatures
<200 (prefer 180)TEG entering pump
380 – 400 (prefer 380)350 yields 98.5 wt% TEG400 yields 99.0 wt% TEG
Reboiler
210190 with stripping gasTop of still
300 – 350Glycol into still
100 – 150 (prefer 150)Glycol into filters
100 – 150 (prefer 150)Glycol into flash separator or skimmer
5 – 15 warmer than gasGlycol into absorber
80 – 100Inlet gas
TEMPERATURE OR TEMPERATURE RANGE
(ºF)
PROCESS LOCATION
Process Operation
• Contactor or Absorber:– Operating efficiency depends on the inlet gas flow
rate, temperature, and pressure and also the lean glycol concentration, temperature, and circulation rate.
• Inlet Gas Flow Rate:– Load (lbs water to be removed/hr) varies directly with
feed gas flow rate.– Most contactors have been designed conservatively
and can handle flow rates 5 to 10% above capacity.– Lower flow limit set by 5 to 1 turndown ratio of the
bubble caps.

13
Process Operation
• Inlet Gas Temperature:– Inlet gas may be assumed to enter the absorber
saturated with water vapor.– McKetta and Wehe’s correlation shows that at 1000
psia, the water content increases from 33 to 62 to 102 lb H2O/MMscf as the temperature increases from 80, to 100 to 120 ºF.
– Pressure is not as severe: at 100 ºF, the water content is 62, 72 and 87 lbm H2O /MMscf at 1000, 800 and 600 psia.
• Entering TEG temperature and concentration:– The drying ability of the TEG is limited by the vapor-
liquid equilibrium of water between the gas phase and the liquid TEG phase.
Dew Point ChartTEG-H2O system

14
Process Operation (cont’d)
• Glycol Circulation Rate:– The water picked up by the glycol increases with inlet
glycol concentration, decreasing glycol temperature, higher circulation rates, and the number of contactor trays.
– A glycol circulation rate of 3 gal/lbm water removed is conservative but commonly used in the past.
– Recent energy conservation practices have lowered the rate to 2 gal/lbm of water removed.
Process Operation (cont’d)
• Dehydration Temperature:– While TEG can dehydrate natural gas at operating
temperatures from 50 ºF to 130 ºF, the preferred temperatures range is 80-100 ºF.
– Below 70 ºF, glycol is too viscous.– Above 110 ºF, the inlet gas contains too much water
and the drying ability of the glycol is reduced.
• Reconcentrator:– Usually operated at atmospheric pressure.– Temperature ranges from 350 to 400 ºF.

15
Boiling Point of TEG Solutions
Normal range for Reboiler
Stripping Column
• Purpose: – Increase glycol concentrations
up to 99.6 wt% by spargingstripping gas directly into thereboiler.

16
Optimum Values for Glycol Analysis
Design Method
• Obtain Design Information• Select an appropriate combination of:
– Lean glycol concentration– Circulation rate– Absorber trays
• Establish the required balances:– Material– Energy
• Size Equipment

17
Required Information
• Inlet gas flow rate, pressure & temperature• Required water dew point or water content of
exit gas• Inlet gas analysis or inlet gas gravity & acid gas
content
Required Information
• Other important considerations:– Available utilities– Safety & environmental regulations for discharging
stripper overhead

18
TEG-H2O-VLE Comparison
• Parrish et. al. (1986) compared existing VLE data for TEG-water-natural gas and found considerable disagreement.
• Dehydrated natural gas leaving absorber cannot contain less water than that which would be in equilibrium with entering lean glycol.
• Equilibrium is never reached.• In practice, the water dew point of
dried gas leaving the absorber is 5-10 ºF higher than equilibrium dew point.
• Rule of thumb, dew-point depression is 60 ºF for first four trays and 7 ºF for each additional tray.
Glycol Absorber (Contactor)
• Sizing the absorber involves specifying:– Type and number of trays– The TEG circulation rate– The column diameter
• Sizing can be done by charts such as Sivalls (1976) or Worley (1987) or more recently by Olbrich and Manning (1988):– Actual trays: 4-12– Lean glycol conc., w/o 98.5-99.9– Circ. rate, gal TEG/lb H2O 1.5-6– Temperature, ºF 80 and 100– Pressure, psia 300-400

19
Glycol Absorber Diameter
• Diameter of Absorber:
Vmax = maximum gas superficial velocity (ft/hr)
Ksb = Souders-Brown coefficient (ft/hr)= 660 ft/hr for towers 30” larger with
18” tray spacing..�L = Glycol density (lbm/ft3)�V = Gas density at column conditions
(lbm/ft3)
V
VLSBmax KV
�
����
maxVQ4D
�
�AVQ max�
Predicted Dew Point Depression1 & 1.5 Equilibrium Stages, 100 ºF and 600 psia

20
Predicted Dew Point Depression2 & 2.5 Equilibrium Stages, 100 ºF and 600 psia
Predicted Dew-Point Depression3 Equilibrium Stages – 100 ºF, 600 psia

21
Predicted Dew Point Depression1 & 1.5 Equilibrium Stages – 80 ºF, 600 psia
Predicted Dew Point Depression2 & 2.5 Equilibrium Stages – 80 ºF, 600 psia

22
Predicted Dew Point Depression3 Equilibrium Stages – 80 ºF, 600 psia
Glycol Pump
• Sizing Pump:– Use Reciprocating pump– Assume pump efficiency of
70-80%– Calculate temperature rise
based on converting mechanical work into enthalpy change.
– Can use quick estimate for pump break horsepower� � � �
� � � �
hourperTEGgallonsgphpsiggph102.1kW
psiggph102.1BHP5
5
�
��
��
�
�

23
Glycol Flash Separator
• Wet glycol is flashed at 50-100 psia and 100-150 ºF.
• Liquid retention times are 5-10 min. for gas-glycol.
• Liquid retention times are 20-30 min. for gas-condensate-glycol.
• Vertical Separator:– Height (ft) = 3.4 + (0.4) (gpm)– Where gpm = gal TEG circulated/min– Minimum height =4 ft– Maximum height =10 ft– Minimum diameter =1.5 ft
• Horizontal Separator:– L/D ratio = 3– Min. length = 3 ft– Min. diameter = 2 ft
Glycol Stripping Still
• Computer programs usually consider the stripping column as three theoretical trays:– Reboiler– Packed stripping column– Reflux condenser
• Diameter of stripping column is based on the required vapor and liquid loads at the base of the column.
• An approximate diameter equation is
where D = Still diameter (in)Q = TEG circulation rate (gpm)
• Conservative design and field test data dictate that the packed section should be at least 4 ft high, and that this height be increased to 8 ft for a 1 MMBtu/hr unit (Sivalls, 1976)
Q9D �

24
Glycol Reboiler
• Duty can be calculated as:
where Qr= regenerator duty Btu/lbm H2Om = gal TEG/lbm H2O
• A more detailed procedure is illustrated in the design example below.– Design duty is calculated requirement duty
plus 5% of condenser and glycol exchanger duties.
– Vapor disengagement area is based on 14,000 Btu/hr-ft2 heat flux across the vapor liquid interface.
– Reboiler shell L/D ratio is 5.– Minimum D is 1.5 ft, minimum L = 3.5 ft.
m966900Qr ��
Glycol Heat Exchangers
Reflux condenser
glycol-glycol
Lean-glycol-dry gas

25
Glycol Heat Exchangers
• Reflux Condenser Exchanger:– Design duty plus 5% for fouling.– Seider-Tate correlation used for the heat transfer
coefficient.• Glycol-glycol:
– Design duty + 5% for fouling. Entering temperatures for the lean and rich streams known.
– Set the “approach” or lean glycol in – rich glycol out = 60 ºF to minimize preheat of the rich glycol.
– Two or more heat exchangers should be placed in series to avoid any temperature cross.
• Lean glycol cooler:– Lean glycol outlet temp. should be 5-10 ºF hotter than
the inlet gas to absorber. Therefore, the lean glycol is cooled from 180-200 ºF down to 110 –120 ºF.