Das Praxismagazin für Verfahrens- und Chemieingenieure · W. Zang, Hitec Zang Produkte 24, 25 von...
51
Das Praxismagazin für Verfahrens- und Chemieingenieure CITplus, das Magazin für die Mitglieder von ProcessNet, wird herausgegeben von GDCh, Dechema und VDI-GVC D 47412 ISSN 1436-2597 12. Jahrgang September 2009 9 Seite 14 Titelstory Neu Radarfüllstandmessgeräte www.gitverlag.com Drucklufttechnik Wassereingespritzte Verdichterstufen Seite 38 Anlagen • Komponenten Schwachstelle Rohrbogen in pneumatischen Förderanlagen Seite 18 Pumpen Effiziente Pumpensysteme Seite 26 Tagungsheft ProcessNet-Jahrestagung
Transcript of Das Praxismagazin für Verfahrens- und Chemieingenieure · W. Zang, Hitec Zang Produkte 24, 25 von...
Das Praxismagazin für Verfahrens- und Chemieingenieure
CITplus, das Magazin für die Mitglieder von ProcessNet, wird herausgegeben von GDCh, Dechema und VDI-GVC
D 47
412
ISSN
143
6-25
97
12. Jahrgang September 2009
9
Seite 14TitelstoryNeu Radarfüllstandmessgeräte
www.gitverlag.com
DrucklufttechnikWassereingespritzte VerdichterstufenSeite 38
Anlagen • KomponentenSchwachstelle Rohrbogen in pneumatischen Förderanlagen Seite 18
PumpenEffiziente PumpensystemeSeite 26
Tagungsheft
ProcessNet-Jahrestagung
www.gitverlag.com
Lesen Sie zu jeder Zeit und an jedem Ort der Welt die aktuelle Ausgabe von CITplus.
Das ePaper erscheint stets einen Tag vor dem offiziellen Erscheinungstermin.
fi www.citplus.de/epaper
CITplus auch als ePaper
EXKLUSIVE REPORTAGEN– AUCH UNTERWEGS GENIESSEN
Foto
: fo
tolia
.co
m ©
Pat
rizi
a Ti
lly
CIT+_ePaper_A4.indd 1 13.07.2009 15:10:11 Uhr
THEMA KLIMA
Sanierung der Atmosphäre 6Klima-Engineering – mit Biotech oder mit Bio+Tech? G. Kreysa, Dechema
KOMPAKT
Forschung & Entwicklung 9
Termine 10
Personalia 11
Wirtschaft & Produktion 12
REPORT
Die Theorie folgt der Praxis 14Ein Technologietag bei AZO zum Thema schonendes, pneumatisches Fördern sensib-ler Produkte
MSR • AUTOMATION
Titelstory: Erfahrung aus 250.000 Anwendungen 16Die nächste Generation von Radarfüll-standmessgeräten kommtC. Eckert, Vega
ANLAGEN • KOMPONENTEN
Schwachstelle Rohrbogen 18Verschleißschutz erhöht Wirtschaftlichkeit von pneumatischen FörderanlagenA. Beitz, Masterflex
Eine Anlage zum Sparen 21Konustrockner zur Trocknung von Schüttgütern bei Temperaturen bis 200 °C und unter VakuumF. Müller, IKA Werke
Rezeptursteuerung entscheidend vereinfacht 22Programmierung von Abläufen einfacher bis mittlerer KomplexitätW. Zang, Hitec Zang
Produkte 24, 25
von Rauscher, Reichelt Chemietechnik, WEH
Impressum 50
Vorschau 50
Bezugsquellenverzeichnis ab 42
Index U3
250.000 Anwendungen
Die nächste Generation von Radar-füllstandmessgeräten kommt
Viele Medien verbreiteten in den letz-ten Wochen und Monaten, dass in der weltweiten Finanzkrise für die Herstel-ler auch die Chance läge, Kunden-nutzen zu schaffen. Und genau dies tut Vega. Mit plicsplus schreibt der Mittelständler aus dem Schwarzwald die Erfolgsgeschichte seines bewähr-ten Gerätekonzeptes plics fort. Die ersten Geräte, die jetzt mit den neuen Features auf den Markt kommen, sind die Radarsensoren Vegapuls 60.
Vega Grieshaber KG, SchiltachTel.: 07836/50415Fax: 07836/[email protected]
Seite 18
ANLAGEN • KOMPONENTEN
Seite 16TITELSTORY
Inhalt
4 • 9 • 2009
PUMPEN
Aller guten Dinge sind drei 26Netzsch bezieht in Waldkraiburg dritten Standort für das neue Geschäftsfeld Dosier-technikNetzsch Mohnopumpen
Heftiges Sparpotential 28Deutsche Industrie könnte mit effizien-ten Pumpensystemen eine Milliarde Euro sparenD. Gontermann, KSB
Magnetkupplungspumpen 34Energieeffiziente Alternativen zu den übli-chen metallischen SpalttopfwerkstoffenJ. Konrad, Dickow Pumpen
Produkte
von Flux, Grundfos, Knoll, Körting, Michell, Verder 25, 31, 32, 33
DRUCKLUFTTECHNIK
Richtig belüften 37Druckluftverfügbarkeit steigern und Wartungskosten minimierenM. Bahr, Kaeser Kompressoren
Wasser statt Öl 38Energieeffiziente Erzeugung absolut ölfreier Druckluft dank neuer wasser-eingespritzter VerdichterstufenAerzener Maschinenfabrik
Klein, aber oho! 40Ölfreie Kompressorenreihe – hohe Wirtschaftlichkeit auf kleinstem RaumDürr Technik
Produkte 41
von CD Adapco, Kötter Consulting
Seite 37DRUCKLUFTTECHNIK
Seite 26PUMPEN
Inhalt
www.sms-vt.com
Buss-SMS-Canzler
Buss-SMS-Canzler GmbHKaiserstraße 13 -15D-35510 Butzbach
Tel: +49 60 33-85 – 0Fax. +49 60 33-85 – 249E-mail: [email protected]
We live process engineeringand special manufacturing
Dampf-Permeation
Wirtschaftliche Lösungsmittel-
Entwässerung und Absolutierung:
Unsere Membransysteme
senken Ihre Produktionskosten
9 • 2009 • 5

Sanierung der AtmosphäreKlima-Engineering – mit Biotech oder mit Bio+Tech?
Im Industriezeitalter wurden 300 Gigaton-nen Kohlenstoff (Gt C) als Kohlendioxid (CO2) emittiert, wovon etwa 200 Gt in der Atmosphäre verblieben sind. Hierdurch stieg die Kohlendioxid-Konzentration der Luft um 100 auf 380 ppm (parts per million). Das Intergovernmental Panel on Climate Change (IPCC) hat deshalb für die künftige Entwick-lung der Kohlendioxid-Emissionen verschie-dene Szenarien formuliert, die sich hin-sichtlich des Wirtschaftswachstums, der Bevölkerungsentwicklung und insbesondere der Geschwindigkeit der Einführung re-generativer Energiequellen unterscheiden. Dabei zeigt sich, dass auch bei forcierter Entwicklung eines nachhaltigen Welt-Ener-giesystems das C-Inventar der Atmosphäre um mindestens weitere 400 Gt ansteigen wird. Die dann erreichte Konzentration von etwa 580 ppm CO2 wird als gerade noch kompatibel mit dem Ziel angesehen, die Temperaturerhöhung auf einem Niveau von +2° zu stabilisieren. Dabei wird vorausge-setzt, dass auch in Zukunft im Mittel nur 55 % des in die Atmosphäre eingetragenen CO2 dort verbleiben, während der Rest vom Ozean und der Biomasse des Landes aufge-nommen wird. Dies ist jedoch keinesfalls sicher. Mindestens ebenso fraglich ist es, ob es gelingt, die Kohlenstoffi ntensität der Welt-Energiewirtschaft hinreichend schnell im erforderlichen Ausmaß zu verringern. Angesichts solcher Unsicherheiten und Zweifel nehmen die Befürchtungen zu, dass der Klimawandel ein Ausmaß erreichen könnte, das korrigierende Eingriffe erfor-dert.
Absenken der mittleren Temperatur
Technische Maßnahmen, die darauf abzie-len, das Klima zu beeinfl ussen, werden seit einigen Jahren unter den Begriffen Klima-Engineering oder Geo-Engineering disku-tiert. Die Betrachtung der Strahlungsbilanz der Erde zeigt, dass für ein Absenken der mittleren Temperatur zwei unterschiedliche Möglichkeiten existieren: die Erhöhung der Albedo (Verhältnis zwischen refl ektierter und einfallender Sonnenstrahlung) oder die Verringerung des Treibhauseffektes der At-mosphäre. Die Konstruktion großer refl ek-tierender Segel im Weltraum, die Positionie-rung von Aluminium-Lametta im Weltraum, die Verbrennung von Schwefel in der obe-ren Troposphäre zur Erzeugung von Aero-solen oder die Erzeugung von Wolken durch Lettner-Schiffe über dem Ozean zielen alle auf die Erhöhung der Albedo und damit eine stärkere Rückstreuung der eingestrahl-ten Sonnenenergie. Maßnahmen zur Verrin-gerung des Treibhauseffektes sind nicht auf das Klima-Engineering beschränkt, sondern alle Formen regenerativer Energietechnik zielen darauf ab. Zum Klima-Engineering im eigentlichen Sinne werden all jene Maß-nahmen gerechnet, die darauf abzielen, den CO2-Gehalt der Atmosphäre nicht nur zu stabilisieren, sondern ihn auch wieder abzu-senken. Ein Beispiel hierfür ist das Lohafex-Experiment, mit dem versucht wurde, durch Eisendüngung das Algenwachstum im Ozean zu intensivieren. Durch Absinken der Algenmasse in die Tiefsee hoffte man, der Atmosphäre dauerhaft CO2 entziehen zu
Im letzten Jahrzehnt hat die Befürchtung viel Bestätigung erfahren, dass sich die Menschheit auf einen geeigneten Umgang mit einem vom Menschen ver-ursachten Klimawandel einstellen muss. Etwa seit 1950 ist ein deutlicher Zu-sammenhang zwischen der jährlichen Zunahme der CO2-Konzentration in der Atmosphäre und dem anthropogenen Eintrag von Kohlendioxid erkennbar. Wie Gerhard Kreysa in seinem Vortrag bei der ProcessNet-Jahrestagung 2009 und in diesem Beitrag zeigt, ist eine Sanierung der Atmosphäre möglich. Dazu muss aber eine vollständige Dekarbonisierung des Weltenergiesystems gelingen und der Atmosphäre Kohlendioxid durch die Geolagerung von Holz wieder dauer-haft entzogen werden.
Prof. Dr. Gerhard Kreysa, Geschäftsführer der Dechema
© J
oseA
SRey
es/f
otol
ia.d
e
Thema Klima
6 • 9 • 2009
können. Die Experimente zeigten leider, dass nur ein Bruchteil der gebildeten Algen-masse in der Tiefsee versinkt. Einige andere Vorschläge laufen darauf hinaus, chemische Prozesse zur Abtrennung des CO2 aus der Luft einzusetzen. Ungeachtet der Kosten dürften sie jedoch alle am erforderlichen Energieaufwand scheitern.
Bedenkt man, dass sich inzwischen der jährliche CO2-Eintrag in die Atmosphäre auf etwa 10 Gt C/a (= 36,7 Gt CO2/a) beläuft, dann sollten alle Maßnahmen, die in über-schaubarer Zeit einen positiven Einfluss auf das Klima ausüben sollen, einen nennens-werten Anteil davon aus der Atmosphäre entfernen. Diese Menge übertrifft die jährli-che Chemieproduktion von Kohlenstoffver-bindungen um fast das Hundertfache. Des-halb konzentrieren sich die Hoffnungen auf
biologische bzw. biotechnologische Prozes-se, die ihren Energiebedarf aus der einge-strahlten Sonnenenergie decken. Zwei An-sätze dieser Art sollen etwas näher betrachtet werden.
Nutzung von Biokraftstoffen ist keine Lösung
Deutschland und andere Industrienationen haben große Hoffnungen in die Nutzung von Biokraftstoffen (Bioethanol, Biodiesel) gesetzt. Genaue Bilanzbetrachtungen sind jedoch geeignet, die Euphorie zu dämp-fen [1]. Es ist zwar richtig, dass die von der Sonne auf die Erde jährlich eingestrahlte Energiemenge größer ist als der 10.000- fache Weltprimärenergiebedarf. Davon er-
reichen allerdings nur 45 % die Erdoberflä-che. Nur 3,9 % der Erdoberfläche (13,3 % des Festlandes) sind landwirtschaftliche Nutz-fläche. Der Wirkungsgrad der Fotosynthese liegt bei etwa 0,5 %. Daraus folgt, dass in der jährlichen landwirtschaftlichen Bio-masseproduktion der Welt 480 EJ Energie gespeichert sind. Im Jahr 2006 lag der Welt-primärenergiebedarf bei 455 EJ. Zum glei-chen Ergebnis gelangt man, wenn man den Energieertrag verschiedener Nutzpflanzen betrachtet. Er liegt für Energiegetreide bei 140 und für schnell wachsende Hölzer bei 250 GJ/ha a. Der Flächenbedarf zur De-ckung des Weltenergiebedarfs würde mit diesen Pflanzen bei 30,3 bzw. 18,2 Mio km2 liegen. Die derzeit verfügbare landwirt-schaftliche Fläche der Erde beträgt 19,8 Mio km2. Crutzen [2] hat gezeigt, dass
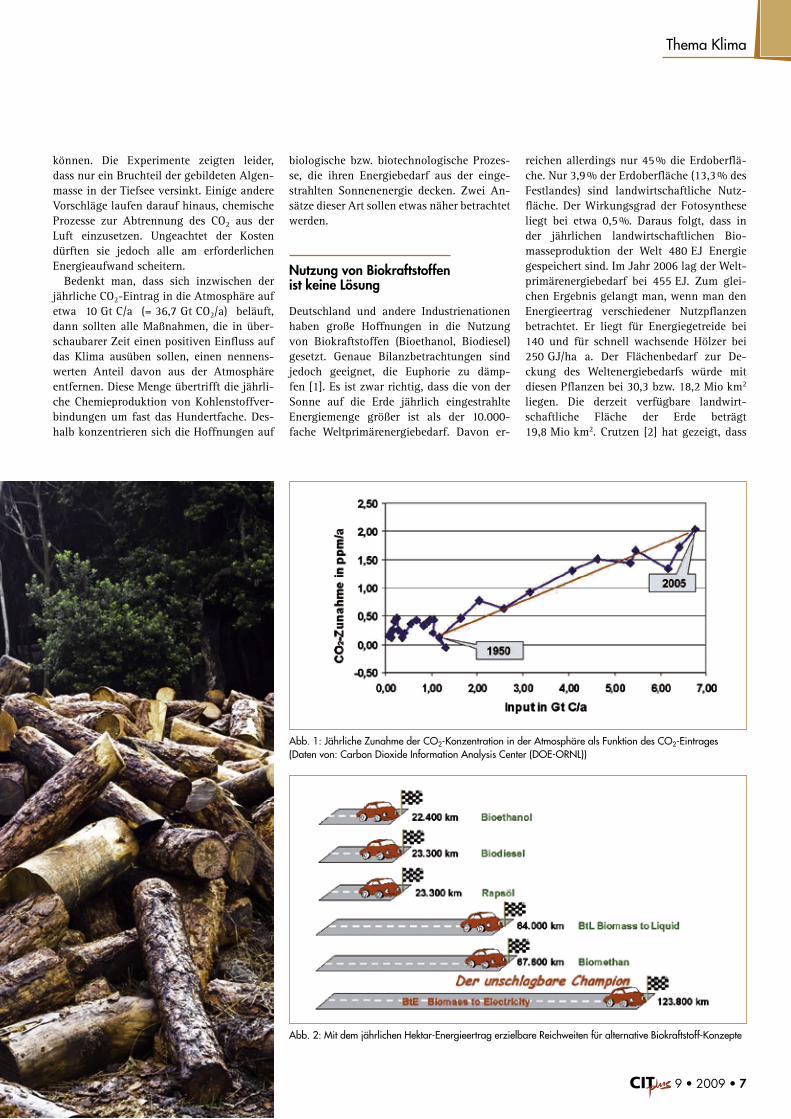
Abb. 1: Jährliche Zunahme der CO2-Konzentration in der Atmosphäre als Funktion des CO2-Eintrages ( Daten von: Carbon Dioxide Information Analysis Center (DOE-ORNL))
Abb. 2: Mit dem jährlichen Hektar-Energieertrag erzielbare Reichweiten für alternative Biokraftstoff-Konzepte
Thema Klima
9 • 2009 • 7
mit Ausnahme von Bioethanol aus Zucker-rohr in Brasilien Biokraftstoffe das Klima stärker beeinträchtigen, als es bei der Ver-wendung fossiler Treibstoffe der Fall ist. Der Grund liegt in der erforderlichen Düngung und der damit verbundenen Freisetzung von Lachgas.
Fotovoltaik erreicht höheren Wirkungsgrad
Wegen des extrem niedrigen Wirkungsgra-des der Fotosynthese plädiert Michel [3] dafür, bei der Umwandlung von Sonnen-licht in nutzbare elektrische Energie grund-sätzlich der Fotovoltaik den Vorzug zu geben. In Abbildung 2 sind die Reichweiten zusammengestellt, die mit dem jährlichen Hektar-Energieertrag durch verschiedene Biokraftstoff-Konzepte erreichbar sind. Dabei zeigt sich, dass die effizienteste Nut-zung fotosynthetisch gewonnener Bioener-gie durch Anbau schnell wachsender Hölzer gelingt, wenn diese der Kohle beigemischt und im Kraftwerk verstromt werden und der Strom zum Betrieb von Elektroautos genutzt wird. Zum Vergleich sei erwähnt, dass die Reichweite des jährlichen Energieertrages von 1 ha Solarzellen in Deutschland 6,4 Mio km beträgt [4]. Der Wissenschaftli-che Beirat der Bundesregierung Globale Umweltveränderungen empfiehlt deshalb, die Förderung von Biokraftstoffen zu been-
den und stattdessen die Elektromobilität zu fördern.
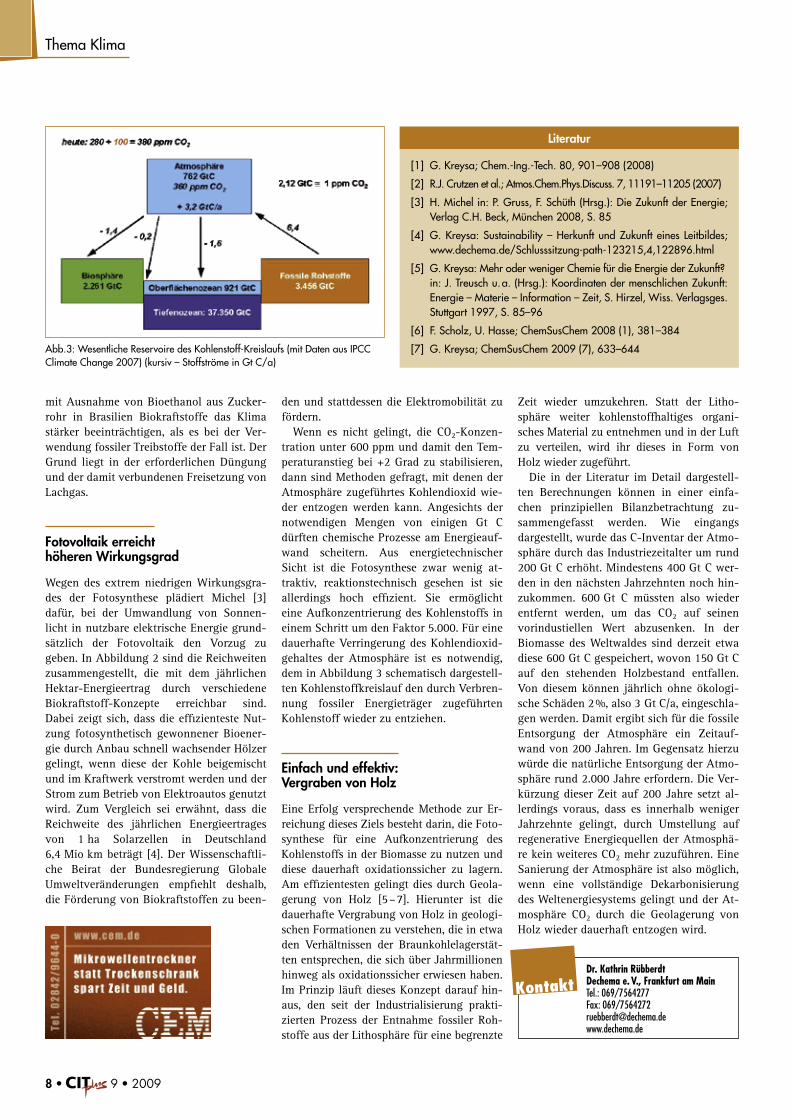
Wenn es nicht gelingt, die CO2-Konzen-tration unter 600 ppm und damit den Tem-peraturanstieg bei +2 Grad zu stabilisieren, dann sind Methoden gefragt, mit denen der Atmosphäre zugeführtes Kohlendioxid wie-der entzogen werden kann. Angesichts der notwendigen Mengen von einigen Gt C dürften chemische Prozesse am Energieauf-wand scheitern. Aus energietechnischer Sicht ist die Fotosynthese zwar wenig at-traktiv, reaktionstechnisch gesehen ist sie allerdings hoch effizient. Sie ermöglicht eine Aufkonzentrierung des Kohlenstoffs in einem Schritt um den Faktor 5.000. Für eine dauerhafte Verringerung des Kohlendioxid-gehaltes der Atmosphäre ist es notwendig, dem in Abbildung 3 schematisch dargestell-ten Kohlenstoffkreislauf den durch Verbren-nung fossiler Energieträger zugeführten Kohlenstoff wieder zu entziehen.
Einfach und effektiv: Vergraben von Holz
Eine Erfolg versprechende Methode zur Er-reichung dieses Ziels besteht darin, die Foto-synthese für eine Aufkonzentrierung des Kohlenstoffs in der Biomasse zu nutzen und diese dauerhaft oxidationssicher zu lagern. Am effizientesten gelingt dies durch Geola-gerung von Holz [5 – 7]. Hierunter ist die dauerhafte Vergrabung von Holz in geologi-schen Formationen zu verstehen, die in etwa den Verhältnissen der Braunkohlelagerstät-ten entsprechen, die sich über Jahrmillionen hinweg als oxidationssicher erwiesen haben. Im Prinzip läuft dieses Konzept darauf hin-aus, den seit der Industrialisierung prakti-zierten Prozess der Entnahme fossiler Roh-stoffe aus der Litho sphäre für eine begrenzte
Zeit wieder umzukehren. Statt der Litho-sphäre weiter kohlenstoffhaltiges organi-sches Material zu entnehmen und in der Luft zu verteilen, wird ihr dieses in Form von Holz wieder zugeführt.
Die in der Literatur im Detail dargestell-ten Berechnungen können in einer einfa-chen prinzipiellen Bilanzbetrachtung zu-sammengefasst werden. Wie eingangs dargestellt, wurde das C-Inventar der Atmo-sphäre durch das Industriezeitalter um rund 200 Gt C erhöht. Mindestens 400 Gt C wer-den in den nächsten Jahrzehnten noch hin-zukommen. 600 Gt C müssten also wieder entfernt werden, um das CO2 auf seinen vorindustiellen Wert abzusenken. In der Biomasse des Weltwaldes sind derzeit etwa diese 600 Gt C gespeichert, wovon 150 Gt C auf den stehenden Holzbestand entfallen. Von diesem können jährlich ohne ökologi-sche Schäden 2 %, also 3 Gt C/a, eingeschla-gen werden. Damit ergibt sich für die fossile Entsorgung der Atmosphäre ein Zeitauf-wand von 200 Jahren. Im Gegensatz hierzu würde die natürliche Entsorgung der Atmo-sphäre rund 2.000 Jahre erfordern. Die Ver-kürzung dieser Zeit auf 200 Jahre setzt al-lerdings voraus, dass es innerhalb weniger Jahrzehnte gelingt, durch Umstellung auf regenerative Energiequellen der Atmosphä-re kein weiteres CO2 mehr zuzuführen. Eine Sanierung der Atmosphäre ist also möglich, wenn eine vollständige Dekarbonisierung des Weltenergiesystems gelingt und der At-mosphäre CO2 durch die Geolagerung von Holz wieder dauerhaft entzogen wird.
[1] G. Kreysa; Chem.-Ing.-Tech. 80, 901–908 (2008)
[2] R.J. Crutzen et al.; Atmos.Chem.Phys.Discuss. 7, 11191–11205 (2007)
[3] H. Michel in: P. Gruss, F. Schüth (Hrsg.): Die Zukunft der Energie; Verlag C.H. Beck, München 2008, S. 85
[4] G. Kreysa: Sustainability – Herkunft und Zukunft eines Leitbildes; www.dechema.de/Schlusssitzung-path-123215,4,122896.html
[5] G. Kreysa: Mehr oder weniger Chemie für die Energie der Zukunft? in: J. Treusch u. a. (Hrsg.): Koordinaten der menschlichen Zukunft:
Energie – Materie – Information – Zeit, S. Hirzel, Wiss. Verlagsges. Stuttgart 1997, S. 85–96
[6] F. Scholz, U. Hasse; ChemSusChem 2008 (1), 381–384
[7] G. Kreysa; ChemSusChem 2009 (7), 633–644
Literatur
Abb.3: Wesentliche Reservoire des Kohlenstoff-Kreislaufs (mit Daten aus IPCC Climate Change 2007) (kursiv – Stoffströme in Gt C/a)
Dr. Kathrin RübberdtDechema e. V., Frankfurt am MainTel.: 069/7564277Fax: 069/[email protected]
Kontakt
Thema Klima
8 • 9 • 2009

Die Meldungen mit DOI (Digital object identifier) auf dieser Seite beru-hen auf wissenschaftlichen Orginalarbeiten, die in voller Länge in der Ausgabe 8/2009 der Chemie Ingenieur Technik, Wiley-VCH, Wein-heim, erscheinen.
Erdgas-Zustände
Kondensate in Erdgasfernleitun-gen müssen vermieden werden, weil sie im Extremfall zur Veren-gung des freien Strömungsquer-schnittes führen können. Ent-sprechend wichtig ist die Voraus-berechnung der Kondensation und des einphasigen irreversib-len Druckverlustes in Hoch-druck-Ferngasleitungen. In einer Studie wurden unterschiedliche Typen von Zustandsgleichungen zur Vorausberechnung von Zu-standsgrößen (z. B. Kondensatge-halte, Realgasfaktoren) von Erd-gasen hinsichtlich ihrer Wieder-gabegenauigkeiten bewertet. Wie
sich zeigte, eignet sich zur Be-rechnung der Kondensatgehalte und Realgasfaktoren von Erdga-sen am besten die Peng-Robin-son-Zustandsgleichung. Die Zu-standsgleichungen sollten jedoch zur Berechnung der Kondensati-on im Betriebsbereich von Fern-gasleitungen noch verbessert werden.
DOI: 10.1002/cite.200900040Dalibor Jerinic, Technische Universität [email protected]
Kontakt
Bio-IR
In der Bioverfahrenstechnik ist es von entscheidender Bedeutung, Zustandsgrößen zeitnah zum tat-sächlichen Prozess zu beobach-ten. Eine solche in-situ-Analyse ermöglicht eine akkurate Pro-zesssteuerung und trägt somit zur Erhöhung der Produktivität sowie der Reproduzierbarkeit bei. IR-Sensoren sind dazu besonders gut geeignet, denn sie sind war-tungsarm, nicht-invasiv und benötigen keine Probenahme. Unterschiedlichste chemische Komponenten, wie Nährstoffe,
Wachstumsfaktoren, Metabolite sowie die Biomasse selbst, lassen sich erfassen. In einem Über-sichtsartikel wird ein Einblick in die verschiedenen Anwendungen und Techniken der Infrarotspek-troskopie in der Bioprozesstech-nik gegeben sowie neue Entwick-lungen beleuchtet.
DOI: 10.1002/cite.200900042Thomas Scheper, Leibniz Universität [email protected]
Kontakt
Flash-Kristallisation
Die Flash-Kristallisation ist ein neuartiges Kristallisationsverfah-ren, das eine möglichst genau definierte Partikelgrößenvertei-lung erzeugen soll. Studien in einer Laboranlage zeigen, dass für gut lösliche Stoffsysteme in einem Kristallisationsschritt ein Kristallisat erzeugt werden kann, das sich ökonomisch von der Mutterlauge trennen, einfach reinigen und dann zu Agglome-raten beliebiger Form und Größe formen lässt. Versuche mit ver-schiedenen Stoffsystemen erga-ben, dass vor allem die Geomet-rie der Düse und somit die
Tropfengrößenverteilung nimmt entscheidend Einfluss auf die Partikelgrößenverteilung. Die Reinheit des Produktes entspricht dabei den herkömmlichen Kris-tallisationsprozessen. Das End-produkt hat dagegen eine völlig neue Qualität, die aus bisherigen Kristallisationsverfahren in die-ser einfachen Art und Weise nicht zu gewinnen ist.
DOI: 10.1002/cite.200900039Matthias Kind, Universität Karlsruhe (TH)[email protected]
Kontakt
Optimierungspotential beleuchten
Phthalsäureanhydrid (PSA), ein bedeutendes Zwischenprodukt, wird industriell durch die hetero-gen katalysierte Gasphasenoxi-dation von o-Xylol hergestellt. Mit den derzeitigen Katalysato-ren lässt sich maximal eine Se-lektivität von etwa 86 Mol-% er-reichen. Simulationsrechnungen zur Gasphasenoxidation von o-Xylol in einem Rohrreaktor zei-gen Möglichkeiten zur Beeinflus-sung der Temperaturprofile auf. Sie ergaben allerdings auch, dass
mit einer Reduzierung der Hot-Spot-Temperaturen nicht wie er-hofft eine entsprechende Erhö-hung der Selektivität verbunden ist. Selbst unter nahezu isother-men Bedingungen lässt sich die berechnete PSA-Selektivität ma-ximal auf 88,5 % steigern.
DOI: 10.1002/cite.200900044Thomas Kuchling, TU Bergakademie [email protected]
Kontakt
Anti-Fouling
Belagbildung auf wärmeübertra-genden Flächen verschlechtert den Wärmedurchgang. Um die-sen Leistungsverlust zu kompen-sieren, muss der Wärmeübertra-ger entweder regelmäßigen Rei-nigungsvorgängen unterzogen oder gezielt überdimensioniert werden. Durch kohlenstoffba-sierte Beschichtungen der wär-meübertragenden Fläche lässt sich die Standzeit des Apparates beim Kristallisationsfouling si-gnifikant verlängern. Eine ener-getische Modifikation ermöglicht gegenüber dem unbeschichteten
Substrat Edelstahl eine Verdrei-fachung der Induktionszeit (für a-C:H:Si) bei sehr geringer Strö-mung. Bei kontinuierlichen Ver-suchen mit höherer Strömungs-geschwindigkeit konnten haft-mindernde Beschichtungen ihr volles Potential zur Foulingmin-derung entfalten.
DOI: 10.1002/cite.200900037Wolfgang Augustin, Technische Universität [email protected]
Kontakt
Europäische Simulations-konferenzDie 3. europäische Comsol Kon-ferenz zur Multiphysik-Simulati-on findet in diesem Jahr in Italien statt. Vom 14. – 16. Okto-ber 2009 treffen sich in Mailand, Ingenieure, Produktentwickler und Wissenschaftler aus der in-dustriellen und akademischen Forschung und Entwicklung. Erwartet werden ca. 500 Teilneh-mer/innen aus ganz Europa. Die Konferenz bietet Übersichts- und Fachvorträge, Trainings-kurse, eine Postersession, Demo-stationen und Tutorials zu Themen u.a. aus Bio- und Che-mietechnologie, Industriellen Anwendungen/Verfahrenstechnik, Mikrosystemtechnik (MEMS)
und Mikrofluidik und Strö-mungsdynamik.
www.comsol.de/conference2009
Forschung & Entwicklung
9 • 2009 • 9

MoDiMiDoFrSaSo
32
010203040506
3307080910111213
3414151617181920
3521222324252627
36282930
Septem
ber
MoDiMiDoFrSaSo
36
01020304
3705060708081011
3812131415161718
3919202122232425
40262728293031
Okt
Obe
r
Veranstaltungen
SeptemberProteom-Analytik 28. – 1. Okt. Freising Weihenstephan GDCh, Tel.: 069/7917-475, [email protected]
Röntgenbeugung und Rietveldanalyse 28. – 1. Okt. Bremen GDCh, Tel.: 069/7917-475, [email protected]
Wireless Technologies Kongress & Ausstellung 29. – 30. Sep. Stuttgart Mesago, Tel.: 0711/61946-16, [email protected]
Management von Forschung und Entwicklung in der Chemie 29. – 30. Sep. Frankfurt/Main GDCh, Tel.: 069/7917-475, [email protected]
Prozessregelungen – von den Grundlagen zu Advanced Control 29. – 30. Sep. Frankfurt/Main Dechema, Tel.: 069/7564-253, [email protected]
Betrieblicher Explosionsschutz und Prüfungen nach BetrSichV – Praxisbeispiele
29. – 30. Sep. Stuttgart VDI Wissensforum, Tel.: 0211/6214-201, [email protected]
Funktionale Sicherheit (SIL) – Planung, Dokumentation und Betrieb von PLT-Schutzeinrichtungen
29. Sep. Duisburg Krohne, Tel.: 0203/3014511, [email protected]
Optimierung in der Prozessindustrie 30. – 2. Okt. Berlin Dechema, Tel.: 069/7564-253, [email protected]
Funktionale Sicherheit (SIL) – Planung, Dokumentation und Betrieb von PLT- Schutzeinrichtungen
30. Sep./ 6./8. Okt.
Duisburg/Regensburg/ Darmstadt
Krohne, Tel.: 0203/3014511, [email protected]
OktoberVerlässliche Erfahrungsregeln bei der Dimensionierung und Maßstabs- vergrößerung von verfahrenstechnischen Apparaten und Anlagen
1. – 2. Okt. Wuppertal TAW, Tel.: 0202/7495-0, [email protected]
EFC-Workshop High Temperature Corrosion 1. – 2. Okt. Frankfurt/Main Dechema, Tel.: 069/7564-129, www.dechema.de
DNV Pro Food Forum HACCP und Rückverfolgbarkeit für Lebensmittelhersteller
1. Okt. Bielefeld DNV, Tel.: 0201/7296-222, [email protected]
Geometrie und Vernetzung 5. – 6. Okt. Darmstadt Ansys, Tel.: 06151/3644-0, [email protected]
Praxisgerechte Wasserbeurteilung 5. – 7. Okt. Berlin GDCh, Tel.: 069/7917-291, [email protected]
Molecular Modelling 5. – 8. Okt. Erlangen Dechema, Tel.: 069/564-253, [email protected]
Thermodynamik-Kolloquium und Ingenieurdaten 5. – 7. Okt. Berlin Dechema, Tel.: 069/7564-129, www.dechema.de
Grundlagen der Organischen Chemie für Kaufleute und Ingenieure 6. – 9. Okt. Bad Dürkheim GDCh, Tel.: 069/7917-291, [email protected]
Keramische Verbundwerkstoffe 6. – 7. Okt. Bayreuth DGM, Tel.: 069/75306-757, [email protected]
Grundlagen Normenanwendung zur Maschinenrichtlinie 98/37/EG Anwendung 1 – Neue DIN EN ISO 13849-1
6. Okt. Freiburg Jokab Safety, Tel.: 07424/95865-0, [email protected]
Schutz durch gute Patente – Schutz vor schlechten Patenten 6. Okt. Frankfurt/Main Dechema, Tel.: 069/7564-253, [email protected]
Pneumatische Schüttgutförderung in der Praxis 6. Okt. Essen Haus der Technik, Tel.: 0201/18031, www.hdt-essen.de
Löser und Postprozessing 7. – 8. Okt. Darmstadt Ansys, Tel.: 06151/3644-0, [email protected]
Inbetriebnahme verfahrenstechnischer Anlagen 7. – 9. Okt. Berlin VDI Wissensforum, Tel.: 0211/6214-201, [email protected]
Erfolgreich Führen im Vertrieb 7. – 9. Okt. Aschheim VDI Wissensforum, Tel.: 0211/6214-201, [email protected]
Sicherheitsfunktionen an Maschinen Anwendung II – Neue DIN EN ISO 13849-1
7. Okt. Freiburg Jokab Safety, Tel.: 07424/95865, [email protected]
Patentmanagement 7. Okt. Frankfurt/Main Dechema, Tel.: 069/7564-253, [email protected]
Sichere Handhabung brennbarer Stäube 8. – 9. Okt. Düsseldorf VDI Wissensforum, Tel.: 0211/6214-201, [email protected]
Infotag Hochtemperatur 8. Okt. Frankfurt/Main Dechema, Tel.: 069/7564-129, www.dechema.de
Prozesschromatografie 11. – 14. Okt. Clausthal Dechema, Tel.: 069/7564-253, [email protected]
Mechanische Oberflächenbehandlung zur Verbesserung der Bauteileigenschaften
12. – 13. Okt. Karlsruhe DGM, Tel.: 069/75306-757, [email protected]
Ansys ICEM CFD Basic Training 13. – 15. Okt. Otterfing Ansys, Tel.: 06151/3644-0, [email protected]
Termine
10 • 9 • 2009

Wechsel in Geschäftsführung
Seit Mitte des Jahres ist Frank Hartmann neuer Geschäftsführer bei der Büchi Labortechnik GmbH in Essen und verantwortlich für die geschäftlichen Aktivitä-ten in Deutschland und in den Niederlanden. Er folgt auf Dr. Jochen Knecht, der seit 2003 in dieser Funktion tätig war und in die Geschäfts-
leitung des Schweizer Stammhauses gewech-selt ist. Hartmann hat seit mehr als 15 Jahren bei KMF, Merck und VWR International Er-fahrung im Verkauf und Marketing von instru-menteller Analytik und
Laborprodukten gesammelt, um dort den NIR-Bereich zu führen.www.buechigmbh.de
Petra Wolf übernimmt Bereichsleitung International
Petra Wolf, übernimmt zum 1. Oktober 2009 die Leitung des Ge-schäftsbereichs Interna-tional bei der Nürnberg Messe Group. Sie tritt damit die Nachfolge von Herta Krausmann an, die sich Ende Sep-tember ins Privatleben zurück-zieht. Die Verantwortung von Petra Wolf wird es sein, die In-ternationalisierung weiter er-
folgreich voranzubrin-gen. Wolf, verantwortete in den vergangenen 10 Jahren als Teamleiterin Marketing und Kommu-nikation von knapp 20 Themen in Nürnberg und weltweit, darunter der Leitmessen Chill-
venta, IWA & OutdoorClassics, Powtech und GaLaBau.
www. nuernbergmesse.deWachendorff verstärkt Vertriebsmannschaft
Dipl.-Ing. (FH) Fouad Boudraa, bisher Pro-duktmanager bei Wa-chendorff in Geisen-heim/Rheingau, wechselt innerhalb der Unterneh-mensgruppe in eine neue Funktion. Er soll als Vertriebsingenieur
im Außendienst die Kundennähe in den Postleitzahlgebieten 34 bis 37, 53 bis 56, 60 bis 63, 65 und 95 bis 97 sicherstellen.
www.wachendorff-prozesstechnik.de
Neuer Leiter Produktmanagement bei Turck
Turck hat zum 1. Juli die Gesamtverantwortung für das Produktmanage-ment Sensortechnik an Oliver Marks übertragen. Der Diplom-Physiker war seit 1999 bei Turck als Produktmanager für den Bereich Positions- und Näherungssensoren verant-wortlich. Marks übernimmt die neue Position von Alfred Hack, der nach 15 Jahren den Mül-heimer Automationsspezialisten
verlässt, um eine leiten-de Position bei einem Unternehmen aus der Branche zu übernehmen. Während Marks kom-missarisch weiterhin die Produktgruppen Linear-wegsensoren, Neigungs-sensoren und Drehgeber
betreut, verantwortet Sander Makkinga künftig die Produkt-gruppen induktive und Magnet-feld-Sensoren.www.turck.com
Segment Wasser bei ITT Lowara verstärkt
Andreas Emanuel ist seit 1. Juni 2009 Ver-kaufsbereichsleiter Süd für das Segment Wasser von Lowara Deutsch-land, Großostheim, einer Tochtergesellschaft des italienschen Pumpen-herstellers Lowara S. r. l., die zur weltweit tätigen ITT Corporation gehört. Der Diplom-Ingenieur für Umwelt-Verfah-
renstechnik ist speziali-siert auf Wasser und Abwasser. Zuvor war er acht Jahre in der Nie-derlassung Ettlingen von Mall als Verant-wortlicher für den Bau von Regen- und Abwas-ser-Pumpwerken sowie
Kompaktstationen tätig.
www.lowara.de
Grabenstr. 5 · 40213 Düsseldorfwww.alzheimer-forschung.de B1
00800 / 200 400 1
Spenden Sie mit Ihren Gästen für die Alzheimer Forschung. Infos unter:
(gebührenfrei)
auf Sie zukommt ...
Wenn ein Fest
Gesellschaft Deutscher Chemiker
Unverzichtbare BausteineIhrer Karriere
Fortbildung Chemie
I N F O R M A T I O N S T A G E · K U R S E · I N H O U S E - K U R S E
I N F O R M A T I O N S T A G E · K U R S E · I N H O U S E - K U R S E
Gesellschaft Deutscher Chemiker e.V. · FortbildungTel.: 069 7917-364 · Fax: -475 · E-Mail: [email protected]
www.gdch.de/fortbildung
Personalia
9 • 2009 • 11

Proportionaltechnik im Internet
Magnetventile mit Regelmagne-ten spielen bei der präzisen stu-fenlosen Regelung der physika-lischen Größen Druck, Kraft, Geschwindigkeit, Drehmoment, Temperatur etc. eine immer grö-ßere Rolle. Diesem Themenkreis hat Asco Joucomatic als führen-der Anbieter im Bereich der Pro-portionaltechnik eine spezielle Homepage gewidmet. Sie führt den Leser von der verständlichen Einführung in die Regelungs-technik über zahlreiche Anwen-dungsbeispiele bis hin zur Vor-stellung von Funktion und Leistungsmerkmalen der in Deutschland entwickelten Pro-
portionalventiltypen. Übersichts-tabellen helfen bei der Orientie-rung für die unterschiedlichen Einsatzzwecke. Besonderer Wert wurde auf Praxisnähe gelegt. Die Anwendungsbeispiele aus den unterschiedlichsten indus-triellen Fertigungsbereichen – vom Schwermaschinenbau bis zur Herstellung medizinischer Präzisionsgeräte – zeigen die zahlreichen Möglichkeiten, die Proportionalventile durch die Verbindung von intelligenter Elektronik mit kraftvoller Pneu-matik dem Anwender bieten.
www.proportionalventile.com
Chemische Formulierung als Schlüsseltechnik
Das neue auf drei Jahre ange-legte Projekt InForm, das von der EU mit 1,7 Mio. € finanziert wird, soll den Austausch von
Ideen und Know-how über che-mische Formulierung mit neuen Materialien zwischen herausra-genden Wissenschaftlern aus der ganzen Welt fördern. Einge-bunden sind neben der Deche-ma und Bayer CropScience aus Deutschland 15 weitere, welt-weit führende Forschungsein-richtungen; Koordinator ist die Universität Manchester. Die An-gebote umfassen wissenschaftli-che und technische Foren, Networking-Veranstaltungen, Bestandsaufnahmen und techni-sche Workshops.
Formulierung von Nano-Bio- ▪Materialien Handhabung und Verarbei- ▪tung von Nanopulvern Prozessintensivierung und ▪Formulierungen mit nano-skaliger weicher Materie Physikalische Chemie auf ▪der Nanoebene Formulierung „intelligenter“ ▪und funktioneller Beschich-tungen, Filme und Folien auf der Nanoebene Toxikologie und gesund- ▪heitliche Auswirkungen von Nanomaterialien
InForm gliedert seine Aktivitäten in sechs wesentliche
Themenstränge
Alex WaddingtonThe University of [email protected]
Kontakt
MSR-Spezialmesse SüdostDie Meorga aus Nalbach veran-staltet am 23. September 2009 im KU´KO in Rosenheim eine re-gionale Spezialmesse für Pro-zessleitsysteme, Mess-, Regel- und Steuerungstechnik. Hier zeigen ca. 100 Fachfirmen der Mess-, Steuer-, Regel- und Au-tomatisierungstechnik Geräte und Systeme, Engineering- u. Serviceleistungen sowie neue Trends im Bereich der Automa-tisierung. Der Eintritt zur Messe und die Teilnahme an den Work-shops sind für die Besucher kos-tenlos.
www.meorga.de
Drehzahl erfassen und zuverlässig überwachenVom Geber bis zu jeder Auswertung: Lösungen aus einer Hand!
D-71301 Waiblingen · Tel: 07151 / 9562-30Fax: 07151 / 9562-50 · [email protected] www.braun-tacho.de
BRAUN GMBHDREHZAHL UND FREQUENZ
Ein Jahrhundert Durchflussmessung
Rota Yokogawa feiert im Okto-ber 2009 das erste Jahrhundert seiner Firmengeschichte. Das
Unternehmen aus Wehr gehört seit 1995 zum Yokogawa-Kon-zern mit Sitz in Tokio. Im Jahr 1909 wurden die Deutschen Ro-tawerke in Aachen mit einem Produktschwerpunkt gegründet: dem kurz zuvor erfundenen Ro-tameter. Das Messprinzip basiert auf einem rotierenden Schwebe-körper – von daher der Name „Rota“. Der Markenname Rota-meter wird heute oft als Syno-nym für Schwebekörper-Durch-flussmesser jeglicher Hersteller verwendet. Im Jahr 1940 wurde die Produktion ins südbadische Wehr verlegt. 1993 stellte Rota den ersten Rotamass, ein Durch-flussmesser nach dem Coriolis-Prinzip, vor. Die bereits beste-hende Kooperation mit dem Yokogawa-Konzern erhielt 1995
eine neue Grundlage: Rota wurde eine Tochter von Yoko-gawa Europe B. V. Heute ist Rota Yokogawa das „Flow Center of Excellence“, das im Yokogawa-Konzern weltweit für Messtech-nologien wie die Masse-Mes-sung nach dem Coriolis-Prinzip und den Rotameter zuständig ist. Pünktlich zum 100-jährigen Jubiläum wird mit der Einwei-hung einer neuen Fertigungs-halle die Produktionsfläche um 40 % erweitert. Damit einher geht eine weitere Automatisie-rung der Produktion. Das Unter-nehmen investiert in Ferti-gungsanlagen, Roboter und automatische Prüfanlagen.
www.yokogawa.com
Abb.: Rotas umsatzstärkste Produktli-nie, die Coriolis-Durchflussmesser der in Wehr entwickelten Rotamass-3-Serie
Wirtschaft & Produktion
12 • 9 • 2009

VDI mit neuen StrukturenSeit dem ersten Juli gibt es die neue VDI-Ge-sellschaft Ener-gie und Umwelt (GEU). Prof. Dr. Hermann-Josef Wagner, der den Lehrstuhl Energiesysteme und Energiewirtschaft (LEE) an der Ruhr-Universität Bochum inne-hat, wurde zum neuen Vorsit-zenden gewählt. Zu der neuen Fachgesellschaft gehören sechs Fachbereiche: Management und Sicherheit in der Energie- und Umwelttechnik, Ressourcenma-nagement in der Energie- und Umwelttechnik sowie Energie-wandlung und -anwendung,
Strategische Energie- und Um-weltfragen, Luftreinhaltung und Lärmminderung. Ge-schäftsführer der GEU ist Rü-diger Wolfertz, der auch Ge-schäftführer der VDI-GVC ist.
Die GEU ist Teil der neuen Struktur im VDI-Bereich Tech-
nik und Wissenschaft, die zum Ziel hat, den VDI schlagkräfti-ger und wettbewerbsfähiger zu machen. Statt bisher 22 Fachge-sellschaften gibt es jetzt 10. In-nerhalb dieser neuen 10 Fach-gesellschaften haben VDI-Mit-glieder künftig die Möglichkeit, aus über 50 Fachbereichen (The-menfeldern) vier auszuwählen, die sie am meisten interessieren. www.vdi.de
Seniorchef Carl Kaeser gestorben
Dipl.-Ing. Carl Kaeser, ge-schäftsführender Gesellschaf-ter der Firma Kaeser Kompres-soren, ist kurz nach Vollendung seines 95. Lebensjahres am 8. Juli 2009 verstorben. Über sieben Jahrzehnte hat er die Geschicke des Coburger Fami-lienunternehmens mitgeprägt und weit über das regionale Wirtschaftsgeschehen hinaus gewirkt. Unter seiner Leitung entwickelte sich die Firma Ka-eser von einem zunächst regio-nal und national agierenden Kompressorenhersteller zu einem der weltweit erfolgreichs-
ten Druckluft-Systemanbieter mit fast 4.000 Mitarbeitern. Carl Kaeser hat zahlreiche Aus-zeichnungen erhalten wie
den Bayerischen Verdienstor-den, das Bundesverdienstkreuz erster Klasse und die Staatsme-daille für besondere Verdienste um die bayerische Wirtschaft. Er war Ehrenbürger der Stadt Co-burg und Ehrensenator der Hochschule Coburg.www.kaeser.com
Nikkiso hat Lewa übernommen
Der Leonberger Spezialpum-penhersteller Lewa wurde durch den japanischen High-techkonzerm Nikkiso über-nommen. Lewa produziert und vertreibt seit ihrer Gründung im Jahr 1952 Dosier- und Pro-zess-Membranpumpen sowie darauf basierende Systeme. Mit etwa 730 Mitarbeitern erzielte Lewa 2008 einen Umsatz von knapp 145 Mio. €. Das 1953 als Pumpenimporteur gegründete Unternehmen Nikkiso ist bislang in Europa durch Medizintechnik – speziell im Bereich Dialyse-technik – bekannt. Auf den asia-tischen Märkten werden neben Präzisionspumpen für die che-
mische Industrie und Wasserauf-bereitungsanla-gen für Kraft-werke auch CFRP-Produkte (Verbundstoffe auf Kohlefaser-
basis) für die Flugzeugindus trie hergestellt. Die börsennotierte Nikkiso setzt mit 3.843 Mitar-beitern weltweit ca. 548 Mio. € um, wovon rund 165 Mio. € auf den Pumpenbereich entfallen. Bernd M. Stütz (Abb.), CEO der Lewa GmbH, begrüßt Nikkiso als idealen neuen Eigentümer.
www.lewa.de
Die Theorie folgt der PraxisEin Technologietag zum Thema schonendes, pneumatisches Fördern sensibler Produkte
Gemäß dem Motto des Tages „Schonendes Handling beim pneumatischen Fördern“ boten die Vorträge und praktischen Demons-trationen einen Überblick über bekannte und neue pneumatische Fördersysteme.
Moderator des Technologietages war Prof. Dr.-Ing. Karl Sommer, Leiter des Lehrstuhls für Verfahrenstechnik disperser Systeme am Wissenschaftszentrum Weihen stephan für Ernährung, Landnutzung und Umwelt an
der technischen Universität München. Som-mer erfreute die Anwesenden mit dem Be-kenntnis, dass die Forschung auf diesem Gebiet eher der Praxis hinterherlaufe und deren Ergebnisse nachträglich versuche wis-
„Neue Produkte brauchen innovative, pneumatische Fördertechniken.“ Dieses Fazit zog Rainer Barnekow von der Firma Symrise am Ende seines Vortrages beim Technologietag Vital, zu dem AZO am 1. Juli 2009 nach Osterburken eingela-den hatte. Gekommen waren etwa 50 Pharmazeuten, Milchverarbeiter, Hersteller von Instantgetränken und Kindernah-rungsmittel bis hin zu Tee-Herstellern.
Abb. 3, 4, 5: Eine Werksführung und die Besichtigung von drei verschiedenen Fördersystemen im AZO-Versuchs-zentrum vervollständigten die Eindrücke des Technologietages Vital. Gezeigt wurden eine Saugstrom-Förderung zum schonenden Fördern von Kapseln in der Pharmaindustrie, eine AZO-Multiair-Förderung, zum schonenden und entmischungsfreien Fördern von gesprühten, häufig sehr fetthaltigen Produkten in der Milchindustrie, zusätz-lich eine Saugplus-Förderung zum Fördern von instantisierten Produkten ohne Zerstörung der Partikelstruktur.
Abb. 1: Moderierte den Technologietag: Prof. Dr.-Ing. Karl Sommer, Leiter des Lehrstuhls für Verfah-renstechnik disperser Systeme am Wissenschaftszen-trum Weihenstephan für Ernährung, Landnutzung und Umwelt an der technischen Universität München.
Abb. 2: Die Vorteile pulverförmiger Lebensmittel stellte Rainer Barnekow, Director Innovation Project Technology bei Symrise, Holzminden, vor. Ihre Eigenschaften dürfen durch die Förderung nicht verändert werden.
Report
14 • 9 • 2009

senschaftlich zu untermauern. Ganz in die-sem Sinne war auch sein wissenschaftlich orientierter Vortrag zu sehen, in dem er die Frage untersuchte, ob der Druckverlust bei der pneumatischen Förderung vorausbe-rechnet werden kann. Beim derzeitigen For-schungsstand lautet seine Antwort darauf: „Ja, auch wenn die zugrunde gelegte Theo-rie vermutlich falsch ist!“
Rainer Barnekow, Director Innovation Project Technology bei Symrise, beschäftig-te sich in seinem Vortrag dagegen mit den praktischen Herausforderungen für pneu-matische Fördersysteme bei instantisierten, agglomerierten bzw. granulierten, neuen Produkten. Der Trend gehe weiterhin zu die-sen Produkten, die einfach, bequem und schnell zuzubereiten sind. In den 50er Jah-
ren habe eine Hausfrau in Deutschland noch durchschnittlich 3,7 Stunden am Tag für die Nahrungszubereitung benötigt. Dieser Zeit-aufwand sei heute weitgehend an die Le-bensmittelindustrie delegiert worden. Ent-sprechend tragen viele der Produkte in ihrem Namen die Begriffe: fast, fix, express und quick.
Nachdem Gerhard Nied, der technische Leiter der AZO-Gruppe, die gängigen För-dersysteme, die es derzeit auf dem Markt gibt, vorgestellt und Einsatzgrenzen der ver-schiedenen Systeme aufgezeigt hatte, folgte ein Beitrag durch die beiden Geschäftsbe-reichsleiter Peter Watzal und Willi Weid-mann, die für den Bereich AZO Vital zu-ständig sind und als Gastgeber fungierten. Sie zeigten anhand anschaulicher Beispiele
aus der Praxis interessante Lösungen sowohl im Vorfeld der pneumatischen Förderung wie nach der pneumatischen Förderung, z. B. die Produktabgabe in den Verarbei-tungsprozess, auf.
Ein weiterer Erfahrungsbericht aus der Praxis mit schonenden und entmischungs-freien pneumatischen Fördersystemen für Kindernährmittel, den Josef Beckering von Milupa hielt, und die Präsentation der AZO-Multiair-Förderung zum schonenden und entmischungsfreien Fördern empfindlicher Schüttgüter durch den AZO-Produktmana-ger für pneumatische Fördersysteme Chris-tian Leist rundete die Vortragspalette ab.
www.azo.de
Quality in vibrators
Loostrasse 2, CH-8461 Oerlingen, Schweiz. Tel. +41 (0)52 305 47 51www.findeva.com. Mail: [email protected]. Deutschland: www.aldak.de. Mail: [email protected]
FördernEinfüllenVerdichtenTrennen
Findeva AG, Pneumatische Vibratoren für die Industrie
Report

Erfahrung aus 250.000 Anwendungen Die nächste Generation von Radarfüllstandmessgeräten kommt
Im Herbst gehen die Radarsensoren Vega-puls 60 mit zahlreichen Neuentwicklungen und Verbesserungen an den Start. Um die vielen neuen Ideen umsetzen zu können, war jedoch eine neue Hardwarebasis not-wendig, die für die Zukunft eine neue Platt-form bildet. Neue Bauteile wie schnellere Mikroprozessoren und D/A-Wandler boten die Möglichkeit, die Geräte energiesparend, schneller, genauer und leistungsfähiger aus-zulegen. Aus einer höheren Genauigkeit und Empfindlichkeit resultieren letztlich eine höhere Zuverlässigkeit und Messsicherheit. Dazu haben die Entwickler die Inbetrieb-nahme und Bedienung weiter vereinfacht und zahlreiche Details verbessert. Schon beim Vorgänger ernteten die Schwarzwälder viel Lob von den Kunden in Bezug auf Ein-stellungsmöglichkeiten und Bedienfreund-lichkeit. Mit dem optimierten Anzeige- und Bedienmodul Plicscom wird die Bedienung nun noch einfacher und komfortabler. Hochtemperaturausführungen, spezielle Werkstoffe und höhere chemische Bestän-digkeiten tun ihr Übriges dazu, dass die
„Gelben“ immer mehr Einsatzgebiete für sich erobern.
Ruckzuck installiert
Das Prinzip Einfachheit gilt natürlich auch für die Inbetriebnahme, die sich dank eines überarbeiteten Anschlusskonzeptes und leis-tungsfähiger Software noch unkomplizierter und schneller durchführen lässt. Die Soft-ware hat Vega komplett nach SIL IEC 61508-Richtlinien entwickelt, praxisnah op-timiert und in der Signalverarbeitung Er-kenntnisse aus den realen Anlagen realisiert. Bedienstruktur und Anwendungsparameter wurden ebenfalls überarbeitet.
Ein besonderes Software-Schmankerl sind die 15 erweiterten Anwendungsparameter, quasi Garanten für eine kundenfreundliche Inbetriebnahme. Die Idee: Der Anwender muss lediglich seine ihm bestens bekannte Applikation beschreiben. Den Rest erledigt die Software über intelligente Spezialein-stellungen, die im Hintergrund arbeiten und
das Gros der Anwendungen abdecken. Dazu definiert der Kunde seinen Prozess über ein Auswahlmenu: Mediumtyp (Flüssigkeit oder Schüttgut), Medium (Lösungsmittel/Flüssig-gase/Öle …, Pulver/Stäube …), Anwendung (Lagertank, …, Silo, Bunker …), Form des Be-hälterbodens sowie -deckels (gerade, schräg, konisch, klöpperförmig) und die Behälter-höhe. Fertig.
Aufgrund der Beschreibung „weiß“ die Software, mit welchen Reflexionen sie zu rechnen hat. Große oder kleine Signale, schnelle oder langsame Veränderungen usw. So lassen sich in der Auswertung auch Stör-reflexionen anders bewerten. Damit können Vegapuls 60-Radarsensoren noch einfacher an die jeweilige Messaufgabe angepasst werden.
Der Kunde benötigt weder Spezialwissen zum Gerät noch zum Messprinzip und kann die Inbetriebnahme in den allermeisten Fäl-len ohne Unterstützung des Lieferanten selbst vornehmen. In Zeiten, in denen immer weniger Personal immer mehr Messstellen betreuen muss, ein großer Vorteil. Nicht zu-
Viele Medien verbreiteten in den letz-ten Wochen und Monaten, dass in der weltweiten Finanzkrise für die Herstel-ler auch die Chance läge, Kunden-nutzen zu schaffen. Und genau dies tut Vega. Mit plicsplus schreibt der Mittelständler aus dem Schwarzwald die Erfolgsgeschichte seines bewähr-ten Gerätekonzeptes plics fort. Die wichtigsten Bausteine des modularen Systems für alle Messprinzipien sind durchgängige Gehäuse, frei kombi-nierbare Prozessanschlüsse sowie eine einheitliche Bedienung. Der entschei-dende Gedanke dabei: für den An-wender alles so einfach wie möglich zu gestalten. Die ersten Geräte, die jetzt mit den neuen Features auf den Markt kommen, sind die Radarsenso-ren Vegapuls 60.
Titelstory
16 • 9 • 2009
letzt lässt sich dadurch auch viel Zeit und Geld sparen. Zudem profitieren die Kunden von einer deutlich höheren Messsicherheit.
Höher, schneller, weiter
Neue Komponenten in der Elektronik erhö-hen die Geschwindigkeit und damit die Messrate der Radarsensoren, gleichzeitig senken sie den Energieverbrauch.
Eine schnellere Signalverarbeitung ver-kürzt die Zykluszeit erheblich. Dies macht die neuen Geräte zu idealen Kandidaten selbst für kleine Behälter und schnelle Füll- und Entleerzyklen. Sie meistern sogar die Vermessung dynamischer Oberflächen wie Wellenhöhen oder Förderbänder.
Modernste, leistungsfähigere Mikropro-zessoren ermöglichen eine um den Faktor 5 gesteigerte Abtastung der Echosignale. Die Signale lassen sich in ihrer Verarbeitung leichter trennen. Dies führt zu einer wesent-lich höheren Auflösung der Rohdaten zur Zeitmessung. Aus der erheblich verbesser-ten Echoanalyse und den leistungsfähigen Komponenten resultieren deutlich höhere Genauigkeiten. So konnte die Genauigkeit der Radarsensoren auf 2 mm gesteigert wer-den, dies entspricht bei einem Messbereich von 40 m nur 0,005 %.
Insgesamt sorgt die moderne Elektronik bei allen Sensorausführungen für eine we-sentlich höhere Messwertstabilität.
Durch den Einsatz neuer Bauteile konnte der Hersteller die Empfindlichkeit ebenfalls
um den Faktor 5 steigern. Sie stellt eine noch höhere Messsicherheit bei schlecht re-flektierenden Medien sicher. Da zwischen Mikrowellenmodul und Antennensystem bewusst kein Kabel verwendet wird, lässt sich eine zusätzliche Dämpfung vermeiden und Störreflexionen verringern. Ein techni-scher Kniff, der die Geräte noch leistungsfä-higer macht.
Ein kleiner Coup ist dem Hersteller mit der Bewegungserkennung der Echosignale bei den Vegapuls 60 gelungen. Hier wurden vor allem Anregungen umgesetzt, die Ser-vice und Entwicklung in der Anwendungs-praxis gesammelt haben. So sorgt nun ein cleverer Softwarealgorithmus dafür, dass die Geräte noch besser zwischen Nutz- und Störsignalen unterscheiden können, die z. B. durch Verschmutzungen oder Anhaftungen entstehen.
Nützliche Helfer
Auch für steigende Anforderungen an Diagnose, Service und Wartung ist das Fa-milienunternehmen bestens gerüstet. Alle Asset-Management-Informationen zur vor-beugenden Wartung erfüllen die Anforde-rungen der Namur NE 107, d. h. der Anwen-der erhält vier genormte Statusmeldungen. Fehlermeldungen in Klartext erlauben eine detaillierte und zielgerichtete Diagnose.
Ein allein für Diagnosezwecke reservierter Speicherbereich merkt sich bis zu 100.000 Messwerte, Ereignisse und Echokurven mit
Datum und Uhrzeit. Und: Alle plicsplus- Geräte verfügen über eine Echtzeituhr, die eine Datenspeicherung mit Zeitstempel und eine Eingabe der Zeitinformation beim End-abgleich der Sensoren ermöglicht. Die Stromversorgung ist über Batterie und Kon-densator (Goldcap) gewährleistet, damit die für die Diagnose wertvollen Daten auf kei-nen Fall verloren gehen.
Ein cleveres Anschlusskonzept, abziehba-re Anschlussklemmen und eine werkzeuglo-se Bedienung sind weitere Pluspunkte des Gerätekonzeptes von Vega. Weitere hilfrei-che Funktionen: Ausbauhilfen für Elektro-niken, verbesserte Servicedokumentation, Hard- und Software-Historie sowie E-Lear-ning Serviceschulungen.
Optimierte DTMs (Device Type Manager) stellen eine reibungslose Geräteintegration mittels FDT-Technologie (Field Device Tool) sicher. Das Design der Treiber entspricht dem aktuellen „FDT/DTM Style Guide“. Selbstverständlich stehen für die Gerätein-tegration parallel alle DDs (Device Descrip-tion) und EDDs (Electronic Device Descrip-tion) zur Verfügung.
Vorteile satt
Durch die Neuentwicklung und Verbesse-rungen von Elektronik, Software und Gerä-teausführungen ist die Radartechnik von Vega noch breiter einsetzbar. Eine durch-dachte Inbetriebnahme mit ausgeklügelten Funktionen sowie eine höhere Zuverlässig-keit machen den Einsatz der Radarsensoren der Vegapuls 60-Geräte noch einfacher. Eine neue Hardwarebasis des Gerätekonzeptes plicsplus legt den Grundstein für künftige Weiterentwicklungen und zukunftssichere Produkte. Durch die Kompatibilität zwi-schen neuen und bisherigen Elektroniken stellt der Hersteller einen problemlosen Aus-tausch sicher. Ein Upgrade auf die neue Technik ist jederzeit möglich – inklusive allen Vorteilen und echtem Mehrwert für den Anwender.
Die Autorin Dr. Christine Eckert, Freie Fach- und Wissenschaftsjournalistin
Birgit WolberVega Grieshaber KG, SchiltachTel.: 07836/50415Fax: 07836/[email protected]
Kontakt
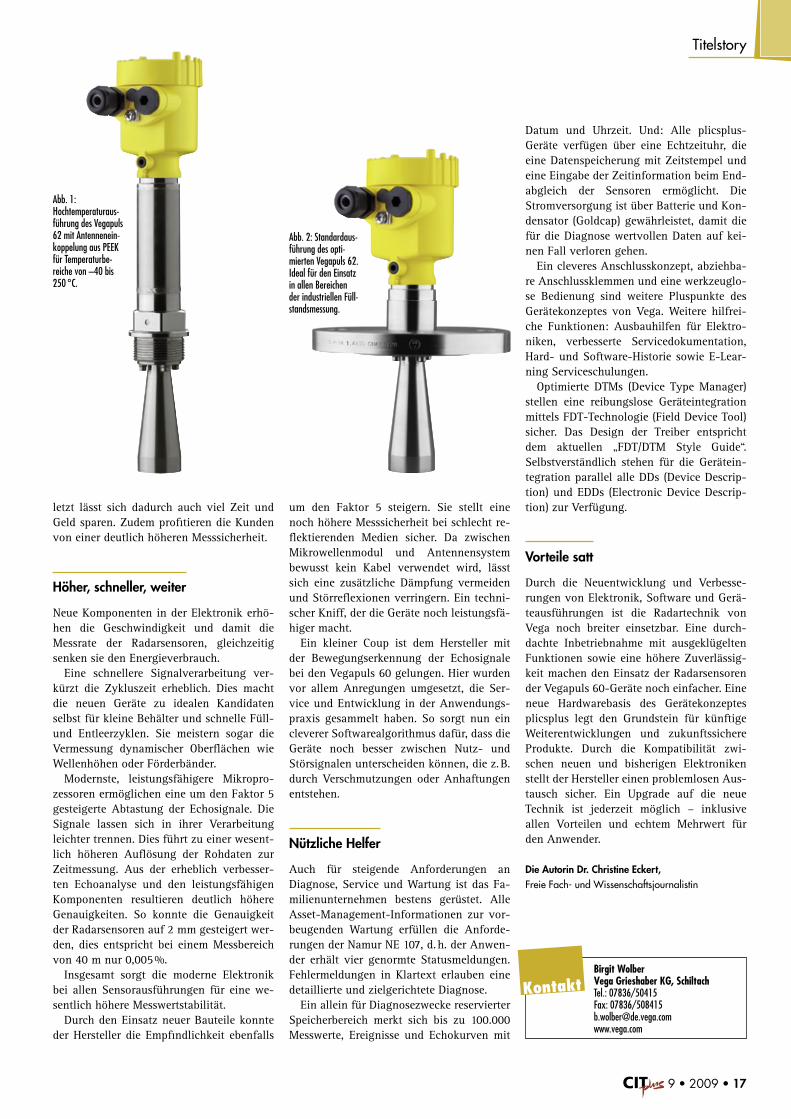
Abb. 1:Hochtemperaturaus-führung des Vegapuls 62 mit Antennenein-koppelung aus PEEK für Temperaturbe-reiche von –40 bis 250 °C.
Abb. 2: Standardaus-führung des opti-mierten Vegapuls 62. Ideal für den Einsatz in allen Bereichen der industriellen Füll-standsmessung.
Titelstory
9 • 2009 • 17
Schwachstelle RohrbogenVerschleißschutz erhöht Wirtschaftlichkeit von pneumatischen Förderanlagen
Die Förderung von ver-schleißintensiven Schüttgü-tern ist in vielen Branchen ein Thema. Verschiedenste Materialien zählen zu diesen Arten von Schüttgütern, so etwa Feststoffe in der Che-mieindustrie oder Baustoffe wie Zement, Kalk und Quarz-sand. Bei der Glasverarbei-tung lassen sich Glasstaub, Silikate, Dolomit oder Soda hinzuzählen, aber auch in der Lebensmittelindustrie zählen manche stark abrasive Ge-würze, Getreidearten, Kakao-bohnenschalen oder Misch-futter mit dazu und sind daher ebenso problematisch. Häufiger Verschleiß der För-derstrecke ist die Folge, be-sonders stark betroffen sind die Bögen.
Rohrbögen werden besonders beansprucht
Bei der pneumatischen För-derung von Schüttgütern werden die Materialien mit-tels Gasströmung durch die Leitungen geschickt. In den meisten Fällen werden hier-bei Stahlrohre eingesetzt. Das Schüttgut wird dabei entwe-der vorwärts geblasen oder gesaugt, der Saugbetrieb
funktioniert allerdings nur auf relativ kur-zen Strecken, weshalb der Druckbetrieb überall dort bevorzugt wird, wo lange För-derleitungen benötigt werden. Hier können Längen von bis zu drei Kilometern und ent-sprechend hohe Betriebsdrücke erreicht wer-den. Um ausreichend Stabilität zu gewähr-leisten, sind die Rohrleitungsstücke und -bögen daher mit Flanschen fest ver-schraubt.
Unterschieden werden zwei Förderarten, die hauptsächlich die Fördergeschwindig-keit beeinflussen: Bei der sogenannten Pfropfen- oder Dichtstromförderung wird viel Schüttgut mit verhältnismäßig wenig Luft bewegt. Die Förderung erfolgt langsam und stoßweise. Wesentlich schneller werden die Partikel hingegen bei der sogenannten Flug- oder Dünnstromförderung transpor-tiert. Weniger Schüttgut wird mit einem hohen Luftanteil gefördert, zum Teil mit einer Geschwindigkeit von bis zu 90 km/h.
Das führt häufig zu einem starken Ver-schleißproblem; denn während des Trans-ports trifft das Schüttgut zahllose Male gegen die Rohrwandung. Defekte in Form von Leckage bis zur völligen Zerstörung sind die Folge. Im Besonderen betroffen sind dabei die Rohrbögen, denn hier trifft das geförderte Material mit voller Geschwin-digkeit auf die Wandung, während es um die Kurve gelenkt wird. Der Rohrbogen steht der eigentlichen Flugbahn der Partikel sozu-sagen im Wege und ist dadurch deutlich hö-heren Belastungen ausgesetzt als der Rest der geraden Förderleitung. Der Bogen ver-schleißt daher auch deutlich schneller, bis hin zu Löchern in der Rohrwandung.
Häufig fallen pneumatische Förderanlagen durch starken Verschleiß von Rohr-bögen aus. Da der Verschleiß innen im Rohrbogen auftritt, wird er in der Regel erst erkannt, wenn das betroffene Teil plötzlich ausfällt. Es entstehen hohe Fol-gekosten durch Montagezeiten, Anlagenstillstand, Produktionsverzug. Dieses Problem lösen die Rohrbögen der Master-Protect-Serie, wie in diesem Beitrag gezeigt wird. Sie verfügen nicht über eine innere PU-Auskleidung, sondern auch über eine besondere Innengeometrie. Alfons Beitz, Verkaufsleiter
des Bereiches Hightech- Schlauchsysteme von Masterflex
© s
oups
tock
/fot
olia
.de
Anlagen • Komponenten
18 • 9 • 2009

Manchmal werden solche Defekte behelfs-mäßig durch Zuschweißen behoben, aller-dings ist dies nur eine kurzfristige Notlö-sung. Je nach Anwendungsgebiet müssen Rohrbögen oft nach nur wenigen Wochen oder Monaten ersetzt werden. Viel mehr als die Kosten des eigentlichen Ersatzteiles fällt dabei der notwendige Stillstand der Anlage ins Gewicht.
Jeder Anlagenstillstand erzeugt Kosten – ein Beispiel
Da der Verschleiß innen im Rohrbogen auf-tritt, wird er in der Regel erst sehr spät er-kannt, nämlich dann, wenn das betroffene Teil plötzlich ausfällt. Es entstehen hohe Folgekosten durch Montagezeiten, Anlagen-stillstand, Produktionsverzug etc. Ein Bei-spiel: In einer Eisengießerei für den Auto-mobilbau werden an ca. 23 Stunden pro Tag
rund 25.000 Motorblöcke gefertigt. Der Be-trieb beschäftigt ca. 1.200 Mitarbeiter, Standort ist Deutschland. An den sogenann-ten hochautomatisierten „Putzlinien“ wer-den die fertig gegossenen Motorblockroh-
linge durch Roboter gesäubert und entgratet, um anschließend weiterverarbeitet zu wer-den. Pneumatische Förderanlagen, wie sie oben beschrieben wurden, versorgen diese Putzlinien mit Strahlmitteln, während sie parallel die Gießsande entsorgen. Fällt in diesen Förderanlagen ein Rohrbogen aus, kommt die gesamte Putzlinie zum soforti-gen Stillstand. Auch vor- und nachgeschal-tete Produktionsanlagen wie die Kernma-cherei oder Metallbearbeitung werden dadurch betroffen. Zwar existieren definier-te Pufferzeiten, diese werden aus Gründen einer wirtschaftlicher Produktionslogistik aber möglichst gering gehalten. Jedes kriti-sche Bauteil, so auch jeder Rohrbogen, hat dementsprechend einen direkten Einfluss auf die Verfügbarkeit der gesamten Produk-tionslinie. Der genannte Betrieb verfügt ins-gesamt über fünf parallele autarke Putzlini-en. Ein in der Regel nicht vorhersehbarer Ausfall einer Förderanlage durch Rohrbo-
Abb. 1: Der Master-Protect-Rohrbogen Abb. 2: Verschleißschutz Master-Protect-Rohrbogen
Abb. 3: Der Master-Protect-Rohrbogen in der illus-trierten Seitenansicht
VOLKMANN... powder-handling unlimited ...
VOLKMANN Vakuumförderer
Vakuumförderer nach GMP und ATEX; leicht zu reinigen; für Pulver, Pigmente, Stäube, Granulate, Tabletten, Kapseln, Kleinteile; 10 - 10.000 kg/h Förderleistung.
VOLKMANN
NEUE SYSTEME+ Noch einfacher zu installieren.+ Noch leichter zu betreiben.+ Noch schneller zu reinigen.
Neue und verbesserte Abscheider, Filter, Entleerklappen, Vakuumpumpen,
.
einfach hygienisch anwenderfreundlich
www.Volkmann.eu
Systeme für das sichere undhygienische Pulverhandling.
Masterflex ist Spezialist für die Entwicklung und Herstellung anspruchsvoller Schlauch- und Verbindungssysteme aus innovativen Hightech-Kunststoffen, Geweben und Fo lien. Gegründet wurde das Unternehmen aus Gel-senkirchen 1987. Es beherrscht die gesamte Prozesskette: von der Basisforschung und dem Einsatz der Werkstoffe über die Ent-wicklung eigener Fertigungsverfahren bis hin zur Produktion und dem Vertrieb von Schläu-chen und Verbindungssystemen.
Firmeninfo
Anlagen • Komponenten

genverschleiß bedeutet einen Stillstand von ca. drei bis vier Stunden der Anlage. Diese Zeit benötigt man zum Auswechseln des betroffenen Teils innerhalb der Rohrleitung. Dadurch ent-stehen hohe Kosten zum einen in Form eines direkten Ausfall-schadens, in diesem Beispiel von ca. 830 Motorblöcken, die in dieser Zeitspanne hätten ge-fertigt werden können. In die-sem Stadium der Wertschöpfung bedeutet dies ein Verlust von über 17.000 €. Nach Auslaufen der Puffer kapazitäten kommt es zum anderen gegebenenfalls zu einem Produktionsstillstand für etwa 50 – 100 Mitarbeiter von 1 – 2 Stunden. Die dadurch ver-ursachten Kosten können bis zu 5.000 € betragen. Zudem fallen bei später Erkennung der Lecka-ge Reinigungskosten zur Säube-
rung der Anlage an. Dieses Bei-spiel beschreibt lediglich einen einzigen unplanmäßigen Anla-genstillstand, der ohne weitere Zwischenfälle behoben wird. Zusätzliche Verzögerungen der Wiederaufnahme des Betriebes sind durchaus denkbar, etwa durch Nicht-Verfügbarkeit eines Staplers oder einer Hubbühne. Es wird deutlich, dass nicht nur bei planbaren Instandhaltungs-arbeiten, sondern insbesondere durch geringere Anlagenverfüg-barkeit erhebliche Kosten ent-stehen, die in keinem Verhältnis zu den direkten Ersatzkosten der Anlagenkomponenten, hier der Rohrbögen, stehen. Die Master-flex AG hat dieses Problem er-kannt und gelöst.
Das Problem an der Wurzel gepackt
Rohrbögen der Master-Protect- Serie verfügen nicht nur über eine innere PU-Auskleidung, sie haben zudem eine besondere, patentierte Innengeometrie. Die Auskleidung liegt wie ein Schutz an der eigentlichen Wandung und beugt einem frühen Ver-schleiß somit vor. Das herausra-gende Merkmal ist allerdings die dickere Auskleidung genau an der Stelle des eigentlichen Bo-gens, an der die mechanischen Belastungen am größten sind. Die schräge Fläche aus PU lenkt das Schüttgut verhältnismäßig sanft um die Kurve, auftreffende Partikel prallen an ihr ab und schädigen dadurch nicht die Au-ßenwand. Bei einem gewöhnli-chen Rohrbogen werden die Teil-chen durch die Wucht des Aufpralls abrupt abgebremst, das ist hier nicht der Fall, was mehrere Vorteile hat:
Die Verstopfungsgefahr nimmt ab, denn diese ist nicht am wahrscheinlichsten an der engsten Stelle des Rohrbogens wahrscheinlich, sondern an der langsamsten … Damit einherge-hend wird ein besseres Strö-mungsverhalten bei geringeren Druckverlusten erzielt. Ebenso werden Fördergutverschleppun-
gen und Anbackungen mini-miert, es gibt keine Absätze, Versprünge oder Kanten, an denen sich Ablagerungen ansie-deln können. Die innovative Entwicklung bietet geringes Ge-wicht bei kompakter Bauweise und arbeitet zudem weitaus ge-räuschärmer als ihre gewöhnli-chen Pendants.
Mittlerweile haben sich Mas-ter-Protect-Rohrbögen in unter-schiedlichen Anwendungsberei-chen bewährt, überall dort, wo verschleißintensive Schüttgüter in einem Temperaturspektrum bis max. 90 °C gefördert werden müssen. Darunter befinden sich unter anderem Materialien wie Quarzsand, Glasstaub und Ei-senoxide. So hat beispielsweise ein in der Eisenerzförderung eingesetzter Master-Protect-Rohrbogen bis zum heutigen Tag die Lademenge einer Lkw-
Master-Protect-Rohrbogen (PU-ausgekleideter Rohrbogen)
WerkstoffBogen: DIN 2448 St 37 ▪(grundiert)Flansch: RSt 37 - 2 (grun- ▪diert)Auskleidung: Polyurethan ▪
EinsatzbereichePneumatische Förderan- ▪lagen
Eigenschaftenextrem abriebfest ▪deutlich geringere Druck- ▪verluste als in Umlenk- bzw. Pralltöpfengeringere Verstopfungsge- ▪fahr durch gleichmäßige Konzentrationsverteilung und konstantere Geschwin-digkeit des Fördergutsum ein Vielfaches ver- ▪schleißfester als Stahlbögengeringere Betriebskosten, ▪längere Wartungsintervallekeine Fördergut-Verschlep- ▪pungDruckstufe PN 6 und ▪PN 10/16
Technische Daten Kolonne von umgerechnet ca. 12 km Länge gefördert, während gewöhnliche Bögen eine Le-benszeit von wenigen Wochen nicht überschritten. Ein weiterer Kunde berichtet von einem un-terbrechungsfreien Dauereinsatz der Bögen seit drei Jahren zur Förderung von Elektrofilter-asche. Das entspricht einer Ge-samtleistung von etwa 185.000 t pro Bogen. Alternativprodukte mussten hier oft schon nach we-nigen Monaten ausgetauscht werden.
Masterflex AG, GelsenkirchenTel.: 0209/970770Fax: 0209/[email protected] www.masterflex.de
Kontakt
Anlagen • Komponenten
20 • 9 • 2009

Optimierung von Prozessen zur Energieein-sparung und verbesserte Konstruktion von Prozessanlagen stehen gerade in Zeiten einer Wirtschaftskrise im Vordergrund. Ein Bei-spiel dafür ist der neue Konustrockner CD der IKA Werke. Die Anlage kann in verschie-denen Anwendungsbereichen zur Trocknung von Schütt gütern bei Temperaturen bis 200 °C und unter Vakuum und damit zur Se-paration von Fluiden eingesetzt werden.
Der Konustrockner besteht im Wesentli-chen aus einem konusförmigen Behälter mit Doppelmantel, einem beheizbaren Spiral-rührer, einer Brüdenabsaugung mit rück-spülbarem Staubfilter und – für einen opti-malen Produktaustrag – einem metallisch dichtenden Bodenablassventil mit größt-möglicher Nennweite.
Der Behälter ist gemäß PED 97/23/EC, Gruppe 1 ausgelegt und kann für Vakuum-prozesse von –1 bis 0 bar eingesetzt wer-den. Die Behälterausführung für den Betrieb unter Druck bis zu 6 bar ist ebenso verfüg-bar. Die zulässigen Betriebstemperaturen liegen im Bereich von –10 °C bis +200 °C.
Eine entscheidende Neuerung der CD-An-lage ist die kombinierte Kipp- und Schwenk-vorrichtung. Die Kippvorrichtung bietet eine einfache Öffnungsmöglichkeit für den Be-hälterdeckel, während die ebenfalls optional angebotene Schwenkvorrichtung für den gesamten Behälter inkl. Rührer sich positiv auf den Trocknungsprozess auswirkt. Die Schrägstellung bietet entscheidende Vorteile in der Durchmischung des gesamten Pro-duktes, da die Schwerkraft zusätzlich auf die zu trocknenden Produkte wirkt und da-durch auch sehr schlecht fließende Produkte zuverlässig durchmischt werden. Der
Schwenkantrieb ermöglicht es, den gesam-ten Behälter im Bereich zwischen 0° und 45° in jeder Position halten zu können.
Sowohl die Deckelkipp- als auch die Be-hälterschwenkvorrichtung sind in einen Rahmen integriert, der auch die Steuerung aufnehmen kann. Der Rahmen der Anlage kann mit einem Hubwagen oder Gabelstap-ler einfach transportiert werden.
In der Standardausführung steht der Be-hälter auf Rohrfüßen mit stabilen Fußplatten zur Befestigung am Boden. Bei der Option mit Kipp- und Schwenkvorrichtung ist der Behälter mit Rollen versehen und kann aus dem Rahmen herausgefahren werden. Auf Kundenwunsch wird die Anlage mit mehre-ren identischen fahrbaren Behältern ausge-führt. Somit können diese während des Pro-zesses auch als Austausch-, Speicher- oder Reaktionsbehälter benutzt werden.
Kürzere Trocknungszeiten
Die Beheizbarkeit von Behälter und Rührer sorgen für einen optimalen Energieeintrag und eine gleichmäßige Feuchte- und Tem-peraturverteilung im gesamten Produkt-raum. Auch dies unterscheidet den Konustrockner von Vakuumkontakt-Ko-nustrocknern anderer Bauart. Der Behälter-deckel ist ebenfalls mit Doppelmantel aus-gestattet. Die Beheizung des Deckels verhindert, dass sich Kondensat an der De-ckelunterseite bildet und wieder herabtropft. Als Heizmedium können Wasser, Dampf oder Wärmeträgeröl verwendet werden.
Die Zwangsmischung erfolgt über einen speziellen, direkt beheizten Spiralrührer mit
feststehendem Strömungsbrecher, der das Mischgut sowohl tangential als auch radial intensiv vermischt. Der Rührer hat eine strö-mungsgünstige Form für möglichst gerin-gen Reibwiderstand und eine verbesserte vertikale Auftriebskraft.
Dieser wird über einen Getriebemotor an-getrieben, der zusammen mit der Laterne, den Wellendichtungen bzw. einer optionaler Gleitringdichtung und der Lagerung auf dem Behälterdeckel montiert ist. Die Dreh-zahl des Rührers ist mittels eines externen Frequenzumrichters stufenlos verstellbar.
Zur Vermeidung von Konglomeraten kann der Konustrockner optional mit einem von oben eingebauten Klumpenbrecher ausge-stattet werden.
Unser Teilespektrum umfasst heute mehr als 10.000 Artikel aus über 1.000 unterschiedlichen Materialien.
Täglich lösen wir spezifische Kundenanforderungen – kreativ, mit hochwertigen Materialien und eigens dafür entwickelten Werkzeugen und Produktions-verfahren. Unser Ruf als „Problemlöser“ der Branche eilt uns voraus.
Dabei gibt es für uns keine Grenzen.
Schlösser GmbH & Co.KGDichtungen und Stanzteile
Wilhelmstraße 8 · 88512 Mengen · Germany Tel. +49 7572 606 - 0Fax +49 7572 606 - 5598
Fast Forward
Konustrockner zur Trocknung von Schüttgütern bei Temperaturen bis 200 °C und unter Vakuum
Markus Friese, IKA WerkFrauke MüllerIKA Werke GmbH & Co. KG, StaufenTel.: 07633/831149Fax: 07633/[email protected]
Kontakt
Anlagen • Komponenten
9 • 2009 • 21
Rezeptursteuerung entscheidend vereinfachtProgrammierung von Abläufen einfacher bis mittlerer Komplexität
Die EasyBatch-Rezeptursteuerung
EasyBatch ist tabellenbasiert und ermög-licht so auf problemlose Art eine selbst-dokumentierende Programmierung. Es kann auch in Kombination mit manueller Fahr-weise verwendet werden und stellt die Re-produzierbarkeit auf einfache Weise sicher. EasyBatch ist noch einfacher zu handhaben als die HiBatch-Rezeptursteuerung nach IEC bzw. Namur und eignet sich besonders für die Programmierung von Abläufen einfa-cher bis mittlerer Komplexität.
Auch zur Steuerung von Fermentern, mikroreaktionstechnischen Anlagen und Laborrobotersystemen hat sich EasyBatch bereits bestens bewährt.
Für alle zu beeinflussenden Parameter und Werte, wie Mengen und Zeiten, ist eine eigene Tabellenspalte vorgesehen. In der ersten Spalte steht der auszuführende Be-fehl. Im einfachsten Fall besteht ein Pro-gramm nur aus „Setze“- und „Warte“-Be-
fehlen. Die Rezepturerstellung gelingt so ohne Programmierkenntnisse und mit mini-malem Zeitaufwand.
Volle Flexibilität wird durch weitere Befehle wie „Warte bis“, „Rampe“, „Wenn <Bedingung>“ etc. erreicht. Als Sonder-lösung können auch HiText-Programme in den Ablauf eingebaut werden, die mit Pro-gramm Start/Stop/Pause gesteuert werden.
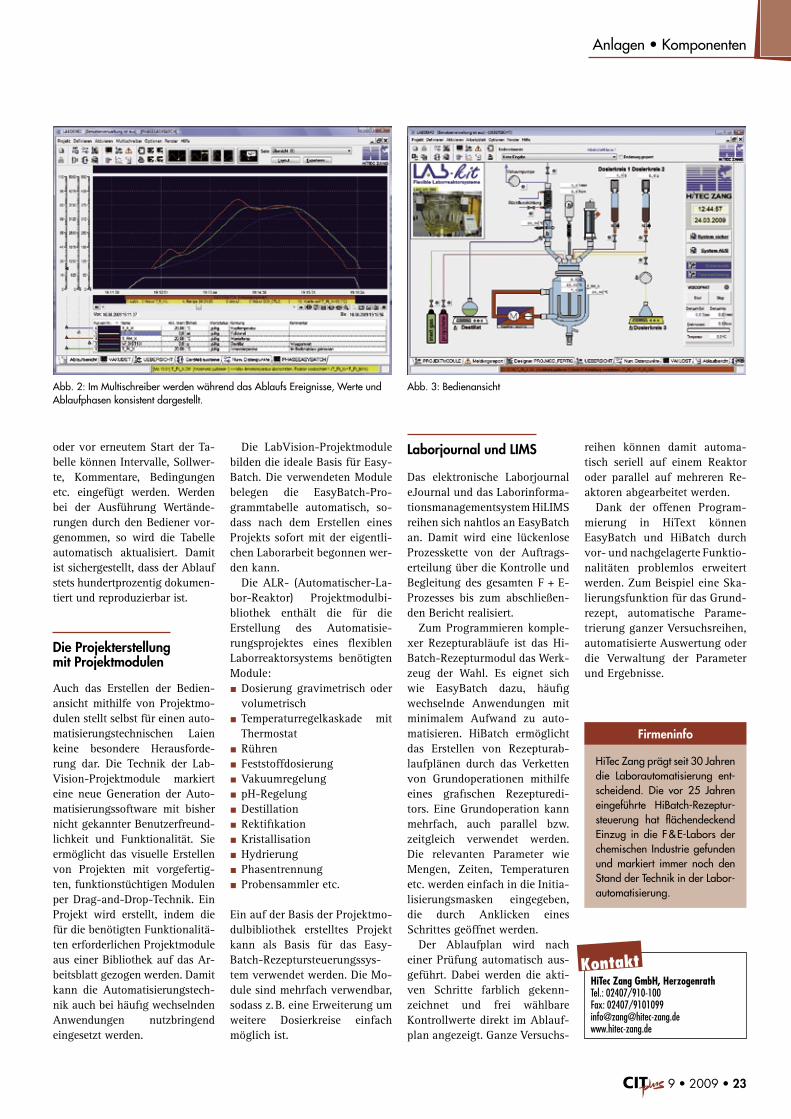
In die Parameter-Spalte werden die Be-fehlsparameter wie Zeitintervall, Bedin-gung, (z. B. „pH > 6,5“) oder ein HiText-Programmname eingetragen. Die Einträge der Spalte „Phase“ finden sich beim Ablauf (s. Abb. 2) als gelber Balken im Phasen-schreiber wieder und ermöglichen so das bessere Verständnis der Kurvenverläufe. Die letzte Spalte dient als Kommentarspalte, in die der Bediener ggf. relevante Informatio-nen einträgt, die nicht automatisch erfasst werden können. Diese werden als Kommen-tare in den Report des elektronischen La-borjournals übernommen.
Der ActionTracker-Aktionsrecorder
Das ActionTracker-Modul ermöglicht eine EasyBatch-Teach-In-Programmierung. Der Bediener fährt die Anlage von Hand mithil-fe der Bedienansicht. Alle Sollwertänderun-gen werden automatisch in der Tabelle auf-gezeichnet. Alle Wertänderungen werden durch den Aktionsrecorder als Zeile der Ta-belle angefügt, sodass am Ende eines Pro-zesses eine eindeutige, reproduzierbare Be-schreibung des tatsächlichen Ablaufs in Tabellenform vorliegt. Mit anderen Worten: Ohne weiteres Zutun des Bedieners wird aus seinen Bedienaktivitäten ein ausführbares Programm erstellt.
Die in Tabellenform aufgezeichnete Akti-onskette kann nun ohne Weiteres wieder au-tomatisch ausgeführt werden. Zur Laufzeit
Prof. Dr.-Ing. Werner Zang, CTO von HiTec Zang
Reproduzierbarkeit und eindeutige Dokumentation eines Versuchsab-laufes sind die Voraussetzungen zur Sicherstellung der Qualität und zur Verkürzung von Entwicklungszeiten. Dies kann mit vertretbarem Aufwand nur durch Automatisierung des Ver-fahrens bereits im Entwicklungslabor erreicht werden. Als neueste Entwick-lungen auf dem Gebiet der Rezeptur-steuerung präsentiert HiTec Zang nun EasyBatch und ActionTracker, die sich durch besonders einfache Anwendung auszeichnen.
Abb. 1: EasyBatch-Hauptfenster
Anlagen • Komponenten
22 • 9 • 2009
oder vor erneutem Start der Ta-belle können Intervalle, Sollwer-te, Kommentare, Bedingungen etc. eingefügt werden. Werden bei der Ausführung Wertände-rungen durch den Bediener vor-genommen, so wird die Tabelle automatisch aktualisiert. Damit ist sichergestellt, dass der Ablauf stets hundertprozentig dokumen-tiert und reproduzierbar ist.
Die Projekterstellung mit Projektmodulen
Auch das Erstellen der Bedien-ansicht mithilfe von Projektmo-dulen stellt selbst für einen auto-matisierungstechnischen Laien keine besondere Herausforde-rung dar. Die Technik der Lab-Vision-Projektmodule markiert eine neue Generation der Auto-matisierungssoftware mit bisher nicht gekannter Benutzerfreund-lichkeit und Funktionalität. Sie ermöglicht das visuelle Erstellen von Projekten mit vorgefertig-ten, funktionstüchtigen Modulen per Drag-and-Drop-Technik. Ein Projekt wird erstellt, indem die für die benötigten Funktionalitä-ten erforderlichen Projektmodule aus einer Bibliothek auf das Ar-beitsblatt gezogen werden. Damit kann die Automatisierungstech-nik auch bei häufig wechselnden Anwendungen nutzbringend eingesetzt werden.
Die LabVision-Projektmodule bilden die ideale Basis für Easy-Batch. Die verwendeten Module belegen die EasyBatch-Pro-grammtabelle automatisch, so-dass nach dem Erstellen eines Projekts sofort mit der eigentli-chen Laborarbeit begonnen wer-den kann.
Die ALR- (Automatischer-La-bor-Reaktor) Projektmodulbi-bliothek enthält die für die Erstellung des Automatisie-rungsprojektes eines flexiblen Laborreaktorsystems benötigten Module:
Dosierung gravimetrisch oder ▪volumetrischTemperaturregelkaskade mit ▪ThermostatRühren ▪Feststoffdosierung ▪Vakuumregelung ▪pH-Regelung ▪Destillation ▪Rektifikation ▪Kristallisation ▪Hydrierung ▪Phasentrennung ▪Probensammler etc. ▪
Ein auf der Basis der Projektmo-dulbibliothek erstelltes Projekt kann als Basis für das Easy-Batch-Rezeptursteuerungssys-tem verwendet werden. Die Mo-dule sind mehrfach verwendbar, sodass z. B. eine Erweiterung um weitere Dosierkreise einfach möglich ist.
reihen können damit automa-tisch seriell auf einem Reaktor oder parallel auf mehreren Re-aktoren abgearbeitet werden.
Dank der offenen Program-mierung in HiText können Easy Batch und HiBatch durch vor- und nachgelagerte Funktio-nalitäten problemlos erweitert werden. Zum Beispiel eine Ska-lierungsfunktion für das Grund-rezept, automatische Parame-trierung ganzer Versuchsreihen, automatisierte Auswertung oder die Verwaltung der Parameter und Ergebnisse.
HiTec Zang GmbH, HerzogenrathTel.: 02407/910-100Fax: 02407/9101099info@[email protected]
Kontakt
Abb. 2: Im Multischreiber werden während das Ablaufs Ereignisse, Werte und Ablaufphasen konsistent dargestellt.
Laborjournal und LIMS
Das elektronische Laborjournal eJournal und das Laborinforma-tionsmanagementsystem HiLIMS reihen sich nahtlos an EasyBatch an. Damit wird eine lückenlose Prozesskette von der Auftrags-erteilung über die Kontrolle und Begleitung des gesamten F + E-Prozesses bis zum abschließen-den Bericht realisiert.
Zum Programmieren komple-xer Rezepturabläufe ist das Hi-Batch-Rezepturmodul das Werk-zeug der Wahl. Es eignet sich wie EasyBatch dazu, häufig wechselnde Anwendungen mit minimalem Aufwand zu auto-matisieren. HiBatch ermöglicht das Erstellen von Rezepturab-laufplänen durch das Verketten von Grundoperationen mithilfe eines grafischen Rezepturedi-tors. Eine Grundoperation kann mehrfach, auch parallel bzw. zeitgleich verwendet werden. Die relevanten Parameter wie Mengen, Zeiten, Temperaturen etc. werden einfach in die Initia-lisierungsmasken eingegeben, die durch Anklicken eines Schrittes geöffnet werden.
Der Ablaufplan wird nach einer Prüfung automatisch aus-geführt. Dabei werden die akti-ven Schritte farblich gekenn-zeichnet und frei wählbare Kontrollwerte direkt im Ablauf-plan angezeigt. Ganze Versuchs-
HiTec Zang prägt seit 30 Jahren die Laborautomatisierung ent-scheidend. Die vor 25 Jahren eingeführte HiBatch-Rezeptur-steuerung hat flächendeckend Einzug in die F & E-Labors der chemischen Industrie gefunden und markiert immer noch den Stand der Technik in der Labor-automatisierung.
Firmeninfo
Abb. 3: Bedienansicht
Anlagen • Komponenten
9 • 2009 • 23

Rauscher auf der
Vision 2009
Halle 4
Stand 4 C 15
Leistungsstarke RückschlagventileÜberall dort, wo Medien inner-halb von Leitungen transportiert werden, sind Rückschlagventile ein unverzichtbarer Anlagenbe-standteil. Neue Fertigungsver-fahren, Werkstoffe und Techni-ken stellen hierbei immer höhere Anforderungen an Druck, Durch-fl uss, Temperatur und Dichtheit. Wartungsfreundlichkeit, Korrosi-onsbeständigkeit und kunden-spezifi sche Öffnungsdrücke sind weitere Kriterien. Gerade diese Merkmale werden in den WEH-Rückschlagventilen ver-eint. Neben Rückschlagventilen mit Gewindeanschlüssen werden auch Ausführungen mit Klemm-ringverschraubungen, Flanschen, Schlauchtüllen, Rohrstutzen oder kundenspezifi sche Einpressven-tile bereits in Einzelstückzahlen angeboten. Die Anwendungsbe-reiche sind dabei ebenso vielsei-tig wie der Aufbau und die ver-wendeten Materialien. Die
Rückschlagventile fi nden ihren Einsatz in den Bereichen Maschi-nen- und Anlagenbau, Chemie / Pharma, Fördertechnik, Lebens-mittelindustrie, Medizintechnik etc. Einpressfl anschventile wer-den z. B. im Pharma-/Chemie-bereich in bestehende Rohr-leitungen von Abfüllanlagen eingepresst. Die auch bei hohen Durchfl üssen sehr geräuschar-
men Rückschlagventile zeichnen sich besonders durch den mini-malen Öffnungsdruck ab 0,01 bar und ihre optimale Dichtheit aus.
Die Dichtungen im Ventil sind so angeordnet, dass die Möglich-keit der Beschädigung der Dich-tungen durch Schmutzteilchen stark reduziert wird. Die Rück-schlagventile werden in Edelstahl gefertigt – auf Wunsch auch in
anderen Werkstoffen – und er-weisen sich durch den robusten Innenaufbau im Einsatz als äu-ßerst langlebig. Erhältlich sind die Rückschlagventile in ver-schiedenen Abmessungen und Anschlussarten – auch Sonder-größen – mit den dem jeweiligen Medium angepassten Werkstof-fen und können je nach Ausfüh-rung bis 1.000 bar eingesetzt werden. Die Rückschlagventile werden nach den Forderungen des Qualitätssicherheitssystems ISO 9001 und der Druckgeräte-richtlinie hergestellt (weitere An-forderungen möglich).
Abb. 1: TVR2 eingebaut in einer Abfüllanlage
Abb. 2: Flanschventil für Füllanlage
WEH GmbHTel.: 07303/9609-0Fax: 07303/9609-9999www.weh.com
Kontakt
Elektrisch leitende Verschraubungen aus SpezialkunststoffOb im chemischen Behälter- und Apparatebau oder in der Elektroindustrie, überall dort wird kompromisslose Sicherheit gefordert, wo es um aggressive Medien in explosionsgefährde-ten Bereichen geht. Aus diesem Grund wurden Verschraubungen aus den Materialien PP-EL sowie PVDF-EL entwickelt, die den Anforderungen bei statischer Aufl adung entsprechen. Um die statische Aufl adung zu vermei-den, ist der Hochleistungswerk-stoff PVDF-EL mit elektrischen leitenden Partikeln ausgerüstet und besitzt deshalb nur einen geringen Oberfl ächenwiderstand von < 103 Ohm. Auch das hoch polymere Polypropylen (PP-EL) ist mit elektrisch leitenden Par-tikeln ausgerüstet, die die elek-trische Ladung ableiten und den Oberfl ächenwiderstand auf < 102 Ohm reduzieren. Für alle Medien, die auf UV-Belastung
reagieren, sind alle Materialien komplett schwarz durchgefärbt und damit UV-beständig. PVDF ist zudem in UV-beständiger Qualität lieferbar.
Reichelt Chemietechnik GmbH + Co.Tel.: 06221/3125-0Fax: 06221/312510.silvia.kroen@thomafl uid.de www.rct-online.de
Kontakt
Kleine Smart-Kamera – großer Sensor
Die Matrox Iris GT1900 ist eine kleine, robuste intelligente Ka-mera mit dem Sony ICX274AL CCD-Sensor mit 1600 x 1200 Pixel und einer Geschwindigkeit von 15 Bilder/s. Die Kamera mit dem 1.6 GHz Atom-Prozessor von Intel läuft unter Windows CE 6.0 und ist mit einem inte-grierten Grafi kcontroller mit VGA-Ausgang, 256 MB DDR2-Speicher und 1 GB Flash-Disk ausgestattet. Externe Geräte können über einen 10/100/1.000 Ethernet-Port, einen USB 2.0-Port, einen seriellen RS-232-Port sowie einen optogekoppel-ten Triggereingang und einen Strobeausgang verbunden wer-den. Die direkte Kommunikation mit SPS und anderen Automati-sierungseinheiten kann mit Ethernet/IP und Modbus über TCP/IP erfolgen. Die Matrox Iris GT1900 ist in einem stabilen, staub- und spritzwasserge-schützten IP67-Gehäuse unter-
Rauscher GmbHTel.: 08142/[email protected]
Kontakt
gebracht und wird zusammen mit dem beliebten Design Assis-tant ausgeliefert.
Anlagen • Pumpen
24 • 9 • 2009

CCD-Zeilenkamera bis 70 kHzDie monochromen AViiVA II EM2 und EM4 mit den neuen e2v-Sensoren bieten 2048 Pixel/Zeile mit 14µm Pixelgröße oder 4096 Pixel/Zeile mit 10 µm. Sie werden mit zwei oder vier Taps mit bis zu 160 MHz ausgelesen, sodass Zeilenraten von 70 kHz für 2k und 37 kHz für 4k erreicht werden. Die CCD-Sensoren sind Back-Side-Illuminated und bie-ten eine Empfi ndlichkeit, die man nur von Multi-Line Zeilen-kameras kennt. Ebenfalls neu entwickelt ist die rauscharme Ausleseelektronik, die zusammen mit dem Sensor brillante Bildqua-lität, 12 bit Datentiefe und 68 dB Dynamikumfang garantiert. Ka-merafeatures wie hoch präzises Tap-Balancing, manuelle und automatische Flat-Field-Correc-tion, frei defi nierbare LUTs, vari-able Auslese- und Trigger-Modi erlauben einen fl exiblen Einsatz
und ein schnelles und sicheres Setup. Die kompakten Abmes-sungen, die 12-V – 24-V-Single-Voltage-Stromversorgung, die gängigen Objektiv-Mounts und das Camera Link Interface in Base oder Medium vereinfacht die Integration.
TaupunkthygrometerNiedrige Taupunkte, von z. B. –70 °C, können jetzt genau in weniger als 10 Minuten gemes-sener werden – in manchen Fäl-len noch schneller. Das Tau-punkt-Hygrometer MDM 300 von Michell Instruments kann somit Ingenieuren jedes Jahr Wartezeiten von Wochen erspa-ren. Die Einsatzschwerpunkte des MDM 300 sind u. a. Druck-lufttrockner, industrielle Gaser-zeugung und -versorgung oder Trocknungen in Pipelinesyste-men. Das schnelle Messergebnis hängt nicht davon ab, ob der Sensor mit einem Trocknungs-mittel getrocknet wurde. Daher ist nicht nur die erste Messung eines Tages schnell durchzufüh-ren, sondern auch alle weiteren. Nickelmetallhydrid-Akkus und eine Schaltung für die Energie-kontrolle ermöglichen eine Be-triebszeit von 48 Stunden zwi-schen den Ladevorgängen. Mit dem Bluetooth-Anschluss ver-bindet sich das MDM 300 draht-los mit einem PC. Eine Vielzahl von leicht portablen Probenent-
nahmesystemen ist verfügbar, um genaue Messungen sicher-zustellen und die Lebensdauer des Sensors zu erhöhen. Diese erstrecken sich von einfachen Lösungen für Niederdruckmes-sung bis hin zu hochqualitati-ven, konfi gurierbaren Proben-entnahmesystemen für Drücke bis zu 400 BarG, für Anwen-dungen im Bereich Erdgas und anderen Prozessumgebungen.
Michell Instruments GmbHTel.: 06172/5917-0Fax: 06172/[email protected]
Kontakt
Rauscher GmbHTel.: 08142/[email protected]
Kontakt
Rauscher auf der
Vision 2009
Halle 4
Stand 4 C 15
Die Lösung für
Ihre Anforderung:
0561-511390
Die Lösung für
Ihre Anforderung:
0561-511390
EnormeSaugkraft...EnormeSaugkraft...
Ponndorf Schlauchpumpen
Ponndorf Gerätetechnik GmbHLeipziger Straße 37434123 Kassel
E-Mail: [email protected]
...selbstansaugendbis 9,5 m H2O....selbstansaugendbis 9,5 m H2O.
ww
w.o
ran
ge-
pro
mo
tio
n.d
e
Vakuum-Drehschieberpumpen XS
Die ein- und zweistufi gen Vacu-ubrand Drehschieberpumpen RE/RZ 2.5, RE/RZ 6, RE/RZ 9 wurden komplett überarbeitet. Die neuen Drehschieberpumpen XS weisen ein bis zu 40 % ge-ringeres Gewicht und kleinere Abmessungen auf. Sie haben eine bis zu 25 % geringere Stromaufnahme bei Endvakuum und sind wie z. B. die B. RZ 2.5 mit ungefähr 42 dBA (laut Mes-sung des Herstellers) sehr leise. Dadurch, dass sie bis zu 20 % weniger Teile für regelmäßigen Wechsel aufweisen sind die neuen Drehschieberpumpen auch sehr wartungsfreundlich.
Die Umlaufschmierung bietet eine erhöhte Zuverlässigkeit der Verschleißteile sowie große Öl-wechselintervalle. Durch die Te-leskopbauweise der Pumpenag-gregate werden verlängerte Wartungsintervalle, kürzere Ser-vicezeiten sowie eine weitere Geräuschreduzierung erreicht. Die neuen Drehschieberpumpen XS weisen bei einer hervorra-genden Leitwertcharakteristik ein erhöhtes Saugvermögen auch bei niedrigem Ansaug-druck auf.
Vacuubrand GmbH + Co. KG Tel.: 09342/8080Fax: 09342/[email protected] www.vacuubrand.com
Kontakt
Anlagen • Pumpen
9 • 2009 • 25
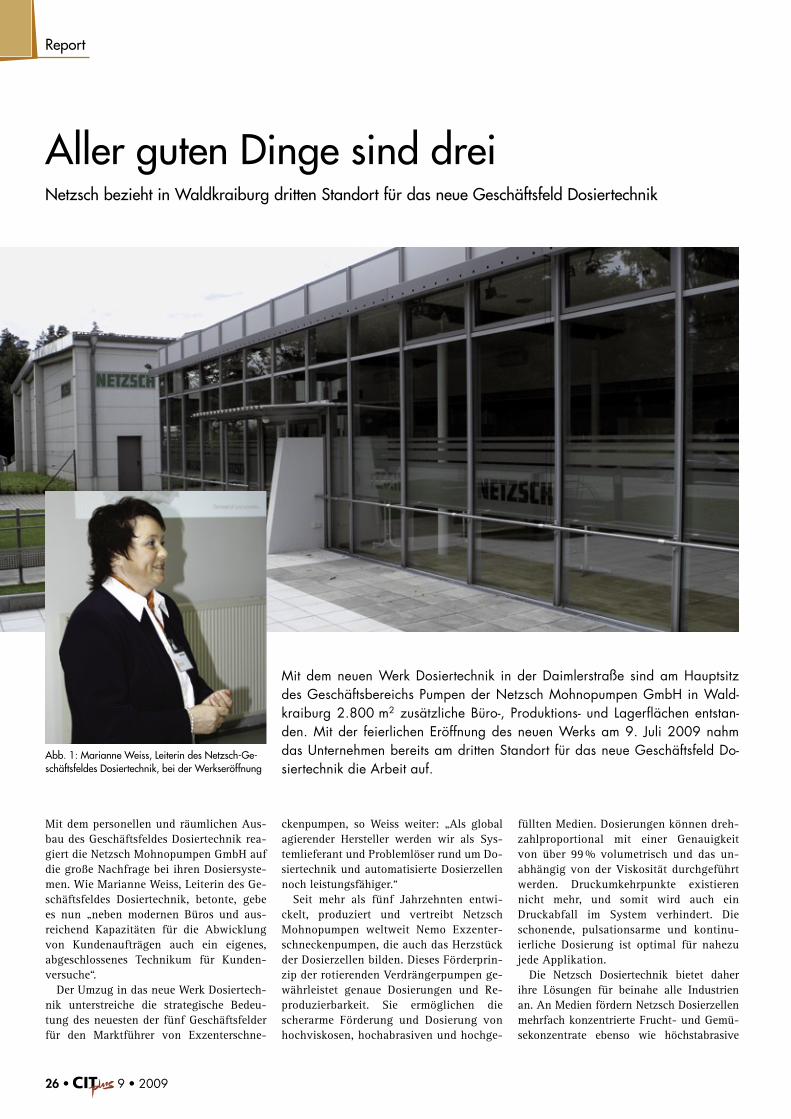
Aller guten Dinge sind dreiNetzsch bezieht in Waldkraiburg dritten Standort für das neue Geschäftsfeld Dosiertechnik
Mit dem neuen Werk Dosiertechnik in der Daimlerstraße sind am Hauptsitz des Geschäftsbereichs Pumpen der Netzsch Mohnopumpen GmbH in Wald-kraiburg 2.800 m2 zusätzliche Büro-, Produktions- und Lagerflächen entstan-den. Mit der feierlichen Eröffnung des neuen Werks am 9. Juli 2009 nahm das Unternehmen bereits am dritten Standort für das neue Geschäftsfeld Do-siertechnik die Arbeit auf.
Abb. 1: Marianne Weiss, Leiterin des Netzsch-Ge-schäftsfeldes Dosiertechnik, bei der Werkseröffnung
Mit dem personellen und räumlichen Aus-bau des Geschäftsfeldes Dosiertechnik rea-giert die Netzsch Mohnopumpen GmbH auf die große Nachfrage bei ihren Dosiersyste-men. Wie Marianne Weiss, Leiterin des Ge-schäftsfeldes Dosiertechnik, betonte, gebe es nun „neben modernen Büros und aus-reichend Kapazitäten für die Abwicklung von Kundenaufträgen auch ein eigenes, abgeschlossenes Technikum für Kunden-versuche“.
Der Umzug in das neue Werk Dosiertech-nik unterstreiche die strategische Bedeu-tung des neuesten der fünf Geschäftsfelder für den Marktführer von Exzenterschne-
ckenpumpen, so Weiss weiter: „Als global agierender Hersteller werden wir als Sys-temlieferant und Problemlöser rund um Do-siertechnik und automatisierte Dosierzellen noch leistungsfähiger.“
Seit mehr als fünf Jahrzehnten entwi-ckelt, produziert und vertreibt Netzsch Mohnopumpen weltweit Nemo Exzenter-schneckenpumpen, die auch das Herzstück der Dosierzellen bilden. Dieses Förderprin-zip der rotierenden Verdrängerpumpen ge-währleistet genaue Dosierungen und Re-produzierbarkeit. Sie ermöglichen die scherarme Förderung und Dosierung von hochviskosen, hochabrasiven und hochge-
füllten Medien. Dosierungen können dreh-zahlproportional mit einer Genauigkeit von über 99 % volumetrisch und das un-abhängig von der Viskosität durchgeführt werden. Druckumkehrpunkte existieren nicht mehr, und somit wird auch ein Druckabfall im System verhindert. Die schonende, pulsationsarme und kontinu-ierliche Dosierung ist optimal für nahezu jede Applikation.
Die Netzsch Dosiertechnik bietet daher ihre Lösungen für beinahe alle Industrien an. An Medien fördern Netzsch Dosierzellen mehrfach konzentrierte Frucht- und Gemü-sekonzentrate ebenso wie höchstabrasive
Report
26 • 9 • 2009

Keramikschlicker für die Rußpartikelfilter-produktion oder abrasives Silikon zur Ab-dichtung von Autoscheinwerfern. Ebenso bringen Netzsch Dosiersysteme unter ande-rem Dichtraupen auf Motorbauteile auf oder leitfähige Pasten in der Waferproduktion für die Fotovoltaikindustrie.
Als Problemlöser bietet der Mittelständler aus der Nähe von München komplette Do-sieranlagen sowie komplette automatisierte Dosierzellen. Das bedeutet, dass die Dosier-
technik um die notwendige Automation, wie z. B. Knickarm- oder Linearroboter, rund um das Auftragen der Kleb- und Dichtrau-
pen erweitert wird. Für den Kunden ergibt sich damit die reibungslose Integration einer kompletten Dosiereinheit als Zelle mit klar definierten Schnittstellen in seine Produkti-onslinie.
Von den weltweit knapp 500.000 ausgelieferten Netzsch Pumpen gingen allein 150.000 in die chemische Industrie. Denn gesundheits- und umweltgefährdende Substanzen, hochviskose, fest-stoffhaltige oder empfindliche Produkte erfordern Pumpen, die in hermetisch geschlossenen Syste-men auch schwierigste Medien fördern und keine Kompromisse eingehen.
Da Anwendungsfälle in der Chemie oft vielfältig und komplex sind, werden die Nemo Excen- ▪terschneckenpumpen speziell für Ihren Applikationsfall zusammengestellt. Der Kunde hat die Wahl zwischen vier Rotor/Stator-Geometrien, unterschiedlichsten Werkstoffen und Gleitring-dichtungen.Die Netzsch Tornado Industriedrehkolbenpumpe wird in vielen Anwendungen innerhalb ▪der chemischen Industrie für die kontinuierliche und schonende Förderung sowie zur dreh-zahlproportionalen Dosierung fast aller Medien eingesetzt. Ihr großer Vorteil ist, dass die Wartung direkt an der Pumpe durchgeführt werden kann, ohne Demontage von der Rohr-leitung. Das Nemo Behälterentleerungssystem wird in vielen Produktionsanlagen eingesetzt, wo hoch- ▪viskose, hochgefüllte oder empfindliche Produkte aus Behältern restlos entleert werden müssen. Diese Systeme sind lieferbar für Behälter von 5 bis 1.000 Liter und in stationärer oder mobiler Ausführung.
Netzsch Produkte für die chemische Industrie
Marianne WeissNetzsch Mohnopumpen GmbH, WaldkraiburgTel.: 08638/[email protected]
Kontakt
Abb. 3: Nemo Dispenser gewährleisten hochgenaue Dosierungen und Reproduzierbarkeiten.
Abb. 2: Die automatisierte Dosierzelle von Netzsch wird mit Linearroboter oder Knickarmroboter angebo-ten. Sie wird als komplette Dosiereinheit über klar de-finierte Schnittstellen in die Produktionslinie integriert.
Korrossive, giftige und verschleißende Flüssigkeiten beschäftigen uns seit mehr als 150 Jahren.
Im Bereich der Kunststoffpumpen erarbeiten wir aus sechs verschiedenen Kunststoffen und einer Vielzahl von
Abdichtungsvarianten, gemeinsam mit unseren Kunden, die jeweils optimale und ökonomischste Pumpenlösung.
Erfahren Sie mehr über unser riesiges Angebot - unsere Ingenieure beraten Sie gerne.
Kunststoffausgekleidete Magnetkupplungspumpen von Rheinhütte
LUST AUF BLAU? Jetzt haben Sie die Wahl.
FRIATEC AG - Division Rheinhütte PumpenTel. / Fax: +49 (0)611 604 -0 / -328
www.rheinhuette.de [email protected]
Report
9 • 2009 • 27
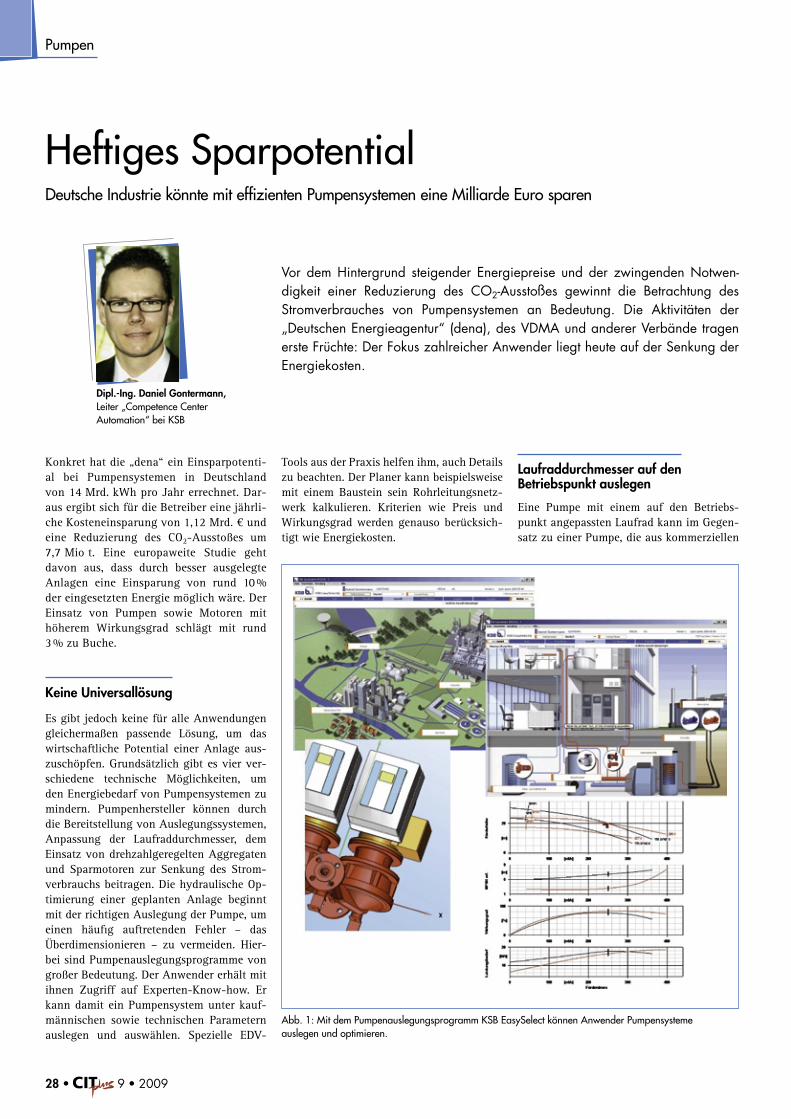
Heftiges SparpotentialDeutsche Industrie könnte mit effizienten Pumpensystemen eine Milliarde Euro sparen
Konkret hat die „dena“ ein Einsparpotenti-al bei Pumpensystemen in Deutschland von 14 Mrd. kWh pro Jahr errechnet. Dar-aus ergibt sich für die Betreiber eine jährli-che Kosteneinsparung von 1,12 Mrd. € und eine Reduzierung des CO2-Ausstoßes um 7,7 Mio t. Eine europaweite Studie geht davon aus, dass durch besser ausgelegte Anlagen eine Einsparung von rund 10 % der eingesetzten Energie möglich wäre. Der Einsatz von Pumpen sowie Motoren mit höherem Wirkungsgrad schlägt mit rund 3 % zu Buche.
Keine Universallösung
Es gibt jedoch keine für alle Anwendungen gleichermaßen passende Lösung, um das wirtschaftliche Potential einer Anlage aus-zuschöpfen. Grundsätzlich gibt es vier ver-schiedene technische Möglichkeiten, um den Energiebedarf von Pumpensystemen zu mindern. Pumpenhersteller können durch die Bereitstellung von Auslegungssystemen, Anpassung der Laufraddurchmesser, dem Einsatz von drehzahlgeregelten Aggregaten und Sparmotoren zur Senkung des Strom-verbrauchs beitragen. Die hydraulische Op-timierung einer geplanten Anlage beginnt mit der richtigen Auslegung der Pumpe, um einen häufig auftretenden Fehler – das Überdimensionieren – zu vermeiden. Hier-bei sind Pumpenauslegungsprogramme von großer Bedeutung. Der Anwender erhält mit ihnen Zugriff auf Experten-Know-how. Er kann damit ein Pumpensystem unter kauf-männischen sowie technischen Parametern auslegen und auswählen. Spezielle EDV-
Tools aus der Praxis helfen ihm, auch Details zu beachten. Der Planer kann beispielsweise mit einem Baustein sein Rohrleitungsnetz-werk kalkulieren. Kriterien wie Preis und Wirkungsgrad werden genauso berücksich-tigt wie Energiekosten.
Laufraddurchmesser auf den Betriebspunkt auslegen
Eine Pumpe mit einem auf den Betriebs-punkt angepassten Laufrad kann im Gegen-satz zu einer Pumpe, die aus kommerziellen
Vor dem Hintergrund steigender Energiepreise und der zwingenden Notwen-digkeit einer Reduzierung des CO2-Ausstoßes gewinnt die Betrachtung des Stromverbrauches von Pumpensystemen an Bedeutung. Die Aktivitäten der „Deutschen Energieagentur“ (dena), des VDMA und anderer Verbände tragen erste Früchte: Der Fokus zahlreicher Anwender liegt heute auf der Senkung der Energiekosten.
Dipl.-Ing. Daniel Gontermann, Leiter „Competence Center Automation“ bei KSB
Abb. 1: Mit dem Pumpenauslegungsprogramm KSB EasySelect können Anwender Pumpensysteme auslegen und optimieren.
Pumpen
28 • 9 • 2009

Seit über 100 Jahren fertigen und projektieren wir Flüssigkeitsring-Vakuumpumpen, -Kompressoren undkundenspezifische Systeme für die anspruchsvollsten und härtesten Bedingungen in derChemischen Prozesstechnik, in Raffinierien, und in vielen weiteren Einsatzbereichen. Gefertigt ausEdelstahl und anderen hochentwickelten Werkstoffen sind sie für den Umgang mit explosivenund korrosiven Gasen und Dampfgemischen bestens geeignet. Unser professioneller Serviceunterstützt Sie beim jahrzehntelangen wirtschaftlichen Betrieb Ihrer Pumpen und Anlagen.
Vakuum.Flüssigkeitsring-Vakuumpumpen
Saugvolumen 34 bis 39.000 m³/h Vakuum bis zu 28 mbar abs.
Kompression.Flüssigkeitsring-Kompressoren Saugvolumen bis 12.000 m³/h
Druckbereich bis zu 15 bar abs.
Engineering.Kundenspezifische
Vakuum- und Kompressorsysteme
Service.Service für Flüssigkeitsringpumpen
Wir haben den Prozess im Blick !
Vakuum- und Kompressorsysteme für die Prozesstechnik.
Gardner Denver Nash Deutschland GmbHKatzwanger Straße 150 90461 Nürnberg, Deutschland
Telefon: 0911 1454-0Fax: 0911 1454-6935
oder fertigungstechnischen Gründen mit festgelegtem, abgestuftem Laufraddurch-messer eingesetzt wird, eine Energieerspar-nis von mehreren tausend Euro erzielen, da die aufgenommene Pumpenleistung dem Bedarf der Anlage angepasst wird. An einem realen Beispiel aus der Verfahrenstechnik lässt sich dieses Einsparpotential belegen: Eine Chemienormpumpe fördert Ammoni-akwasser mit einer Konzentration von 25 % in einem hydraulisch offenen Kreislauf. Im Normalfall wird eine Fördermenge von 245 m3 pro Stunde auf einer Förderhöhe von 135 m benötigt. Mit einem vollen Lauf-rad von 324 mm hat die Pumpe eine Wel-lenleistungsaufnahme von 113,4 kW. Da der maximal benötigte Volumenstrom bei 324 Kubik metern in der Stunde liegt und die Leistungsaufnahme in diesem Fall 127,9 kW beträgt, ist die Pumpe mit einem 132-kW-Motor ausgerüstet. Bei einem Mo-torwirkungsgrad von 96 % hat der Effizienz-klasse-1-Motor bei der Normalfördermenge von 245 m3 eine Leistungsaufnahme von 118,1 kW. Legt man 4.000 Betriebsstunden pro Jahr und einen Strompreis von 10 Cent pro kWh zugrunde, fallen 47.147 € an Stromkosten an. Reduziert man den Lauf-raddurchmesser um 6 mm auf den exakten Betriebspunkt, liegt die vom Motor zu er-bringende Leistung im Normalförderfall nur noch bei 113,1 kW. Aus der Anzahl an Betriebsstunden und den Stromkosten er-gibt sich eine Minderung von jährlich 19.000 kWh und somit eine Kosteneinspa-rung von 1.900 € pro Jahr.
Leistung dem Bedarf anpassen
Das mit Abstand größte Einsparpotential bie-tet die Drehzahlregelung von Pumpen. Was bei anderen Anwendungen selbstverständ-lich ist, nämlich die aufgewendete Leistung dem tatsächlichen Bedarf anzupassen, ist in vielen Bereichen der Industrie noch immer kein Standard. In der Praxis stellt sich oft nach genauer Untersuchung des Betriebsver-haltens einer Pumpe heraus, dass sie nicht im optimalen, energiesparenden Betriebspunkt läuft. Ursache sind häufig Abweichungen vom Auslegungswert durch Überdimensio-nierung der Anlage oder die normalen pro-zessbedingten, temporären Schwankungen
des Förderstrombedarfes einer Anlage. Wird die Leistungsaufnahme nicht durch eine ge-eignete Regelung dem Bedarf angepasst, wird wertvolle Energie vernichtet. Bei geschlosse-nen Kreisläufen kann man je nach anfallen-dem Lastprofil bis zu 60 % Energie einsparen. Durch Veränderung der Drehzahl kann die Leistungsaufnahme der Pumpe an den Be-darf der Anlage genau angepasst werden. Die Industrie bietet eine Vielzahl von techni-schen Möglichkeiten, um über die Drehzahl-regelung den Energieverbrauch zu beeinflus-sen. Toleranzen und Sicherheitszuschläge bei der Dimensionierung der Pumpe können somit entfallen.
Auch dieses Einsparpotential lässt sich mit einem Beispiel aus der Praxis belegen.
Abb. 2: Vergleich linea-re und quadratische U/f-Kennlinie eines FU
9 • 2009 • 29

In einem hydraulisch geschlossenen Kreis-lauf fördert eine Industriepumpe Wasser mit Antifrogen zu Kühlzwecken. Die erforderli-che Förderhöhe liegt bei 38 Metern. Die be-nötigte Kühlwassermenge hängt von dem angehängten Prozess ab und liegt zwischen 200 und 300 m3 in der Stunde. Im un-geregelten Betrieb benötigt die Pumpe 215.467 kWh pro Jahr. Bei 10 Cent pro kWh belaufen sich die Kosten auf 21.547 € pro Jahr. Rüstet man die Pumpe mit einer Dreh-zahlregelung aus, die über eine simple Dif-ferenzdruckregelung den Förderdruck kon-stant hält, spart man im Jahr etwa 1.900 €. Dieses Einsparpotential ist mit fast jedem handelsüblichen Frequenzumrichter ab-schöpfbar. Kommt zusätzlich noch eine hy-draulische Funktion, wie die „Kompensation der förderstromabhängigen Rohrreibungs-verluste“ (DFS) zum Einsatz, beträgt die Ein-sparung 7.832 € gegenüber der ungeregel-ten Variante. Das bedeutet eine Strom und Kostenersparnis von fast 40 %. Natürlich ist das Einsparpotential abhängig vom Lastpro-fil der Anlage. Am größten ist die Ein-sparung, wenn die Pumpen oft in Teillast fahren. Bei einer Pumpe, deren voller Volu-menstrom ständig benötigt wird, bringt Drehzahlregelung keine Kosteneinsparung.
Pumpenhersteller bieten spezifische Lösungen
Standardumrichter sind universell einsetz-bare Geräte mit diversen Einstellmöglich-keiten. Sie sind für Anwendungen nutzbar, bei denen Drehstrommotoren als Antrieb genutzt werden. Es bedarf genauer Kennt-nisse über das hydraulische Verhalten von Kreiselpumpen, um solche Geräte auf die Eigenschaften einer Pumpe abzustimmen. So muss man z. B., um einen energiesparen-den Betrieb zu erreichen, die Spannungs-Frequenz-Kennlinie des Frequenzumrichters auf eine quadratische Charakteristik einstel-len. Schließlich ist es ein Unterschied, ob man ein mit Kies beladenes Förderband be-treibt, bei dem man sofort nach dem Ein-schalten ein starkes Drehmoment benötigt, oder eine Kreiselpumpe, die nur ein ganz geringes Anlaufdrehmoment besitzt.
Pumpenhersteller bieten daher spezifische Lösungen mit fertig montierten und be-triebsbereiten Drehzahlregelungen an. Bei diesen sind die Parameter und die Begriff-lichkeiten im Einstellungsmenü auf diverse Pumpenanwendungen abgestimmt. Daher beschränkt sich die Inbetriebnahme auf die Eingabe weniger, anwendungsspezifischer Parameter, wie etwa die Eingabe der Regler-
geschwindigkeit. Zusätzliche hydraulische Funktionen, wie die „Kompensation der för-derstromabhängigen Rohrreibungsverluste“ und ein „sensorloser Trockenlaufschutz“ sowie die Ausgabe von Warnungen beim Durchfahren von Teillastgebieten schonen Pumpen und Anlagen.
Moderne Technik auch für Altanlagen
Das KSB-System PumpDrive besitzt bei-spielsweise eine Funktion, bei der eine Druckregelung mit förderstromabhängiger Sollwertnachführung für zusätzliche Ener-gieeinsparung bei Teillast sorgt. Dieses motormontierte System, bei denen der Frequenzumrichter an jeden beliebigen Elektromotor angebaut werden kann, bietet gegenüber einem fertigen Integralmotor den Vorteil der Nachrüstbarkeit von vorhande-nen Anlagen. Dabei spielen weder der Her-steller des Motors noch seine Effizienzklasse eine Rolle. Dank seiner Schnittstellen lässt sich dieses Gerät in ein Anlagenleitsystem integrieren. Über Busleitungen können au-ßerdem bis zu sechs PumpDrive-Aggregate nach dem Master-Slave-Prinzip ohne zu-sätzliche Hardware parallel arbeiten. Als Leitmaschine dient eine Pumpe, die den an-deren Pumpen den notwendigen Arbeits-punkt vorgibt, den sie zum Erreichen des gemeinsamen Sollwertes benötigen. Die Führungsrolle ist nicht fest einer Pumpe zu-geordnet, sodass bei einem Spannungsaus-fall des „Masters“ eine „Slave“-Pumpe die Führung übernimmt.
EU forciert Einsatz von Sparmotoren
Der Einsatz von Sparmotoren hat in den letzten Jahren zugenommen und wird von der Europäischen Union stark forciert. Die
Gesetzgebung geht hier ähnliche einseitige Wege wie bei den Energiesparlampen. Durch einen höheren Kupfer- und Eisenanteil wird ein geringerer elektrischer beziehungsweise magnetischer Widerstand und dadurch eine größere Effizienz erzeugt. Die Herstellungs-kosten für einen solchen Motor sind jedoch aufgrund des höheren Rohstoffanteils deut-lich höher als bei konventionellen An-trieben. Durch die Verwendung eines EFF1-Motors lässt sich der Energieverbrauch im Durchschnitt um 3,5 % auf den Gesamtwir-kungsgrad verbessern. Der Einsatz von Sparmotoren macht aber nur dann wirklich Sinn, wenn man die anderen Sparpotentiale ausgeschöpft hat. Einer Pumpe, die weit ab von ihrem Betriebsoptimum fördert, verhilft auch kein Sparmotor zu einer vernünftigen Energiebilanz. Um den größtmöglichen Ein-sparungseffekt zu erzeugen, muss man des-halb alle Energieeinsparpotentiale nutzen.
15 Mrd. kWh Einsparpotential
Nach einer Studie der Deutschen Energie-agentur (dena) könnte die deutsche Indus-trie allein mit effizienten Pumpensystemen ihren Energiebedarf um rund 15 Mrd. kWh pro Jahr verringern.
Christoph P. PaulyKSB Aktiengesellschaft, FrankenthalTel.: 06233/863702Fax: 06233/[email protected]
Kontakt
Abb. 3: PumpDrive ist der einzige motormon-tierte Drehzahlregler, der für Nennleistungen von 0,55 bis 45 Kilowatt ausgelegt ist.
Abb. 4: KSB Multitec: Hochdruckpumpe mit hocheffizientem Sparmotor
Pumpen
30 • 9 • 2009

Die passende PumpeSchnell und sicher am Bildschirm konfi gurieren
„Das passgenaue Konfi gurieren unserer Flux Fasspumpen mit den geeigneten Werkstoffen, die mit dem zu fördernden Medium Kontakt haben, und den dazu passenden Motoren ist nun ganz einfach online möglich“, berich-tet Heinz Hofmann, Vertriebslei-ter von Flux. Mit dem Internet-Konfi gurator können Anwender und Vertriebspartner ganz ge-zielt die gewünschten Pumpen aus dem umfangreichen Flux-Programm passend für ihre je-weiligen Anwendungen oder
Flux Geräte stellte auf der Achema ihren neuen Internet-Konfi gurator zur einfachen Produktauswahl vor. Damit las-sen sich Pumpen mit unterschiedlichen Schläuchen und ver-schiedensten Motoren des Herstellers einfach und schnell online zusammenstellen und anfragen. Einmal getätigte Konfi gurationen lassen sich abspeichern und immer wieder aufrufen. Das spart Anwendern, Planern und Vertriebspart-nern kostbare Zeit.
Flux-Geräte GmbH, MaulbronnTel.: 07043/1010Fax.: 07043/101111info@fl ux-pumpen.dewww.fl ux-pumpen.de
Kontakt
Kunden am Bildschirm zusam-menstellen und gleich eine An-frage absenden.
„Der Konfi gurator führt den Besucher in wenigen, klaren Schritten über die relevanten Aspekte wie Flüssigkeit, chemi-sche Beständigkeit, Eintauch-tiefe oder Gebindegröße und so weiter zum gewünschten Pro-dukt“, verspricht Hofmann. „Berücksichtigt werden dabei nur die tatsächlich möglichen Kombinationen.“ Im Bild kann der Besucher nach jedem Schritt seine Auswahl sehen und die produktspezifi schen Daten ablesen. Parallel wird der Nutzer gleichzeitig auf Alternativmöglichkeiten wie beispielsweise einer Dreh-zahlregelung bei den Kollek-tormotoren, einer eventuell erforderlichen Kleinspan-nung oder auch unterschied-lichen Schlauchlängen hin-gewiesen. Einkäufer, Planer und Vertriebspartner sparen
durch den Konfi gurator Zeit und Kosten.
Direkt nach Eingang der kon-fi gurierten Ausführung bei Flux erhalten die Absender umge-hend ein ausführliches, bebil-dertes und konkretes Angebot.
„Das passgenaue Konfi gurieren
Kunden am Bildschirm zusam-menstellen und gleich eine An-frage absenden.
„Der Konfi gurator führt den Besucher in wenigen, klaren Schritten über die relevanten Aspekte wie Flüssigkeit, chemi-sche Beständigkeit, Eintauch-tiefe oder Gebindegröße und so weiter zum gewünschten Pro-dukt“, verspricht Hofmann. „Berücksichtigt werden dabei nur die tatsächlich möglichen Kombinationen.“ Im Bild kann der Besucher nach jedem Schritt seine Auswahl sehen und die produktspezifi schen Daten ablesen. Parallel wird der Nutzer gleichzeitig auf Alternativmöglichkeiten wie beispielsweise einer Dreh-zahlregelung bei den Kollek-tormotoren, einer eventuell erforderlichen Kleinspan-nung oder auch unterschied-lichen Schlauchlängen hin-gewiesen. Einkäufer, Planer und Vertriebspartner sparen
durch den Konfi gurator Zeit und
Neue DosierschlauchpumpeDie neue Dosierschlauchpumpe der Serie Verderfl ex Aura ist leise im Betrieb, selbstansaugend und verhindert Gaseinschlüsse im Pumpenbereich. Sie ermöglicht eine präzise, zeitgesteuerte Dosie-rung, das versehentliche Verstel-len der Parameter wird durch eine Sperr-Einrichtung verhin-dert. Auch das Schlaucheinlegen ist dank einer speziellen Automa-tik erheblich einfacher als bei an-deren Schlauchpumpen und kommt ohne lästiges Einfädeln oder spezielle Werkzeuge aus. Die Verderfl ex Aura Dosierschlauch-pumpen realisieren Fördermen-gen von maximal 5 l/h bei Drü-cken bis 4 bar. Verschiedene Schlauchwerkstoffe ermöglichen eine optimale chemische Bestän-digkeit für die verschiedensten Anwendungen. Eingesetzt wird sie in Schwimmbädern, kleinen
Wasseraufbereitungsanlagen und Wellness-Bereichen zur Chemi-kalien-Dosierung oder zur Dosie-rung von Düften und ätherischen Ölen.
Verder Deutschland GmbHTel.: 02129/9342237Fax: 02129/[email protected]
Kontakt
Pumpen
9 • 2009 • 31

Strahlpumpen für Harnstoff-AnlagenFür die Rückführung von Car bamat-Lösungen in den Urea-Reaktor bei der Harnstoff-Produktion nach dem Stamicar-bon- oder Snamprogetti-Verfah-ren werden weltweit fast ausschließlich Hochdruck-Flüs-sigkeitsstrahlpumpen von Kör-ting eingesetzt. Zudem kommen mehrstufi ge Dampfstrahl-Vaku-umanlagen an den Verdampfer-stufen zum Einsatz, die speziell
für die Belange der Harnstoff-produktion ausgelegt sind. Als Ergänzung stehen darüber hin-aus speziell entwickelte Booster und Vakuumkondensatoren zur Verfügung.
Körting Hannover AGTel.: 0511/[email protected]
Kontakt
Dosierstation für den mobilen Einsatz
Die mobile Dosierstation Mobi-leDos von Grundfos eignet sich besonders für den kurzfristigen temporären Einsatz in der Trink-wasserdesinfektion. Insbesonde-re wurde sie für das Dosieren von Chlorbleichlauge entwickelt. Sie wird standardmäßig kom-plett mit einer digitalen Dosier-
pumpe DDI 209 Plus3 geliefert, optional ist sie auch mit anderen Modellen erhältlich. Zudem be-
inhaltet sie ab Werk ein Druckhalte- und Überström-ventil, eine Sauglanze und
einen 10-m-Druckschlauch mit Impfstelle. Außerdem gibt es als Zubehör für die mengenpropor-tionale Dosierung eine Einheit aus Durchfl ussmesser und inte-grierter Impfstelle. Ausgelegt ist sie für die Verwendung mit einem 30-l-Standardgebinde. Das Dosierkopfsystem Plus3 ist für das Dosieren von ausgasen-den Medien wie Chlorbleichlau-ge geeignet. Durch eine integ-rierte Vorfördereinrichtung wird das zur Ausgasung neigende Medium dem Hauptdosierkopf unproblematisch zugeleitet.
Grundfos GmbHTel.: 0211/929690Fax: 0211/[email protected]. de
Kontakt
Pumpen für Salzschmelzen ⎯FRIATEC AG - Division Rheinhütte Pumpen Direct Code CPZX
Pumpen für Raffi nerien + Petrochemie ⎯Hermetic-Pumpen Direct Code FALL
Druckluftbetriebene Doppelmembranpumpe ⎯Lutz Pumpen Direct Code QPFF
Mikromembran-, Piezomembranpumpen ⎯Bartels Mikrotechnik Direct Code AVX2
Selbstansaugende Edelstahlpumpe mit Magnetkupplung ⎯SAWA Pumpentechnik Direct Code 6MQ4
Edelstahl gefertigte Pumpe ⎯FLUX-GERÄTE Direct Code MMCM
Vacuum pumps / systems for distillation ⎯Ilmvac (UK). Direct Code JQWY
Mikroprozessor-gesteuerten Schlauchpumpen ⎯Ismatec Direct Code KH8E
Flat-Membrane für Druck- und Vakuumbetrieb ⎯Rietschle Thomas Direct Code 5E3U
Pneumatische und hydraulische Kalibrierpumpen ⎯Klasmeier Direct Code 5APK
Abonnieren Sie jetzt den Produkt-Newsletter auf
www.pro-4-pro.com/prozesstechnik
Immer auf dem Laufenden?
im Anlagenbaudie erfolgreichsten Produkte aufwww.PRO-4-PRO.com
www.gitverlag.com
SUCHEN
Pumpen

Enormer LeistungsschubBei gleicher Pumpengröße um bis zu 50 % mehr Förderleistung
Die Schraubenspindelpumpen vom Typ KTS eignen sich z. B. zum Fördern von Kühlschmier-stoffen (Öle, Emulsionen, wässrige Lösungen) für Hoch-druckanwendungen an Werk-zeugmaschinen. Auch bei Schleifanwendungen ist die Pumpe weit vebreitet.
Die Konstruktion besteht im Wesentlichen aus drei Kompo-nenten: dem Sauggehäuse, dem Laufgehäuse mit drei Spindeln und dem Druckgehäuse. Vor allem die neue Schleiftechnolo-gie, die Knoll seit Kurzem ein-setzt, bewirkt durch hochgenaue Ergebnisse einen enormen Leis-tungsschub. Von der neuen Technologie, die eine Fertigung in µm-Präzision ermöglicht, profitiert vor allem die Genau-igkeit der sehr schwer zu bear-beitenden Keramikschalen im Laufgehäuse. Auch die Geome-trie der Schraubenspindeln aus Spezialstahl hat Knoll deutlich verbessert.
Die erzielte Leistungssteige-rung ist beachtlich. In verglei-chenden Messungen (Emulsion, 80 bar, 2.900 1/min) lagen die neuen Fördermengen z. B. bei der KTS 32 um durchschnittlich 24 %, bei der KTS 25 um 18 % und bei der KTS 20 sogar um 52 % über den bisher erzielten Werten.
Die Optimierung des Wir-kungsgrades macht sich natür-lich im geringeren Energiever-brauch bemerkbar. Vielfach ist
Knoll Maschinenbau hat seine erfolg-reiche KTS-Schraubenspindelpumpe komplett überarbeitet. Bei gleicher Pumpengröße kann die selbstansau-gende Verdrängerpumpen nun bis zu 50 % mehr schmierende und abrasive Medien fördern.
Matthias KnollKnoll Maschinenbau GmbH, Bad SaulgauTel.: 07581/20080Fax: 07581/[email protected]
Kontakt
Abb.: Die neue Generation der KTS-Schraubenspindelpumpe von Knoll überzeugt durch deutlich gesteigerte Leistungsdaten.
es sogar möglich, bei vergleich-baren Anwendungen kleinere Pumpen und somit kleinere Mo-toren zum Einsatz zu bringen.
Um die Energieeffizienz noch weiter zu verbessern, empfehlen die Spezialisten von Knoll den Einsatz der Frequenzregelung PQ-Tronic. Mit diesem System ist es möglich, innerhalb der Werkzeugmaschine Druck und Volumenstrom an den jeweili-gen Prozess anzupassen. Ein Sensor in Verbindung mit einer elektronischen PI-Regelung ga-rantiert den vorgeschriebenen Druck unabhängig von der Ver-brauchsmenge. Beispiel aus der Praxis haben Energieeinsparun-gen von bis zu 70 % ergeben.
Die KTS-Schraubenspindel-pumpen gibt es in sechs Baurei-hen bis zu 900 l/min Förder-menge und bis zu 150 bar Druckerhöhung. Sie sind in ver-tikaler Tauchausführung oder in Trockenausführung mit Gleit-ringdichtung erhältlich.
SwitzerlandChinaSingaporeFranceItalyGermanyAmericas
PumpentechnischeHerausforderung?Maag Zahnradpumpen - wir tun was andere nicht können
Maag Zahnradpumpen werden überall dort eingesetzt, wo Standardpumpen nicht funktionieren. Wie auch immer Ihre Anforderungen betreffend Druck, Temperatur und Viskosität lauten, wir haben die passende Zahnradpumpe für Ihre An-wendung.
Bitte kontaktieren Sie: Maag Pump Systems GmbH48493 Wettringen, Tel.: +49 2557 92 80 0; www.maag.com
Pumpen
9 • 2009 • 33
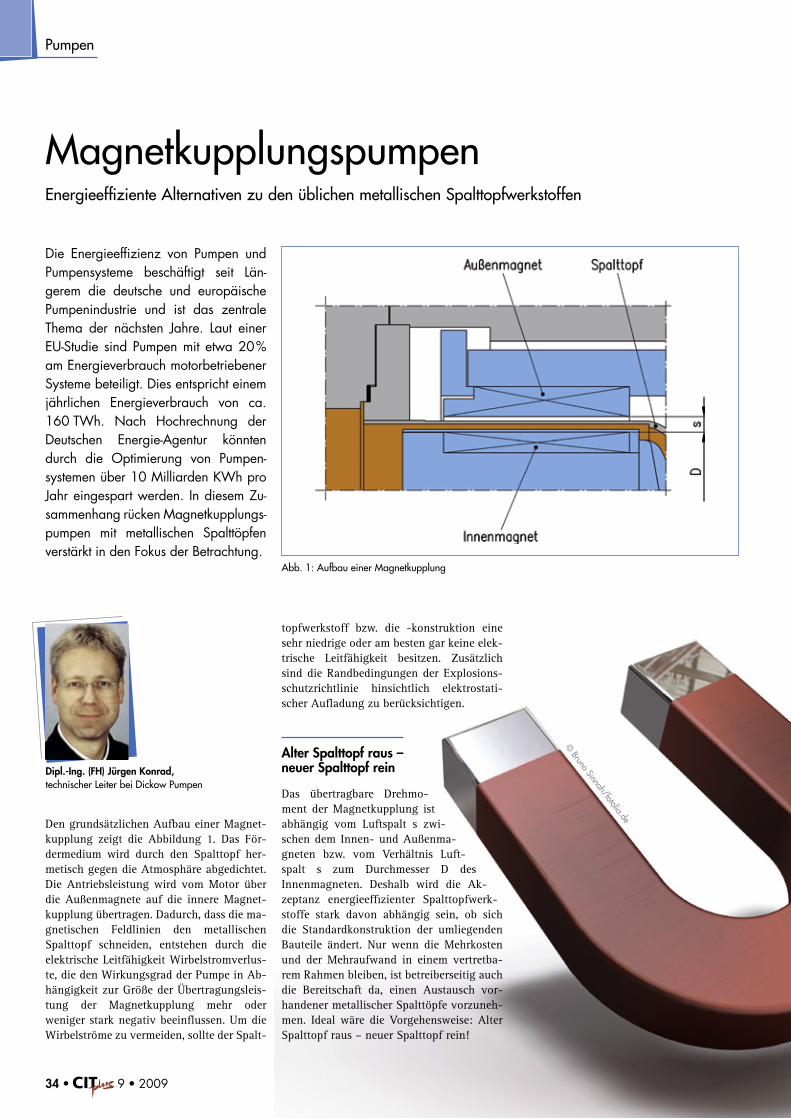
MagnetkupplungspumpenEnergieeffiziente Alternativen zu den üblichen metallischen Spalttopfwerkstoffen
Den grundsätzlichen Aufbau einer Magnet-kupplung zeigt die Abbildung 1. Das För-dermedium wird durch den Spalttopf her-metisch gegen die Atmosphäre abgedichtet. Die Antriebsleistung wird vom Motor über die Außenmagnete auf die innere Magnet-kupplung übertragen. Dadurch, dass die ma-gnetischen Feldlinien den metallischen Spalttopf schneiden, entstehen durch die elektrische Leitfähigkeit Wirbelstromverlus-te, die den Wirkungsgrad der Pumpe in Ab-hängigkeit zur Größe der Übertragungsleis-tung der Magnetkupplung mehr oder weniger stark negativ beeinflussen. Um die Wirbelströme zu vermeiden, sollte der Spalt-
Die Energieeffizienz von Pumpen und Pumpensysteme beschäftigt seit Län-gerem die deutsche und europäische Pumpenindustrie und ist das zentrale Thema der nächsten Jahre. Laut einer EU-Studie sind Pumpen mit etwa 20 % am Energieverbrauch motorbetriebener Systeme beteiligt. Dies entspricht einem jährlichen Energieverbrauch von ca. 160 TWh. Nach Hochrechnung der Deutschen Energie-Agentur könnten durch die Optimierung von Pumpen-systemen über 10 Milliarden KWh pro Jahr eingespart werden. In diesem Zu-sammenhang rücken Magnetkupplungs-pumpen mit metallischen Spalttöpfen verstärkt in den Fokus der Betrachtung.
Dipl.-Ing. (FH) Jürgen Konrad, technischer Leiter bei Dickow Pumpen
topfwerkstoff bzw. die -konstruktion eine sehr niedrige oder am besten gar keine elek-trische Leitfähigkeit besitzen. Zusätzlich sind die Randbedingungen der Explosions-schutzrichtlinie hinsichtlich elektrostati-scher Aufladung zu berücksichtigen.
Alter Spalttopf raus – neuer Spalttopf rein
Das übertragbare Drehmo-ment der Magnetkupplung ist abhängig vom Luftspalt s zwi-schen dem Innen- und Außenma-gneten bzw. vom Verhältnis Luft-spalt s zum Durchmesser D des Innenmagneten. Deshalb wird die Ak-zeptanz energieeffizienter Spalttopfwerk-stoffe stark davon abhängig sein, ob sich die Standardkonstruktion der umliegenden Bauteile ändert. Nur wenn die Mehrkosten und der Mehraufwand in einem vertretba-rem Rahmen bleiben, ist betreiberseitig auch die Bereitschaft da, einen Austausch vor-handener metallischer Spalttöpfe vorzuneh-men. Ideal wäre die Vorgehensweise: Alter Spalttopf raus – neuer Spalttopf rein!
Abb. 1: Aufbau einer Magnetkupplung
© Bruno Sinnah/fotolia.de
Pumpen
34 • 9 • 2009
ein problemloser Austausch in eine vorhande-ne Pumpenkonstruktion möglich. Der zulässi-ge Betriebsdruck beträgt 16 bar mit einem Temperatureinsatzbereich zwischen -40 °C und +250 °C.
Abbildung 3 zeigt einen PEEK-Composite-Spalttopf, der erstmalig auf der Achema 2009 von Dickow präsentiert wurde. Nur mit diesem neuen Werkstoff und dem dazugehö-rigen Herstellungsverfahren lassen sich Wandstärken erzielen, die eine Austausch-barkeit in vorhandene Konstruktionen erlau-ben. Mit einer Wandstärke von 2,0 mm be-trägt der zulässige Betriebsdruck 24 bar bei einer maximalen Temperatur von 150 °C. Trotz des relativ niedrigen spezifischen Wi-derstandes von 157 Ω mm2/m entstehen keine Wirbelstromverluste. Dies ist auf die Ausrichtung der eingebrachten Carbonfa-sern zurückzuführen. Umfangreiche interne und externe Tests vor Serienfreigabe haben die Anwendbarkeit bestätigt. Erste Feldtests unter realen Betriebsbedingungen laufen seit
Lösungen für den energieeffizienten Einsatz von Spalttopfwerkstoffen in Magnetkupplungen
Der keramische SpalttopfSchon etwas länger bekannt ist der ke-
ramische Spalttopf. Als Werkstoff hat sich hier ein mit MgO teilstabi-lisiertes Zirkoniumdioxid (ZrO2), umgangssprachlich Zirkonoxid, aus der Gruppe der Oxidkera-miken durchgesetzt. Für die-sen Werkstoff spricht seine hohe Verschleißfestigkeit und Korrosionsbeständigkeit, die niedrige Wärmeleitfähigkeit
und gute Temperaturwechsel-beständigkeit. Aufgrund des
sehr hohen spezifischen Wider-standes von 1010 Ω mm2/m werden
keine Wirbelstromverluste induziert. Mit einer Wandstärke von 1,9 mm und
der Gestaltung der Flanschgeometrie ist
Abb. 2: Keramikspalttöpfe unterschiedlicher Abmessungen
Abb. 3: PEEK-Composite-Spalttopf Abb. 4: Titan-Spalttopf
Pumpen
Ob Einzel- oder Systemlösungen – weltweit stehen FLUX Fass -pumpen, Dickstoff pumpen, Tauchkreiselpumpen, Druck-luft-Membranpumpen undFlüssigkeits-Mengen messer für hohe Standzeiten, extreme Wirtschaftlichkeit und ein Höchst -maß an Sicherheit. – Machen Sie sich bei einem Besuch doch selbst ein Bild.
Fördern · Entleeren · Mischen Umwälzen · Dosieren
Talweg 12 · 75433 MaulbronnTel. 07043 101-440Fax 07043 101-444
FLUX – für jede Branche die richtige Lösung!
DRINKTEC14.09. – 19.09.2009München, DeutschlandHalle: A4, Stand: 129
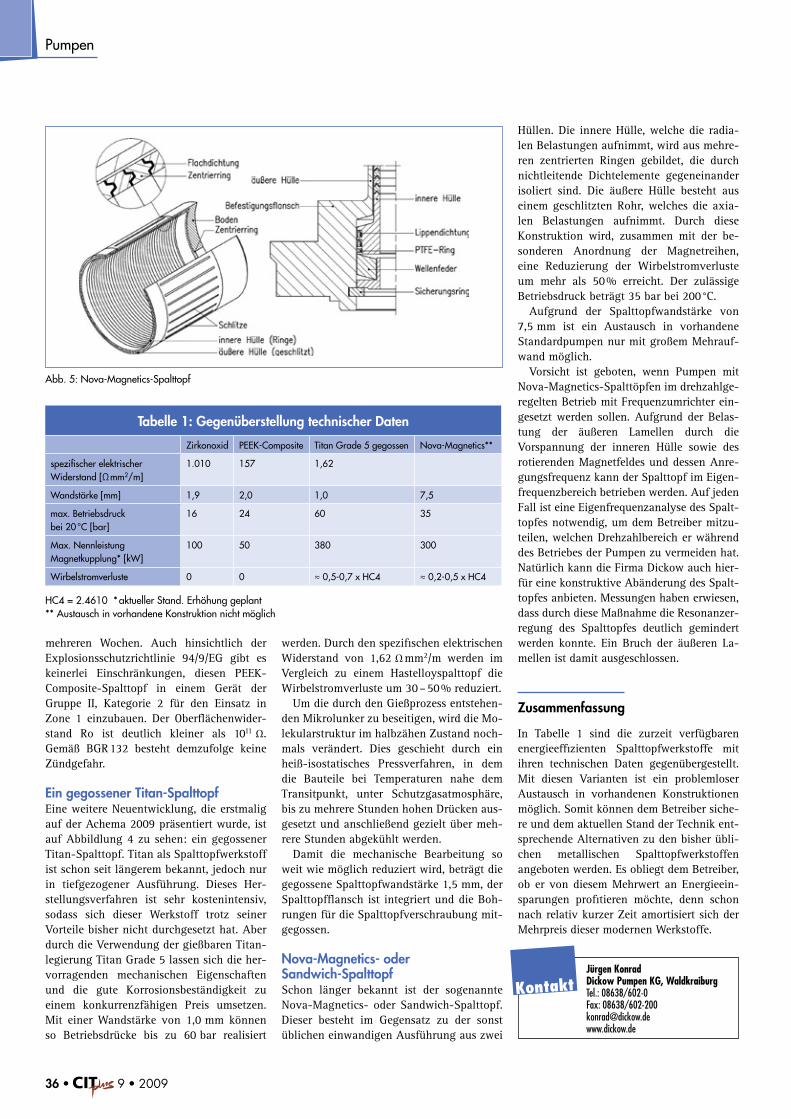
werden. Durch den spezifischen elektrischen Widerstand von 1,62 Ω mm2/m werden im Vergleich zu einem Hastelloyspalttopf die Wirbelstromverluste um 30 – 50 % reduziert.
Um die durch den Gießprozess entstehen-den Mikrolunker zu beseitigen, wird die Mo-lekularstruktur im halbzähen Zustand noch-mals verändert. Dies geschieht durch ein heiß-isostatisches Pressverfahren, in dem die Bauteile bei Temperaturen nahe dem Transitpunkt, unter Schutzgasatmosphäre, bis zu mehrere Stunden hohen Drücken aus-gesetzt und anschließend gezielt über meh-rere Stunden abgekühlt werden.
Damit die mechanische Bearbeitung so weit wie möglich reduziert wird, beträgt die gegossene Spalttopfwandstärke 1,5 mm, der Spalttopfflansch ist integriert und die Boh-rungen für die Spalttopfverschraubung mit-gegossen.
Nova-Magnetics- oder Sandwich-SpalttopfSchon länger bekannt ist der sogenannte Nova-Magnetics- oder Sandwich-Spalttopf. Dieser besteht im Gegensatz zu der sonst üblichen einwandigen Ausführung aus zwei
Hüllen. Die innere Hülle, welche die radia-len Belastungen aufnimmt, wird aus mehre-ren zentrierten Ringen gebildet, die durch nichtleitende Dichtelemente gegeneinander isoliert sind. Die äußere Hülle besteht aus einem geschlitzten Rohr, welches die axia-len Belastungen aufnimmt. Durch diese Konstruktion wird, zusammen mit der be-sonderen Anordnung der Magnetreihen, eine Reduzierung der Wirbelstromverluste um mehr als 50 % erreicht. Der zulässige Betriebsdruck beträgt 35 bar bei 200 °C.
Aufgrund der Spalttopfwandstärke von 7,5 mm ist ein Austausch in vorhandene Standardpumpen nur mit großem Mehrauf-wand möglich.
Vorsicht ist geboten, wenn Pumpen mit Nova-Magnetics-Spalttöpfen im drehzahlge-regelten Betrieb mit Frequenzumrichter ein-gesetzt werden sollen. Aufgrund der Belas-tung der äußeren Lamellen durch die Vorspannung der inneren Hülle sowie des rotierenden Magnetfeldes und dessen Anre-gungsfrequenz kann der Spalttopf im Eigen-frequenzbereich betrieben werden. Auf jeden Fall ist eine Eigenfrequenzanalyse des Spalt-topfes notwendig, um dem Betreiber mitzu-teilen, welchen Drehzahlbereich er während des Betriebes der Pumpen zu vermeiden hat. Natürlich kann die Firma Dickow auch hier-für eine konstruktive Abänderung des Spalt-topfes anbieten. Messungen haben erwiesen, dass durch diese Maßnahme die Resonanzer-regung des Spalttopfes deutlich gemindert werden konnte. Ein Bruch der äußeren La-mellen ist damit ausgeschlossen.
Zusammenfassung
In Tabelle 1 sind die zurzeit verfügbaren energieeffizienten Spalttopfwerkstoffe mit ihren technischen Daten gegenübergestellt. Mit diesen Varianten ist ein problemloser Austausch in vorhandenen Konstruktionen möglich. Somit können dem Betreiber siche-re und dem aktuellen Stand der Technik ent-sprechende Alternativen zu den bisher übli-chen metallischen Spalttopfwerkstoffen angeboten werden. Es obliegt dem Betreiber, ob er von diesem Mehrwert an Energieein-sparungen profitieren möchte, denn schon nach relativ kurzer Zeit amortisiert sich der Mehrpreis dieser modernen Werkstoffe.
mehreren Wochen. Auch hinsichtlich der Explosionsschutzrichtlinie 94/9/EG gibt es keinerlei Einschränkungen, diesen PEEK-Composite-Spalttopf in einem Gerät der Gruppe II, Kategorie 2 für den Einsatz in Zone 1 einzubauen. Der Oberflächenwider-stand Ro ist deutlich kleiner als 1011 Ω. Gemäß BGR 132 besteht demzufolge keine Zündgefahr.
Ein gegossener Titan-SpalttopfEine weitere Neuentwicklung, die erstmalig auf der Achema 2009 präsentiert wurde, ist auf Abbildlung 4 zu sehen: ein gegossener Titan-Spalttopf. Titan als Spalttopfwerkstoff ist schon seit längerem bekannt, jedoch nur in tiefgezogener Ausführung. Dieses Her-stellungsverfahren ist sehr kostenintensiv, sodass sich dieser Werkstoff trotz seiner Vorteile bisher nicht durchgesetzt hat. Aber durch die Verwendung der gießbaren Titan-legierung Titan Grade 5 lassen sich die her-vorragenden mechanischen Eigenschaften und die gute Korrosionsbeständigkeit zu einem konkurrenzfähigen Preis umsetzen. Mit einer Wandstärke von 1,0 mm können so Betriebsdrücke bis zu 60 bar realisiert
Abb. 5: Nova-Magnetics-Spalttopf
Tabelle 1: Gegenüberstellung technischer Daten
Zirkonoxid PEEK-Composite Titan Grade 5 gegossen Nova-Magnetics**
spezifischer elektrischer Widerstand [Ω mm2/m]
1.010 157 1,62
Wandstärke [mm] 1,9 2,0 1,0 7,5
max. Betriebsdruck bei 20 °C [bar]
16 24 60 35
Max. Nennleistung Magnetkupplung* [kW]
100 50 380 300
Wirbelstromverluste 0 0 ≈ 0,5-0,7 x HC4 ≈ 0,2-0,5 x HC4
HC4 = 2.4610 * aktueller Stand. Erhöhung geplant** Austausch in vorhandene Konstruktion nicht möglich
Jürgen KonradDickow Pumpen KG, WaldkraiburgTel.: 08638/602-0Fax: 08638/[email protected]
Kontakt
Pumpen
36 • 9 • 2009
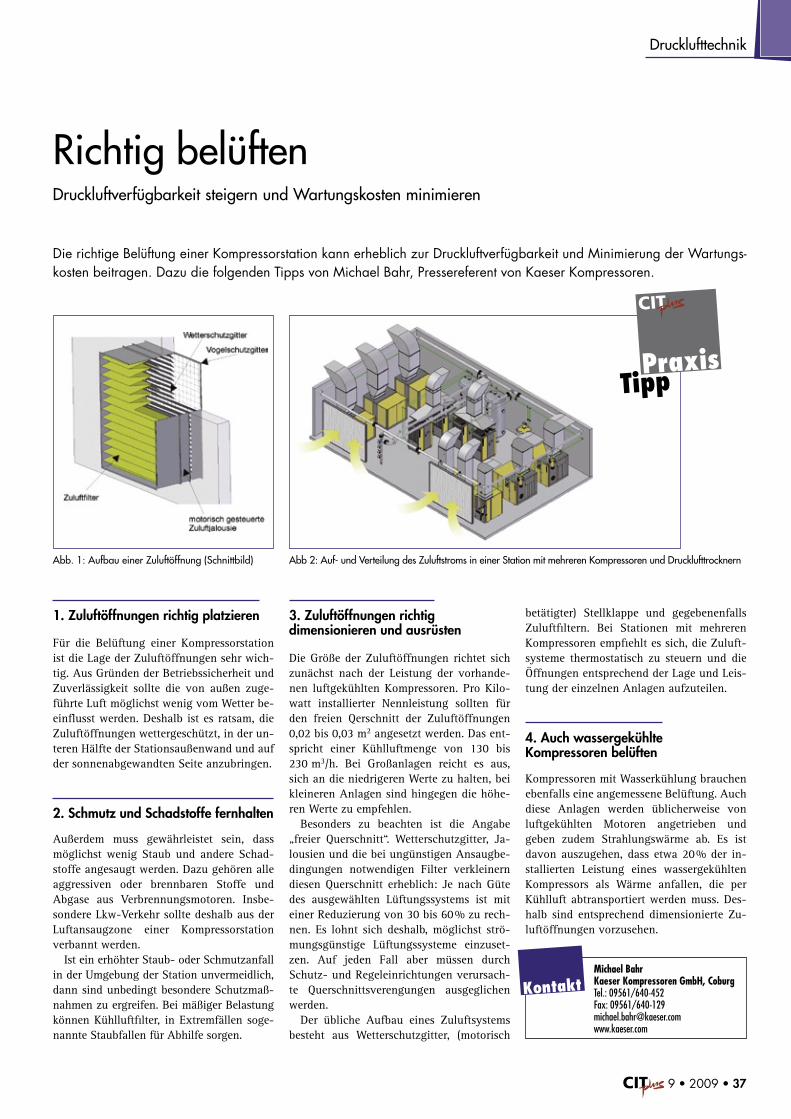
Richtig belüftenDruckluftverfügbarkeit steigern und Wartungskosten minimieren
1. Zuluftöffnungen richtig platzieren
Für die Belüftung einer Kompressorstation ist die Lage der Zuluftöffnungen sehr wich-tig. Aus Gründen der Betriebssicherheit und Zuverlässigkeit sollte die von außen zuge-führte Luft möglichst wenig vom Wetter be-einflusst werden. Deshalb ist es ratsam, die Zuluftöffnungen wettergeschützt, in der un-teren Hälfte der Stationsaußenwand und auf der sonnenabgewandten Seite anzubringen.
2. Schmutz und Schadstoffe fernhalten
Außerdem muss gewährleistet sein, dass möglichst wenig Staub und andere Schad-stoffe angesaugt werden. Dazu gehören alle aggressiven oder brennbaren Stoffe und Abgase aus Verbrennungsmotoren. Insbe-sondere Lkw-Verkehr sollte deshalb aus der Luftansaugzone einer Kompressorstation verbannt werden.
Ist ein erhöhter Staub- oder Schmutzanfall in der Umgebung der Station unvermeidlich, dann sind unbedingt besondere Schutzmaß-nahmen zu ergreifen. Bei mäßiger Belastung können Kühlluftfilter, in Extremfällen soge-nannte Staubfallen für Abhilfe sorgen.
3. Zuluftöffnungen richtig dimensionieren und ausrüsten
Die Größe der Zuluftöffnungen richtet sich zunächst nach der Leistung der vorhande-nen luftgekühlten Kompressoren. Pro Kilo-watt installierter Nennleistung sollten für den freien Qerschnitt der Zuluftöffnungen 0,02 bis 0,03 m2 angesetzt werden. Das ent-spricht einer Kühlluftmenge von 130 bis 230 m3/h. Bei Großanlagen reicht es aus, sich an die niedrigeren Werte zu halten, bei kleineren Anlagen sind hingegen die höhe-ren Werte zu empfehlen.
Besonders zu beachten ist die Angabe „freier Querschnitt“. Wetterschutzgitter, Ja-lousien und die bei ungünstigen Ansaugbe-dingungen notwendigen Filter verkleinern diesen Querschnitt erheblich: Je nach Güte des ausgewählten Lüftungssystems ist mit einer Reduzierung von 30 bis 60 % zu rech-nen. Es lohnt sich deshalb, möglichst strö-mungsgünstige Lüftungssysteme einzuset-zen. Auf jeden Fall aber müssen durch Schutz- und Regeleinrichtungen verursach-te Querschnittsverengungen ausgeglichen werden.
Der übliche Aufbau eines Zuluftsystems besteht aus Wetterschutzgitter, (motorisch
betätigter) Stellklappe und gegebenenfalls Zuluftfiltern. Bei Stationen mit mehreren Kompressoren empfiehlt es sich, die Zuluft-systeme thermostatisch zu steuern und die Öffnungen entsprechend der Lage und Leis-tung der einzelnen Anlagen aufzuteilen.
4. Auch wassergekühlte Kompressoren belüften
Kompressoren mit Wasserkühlung brauchen ebenfalls eine angemessene Belüftung. Auch diese Anlagen werden üblicherweise von luftgekühlten Motoren angetrieben und geben zudem Strahlungswärme ab. Es ist davon auszugehen, dass etwa 20 % der in-stallierten Leistung eines wassergekühlten Kompressors als Wärme anfallen, die per Kühlluft abtransportiert werden muss. Des-halb sind entsprechend dimensionierte Zu-luftöffnungen vorzusehen.
Die richtige Belüftung einer Kompressorstation kann erheblich zur Druckluftverfügbarkeit und Minimierung der Wartungs-kosten beitragen. Dazu die folgenden Tipps von Michael Bahr, Pressereferent von Kaeser Kompressoren.
Michael BahrKaeser Kompressoren GmbH, CoburgTel.: 09561/640-452Fax: 09561/[email protected]
Kontakt
Abb. 1: Aufbau einer Zuluftöffnung (Schnittbild) Abb 2: Auf- und Verteilung des Zuluftstroms in einer Station mit mehreren Kompressoren und Drucklufttrocknern
Drucklufttechnik
9 • 2009 • 37

Wasser statt ÖlEnergieeffiziente Erzeugung absolut ölfreier Druckluft dank neuer wassereingespritzter Verdichterstufen
Zur Erzeugung absolut ölfreier Druckluft bietet der Markt drei Lösungsansätze. Bei öleingespritzten Schraubenkompressoren entstehen allerdings hohe Zusatzkosten durch die anschließende ölfreie Aufberei-tung und Restrisiken durch fehlerhaft arbei-tende Aufbereitungskomponenten. Ölfrei verdichtende Anlagen erzeugen zwar sofort absolut ölfreie Druckluft, erfordern aber aufgrund der Zweistufigkeit deutlich erhöh-te Investitionskosten. Und wassereinge-spritzte Verdichter arbeiteten bisher nicht mit optimalem Wirkungsgrad, weil die po-lymerkeramischen Werkstoffe der Rotoren
nicht formbeständig sind und deshalb höhe-re Spaltmaße erfordern.
Hier hat die Aerzener Maschinenfabrik jetzt den Hebel angesetzt. Das Unternehmen liefert seit ca. 40 Jahren komplette, zwei-stufig ölfrei verdichtende Schraubenverdich-teranlagen. Außerdem werden seit vielen Jahren öleingespritzte Verdichterstufen pro-duziert und von namhaften Anbietern, sog. Packagern, zu kompletten Verdichteranlagen ergänzt. Aufbauend auf diesen Erkenntnis-sen wurde jetzt in enger Kooperation mit er-fahrenen Marktpartnern die neue VMW-Wasserstufe entwickelt. Sie wird nach
Überzeugung des Herstellers die künftige Verbreitung wassereingespritzter Schrauben-verdichter sehr positiv beeinflussen.
Tests im harten Dauerbetrieb
Die neuen, einstufig bis 13 bar verdichten-den VMW-Wasserstufen aus Aerzen wurden bereits erfolgreich unter Praxisbedingungen im harten Dauerbetrieb getestet. Sie bieten neben einem deutlich verbesserten Wir-kungsgrad einen wesentlich reduzierten Wartungsaufwand und stehen zunächst für
Mit der neuen VMW-Wasserstufe bietet die Aerzener Maschinenfabrik den An-bietern von Schraubenkompressoren eine fortschrittliche Möglichkeit, Schrau-benkompressoren zur Erzeugung absolut ölfreier Druckluft auf dem aktuellen Stand der Technik aufzubauen. Als entscheidende Pluspunkte sieht der Hersteller die hohe Gebrauchsdauer, den geringen Wartungsaufwand und den direkt mit öleingespritzten Systemen vergleichbaren hohen Wirkungsgrad. In jedem Ein-satzfall erzeugen die neuen VMW-Wasserstufen absolut ölfreie Druckluft jetzt mit hoher Energieeffizienz und reduzierten Investitionskosten.
Drucklufttechnik
38 • 9 • 2009

Antriebsleistungen von 45, 55 und 75 kW und für folgende max. Ansaugvolumenströme zur Verfügung:
bei 7 bar (Ü): 7,8 bis ▪10,7 m3/min;bei 10 bar (Ü): 6,7 bis ▪10,1 m3/min;bei 13 bar(Ü): 5,6 bis ▪8,6 m3/min;
Größere und kleinere Leistungen sind in der Entwicklung. Die neuen VMW-Wasserstufen wur-den ausschließlich für den Direkt antrieb konzipiert. Sie ar-beiten mit Drehzahlen von nur 1.500 bis 5.000 1/min und kön-nen sowohl zu Anlagen mit konstanter Drehzahl als auch zu bedarfsgeregelten Anlagen kom-plettiert werden.
Bisher wurden Rotore von Wasserstufen überwiegend aus Polymerkeramik gefertigt. Die-ser Werkstoff führt bei Drücken oberhalb 7 bar jedoch zu einer plastischen Verformung der Läufer. Diese verminderte Pro-filtreue muss durch größere Spaltmaße innerhalb der Ver-dichterstufe ausgeglichen wer-den, was zu einer deutlichen Verschlechterung des Wirkungs-grades führt. Aufbauend auf den langjährigen Erfahrungen in der Herstellung von öleingespritzten Verdichterstufen mit Rotoren aus Stahl wählte die Aerzener Maschinenfabrik diesen Werk-stoff jetzt auch für die neuen VMW-Wasserstufen. Der hoch-legierte, korrosionsbeständige Stahl arbeitet auch bei höheren Drücken bis 13 bar verfor-mungsfrei, sodass die Spaltma-ße deutlich verkleinert und die Wirkungsgrade wesentlich ver-bessert werden konnten. Sie sind jetzt direkt mit den Werten für öleingespritzte Schraubenver-dichter vergleichbar.
Ölgeschmierte Wälzlager
Anstatt die Lager der neuen Wasserstufen durch Einspritz-wasser zu schmieren oder war-tungsintensive fettgeschmierte Lager zu wählen, entschied man
sich in Aerzen für ölgeschmierte Wälzlager. Diese Lösung führt in Verbindung mit einem beson-deren Schmierstoff zu einer Dauerschmierung über den Le-benszyklus der Verdichterstufe. Damit entfallen sämtliche Öl-wechsel- oder Nachfüllarbeiten. Ein atmosphärischer Zwischen-raum zwischen Lagern und Ver-dichtungsraum verhindert zu-verlässig das Eindringen von Wasser in den Ölraum oder von Öl in den Wasserraum.
Die beiden präzise geführten Rotore arbeiten verschleißfrei bis zum Lebensende der Ge-samtanlage. Sie werden über ein hoch genau gefertigtes Synchro-nisationsgetriebe mit hoher Ver-zahnungsqualität für einen besonders weichen Lauf ange-trieben. Aerzen garantiert für diese Stufen konkurrenzlose be-triebsstundenabhängige War-tungsintervalle von mindestens zwei Jahren bei Dauer einsatz (16.000 Bh). Bei erforderlichen Service-Arbeiten sind lediglich die Wälzlager und die Dichtun-gen zu tauschen. Der Packager entscheidet bei der Ergänzung dieser Stufe durch weitere peri-phere Komponenten zu einer Komplettanlage, ob die system-bedingten Kreislaufwasser-Ver-luste über eine angeschlossene Trinkwasserleitung oder durch Kondensat eines integrierten Kältetrockners ausgeglichen werden. Von Aerzen wird ledig-lich der Einsatz von Trinkwas-serqualität gefordert.
Stephan BrandAerzener Maschinenfabrik GmbH, AerzenTel.: 05154/81562Fax: 05154/[email protected]
Kontakt
Auch zum härtesten Rein-heitsgebot der Welt haben wir die passende Druckluft
Wir bieten Ihnen eine der umfangreichsten Produktpaletten im Druckluftmarkt:
Fordern Sie uns!www.almig.de

Klein, aber oho!Ölfreie Kompressorenreihe – hohe Wirtschaftlichkeit auf kleinstem Raum
Eine unabhängige Druckluftversorgung ist bei vielen Anwendungen in der Medizin, Telekommunikation, Messtechnik oder im Laborbereich unabdingbar. Doch insbeson-dere für den Einbau steht meist wenig Platz zur Verfügung. Außerdem spielt oft ein niedriger Geräuschpegel eine wichtige Rolle. Eine Lösung bietet die Kompressoren-Bau-reihe KK 8. Weil durch die ölfreie Druckluft die einwandfreie Funktionsfähigkeit von Düsen und Ventilen gewährleistet ist, ent-fallen aufwendige Wartungsarbeiten. Dar-über hinaus arbeiten die kleinen Kraftpakete absolut umweltfreundlich, da die Luft nicht mit Öldämpfen kontaminiert wird.
Universell ausgestattet
Je nach Bedarf bietet der Hersteller ver-schiedene Modelle an: Die Kompressoren vom Typ A-025 sind nur 230 x 151 x 158 mm groß und liefern 25 l/min ölfreie Druckluft. Selbst bei einer Umgebungstemperatur von 40 °C sind sie bei einem Druck von 7 bar für 100 % Dauerbetrieb geeignet. Die Geräte gibt es mit einem 2-Spannungsmotor. So universell ausgestattet lässt sich der Kom-pressor sowohl mit 115 V als auch mit 230 V bei 50 Hz und 60 Hz betreiben. Damit können sie weltweit fast überall eingesetzt werden. Die Lagerhaltung und Verwaltung der Geräte oder die Dokumentation ist da-durch einfach und kostengünstig. Da der
Motor standardmäßig über die Schutzart IP 54 verfügt, ist auch eine freie Aufstellung problemlos möglich. Ein serienmäßig einge-bauter Thermoschalter im Motor schützt das Gerät gegen Überhitzung. Mit 55 dB(A) bei einem Nenndruck von 7 bar ist der Kom-pressor auch besonders leise und gewähr-leistet ein angenehmes Arbeitsklima.
Vorteilhaft im mobilen Einsatz
Die Kompressoren vom Typ D-030 gibt es standardmäßig sowohl mit 12-V- als auch mit 24-V-DC-Motor. Sie verfügen über eine Liefermenge von 30 l/min und sind bei 7 bar Nenndruck für Dauerbetrieb geeignet. Die besonders kompakten Abmessungen sind vorteilhaft im mobilen Einsatz. Außer-dem entsprechen sie der EMV-Richtlinie durch einen im Motor integrierten Entstör-filter.
Als anschlussfertige Station bietet der Hersteller den Typ UA-025 mit einer 2-Spannungsvariante an. Diese verfügt über einen 3-l-Druckbehälter sowie alle notwen-digen Bedienungs- und Sicherheitseinrich-tungen. Sie kann alternativ mit einem auto-matischen Kondensatablass ausgestattet werden. Dürr Technik entwickelt, konstru-iert und fertigt aber auch individuelle Drucklufteinheiten ganz nach Kundenan-forderung.
Die kompakten ölfreien Kompressoren der Baureihe KK 8 von Dürr Technik lassen sich platzsparend einbauen. Die Kompressorstation Typ UA-025 etwa ist mit einem 2-Spannungs motor versehen. Dies ist vor allem dann wirt-schaftlich sehr interessant, wenn in Länder mit unterschiedlichen Spannun-gen und Frequenzen exportiert wird.
Dürr Technik GmbH + Co. KG, Bietigheim-BissingenTel.: 07142/90220Fax: 07142/[email protected]
Kontakt
Abb.: Die ölfreien Kompressoren der Baureihe KK 8 von Dürr Technik lassen sich durch ihre kompakte Bauweise platzsparend einbauen. Sie sind dauerlauffest und verfügen über hohe Standzeiten.
Drucklufttechnik
40 • 9 • 2009

Die Branche trifft sich zum 13. Workshop KolbenverdichterMit einem Programm bestehend aus 18 Vorträgen wird der größ-te jährliche Erfahrungsaustausch der Kolbenverdichter-Szene in diesem Jahr am 28. und 29. Ok-tober stattfinden. Getreu dem Motto „Aus der Praxis für die Praxis“ sind die Verfasser und Referenten der Veranstaltungs-tage überwiegend Ingenieure und Techniker.
Ziel des Workshops ist es, Er-kenntnisse zu den Themen In-standhaltung, Inbetriebnahmen, Betriebsweisen, Wartungskon-zepte, Innovationen und Erfah-rungswerte von Herstellern und Betreibern rund um das Thema Kolbenverdichter weiterzugeben. Zur Zielgruppe der Veranstal-tung zählen die Gas-, Öl- und (Petro-) Chemieindustriezweige. Der spezielle Mix aus Vortrags-programm, einer Reihe von Ex-perimenten und Vorführungen sowie die begleitende Fachaus-stellung ist dabei als Besonder-heit dieser Fachveranstaltung er-wähnenswert!
Ausgewählte Themen der Ver-anstaltung 2009:
Simulation des Anlauf- und ▪Auslaufvorgangs in Kolben-verdicheranlagen (LMF Le-obersdorfer Maschinenfabrik) Ventile unter falschem Ver- ▪dacht – Abnormale Drucker-höhungen im Zylinder (Neac Compressor Service)
Technologie zum lösbaren und ▪wartungsfreien Verbinden von rotationssymmetrischen Bau-teilen – Erfahrungsbericht – spektakuläre Testergebnisse (consysAS international)Mehrfache Sicherheitsab- ▪schaltungen zweier vertikaler Kolbenverdichter nach Ma-schinenumbauten zur Erhö-
hung der Sauergasbeständig-keit (Bayernoil Raffineriege-sellschaft/Prognost)
Einen Tag vor dem 13. Work-shop Kolbenverdichter, am Dienstag, den 27. Oktober 2009, findet, wie schon im vergangenen Jahr, das Tages-seminar „Schwingungen und Pulsationen an Kolbenverdich-tern“ statt.www.kce-akademie-de
Schwingungen und Pulsationen an Kolbenverdichtern
Martina BrockmannKötter Consulting Engineers KG, RheineTel.: 05971/[email protected]. koetter-consulting.com
Kontakt
Abb. : In den Pausen werden anschauliche Versuche vorgeführt.
Simulation in der TurbomaschinenindustrieModerne Methoden zur numeri-schen Strömungssimulation (Computational Fluid Dynamics – CFD) haben im Laufe des letz-ten Jahrzehnts einen sehr hohen Entwicklungsstand erreicht, wo-durch Ingenieure und Entwick-ler einen deutlich besseren tech-nischen Einblick in eine Vielzahl von Anwendungen mit zuneh-mender geometrischer Komple-xität erhalten. Diese Anwen-dungen beinhalten Turbinen, Schaufelkühlung und Wärme-übergang, Drehmomentwandler, Kompressoren, Lüfter und Pum-pen, Düsen, Kanäle und Turbi-nengondeln. Stationäre Berech-nungen haben sich derart verbessert, sodass sie zu einem tagtäglich eingesetzten Kons-truktionstool geworden sind. In-
stationäre Strömungsberech-nungen bieten zwar eine höhere Modellierungsgenauigkeit, er-fordern jedoch wesentlich län-gere Rechenzeiten und dement-
sprechend größere Investitionen. Frequenzbasierte Methoden schaffen die Möglichkeit, die Vorzüge von instationären Be-rechnungen bei einem Bruchteil
der Kosten umzusetzen. So kann bspw. die „Harmonic Balance Method“ bei dreidimensionalen, instationären, viskosen, mit un-gleicher Schaufelteilung, mehr-stufigen Turbomaschinenbe-rechnungen bei einem Bruchteil des Aufwands von Zeitbereichs-methoden verwendet werden. Dies wird unter Beibehaltung der Genauigkeit sowie niedri-gem Rechenaufwand und gerin-gem Speicherbedarf durchge-führt.
Tel.: 0911/[email protected]
Kontakt
Drucklufttechnik
9 • 2009 • 41
• Be
zugs
quel
lenv
erze
ichn
is
• Be
zugs
quel
lenv
erze
ichn
is
• Be
zugs
quel
lenv
erze
ichn
is
•
42 • 9 • 2009
&
Name
Firma, Universität
Titel, Vorname
Telefon
Funktion
Fax
Abteilung, Institut
1. Zeile: (Firmenname)
2. Zeile: (Firmenname 2)
3. Zeile: (Straße Hausnummer/Postfach)
4. Zeile: (PLZ/Ort)
5. Zeile: (Telefon/Fax)
6. Zeile: (E-Mail)
7. Zeile: (Internet)
8. Zeile: (Sonstiges)
9. Zeile: (Sonstiges)
Unser Firmenlogo soll in einer Höhe von …… mm veröffentlicht werden. ;
Bitte unterbreiten Sie uns ein Angebot für den folgenden Text (max. 35 Zeichen pro Zeile):
Ihre Anfrage bitte per Fax an 06151/8090-133 oder an CITplus • Stichwort BQV • Rößlerstraße 90 • 64293 Darmstadt
Anfrage/Auftrag für eine Print + Online Präsentation. Wir interessieren uns für einen Print-Eintrag im Bezugsquellenteil von CITplus mit Online-Eintrag in PRO-4-PRO.
BezugsquellenPRO-4-PRO.cOmzusammen einfach mehr als nur ein Einkaufsführer
„Zufrieden waren wir schon immer mit dem Bezugsquellenverzeichnis von CITplus“, sagen uns unsere Kunden.
Mit der Übernahme der Kontaktdaten in die Produktsuchmaschine PRO-4-PRO.com (mehr als 80.000 User pro Monat) bieten wir Ihnen den entscheidenden Crossmedia-Vorteil.
Ihre Crossmedia-Vorteile liegen auf der Hand:Sie erreichen monatlich über 26.000 CITplus Leser (zusätzlich ca. 3,4 Mitleser) �Sie erreichen alle Mitglieder der Gesellschaften DECHEMA und VDI-GVC-Verband (ProcessNet) �Ihr Bezugsquelleneintrag wird zusätzlich auf PRO-4-PRO.com als Basiseintrag registriert �Die Einträge auf PRO-4-PRO.com erzielen ein überdurchschnittliches Ranking in Suchmaschinen �Online-Suchmaschinenmarketing-Beratung inklusive �
Ihr Eintrag + unser Service = Ihr Erfolg
• Be
zugs
quel
lenv
erze
ichn
is
• Be
zugs
quel
lenv
erze
ichn
is
• Be
zugs
quel
lenv
erze
ichn
is
•
9 • 2009 • 43
Roland Thomé AnzeigenleitungTel. 06151/8090-238Fax 06151/[email protected]
Kerstin Kunkel Auftragsverwaltung/AnzeigenTel. 06151/8090-135Fax 06151/[email protected]
Ingrid Pfliegensdörfer AssistenzTel. 06151/8090-239Fax 06151/[email protected]
Unser Eintrag soll unter folgenden Haupt- und Nebengruppen erscheinen: (bitte ankreuzen oder ergänzen)
Anlagentechnik Seite 44
Abwasserbehandlung DAnlagenbau DAnlagentechnik DArmaturen DDampfkesselvermietung DDichtungen DExplosionsschutz DFlansch- & Dichtungsberechnung DGroß-Rotationsverdampfer DIsolatoren DKompressoren DMembranfiltration DPumpen DPumpen, Membran pumpen DPumpen, Vakuumpumpen DPumpen, Zahnradpumpen DRegelventile DRohr- und Schlauchverbindungen DSchauglas für Rohrleitungen DSchläuche DStrömungssimulationen DVentilatoren DVentile D
DD
Betriebstechnik Seite 45
Instandhaltung D
DD
Chemische Reaktionstechnik Seite 46
Extruder, Labor- und Produktionextruder nach Maß DMikro-Pilotanlagen DParallel-Reaktoren D
DD
Ingenieurbüros Seite 46
Biotechnologie DCFD-Berechnungen D
DD
Labortechnik Seite 46
Laboreinrichtungen DLaborgeräte DLaborwalzenmühle D
DD
Lager- und Fördertechnik Seite 46
Abfüllstationen für Feststoffe DAbsperrsysteme DBehälter DBig Bag Füll- und Entleersystem DContainer-Systeme DDosieranlagen DDosierschnecken DFörderanlagen D
Pendelbecherwerke DSilos D
DD
Mechanische Verfahrenstechnik Seite 47
Abscheider, Magnetabscheider DAbscheider, Überlänge D Auswahl, Scaleup, Debottlenecking von DAnlagen derFest-Flüssig-TrennungBrecher DDebottlenecking von Filtern DFass-Containermischer DFest-/Flüssig-Trennung DFilter DFilterapparate DFilterelemente DFiltertestsysteme DKantenspaltfilter DKontinuierliche Drehfilter DKontinuierliche Druckfiltration DKühler DMagnetfilter & Metallsuchgeräte DMikrofiltration DMischer DMischer, Statische DMühlen DPressen DRührwerke DRührwerkskugelmühlen DSiebkorbfilter DSiebmaschinen DTrockner DVakuum-Band-Trommelfilter DVibrationstechnik DZentrifugen DZerkleinerungsmaschinen D
DD
Messtechnik Seite 48
Aerosolmesstechnik DDurchflussmessung DFüllstand D
Korngrößenanalyse-Systeme DLeitfähigkeitsmessung in Flüssigkeiten DPartikelcharakterisierung DPartikelmessgeräte für Flüssigkeiten DPartikelmessgeräte für Luft und Gase DpH-Messung DSauerstoffmessung in Flüssigkeiten DSpektrometer DWasseranalytik D
DD
Thermische Verfahrenstechnik Seite 49
Abgasreinigung DAbluftreinigungsanlagen DDampferzeuger DFilter-Trockner DGas-Gas Wärmetauscher DKristallisationsanlagen DLösemittelgewinnung DPervaporation/Dämpfepermeation DProzessluftklappen, thermisch DTrockner DVakuumpumpen DVakuumsysteme DVakuumtrockner DVakuumtrocknung DVerdampfer DWärmekammern DWärmetauscher DWärmeträgerflüssigkeiten D
DD

• Be
zugs
quel
lenv
erze
ichn
is
• Be
zugs
quel
lenv
erze
ichn
is
• Be
zugs
quel
lenv
erze
ichn
is
•
Weitere Anbieter fi nden Sie unter www.pro-4-pro.com/prozesstechnik
44 • 9 • 2009
Richter Chemie-Technik GmbHOtto-Schott-Str. 247906 KempenTel.: 02152/1460 Fax: [email protected] www.richter-ct.com korrosionsfeste Pumpen,Armaturen und MSR-Geräte
Dampfkesselvermietung
Gebrüder Stöckel KGPostfach 11 05 32 · 64220 DarmstadtTel.: 06151/891761 · Fax: 895556E-Mail: [email protected]
Dichtungen
CoG - C. otto Gehrckens GmbH & Co. KGDichtungstechnikGehrstücken 925421 PinnebergTel.: +49 (0)4101 50 02-0 · Fax: [email protected]
GFD – Gesellschaft für Dichtungstechnik mbHHofwiesenstr. 7, D-74336 BrackenheimTel.: 07135/9511-0, Fax: 9511-11info@gfd-dichtungen.dewww.gfd-dichtungen.deFederelastische PTFE-DichtungenMetall-, O- und C-Ringe
erwin Telle GmbHSigmundstr. 176 90431 NürnbergTel. 0911/65717-0Fax 0911/[email protected] für nahezu alle Anwendungsfälle
Explosionsschutz
FiKe – DeutschlandInnstr. 3468199 MannheimTel.: 0621/32167-0, Fax: [email protected]://www.fike.com
Kidde Brand- und Explosionsschutz GmbHExplosionsunterdrückung und ExplosionsentkopplungTel. (0 21 02) 5 79 01 53 · Fax (0 21 02) 5 79 01 11
E-Mail: [email protected]
Flansch- & Dichtungsberechnung
TMT Technik-Methode-TrainingExcel-Berechnungsblätter zur Flansch berechnung im Rohrleitungs-und Apparatebau nach EN1591.In-House-Seminare – Beratung – Gutachten45472 Mülheim a.d. RuhrTel. 0208/430159 Fax 0208/3018757E-Mail: [email protected]
Groß-Rotationsverdampfer
BÜCHi Labortechnik GmbHAm Porscheplatz 5, D-45127 EssenTel. 0800 414 0 414 freecallFax 0201 237 [email protected]
Kompressoren
CompAir Drucklufttechnik GmbHArgenthaler Straße 11D-55469 SimmernHotline: 0800/2667247Tel.: 06761/832-0, Fax: [email protected]Öleingespritzte/Ölfreie Kompressoren 0,1-43 m3/min: Schrauben, Drehzahl, Kolben, Rotation, PET, Hochdruck, Fahrbare, Bauwerkzeuge, Contracting, Druckluftzubehör, Service/Wartung, Planung von schlüsselfertigen Anlagen
Membranfiltration
BoKeLA GmbHGottesauer Straße 2876131 KarlsruheTel. +49 (721) 9 64 56–0, Fax: –[email protected]
eiSeNMANN Anlagenbau GmbH&Co. KGTübinger Str. 81 (PF 1280)71032 BöblingenTel. 07031 [email protected]
www.membrane-guide.comMembranen und AnlagenAlle Hersteller und Lieferanten
SIMA-tec GmbH Serviceleistungen für Industrie-,Membran- und AnalysetechnikGmbHDuffesbachstr. 73 · 50354 HürthTel.: 02233/946-310 · Fax: -311www.sima-tec.de · [email protected]
Pumpen
FeLuwA Pumpen GmbHBeulertwegD-54570 MürlenbachTel.: +49 (0)-6594/10-0Fax: +49 (0)-6594/1640E-Mail: [email protected]://www.feluwa.dePumpen für feststoffhaltige MedienSpez.: Schlauch-Membran-Kolbenpumpen
JAHNS Regulatoren GmbHSprendlinger Landstr. 15063069 OffenbachTel.: 069/848477-0, Fax: [email protected]
J. eMMeRiCH PuMPeNFABRiK GMBHJosef-Emmerich-Str. 1-3D-53506 Hönningen-Liers/AhrTel. +49-2695-9201-1 Fax: -27info@emmerich-pumpenfabrik.dewww.emmerich-pumpenfabrik.deKolbenmembranpumpen
Anlagentechnik
Abwasserbehandlung
Verfahrenstechnik TiemannMarkgrafenstr. 48a · 46399 BocholtTel. 02871/2213-30 Fax -31www.vtiemann.de
eiSeNMANN Anlagenbau GmbH&Co. KGTübinger Str. 81 (PF 1280)71032 BöblingenTel. 07031 [email protected]
envirochemie GmbHTechnology for Water64380 Rossdorf bei FrankfurtTel. 06154/[email protected]
Anlagenbau
Merz Aufbereitungstechnik GmbH79787 LauchringenTel. 07741/6826-0 Fax: -99www.merz-aufbereitungstechnik.de
Armaturen
Bürkert GmbH & Co. KGFluid Control SystemsChristian-Bürkert-Str. 13-1774653 IngelfingenTel.: 07940/10-91111 Fax: 91448E-Mail: [email protected] www.buerkert.de
GeMÜ Gebr. Müller Apparatebau GmbH & Co. KGFritz-Müller-Straße 6-8D-74653 IngelfingenTel.: +49 (0) 79 40 / 123 0E-Mail: [email protected]://www.gemue.de
Flowserve Flow Control GmbHRudolf-Plank-Str. 276275 EttlingenTel.: 07243/103 0Fax: 07243/103 222E-Mail: [email protected] http://www.flowserve.com

Weitere Anbieter finden Sie unter www.pro-4-pro.com/prozesstechnik
• Be
zugs
quel
lenv
erze
ichn
is
• Be
zugs
quel
lenv
erze
ichn
is
• Be
zugs
quel
lenv
erze
ichn
is
•
9 • 2009 • 45
KSB Aktiengesellschaft Pf. 1361, D-91253 Pegnitz Tel.: +49 (9241) 711203 Fax: +49 (9241) 711793 http://www.ksb.com
Lutz Pumpen GmbH Erlenstr. 5–7 / Postfach 1462 97877 Wertheim Tel./Fax: 09342/879-0 / 879-404 [email protected] http://www.lutz-pumpen.de
Richter Chemie-Technik GmbHOtto-Schott-Str. 247906 KempenTel.: 02152/1460 Fax: [email protected] www.richter-ct.com korrosionsfeste Pumpen, Armaturen und MSR-Geräte
Pumpen, Membran pumpen
FeLuwA Pumpen GmbH Beulertweg D-54570 Mürlenbach Tel.: +49 (0)-6594/10-0 Fax: +49 (0)-6594/1640 E-Mail: [email protected] http://www.feluwa.de Pumpen für feststoffhaltige Medien Spez.: Schlauch-Membran-Kolbenpumpen
Pumpen, Zahnradpumpen
Maag Pump Systems GmbHAugust-Kümpers Str. 9
48493 WettringenTel.: +49 2557 92 80 0
Fax: +49 2557 92 80 [email protected]
www.maag.com
Regelventile
ARCA-Regler GmbH Kempener Str. 18 D-47918 Tönisvorst Tel. +49-(0)-2156/7709-0 Fax +49-(0)-2156/7709-50-54 E-Mail: [email protected] http://www.arca-valve.com Chemieregelventile
Bürkert GmbH & Co. KG Fluid Control SystemsChristian-Bürkert-Str. 13-1774653 IngelfingenTel.: 07940/10-91111 Fax: 91448E-Mail: [email protected]
GeMÜ Gebr. Müller Apparatebau GmbH & Co. KGFritz-Müller-Straße 6-8D-74653 IngelfingenTel.: +49 (0) 79 40 / 123 0E-Mail: [email protected]://www.gemue.de
Richter Chemie-Technik GmbHOtto-Schott-Str. 247906 KempenTel.: 02152/1460 Fax: [email protected] www.richter-ct.com korrosionsfeste Pumpen, Armaturen und MSR-Geräte
Reinstgasarmaturen
Bürkert GmbH & Co. KG Fluid Control SystemsChristian-Bürkert-Str. 13-1774653 IngelfingenTel.: 07940/10-91111 Fax: 91448E-Mail: [email protected]
GeMÜ Gebr. Müller Apparatebau GmbH & Co. KGFritz-Müller-Straße 6-8D-74653 IngelfingenTel.: +49 (0) 79 40 / 123 0E-Mail: [email protected]://www.gemue.de
Rohrbogen/Rohrkupplungen
hs-umformtechnik GmbHGewerbestraße 1D-97947 Grünsfeld-PaimarTelefon (0 93 46) 92 99-0 Fax [email protected]
Schauglas für Rohrleitungen
Koller GmbHTelefon (02104) 17 14 80, Fax 17 14 [email protected] · www.j-koller.com
Schläuche
erwin Telle GmbH Sigmundstr. 176 90431 Nürnberg Tel. 0911/65717-0 Fax 0911/6571728 [email protected] www.telle.de Schläuche für nahezu alle Anwendungsfälle
Sicherheitsventile
Friedrich See GmbH Armaturen-Service-HandelRudolf-Diesel-Str. 7 63599 Biebergemünd Tel. 06050/90864-0 Fax [email protected] www.see-armaturen-de
Strahlpumpen/Vakuumtechnik
Badenstedter Straße 5630453 HannoverTel.: +49 511 2129-0Fax: +49 511 [email protected]
Strömungssimulationen
Ventilatoren
RoTAMiLL GmbH, D-57074 SiegenTel.: 0271/66123-0, Fax: 61866
Ventile
Bürkert GmbH & Co. KG Fluid Control SystemsChristian-Bürkert-Str. 13-1774653 IngelfingenTel.: 07940/10-91111 Fax: 91448E-Mail: [email protected]
GeMÜ Gebr. Müller Apparatebau GmbH & Co. KGFritz-Müller-Straße 6-8D-74653 IngelfingenTel.: +49 (0) 79 40 / 123 0E-Mail: [email protected]://www.gemue.de
Wasseraufbereitungsanlagen
envirochemie GmbH Technology for Water64380 Rossdorf bei Frankfurt Tel. 06154/6998-0 [email protected]
Betriebstechnik
Instandhaltung
SIMA-tec GmbH Serviceleistungen für Industrie-,Membran- und AnalysetechnikGmbHDuffesbachstr. 73 · 50354 HürthTel.: 02233/946-310 · Fax: -311www.sima-tec.de · [email protected]

• Be
zugs
quel
lenv
erze
ichn
is
• Be
zugs
quel
lenv
erze
ichn
is
• Be
zugs
quel
lenv
erze
ichn
is
•
Weitere Anbieter finden Sie unter www.pro-4-pro.com/prozesstechnik
46 • 9 • 2009
Chemische Reaktionstechnik
Mikro-Pilotanlagen
Sigmar Mothes Hochdrucktechnik GmbH Volmerstr. 7B, UTZ, 12489 Berlin Tel.: 030/639257-46, Fax: -48 www.mothes-hdt.de [email protected]
Parallel Reaktoren
BÜCHi Labortechnik GmbHv Am Porscheplatz 5, D-45127 Essen Tel. 0800 414 0 414 freecall Fax 0201 237 082 [email protected] www.buechigmbh.de
Reaktionskessel
JuCHHeiM Laborgeräte GmbHHandwerkstrasse 7, D-54470 Bernkastel-K.Phone 06531/96440Fax 06531/[email protected]
Ingenieurbüros
Biotechnologie
Vogelbusch Biocommodities GmbH A-1051 Wien, PF 189 Tel.: +431/54661, Fax: 5452979 [email protected] www.vogelbusch-biocommodities.com Fermentation, Destillation Evaporation, Separation Adsorption, HPLC Chromatographie
CFD-Berechnungen
aixprocess PartG Verfahrens- und Strömungstechnik Ingenieure Dr. Weng und Partner Alfonsstr. 44 D-52070 Aachen Tel.: +49-241-413-4492-10 · Fax: -4492-39 [email protected] www.aixprocess.deCFD-Berechnung, Prozesssimulation, rechnergestützte Auslegung und Optimierung verfahrenstechnischer Anlagen
Flowtech industries AG Kronaustr. 10 CH-8404 Winterthur Tel.: +41 (0)52-233 96-07 · Fax: -08 [email protected] www.flowte.ch
Labortechnik
Laboreinrichtungen
ARGe Labor- und objekt- einrichtungen GmbH Steigerring 1 29339 Wathlingen Tel.: 05144/4905-0, Fax: -99 [email protected] www.arge-labor.de
wesemann GmbH & Co. KG Max-Planck-Straße 15-21 D-28857 Syke Tel.: 04242/594-0, Fax -222 http://www.wesemann.com
Laborgeräte
BÜCHi Labortechnik GmbHv Am Porscheplatz 5, D-45127 Essen Tel. 0800 414 0 414 freecall Fax 0201 237 082 [email protected] www.buechigmbh.de
JuCHHeiM Laborgeräte GmbHHandwerkstrasse 7, D-54470 Bernkastel-K.Phone 06531/96440Fax 06531/[email protected]
Laborwalzenmühle
Merz Aufbereitungstechnik GmbH 79787 Lauchringen Tel. 07741/6826-0 Fax: -99 www.merz-aufbereitungstechnik.de
Lager- und Fördertechnik
Abfüllstationen für Feststoffe
BeeR Fördertechnik 64732 Bad König Tel.: 06163/9303-3 Fax: 06163/9303-50 [email protected] • www.beer-ft.de
Absperrsysteme
BeeR Fördertechnik 64732 Bad König Tel.: 06163/9303-3 Fax: 06163/9303-50 [email protected] • www.beer-ft.de
Merz Aufbereitungstechnik GmbH 79787 Lauchringen Tel. 07741/6826-0 Fax: -99 www.merz-aufbereitungstechnik.de
Behälter
uCoN AG Containersysteme KG Gustav-Rivinius Platz 2 D-77756 Hausach Tel. 07831/77-0 Fax 07831/77-209 [email protected] www.ucon-ag.de
Big Bag Füll- und Entleersystem
uCoN AG Containersysteme KG Gustav-Rivinius Platz 2 D-77756 Hausach Tel. 07831/77-0 Fax 07831/77-209 [email protected] www.ucon-ag.de
Container-Systeme
uCoN AG Containersysteme KG Gustav-Rivinius Platz 2 D-77756 Hausach Tel. 07831/77-0 Fax 07831/77-209 [email protected] www.ucon-ag.de
Dosieranlagen
Merz Aufbereitungstechnik GmbH 79787 Lauchringen Tel. 07741/6826-0 Fax: -99 www.merz-aufbereitungstechnik.de
ProMinent Dosiertechnik GmbH Im Schuhmachergewann 5-11 D-69123 Heidelberg Tel.: 06221/842-0, Fax: -617 [email protected]
system-technik GmbH Lechwiesenstraße 21 86899 Landsberg Tel.: ++49(0)8191/3359-0, Fax: -22 [email protected] http://www.solids.de
uCoN AG Containersysteme KG Gustav-Rivinius Platz 2 D-77756 Hausach Tel. 07831/77-0 Fax 07831/77-209 [email protected] www.ucon-ag.de
Dosierschnecken
BeeR Fördertechnik 64732 Bad König Tel.: 06163/9303-3 Fax: 06163/9303-50 [email protected] • www.beer-ft.de
Förderanlagen
Merz Aufbereitungstechnik GmbH 79787 Lauchringen Tel. 07741/6826-0 Fax: -99 www.merz-aufbereitungstechnik.de
Pendelbecherwerke
Merz Aufbereitungstechnik GmbH 79787 Lauchringen Tel. 07741/6826-0 Fax: -99 www.merz-aufbereitungstechnik.de

Weitere Anbieter finden Sie unter www.pro-4-pro.com/prozesstechnik
• Be
zugs
quel
lenv
erze
ichn
is
• Be
zugs
quel
lenv
erze
ichn
is
• Be
zugs
quel
lenv
erze
ichn
is
•
9 • 2009 • 47
Silos
eiCHHoLz Silo- und Anlagenbau GmbH + Co. KG D-48480 Schapen, Tel.: 05458/93090 [email protected]/www.eichholz.com
Mechanische
Verfahrenstechnik
Abscheider, Überlängen-
Merz Aufbereitungstechnik GmbH 79787 Lauchringen Tel. 07741/6826-0 Fax: -99 www.merz-aufbereitungstechnik.de
Auswahl, Scaleup, Debottlenecking von Anlagen der
Fest-Flüssig-Trennung
Bayer AG Bayer Technology Services, PT-PT-SLS/WWT, Geb. E 41 51368 Leverkusen Tel.: +49 (0) 214/3057607 Fax: +49 (0) 214/3050262 [email protected]
Brecher
Merz Aufbereitungstechnik GmbH 79787 Lauchringen Tel. 07741/6826-0 Fax: -99 www.merz-aufbereitungstechnik.de
Debottlenecking von Filtern
BoKeLA GmbH Gottesauer Straße 28 76131 Karlsruhe Tel. +49 (721) 9 64 56–0, Fax: –10 [email protected] www.bokela.com
Fass-Containermischer
willy A. Bachofen AG Maschinenfabrik CH - 4132 Muttenz 1 [email protected] www.wab.ch TURBULA® & dyna-MIX®
Fest-/Flüssig-Trennung
BoKeLA GmbH Gottesauer Straße 28 76131 Karlsruhe Tel. +49 (721) 9 64 56–0, Fax: –10 [email protected] www.bokela.com
Russell Finex NV B-2800 Mechelen (Belgien) Tel. +32 15 275919 Fax +32 15 219335 [email protected] www.russellfinex.com
Filter
DeLTAFiLTeR Filtrationssysteme GmbHIm Neudeck 10 D-67346 SpeyerTel.+49/6232/3151-31Fax +49/6232/[email protected]
Russell Finex NV B-2800 Mechelen (Belgien) Tel. +32 15 275919 Fax +32 15 219335 [email protected] www.russellfinex.com
Filterapparate
BoKeLA GmbH Gottesauer Straße 28 76131 Karlsruhe Tel. +49 (721) 9 64 56–0, Fax: –10 [email protected] www.bokela.com
Filterelemente
Voigt GmbH Postfach 11 68 73241 Wernau Tel.: 07153/30506-0, Fax: [email protected]
Filtertestsysteme
BoKeLA GmbH Gottesauer Straße 28 76131 Karlsruhe Tel. +49 (721) 9 64 56–0, Fax: –10 [email protected] www.bokela.com
PALAS® GmbH Greschbachstr. 3b D-76229 Karlsruhe Tel.: +49 721/96213-0, Fax: -33 [email protected] http://www.palas.de
Hutsiebe
DeLTAFiLTeR Filtrationssysteme GmbHIm Neudeck 10 D-67346 SpeyerTel.+49/6232/3151-31Fax +49/6232/[email protected]
Kantenspaltfilter
DeLTAFiLTeR Filtrationssysteme GmbHIm Neudeck 10 D-67346 SpeyerTel.+49/6232/3151-31Fax +49/6232/[email protected]
Kontinuierliche Drehfilter
BoKeLA GmbH Gottesauer Straße 28 76131 Karlsruhe Tel. +49 (721) 9 64 56–0, Fax: –10 [email protected] www.bokela.com
Kontinuierliche Druckfiltration
BoKeLA GmbH Gottesauer Straße 28 76131 Karlsruhe Tel. +49 (721) 9 64 56–0, Fax: –10 [email protected] www.bokela.com
Magnetfilter & Metallsuchgeräte
GouDSMiT MAGNeTiCS SySTeMS B.V. Postfach 18 / Petunialaan 19 NL 5580 AA Waalre Niederlande Tel.: +31-(0)40-2213283 Fax: +31-(0)40-2217325 www.goudsmit-magnetics.nl [email protected]
Mikrofiltration
atech innovations gmbh Am Wiesenbusch 26 45966 Gladbeck Tel.: 02043/9434-0, Fax: -34 [email protected]
BoKeLA GmbH Gottesauer Straße 28 76131 Karlsruhe Tel. +49 (721) 9 64 56–0, Fax: –10 [email protected] www.bokela.com
Mischer, Statische
Flowtech industries AG Kronaustr. 10 CH-8404 Winterthur Tel.: +41 (0)52-233 96-07 · Fax: -08 [email protected] www.flowte.ch
Mühlen
Merz Aufbereitungstechnik GmbH 79787 Lauchringen Tel. 07741/6826-0 Fax: -99 www.merz-aufbereitungstechnik.de
Rührwerke
JAHNS Regulatoren GmbH Sprendlinger Landstr. 150 63069 Offenbach Tel.: 069/848477-0, Fax: 848477-25 [email protected] www.jahns-hydraulik.de

• Be
zugs
quel
lenv
erze
ichn
is
• Be
zugs
quel
lenv
erze
ichn
is
• Be
zugs
quel
lenv
erze
ichn
is
•
Weitere Anbieter finden Sie unter www.pro-4-pro.com/prozesstechnik
48 • 9 • 2009
Rührwerkskugelmühlen
willy A. Bachofen AG Maschinenfabrik CH - 4132 Muttenz 1 [email protected] www.wab.ch DYNO®-MILL
Siebkorbfilter
DeLTAFiLTeR Filtrationssysteme GmbHIm Neudeck 10 D-67346 SpeyerTel.+49/6232/3151-31Fax +49/6232/[email protected]
Siebmaschinen
GKM Siebtechnik GmbH Felix Wankel Str. 1174915 WaibstadtTel. +49-7263-40972-0Fax [email protected], www.gkm-net.de
Russell Finex NV B-2800 Mechelen (Belgien) Tel. +32 15 275919 Fax +32 15 219335 [email protected] www.russellfinex.com
Merz Aufbereitungstechnik GmbH 79787 Lauchringen Tel. 07741/6826-0 Fax: -99 www.merz-aufbereitungstechnik.de
SweCo euRoPe SA rue de la Recherche 8, Z.I., Zone I B-1400 NIVELLES SUD (BELGIUM) Tel. +32.67.89.34.34 Fax +32.67.89.34.28 [email protected], www.sweco.com Rundsiebmaschinen, Zentrifugalsichter, Luftklassierer, Zentrifugen
Trockner
Merz Aufbereitungstechnik GmbH 79787 Lauchringen Tel. 07741/6826-0 Fax: -99 www.merz-aufbereitungstechnik.de
Vakuum Band-/Trommelfilter
Verfahrenstechnik Tiemann Markgrafenstr. 48a · 46399 Bocholt Tel. 02871/2213-30 Fax -31 www.vtiemann.de
Vibrationstechnik
pneumatische Vibratoren + Klopfer
VIBRATIONSTECHNIKRedcarstr. 18 53842 Troisdorf Tel. +49 (0)2241/1696-0, Fax -16 [email protected] www.aldak.de
Zentrifugen
Zerkleinerungsmaschinen
Merz Aufbereitungstechnik GmbH 79787 Lauchringen Tel. 07741/6826-0 Fax: -99 www.merz-aufbereitungstechnik.de
Messtechnik
Aerosol- und Partikelmesstechnik
PALAS® GmbH Greschbachstr. 3b D-76229 Karlsruhe Tel.: +49 721/96213-0, Fax: -33 [email protected] http://www.palas.de
Durchflussmessung
Bürkert GmbH & Co. KG Fluid Control SystemsChristian-Bürkert-Str. 13-1774653 IngelfingenTel.: 07940/10-91111 Fax: 91448E-Mail: [email protected]
GeMÜ Gebr. Müller Apparatebau GmbH & Co. KGFritz-Müller-Straße 6-8D-74653 IngelfingenTel.: +49 (0) 79 40 / 123 0E-Mail: [email protected]://www.gemue.de
Korngrößenanalyse-Systeme
PALAS® GmbH Greschbachstr. 3b D-76229 Karlsruhe Tel.: +49 721/96213-0, Fax: -33 [email protected] http://www.palas.de
Leitfähigkeitsmessung in Flüssigkeiten
Hamilton Bonaduz AGVia Crusch 8CH-7402 BonaduzTel: 0041/81/6606060 Fax: [email protected]
Partikelcharakterisierung
Micromeritics GmbH Erftstr. 54 41238 Mönchengladbach Tel.: 02166/987-0, Fax: -88 [email protected] http://www.micromeritics.com Partikelgröße, Sedimentation, Oberfläche, Poren u. Dichte
Partikelmessgeräte für Flüssigkeiten
PALAS® GmbH Greschbachstr. 3b D-76229 Karlsruhe Tel.: +49 721/96213-0, Fax: -33 [email protected] http://www.palas.de
Partikelmessgeräte für Luft und Gase
PALAS® GmbH Greschbachstr. 3b D-76229 Karlsruhe Tel.: +49 721/96213-0, Fax: -33 [email protected] http://www.palas.de
pH-Messung
Hamilton Bonaduz AGVia Crusch 8CH-7402 BonaduzTel: 0041/81/6606060 Fax: [email protected]
Sauerstoffmessung in Flüssigkeiten
Hamilton Bonaduz AGVia Crusch 8CH-7402 BonaduzTel: 0041/81/6606060 Fax: [email protected]
Spektrometer
BÜCHi Labortechnik GmbHv Am Porscheplatz 5, D-45127 Essen Tel. 0800 414 0 414 freecall Fax 0201 237 082 [email protected] www.buechigmbh.de
Wasseranalytik
Hamilton Bonaduz AGVia Crusch 8CH-7402 BonaduzTel: 0041/81/6606060 Fax: [email protected]

Weitere Anbieter finden Sie unter www.pro-4-pro.com/prozesstechnik
• Be
zugs
quel
lenv
erze
ichn
is
• Be
zugs
quel
lenv
erze
ichn
is
• Be
zugs
quel
lenv
erze
ichn
is
•
9 • 2009 • 49
Thermische Verfahrenstechnik
Abgasreinigung
eiSeNMANN Anlagenbau GmbH&Co. KGTübinger Str. 81 (PF 1280)71032 BöblingenTel. 07031 [email protected]
Abluftreinigungsanlagen
eiSeNMANN Anlagenbau GmbH&Co. KGTübinger Str. 81 (PF 1280)71032 BöblingenTel. 07031 [email protected]
eNViRoTeC Gesellschaft für umwelt- und Verfahrenstechnik mbH Richard-Ruff-Straße 2 D-63594 Hasselroth Tel. 06055/8809-0, Fax 8809-33 [email protected] www.envirotec.de
Venjakob UmwelttechnikGmbH & Co. KG
www.p ock-meckeler.com
RoTAMiLL GmbH, D-57074- Siegen Tel.: 0271/66123-0, Fax: 61866
wK wärmetechnische Anlagen Kessel- und Apparatebau GmbH & Co. KG Industriestr. 8–10 D-35582 Wetzlar Tel.: +49 (0)641/92238-0 · Fax: -88 [email protected] www.wk-gmbh.com
Dampferzeuger
Filter-Trockner
Vötsch industrietechnik GmbH Umweltsimulation · Wärmetechnik 35447 Reiskirchen Tel. 06408/84-73 Fax 84-8747 www.v-it.com · [email protected]
Gas – Gas Wärmeaustauscher
Pervaporation/Dämpfepermeation
CELFA AGCM-Celfa MembranesBahnhofstraße 92CH-6423 Seewen-Schwyz
Tel: 0041 41 819 74 81Fax: 0041 41 819 74 50
Mail: [email protected]: www.celfa.com
Sulzer Chemtech GmbH Membrantechnik Friedrichsthaler Str. 19 D-66540 Neunkirchen Tel.: +49(0)6821-792-0 Fax: +49(0)6821-792-50 E-Mail: [email protected] http://www.sulzerchemtech.com
Trockner
PiNK GmbH Thermosysteme Am Kessler 6, DE-97877 Wertheim Tel. 09342/919-0 Fax 09342/919-444 [email protected] www.pink.de
Vötsch industrietechnik GmbH Umweltsimulation · Wärmetechnik 35447 Reiskirchen Tel. 06408/84-73 Fax 84-8747 www.v-it.com · [email protected]
Prozessluftklappen, thermisch
Vakuumsysteme
www.vacuum-guide.comVakuumpumpen und Anlagen Alle Hersteller und Lieferanten
Vakuumtrockner
PiNK GmbH Thermosysteme Am Kessler 6, DE-97877 Wertheim Tel. 09342/919-0 Fax 09342/919-444 [email protected] www.pink.de
GHS Vakuumtechnik GmbH Industriestraße 8 57572 Niederfischbach Tel. 02734/5780-0 · Fax 02734/5780-26 [email protected] www.ghs-vakuumtechnik.de
Vötsch industrietechnik GmbH Umweltsimulation · Wärmetechnik 35447 Reiskirchen Tel. 06408/84-73 Fax 84-8747 www.v-it.com · [email protected]
Verdampfer
GiG Karasek GmbH Neusiedlerstrasse 15-19 A-2640 Gloggnitz-Stuppach phone: +43/2662/427 80 Fax: +43/2662/428 24 www.gigkarasek.at
APi Schmidt-Bretten GmbH & Co. KG 75015 Bretten Tel.: +49 (0) 7252/53-0 · Fax: -200 [email protected] www.apischmidt-bretten.de
Wärmekammern
will & Hahnenstein GmbH D-57562 Herdorf Tel.: 02744/9317-0 · Fax: 9317-17 [email protected] www.will-hahnenstein.de
Wärmetauscher
APi Schmidt-Bretten GmbH & Co. KG 75015 Bretten Tel.: +49 (0) 7252/53-0 · Fax: -200 [email protected] www.apischmidt-bretten.de
Wärmeträgerflüssigkeiten
FRAGoL Schmierstoff GmbH + Co. KG Tel.: 0208-30002-79 · Fax -30002-33 [email protected] · www.fragol.de
Noch bis 31. Dezember 2009 gewährt Angst+Pfister einen speziellen Rabatt in Höhe von 8 % auf alle Bestellungen über den APSOparts Online-Shop.
https://shop.angst-pfister.com/ ishop/app
Herausgeber
GDCh, Dechema e. V., VDI-GVC
Verlag
GIT VERLAG GmbH & Co. KG.Rößlerstraße 90, 64293 DarmstadtTel.: 06151/8090-0Fax: 06151/[email protected]
Geschäftsführung
Dr. Michael Schön, Bijan Ghawami
Chefredakteur
Wolfgang SießTel.: 06151/[email protected]
Redaktion
Dr. Michael ReuboldTel.: 06151/[email protected]
Carla ScherhagTel.: 06151/[email protected]
erscheinungsweise
11 Ausgaben im JahrDruckauflage 26.000
Bezugspreise Jahres-Abonnement11 Ausgaben 146 €, zzgl. MwSt. und PortoSchüler und Studenten erhaltenunter Vorlage einer gültigen Bescheinigung 50 % Rabatt.CITplus ist für Abonnenten der Chemie Ingenieur Technik im Bezugspreis enthalten. Im Beitrag für die Mitgliedschaft bei DECHEMA e. V. und VDI-Gesellschaft Chemie ingenieurwesen und Verfahrens-technik (GVC) ist der Bezug der Mitglieder-zeitschrift CITplus enthalten. Anfragen und Bestellungen über den Buchhandel oder direkt beim Verlag (s. o.).
Bestellungen richten Sie bitte anIhre Fachbuchhandlung oderunmittelbar an:WILEY-VCH Verlag GmbH & Co. KGaAD-69451 WeinheimTel.: +49/6201/606-146Fax: +49/6201/[email protected]
Abonnenten-ServiceIngrid Smieja, Tel.: +49/6201/[email protected] nur bis spätestens3 Monate vor Ablauf des Kalenderjahres.
ProduktionGIT VERLAG GmbH & Co. KGRößlerstraße 9064293 DarmstadtTel.: 06151/8090-121Fax: 06151/8090-145
BankkontenDresdner Bank DarmstadtKonto Nr.: 01715501/00 BLZ: 50880050
HerstellungGIT Verlag GmbH & Co. KGDietmar Edhofer (Leitung)Christiane Potthast (Stellvertretung)Kerstin Kunkel (Anzeigen)Vassilios Ekoutsidis (Layout)Ruth Herrmann (Layout)Elke Palzer, Ramona Rehbein (Litho)
AnzeigenGIT VERLAG GmbH & Co. KG
Zurzeit gilt die AnzeigenpreislisteNr. 13 vom 1. Oktober 2008 Roland Thomé (Leitung)Tel.: 06151/[email protected]
Thorsten KritzerTel.: 06151/[email protected]
Ronny Schumann,Tel.: 06151/[email protected]
Miryam PreusserTel.: 06151/[email protected]
SonderdruckeChristine MühlTel.: 06151/[email protected]
RedaktionsassistenzIngrid PfliegensdörferTel.: 06151/[email protected]
originalarbeiten
Die namentlich gekennzeichneten Beiträge stehen in der Verantwortung des Autors. Manuskripte sind an die Redaktion zu rich-ten. Hinweise für Autoren können beim Ver-lag angefordert werden. Für unaufgefordert eingesandte Manuskripte übernehmen wir keine Haftung! Nachdruck, auch auszugswei-se, nur mit Genehmigung der Redaktion und mit Quellenangaben gestattet.Dem Verlag ist das ausschließliche, räum-liche und inhaltlich eingeschränkte Recht eingeräumt, das Werk/den redaktionellen Beitrag in unveränderter oder bearbeiteter Form für alle Zwecke beliebig oft selbst zu nutzen oder Unternehmen, zu denen gesell-schaftsrechtliche Beteiligungen bestehen, sowie Dritten zur Nutzung zu übertragen. Dieses Nutzungsrecht bezieht sich sowohl auf Print- wie elektronische Medien unter Einschluss des Internet wie auch auf Daten-banken/Datenträger aller Art.
Alle in dieser Ausgabe genannten und/oder gezeigten Namen, Bezeichnungen oder Zeichen können Marken ihrer jeweiligen Eigentümer sein.
Unverlangt zur Rezension eingegangene Bücher werden nichtzurückgesandt.
Druck
pva, Druck- und MedienLandau
Printed in GermanyISSN 1436-2597
Impressum
Q.I/2008
Vorschau10/2009
Die beiden Messen Maintain in München und Filtech in Wiesba-den geben den äußeren Rahmen für redaktionelle Schwerpunkte in der nächsten Ausgabe vor. Außer-dem berichten wir über die dritte Jahrestagung von ProcessNet in Mannheim.
CITplus 10/2009 erscheint am8. Oktober 2009
Anzeigenschluss ist der10. September 2009
Themenschwerpunkte im Oktober
Labor-/AnalysentechnikWasser-/Abwassertechnik/
Versorgungstechnik
Filter-/TrenntechnikAnlagen • Komponenten
Impressum/Vorschau
50 • 9 • 2009
Aerzener Maschinenfab. 38
ALMiG Kompressoren 39
Alzheimer Forschung Initative 11
Ansys Germany 10
ARNOLD Verladesysteme 9
ASCO Joucomatic 12
AZO & Co 14
Boge Kompressoren 10
BR Braun Industrie- Elektronik 12
Buss-SMS-Canzler Zweigniederlassung Düren 5
Büchi Labortechnik 11
C. Otto Gehrckens 10
CD- adapco 41
CEM 8, 12
COMSOL Multiphysics 9
Dechema 6, 10, 12
DGM Dt. Ges.f. Materialkunde 10
Dickow Pumpen 34
DNV Germany 10
Dr. Jessberger 31
Dürr 40
EDUR Pumpenfabrik Eduard Redlien 25
Filtech Exhibitions Germany 10, 4.Umschlagsseite
FINDEVA 15
Flux Geräte 31, 35
FRIATEC Division Rheinhütte Pumpen 27
Gardner Denver Nash Deutschland 29
GDCh Ges. Dt. Chemiker 10, 11
Grundfos 32
Haus der Technik 10
HiTec- Zang 22, Teil-Beilage
IKA- Werke 21
JOKAB SAFETY Deutschland 10
Kaeser Kompressoren 13, 37
KNOLL Maschinenbau 33
Körting Hannover 32
Kötter Consulting Eng. 41
Krohne Meßtechnik 10
KSB 28
LEWA 13
Lowara Deutschland 11
Maag Pump Systems 33
Masterfl ex 18
MEORGA 12
MESAGO Messe Frankfurt 10
MICHELL Instruments 25
Netzsch Feinmahltechn. 3
Netzsch Mohnopumpen 26
Nürnberg Messe Messezentrum 11, 13
Ponndorf Gerätetechnik 25
PP Publico Publications H. Krüssmann 20
Rauscher 24, 25
Reichelt Chemietechnik 24, Beilage
Schlösser 21
Hans Turck 11
VDI Wissensforum 10, 13
Vega Grieshaber Titelseite
VEGA Grieshaber Beteiligungs 16
Verder Deutschland 31
VOLKMANN 19
Wachendorff Prozeßtechnik 11
WEH 24
Yokogawa Deutschland 12
Index
International Conference & Exhibition forFiltration and Separation Technology
www.Filtech.de
Discover the Wor ld o fFiltration & Separation!
Visitor & Delegate Registration online: www.Filtech.dephone: +49 (0) 21 32 93 57 60 · e-mail: [email protected]
FILTECH 2009October 13 –15, 2009 · Wiesbaden · Germany
The Filtration Event