Damping of thermoset and thermoplastic flax fibre composites
30
Accepted Manuscript Damping of thermoset and thermoplastic flax fibre composites F. Duc, P.E. Bourban, C.J.G. Plummer, J.-A.E. Månson PII: S1359-835X(14)00118-3 DOI: http://dx.doi.org/10.1016/j.compositesa.2014.04.016 Reference: JCOMA 3607 To appear in: Composites: Part A Received Date: 29 July 2013 Revised Date: 14 April 2014 Accepted Date: 21 April 2014 Please cite this article as: Duc, F., Bourban, P.E., Plummer, C.J.G., Månson, J.-A.E., Damping of thermoset and thermoplastic flax fibre composites, Composites: Part A (2014), doi: http://dx.doi.org/10.1016/j.compositesa. 2014.04.016 This is a PDF file of an unedited manuscript that has been accepted for publication. As a service to our customers we are providing this early version of the manuscript. The manuscript will undergo copyediting, typesetting, and review of the resulting proof before it is published in its final form. Please note that during the production process errors may be discovered which could affect the content, and all legal disclaimers that apply to the journal pertain.
Transcript of Damping of thermoset and thermoplastic flax fibre composites

Accepted Manuscript
Damping of thermoset and thermoplastic flax fibre composites
F. Duc, P.E. Bourban, C.J.G. Plummer, J.-A.E. Månson
PII: S1359-835X(14)00118-3
DOI: http://dx.doi.org/10.1016/j.compositesa.2014.04.016
Reference: JCOMA 3607
To appear in: Composites: Part A
Received Date: 29 July 2013
Revised Date: 14 April 2014
Accepted Date: 21 April 2014
Please cite this article as: Duc, F., Bourban, P.E., Plummer, C.J.G., Månson, J.-A.E., Damping of thermoset and
thermoplastic flax fibre composites, Composites: Part A (2014), doi: http://dx.doi.org/10.1016/j.compositesa.
2014.04.016
This is a PDF file of an unedited manuscript that has been accepted for publication. As a service to our customers
we are providing this early version of the manuscript. The manuscript will undergo copyediting, typesetting, and
review of the resulting proof before it is published in its final form. Please note that during the production process
errors may be discovered which could affect the content, and all legal disclaimers that apply to the journal pertain.

Damping of thermoset and thermoplastic flax fibre
composites
F. Duca, P.E. Bourban∗,a, C. J. G. Plummera, J.-A.E. Mansona
aLaboratoire de Technologie des Composites et Polymeres (LTC), Ecole PolytechniqueFederale de Lausanne (EPFL), Station 12, CH-1015 Lausanne, Switzerland
Abstract
The mechanical and damping properties of unidirectional (UD) and twill
2/2 flax fibre (FF) reinforced thermoset (epoxy) and thermoplastic (polypropy-
lene (PP) and polylactic acid (PLA)) composites containing 40 vol% of fibres
have been compared with those of carbon (CF) and glass (GF) fibre reinforced
epoxy composites. Thanks to the relatively low density of the FF, the specific
mechanical properties of the UD FF based composites were comparable with
those of the GF epoxy composites. The composites reinforced with FF also
showed improved damping as reflected by dynamic mechanical analysis with
respect to composites reinforced with synthetic CF and GF. For example,
the addition of UD FF to epoxy led to an approximately 100 % increase in
loss factor with respect to both the matrix and GF reinforced epoxy. FF/PP
showed the highest damping at 25 ◦C and 1 Hz of all the composites investi-
gated (tanδ = 0.033). However the best compromise between stiffness and
damping was obtained with FF reinforced semicrystalline PLA.
Key words:
∗Corresponding author. Tel.: +41 21 693 58 06; fax: +41 21 693 58 80Email address: [email protected] (P.E. Bourban)
Preprint submitted to Composites Part A April 26, 2014

Natural fibres, A. Polymer-matrix composites (PMCs), B. Mechanical
properties, B. Vibration, D. Mechanical testing
1. Introduction
The use of natural fibres (NF) dates back to at least 8000 BC, at which
time linen and hemp fabrics are known to have existed. These and many
other types of NF have since been widely used for clothes, ropes, canvas,
paper, pottery, etc. Moreover, the potential of plant fibres as reinforcements
for composite materials was recognized as long as 3000 years ago, when straw
reinforced clay was first used by the Egyptians as a building material [1].
Owing to the improved performance and reduced price of technical fibres
(glass, aramid, carbon etc.), the use of the NF in composites had almost ceased
by the middle of the 20th century [1, 2]. However, increased environmental
awareness, dwindling non-renewable raw materials and a growing global
waste problem have led to a renaissance in NF from sustainable resources, and
stimulated interest in so-called biocomposites. NF may be classified according
to their origins, i.e. whether they are derived from plants, animals or minerals
[3]. Of these, plant fibres (mainly bast and leaf types) are the most widely
used as reinforcements in biocomposites. Such fibres are themselves composite
materials, being made up of an amorphous lignin and/or hemicellulose matrix
reinforced with crystalline cellulose microfibrils [3]. Certain types of fibre
also contain small quantities of pectin. The properties of each constituent
contribute to the overall properties of the fibre.
Plant-based NF typically have poorer mechanical properties than synthetic
fibres [3, 4]. However, owing to their lower density, their specific properties
2

may be comparable to, or even better than those of e.g. glass fibres (GF).
This represents one of the main advantages of NF composites in applications
for which property requirements include weight reduction. NF have other
advantages, however. They are not only derived from low cost renewable
raw materials but are also biodegradable, CO2 neutral and nonabrasive.
They cause less dermal and respiratory irritation than synthetic fibres, and
enhance energy recovery during their end-of-life treatment by incineration.
The intrinsic damping properties of NF are also of key interest, notably in
sports equipment [5], where a good balance between damping and stiffness
is important for providing the athlete with optimum feel and control. As
a consequence, tennis rackets, bicycle frames and skis incorporating NF
composites are now entering the market.
Flax fibres (FF) are currently the most common NF for composite appli-
cations. However only 6% of annual FF production is used in composites [5].
In industry, FF are typically used with epoxy (EP) resins, and EP reinforced
with FF or chemically treated FF is also widely described in the literature
[6–15]. For example, van de Weyenberg et al. report a Young’s modulus
(E) and a tensile strength (σmax) of 28 GPa and 133 MPa respectively for
an unidirectional (UD) EP composite containing 40 vol% FF. As ecological
impact becomes increasingly important in the development of new materials,
thermoplastic and even bio-based matrices combined with NF are also gaining
interest. Moreover, thermoplastic matrices may also show improved damping
behaviour with respect to EP [16]. Polypropylene (PP) is currently the ther-
moplastic matrix most widely used with NF [17–23]. However, polylactide
(PLA) has also recently been combined with various NF, including jute, FF,
3

hemp, bamboo, wood flour and wood fibres [24–28].
While the damping of NF composites is of increasing interest in industry, to
the authors’ knowledge, there has so far been little detailed comparison of the
damping performance of NF composites with composites based on synthetic
fibres. There are many different definitions and ways of measuring damping.
For example, the loss factor, the quality factor, the specific damping capacity,
the logarithmic decrement or the damping ratio all provide information on
damping properties, and indeed are explicitly linked at low damping levels
[29]. Dynamic mechanical analysis (DMA) is a particularly convenient way
to measure the loss factor and hence assess the damping performance of
composites. Talib et al. [30] studied the dynamic mechanical properties at 1
Hz of 0 to 60 wt% randomly oriented kenaf fibre reinforced PLA composites.
The damping peak (tan δ) of composites containing more than 50 wt% kenaf
fibres showed a decrease in amplitude with respect to that for neat PLA.
However the amplitude of the tan δ peak increased sharply at low fibre
contents. Wielage et al. [18] considered the dynamic mechanical properties of
FF, hemp and GF reinforced PP composites. They again found that the loss
factor decreases as the fibre content is increased. Even so, at a fibre content
of 30 wt%, the loss factor was significantly higher for FF than for GF.
The aim of the present study is to quantitatively determine and directly
compare the damping properties of thermoset and thermoplastic composites
reinforced with UD and twill 2/2 (TW) FF fabric. The properties measured for
the FF/EP composites will first be compared with those of the currently most
widespread composite materials, i.e. carbon fibre-reinforced EP (CF/EP)
and GF/EP. A discussion will then be given of the behaviour of FF-based
4

thermoplastic composites, with the aim of assessing the effect of the matrix
on the damping properties. The main objective is to quantitatively determine
the damping performance of NF composites and thus to identify the damping
mechanisms induced by NF.
2. Experimental details
2.1. Fibres and polymer matrices
2.1.1. Carbon fibres
UD and TW woven CF fabrics were purchased from Swiss-Composite in
Fraubrunnen, Switzerland. The fibre average weight (FAW) of the UD and
TW fabrics were 270 g/m2 and 200 g/m2 respectively.
2.1.2. Glass fibres
UD and TW woven GF fabrics were purchased from Swiss-Composite. The
FAW of the UD and TW fabrics were 220 g/m2 and 280 g/m2 respectively.
2.1.3. Flax fibres
UD and TW woven FF fabrics were purchased from LINEO, in Meulebeke,
Belgium. The yarns used to produce the TW fabric consisted of FF assembled
by torsion, which introduces significant crimp.
The fibres were nei eth r treated nor sized to modify their original surface
conditions. The two only fabrics containing fibres and yarns pre-coated with
epoxy were the FlaxPly-E UD and TW used for the FF/EP composites. The
FAW of the UD FlaxPly-E and TW FlaxPly-E were 180 g/m2 and 300 g/m2
respectively.
5
Dry FF woven fabrics (FlaxDry) (UD and TW) were used for the thermo-
plastic based FF composites. The FAW of the UD FlaxDry and TW FlaxDry
were 180 g/m2 and 300 g/m2 respectively. In order to reduce moisture and
thus formation of defects in the composite parts, the fibres were always dried
for 12 hours at 60 ◦C before processing.
2.1.4. Epoxy matrix
The EP resin L-235, purchased from Swiss-Composite, was used as a
thermoset resin. The hardener was Epoxy-Harter 236 from the same company.
Its density was 0.99 g/cm3. E and elongation at break were 3.5 GPa and 1.4
% respectively.
2.1.5. Polypropylene matrix
In order to ensure good impregnation of the woven FF fabrics, a low
viscosity PP homopolymer, Molpen HP500V from LyondellBasell industries,
was chosen as a thermoplastic resin. Its density was 0.910 [g/cm3]. E and
elongation at break were 2.0 GPa and 20 % respectively.
2.1.6. Polylactide matrix
To investigate the performance of novel sustainable ”green composites”
based on NF and biopolymers, two different grades of PLA from NatureWorks
LLC (USA) were selected for their processing properties:
(i) PLA 2002D (PLA2), a semicrystalline grade, with a density of 1.24
g/cm3, and E and elongation at break of 3.6 GPa and 5.5 %, respectively.
(ii) PLA 4032D (PLA4), a less crystalline grade, with a density of 1.24
g/cm3, and E and elongation at break of 3.6 GPa and 7 %, respectively.
6

Following previous work [31], the hygroscopic PLA granules were dried
in a vacuum oven at 35 ◦C for one day and then overnight at 65 ◦C, with a
vacuum of at least 200 mbar, so as to limit the moisture content to below
250 ppm, and hence prevent degradation during subsequent processing.
The thermal properties of the polymers were determined by Differential
Scanning Calorimetry (DSC) temperature scans at a rate of 10 ◦C/min. The
glass transition temperature (Tg) (from cooling scans) and, where relevant,
the melting temperature (Tm) (from heating scans) are given in table 1.
Table 1: Tg (from cooling scans) and Tm (from heating scans) measured byDSC at heating and cooling rate of 10 ◦C/min for the different matrices.
Materials Tg [◦C] Tm [◦C]EP 77.4 −PLA2 47.0 154.8PLA4 50.7 171.2PP (≈−10) 170.9
2.2. Composite processing
2.2.1. Resin Transfer Molding (RTM)
RTM was used to produce CF, GF and FF/EP composite plates. A
volume fibre fraction of 40 % was used throughout.
The final dimensions of the plates were 260×260×2.5 mm3. Prior to
impregnation, the mold and the resin were preheated to 60 ◦C in order to
reduce the resin viscosity. A vacuum pressure of 0.8 bar and a constant
injection pressure of 0.7 bar were applied during impregnation. The plates
were then cured in the mould at 40 ◦C for twelve hours.
7

2.2.2. Compression molding
Compression moulding (CM) was used to produce 140×60×2.5 mm3
rectangular FF/PP and FF/PLA plates, again with a fibre volume fraction
of 40 % throughout. PP and PLA sheets of 1 mm thick were prepared using
a Twin Screw Prism extruder, with the temperatures of the four heating
zones (in the direction of extrusion) set to 160 ◦C, 160 ◦C, 150 ◦C and 150
◦C, and 190 ◦C, 190 ◦C, 180 ◦C and 180 ◦C for PP and PLA respectively.
The sheets were stacked with interleaved woven FF fabrics and consolidated
using a Fontijne press. In order to prevent degradation of the FF [32], the
processing cycle was adapted to minimize exposure of the fibres to elevated
temperatures. The mould was first preheated to 180 ◦C for one hour to obtain
an homogeneous temperature distribution. Then the FF/polymer stack was
placed in the mold. A pressure of 5 bar was applied for five minutes at 180
◦C. The mold was then cooled under pressure to room temperature over 10
minutes.
Table 2 summarizes the different composites produced for this study and
their thermal properties and density are given in table 3. The densities were
generally similar for the UD and TW composites.
2.3. Mechanical properties
The mechanical properties of the polymers and composites were deter-
mined from tensile tests at 1 mm·min−1 using a screw driven tensile test
machine from UTS Testsysteme GmbH, equipped with a 100 kN load cell
and extensometers and following the norms ASTM D638 and ASTM D3039
for polymers and composites respectively. All the composite specimens had
a width of 20 mm and a thickness of approximately 2.5 mm. The length
8

Table 2: The different composites and abbreviations used in this study.
Fibres Matrices Fabrics Process AbbreviationsCF EP UD RTM CF EP UDCF EP TW RTM CF EP TWGF EP UD RTM GF EP UDGF EP TW RTM GF EP TWFF EP UD RTM FF EP UDFF EP TW RTM FF EP TWFF PP UD CM FF PP UDFF PP TW CM FF PP TWFF PLA2 UD CM FF PLA2 UDFF PLA2 TW CM FF PLA2 TWFF PLA4 UD CM FF PLA4 UDFF PLA4 TW CM FF PLA4 TW
Table 3: Tg (from cooling scans) and Tm (from heating scans) measured atheating and cooling rate of 10◦C/min and density for the composites.
Materials Tg [◦C] Tm [◦C] Density [g/cm3]CF EP 73.2 − 1.38GF EP 70.5 − 1.73FF EP 68.3 − 1.21FF PLA2 46.9 148.1 1.29FF PLA4 48 167 1.33FF PP (≈−10) 166.3 1.10
9

of the EP-based samples was 240 mm. The clamped length was 50 mm (at
either end) and the gage length was 60 mm. The corresponding values for
the thermoplastic-based specimens were 130 mm for the length, 30 mm for
the clamped length and 40 mm for gage length. Three specimens of each
material were tested.
E was determined by linear extrapolation of the stress-strain curve between
0.05 and 0.15 % of strain.
2.4. Damping properties
DMA (Q800 from TA Instruments) was used in the single cantilever
mode to characterize the damping behaviour of the composites under flexural
conditions of sollicitation. Specimens of 35 mm in length (in the direction
of the fibres for the UD composites), 10 mm in width and approximately
2.5 mm in thickness were used throughout. Temperature sweep tests (TS)
were made to evaluate the damping behaviour of the composites at specific
frequencies. Each composite was tested at three different frequencies (0.1 Hz,
1 Hz and 100 Hz). At each frequency, the composites were heated from -40
◦C to 120 ◦C at 2 ◦C/min at a constant deformation of 0.01 %. A soak time
of 2 minutes was applied at -40 ◦C and the preload force was set to 0.0001N.
All tests were repeated twice with different samples.
3. Results and discussion
3.1. Mechanical properties
3.1.1. Stress-strain curves
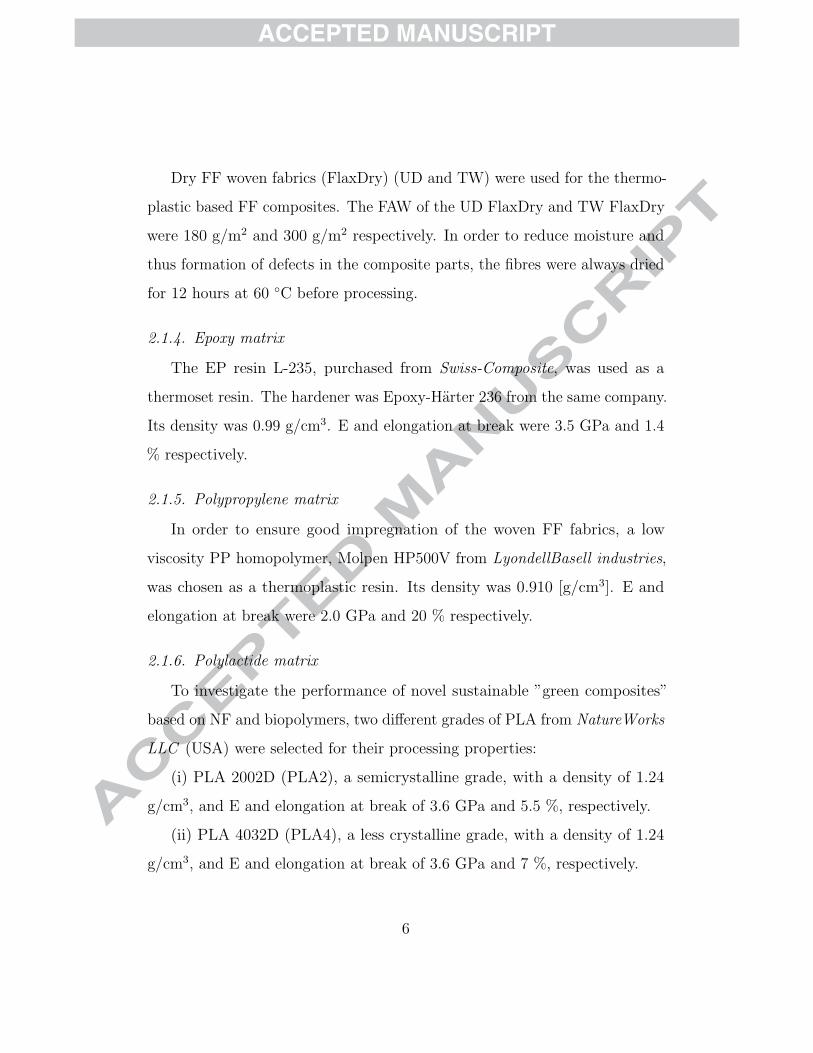
Figure 1 shows typical stress-strain curves for the neat EP resin and the
CF EP UD, GF EP UD and FF EP UD composites. The CF EP UD and
10
the GF EP UD showed the highest σmax, while the FF EP UD showed a
slightly higher elongation at break than the former, albeit less than that for
the neat EP.
0
200
400
600
800
1000
1200
1400
0
0.5 1
1.5 2
Stre
ss [M
Pa]
Strain [%]
CF_EP_UD
GF_EP_UD
FF_EP_UD
EP
Figure 1: Stress-strain curves obtained from tensile tests on unreinforced EPand CF EP UD, GF EP UD and FF EP UD composites.
All the EP UD composites showed characteristic stress-strain curves with
an initial linear elastic regime followed by a point of inflection and a non-linear
regime at high strains, as is seen most clearly for CF EP UD in Figure 1.
This transition occured at about 0.6 % strain for CF EP UD and GF EP UD
and at about 0.2 % for FF EP UD. The form of the curves is explained by the
nature of the reinforcement. As pointed out in section 2.1.3, the FF yarns in
the FF fabrics are assembled by torsion. The axial stiffness of the fibre yarns
depends strongly on the compression and friction between the twisted fibres.
With increasing axial load, the fibres may slip within the yarns, decreasing
the effective stiffness.
11
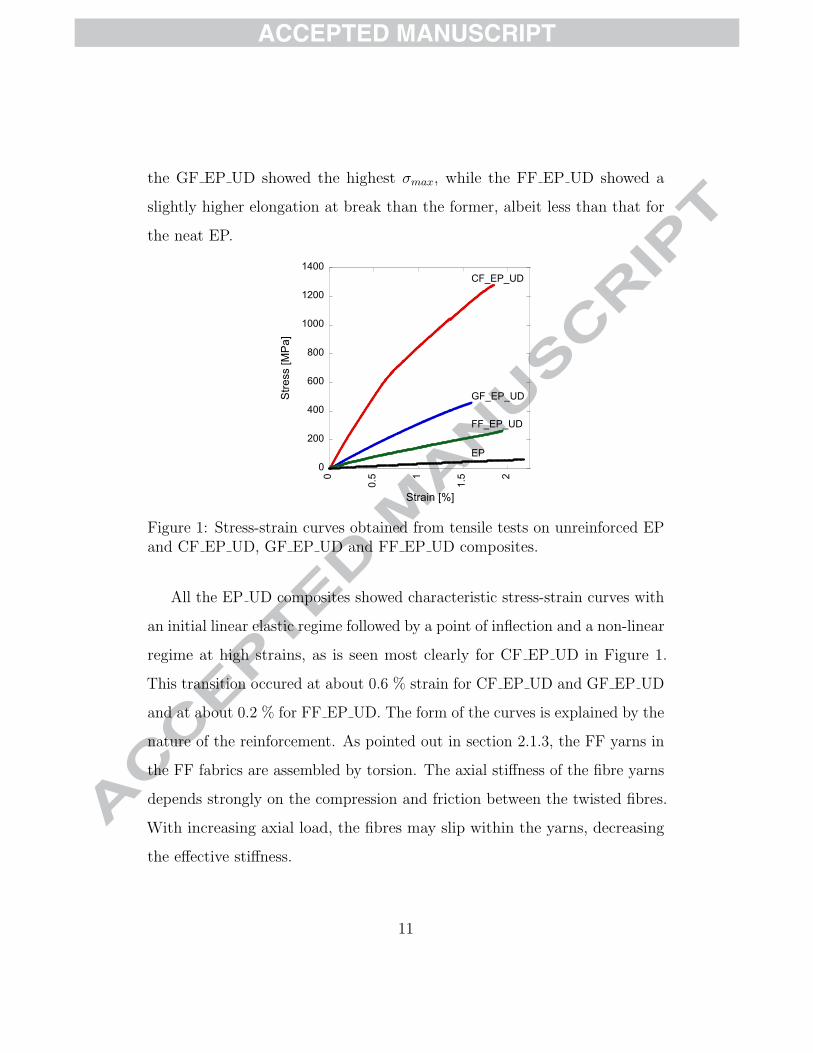
3.1.2. Mechanical properties
E and σmax of the polymers and composites are given in table 4, and
the specific moduli (Es) and strains at break of the composites are shown in
figure 2(a) to (d).
Table 4: E and σmax of the unreinforced polymers and the UD and TWcomposites. The standard deviations are given in brackets (Std).
Materials E (Std) σmax (Std)[GPa] [MPa]
Pol
ym
ers EP 3.5 (0.3) 43.3 (14.0)
PP 2.0 (0.3) 28.0 (6.5)PLA2 3.6 (0.1) 56.3 (0.2)PLA4 3.6 (0.1) 65.8 (0.1)
UD
com
pos
ites
CF EP 101.2 (6.6) 1207.7 (47.72)GF EP 35.4 (1.7) 514.2 (83.7)FF EP 20.2 (2.0) 258.8 (3.1)FF PP 17.4 (3.7) 215.4 (23.4)FF PLA2 18.2 (2.5) 240.0 (13.4)FF PLA4 18.3 (0.7) 234.8 (19.7)
TW
com
pos
ites
CF EP 28.4 (0.3) 607.7 (28.6)GF EP 18.3 (2.9) 245.5 (7.4)FF EP 7.9 (0.7) 85.1 (5.5)FF PP 5.8 (0.3) 64.5 (2.0)FF PLA2 8.8 (0.6) 85.8 (5.3)FF PLA4 8.8 (0.1) 79.0 (0.1)
The highest values of E, σmax and Es were obtained for the CF reinforced
composites. Indeed, the specific mechanical properties of the CF reinforced
composites were also considerably better than those of the FF reinforced com-
posites. As expected, E and Es were generally higher for the UD composites
than for the TW composites, owing to the higher degree of fibre orientation
in the former, but the TW composites showed relatively high strains at break.
12

0
5
10
15
20
25
30
Spe
cific
You
ng's
mod
ulus
[GP
a cm
3 /g]
EpoxyCF GF FF
PP PLA2 PLA4
UD composites73.6 (4.8)
(a)0
0.5
1
1.5
2
Stra
in a
t bre
ak [%
]
UD composites
EpoxyCF GF FF
PP PLA2 PLA4
(b)
0
2
4
6
8
10
12
14
Spe
cific
You
ng's
mod
ulus
[GP
a cm
3 /g] 20.47 (0.22) TW composites
EpoxyCF GF FF
PP PLA2 PLA4
(c)0
1
2
3
4
5
Stra
in a
t bre
ak [%
]
TW composites
EpoxyGF FF
PP PLA2 PLA4
(d)
Figure 2: Specific Young’s moduli and strains at break of UD ((a) and (b))and TW ((c) and (d)) composites.
13

The absolute values of E and σmax obtained for the FF EP UD composites
were similar to those reported by Weyenberg et al. [11] and Bensadoun et al.
[33] for a FF EP UD composite with the same fibre content, bearing in mind
that there may be differences in the characteristics of the bundled fibres used
in each case [5]. They were also substantially lower than the values for the
GF EP UD composites. However, Es was only 18 % lower in FF EP UD than
in GF EP UD. In view of the experimental scatter, the stiffness obtained
with FF was considered to be comparable with that obtained with GF.
As seen from table 4, EP, PLA2 and PLA4 showed significantly higher E
and σmax than PP. Addition of 40 vol% of FF UD nevertheless resulted in
similar specific stiffness in the fibre direction, again, in view of the experimen-
tal scatter. Given the relatively low E of the PP matrix, the relative increase
in the Es was much greater upon addition of FF for PP composite (636 %)
than for the other polymers (about 375 %).
The TW composites showed somewhat contrasting behaviour. E and
σmax for FF EP TW were much lower than those for GF EP TW and the
corresponding decrease in Es was 38 %. This trend was seen in all the TW
composites and may be explained by the higher crimp in the FF TW woven
fabrics than in the GF TW and FF UD woven fabrics. Verpoest et al. [5],
have demonstrated that a higher crimp in twisted yarns may result in poorer
composite mechanical properties owing to the greater misorientation within
the yarns. On the other hand, the crimp effect may also contribute to the
higher strain at break obtained with FF TW fabrics. The larger contribution
of the matrix strain in TW composites also explains the higher strains at
break of the thermoplastic composites.
14

Of the FF reinforced thermoplastic composites, those based on PLA2
gave the best results, showing similar or even improved properties with
respect to the FF EP based composites, while the more amorphous PLA
(PLA4) gave somewhat lower σmax. However, the lowest values of E and
σmax were obtained with the PP composites, presumably reflecting the lower
stiffness and tensile strength of the PP matrix. The FF PLA2 UD composites
showed E and σmax that were respectively 5 % and 11 % higher than for the
FF PP UD composites. As a sustainable biocomposite, FF PLA therefore
has competitive mechanical performance.
3.2. Damping properties
In this section representative results from DMA temperature sweep tests at
different frequencies on FF PP TW are first considered. The results obtained
at 1 Hz will then be used to compare the different materials.
Temperature sweep (TS) test. The evolution of the storage modulus, loss
modulus and loss factor with temperature at three different frequencies is
shown in figure 3 for FF PP TW. These results are consistent with those
obtained by Wielage et al. [18]. The peaks in the loss modulus and loss factor
at around 0 ◦C shifted to higher temperatures as the frequency increased as
expected for a classical viscoelastic response. This peak corresponds to the
onset of long range cooperative mobility in the amorphous phase, resulting in
a decrease in the storage modulus and an increase in the loss factor and loss
modulus. At temperatures above this transition, the damping properties were
dominated by the matrix, resulting in increased damping at low frequencies,
for which more relaxation process are activated at a given temperature.
15

However at temperatures below this transition the trend was reversed, with
an increase in energy dissipation with frequency, suggesting the fibres and/or
fibre/matrix interactions to have greater influence on the damping properties.
For each polymer, this transition temperature was defined as TTrans and
correspond to the temperature of the loss factor peak just below the Tg of
the amorphous phase measured in DMA temperature scans at 1 Hz.
100
1000
104
-0.04
0
0.04
0.08
0.12
0.16
-50 0 50 100
150
0.1 Hz1 Hz100 Hz
Sto
rage
(E'),
loss
(E'')
mod
ulus
[MP
a]Loss factor
Temperature [°C]
Storage modulus
Loss modulus
Loss factor
FF_PP_TW
Figure 3: Evolution of the storage modulus, loss modulus and loss factor ofFF PP TW with temperature at three different frequencies.
Epoxy based composites at 1Hz. The storage moduli and loss factors for the
UD and TW EP based composites are shown in figure 4(a) and (b) respectively.
As seen in figure 4(a), on adding 40 vol% UD fibres to the EP matrix, the
storage modulus generally increased, and the intensity of the loss factor peak
decreased. Moreover TTrans, which was characterized by a sharp drop in
storage modulus and a peak in loss factor, was higher in the composites than
in the matrix. This may be due to a higher degree of matrix cure in the
presence of fibres. That the EP may not have been completely cured after
16

processing in the absence of fibres is consistent with the sharp increase in the
storage modulus with temperature above TTrans (figure 4(a)).
Consistent with the results of the tensile tests, at temperatures below
TTrans, the storage moduli of FF EP UD and FF EP TW were lower than
those of the respective GF and CF reinforced EP, implying the properties of
the fibres to dominate the response under these conditions. Above TTrans,
better adhesion between the FF and EP than between CF and EP or GF
and EP, owing to the rougher surface of the FF, may have contributed to
the observed behaviour [1]. The consequently limited sliding between FF and
the matrix would account for both its relatively high storage modulus above
TTrans and the reduced intensity of the loss factor peak. The importance of
the fibre/matrix sliding on the damping properties has been demonstrated by
Khan et al. [34], who showed that increased sliding obtained by incorporating
CF nanotubes in CF reinforced EP composites, increased damping, even at
temperatures below TTrans.
Thermoplastic based composites at 1Hz. The storage moduli and loss factors
at 1 Hz are shown as a function of temperature for all the thermoplastic-
based composites in figures 5 and 6. FF PP UD showed markedly different
behaviour to FF EP UD, the sharp drop in storage modulus characteristic of
the glassy/rubbery transition in the EP composites being absent in the PP-
based composites owing to its relatively high degree of crystallinity. Instead,
this transition marks a transition to a regime in which the storage modulus
decreases gradually with increasing temperature. It follows that at high
temperature. FF PP UD showed a higher storage modulus than FF EP UD.
The storage modulus of FF PLA composites showed a glassy plateau at
17

1
10
100
1000
104
0
0.5
1
1.5
2
2.5
3
-50 0 50 100
150
CF_EPGF_EPFF_EPEP
Sto
rage
mod
ulus
[MP
a]Loss factor
Temperature [°C]
UD composites
Storage modulus
Loss factor
(a)
1
10
100
1000
104
0
0.2
0.4
0.6
0.8
1
1.2
1.4
1.6
-50 0 50 100
150
CF_EPGF_EPFF_EP
Sto
rage
mod
ulus
[MP
a]Loss factor
Temperature [°C]
Storage modulus
Loss factor
TW composites
(b)
Figure 4: Storage modulus and loss factor at 1 Hz as a function of temperaturefor (a) UD and (b) TW EP based composites.
18

low temperature followed by a sharp drop at TTrans as with FF EP UD. How-
ever, on further increasing the temperature, the storage modulus increased,
presumably owing to crystallization during the scan.
10
100
1000
104
0
0.05
0.1
0.15
0.2
-50 0 50 100
150
FF_PPPP
Sto
rage
mod
ulus
[MP
a]Loss factor
Temperature [°C]
Storage modulus
Loss factor
UD composites
(a)
0.001
0.01
0.1
1
10
100
1000
104
0
1
2
3
4
5
-50 0 50 100
150
FF_PLA2FF_PLA4PLA2PLA4
Sto
rage
mod
ulus
[MP
a]Loss factor
Temperature [°C]
Storage modulus
Loss factor
UD composites
(b)
Figure 5: Storage modulus and loss factor at 1 Hz of UD (a) PP and (b) PLAbased composites.
Consistent with the results of the tensile tests, the TW composites showed
lower storage moduli than the UD composites (figure 6). The main loss factor
peak was also generally weaker for the TW composites, owing to a decrease
19

1
10
100
1000
104
0
0.2
0.4
0.6
0.8
1
1.2
1.4
-50 0 50 100
150
FF_EPFF_PPFF_PLA2FF_PLA4
Sto
rage
mod
ulus
[MP
a]Loss factor
Temperature [°C]
Storage modulus
Loss factor
UD composites
(a)
10
100
1000
104
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
-50 0 50 100
150
FF_EPFF_PPFF_PLA2FF_PLA4
Sto
rage
mod
ulus
[MP
a]Loss factor
Temperature [°C]
Storage modulus
Loss factor
TW composites
(b)
Figure 6: Storage modulus and loss factor at 1 Hz of (a) UD and (b) TW FFbased composites.
20

in the fibre/matrix sliding length. In a TW weave, the distance between
the intersections between warp and weft yarns limits the length available for
fibre/matrix sliding.
0
0.005
0.01
0.015
0.02
0.025
0.03
0.035
0.04
Loss
fact
or a
t 1H
z an
d 25
°C
Epoxy PP PLA2 PLA4
(a)
0
0.005
0.01
0.015
0.02
0.025
0.03
0.035
Loss
fact
or a
t 1H
z an
d 25
°C
EpoxyCF GF FF
PP PLA2 PLA4
UD composites
(b)0
0.005
0.01
0.015
0.02
0.025
0.03
0.035
Loss
fact
or a
t 1H
z an
d 25
°C
TW composites
EpoxyCF GF FF
PP PLA2 PLA4
(c)
Figure 7: Loss factor at 1 Hz and 25 ◦C of (a) the polymer matrices, (b) UDand (c) TW composites.
All composites at 1Hz and 25 ◦C. Figure 7 summarizes the loss factor at
1 Hz and 25 ◦C for all the polymers and composites, allowing quantitative
comparison and illustrating the influence of the matrix properties on the
composite damping performance. At 25 ◦C, all the polymers are in their
glassy state, with the exception of PP.
21

A marked increase in damping when using FF instead of CF or GF may
be inferred from figure 7(b) and (c). However, while the evolution of the
storage modulus was dominated by the fibre type, that of the loss factor
also depended strongly on the matrix. Thus, the addition of FF to PP
resulted in a decrease in loss factor, indicating the damping properties of the
matrix to be superior to those of the fibres. On the other hand, addition of
FF to EP increased damping significantly. Thus, at 25 ◦C, the loss factors
for FF EP UD and FF EP TW were 117 % and 232 % greater than for
GF EP UD and GF EP TW, respectively. Similarly, when FF was used
instead of CF in the UD EP composites, the loss factor increased by 201
%. Moreover, unlike CF and GF, addition of FF to the EP increased the
damping with respect to that in the neat EP. The loss factor increased from
0.015 to about 0.030. This improvement is thought to be directly linked to
the FF architecture. NF used for composite applications are generally made
up of yarns of elementary fibres, each being composed of cell walls in which
rigid cellulose microfibrills are embedded in a soft lignin and hemi-cellulose
matrix. These cell walls consist of several layers differing in composition, the
ratio between cellulose and lignin/hemicellulose, and the orientation of the
cellulose microfibrils. The resulting structure promotes dissipation of energy
through friction between cellulose and hemicellulose in each cell wall, called
intra-cell wall friction, and friction between the cell wall, called inter-cell
wall friction. These friction mechanisms increase the intrinsic damping with
respect to that obtained with synthetic fibres. The use of FF yarns as a
reinforcement in composites may also contribute to damping through friction
between the fibres within the yarns, called intra-yarn friction, and friction
22

between the yarns, called inter-yarn friction.
At 25 ◦C, PLA is below its glass transition temperature and hence has
properties similar to EP. However, addition of FF resulted in little change in
the loss factor for UD composites. This might be accounted for by weaker
interactions between PLA and FF than between EP and FF, such that less
load is transmitted to the fibres during deformation, reducing the contribution
of the internal friction in the fibres to the overall damping response. In the
case of TW composites, weaker adhesion may also promote energy dissipation
through inter-yarn friction, increasing the loss factor at 25 ◦C of FF PLA2 TW
and FF PLA4 TW with respect to that in FF PLA2 UD and FF PLA4 UD
respectively. With better adhesion between the fibres and the matrix, the
fibre/matrix sliding effect dominates as already discussed in the context of
figure 4 and figure 6. In this case, the loss factor was higher for FF EP UD
than for FF EP TW.
The comparison of the loss factors obtained at 25◦C and at TTrans for
UD EP and PLA based composites at a frequency of 1 Hz, shown in figure 8,
highlights the different mechanisms that contribute to the damping behaviour
of the composites. At room temperature the nature of the fibres and the
quality of the interface dominated. Thus, the use of FF instead of GF in EP
composites increased damping, owing to the intrinsic nature of the FF and the
yarns, although the specific mechanical properties remained similar (figure 2).
On the other hand, the FF PLA2 UD biocomposite showed similar damping
to the synthetic GF EP UD composite. The limited damping in this case
may be due to limited adhesion between FF and PLA2, as already discussed
in section 3.2, resulting in poor load transfer between the matrix and the
23

fibres. Intra-fibre damping phenomena are thus less strongly activated. At
TTrans, the matrix properties became dominant. Even so, the addition of FF
instead of GF to EP reduces the loss factor, because the rougher surface of
the FF decreases friction and sliding between the matrix and the fibres.
0
0.005
0.01
0.015
0.02
0.025
0.03
0.035
0
0.5
1
1.5
2
2.5T=25°CT=T
Trans
Loss
fact
or a
t 1 H
z an
d 25
°CLoss factor at 1 H
z and TTransUD composites
EpoxyGF
PLA2FF FF
Figure 8: Loss factor values obtained at 25 ◦C and TTrans for UD EP andPLA based composites
4. Conclusion
At a fixed volume fraction of unidirectional fibres, the low density of
flax resulted in specific mechanical properties in epoxy, polypropylene and
polylactide composites that are comparable with those of glass fibre reinforced
epoxy composites.
The damping properties obtained with the flax fibre reinforced composites
were also generally better at around room temperature than those of the
carbon and glass fibre reinforced composites. Indeed at 1 Hz and 25 ◦C,
addition of unidirectional flax fibre to epoxy led to an approximately 100 %
increase in loss factor with respect to both the matrix and GF reinforced
epoxy.
24

However the best compromise between stiffness and damping was obtained
with flax fibre reinforced semicrystalline PLA, which also has the advantage
of being produced entirely from renewable resources and biodegradability.
With regard to the underlying mechanisms, complex multiscale phenomena
are known to control the tanδ of composite materials. Thus, the nature of the
matrix, the stiffness increases due to the fibres, the textile architecture and
the yarn lengths available for fibre sliding and friction have all been identified
in this study to be important considerations for damping. The next step
towards a better understanding of these phenomena will be to investigate
in more detail the role of the interface quality, as well as intra-yarn and
intra-fibre damping phenomena. At the same time the work will be extended
to other types of test and vibration conditions, in order to gain insight
into the damping performance of natural fibre composites under conditions
representative of real applications.
5. Acknowledgments
The authors acknowledge Thomas Chenal and Lara Arietano for their
contribution to this work, and Dr. Christian Neagu and Dr. Yves Leterrier
for fruitful discussions and advice.
25

References
References
[1] Rowell, R.M.. Properties and performance of natural-fibre composites; chap. Naturalfibres: types and properties. Woodhead Publishing Cambridge; 2008, p. 3–66.
[2] Bledzki, A.K., Gassan, J.. Composites reinforced with cellulose based fibres.PROGRESS IN POLYMER SCIENCE 1999;24(2):221–274.
[3] Bismarck, A., Mishra, S., Lampke, T.. Natural Fibres, Biopolymers, and Biocom-posites; chap. Plant Fibers as Reinforcement for Green Composites. CRC Press: BocaRaton; 2005, p. 37–108.
[4] Mohanty, A.K., Misra, M., Hinrichsen, G.. Biofibres, biodegradable polymersand biocomposites: An overview. MACROMOLECULAR MATERIALS AND ENGI-NEERING 2000;276(3-4):1–24.
[5] Verpoest, I., Baets, J., Acker, J.V., Lilholt, H., Hugues, M., Baley, C., et al.Flax and Hemp fibres: a natural solution for the composite industry. JEC composites;2012.
[6] Bledzki, A.K., Gassan, J., Zhang, W.Y.. Impact properties of natural fiber-reinforcedepoxy foams. JOURNAL OF CELLULAR PLASTICS 1999;35(6):550–+.
[7] Hepworth, D.G., Vincent, J.F.V., Jeronimidis, G., Bruce, D.M.. The penetrationof epoxy resin into plant fibre cell walls increases the stiffness of plant fibre com-posites. COMPOSITES PART A-APPLIED SCIENCE AND MANUFACTURING2000;31(6):599–601.
[8] Van de Weyenberg, I., Ivens, J., De Coster, A., Kino, B., Baetens, E., Ver-poest, I.. Influence of processing and chemical treatment of flax fibres on theircomposites. COMPOSITES SCIENCE AND TECHNOLOGY 2003;63(9):1241–1246.doi:10.1016/S0266-3538(03)00093-9.
[9] Bledzki, A.K., Fink, H.P., Specht, K.. Unidirectional hemp and flax ep- andpp-composites: Influence of defined fiber treatments. JOURNAL OF APPLIEDPOLYMER SCIENCE 2004;93(5):2150–2156. doi:10.1002/app.20712.
[10] Bos, H.L., Molenveld, K., Teunissen, W., van Wingerde, A.M., van Delft, D.R.V..Compressive behaviour of unidirectional flax fibre reinforced composites. JOURNALOF MATERIALS SCIENCE 2004;39(6):2159–2168.
26

[11] Van de Weyenberg, I., Truong, T.C., Vangrimde, B., Verpoest, I.. Improvingthe properties of ud flax fibre reinforced composites by applying an alkaline fibretreatment. COMPOSITES PART A-APPLIED SCIENCE AND MANUFACTURING2006;37(9):1368–1376. doi:10.1016/j.compositesa.2005.08.016.
[12] Hughes, M., Carpenter, J., Hill, C.. Deformation and fracture behaviour of flax fibrereinforced thermosetting polymer matrix composites. JOURNAL OF MATERIALSSCIENCE 2007;42(7):2499–2511. doi:10.1007/s10853-006-1027-2.
[13] Santulli, C.. Impact properties of glass/plant fibre hybrid laminates. JOURNAL OFMATERIALS SCIENCE 2007;42(11):3699–3707. doi:10.1007/s10853-006-0662-y.
[14] Newman, R.H.. Auto-accelerative water damage in an epoxy composite reinforcedwith plain-weave flax fabric. COMPOSITES PART A-APPLIED SCIENCE ANDMANUFACTURING 2009;40(10):1615–1620. doi:10.1016/j.compositesa.2009.07.010.
[15] Di Bella, G., Fiore, V., Valenza, A.. Effect of areal weight and chemical treat-ment on the mechanical properties of bidirectional flax fabrics reinforced composites.MATERIALS and DESIGN 2010;31(9):4098–4103. doi:10.1016/j.matdes.2010.04.050.
[16] Chung, D.D.L.. Materials for vibration damping. JOURNAL OF MATERIALSSCIENCE 2001;36(24):5733–5737.
[17] Karnani, R., Krishnan, M., Narayan, R.. Biofiber-reinforced polypropylene compos-ites. POLYMER ENGINEERING AND SCIENCE 1997;37(2):476–483.
[18] Wielage, B., Lampke, T., Utschick, H., Soergel, F.. Processing of natural-fibre rein-forced polymers and the resulting dynamic-mechanical properties. JOURNAL OF MA-TERIALS PROCESSING TECHNOLOGY 2003;139(1-3):140–146. doi:10.1016/S0924-0136(03)00195-X.
[19] Arbelaiz, A., Fernandez, B., Cantero, G., Llano-Ponte, R., Valea, A., Mon-dragon, I.. Mechanical properties of flax fibre/polypropylene composites. influ-ence of fibre/matrix modification and glass fibre hybridization. COMPOSITESPART A-APPLIED SCIENCE AND MANUFACTURING 2005;36(12):1637–1644.doi:10.1016/j.compostiesa.2005.03.021.
[20] Angelov, I., Wiedmer, S., Evstatiev, M., Friedrich, K., Mennig, G.. Pultrusionof a flax/polypropylene yarn. COMPOSITES PART A-APPLIED SCIENCE ANDMANUFACTURING 2007;38(5):1431–1438. doi:10.1016/j.compositesa.2006.01.024.
[21] Bledzki, A.K., Mamun, A.A., Lucka-Gabor, M., Gutowski, V.S.. The effects ofacetylation on properties of flax fibre and its polypropylene composites. EXPRESSPOLYMER LETTERS 2008;2(6):413–422. doi:10.3144/expresspolymlett.2008.50.
[22] John, M.J., Anandjiwala, R.D.. Chemical modification of flax reinforced polypropy-lene composites. COMPOSITES PART A-APPLIED SCIENCE AND MANUFAC-TURING 2009;40(4):442–448. doi:10.1016/j.compositesa.2009.01.007.
27

[23] Zhang, L., Miao, M.. Commingled natural fibre/polypropylene wrap spun yarns forstructured thermoplastic composites. COMPOSITES SCIENCE AND TECHNOL-OGY 2010;70(1):130–135. doi:10.1016/j.compscitech.2009.09.016.
[24] Oksman, K., Skrifvars, M., Selin, J.F.. Natural fibres as reinforcement inpolylactic acid (pla) composites. COMPOSITES SCIENCE AND TECHNOLOGY2003;63(9):1317–1324. doi:10.1016/S0266-3538(03)00103-9.
[25] Huda, M.S., Drzal, L.T., Misra, M., Mohanty, A.K.. Wood-fiber-reinforcedpoly(lactic acid) composites: Evaluation of the physicomechanical and morphologicalproperties. JOURNAL OF APPLIED POLYMER SCIENCE 2006;102(5):4856–4869.doi:10.1002/app.24829.
[26] Mathew, A.P., Oksman, K., Sain, M.. The effect of morphology and chemical charac-teristics of cellulose reinforcements on the crystallinity of polylactic acid. JOURNALOF APPLIED POLYMER SCIENCE 2006;101(1):300–310. doi:10.1002/app.23346.
[27] Bledzki, A.K., Jaszkiewicz, A., Scherzer, D.. Mechanical properties ofpla composites with man-made cellulose and abaca fibres. COMPOSITESPART A-APPLIED SCIENCE AND MANUFACTURING 2009;40(4):404–412. doi:10.1016/j.compositesa.2009.01.002.
[28] Bogren, K.M., Gamstedt, E.K., Neagu, R.C., Akerholm, M., Lindstrom, M..Dynamic-mechanical properties of wood-fiber reinforced polylactide: Experimentalcharacterization and micromechanical modeling. JOURNAL OF THERMOPLASTICCOMPOSITE MATERIALS 2006;19(6):613–637. doi:10.1177/0892705706067480.
[29] Kinra, V.K., Wolfenden, A.. M3D: Mechanics and Mechanisms of Material Damping.Baltimore: ASTM; 1992.
[30] Talib, R.A., Tawakkal, I.S.M.A., Abdan, K.. The influence of mercerised kenaf fibresreinforced polylactic acid composites on dynamic mechanical analysis. COMPOSITESCIENCE AND TECHNOLOGY 2011;471-472:815–820.
[31] Boissard, C.. Processing of sustainable cellular biocomposites. Ph.D. thesis; EcolePolytechnique Federale de Lausanne; 2012.
[32] Wielage, B., Lampke, T., Marx, G., Nestler, K., Starke, D.. Thermogravimetricand differential scanning calorimetric analysis of natural fibres and polypropylene.THERMOCHIMICA ACTA 1999;337(1-2):169–177. doi:10.1016/S0040-6031(99)00161-6.
[33] Bensadoun, F., Depuydt, D., Baets, J., Vuure, A.W.V., Verpoest, I.. Biinfluenceof fibre architecture on impact and fatigue behaviour of flax fibre-based composites.17th International Conference on Composite Materials, ICCM-19, July 29-August 22013, Montreal, Canada 2013;.
28

[34] Khan, S.U., Li, C.Y., Siddiqui, N.A., Kim, J.K.. Vibration damping charac-teristics of carbon fiber-reinforced composites containing multi-walled carbon nan-otubes. COMPOSITES SCIENCE AND TECHNOLOGY 2011;71(12):1486–1494.doi:10.1016/j.compscitech.2011.03.022.
29