DE MEDIDA DE FUERZA - Centro Español de Metrología · calibrar, con un instrumento de medida de...
48
Edición digital 1 08 PROCEDIMIENTO ME- 002 PARA LA CALIBRACIÓN DE LOS INSTRUMENTOS DE MEDIDA DE FUERZA
Transcript of DE MEDIDA DE FUERZA - Centro Español de Metrología · calibrar, con un instrumento de medida de...

Edición digital 1
08 PROCEDIMIENTO ME- 002 PARA LA CALIBRACIÓN DE LOS INSTRUMENTOS DE MEDIDA DE FUERZA

Edición digital 1
Este procedimiento ha sido revisado, corregido y actualizado, si ha sido necesario. La presente edición se emite en formato digital. Hay disponible una edición en papel que se puede adquirir en nuestro departamento de publicaciones. Este procedimiento de calibración es susceptible de modificación permanente a instancia de cualquier persona o entidad. Las propuestas de modificación se dirigirán por escrito, justificando su necesidad, a cualquiera de las siguientes direcciones: Correo postal Centro Español de Metrología C/ del Alfar, 2, 28760 Tres Cantos, Madrid Correo electrónico [email protected]

Procedimiento ME-002. Edición 1 DIGITAL Página 3 de 48
MINISTERIO DE INDUSTRIA TURISMO Y COMERCIO
ÍNDICE
Página 1. OBJETO ............................................................................................4 2. ALCANCE...........................................................................................4 3. DEFINICIONES..................................................................................4 4. GENERALIDADES.............................................................................8 5. DESCRIPCIÓN.................................................................................10
5.1. Equipos materiales ...................................................................10 5.2. Operaciones previas.................................................................12 5.3. Proceso de calibración .............................................................17 5.4. Toma y tratamiento de datos ....................................................19
6. RESULTADOS .................................................................................24
6.1. Cálculo de incertidumbres ........................................................24 6.2. Interpretación de resultados .....................................................28
7. REFERENCIAS ................................................................................29
7.1. Documentos necesarios para realizar la calibración................29 7.2. Otros documentos para consulta..............................................29
8. ANEXOS...........................................................................................30
Anexo I Determinación de la incertidumbre relativa expandida de la máquina de calibración de fuerza ...........................................30 Anexo II Ejemplos numéricos de aplicación del procedimiento descrito ..........................................................................................34 A Calibración de un instrumento de medida de fuerza mecánico ...34 B Calibración de un instrumento de medida de fuerza eléctrico .....39

Procedimiento ME-002. Edición 1 DIGITAL Página 4 de 48
MINISTERIO DE INDUSTRIA TURISMO Y COMERCIO
1. OBJETO
El presente procedimiento tiene por objeto describir un método para la calibración y clasificación de los instrumentos de medida de fuerza, codificados como M-02.02 (dinamómetros mecánicos) y M-02.03 (dinamómetros electrónicos) según la Clasificación de Instrumentos de Metrología de Masa y Fuerza [7].
2. ALCANCE
El procedimiento descrito en este documento, que cumple en cuanto a la clasificación del instrumento con lo establecido en la norma UNE-EN ISO 376 [6], es de aplicación para aquellos instrumentos de medida de fuerza que se basan en métodos indirectos, utilizando como magnitud física de medida, la deformación elástica de un elemento sensor o una magnitud proporcional a ésta. La medida de la deformación del elemento sensor (elemento de carga) se puede realizar por medios mecánicos, eléctricos, ópticos u otros. La calibración y clasificación de los instrumentos de medida de fuerza objeto de este procedimiento puede ser realizada con fuerzas de referencia aplicadas en sentido de compresión o de tracción en función del diseño del referido instrumento.
3. DEFINICIONES
Calibración: [5] Conjunto de operaciones que establecen, en condiciones especificadas, la relación entre los valores de una magnitud indicados por un instrumento de medida o un sistema de medida, o los valores representados por una medida materializada o por un material de referencia, y los valores correspondientes de esa magnitud realizados por patrones.

Procedimiento ME-002. Edición 1 DIGITAL Página 5 de 48
MINISTERIO DE INDUSTRIA TURISMO Y COMERCIO
NOTAS 1. El resultado de una calibración permite atribuir a las indicaciones los valores
correspondientes del mensurando o bien determinar las correcciones a aplicar en las indicaciones.
2. Una calibración puede también servir para determinar otras propiedades metrológicas tales como los efectos de las magnitudes de influencia.
3. Los resultados de una calibración pueden consignarse en un documento denominado, a veces, certificado de calibración o informe de calibración.
Incertidumbre de medida: [5] Parámetro, asociado al resultado de una medición, que caracteriza la dispersión de los valores que podrían razonablemente ser atribuidos al mensurando.
NOTAS 1. El parámetro puede ser, por ejemplo, una desviación estándar (o un múltiplo
de ésta) o la semiamplitud de un intervalo con un nivel de confianza determinado.
2. La incertidumbre de medida comprende, en general, varios componentes. Algunos pueden ser evaluados a partir de la distribución estadística de los resultados de series de mediciones y pueden caracterizarse por sus desviaciones estándar experimentales. Los otros componentes, que también pueden ser caracterizados por desviaciones estándar, se evalúan asumiendo distribuciones de probabilidad, basadas en la experiencia adquirida o en otras informaciones.
3. Se entiende que el resultado de la medición es la mejor estimación del valor del mensurando, y que todos los componentes de la incertidumbre, comprendidos los que provienen de efectos sistemáticos, tales como los componentes asociados a las correcciones y a los patrones de referencia, contribuyen a la dispersión.
Magnitud fuerza: La noción física de fuerza se puede expresar como toda causa capaz de modificar el estado de movimiento de un cuerpo o su forma.

Procedimiento ME-002. Edición 1 DIGITAL Página 6 de 48
MINISTERIO DE INDUSTRIA TURISMO Y COMERCIO
Cuantitativamente viene expresada por la 2ª ley del movimiento de Newton:
r rrF d(m v)
dtmv = = &
”Si sobre una partícula actúa una fuerza resultante no nula, adquiere una aceleración proporcional al módulo de dicha fuerza y en la misma dirección que ella”.
Unidad de medida de fuerza : newton (N) El newton es la fuerza que aplicada a un cuerpo de masa 1 kg, le comunica una aceleración de 1 m/s2 “. Transductor de medida: [5] Dispositivo que hace corresponder a una magnitud de entrada otra de salida según una ley determinada. Transductor de fuerza: Dispositivo que aprovecha un principio físico para relacionar la magnitud fuerza con otra que sea medible mediante un método de medida directo. Instrumento de medida de fuerza: [6] El instrumento de medida de fuerza se define como el conjunto que comprende desde el transductor de fuerza hasta el dispositivo indicador (incluido los cables de conexión eléctrica, los dispositivos de sujeción y aplicación de carga, etc).
El indicador puede estar integrado en el mismo instrumento, caso de los anillos mecánicos que incorporan un comparador de reloj, o separado del transductor, caso de los instrumentos eléctricos que

Procedimiento ME-002. Edición 1 DIGITAL Página 7 de 48
MINISTERIO DE INDUSTRIA TURISMO Y COMERCIO
suelen disponer de un puente de medida electrónico externo al propio sensor de fuerza. Dispositivo de visualización, dispositivo de indicación: [5] Para un instrumento de medida, conjunto de los componentes que permiten visualizar el valor de una magnitud de medida o un valor que le está asociado. Deformación: [6] Se define como la diferencia entre la lectura bajo fuerza y la lectura sin fuerza. Sistemas de generación de fuerza: Máquinas de fuerza Las máquinas de fuerza de calibración son sistemas utilizados para generar fuerzas de valores conocidos que permiten calibrar transductores de fuerza, y en general evaluar las características de los instrumentos de medida de fuerza. Existen cuatro tipos básicos de máquinas de fuerza de calibración, cuyo uso depende del orden de magnitud y de la exactitud con que se desee generar la fuerza:
Máquinas de fuerza de carga directa Su principio de funcionamiento está basado en la acción directa de las masas en el campo gravitatorio. Máquinas de fuerza de amplificación mecánica Su principio de funcionamiento está basado en la amplificación de la acción de las masas en el campo gravitatorio, a través de sistemas de palancas mecánicas. Máquinas de fuerza de amplificación hidráulica Su principio de funcionamiento está basado en la amplificación de la acción de las masas en el campo gravitatorio, a través de sistemas pistón - cilindro.

Procedimiento ME-002. Edición 1 DIGITAL Página 8 de 48
MINISTERIO DE INDUSTRIA TURISMO Y COMERCIO
Máquinas de fuerza por comparación Su principio consiste en comparar el instrumento de medida de fuerza a calibrar, con un instrumento de medida de fuerza de referencia, compuesto por un transductor de referencia o una columna formada por un juego de transductores de referencia (3, 6, 9), situados en paralelo y un dispositivo indicador de referencia.
4. GENERALIDADES
La calibración de los instrumentos de medida de fuerza objeto de este procedimiento consiste fundamentalmente en aplicar al elemento de carga del transductor, fuerzas conocidas con exactitud y anotar las indicaciones del sistema de medida de la deformación. Un instrumento de medida de fuerza está formado fundamentalmente por un dispositivo sensor (transductor de fuerza) y un dispositivo indicador (indicador electrónico, comparador de reloj,...). La simbología utilizada en este procedimiento es la siguiente:
FN N Alcance máximo del campo de medida
Ff N Alcance máximo del transductor
i u Indicación1) leída en el dispositivo indicador bajo carga creciente
i’ u Indicación1) leída en el dispositivo indicador bajo carga decreciente
iO u Indicación1) leída en el dispositivo indicador antes de la aplicación de la fuerza
if u Indicación1) leída en el dispositivo indicador después de la supresión de la fuerza
X u Deformación del instrumento de medida de fuerza
X u Media de las deformaciones
rX u Deformación media con rotación
wrX u Deformación media sin rotación
maxX u Deformación máxima

Procedimiento ME-002. Edición 1 DIGITAL Página 9 de 48
MINISTERIO DE INDUSTRIA TURISMO Y COMERCIO
minX u Deformación mínima
aX u Valor ajustado de la deformación
0iX u Deformación antes de la aplicación de la carga, en la serie i
fiX u Deformación después de la supresión de la carga, en la serie i
NX u Deformación correspondiente a la capacidad máxima de la escala
b % Error relativo de reproducibilidad con rotación
b′ % Error relativo de repetibilidad sin rotación
0f % Error relativo de cero
cf % Error relativo de interpolación
v % Error relativo de reversibilidad
r u Resolución del indicador
S u/N Sensibilidad
kS u/N Sensibilidad local, en la carga k
F N Fuerza generada por la máquina patrón
kF N Fuerza generada por la máquina patrón, en la carga k
'bSδ u/N Variación de la sensibilidad asociada a la repetibilidad sin rotación
bSδ u/N Variación de la sensibilidad asociada a la reproducibilidad con rotación
0fSδ u/N Variación de la sensibilidad asociada a la deriva de cero
vSδ u/N Variación de la sensibilidad asociada a la reversibilidad
fcSδ u/N Variación de la sensibilidad asociada a la desviación respecto de la curva de interpolación
rXδ u Influencia observada debida a la resolución del instrumento
Wmcf % Incertidumbre relativa expandida de la máquina de calibración de fuerza
W % Incertidumbre relativa expandida de la calibración
1) Indicación leída correspondiente a la deformación

Procedimiento ME-002. Edición 1 DIGITAL Página 10 de 48
MINISTERIO DE INDUSTRIA TURISMO Y COMERCIO
Sevilla
Cuadro de texto
1) Indicación leída correspondiente a la deformación En cuadro de la página 8.

Procedimiento ME-002. Edición 1 DIGITAL Página 11 de 48
MINISTERIO DE INDUSTRIA TURISMO Y COMERCIO
5. DESCRIPCIÓN
5.1. Equipos y materiales
Para la calibración de los instrumentos de medida de fuerza se utilizarán los siguientes equipos y materiales auxiliares:
5.1.1 Sistema de generación de fuerzas de referencia (máquinas
de calibración de fuerza) con valores de incertidumbre relativa expandida, en función de la clase del instrumento de medida de fuerza a calibrar, menores o iguales a:
0,01 % clase 00 (UNE-EN ISO 376) 0,02 % clase 0,5 (UNE-EN ISO 376) 0,05 % clase 1 (UNE-EN ISO 376) 0,10 % clase 2 (UNE-EN ISO 376)
Para el cumplimiento de este requisito, se recomienda que la máquina de fuerza de calibración esté diseñada y construida teniendo en cuenta al menos los siguientes principios:
• La estructura de la máquina ha de ser rígida, no
produciéndose deformaciones que pudieran desvirtuar la fuerza de calibración a aplicar al instrumento de medida de fuerza a calibrar.
• La máquina de fuerza de calibración ha de generar
fuerzas con la estabilidad necesaria para la toma de medidas y permitir a su vez la repetición de dicha fuerza de calibración tantas veces como fuese necesario tanto en sentido de fuerzas crecientes como decrecientes.
• El diseño de la máquina de fuerza de calibración
permitirá la introducción de la fuerza de calibración de una forma axial, siendo mínimas las componentes parásitas (fuerzas transversales, momentos flectores, momentos torsores).

Procedimiento ME-002. Edición 1 DIGITAL Página 12 de 48
MINISTERIO DE INDUSTRIA TURISMO Y COMERCIO

Procedimiento ME-002. Edición 1 DIGITAL Página 13 de 48
MINISTERIO DE INDUSTRIA TURISMO Y COMERCIO
5.1.2. Dispositivo indicador de medida
En el caso de una medida eléctrica y que no se incorpore un dispositivo indicador de medida, el laboratorio de calibración utilizará uno de su propiedad, compatible con la exactitud y clase esperada del instrumento de medida de fuerza a calibrar, sin necesidad de recalibrar el instrumento de medida de fuerza si se cumplen las siguientes condiciones:
• Los indicadores original y de sustitución tienen certificados de calibración a patrones nacionales.
• Las unidades y la fuente de excitación del indicador de sustitución deben ser las mismas y del mismo tipo.
• La incertidumbre de cada indicador no debe influir de forma significativa en la incertidumbre del conjunto.
5.1.3 Transductores patrones de referencia (caso de calibración
con máquinas de fuerza por comparación).
Se recomienda utilizar transductores de referencia con el mismo alcance máximo que el alcance máximo del instrumento de medida de fuerza a calibrar. Si no fuese esto posible, al menos se debe tener calibrado el transductor de referencia para la fuerza nominal del instrumento de medida de fuerza a calibrar.
5.1.4 Dispositivo medidor de temperatura
Para la determinación de las condiciones ambientales, se recomienda utilizar un termómetro con resolución de indicación de al menos 0,01°C y una incertidumbre de 1 °C (k=2).
5.1.5 Adaptadores, bases de apoyo y anclajes necesarios para la
correcta aplicación axial de la fuerza de referencia. Siempre que sea factible, se recomienda la utilización de útiles de

Procedimiento ME-002. Edición 1 DIGITAL Página 14 de 48
MINISTERIO DE INDUSTRIA TURISMO Y COMERCIO
aplicación normalizados en la norma UNE-EN ISO 376, anexo A.
5.2. Operaciones previas
5.2.1 Para calibrar un instrumento de medida de fuerza y poder
emitir su certificado, éste debe estar perfectamente identificado a nivel de todos sus posibles componentes (indicador, transductor de fuerza, cable, etc), presentando al menos los datos de marca y/o modelo y nº de serie de una forma permanente.
Es recomendable que además se indique en el instrumento su alcance máximo. En el caso de que el instrumento de medida de fuerza objeto de la calibración no disponga de los referidos datos de identificación, se debe proceder a la identificación del mismo de la mejor forma posible (ej.: mediante etiqueta adhesiva anti-transferible) de forma que no surja duda alguna en cuanto a la correspondencia entre el instrumento calibrado y el certificado de calibración emitido.
5.2.2 La calibración debe ser realizada en una sala
metrológicamente acondicionada a temperatura estable y comprendida entre 18°C y 28°C permitiéndose una variación máxima de ± 1°C, durante la realización de la misma.
5.2.3 El instrumento de medida de fuerza objeto de la calibración
debe haber sido ubicado en la sala de calibración junto con los patrones de fuerza durante el tiempo suficiente para estabilizar su temperatura a la de la sala (Se recomienda al menos 24 horas).
En el caso de los instrumentos eléctricos, éstos deben estar conectados a la corriente eléctrica durante al menos 30 minutos antes del inicio de la calibración.

Procedimiento ME-002. Edición 1 DIGITAL Página 15 de 48
MINISTERIO DE INDUSTRIA TURISMO Y COMERCIO
5.2.4 Se procederá a limpiar adecuadamente las caras del transductor y sus útiles de aplicación de carga antes de su instalación en el sistema de generación de fuerza, utilizando paños o gamuzas no abrasivas y soluciones disolventes inocuas si fuese necesario. Las manos del operario se deben proteger con guantes (ej. de cuero) durante la manipulación del instrumento de medida de fuerza con objeto de evitar la introducción de gradientes térmicos que pudieran afectar a la calidad de la medida.
5.2.5 Instalar el instrumento de medida de fuerza a calibrar en la
máquina de fuerza de calibración y antes de iniciar la calibración propiamente dicha, llevar a cabo:
5.2.5.1 Un estudio visual de la idoneidad y buen estado de
los elementos auxiliares a emplear, así como del propio instrumento de medida de fuerza.
5.2.5.2 Comprobar el cumplimiento de los siguientes
requisitos:
• Resolución del dispositivo indicador: (indicador sometido a calibración)
Escala analógica: El grosor de los trazos de la graduación de la escala debe ser uniforme y el ancho del indicador debe ser aproximadamente igual al ancho de un trazo de la graduación. La resolución del dispositivo indicador se debe obtener a partir de la relación entre la anchura del indicador y la distancia entre los centros de dos graduaciones adyacentes de la escala (longitud de una división); las relaciones recomendadas son 1/2, 1/5 ó 1/10. Se necesita un espacio superior o igual a 1,25 mm para la estimación de un décimo de división de escala.

Procedimiento ME-002. Edición 1 DIGITAL Página 16 de 48
MINISTERIO DE INDUSTRIA TURISMO Y COMERCIO
Escala digital: La resolución se considera como un incremento de la última cifra que puede variar sobre el indicador numérico (digital), siempre que la indicación no fluctúe más de un incremento cuando el instrumento no está cargado. Cuando las lecturas fluctúen más del valor previamente calculado de la resolución (con el instrumento no cargado), la resolución se considera igual a la mitad del intervalo de la fluctuación.
La resolución se debe expresar en unidades de fuerza.
Nota : Esta conversión se realiza por ejemplo utilizando como referencia el alcance máximo o bien obteniéndola a través del polinomio de interpolación.
• Fuerza mínima:
Con objeto de que los efectos de interacción entre la máquina de fuerza y el instrumento de medida de fuerza sean aceptables, se establece una fuerza mínima a aplicar sobre el referido instrumento de medida de fuerza. La fuerza mínima aplicada a un instrumento de medida de fuerza debe satisfacer las dos condiciones siguientes: a) La fuerza mínima debe ser superior o igual a: 4000*r para la clase 00 (UNE-EN ISO 376) 2000*r para la clase 0,5 (UNE-EN ISO 376) 1000*r para la clase 1 (UNE-EN ISO 376) 500*r para la clase 2 (UNE-EN ISO 376) b) La fuerza mínima debe ser superior o igual a 0,02 Ff

Procedimiento ME-002. Edición 1 DIGITAL Página 17 de 48
MINISTERIO DE INDUSTRIA TURISMO Y COMERCIO
5.2.5.3 Si no se conoce el comportamiento del instrumento a calibrar se recomienda asegurarse que dicho instrumento es apto para ser calibrado con los medios del laboratorio. Para ello se pueden realizar los ensayos preliminares que se describen a continuación (ver referencia 6):
• Ensayo de sobrecarga.
El instrumento de medida de fuerza se somete cuatro veces seguidas a una sobrecarga que debe sobrepasar la fuerza máxima como mínimo un 8% y como máximo un 12%. La sobrecarga se debe mantener durante un tiempo comprendido entre 1 minuto y 1,5 minutos.
• Verificación relativa a la aplicación de la fuerza. Hay que asegurarse de que:
− El sistema de acoplamiento del instrumento de
medida de fuerza permita una aplicación axial de la carga en el caso de utilización del instrumento en tracción;
− No hay interacción entre el transductor de fuerza y su
apoyo sobre la máquina de calibración, en el caso de utilización del instrumento en compresión. Para este caso se puede utilizar el siguiente procedimiento descrito en la norma UNE-EN ISO 376, anexo B:
◊ Someter al instrumento bajo ensayo a dos cargas,
una la de alcance máximo y otra la de su alcance mínimo, utilizando como base cojinetes de carga cilíndricos con superficies de apoyo planas, cónicas-cóncavas y cónicas-convexas.
Procedimiento ME-002. Edición 1 DIGITAL Página 18 de 48
MINISTERIO DE INDUSTRIA TURISMO Y COMERCIO
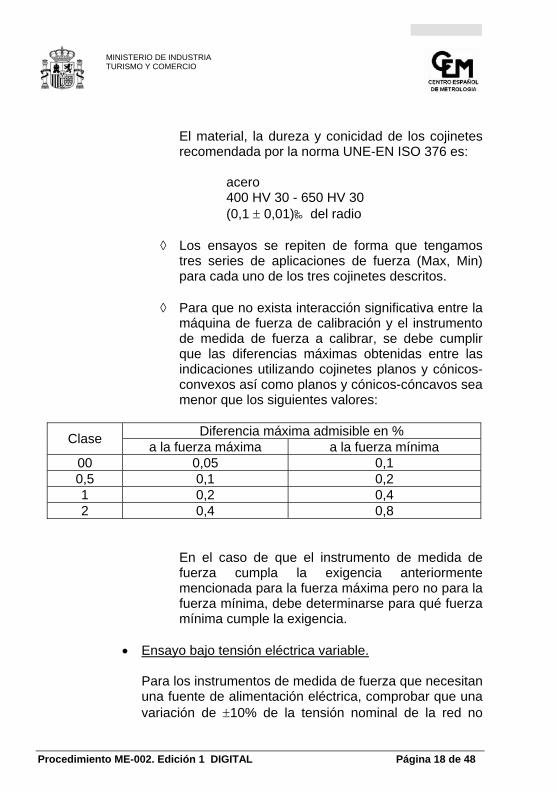
El material, la dureza y conicidad de los cojinetes recomendada por la norma UNE-EN ISO 376 es:
acero 400 HV 30 - 650 HV 30 (0,1 ± 0,01)‰ del radio
◊ Los ensayos se repiten de forma que tengamos
tres series de aplicaciones de fuerza (Max, Min) para cada uno de los tres cojinetes descritos.
◊ Para que no exista interacción significativa entre la
máquina de fuerza de calibración y el instrumento de medida de fuerza a calibrar, se debe cumplir que las diferencias máximas obtenidas entre las indicaciones utilizando cojinetes planos y cónicos-convexos así como planos y cónicos-cóncavos sea menor que los siguientes valores:
Diferencia máxima admisible en % Clase a la fuerza máxima a la fuerza mínima
00 0,05 0,1 0,5 0,1 0,2 1 0,2 0,4 2 0,4 0,8
En el caso de que el instrumento de medida de fuerza cumpla la exigencia anteriormente mencionada para la fuerza máxima pero no para la fuerza mínima, debe determinarse para qué fuerza mínima cumple la exigencia.
• Ensayo bajo tensión eléctrica variable.
Para los instrumentos de medida de fuerza que necesitan
una fuente de alimentación eléctrica, comprobar que una variación de ±10% de la tensión nominal de la red no

Procedimiento ME-002. Edición 1 DIGITAL Página 19 de 48
MINISTERIO DE INDUSTRIA TURISMO Y COMERCIO
SERIE 1 SERIE 2 SERIE 3 SERIE 4
0 0 00 120 0 240 0
X 1 X2 X 3 X4 X5 X6
= precarga a fuerza máxima = toma de señal de
cero
tiene un efecto significativo. Esta verificación se puede realizar bien con la ayuda de un simulador del transductor de fuerza, o bien por otro método apropiado.
5.3. Proceso de calibración
Se seguirá básicamente el siguiente proceso tanto para calibraciones en tracción como en compresión:
a) Tomar el valor de indicación de cero antes de someter al
instrumento a fuerza alguna. b) Realizar tres precargas con valores de fuerzas iguales o
cercanos al alcance máximo del transductor. La duración de cada precarga estará comprendida entre 1 minuto y 1,5 minutos
Procedimiento ME-002. Edición 1 DIGITAL Página 20 de 48
MINISTERIO DE INDUSTRIA TURISMO Y COMERCIO
y los intervalos de espera entre ellas serán de 3 minutos. No será necesaria la toma de medida en estas precargas.
c) Después de transcurridos 3 minutos desde la descarga de la
última precarga tomar el valor de temperatura en el entorno de la máquina de fuerza y el valor de cero del instrumento de medida de fuerza.
d) A continuación, realizar dos series de carga para fuerzas
monótonamente crecientes con al menos 8 valores de fuerzas de calibración distribuidas uniformemente en el campo de medida a calibrar. El intervalo de tiempo entre las aplicaciones de fuerzas consecutivas debe ser lo más uniforme posible. El instrumento de medida de fuerza durante estas dos series estará situado en la misma posición de referencia angular (0°) en la máquina de fuerza de calibración.
Entre la ejecución de cada serie de carga, se dejará transcurrir
un intervalo de tiempo de tres minutos.
e) Se registrarán los valores de fuerza de referencia, las indicaciones del dispositivo indicador para carga nula al inicio y al final de la serie de carga, así como para los diferentes escalones de fuerza ensayados, teniendo la precaución de que la medida de fuerza no debe ser realizada nunca antes de transcurridos 30 segundos desde el comienzo de la modificación de la fuerza correspondiente en la máquina de fuerza de calibración.
f) Se tomarán los valores de temperatura tanto al inicio como al
final de cada una de estas series. g) A continuación se realizarán otras dos series de carga para
fuerzas monótonamente creciente y decrecientes variando la posición del instrumento de medida de fuerza respecto a su eje en posiciones uniformemente repartidas sobre 360°, es decir a 120° y 240° de la posición inicial. Si estas posiciones no fuesen posibles debido a imposibilidades geométricas o a la ubicación

Procedimiento ME-002. Edición 1 DIGITAL Página 21 de 48
MINISTERIO DE INDUSTRIA TURISMO Y COMERCIO
del transductor en la máquina de fuerza, se podrá rotar dicho instrumento de medida de fuerza a las posiciones angulares de 180° y 360°.
En cada una de estas series se ensayarán los mismos valores de fuerza de referencia que en las dos series anteriores en sentido monótonamente creciente y en sentido monótonamente decreciente hasta carga nula. Antes del inicio de cada una de estas series, se efectuará una precarga de valor de fuerza igual o cercano al alcance máximo del transductor, con una duración comprendida entre 1 minuto y 1,5 minutos y un intervalo de espera antes del inicio de la serie propiamente de 3 minutos. No será necesaria la toma de medida en las precargas.
En el caso de instrumentos de medida de fuerza de tipo mecánicos con piezas móviles, entre las series 2 y 3, el instrumento de medida de fuerza se retirará de la máquina de fuerza y se desmontará, volviéndose posteriormente a su montaje y ubicación en la máquina de fuerza de calibración.
h) Se registrarán los valores de fuerza de referencia, las
indicaciones del dispositivo indicador para carga nula al inicio y al final de las series de carga, así como para los diferentes escalones de fuerza ensayados, teniendo la precaución de que la medida de fuerza no debe ser realizada nunca antes de transcurridos 30 segundos desde el comienzo de la modificación de la fuerza correspondiente en la máquina de fuerza.
i) Se tomarán los valores de temperatura tanto al inicio como al
final de cada una de estas series.
5.4. Toma y tratamiento de datos
La toma de datos se podrá realizar de forma manual o mediante ordenador y un bus de comunicación (RS232, IEEE, ...), que

Procedimiento ME-002. Edición 1 DIGITAL Página 22 de 48
MINISTERIO DE INDUSTRIA TURISMO Y COMERCIO
controle al indicador. Es este último caso, se deberá validar el programa informático utilizado antes de realizar la calibración, y se conservarán los ficheros de datos primarios que permitan reconstruir la calibración realizada. La presentación de los resultados de las medidas efectuadas y la determinación de los parámetros detallados a continuación, se recogerán en tablas (ver los ejemplos del Anexo). A partir de los datos registrados en los diferentes pasos establecidos en el apartado anterior, se calcularán los valores de los siguientes parámetros que caracterizarán la calibración y servirán de base para la clasificación del instrumento de medida de fuerza según UNE-EN ISO 376, (ver tabla 2) : • Error relativo de cero, f0
El error relativo de cero se calcula para cada serie con ayuda de la ecuación:
0ff0
N
f00
iix
100xx
f
−=
⋅=
xN = deformación correspondiente al alcance máximo x0f = deformación correspondiente sin carga i0 = indicación leída en el dispositivo indicador antes de la
aplicación de la carga para el valor de carga nula. if = indicación leída en el dispositivo indicador después de la
aplicación de la carga, para el valor de carga nula.
• Error relativo de reproducibilidad y repetibilidad, b, b´.
Sin rotación, b’

Procedimiento ME-002. Edición 1 DIGITAL Página 23 de 48
MINISTERIO DE INDUSTRIA TURISMO Y COMERCIO
Se calcula para cada valor de fuerza ensayada, utilizando las medidas de las dos series x1 y x2 en las que el instrumento de medida de fuerza no ha sido cambiado de posición, con ayuda de la ecuación:
2x+x
x
100x
x-x=b'
21rw
wr
12
=
⋅
x1 = deformación en la primera serie. x2 = deformación en la segunda serie. xwr = valor medio de las deformaciones sin rotación.
Con rotación, b
Se obtiene para cada valor de fuerza ensayado, usando las medidas de las series x1, x3 y x5, series a 0°, 120° y 240° de giro del instrumento de medida de fuerza, con ayuda de la ecuación:
3x+x+x
x
100x
x-x =b
531r
r
minmax
=
⋅
xmax = deformación máxima en las tres series. xmin = deformación mínima en las tres series. x1 = deformación en la primera serie x3 = deformación para las cargas crecientes de la tercera serie x5 = deformación para las cargas crecientes de la cuarta serie xr = valor medio de las deformaciones con rotación.
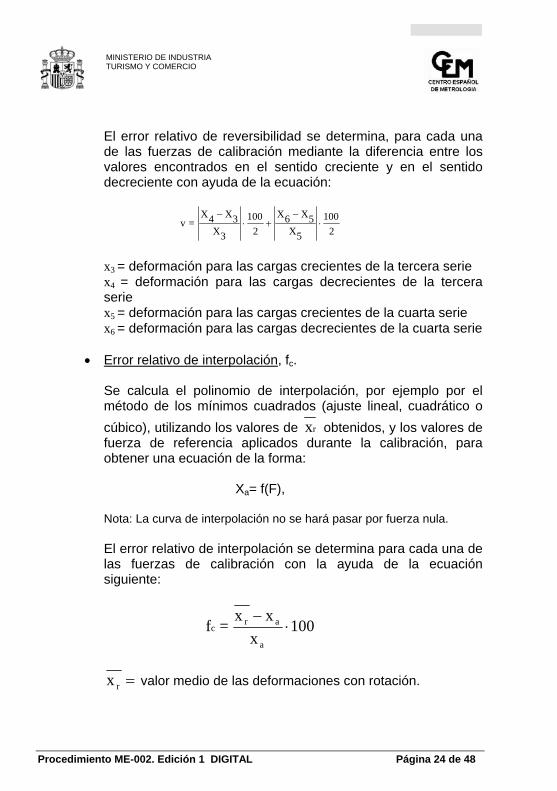
• Error relativo de reversibilidad, v
Procedimiento ME-002. Edición 1 DIGITAL Página 24 de 48
MINISTERIO DE INDUSTRIA TURISMO Y COMERCIO
El error relativo de reversibilidad se determina, para cada una de las fuerzas de calibración mediante la diferencia entre los valores encontrados en el sentido creciente y en el sentido decreciente con ayuda de la ecuación:
2100
5X5X6X
2100
3X3X4X
=v ⋅−
+⋅−
x3 = deformación para las cargas crecientes de la tercera serie x4 = deformación para las cargas decrecientes de la tercera serie x5 = deformación para las cargas crecientes de la cuarta serie x6 = deformación para las cargas decrecientes de la cuarta serie
• Error relativo de interpolación, fc.
Se calcula el polinomio de interpolación, por ejemplo por el método de los mínimos cuadrados (ajuste lineal, cuadrático o cúbico), utilizando los valores de rx obtenidos, y los valores de fuerza de referencia aplicados durante la calibración, para obtener una ecuación de la forma:
Xa= f(F),
Nota: La curva de interpolación no se hará pasar por fuerza nula.
El error relativo de interpolación se determina para cada una de las fuerzas de calibración con la ayuda de la ecuación siguiente:
100x
xx=f
a
arc ⋅
−
=rx valor medio de las deformaciones con rotación.

Procedimiento ME-002. Edición 1 DIGITAL Página 25 de 48
MINISTERIO DE INDUSTRIA TURISMO Y COMERCIO
ax = valor de la deformación calculado haciendo uso de una ecuación de regresión de primero, segundo o tercer grado, que proporciona el valor de deformación en función de la fuerza de calibración.
En los instrumentos de medida de fuerza mecánicos que disponen de un comparador para la medida de la deformación, no se recomienda la utilización del polinomio de interpolación. Sin embargo, puede utilizarse la interpolación con la condición de que las características del comparador hayan sido determinadas previamente y que su error periódico sea despreciable respecto al error de interpolación del instrumento de medida de fuerza.

Procedimiento ME-002. Edición 1 DIGITAL Página 26 de 48
MINISTERIO DE INDUSTRIA TURISMO Y COMERCIO
6. RESULTADOS
6.1. Cálculo de incertidumbre
Para la estimación y cálculo de las incertidumbres se aplicarán los criterios establecidos en la Guía de Incertidumbres de Medida editada por el Centro Español de Metrología [2], el documento EA-4/02. (antigua guía EAL-R2 “Expression of Uncertainty of Measurement in Calibration”) [3], y el método adoptado según EA-4/15 (antigua guía EAL-G22 “Uncertainty of Calibration. Results in Force Measurements”) [4].
El resultado de calibración es la deformación media (con rotación) del instrumento de medida de fuerza y el modelo de la medición es:
rkfvfbbkk XFSSSSSSX δδδδδδ ++++++= )( c0'
donde:
kX deformación media con rotación a la carga k
kS sensibilidad local,
k
k
FX
kF fuerza generada por la máquina de calibración de fuerza con una incertidumbre típica relativa asociada w(Fk) = wmcf (que se podrá calcular de acuerdo con el método descrito en el Anexo I, basado en el documento EA-4/15)
'bSδ variación sin rotación, de valor esperado 0='bSδ , con
una incertidumbre asociada bk
kb u
FSSu ′=)( 'δ
bSδ variación con rotación, de valor esperado 0=bSδ , con

Procedimiento ME-002. Edición 1 DIGITAL Página 27 de 48
MINISTERIO DE INDUSTRIA TURISMO Y COMERCIO
una incertidumbre asociada bk
kb u
FSSu =)(δ
0fSδ variación asociada a la deriva de cero, de valor esperado 00 =fSδ , con una incertidumbre asociada
00 fk
kf u
FSSu =)(δ
vSδ variación asociada a la reversibilidad, de valor esperado 0=vSδ , con una incertidumbre asociada
vk
kv u
FSSu =)(δ
cfSδ desviación respecto de la curva de interpolación, de valor esperado 0c =fSδ , con una incertidumbre
asociada cc )( fk
kf u
FSSu =δ
rXδ influencia observada debida a la resolución del instrumento, de valor esperado 0=rXδ , con una
incertidumbre asociada rkr uSXu ⋅=)(δ
Las contribuciones a la incertidumbre de medida se determinan tomando como base los diferentes parámetros evaluados en el proceso de calibración (ver tabla 1).

Procedimiento ME-002. Edición 1 DIGITAL Página 28 de 48
MINISTERIO DE INDUSTRIA TURISMO Y COMERCIO
Tabla 1
Magnitud EstimaciónIncertidumbre
típica(N)
Distribuciónde
probabilidadconsiderada
Coeficientede
sensibilidad
Contribución a laincertidumbre
típica (N)
Contribución a laincertidumbre
típica relativa (%)
kS kS ---- ---- ---- ----
kF kF umcf ---- 1 umcf wmcf
'bSδ 0u
bF
b k'
'
=100 12 rectangular 1
ub
Fb k'
'
=100 12 12
bwb
′=′
bSδ 0 ub
Fb k=
100 8 arcoseno1 u
bFb k
=100 8 8
bwb
=
0fSδ 0u
fFf k0
0
100 12=
rectangular1
uf
Ff k0
0
100 12=
120
0
fwf
=
uSδ 0 uv
Fv k=
100 12 rectangular1 u
vFv k
=100 12 12
vwv
=
cfSδ 0 uf
Ffc
kc=
100 24triangular
1u
fFf
ckc
=100 24 24
cc
fwf
=
rXδ 0 ur
r=
12(*)
rectangular1 u
rr=
12
10012
⋅=
k
rF
rw
kX kk FS ⋅cw
(*) r expresado en unidades de fuerza
Tabla 1
Magnitud EstimaciónIncertidumbre
típica(N)
Distribuciónde
probabilidadconsiderada
Coeficientede
sensibilidad
Contribución a laincertidumbre
típica (N)
Contribución a laincertidumbre
típica relativa (%)
Tabla 1
Magnitud EstimaciónIncertidumbre
típica(N)
Distribuciónde
probabilidadconsiderada
Coeficientede
sensibilidad
Contribución a laincertidumbre
típica (N)
Contribución a laincertidumbre
típica relativa (%)
kS kS ---- ---- ---- ----
kF kF umcf ---- 1 umcf wmcf
kS kS ---- ---- ---- ----
kF kF umcf ---- 1 umcf wmcf
'bSδ 0u
bF
b k'
'
=100 12 rectangular 1
ub
Fb k'
'
=100 12 12
bwb
′=′
bSδ 0 ub
Fb k=
100 8 arcoseno1 u
bFb k
=100 8 8
bwb
=
'bSδ 0u
bF
b k'
'
=100 12 rectangular 1
ub
Fb k'
'
=100 12 12
bwb
′=′
bSδ 0 ub
Fb k=
100 8 arcoseno1 u
bFb k
=100 8 8
bwb
=
0fSδ 0u
fFf k0
0
100 12=
rectangular1
uf
Ff k0
0
100 12=
120
0
fwf
=
uSδ 0 uv
Fv k=
100 12 rectangular1 u
vFv k
=100
0fSδ 0u
fFf k0
0
100 12=
rectangular1
uf
Ff k0
0
100 12=
120
0
fwf
=
uSδ 0 uv
Fv k=
100 12 rectangular1 u
vFv k
=100 12 12
vwv
=
cfSδ 0 uf
Ffc
kc=
100 24triangular
1u
fFf
ckc
=100 24 24
cc
fwf
=
rXδ 0 ur
r=
1
12 12
vwv
=
cfSδ 0 uf
Ffc
kc=
100 24triangular
1u
fFf
ckc
=100 24 24
cc
fwf
=
rXδ 0 ur
r=
12(*)
rectangular1 u
rr=
12
10012
⋅=
k
rF
rw
kX kk FS ⋅cw
2(*)
rectangular1 u
rr=
12
10012
⋅=
k
rF
rw
kX kk FS ⋅cw
(*) r expresado en unidades de fuerza

Procedimiento ME-002. Edición 1 DIGITAL Página 29 de 48
MINISTERIO DE INDUSTRIA TURISMO Y COMERCIO
La incertidumbre típica combinada relativa wc( kX )se obtiene mediante la ecuación de propagación de las varianzas, considerando que no hay correlaciones entre las magnitudes de entrada:
( ) ( )22220
2222rfcvfbmcfkc wwwwwwwXw b ++++++= ′
La incertidumbre relativa expandida se obtiene a partir de la multiplicación de la incertidumbre relativa combinada por un factor de cobertura k.
cwkW ⋅= Dado que los diferentes términos contemplados contribuyen de manera similar a la incertidumbre típica del resultado y dichas contribuciones son caracterizadas por varias funciones de densidad independientes con buen comportamiento, se puede atribuir una distribución normal al mensurando con estimación de su incertidumbre típica suficientemente fiable. Utilizando un factor de cobertura de k=2, se obtiene una incertidumbre típica expandida que corresponde a una probabilidad de cobertura aproximada del 95 %. En el cálculo de la incertidumbre de medida de la calibración, puede asociarse una incertidumbre a cada uno de los resultados obtenidos para los valores de fuerza ensayados, o bien, asociar una incertidumbre máxima para un rango de fuerza determinado. En el caso de dar la incertidumbre de medida de la calibración sólo para los valores de fuerza ensayados, se obviará la componente del error de interpolación (Ejemplo: caso de instrumento de medida de fuerza con comparador de reloj).

Procedimiento ME-002. Edición 1 DIGITAL Página 30 de 48
MINISTERIO DE INDUSTRIA TURISMO Y COMERCIO
6.2. Interpretación de resultados
De los resultados de las medidas efectuadas, calculamos los valores de los diferentes errores detallados en el punto 5.4 de este procedimiento, que caracterizan al instrumento de medida de fuerza y posibilita su clasificación según la norma UNE-EN ISO 376, ver la tabla 2 que a continuación se adjunta:
Tabla 2
Error relativo del instrumento de medida de fuerza, %
Fuerza de calibración
Resultado de medida
Clase
de reproducibilidad repetibilidad
de interpolación de cero de reversibilidad Incertidumbre
(Wmcf)
Incert.
calibra.
min -máx.
b b’ fc f0 v % %
00 0,05 0,025 ±0,025 ±0,012 0,07 0,01 Wmcf - 0,06
0,5 0,10 0,05 ±0,05 ±0,025 0,15 0,02 0,06 - 0,12
1 0,20 0,10 ±0,10 ±0,05 0,30 0,05 0,12 - 0,24
2 0,40 0,20 ±0,20 ±0,10 0,50 0,10 0,24 - 0,45
El instrumento de medida de fuerza puede ser clasificado bien para cargas específicas o bien para interpolación. Para el caso de cargas específicas no se tendrá en cuenta el valor del error de interpolación.
El campo de clasificación del instrumento debe cubrir al menos del 50% al 100 % de FN.

Procedimiento ME-002. Edición 1 DIGITAL Página 31 de 48
MINISTERIO DE INDUSTRIA TURISMO Y COMERCIO
El período máximo de validez de la calibración recomendado es de 26 meses. 7. REFERENCIAS
7.1. Documentos necesarios para realizar la calibración
Manual de funcionamiento del instrumento de medida de fuerza. Manual de funcionamiento de la máquina de calibración de fuerza.
7.2. Otras referencias para consulta
[1] Procedimiento para la realización de procedimientos de
calibración. Grupo de trabajo MINER-CEM. Edición 1. 1999
[2] Guía sobre Incertidumbres de Medida del CEM.
[3] Documento EA-4/02 (antigua guía EAL-R2 (CEA-ENAC-LC/02). Expression of the uncertainty of measurement in calibrations. Edición 1.EAL. 1997).
[4] Documento EA-4/15 (antigua guía EAL-G22 “Uncertainty of Calibration. Results in Force Measurements”) Edición 1. 1996
[5] Vocabulario internacional de términos básicos y generales de metrología (VIM). CEM. 1994.
[6] UNE-EN ISO 376. Calibración de los instrumentos de medida de fuerza utilizados para la verificación de las máquinas de ensayo uniaxial.
[7] Clasificación de instrumentos de Metrología de Masa y Fuerza. 1ª Edición. SCI-Miner.
Procedimiento ME-002. Edición 1 DIGITAL Página 32 de 48
MINISTERIO DE INDUSTRIA TURISMO Y COMERCIO
•
•
8. ANEXOS
Anexo I Determinación de la incertidumbre relativa expandida de la máquina de calibración de fuerza La incertidumbre asociada a la fuerza generada por la máquina de calibración de fuerza se puede determinar por distintos métodos. Uno de estos métodos es el definido en el documento EA-4/15 (antigua guía EAL-22), en el cual está basado el cálculo que se expone en este anexo. El cálculo se realiza teniendo en cuenta una cadena de trazabilidad que se inicia en la máquina patrón de fuerza de un laboratorio de referencia con trazabilidad a patrones nacionales y por medio de patrones de transferencia se determina la capacidad óptima de medida de la máquina de calibración de fuerza. La información mínima necesaria para realizar el cálculo que se propone es la siguiente:
Certificados de los patrones de transferencia que incluirán: - La incertidumbre expandida de la máquina patrón de fuerza. - Valores de deformación con rotación para los diferentes valores
de fuerza de referencia. - Valores de reversibilidad. Variación relativa de la sensibilidad durante un corto período de tiempo (típica un mes).
En el caso de una máquina de calibración por comparación es necesario conocer además, la incertidumbre de calibración y la estabilidad a largo plazo del transductor de referencia de la máquina. El resto de parámetros que intervienen se determinarán en el propio estudio de la máquina de calibración de fuerza. El procedimiento está estructurado fundamentalmente en 5 pasos:
Procedimiento ME-002. Edición 1 DIGITAL Página 33 de 48
MINISTERIO DE INDUSTRIA TURISMO Y COMERCIO
− Determinación de la incertidumbre relativa expandida de la fuerza generada por la máquina patrón de fuerza (Wmpf)
− Determinación de la incertidumbre relativa expandida de la calibración de los transductores patrones de transferencia (Wtpt)
− Determinación de la incertidumbre relativa expandida de los valores de referencia (Wrefv)
− Determinación de la incertidumbre relativa expandida debida a la máquina de calibración de fuerza (Wmf)
− Cálculo de la capacidad óptima de medida (Wcom)
Determinación de la incertidumbre relativa expandida de la fuerza generada por la máquina patrón de fuerza (Wmpf): Se considerará la incertidumbre relativa expandida de la máquina patrón de fuerza, utilizada por el laboratorio de referencia, suministrada en los certificados de los patrones de transferencia a utilizar.
Wmpf = k w( F mpf) Determinación de la incertidumbre relativa expandida de la calibración de los patrones de transferencia (Wtpt): Se utilizarán los transductores patrones de transferencia e indicador necesarios, para cubrir los diferentes rangos de fuerza disponibles en la máquina de calibración de fuerza en estudio. Los valores de reproducibilidad y deriva (a corto plazo) de los transductores patrones de transferencia de fuerza se toman en consideración para estimar la incertidumbre relativa expandida Wtpt. Las distribuciones de probabilidades asumidas son las rectangular y triangular respectivamente.
a deriv : Semi-intervalo de la variación relativa de sensibilidad durante
un corto intervalo de tiempo ( típico, un mes). a rep: Semi-intervalo de la variación máxima posible de la repetibilidad
sin rotación.

Procedimiento ME-002. Edición 1 DIGITAL Página 34 de 48
MINISTERIO DE INDUSTRIA TURISMO Y COMERCIO
(⎯x valores con rotación):
w2(D) = a2deriv/6
w2(⎯x ) = 2
2rep
x3a
n1⋅
)D(w)x(w)K(w 22tpt +=
Wtpt = k w(Ktpt)
Determinación de la incertidumbre relativa expandida de los valores de referencia (Wrefv): Para determinar la incertidumbre relativa expandida de los valores de referencia, se tienen en cuenta las contribuciones de los transductores patrones de transferencia de fuerza y de la máquina patrón de fuerza:
W k w F w Krefv mpf tpt= +2 2( ) ( )
Wrefv = k wrefv
Determinación de la incertidumbre relativa expandida debida a la máquina de calibración de fuerza (Wmf):
• Desviación relativa entre los valores de fuerza de referencia y los
valores generados en la máquina de calibración de fuerza (ΔD):
w2 (ΔD) = a2rel_dev/6

Procedimiento ME-002. Edición 1 DIGITAL Página 35 de 48
MINISTERIO DE INDUSTRIA TURISMO Y COMERCIO
• Falta relativa de repetibilidad de la máquina de calibración de fuerza determinada sin cambio de posición del transductor de fuerza (ΔR):
w2 (ΔR) = a2
rep_mcf/3
• Desviación relativa de reversibilidad entre la reversibilidad del transductor patrón de transferencia y la reversibilidad medida en la máquina de calibración de fuerza (ΔH):
w2 (ΔH) = a2
hys_mcf/3
)(w)(w)(ww H2
R2
D2
mf Δ+Δ+Δ=
Wmf= k wmf
Cálculo de la capacidad óptima de medida (Wcom):
• La capacidad óptima de medida de la máquina de calibración de fuerza del tipo carga directa, amplificación mecánica y amplificación hidráulica se calculará aplicando la siguiente ecuación:
mf2
refv2
com wwkW +=
• La capacidad óptima de medida de la máquina de calibración de fuerza del tipo por comparación se calculará aplicando la siguiente ecuación:
instb_ref2
tra_ref2
mf2
refv2
com wwwwkW +++= donde:

Procedimiento ME-002. Edición 1 DIGITAL Página 36 de 48
MINISTERIO DE INDUSTRIA TURISMO Y COMERCIO
wref_tra: incertidumbre relativa del transductor de fuerza de referencia .
wref_instb: estabilidad a largo plazo del transductor patrón de referencia.
Nota : En el caso de máquinas de fuerza de calibración por comparación, deben caracterizarse para cada transductor de referencia e indicador que se vayan a utilizar, en conjunción con el sistema generador de fuerza.
La capacidad óptima de medida se considerará como la incertidumbre relativa expandida de la máquina de calibración de fuerza, para el procedimiento de calibración de instrumentos de medida de fuerza.
Anexo II Ejemplos numéricos de aplicación del procedimiento descrito
A - Calibración de un instrumento de medida de fuerza mecánico Calibración a compresión de un instrumento de medida de fuerza de alcance máximo 4 kN, cuyo sensor es un anillo metálico y su indicador es un reloj comparador analógico con divisiones de escala de 0,001 unidades. La máquina de fuerza de calibración utilizada es del tipo de carga directa con una incertidumbre relativa expandida de 0,005 % F (k=2). Las medidas se han realizado a la temperatura de 21°C ± 0,1°C Las medidas obtenidas en el transcurso de la calibración se dan en la tabla A.1.

Procedimiento ME-002. Edición 1 DIGITAL Página 37 de 48
MINISTERIO DE INDUSTRIA TURISMO Y COMERCIO
Tabla A.1
Indicación a fuerza nula -0,088 unidades
indicaciones en Unidades Serie de medidas - Posiciones angulares
Fuerza de referencia (kN)
X1 - 0°
X2 - 0°
X3 - 120°
X4 - 120°
X5 - 240°
X6 - 240°
0,0 -0,078 -0,077 -0,076 -0,078 -0,076 -0,076 0,4 0,823 0,823 0,825 0,827 0,825 0,826 0,8 1,730 1,731 1,730 1,732 1,729 1,733 1,2 2,643 2,644 2,642 2,644 2,643 2,645 1,6 3,556 3,557 3,558 3,560 3,558 3,560 2,0 4,480 4,482 4,479 4,484 4,481 4,481 2,2 4,943 4,945 4,942 4,944 4,946 4,949 2,5 5,638 5,641 5,638 5,640 5,639 5,639 3,0 6,808 6,810 6,812 6,808 6,810 6,806 3,5 7,981 7,983 7,980 7,982 7,985 7,986 4,0 9,168 9,166 9,163 9,163 9,163 9,163 0,0 -0,077 -0,076 --- --- --- ---
Las indicaciones recogidas en la tabla A.1 permiten calcular las deformaciones como la diferencia entre la lectura bajo fuerza y la lectura sin fuerza inicial para cada una de las series. Ejemplo: para X1, F= 0,4 kN; deformación = 0,823 - (-0,078) = 0,901 Tomando los valores de las deformaciones, se calculan las medias con y sin rotación ( Xr , Xwr ) y los diferentes errores descritos en el procedimiento (ver tablas A.2 y A.3).

Procedimiento ME-002. Edición 1 DIGITAL Página 38 de 48
MINISTERIO DE INDUSTRIA TURISMO Y COMERCIO
Tabla A.2
Fuerza de referencia
F en (kN)
media con rotación
(unidades)
Xr
Error relativo de
reproducibilidad con rotación
b(%)
media sin rotación
(unidades)
Xwr
Error relativo de
repetibilidad sin rotación
b´(%)
Error relativo de
reversibilidad
u (%)
0,4 0,9010 0,000 0,9005 0,111 0,166 0,8 1,8063 0,166 1,8080 0,000 0,166 1,2 2,7193 0,110 2,7210 0,000 0,074 1,6 3,6340 0,000 3,6340 0,000 0,055 2,0 4,5567 0,066 4,5585 0,022 0,055 2,2 5,0203 0,080 5,0215 0,020 0,050 2,5 5,7150 0,035 5,7170 0,035 0,017 3,0 6,8867 0,029 6,8865 0,015 0,058 3,5 8,0587 0,062 8,0595 0,012 0,019 4,0 9,2413 0,076 9,2445 0,032 ---
Tabla A.3
serie X1 X2 X3- X4 X5- X6
f0(%) 0,011 0,011 -0,022 0,000
A continuación se procede a la evaluación de la incertidumbre de calibración para cada fuerza ensayada, utilizando como magnitudes de entrada los errores anteriormente calculados, la resolución del instrumento de medida de fuerza, así como la incertidumbre relativa expandida de la máquina de calibración de fuerza utilizada. En la tabla A.4 se desarrolla como ejemplo los cálculos para la fuerza de referencia de 0,4 kN. En la tabla A.5 se recogen el resto de los resultados, así como la incertidumbre relativa expandida para las diferentes fuerzas de referencia.

Procedimiento ME-002. Edición 1 DIGITAL Página 39 de 48
MINISTERIO DE INDUSTRIA TURISMO Y COMERCIO
Tabla A.4
Magnitud Estimación Incertidumbre típica relativa (%) Coeficiente
de sensibilidad
Contribución a la incertidumbre
típica relativa (%)
kS 2,2525 ---- ---- ----
kF 0,4 kN wmcf = 0,0025 1 0,0025
'bSδ 0 12bwb′
=′ = 0 11112
, 1 0,0320
bSδ 0 8bwb = = 0 000
8, 1 0,0000
0fSδ 0 12
00
fwf = = 0 02212
, 1 0,00635
uSδ 0 12uwu = = 0 166
12, 1 0,04792
rXδ 0 10012
⋅=k
r Frw = 0 000433
0 4 12100,
, 1 0,03125
kX 0,9010 cw = 0,0659
r unidadeskNunidades
kN= × =0 0014
9 24130 000433,
,,
Tabla A.5
Fuerza de referencia
F (kN)
Deformación media con rotación
kX (unidades)
Incertidumbre típica combinada
relativa (%)
Incertidumbre relativa
expandida (*) (%)
0,4 0,9010 0,0659 0,132 0,8 1,8063 0,0822 0,164 1,2 2,7193 0,0547 0,109 1,6 3,6340 0,0357 0,071

Procedimiento ME-002. Edición 1 DIGITAL Página 40 de 48
MINISTERIO DE INDUSTRIA TURISMO Y COMERCIO
Fuerza de referencia
F (kN)
Deformación media con rotación
kX (unidades)
Incertidumbre típica combinada
relativa (%)
Incertidumbre relativa
expandida (*) (%)
2,0 4,5567 0,0431 0,086 2,2 5,0203 0,0454 0,091 2,5 5,7150 0,0361 0,072 3,0 6,8867 0,0378 0,076 3,5 8,0587 0,0393 0,079 4,0 9,2413 0,0428 0,086
(*) Factor de cobertura k=2 Se procede a clasificar el instrumento de medida de fuerza, comparando los errores obtenidos y la incertidumbre de la máquina de calibración con los valores máximos estipulados para cada clase en la tabla 2 del punto 6.2 del procedimiento (ver tabla A.6).
Tabla A.6
Clase Límite superior Límite inferior 0,5 4,0 kN 1,6 kN 1 4,0 kN 0,8 kN 2 4,0 kN 0,4 kN
Una vez obtenida la clasificación del instrumento (tabla A.6), se expresará la incertidumbre relativa expandida de la calibración teniendo en cuenta los valores de incertidumbre relativa expandida estimados en la tabla A.5 para cada fuerza de referencia y los valores máximos y mínimos estipulados para cada clase en la tabla 2 del punto 6.2 del procedimiento (ver tabla A.7).
Procedimiento ME-002. Edición 1 DIGITAL Página 41 de 48
MINISTERIO DE INDUSTRIA TURISMO Y COMERCIO
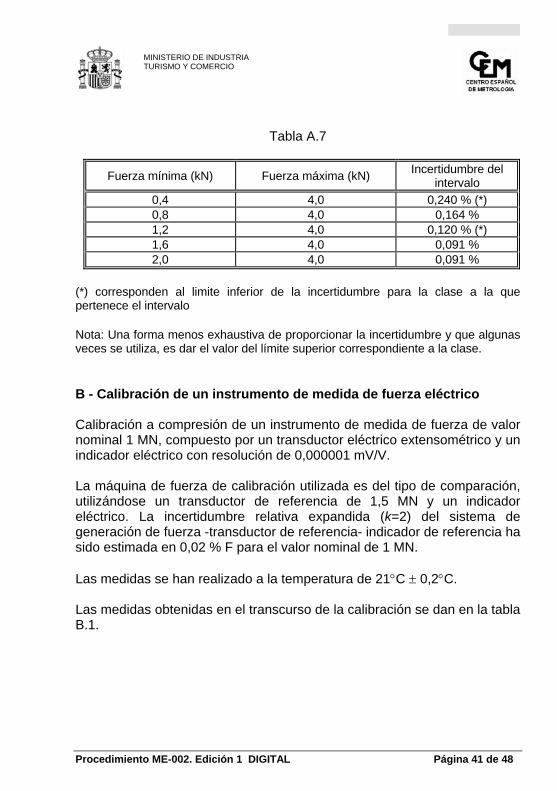
Tabla A.7
Fuerza mínima (kN) Fuerza máxima (kN) Incertidumbre del intervalo
0,4 4,0 0,240 % (*) 0,8 4,0 0,164 % 1,2 4,0 0,120 % (*) 1,6 4,0 0,091 % 2,0 4,0 0,091 %
(*) corresponden al limite inferior de la incertidumbre para la clase a la que pertenece el intervalo Nota: Una forma menos exhaustiva de proporcionar la incertidumbre y que algunas veces se utiliza, es dar el valor del límite superior correspondiente a la clase. B - Calibración de un instrumento de medida de fuerza eléctrico Calibración a compresión de un instrumento de medida de fuerza de valor nominal 1 MN, compuesto por un transductor eléctrico extensométrico y un indicador eléctrico con resolución de 0,000001 mV/V. La máquina de fuerza de calibración utilizada es del tipo de comparación, utilizándose un transductor de referencia de 1,5 MN y un indicador eléctrico. La incertidumbre relativa expandida (k=2) del sistema de generación de fuerza -transductor de referencia- indicador de referencia ha sido estimada en 0,02 % F para el valor nominal de 1 MN. Las medidas se han realizado a la temperatura de 21°C ± 0,2°C. Las medidas obtenidas en el transcurso de la calibración se dan en la tabla B.1.

Procedimiento ME-002. Edición 1 DIGITAL Página 42 de 48
MINISTERIO DE INDUSTRIA TURISMO Y COMERCIO
Tabla B.1 Indicación a fuerza nula 0,001271 mV/V
indicaciones en mV/V Serie de medidas - Posiciones angulares
Fuerza de referencia
(kN)
X1 - 0°
X2 - 0°
X3 - 120°
X4 - 120°
X5 - 240°
X6 - 240°
0 0,001408 0,001427 0,001442 0,001431 0,001448 0,001427 100 0,205185 0,205216 0,205289 0,205357 0,205299 0,205284 200 0,409122 0,409089 0,409186 0,409233 0,409188 0,409216 300 0,613222 0,613094 0,613121 0,613183 0,613212 0,613091 400 0,817001 0,817031 0,817143 0,817174 0,817144 0,817243 500 1,021018 1,020985 1,021071 1,021227 1,021173 1,021144 600 1,225028 1,225042 1,225121 1,225292 1,225078 1,225215 700 1,429059 1,429144 1,429146 1,429300 1,429254 1,429343 800 1,633136 1,633197 1,633299 1,633350 1,633196 1,633360 900 1,837135 1,837132 1,837294 1,837389 1,837241 1,837431
1000 2,041132 2,041270 2,041306 2,041306 2,041372 2,041372 0 0,001452 0,001461 ---- ---- ---- ----
Las indicaciones recogidas en la tabla B.1 permiten calcular las deformaciones como la diferencia entre la lectura bajo fuerza y la lectura sin fuerza inicial para cada una de las series. Ejemplo: para X1, F= 100 kN; deformación = 0,205185 mV/V - (0,001408 mV/V ) = 0,203777 mV/V Tomando los valores de las deformaciones, se calculan las medias con y sin rotación ( Xr , Xwr ) y los diferentes errores descritos en el procedimiento (ver tablas B.2 y B.3).

Procedimiento ME-002. Edición 1 DIGITAL Página 43 de 48
MINISTERIO DE INDUSTRIA TURISMO Y COMERCIO
Tabla B.2
Fuerza de referencia
F
en (kN)
Media con rotación
Xr (mV/V)
Error relativo de
reproducibilidad con rotación
b (%)
Media sin rotación
Xwr (mV/V)
Error relativo de
repetibilidad sin rotación
b´(%)
Error relativo de
interpolación
fc (%)
Error relativo de
reversibilidad
v (%)
100 0,2038250 0,036 0,2037830 0,006 -0,002 0,013 200 0,4077327 0,007 0,4076880 0,013 -0,004 0,009 300 0,6117523 0,022 0,6117405 0,024 0,009 0,005 400 0,8156633 0,013 0,8155985 0,001 -0,001 0,008 500 1,0196547 0,011 1,0195840 0,005 -0,001 0,006 600 1,2236430 0,005 1,2236175 0,000 -0,003 0,013 700 1,4277203 0,011 1,4276840 0,005 0,001 0,009 800 1,6317777 0,008 1,6317490 0,003 0,002 0,007 900 1,8357907 0,007 1,8357160 0,001 0,000 0,008
1000 2,0398373 0,010 2,0397835 0,006 0,000 ----
Tabla B.3
Serie X1 X2 X3- X4 X5- X6f0(%) 0,002 0,002 -0,001 -0,001
Para obtener el error de interpolación (fc), se necesita previamente haber calculado la curva de interpolación, tomando como valores de referencia las parejas de puntos (F, Xr ) y utilizando el método de los mínimos cuadrados. En este ejemplo se determina un polinomio de 3er
orden:
Xa = A + B*F + C*F2 + D* F3
donde
A= -6,08333333 10-5; B= 2,03873490 10-3; C= 1,72090132 10-9; D= -5,49015799 10-13
A continuación se procede a la evaluación de la incertidumbre de calibración para cada fuerza ensayada, utilizando como magnitudes de

Procedimiento ME-002. Edición 1 DIGITAL Página 44 de 48
MINISTERIO DE INDUSTRIA TURISMO Y COMERCIO
entrada los errores anteriormente calculados, la resolución del instrumento de medida de fuerza, así como la incertidumbre relativa expandida de la máquina de calibración de fuerza utilizada.
En la tabla B.4 se desarrolla como ejemplo los cálculos para la fuerza de referencia de 100 kN. En la tabla B.5 se recogen el resto de los resultados, así como la incertidumbre relativa expandida para las diferentes fuerzas de referencia.
Tabla B.4
Magnitud Estimación Incertidumbre típica relativa (%) Coeficiente
de sensibilidad
Contribución a la
incertidumbre típica relativa
(%)
kS 0,002038 ---- ---- ----
kF 100 kN wmcf = 0,01 1 0,01
'bSδ 0
12bwb′
=′= 0 006
12, 1
0,001732
bSδ 0
8bwb = =
0 0368
,
1 0,012728
0fSδ 0
120
0fwf = = 0 002
12, 1
0,000577
vSδ 0
12vwv = =
12013,0 1
0,003753
cfSδ 0
24c
cfw f = = 0 002
24,
1 0,000408
rXδ 0 100
12⋅=
kr F
rw = 0 00049100 12
100, 1 0,000142
0,2038250
kX cw = 0,017
r mV VkNmV V
kN= × =0 0000011000
2 0398370 00049, /
, /,
Procedimiento ME-002. Edición 1 DIGITAL Página 45 de 48
MINISTERIO DE INDUSTRIA TURISMO Y COMERCIO
Tabla B.5
Fuerza de referencia
F (kN)
Deformación media con rotación
kX (mV/V)
Incertidumbre típica combinada relativa
(%)
Incertidumbre relativa expandida
(*) (%)
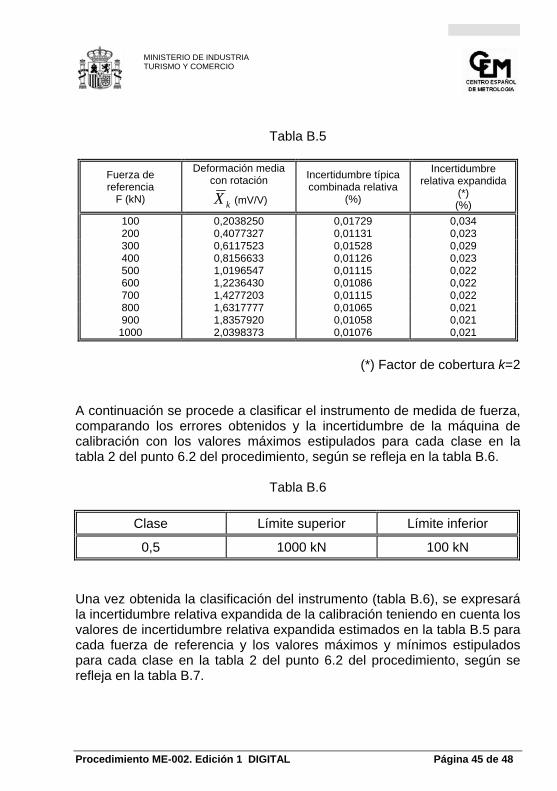
100 0,2038250 0,01729 0,034 200 0,4077327 0,01131 0,023 300 0,6117523 0,01528 0,029 400 0,8156633 0,01126 0,023 500 1,0196547 0,01115 0,022 600 1,2236430 0,01086 0,022 700 1,4277203 0,01115 0,022 800 1,6317777 0,01065 0,021 900 1,8357920 0,01058 0,021
1000 2,0398373 0,01076 0,021
(*) Factor de cobertura k=2
A continuación se procede a clasificar el instrumento de medida de fuerza, comparando los errores obtenidos y la incertidumbre de la máquina de calibración con los valores máximos estipulados para cada clase en la tabla 2 del punto 6.2 del procedimiento, según se refleja en la tabla B.6.
Tabla B.6
Clase Límite superior Límite inferior
0,5 1000 kN 100 kN Una vez obtenida la clasificación del instrumento (tabla B.6), se expresará la incertidumbre relativa expandida de la calibración teniendo en cuenta los valores de incertidumbre relativa expandida estimados en la tabla B.5 para cada fuerza de referencia y los valores máximos y mínimos estipulados para cada clase en la tabla 2 del punto 6.2 del procedimiento, según se refleja en la tabla B.7.

Procedimiento ME-002. Edición 1 DIGITAL Página 46 de 48
MINISTERIO DE INDUSTRIA TURISMO Y COMERCIO
Tabla B.7
Fuerza mínima (kN) Fuerza máxima (kN) Incertidumbre del intervalo
100 1000 0,06 % (*) 200 1000 0,06 % (*) 300 1000 0,06 % (*) 400 1000 0,06 % (*) 500 1000 0,06 % (*)
(*) corresponden al limite inferior de la incertidumbre para la clase a la que pertenece el intervalo Nota: Una forma menos exhaustiva de proporcionar las incertidumbres y que algunas veces se utiliza, es dar el valor del límite superior correspondiente a la clase.

Procedimiento ME-002. Edición 1 DIGITAL Página 47 de 48
MINISTERIO DE INDUSTRIA TURISMO Y COMERCIO
NIPO: 706-08-007-9

Procedimiento ME-002. Edición 1 DIGITAL Página 48 de 48
MINISTERIO DE INDUSTRIA TURISMO Y COMERCIO
NIPO: 706-08-007-9