
D2.1: Report on the capabilities, facilities, networking ...
55
The work leading to these results has received funding from the European Community's Horizon work Programme under grant agreement n o 654371 D2.1: Report on the capabilities, facilities, networking and funding sources of the consortium partners in the field of forest biomass primary processing Project full title: EUROPEAN RESEARCH INFRASTRUCTURE for CIRCULAR FOREST BIOECONOMY Project acronym: ERIFORE Project reference: 654371 Deliverable No. D2.1 Issue: 1.1 Date: 29/04/2016 Nature: R Dissemination level: PU Work package 2 Responsible organisation: LSIWC Authors: LSIWC: Janis Gravitis, Janis Abolins, Darta Ubele VTT: Pauliina Tukiainen, Antero Varhimo, Ilkka Hiltunen BBEPP: Frederik De Bruyn FhG CBP: Christine Roßberg FhG ICP: Ville Nikkanen SP: Emma Johansson, Karin Johnson, William Mackintosh KTH: Daniel Söderberg Wood K Plus: Franziska Hesser INRA: Jean-Michel Carnus, Benoit Joffres Tecnalia: Enrique Ipiñazar, Maide Azpeitia-Lakuntza, Javier Garcia-Jaca FCBA: Denilson DA SILVA PEREZ Aalto: Tapani Vuorinen, Minna Malin, Kyösti Ruuttunen, Mika Järvinen SINTEF: Roman Tschentscher PPIMC: Iuliana Spiridon
Transcript of D2.1: Report on the capabilities, facilities, networking ...

The work leading to these results has received funding from
the European Community's Horizon work Programme under
grant agreement no 654371
D2.1: Report on the capabilities, facilities, networking and funding sources of the consortium partners in the
field of forest biomass primary processing Project full title: EUROPEAN RESEARCH INFRASTRUCTURE for CIRCULAR
FOREST BIOECONOMY
Project acronym: ERIFORE
Project reference: 654371
Deliverable No. D2.1
Issue: 1.1
Date: 29/04/2016
Nature: R
Dissemination level: PU
Work package 2
Responsible organisation:
LSIWC
Authors: LSIWC: Janis Gravitis, Janis Abolins, Darta Ubele VTT: Pauliina Tukiainen, Antero Varhimo, Ilkka Hiltunen BBEPP: Frederik De Bruyn FhG CBP: Christine Roßberg FhG ICP: Ville Nikkanen SP: Emma Johansson, Karin Johnson, William Mackintosh KTH: Daniel Söderberg Wood K Plus: Franziska Hesser INRA: Jean-Michel Carnus, Benoit Joffres Tecnalia: Enrique Ipiñazar, Maide Azpeitia-Lakuntza, Javier Garcia-Jaca FCBA: Denilson DA SILVA PEREZ Aalto: Tapani Vuorinen, Minna Malin, Kyösti Ruuttunen, Mika Järvinen SINTEF: Roman Tschentscher PPIMC: Iuliana Spiridon

Horizon 2020 ref. 654371 D2.1: Report on the capabilities, facilities, networking and
funding sources of the consortium partners in the field of forest biomass primary processing
Issue 1.1 29/04/2016
2
Change log:
Issue Date Status
Remarks
1.0 01/04/2016
1.1 29/04/2016 Updated with information from SINTEF and PPIMC

Horizon 2020 ref. 654371 D2.1: Report on the capabilities, facilities, networking and
funding sources of the consortium partners in the field of forest biomass primary processing
Issue 1.1 29/04/2016
3
Table of Contents 1 Introduction ............................................................................................................... 6
1.1 Scope and Objectives ......................................................................................... 7
1.2 Pretreatment ....................................................................................................... 8
1.3 Pulping ............................................................................................................... 8
1.4 Thermochemical conversions ............................................................................. 8
2 Expertise areas and capabilities ............................................................................... 9
2.1 LSIWC Latvian State Institute of Wood Chemistry ............................................. 9
2.2 VTT Technical Research Centre of Finland LtD ................................................. 9
2.3 FhG Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung ..... 10
2.4 SP Sveriges Tekniska Forskningsinstitut AB .................................................... 11
2.5 KTH Kungliga Tekniska Högskolan .................................................................. 12
2.6 FCBA Institut Technologique Foret Cellulose Bois-construction Ameublement 12
2.7 INRA ................................................................................................................. 13
2.8 Tecnalia ............................................................................................................ 14
2.9 Kompetenzzentrum Holz GmbH (Wood K plus) ............................................... 15
2.10 BBEPP Bio Base Europe Pilot Plant ............................................................. 15
2.11 Aalto .............................................................................................................. 15
2.12 SINTEF ......................................................................................................... 17
2.13 PPIMC “Petru Poni” Institute of Macromolecular Chemistry .......................... 18
3 Research facilities .................................................................................................. 18
3.1 Pretreatments ................................................................................................... 18
3.1.1 LSIWC ....................................................................................................... 18
3.1.2 VTT ............................................................................................................ 19
3.1.3 FhG ............................................................................................................ 19
3.1.4 SP .............................................................................................................. 20
3.1.5 FCBA ......................................................................................................... 21
3.1.6 KTH ............................................................................................................ 21
3.1.7 INRA .......................................................................................................... 22
3.1.8 Tecnalia ..................................................................................................... 22
3.1.9 Wood K Plus .............................................................................................. 22
3.1.10 BBEPP .................................................................................................... 22
3.1.11 Aalto ....................................................................................................... 22
3.1.12 PPIMC .................................................................................................... 23
3.2 Pulping ............................................................................................................. 23
3.2.1 VTT ............................................................................................................ 23
3.2.2 LSIWC ....................................................................................................... 24
3.2.3 FhG ............................................................................................................ 25
3.2.4 BBEPP ....................................................................................................... 26
3.2.5 KTH ............................................................................................................ 26
3.2.6 FCBA ......................................................................................................... 26
3.2.7 Wood K Plus .............................................................................................. 29
3.2.8 Aalto ........................................................................................................... 30
3.2.9 PPIMC ....................................................................................................... 30
3.3 Thermochemical Conversions .......................................................................... 30
3.3.1 VTT ............................................................................................................ 30
3.3.2 LSIWC ....................................................................................................... 32
3.3.3 SP .............................................................................................................. 32
3.3.4 Tecnalia ..................................................................................................... 34

Horizon 2020 ref. 654371 D2.1: Report on the capabilities, facilities, networking and
funding sources of the consortium partners in the field of forest biomass primary processing
Issue 1.1 29/04/2016
4
3.3.5 FCBA ......................................................................................................... 35
3.3.6 Aalto ........................................................................................................... 35
3.3.7 SINTEF ...................................................................................................... 36
3.3.8 PPIMC ....................................................................................................... 38
3.4 Summary .......................................................................................................... 38
4 Co-operation networks ........................................................................................... 39
4.1 LSIWC .............................................................................................................. 39
4.2 VTT ................................................................................................................... 39
4.3 FhG .................................................................................................................. 40
4.4 SP ..................................................................................................................... 41
4.5 KTH .................................................................................................................. 42
4.6 FCBA ................................................................................................................ 42
4.7 INRA ................................................................................................................. 42
4.8 Tecnalia ............................................................................................................ 42
4.9 Wood K Plus ..................................................................................................... 42
4.10 BBEPP .......................................................................................................... 43
4.11 Aalto .............................................................................................................. 43
4.12 SINTEF ......................................................................................................... 43
4.13 PPIMC ........................................................................................................... 44
4.14 Summary ....................................................................................................... 44
5 Funding sources ..................................................................................................... 44
5.1 VTT ................................................................................................................... 44
5.2 LSIWC .............................................................................................................. 45
5.3 FhG .................................................................................................................. 45
5.4 SP ..................................................................................................................... 46
5.5 KTH .................................................................................................................. 46
5.6 FCBA ................................................................................................................ 46
5.7 INRA ................................................................................................................. 46
5.8 Tecnalia ............................................................................................................ 46
5.9 Wood K Plus ..................................................................................................... 47
5.10 BBEPP .......................................................................................................... 47
5.11 Aalto .............................................................................................................. 47
5.12 SINTEF ......................................................................................................... 47
5.13 PPIMC ........................................................................................................... 48
6 Conclusions ............................................................................................................ 48
7 WP2 Data collection sheets .................................................................................... 49

Horizon 2020 ref. 654371 D2.1: Report on the capabilities, facilities, networking and
funding sources of the consortium partners in the field of forest biomass primary processing
Issue 1.1 29/04/2016
5
SUMMARY The forest biomass primary processing is crucial stage in wood biomass processing. Without of primary processing is not possible to perform secondary processing and forest biomass refining. In this meaning wood biomass primary processing is bottleneck in industrial conversion of forest industrial networking. This report summarises the capabilities, facilities, networking and funding sources of the ERIFORE consortium partners in the forest biomass primary processing.
ERIFORE partners have advanced laboratory research equipment in the field of forest biomass primary processing. Very advanced pilot scale equipment are available from many partners (VTT, FhG, SP, SINTEF, FCBA, INRA, BBEPP), but some partners are limited to laboratory scale research.
All partners have very good domestic co-operation networks between research organisations, and most partners have good links to domestic industry. European research networks are in most cases at good level. However, ERIFORE consortium should further strengthen the cooperation, cross-utilisation and awareness of research infrastructures, and some partners would like to strengthen cooperation with industry. All project partners have good contacts with high education institutions, which is fundamental for future development.
Most partners have the major part of infrastructure development and investment funding from national or regional public sources in combination to own investment funding. Most of the partners have utilised the ERDF (European Regional Development Fund) funding. In addition, some partners have utilised additional investment sources, such as industry or foundations.

Horizon 2020 ref. 654371 D2.1: Report on the capabilities, facilities, networking and
funding sources of the consortium partners in the field of forest biomass primary processing
Issue 1.1 29/04/2016
6
1 Introduction
The aim of the ERIFORE is to establish a globally competitive European research infrastructure in the field of Forest based Bioeconomy. The approach of ERIFORE is to facilitate through research infrastructure co-operation the development and commercialization of novel, industrially adaptable and techno-economically viable solutions that can be derived from a Circular Forest Bioeconomy. These solutions are founded on value chains ranging from sustainable biomass management, harvesting and efficient biomass utilization producing the most value added products, enhanced recycling, and reuse of material through the whole lifecycle. Thus, the future infrastructure shall comprise shared knowledge platform and educational services, centralized information management environment, research laboratories with up-to-date equipment, versatile characterisation and analytical equipment, modelling and simulation tools, and extensive selection of pilot plants in the field of biorefinery.
Partners of ERIFORE have complementary research infrastructure for development of processes for production of chemicals, fuels, fibre products and materials from renewable biomass utilizing biotechnological, chemical and thermal processing technologies.
The scope and technical content of research areas and infrastructures in circular forest biorefinery field can be described in many ways. In ERIFORE project the dividing is based on steps in the development chain: raw material sourcing and availability, primary processing of the forest biomass, secondary processing of the biomass components and separation and downstream processing technologies (Figure 1).
Figure 1. The technology areas included in ERIFORE action.

Horizon 2020 ref. 654371 D2.1: Report on the capabilities, facilities, networking and
funding sources of the consortium partners in the field of forest biomass primary processing
Issue 1.1 29/04/2016
7
The work in the project has been divided in 3 tasks:
the capabilities, facilities, networking and funding sources of the consortium partners
the other main European and global research providers in the field of forest based bioeconomy
the main R&D needs, drivers and trends in forest based Bioeconomy
In this report (D2.1) the capabilities, facilities, networking and funding sources of the consortium partners in the field of forest biomass primary processing are described. 1.1 Scope and Objectives
The objective of this study is to evaluate the capabilities, facilities, networking and funding sources of the ERIFORE consortium partners in the primary processing.
The field of primary processing technologies means wood pretreatment and deconstruction steps in order to separate the biomass components for further processing. The technologies for pulping processes are further developed, but novel bioproducts, such as new lignin products, polymeric hemicellulose or specialty fibres, often require new advanced deconstruction processes including e.g. enzymatic pre-treatments and solvent assisted fractionations. Thermal conversion technologies, such as gasification, pyrolysis or hydrothermal conversion are increasingly important technologies for biobased fuel component or chemical precursor production. Technology areas included into this report are presented in Figure 2.
Figure 2. Scope of ERIFORE primary processing.

Horizon 2020 ref. 654371 D2.1: Report on the capabilities, facilities, networking and
funding sources of the consortium partners in the field of forest biomass primary processing
Issue 1.1 29/04/2016
8
1.2 Pretreatment
Lignocellulosic feedstock bio-refinery pre-treatment as petro-refinery substitute is a compound system of processes, technologies and products, which integrates controlled fractionation of biomass into components: cellulose, hemicelluloses and lignin. Biomass (wood) pretreatment technologies should decrease biomass recalcitrance against fungi and enzymes treatment to facilitate conversion of biomass into fuels, energy, chemicals and composite nano-materials. Pretreatment technologies include:
-Physico-mechanical, -chemical- and -biological treatment (hemicelluloses prehydrolysis) methods.
Pre-treatment technologies include: steam explosion (SE), CO2 explosion, ammonia fibre explosion (AFEX), ionic liquid fractionation, deep eutectic solvents treatment, high-energy radiation pre-treatment, liquid hot water fractionation, wet oxidation, ozonolysis, acid and alkaline pre-treatment and different combinations them.
1.3 Pulping
Pulp preparation is the beginning phase of paper manufacture, since it is impossible to produce without first reducing the raw material to the fibrous state. The first basic step in pulp preparation is pulping. For instance, this consists of cooking the raw lignocellulosc material, usually wood, in suitable chemicals in a digester under controlled conditions of temperature, pressure, time, and liquor composition, or reducing the raw material to fibrous state by mechanical or semi-mechanical means. The second basic step is pulp purification, whereby the pulp is subjected to bleaching and purifying agents to render the pulp more suitable for its intended use.
Pulping as technologies include: mechanical pulping, thermomechanical pulping, chemi-thermomechanical pulping, chemical pulping, recycled pulping, organosolve pulping and new alternative pulping methods (bio-pulping, steam explosion pulping, etc.).
1.4 Thermochemical conversions
Innovative thermo-chemical conversions include: torrefaction (180-290 °C), pyrolysis (290-600 °C) and gasification (>600 °C). The main target is upgrading thermochemical product mixtures and bio-oils.
Lignin valorisation to products improves carbon footprint and revenues of bio-refinery.

Horizon 2020 ref. 654371 D2.1: Report on the capabilities, facilities, networking and
funding sources of the consortium partners in the field of forest biomass primary processing
Issue 1.1 29/04/2016
9
2 Expertise areas and capabilities
2.1 LSIWC Latvian State Institute of Wood Chemistry
The Latvian State Institute of Wood Chemistry (LSIWC) was founded in 1946. During its existence strong traditions have been formed in comprehensive research of wood from sub-microstructure to technologies for obtaining products of chemical industry and wood-based materials.
LSIWC is a unique research institution not only in Latvia, but on the Baltic scale, embracing a spectrum of utilisation and processing the biomass of wood and plant kingdom. The LSIWC research themes’ priorities embrace practically all fields related to utilisation of wood and lignocellulose biomass. The main topics of competence and knowledge accumulation include:
- interdisciplinary theoretical studies of wood and lignocellulosic materials at the molecular and nano-level;
- structure, bio-durability, biodegradation mechanisms of wood and wood-based materials, methods for improving sustainability (including modification) to enhance competitiveness with other building materials;
- biorefinery approaches, development of technologies for wasteless cascade use of wood components to obtain chemical compounds, composite and hybrid materials and added value products designed for food industry, agriculture, pharmacy, health care, etc.;
- rational use of woodworking, wood and biomass processing residues for innovative multifunctional products including fibre and insulation materials for agriculture, building, transport, forestry and environment protection.
Conversion of wood into chemicals at the LSIWC includes:
- cellulose and nano-cellulose derivatives,
- furfural,
- levoglucosan,
- phenols from lignin and bark,
- tall oil,
- char of high-developed surface,
- wood protection against fungi.
- plastic and polymer materials, composits (polyurethane foams, self-binding boards).
All experiments are carried out on laboratory- and pilot-scale equipment. The main units engaged: Laboratory of Eco-efficient Biomass Conversion, Laboratory of Polymers, Laboratory of Cellulose, Laboratory of Lignin.
2.2 VTT Technical Research Centre of Finland Ltd.
VTT Technical Research Centre of Finland Ltd is the leading research and technology company in the Nordic countries. VTT has a national mandate in Finland. VTT is an impartial multidisciplinary expert organization. VTT produces research, development, testing and information services to public sector and companies as well as international organizations. VTT can combine different technologies, create new

Horizon 2020 ref. 654371 D2.1: Report on the capabilities, facilities, networking and
funding sources of the consortium partners in the field of forest biomass primary processing
Issue 1.1 29/04/2016
10
innovations and a substantial range of world class technologies and applied research services. VTT is a not-for-profit organization and has extensive research and pilot facilities related to biomass treatment, process chemistry, thermochemical conversions, industrial biotechnology and material applications.
VTT’s experience on pretereatment and pulping dates back to almost a hundred years when the Finnish industry started joint research. The research results obtained during that time form a huge databank on wood raw materials and varying mechanical and chemical pulping processes.
Research on the current chemical (kraft, soda, sulphite, orgnosolv), chemimechanical/ semichemical (CTMP, NSSC) or mechanical pulping (GW,PGW, TMP) is today carried out mostly in customer projects. These are often related to wood raw materials, process modifications and product development.
The focus in today’s pre-treatment and pulping research is in biorefinery related issues especially in the development of new processes to produce:
-dissolving pulp, nanocellulose and other specialty pulps
-sugars and intermediates for chemical products and for biofuels
-hemicellulose derived polymers, monomers and hydroxy acids
-various types of lignins
Key processes in today’s research portfolio for pre-treatment and pulping are based on alkaline oxidation, sulphite pulping, ionic liquids and deep eutectic solvents.
Thermochemical conversion technology R&D&I is focused on biofuels and chemicals production from forest and agro residues, waste to energy with material recovery and combined heat and power production.
2.3 FhG Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung
Fraunhofer is Europe’s largest application-oriented research organization. Its research efforts are geared entirely by people’s needs: health, security, communication, energy and the environment. The Fraunhofer-Gesellschaft consists of more than 80 research units, including 67 Fraunhofer Institutes, at different locations in Germany. The majority of the 24,000 employees are qualified scientists and engineers. The annual research budget is about € 2.1 billion.
With the Fraunhofer CBP the Fraunhofer-Gesellschaft has a large research and development site directly at the chemical site Leuna at hand enabling the scale up of biomass pretreatment techniques, chemical and biotechnological processes up to the 10 m3 scale. The main goal of the CBP is to close the gap between lab scale developments and full scale industrial production. Due to the interdisciplinary fields chemistry, biotechnology and wood science, the CBP provides this know-how over the entire value chain in national projects (e.g. Lignocellulose Feedstock Biorefinery – Phase2) and in projects on the EU level (e.g. BioConSepT).
Fraunhofer ICT has the best expertise in solvolysis and organosolv pulping. Fraunhofer has several continuous and batch reactors up to 40 dm3 volumes. Fraunhofer ICT is has good expertise in high-pressure chemistry and is able to deal e.g. with super critical water and carbon dioxide as reaction media in primary processing. Fraunhofer ICT has also good expertise in hydrothermal conversions, reforming, oxidation, depolymerization and hydrogenation reactions. Fraunhofer ICT has good expertise in analysis of lignin and lignin-derivatives.

Horizon 2020 ref. 654371 D2.1: Report on the capabilities, facilities, networking and
funding sources of the consortium partners in the field of forest biomass primary processing
Issue 1.1 29/04/2016
11
2.4 SP Sveriges Tekniska Forskningsinstitut AB
SP takes part in the ERIFORE project with its parts SP Energy and Bioeconomy and the subsidiaries SP Processum and SP Process and Development.
SP Technical Research Institute of Sweden is a leading international research institute. SP works closely with customers to create value, delivering high-quality input in all parts of the innovation chain, and thus playing an important part in assisting the competitiveness of industry and its evolution towards sustainable development. The SP Group consists of eight companies including the parent company SP Technical Research Institute of Sweden AB. The Swedish state is via Rise Holding AB the sole owner of the SP Group.
SP contributes to sustainable development by developing new expertise and dependable technical decision criteria for use in the business sector and society. The institute use and provide world class expertise for innovation and the creation of added value both for the corporate sector and for a sustainable society.
In primary processing, SP has a wide array of competencies. Practical research in both lab and different types of pilots on hydrothermal and enzymatic conversions and the SP Biorefinery Demo Plant (BDP) where a complete process from raw material to product can be demonstrated. For thermochemical conversion SP has a pilot scale pyrolysis oil cyclone plant (POC) and a pressurized entrained flow biomass gasification plant (PEBG).
The Biorefinery Demo Plant, BDP, was designed to be flexible and can handle a broad range of biotechnological process concepts. It operates in continuous mode with the option to recirculate process streams. The plant is operated 24/7 and staffed with two operators per shift who monitor and control the plant with the help of a modern control system of commercial plant standard (DeltaVTM). Moreover, the plant is fully licensed to handle gene modified microorganism, GMM. Pentose fermentation with genetically modified yeast has been carried out repeatedly.
Core-competencies at SP for ERIFORE topics in primary processing are demonstration of pretreatment of lignocellulosic material in a scale ranging from 0,02-40 litre, including both continuous and batch pretreatment processes. Computer based system analysis (i.e LCA, EIA, PI-studies, TE-analysis) is also important for putting alternatives in a wider perspective. SP has extensive knowledge and experience in both method development and applying these types of system-oriented assessments on bio refinery processes.
Forest biomasses where SP carries out pretreatment include:
Softwood
Hardwood
Forest residues (i.e. tops and branches, small timbre etc.)
SP Processum has several years of experience of converting cellulose and hemicellulose into monomeric glucose by different types of enzymes and enzyme cocktails. We have used different types of lignocellulosic materials from both agricultural waste streams, i.e. straw, bagasse and corn cobs, and residues from the forest industry. The forest industry residues processed into monomeric sugars are for example
pre-hydrolysed spruce, pine and also different hardwoods,
forest residues such as stumps, branches, and tree tops, and cellulosic waste streams such as fibre sludge.

Horizon 2020 ref. 654371 D2.1: Report on the capabilities, facilities, networking and
funding sources of the consortium partners in the field of forest biomass primary processing
Issue 1.1 29/04/2016
12
2.5 KTH Kungliga Tekniska Högskolan
KTH in Stockholm is the largest technical university in Sweden. Education and re-search spans from natural sciences to all the branches of engineering and includes architecture, industrial management and urban planning. There are a total of almost 14,000 undergraduate students and more than 1,700 active postgraduate students. KTH has just over 4,600 employees. KTH is a University active in education and re-search and is ranked no 34 in Times Higher Education World University Rankings 2014 within the subject area Times Engineering & Technology.
Research related to forest resources is of long-term strategic focus at KTH and has a tradition as being an important research area at KTH, with strong ties to the Swedish industry. KTH is very well positioned internationally within traditional materials science, chemical engineering, mechanical engineering and biotechnology. Research activities are performed based on financing based on excellent science (ERC, etc.) as well as in close cooperation with industry.
KTH has a solid competence in the area of traditional pulping processes including pretreatments and bleaching. The competence, which ranges from the fundamentals of the separation process in wood to pulp mill operations, are complemented by equipment up to kg-scale for traditional pulping research and development activities. Furthermore there is a strong research effort on primary processing for new materials performed within the framework of the Wallenberg Wood Science Center. Present research on a number of different treatment steps (including, mechanical, chemical and enzymatic methods) as well as downstream separation steps. The knowledge is applicable as stand-alone processes or as processes integrated with a kraft pulp mill. Processes that are pursued, including infrastructure for laboratory-scale developments, are steam explosion, enzymatic treatment and leaching.
There is an on-going effort of developing a unique research and development infrastructure based on synchrotron light (i.e. the MAX IV synchrotron presently under construction in Lund, Sweden) that will be made available to future research within this area. This includes the development of a dedicated beamline at MAX IV called ForMAX. This beamline is intended for in-situ studies of processes and materials. With respect to the technology area of Primary processing this beamline will facilitate in-situ studies of structural changes on nanometre and micrometre scale due to pretreatment and in-situ studies of separation processes.
2.6 FCBA Institut Technologique Foret Cellulose Bois-construction Ameublement
FCBA is a multi-sector Industrial Technical Center composed of 340 people distributed in 6 sites in France (Paris, Bordeaux, Grenoble, Dijon, Limoges, Nantes). FCBA works for the ensemble of the different forest-based industry sectors, including forestry, pulp and paper, wood, and furniture on different activities such as innovation, research and development, technical assistance, certification, testing, standardisation, training information, etc.
FCBA has strong expertise in different topics related to this deliverable. Our main particularity, compared to other R&D academic and applied centers is to take into consideration the biomass characteristics (including the variability at different levels – inter-species, intra-species, seasonal variations, etc.) on the suitability of different biomass and the pre-treatments, in particular the effect of the elemental

Horizon 2020 ref. 654371 D2.1: Report on the capabilities, facilities, networking and
funding sources of the consortium partners in the field of forest biomass primary processing
Issue 1.1 29/04/2016
13
organic/inorganic and chemical composition on the performances of the pre-treatments and/or the main treatment.
In that sense, FCBA has relevant experience in producing, characterizing and modifying wood components, in the frame of the InTechFibres partnership with CTP (French Technical Center for Pulp and Paper). Thanks to the pulping and bleaching facilities ranging from grams to hundred kilograms, commercial or home-made different grades of thermomechanical or chemical pulps.
Moreover, hemicelluloses and lignin valorisation has become one of the most important topics in R&D at FCBA. The possibility of pre-extracting hemicelluloses prior to kraft, sulphite, and organosolv pulping has been investigated for various wood species and under several extraction conditions. About lignin, FCBA has developed in cooperation with CTP a platform for producing high purity lignin from Kraft black liquor. Up to 10 kg of lignin reaching 96-97 % purity can be produced per each batch.
Finally, it is also worth to mention that FCBA has strong expertise in bio-assisted process, including fungi and enzymes pretreatments on wood chips prior cooking or enzymes treatments on pulps and fibres for biobleaching.
2.7 INRA
INRA is a national public scientific and technical establishment with a staff of 8500 including 2000 permanent researchers located in 17 research centres in France, under the joint authorities of the ministries of Research and Agriculture. Its main mission is to produce and transfer scientific knowledge and to develop innovations and know-how in the domains of agriculture, food and environment including the forest bioeconomy. INRA is a leading institution in the fields of agronomy, plant and animal sciences. It produces research, expertise and information services to the public and private sectors as well as international organizations. INRA possesses extensive research infrastructures and facilities related to sustainable forest management and biomass production (EFPA scientific department) and biomass treatment, chemistry, and biotechnical production (CEPIA scientific department).
INRA has strong competencies and expertise in topics related to pretreatment technologies through two research units:
- IATE is a joint research unit (JRU) of INRA, CIRAD, SupAgro and University of Montpellier II in Montpellier. The team is involved in the better understanding and the modelling of dry fractionation of agro-resources and lignocellulosic material.
New processes such as physical, chemical, or enzymatic pre-treatments, ultra-fine grinding, and electrostatic separation... have been developed in order to obtain products with controlled biochemical composition and physical properties, control the process energy spending and develop new products.
The developed approaches combine structural and physico-chemical analyses, mechanical characterisation, and technological investigations. This multidisciplinary vision allows the researchers to investigate in a large field of process, products and applications.
- LCA is a co-funded research unit (1010 INRA/INP-ENSIACET) in Toulouse. One of the main research topics of LCA is the eco-fractionation of biomass with strong focus on the separation in extracts and raffinates of the different constituents of agro-resources (essential oils, dyes, tannins, oils, fats and waxes, proteins, sugars, polysaccharides, - bres…) with minimal impact to environment. The

Horizon 2020 ref. 654371 D2.1: Report on the capabilities, facilities, networking and
funding sources of the consortium partners in the field of forest biomass primary processing
Issue 1.1 29/04/2016
14
extractive techniques are studied through the basic physicochemical mechanisms occurring during the thermal, mechanical and chemical actions (depolymerisation, solvation, shearing…).
2.8 Tecnalia
TECNALIA RESEARCH & INNOVATION (www.tecnalia.com) is a private, independent, non profit applied research centre of international excellence. Legally a Foundation, Tecnalia is the leading private and independent research and technology organisation in Spain and one of the largest in Europe, employing 1,319 people (198 PhDs) and with income of 94 Million € in 2014.
The whole team at TECNALIA has one GOAL: to transform knowledge into GDP, meaning wealth to improve people’s quality of life by generating business opportunities for industry. TECNALIA is committed to generate major impacts in economic terms, by means of innovation and technological development, addressed by 7 business divisions, covering economic sectors of Energy, Industry, Transportation, Construction, Health and ICT. TECNALIA has been granted over 250 patents and promoted more than 30 spin-off companies.
TECNALIA is a key agent in the ERA - European Research Area, holding position 11th among RECs and 23th overall in EC’s 7th FP7 Monitoring Report (Final). TECNALIA actively participates in the governing bodies of several European Technology Platforms and partners in 377 FP7 projects, coordinating 81 of them; in H2020 TECNALIA participates in 86 projects, coordinating 17 of them, up to December 2015. TECNALIA is a member of EARTO and of EUROTECH, linking together the most important research centres in Europe.
TECNALIA Ventures is wholly owned subsidiary for the commercialisation of innovative technology-based results, turning innovative technology assets into new profitable and sustainable businesses and generating economic value for society. TECNALIA Ventures focuses on accelerating the development of disruptive technologies to transform them into investable business opportunities and managing the portfolio of TECNALIA spin-offs, currently integrated by a portfolio of 15 start-ups in a wide range of sectors.
The University of the Basque Country (EHU/UPV), Tecnalia and Donostia International Physics Center (DIPC) are the founding members of Euskampus (2010, http://euskampus.ehu.es/en/), a project with attained the qualification of International Campus of Excellence from the Spanish Ministry of Education (2010). Euskampus partners with the PRES of the Universities of Bordeaux in the Euskampus-Bordeaux Transborder Campus.
Tecnalia is an equal opportunity employer. Current ratio of female/male employees is 42/58.
Concerning the thermochemical primary processing, TECNALIA contributes in processes to obtain Second Generation biofuels (synthetic fuels and hydrogenated oils) that use non-food feedstocks such as lignocellulosic biomass, forest by-products, urban organic waste and remains from the food industry and the service sector (vegetable oil and/or used frying oil). This is accomplished with conversion processes based on biochemical and thermochemical technologies (mainly Biomass-to-Liquid or BTL).

Horizon 2020 ref. 654371 D2.1: Report on the capabilities, facilities, networking and
funding sources of the consortium partners in the field of forest biomass primary processing
Issue 1.1 29/04/2016
15
A heterogeneous catalytic synthesis process has also been developed to obtain second generation biodiesel from esterification of non-food high acidity oleaginous raw materials (oleins, animal fat and by-products from oil refining)
New conversion pathways for Third Generation liquid biofuels, so that algal biofuels become a competitive option on the energy market, are also developed in TECNALIA.
2.9 Kompetenzzentrum Holz GmbH (Wood K plus)
The Kompetenzzentrum Holz GmbH – a competence center for wood chemistry and wood composites – is a leading research institute in the area wood and wood-related renewable resources in Europe. The core competences are materials research and process technology along the complete value chain – from raw material to finished products. Wood K Plus develops methods and basics and performs applied research on the economy-science interface.
The main research topics in the field of primary processing are:
Utilization of biomass– especially wood – but also other renewable raw materials. Starting from pre-treatment of biomass up to digestion in pressure reactors, separation of valuable streams and method development for the necessary analytics are the expertises.
2.10 BBEPP Bio Base Europe Pilot Plant
Bio Base Europe Pilot Plant is an independent, state-of-the-art facility that operates from a laboratory level to a multi-ton scale. Bio Base Europe Pilot Plant is a service provider for process development, scale-up and custom manufacturing of biobased products and processes. A wide and flexible spectrum of modular unit operations enables to translate your biobased lab protocol into a viable industrial process.
BBEPP performs mechanical, thermal, physico-chemical and enzymatic pretreatment of biomass feedstocks towards fermentable substrates (major focus). Proven expertise on agro-industrial side streams (paper pulp, spent grains, bagasse, press cakes, stillage), agronomic by-products (corn stover, corn cobs, husk, fiber, stems, leaves, verge grass) and dedicated energy crops (miscanthus, poplar). Glass-lined ATEX reactors of different sizes (up to 5400 L) are suitable for acid (H2SO4, HCl…), alkaline (NaOH, ammonia…), sulfite, organosolv and other types of pretreatment.
2.11 Aalto
Teaching and research in the area of wood materials and products at Aalto University originally started more than one hundred years ago as part of Helsinki University of Technology. Today, Aalto University offers an unique academic environment for multidisciplinary research projects, where technology meets business and design.
The research related to biomass is typically carried out in projects during which students work for obtaining M.Sc. and Ph.D. degrees. The research is performed in cooperation with both privately-owned industrial partners, as well as with public institutions, such as Academy of Finland, Tekes (Finnish Funding Agency for

Horizon 2020 ref. 654371 D2.1: Report on the capabilities, facilities, networking and
funding sources of the consortium partners in the field of forest biomass primary processing
Issue 1.1 29/04/2016
16
Innovation), VTT, and other Finnish and international research institutions and universities. The industrial partners include e.g. Stora Enso, Andritz, UPM Kymmene, Metsä Group, Kemira, Fortum, and Neste Oil.
Due to the long history and wide experience in wood materials, Aalto University has world-class competence in the area of biomass pretreatment and refining. Activities of highly qualified personnel and students can be roughly divided into five thematic areas:
Wood material
Fiber technology
Biomaterial refinery
Nanotechnology
Chemicals and intermediates
The research related to biomass fractionation focuses on developing new technologies, as well as on further optimization of the existing ones. The scope of the research includes:
Novel fractionation methods: ionic liquids as solvents for biomacromolecules, biomass treatment with sub- and supercritical water, organosolv pulping
Conventional pulping processes: optimizing kraft pulping, both through mathematical modelling and laboratory experiments; this work includes research in all process stages (pretreatment, impregnation, pulping, oxygen delignification, and bleaching)
Manufacturing nanocellulose: including both mechanical and chemical methods (e.g. Masuko refining, TEMPO oxidation)
Fibre-based products: applying cellulosic fibres to novel composite materials and textile fibres, as well as to conventional paper and board products
Side stream utilization: upgrading hemicelluloses and lignin to value-added products through various types of treatments, including catalysed and non-catalysed thermal and biochemical techniques
Research in Chemical engineering covers fundamental studies of heat, mass and momentum transfer, technical thermodynamics, balances, unit operations and their applications in developing and designing new chemical processes and production plants. Chemical engineering research group has long experience in process modeling, simulation and process design and development. This includes both software development and experiments in laboratory and mini plant scale. Several new unit models have been developed that combine both reaction step and separation step in an efficient way. Recently these fundamental modeling approaches have been directed towards reactive fiber and biomass systems encountered in pulping and bioprocessing. Knowledge of the reactive flow in fixed bed structures gives adequate background to expand to reactive flows in moving fiber beds of pulping processes.
Virtual Cooking (VIC) and Virtual Pulp Bleaching (VIP) are phenomena based pulping and bleaching models that can be used for computational experimenting beyond the limitations set by physical constraints. VIC and VIP, based on Flowbat software, include the existing knowledge on the chemical reactions and equilibria of biomass components in various pulping and bleaching processes, models of wood chips and pulp fibers, descriptions of heat and mass transfer and chemical subprocesses. The

Horizon 2020 ref. 654371 D2.1: Report on the capabilities, facilities, networking and
funding sources of the consortium partners in the field of forest biomass primary processing
Issue 1.1 29/04/2016
17
output from the models can be obtained as typical engineering parameters or real chemical structures and compositions.
Research group of Energy Engineering and Environmental Protection at Aalto University School of Engineering concentrates on finding new forms of power and heat generation, optimizing existing energy processes and minimizing the environmental effects of power production. Bioenergy is in focus, and group is carrying out experimental research on waste gasification in circulating fluidized bed (CFB), supercritical water gasification of biomass and group has very long traditions in carrying out experimental research on industrial black liquor sprays and numerical modeling of black liquor combustion. The research in the laboratory is often a joint venture with the industry, on national and international levels.
2.12 SINTEF
Stiftelsen SINTEF is the largest independent contract research organisation in Scandinavia and the 4th largest in Europe. It is a multidisciplinary organization. The institute carries out industrial contract research, as well as basic research.
SINTEF is active in all relevant chemical and biochemical conversion routes. It covers the entire value chain from biomass fractionation, functionalization and application as products. This includes polymer processing, production and testing of composites as well as various routes from sugar and lignin monomers to value added chemicals. SINTEF operates at multiscales including theoretical chemistry, kinetics, and experimental work from micro- via lab and bench to small pilot scale.
Three different units at SINTEF are involved in biorefinery R&D, i.e. SINTEF Materials and Chemistry (SINTEF MK, largest institute of the SINTEF foundation), SINTEF Energy Research AS (SINTEF ER), and SINTEF Fisheries and Aquaculture AS (SINTEF FA). SINTEF covers most aspects of both the biochemical/sugar platform and the thermochemical platform of biorefinery research. Biotechnology activities at SINTEF MK also cover many additional aspects of turning natural resources into value added products for pharmaceutical, food & feed, fine and bulk chemicals, biofuel and other purposes. Different platforms with state-of-the-art equipment are accessible at SINTEF for use within the frame of bioeconomy-related collaboration projects together with commercial and academic partners. Biorefineries based on abundant Norwegian biomass (wood, macroalgae/seaweed) is a prioritized research area at SINTEF, as is bioeconomy-related research in bioprocess technology, high-throughput screening, molecular biology/functional metagenomics, and advanced mass spectrometry. Also covered are macroalgae cultivation technology, gasification and chemical catalysis/thermochemical conversion.
SINTEF Materials and Chemistry has worked on catalytic and non-catalytic pyrolysis for more than 25 years. Research topics include the development of hierarchical catalysts for upgrading of pyrolysis vapors. The materials and methods are based on commercial catalysts applied in petrochemical conversion processes as well as on new mesoporous structures. Testing of biomass feedstocks and catalysts is done on lab scale using fixed bed systems as well as on small pilot scale using a fluidized bed fast pyrolysis unit.
SINTEF Energy focusses on torrefaction (dry and wet) as well as on gasification.Core competences of SINTEF are the development of new compact process routes including kinetics, mass and heat transfer, fluid dynamics, process design, economics and LCA. Strong expertise is available in high throughput

Horizon 2020 ref. 654371 D2.1: Report on the capabilities, facilities, networking and
funding sources of the consortium partners in the field of forest biomass primary processing
Issue 1.1 29/04/2016
18
preparation, testing of new catalysts as well as rapid analysis of complex reaction mixtures.
2.13 PPIMC “Petru Poni” Institute of Macromolecular Chemistry
The “Petru Poni” Institute of Macromolecular Chemistry is an Institute of excellence of the Romanian Academy. The Institute has a long tradition of over fifty years in fundamental and applied research in the field of organic and inorganic chemistry, polymer chemistry and physics.
PPIMC has experience in the separation of main biomass components by non-conventional methods. Our experience is limited to laboratory level. The research related to biomass fractionation focuses on developing new technologies such as use of ionic liquids as solvents for wood components.
The components separated from biomass are characterized by use the analytical capabilities in order to establish purity-structure-properties correlations.
The main components (cellulose, lignin, some extractives) are modified by various methods in order to improve some properties useful in the next steps and are transformed in added value products such as bio/nano composites materials with different applications.
Core-competencies at PPIMC for ERIFORE topics in biomass primary processing are chemical and biochemical conversion of wood; advanced physicochemical analysis of materials; polymer processing and characterization.
3 Research facilities
The forest biomass primary processing facilities are divided into three technological groups: Pretreatment technologies, Pulping and Thermochemical conversions. All technical information from partner’s facilities has been collected in Data collection sheets of WP2 and found in attachments. Research facilities at the participating consortium members are described below.
3.1 Pretreatments
3.1.1 LSIWC
The steam explosion pretreatment combines physico-mechanical and chemical processing. The LSIWC employs laboratory-scale SE unit (Figure 3) comprising steam generator, reactor of 45 bar maximum pressure and treatment time from seconds to 15 min, and receiver of the exploded biomass. The biomass after SE pretreatment is used to produce self-binding boards and heat insulation materials.

Horizon 2020 ref. 654371 D2.1: Report on the capabilities, facilities, networking and
funding sources of the consortium partners in the field of forest biomass primary processing
Issue 1.1 29/04/2016
19
Figure 3. Scheme of the steam explosion unit
Facility at the LSIWC for technological studies of biomass pretreatment kinetics by continuous steam flow (110-180 °C) is shown in Figure 4.
Figure 4. Hydrolysis equipment at the LSIWC.
3.1.2 VTT
VTT’s pulping equipment (see chapter 3.2.1) is well suited also for various types of pretreatments. Extraction or hydrolysis (acidic, alkaline, water, steam) treatments can be done throughout the whole set of reactors at various scales. A 10 L forced circulation digester has been specially modified for steam explosion treatments.
3.1.3 FhG
At Fraunhofer CBP, no additional infrastructure for pretreatment prior to pulping. However, different types of tanks are available, which could also be used for pretreatment. Thus, the two hydrolysis tanks with a volume of 850 L could also be used for an enzymatic pretreatment. Pretreatment involving steam or alkaline processing for example, could also be carried out in the digester (maximum pressure 36 bar, maximum temperature 225 °C)
Fraunhofer ICT has several high-pressure batch and continuous reactors up to 40 dm3 volumes and up to 12 dm3/h volume flows, up to 650 °C and up to 450 bar.

Horizon 2020 ref. 654371 D2.1: Report on the capabilities, facilities, networking and
funding sources of the consortium partners in the field of forest biomass primary processing
Issue 1.1 29/04/2016
20
Potential fields of application for the equipment are e.g. reactions in super critical water, catalyst testing, hydrogenation, oxidation, depolymerization and reforming.
Table 1. Fraunhofer ICT reactors for pretreatments.
Volume [L] Reactor type Brand Agitator
pmax
[bar] Tmax [°C]
0,1 100 mL Autoclave Turbin 200 300
0,3 250 mL Hydrogen autoclave Parr Turbin 400 500
0,5 500 ml Berghof Autoclave Berghof Anchor & Gas injection 200 300
2,0 2 L Autoclave Hofer Hochdrucktechnik Propeller 325 400
13,0 13 L Autoclave Sigmar Mothes Double turbine & Gas injection 250 400
15,0 2x15 L Duoraf Parr Turbine 50 250
0,3 291 mL Packed bed reactor Sitec 350 650
0,3 250 mL Autoclave Magnetic stirrer 350 200
2,0 Colon Sitec 450 200
1,9 Autoclave Sitec
5,0 5 L Reactive Extractor 1 Sitec
5,0 5 L Reactive Extractor 1 Sitec
Fraunhofer ICT has also extensive available analysis tools such as: HPLC, GC-MS-FID, GPC/SEC, ICP-OES, CHNOS- and TOC analysers, Emission analysis chamber, TEM, DSC.
3.1.4 SP
SP has different reactor facilities and equipment for pretreatment of forest biomass.
SP Processum has a system for production of steam exploded biomass. The system contains a reactor (40 L), an explosion tank and a control system (Delta V) (Figure 5a). The system is designed to allow temperatures up to 230 °C and 30 bar. The system is equipped with an outlet for gas analysis which makes calculations of mass balances possible. The steam exploded biomass can easily be transferred to a near by liquefaction reactor for enzymatic hydrolysis. The liquefaction reactor (50 L) is specially designed for liquefaction of lignocellulosic material and is also connected to a control system.
SP also has a smaller steam explosion reactor (10 L) in Borås, Sweden. This reactor is designed to allow 230 °C and 28 bar and the reactor is located in connection with a municipal CHP plant.
For continuous pretreatment of forest biomass the Biorefinery Demo Plant can be used. It has a capacity of 1-2 ton/day and is designed to allow temperatures up to 220 °C and 30 bar (Figure 5b).

Horizon 2020 ref. 654371 D2.1: Report on the capabilities, facilities, networking and
funding sources of the consortium partners in the field of forest biomass primary processing
Issue 1.1 29/04/2016
21
For higher pressure pretreatment SP Processum has a reactor that allows a pressure up to 350 bar and a temperature up to 350 °C.
In addition SP Processum also has a microwave oven (0,02 litre) for pretreatment of forest biomass. The system allows temperatures up to 300 °C and 20 bar. The microwave reactor is constructed from glass.
Figure 5a. Steam explosion scheme in pilot scale.
Figure 5b. Opportunities for bio refinery demonstration project in the demo plant.
3.1.5 FCBA
Laboratory and pilot equipment described in the chapter 3.2.6 can also be used for pretreatments prior cooking.
3.1.6 KTH
KTH has a steam-explosion reactor the can operate conventionally but also has the ability to process pulp according to the NanoPulp process (patent pending) where steam explosion is combined with elevated and controlles acceleration of the material.

Horizon 2020 ref. 654371 D2.1: Report on the capabilities, facilities, networking and
funding sources of the consortium partners in the field of forest biomass primary processing
Issue 1.1 29/04/2016
22
3.1.7 INRA
LCA can provide a fractionation and chemical pilot plant (1000 m2) equipped with 3 extrusion systems up to 50 kg/h, Tournaire extraction system (200 L), direct thermal induction by electrical field (50 L), multi-purpose chemical reactor coupled to distillation column and liquid-liquid extraction (30 L), centrifuge (50 L), membrane filtration (10 L/h).
3.1.8 Tecnalia
TECNALIA has a-pressure batch reactor of 20 dm3 volume that can be heated or cooled via thermal fluid. Stirring can be adapted to the viscosity of the solution and the inner part of the reactor is ceramic coated. Potential fields of application for the equipment are e.g. reactions in super critical water, catalyst testing, hydrogenation, oxidation, depolymerization and reforming.
3.1.9 Wood K Plus
Vapor generator and steam explosion unit in pilot scale (reactor volume = 15 L, maximum temperature = 250 °C) for pretreatmaent is available:
Figure 6. Vapor generator and steam explosion unit.
3.1.10 BBEPP
Main focus on dry milling (roller crusher, knife mill, hammer mill, cutting mill, pin disk mill), wet milling (pulper, inline mixer, inline colloid mixer), thermal treatment (direct steam injection and jet cooker), chemo/enzymatic hydrolysis.
3.1.11 Aalto
The woodworking workshop is equipped with all the necessary woodworking equipment, such as: cross-cut saw, circular saw, bandsaw, board saw, jointer, thicknesser, sanding machines, upright drill, and vertical spindle moulder. For wood chips, a screen can be found (designed according to the SCAN-CM 40:01 standard). For wood meal manufacture, two Wiley mills are available.
Aalto University has several autoclaves, mostly designed for pulping and fractionation experiments, but the equipment is very well suited also for chemical

Horizon 2020 ref. 654371 D2.1: Report on the capabilities, facilities, networking and
funding sources of the consortium partners in the field of forest biomass primary processing
Issue 1.1 29/04/2016
23
pretreatment of biomass (see the table below). For further information, click on this link: http://puu.aalto.fi/en/research/tutkimuslaitteet/#Wood_products_equipment
Table 2. Aalto reactors for pretreatments.
Volume [L] Reactor type Mixing / heating pmax [bar] Tmax [°C]
10 10 L digester Liquid circulation / oil 60 250
6 x 2.5 Air bath digester (6 autoclaves) Agitation with rotation / air 20 180
8 x 0.2 Oil bath digester (8 autoclaves) Agitation with rotation / oil 50 200
1.6 Büchi bep 280 glass reactor Propeller / water 6 100
0.5 Parr 4575 Propeller / electricity 345 500
0.19 Shrinking-bed reactor Percolation / electricity 130 300
In addition to the reactors mentioned in the table above, two CRS Engineering medium consistency mixing reactors are available. The reactors are capable of handling 200 g batches of pulp at consistencies of 10-15%, and both reactors consist of a reactor vessel, fluidization mixer and reactor lid.
3.1.12 PPIMC
Extraction or hydrolysis treatments can be done throughout the whole set of reactors at lab scales.
3.2 Pulping
3.2.1 VTT
VTT has an excellent infrastructure for pulping studies. The reactors at the cooking and bleaching laboratories enable the study of all existing industrial processes. The technical work on pretereatment and pulping processes is mainly carried out by the Biomass processing team, which consists of about 20 researchers/technicians.
Various types of cooking reactors exist: Autoclave (air heating, electrical heating), forced liquor circulation and water jacketed. The main features are:
-charge of raw material 20 g to 5 kg
-temperature up to 200 °C
-pressure up to 40 bar
The most advanced equipment is the VTT Fiber line pulping system (Figure 7). Because of the possibility to fast temperature changes and change of liquors during the process, it can be used for example for the simulation of industrial kraft cooking modifications (SB, LoSolids,CC).

Horizon 2020 ref. 654371 D2.1: Report on the capabilities, facilities, networking and
funding sources of the consortium partners in the field of forest biomass primary processing
Issue 1.1 29/04/2016
24
Figure 7. VTT FiberLine pulping system.
All industrial bleaching chemicals can be used in the bleaching laboratory reactors. For example ozone treatment/bleaching can be carried out at various scales. Bleaching can be done in water bath or autoclave types of reactors (rocking or equipped with blade type mixers). The scale is 5 g to 3 kg o.d. pulp.
A selection of griders and refiners in laboratory and semipilot scale are used for mechnical fractionation of biomass into fibrous and fibrillar particles or fines to be used in fibre products or composites.
The cooking and bleaching laboratories will move to the new VTT Bioruukki - Biomass Centre during 2017.
3.2.2 LSIWC
Presently Latvia does not have industrial wood pulping. The wood pulping plants in Latvia didn’t meet the EU environmental standards and were closed after the collapse of the USSR. The LSIWC has laboratory-scale pulping pulping units.
Latvia has developments of waste paper secondary recycling.

Horizon 2020 ref. 654371 D2.1: Report on the capabilities, facilities, networking and
funding sources of the consortium partners in the field of forest biomass primary processing
Issue 1.1 29/04/2016
25
Figure 8. Custom made pulping stainless 2 L autoclave.
3.2.3 FhG
Within its organosolv pilot plant, the Fraunhofer CBP provides a digester with a volume of 400 L, which can be operated up to 225 °C and 36 bar. It is a fixed-bed reactor heated by a tube bundel heat exchanger with thermal oil and mixing is assured by liquor circulation. Furthermore, the digester is fully integrated into downstream processing for example fibre disintegration, enzymatic hydrolysis and lignin precipitation as shown in Figure 9.
Figure 9. Simplified process flow sheet of the organosolv pilot plant in Leuna.
Digester
400 L
200°Cmother
liquor
fibe
r
fractio
n
ethanol/water
lignin
glucose
solution
wood chips
ethanol/
water
xylose fraction
organosolv lignin
conc. glucose solution
pulping
fiber washing
dewateringenzymatic
hydrolysis
dewatering lignin
dryinglignin washing
lignin precipitation/
solvent recovery
concentration
hydrolysis
residue
hydrolysis lignin
tank farm

Horizon 2020 ref. 654371 D2.1: Report on the capabilities, facilities, networking and
funding sources of the consortium partners in the field of forest biomass primary processing
Issue 1.1 29/04/2016
26
Fraunhofer ICT has several high-pressure batch and continuous reactors up to 40 dm3 volumes and up to 12 dm3/h volume flows, up to 650 °C and up to 450 bar which can be used in pulping. Fraunhofer ICT has also different tools to analyze pulping fractions especially lignin and lignin derivatives.
Table 3. Fraunhofer ICT reactors for pulping.
Volume [L] Reactor type Brand Agitator
pmax
[bar] Tmax [°C]
0,1 100 mL Autoclave Turbin 200 300
0,3 250 mL Hydrogen autoclave Parr Turbin 400 500
0,5 500 mL Berghof Autoclave Berghof Anchor & Gas injection 200 300
2,0 2 L Autoclave Hofer Hochdrucktechnik Propeller 325 400
13,0 13 L Autoclave Sigmar Mothes Double turbine & Gas injection 250 400
15,0 2x15 L Duoraf Parr Turbine 50 250
0,3 291 mL Packed bed reactor Sitec 350 650
0,3 250 mL Autoclave Magnetic stirrer 350 200
2,0 Colon Sitec 450 200
1,9 Autoclave Sitec
5,0 5 L Reactive Extractor 1 Sitec
5,0 5 L Reactive Extractor 1 Sitec
Fraunhofer ICT has also extensive available analysis tools such as: HPLC, GC-MS-FID, GPC/SEC, ICP-OES, CHNOS- and TOC analysers, Emission analysis chamber, TEM, DSC.
3.2.4 BBEPP
At BBEPP, typical pulping methods include SAA (Soaking aqueous ammonia) and sulfite pulping. A suboptimal organosolv pulping process (with EtOH) can also be carried out. Hybrid methods such as chemithermomechanical pulping (CTMP) have also been used on Miscanthus.
3.2.5 KTH
KTH has conventional laboratory batch autoclaves (digester) but also possesses a semi-pilot facility for batch processing with forced circulation.
3.2.6 FCBA
In the frame of InTechFibres partnership with CTP, FCBA is very well equipped for all type of pulping, bleaching and refining simulation, both at laboratory and pilot scales.
About chemical pulping, InTechFibres facilities allows the simulation of all chemical pulping processes on any lignocellulosic material (wood chips and annual plants). Computerized systems for cooking programmation and digester temperature regulation guarantees good reproducibility of industrial conditions. At laboratory,

Horizon 2020 ref. 654371 D2.1: Report on the capabilities, facilities, networking and
funding sources of the consortium partners in the field of forest biomass primary processing
Issue 1.1 29/04/2016
27
cooking can be performed in autoclaves from different sizes (20 mL to 3.5 L) or in a double-vessel liquor recirculation digester (2x 6.5 L). Two screening systems are available to eliminate knots or shives before bleaching. A unique cooking and pilot plant completes the pulping facilities (Figure 10). Pulping is carried out in two steam heated batch digesters of 1.3m3 (200 kg wood chips capacity) temperature up to 190 °C, with the possibility to preheat liquors, to recover black liquor and to reuse it for new pulping. Calorific exchanger for liquor heating and cooling, a draining chest and a screening system (slot 0.16mm/ hole 2-3 mm) completes the cooking pilot. The bleaching is performed in a pressurized reactor (capacity 1,7m3, 100 to 150 kg), 6 bars, temperature up to 120 °C, stirring 30 to 130 rpm), with upflow and downflow towers (capacity 0.3m3 to 1.8m3), a rluffer for preparing pulp at high consistency, twin wire press (output at 20 to 35%, production 100 to 1000 kg/h).
Figure 10. Cooking pilot plant at InTechFibres facilities.

Horizon 2020 ref. 654371 D2.1: Report on the capabilities, facilities, networking and
funding sources of the consortium partners in the field of forest biomass primary processing
Issue 1.1 29/04/2016
28
Figure 11. Bleaching and fiber modification pilot plant at InTechFibres facilities.
For high yield pulping, InTechFibres is equipped with a two pilots (Figure 12 and 13). The smaller is an ANDRITZ pilot which allows to study wood samples in small quantities (~5 kg per batch) in order to analyse refining ability. Refining conditions (single disc refiner, diameter 300 mm, refining speed 500 – 3000 rpm, pressurized or atmospheric conditions) are highly controlled by a totally computerized system; hence, tests are repeatable and reproducible. Acquisition of process conditions allows a complete analysis of refining, including energy consumption, pressure and temperature conditions, refining speed, refining couple. This pilot equipment is very flexible and can also be adapted either to the refining of chemical pulps or to the production of fibers for panel boards (MDF).
Figure 12. Small scale thermomechanical pulping pilot at InTechFibres facilities.
Upflow tower
Low and medium consistency
Capacity: 300 l
Use : Cl2, ClO2, NaOH, NaClO,H2O2
Pressurized reactor
Any pulp consistency and chemicals
Capacity : 1700 l
Maximum pressure : 5 bar
Maximum temperature : 130°C
Stirring : 30 to 130 rpm
Fluffer
High shear mixer
3000 rpm
Medium consistency pump
12% maximum consistency
Production up to 1000 kg/h
Filtrate tank
Capacity : 10 m3
Twin wire press
Feeding consistency : 1 to 3%
Output : 30 to 40%
Production : 100 to 1000 kg/h
Chest
Capacity : 4 m3
Consistency up to 3%
Single shaft mixer

Horizon 2020 ref. 654371 D2.1: Report on the capabilities, facilities, networking and
funding sources of the consortium partners in the field of forest biomass primary processing
Issue 1.1 29/04/2016
29
The second pilot equipment allows the simulation of all refiner mechanical pulping processes in industrial conditions (RMP, TMP, CTMP, APP processes) for any lignocellulosic raw material, including the possibility of raw material impregnation in a plug screw feeder/ the MSD 6” Pressafiner Modular Screw Device Pressafiner. A digester allows up to 4 bars, 5 to 30 min, up to 150 °C for pre-treatment. Primary refiner is carried out using, 12” diameter discs which speed varies between 1500 to 5000 rpm.
Figure 13. Large scale thermomechanical pulping pilot at InTechFibres facilities.
3.2.7 Wood K Plus
Pulping reactors in different size (1L, 3L, 5L) available. The 1L reactor is made from glass, the 3L (see Fig. 14) and 5L vessels are made from steel. Capable pressure is 12 / 60 /40 bar. The system is equipped with a mechanical vessel lifting system.

Horizon 2020 ref. 654371 D2.1: Report on the capabilities, facilities, networking and
funding sources of the consortium partners in the field of forest biomass primary processing
Issue 1.1 29/04/2016
30
Figure 14. Reactor system with 3L vessel. (Source: Büchi)
3.2.8 Aalto
Pretreatment and pulping reactors are described in chapter 3.1.11. Additionally, water bath units and are available for e.g. pulp bleaching experiments at temperatures below 100 °C. The bleaching chemicals readily available are hydrogen peroxide, chlorine dioxide, and ozone. For the two latter chemicals, Aalto University facilities are equipped with gas generator units. Aalto University has also 8 l and 16 l rotating digesters of which the bigger one can be used also for oxygen delignification and peroxide bleaching. Currently these digesters are not in use due to renovation of the pilot area of the Department of Forest Products Technology.
In respect of mechanical pulping, a wing defibrator and a disc refiner (Sprout Waldron 105-A) can be used. The laboratory disc refiner is designed for the first stage in production of thermomechanical (TMP) or chemithermomechanical (CTMP) pulps. The laboratory disc refiner is also suited for the production of refiner mechanical (RMP) and chemimechanical (CMMP) pulps.
3.2.9 PPIMC
A digester with electrical heating was used for wood delignification. Currently this digester is not in use due to renovation activities. Also, water bath units are available for pulp bleaching experiments at temperatures below 100 °C.
3.3 Thermochemical Conversions
3.3.1 VTT
VTT Thermochemical Platform is combustion, gasification, pyrolysis, catalysis and synthesis research infrastructure. Thermochemical platform includes pilot, bench and laboratory scale development units, 15 engineers/technicians for design, construction,

Horizon 2020 ref. 654371 D2.1: Report on the capabilities, facilities, networking and
funding sources of the consortium partners in the field of forest biomass primary processing
Issue 1.1 29/04/2016
31
use and maintenance and in-house analytic and laboratory services. Modernization and renewal of gasification and pyrolysis infrastructure was made in 2015 and total investment was 10,5 M€. Infrastructure is used for applied research carried out in public national/EU funded projects and commercial pilot and bench scale process development.
1. Dual/Circulating Fluidized Bed gasification pilot
Atmospheric dual fluidized bed gasifier; Lock-hopper fuel feed 50 kg/h biomass/waste material; Bottom ash removal for continuous run; Fluidization by
air, steam, O2, CO2, N2; Hot gas filtration unit (T 400-800 °C); Two stage catalytic
tar reformer unit with air/steam/O2 feed; Acid gas removal
2. Bubbling Fluidized Bed gasification Process Development Unit
Atmospheric bubbling fluidized bed gasifier; Lock-hopper fuel feed 5 kg/h biomass/waste material; Bottom ash removal for continuous run; Fluidization by air, steam, O2, CO2, N2; Secondary gas feed to freeboard; Hot gas filtration unit
(T 400-800 °C); Catalytic tar reformer unit with air/steam/O2 feed; Online
analytics by GC
3. Pressurized Thermo Gravimetric Analyser
Fuel reactivity and ash behaviour studies; Pressure 0-30 bar; Temperature max 1000 °C; gas feeds steam, O2, N2, CO2, CO
4. Atmospheric Fixed Bed Reactor
Lab-scale catalyst studies unit; Temperature max 1000 °C; Synthetic gasification
gas feed (N2, CO2, CO, H2, CH4, NH3, H2S, O2, H2O, Toluene, Naphtalene); Online analytics by GC, FT-IR, gas analyser
5. Pressurized Fixed Bed Reactor
Lab-scale catalyst studies unit; Pressure max 20 bar; Temperature max 950 °C;
Synthetic gasification gas feed (N2, CO2, CO, H2, CH4, NH3, H2S, O2, H2O, Toluene, Naphtalene); Online analytics by GC, FT-IR, gas analyser
6. Mobile Synthesis Unit
Synthesis unit for Fischer-Trops, Metanol and SNG synthesis; Continuous 24/7
operation; Pressure 10-80 bar; Temperature up to 650 °C, Gas feed 7 m3n/h
from bottles/gasifier product gas; Tube, HEX or stirred tank reactor; Product analytics
7. Fast pyrolysis pilot
Fast pyrolysis pilot; Fuel feed 40 kg/h biomass/waste material; Product recovery line, condensers; Product analysis; Installation location Espoo, Finland
8. Fast Pyrolysis bench scale unit
Bench scale fast pyrolyser; Fuel feed 1 kg/h biomass/waste material; Product recovery by ESP, condensers; Product analysis
9. Slow Pyrolysis bench scale unit
Bench scale batch slow pyrolysis unit; Temperature up to 900 °C; Raw material 5 kg (woody) feed per batch; Recovery of condensable products; Product analysis.
Horizon 2020 ref. 654371 D2.1: Report on the capabilities, facilities, networking and
funding sources of the consortium partners in the field of forest biomass primary processing
Issue 1.1 29/04/2016
32
3.3.2 LSIWC
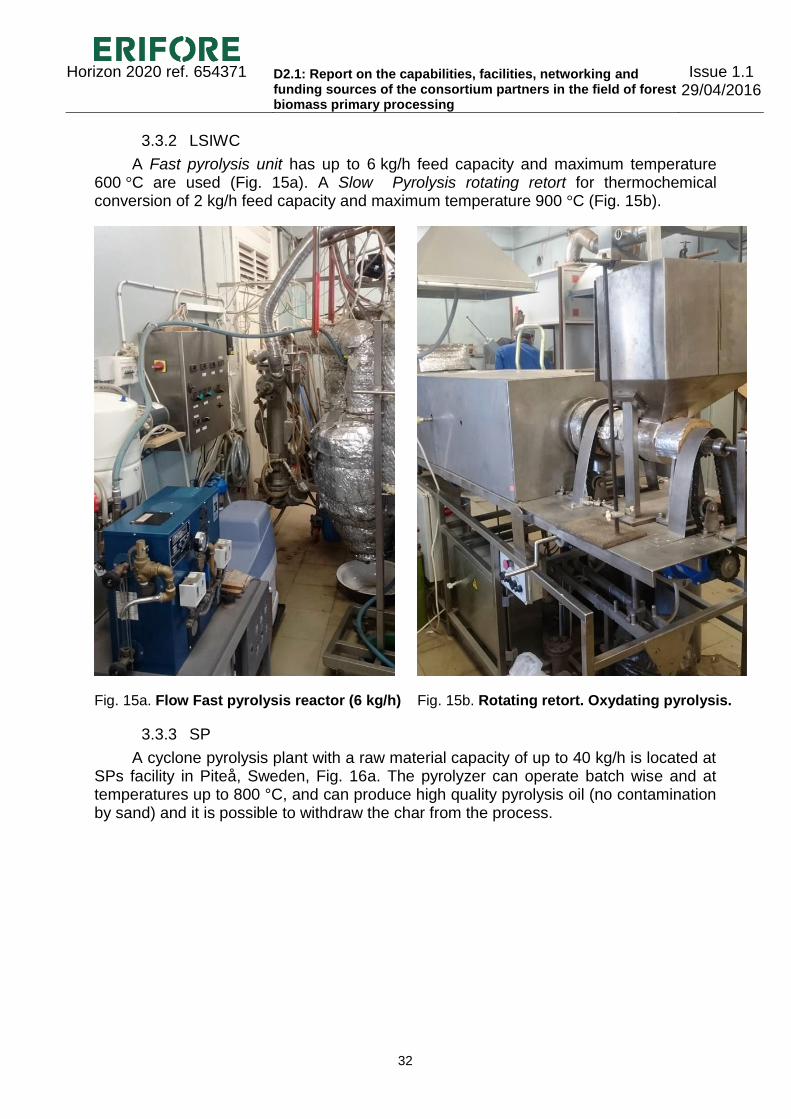
A Fast pyrolysis unit has up to 6 kg/h feed capacity and maximum temperature 600 °C are used (Fig. 15a). A Slow Pyrolysis rotating retort for thermochemical conversion of 2 kg/h feed capacity and maximum temperature 900 °C (Fig. 15b).
Fig. 15a. Flow Fast pyrolysis reactor (6 kg/h)
Fig. 15b. Rotating retort. Oxydating pyrolysis.
3.3.3 SP
A cyclone pyrolysis plant with a raw material capacity of up to 40 kg/h is located at SPs facility in Piteå, Sweden, Fig. 16a. The pyrolyzer can operate batch wise and at temperatures up to 800 °C, and can produce high quality pyrolysis oil (no contamination by sand) and it is possible to withdraw the char from the process.

Horizon 2020 ref. 654371 D2.1: Report on the capabilities, facilities, networking and
funding sources of the consortium partners in the field of forest biomass primary processing
Issue 1.1 29/04/2016
33
Figure 16a. The Pyrolysis Oil Cyclone Plant (POC) at SP.
In Piteå SP also has a pilot scale pressurized entrained flow biomass gasifier with a capacity of up to 200 kg/h, Figure 16b. The gasifier can operate continuously and at temperatures up to 1500 °C.
Figure 16b. The Pressurised entrained flow biomass gasifier (PEBG) at SP.
Both SP Processum and SP Process Development have experience in Hydrothermal Liquefaction (HTL) at laboratory scale (up to 0.5 liter reactor, max temperature 350 °C – 500 °C, pressure 350 bar).

Horizon 2020 ref. 654371 D2.1: Report on the capabilities, facilities, networking and
funding sources of the consortium partners in the field of forest biomass primary processing
Issue 1.1 29/04/2016
34
3.3.4 Tecnalia
The gasification pilot plant is composed by a thermal dryer, a waste biomass feeding system, a gasification reactor, a gas characterization system and a gas treatment process. This plant will be adjusted to the process and selected biomass requirements. The main adjustment will be relating to the feeding system. Continuous reaction gases and catalyst feeding can be adjusted to the technical requirements.
In the following picture is described the different components of the pilot plant whose technical specifications are
Bubbling Fluidized Bed Reactor
Biomass feeding system: max 2 kg/h of dry biomass
Temperature: up to 950ºC
Pressure: atmospheric
Gasification agent: air; steam water; O2 or mixtures
Gasification bed: inert or catalytic bed
Gas Treatment: one cyclone and one water scrubber.
Possibility to include more elements:
Reactor
Cyclone
Scrubber
Steam generator
Biomass Feeding system
SynGas

Horizon 2020 ref. 654371 D2.1: Report on the capabilities, facilities, networking and
funding sources of the consortium partners in the field of forest biomass primary processing
Issue 1.1 29/04/2016
35
Figure 17. Picture of the gasification pilot plant facility in TECNALIA for continuous gasification process. Max. feeding rate: 2 kg/h dry biomass.
3.3.5 FCBA
Cooking equipments described in chapter 3.2.6 can also be used for hydrothermal carbonization of forestry lignocellulosic materials.
3.3.6 Aalto
The main two research areas at Energy Engineering and Environmental Protection research group at Aalto University are efficient power plant processes using biomass and different waste types as fuel and mineral carbonation of CO2. The current main facilities of the research group are presented in Tables 4 and 5. The existing combustion furnaces, combustion and spraying chambers and different separate combustion devices are presented in Table 4. These are available and previously developed and they form important surroundings for measurements in this field.

Horizon 2020 ref. 654371 D2.1: Report on the capabilities, facilities, networking and
funding sources of the consortium partners in the field of forest biomass primary processing
Issue 1.1 29/04/2016
36
Table 4. Available furnaces, combustion and spraying chambers and devices
Aalto University, Energy Engineering and Environmental Protection
Circulating pilot scale fluidized bed CFB waste gasifier/combustor with multilevel visualization and gas analysis.
Several spraying chambers, from model scale to full scale, typically used with black liquor spraying and research on Kraft recovery boilers.
CO2 capture and storage pilot plan, first in Finland, patented, startup 2014, now in commercialization stage. Ca is dissolved from the steel “waste” slag and after filtering CO2 is bubbled through this and as a valuable reaction product precipitated calcium carbonate PCC is formed.
Tubular furnace for small scale burners, 100 kW range, gas/liquid/solid fuels. Studies recently done on burning poor quality landfill gases.
Table 5. Analysers, cameras etc.
Aalto University, Department of Energy Technology
Video-cameras for spray image analysis, size and velocity, Sensicam, Flashcam
PDA, Phase Doppler Analyser for particle velocity and size
LaVision PIV/LIF/LII for 2D(3D) velocity, radical concentration and soot formation studies, purchase year 2004
Optris Pyrometer for 900-3000°C and thermal cameras for metallurgical and combustion applications
FLIR MWIR-camera for thermography and through-furnace studies, single droplet combustion studies, very sensitive thermal studies
TEMET GASMET FTIR gas analyser
CO/CO2/O2/NOx/THC etc. gas analysers and particle size distribution measurement device (ELPI) for process monitoring
Furnace endoscopes, 1-3 m into the hot furnace
Malvern particle size analyser
3.3.7 SINTEF
Several test rigs for torrefaction, pyrolysis and gasification are available:
Gasification, pyrolysis and torrefaction rigs at Sintef Materials and Chemistry and Sintef Energy include

Horizon 2020 ref. 654371 D2.1: Report on the capabilities, facilities, networking and
funding sources of the consortium partners in the field of forest biomass primary processing
Issue 1.1 29/04/2016
37
o a Laboratory scale (“1g adsorbent”, flows < 0.5 L/min) set-up for performance testing of solid adsorbents (ceramic reactor) at high temperatures (H2S removal from model feed (< 5,000 ppm S, etc.), with on-line MS analytical section
o a Rig/set-up for reaction kinetics measurements or performance testing of for example water-gas-shift for syngas composition adjustment (WGS) or catalytic synthesis (biosyngas) to olefins or synthetic natural gas (SNG) at laboratory scale (“1g catalyst”, flows < 1 L/min, pressure < 5 bars).
o A small pilot scale fast pyrolysis fluidized bed reactor with a capacity of 400 g/h with downstream fixed bed for vapor upgrading and staged condenser for bio oil fractionation
o Entrained flow gasification reactor. Primarily used to study if a fuel is suitable for gasification towards biofuels as well as for heat and power, to study soot and tar formation from gasified biomass, and to provide validation data to numerical models. It is a flexible reactor not limited to gasification. It can also be used for combustion and pyrolysis purposes. Specs: Capacity: 2 Kg/h (~10–15 kW), Pressure: 10 bar (g), Temperature (1,500 °C), Continuous operating time: 6 h.
o Torrefaction reactor for production of torrefied biomass. Specs: Capacity: 0.2–7 Kg/h, Pressure: atmospheric, Temperature: 200–300 °C, Fuel size: 1–25 mm.
Figure 18a. Fluidized bed and fixed bed pyrolysis units.
Hydrothermal conversion rigs for bio oil and carbon production are:
a. Batch carbonization reactor. Specs: Capacity: 250 mL, Pressure: 200 bar, Temperature: 400 °C
b. Batch liquefaction reactor. Specs: Capacity 600 mL, Pressure: 60 bar, Temperature 250 °C
c. Continuous liquefaction reactor. Specs: Capacity: 1–5 mL/min, Pressure: 300 bar, Temperature: 550 °C, Slurry pump capacity: 500 mL
d. Carbonization/pyrolysis reactor for production of biocarbon. Specs: Capacity: 50 g, Pressure: atmospheric, Temperature: 550 °C
In addition Sintef is cative in the design and development of wood and pellet stoves, Fuel storage and characterization (Storage stability, Elemental analysis, water content, calorimetry, TGA-DC/MS, MS, XRD, FT-IR, Water content by Karl Fischer, Ash melting analyser etc.)

Horizon 2020 ref. 654371 D2.1: Report on the capabilities, facilities, networking and
funding sources of the consortium partners in the field of forest biomass primary processing
Issue 1.1 29/04/2016
38
Further Sintef owns one of Scandinavia’s most complete and advanced mass spectrometry (MS) platforms for the analysis of complex mixtures, including a 12 Tesla FT-ICR-MS instrument that is unique in Scandinavia. The MS facilities are also one of Agilent’s reference labs. The MS platform is well suited for analysis of complex biomass derived liquids (biomass extracts, biomass hydrolysates, pyrolysis liquids, lignins, complex carbohydrates, etc.).
Figure 18b. Mass spectrometry capacities at Sintef.
3.3.8 PPIMC
A combustion furnace, as well a pyrolyzer reactor is available for the thermochemical conversion of forest biomass. The pyrolyzer works at temperatures up to 600 °C, at lab level and has a capacity of 0.5-10 g.
3.4 Summary
The Work Package 2 (WP2), Deliverable 1 (D2.1) demonstrates knowledge based capability for development European research infrastructure in the field of forest biomass Primary processing. The Primary processing includes tree basic sectors: pretreatment technologies, pulping and thermochemical conversion of forest biomass. ERIFORE WP2 biorefinery demonstrates research opportunities not only for conventional technologies but also for more advanced technologies as hemicelluloses prehydrolysis, fast pyrolysis, biopulping. All partners have advanced laboratory research equipment. Very advanced pilot scale equipment are available for many partners (VTT, FhG, SP, FCBA, INRA, TECNALIA, SINTEF, BBEPP), but some partners are limited to laboratory scale research.

Horizon 2020 ref. 654371 D2.1: Report on the capabilities, facilities, networking and
funding sources of the consortium partners in the field of forest biomass primary processing
Issue 1.1 29/04/2016
39
Table 6. Summary of ERIFORE partners Research infrastructure in the field of Forest based Bioeconomy
Country Pretreatment Pulping Thermal conversion
VTT Finland L L, s L, s, P
Aalto Finland L L P
FhG ICT Germany L L, s L
FhG CBP Germany - P -
SP Processum Sweden L, P, D - P
KTH Sweden L L, s -
SINTEF Norway L - L, s, P FCBA France L, s, P L, s, P L, s
INRA France L, P - -
Tecnalia Spain - - L, s
Wook K Plus Austria s s -
LSIWC Latvia L L L, s
PPIMC Romania L - L
BBEPP Belgium L, s, P L, s, P -
L=laboratory
s=semi pilot
P=pilot
D=demo
4 Co-operation networks
4.1 LSIWC
Knowledge of the development tendencies and innovations in forestry products favours the cooperation with Latvian woodworking enterprises, especially in the framework of the EU supported Forest Area Competence Centre.
The LSIWC cooperates with University of Latvia, Latvian University of Agriculture and Riga Technical University and provides opportunities for Bachelor, Master and Doctoral degrees. The LSIWC is collaborateing with Latvian State Forest Research Institute “Silava” – the main institution for forest inventory in Latvia. The LSIWC is using the Global Footprint Network www.footprintnetwork.org/public.The LSIWC has industrial cooperation with “Latvijas Finieris” (annual turnover over 220 M EUR).
4.2 VTT
In collaboration with other Finnish research provides VTT has close links to Aalto University in the form of joint Bioeconomy infrastructure (http://www.bioeconomyinfra.fi/) aimed at co-operation in the development and utilisation of research infrastructure for bioeconomy technologies. The Bioeconomy infrastructure is nominated on Finland’s National roadmap for Research Infrastructures 2014–2020 (FIRI). In addition VTT has

Horizon 2020 ref. 654371 D2.1: Report on the capabilities, facilities, networking and
funding sources of the consortium partners in the field of forest biomass primary processing
Issue 1.1 29/04/2016
40
close cooperation with Technical universities in Tampere and Lappeenranta, and universities in Jyväskylä and Helsinki.
At European level, VTT has been active in establishing collaboration with the main research providers through numerous research projects in the Horizon 2020, as well as through various initiatives for research infrastructure co-operations, such as ERIFORE, AERTOs Community (http://www.aertos.eu/en/Sidor/default.aspx) and SmartLi.
VTT has industrial cooperation in form of jointly funded public research projects in the field of primary processing with all major pulp and paper and chemical companies located in Finland (Metsä Group, Stora Enso and UPM Kymmene, Kemira). This is done bilaterally but also through CLIC Innovation Ltd which is an open innovation cluster owned by main Finnish process industries. The public part of the funding is in most cases received from Tekes (the Finnish Funding Agency for Innovation) or EU (Horizon 2020). In addition, there are several contract research activities with the Finnish industry as well as with international partners.
VTT thermochemical conversion centre has 100 experts and high quality experimental and analytical facilities. In public research thermochemical conversion centre has wide portfolio of EU and national R&D projects with close industrial co-operation. VTT serves private companies in commercial R&D and piloting projects are carried out in VTT Bioruukki pilot centre and support industrial demonstrations and flagship developments.
4.3 FhG
Fraunhofer CBP actively participates in the following networks:
BioEconomy Cluster, which integrates research and industrial activities relevant to the bioeconomy in central Germany. The cluster’s core objective is the sustainable value creation from non-food biomass such as wood as input for the production of materials, chemical products and energy.
The Science Campus Halle (WCH), which pursues the systematic and sustained development of a multi-disciplinary center for plant-based bioeconomy. The WCH thus provides an important base for future applications such as those implemented industrially in the neighbouring regional leading-edge BioEconomy cluster, as well as interdisciplinary-trained professionals for industry.
COMET program (Competence Centres for Excellent Technologies), where FhG CBP contributes its expertise in lignocellulose fractionation and the development of biotechnological and chemical processes.
COST Action FP1306 - Valorisation of lignocellulosic biomass side streams for sustainable production of chemicals, materials & fuels using low environmental impact technologies (http://www.cost.eu/COST_Actions/fps/FP1306)
ZIM Cooperation Network Biorefineries (BioRaf) - Within the BioRaf cooperation network, concepts and business opportunities for biorefineries as well as innovative products and processes are especially developed for small and medium-sized enterprises. In addition, synergeticy effects should be established in order to tap into the full potential in the field of biorefinery. Fraunhofer CBP is an associate member of the BioRaf network (www.bioraf-netzwerk.de)

Horizon 2020 ref. 654371 D2.1: Report on the capabilities, facilities, networking and
funding sources of the consortium partners in the field of forest biomass primary processing
Issue 1.1 29/04/2016
41
The key industrial partner in the area of primary processing is Linde AG, Germany. Together the further development of the Fraunhofer-Organosolv-technology is taking place within a BioEconomy –cluster-project (funded by ministry of education and research, BMBF)
4.4 SP
SP Technical Research Institute of Sweden is fully owned by the Swedish government via RISE – Research Institute of Sweden. The RISE group, which besides SP includes Swedish ICT, Swerea and Innventia is a central part of the national research network.
Innventia works with innovations based on forest raw materials with strong competence in pulp, paper and packaging. It is owned by the pulp and paper industry and the Swedish government through RISE.
Swerea focuses on materials development, production development and product development with strong competence in, for example, textile materials and composites. Swerea is jointly owned by the Swedish government and industry companies. Operations are conducted in five research institutes (Swerea IVF, Swerea KIMAB, Swerea MEFOS, Swerea SICOMP and Swerea SWECAST).
Swedish ICT is active within Information and Communication Technology – ICT. The group comprises Acreo Swedish ICT, SICS Swedish ICT, Interactive Institute Swedish ICT and Viktoria Swedish ICT.
Bioeconomy is one of the most important R&D platforms within RISE as well as the SP Group (Figure 19).
Figure 19. SP Bioeconomy R&D areas.
As the main polytechnical institute in Sweden, SP collaborates with all the main
national industries and research organisations. SP has a little more than 10’000 customers from public and private organisations.

Horizon 2020 ref. 654371 D2.1: Report on the capabilities, facilities, networking and
funding sources of the consortium partners in the field of forest biomass primary processing
Issue 1.1 29/04/2016
42
4.5 KTH
KTH is involved in several research efforts related to the technology area Primary processing. The primary cooperation is within the Wallenberg Wood Science Centre (WWSC), which is a 10-year 50 MEUR research effort. Within the centre, which is led by KTH, most major Swedish universities are participating. Within WWSC there are research activities towards pretreatment and pulping.
4.6 FCBA
FCBA cooperates with the most important R&D institutes and major pulp & paper companies in France and in Europe on the topics involved in this deliverable.
4.7 INRA
A key research networks for biomass primary processing identified at national level is 3BCAR which aims to develop research partnerships with companies on projects dedicated to the transformation of biomass into Bioenergies, BioBased materials and molecules.
On a local level, LCA is involved in strong collaborations with the three main academic institutions of Toulouse (INPT, UPS and INSA) and with local enterprises. LCA is as well engaged in the AGROMAT platform.
IATE collaborates with a large number of partners in national and international projects (http://umr-iate.cirad.fr/en/projects).
4.8 Tecnalia
The Division of Energy and Environment (DEMA) of TECNALIA actively participates in the following networks:
• BIOPLAT, which integrates research and industrial activities relevant to the bioeconomy in SPAIN. The cluster’s core objective is the sustainable value creation from non-food biomass such as wood as input for the production of materials, chemical products and energy.
• SUSCHEM SPAIN, a delegation of SUSCHEM Europe that assists the chemical industry.in research and development activities.
• AERTOS BBE. A collaboration between seven relevant RTO’s in Europe: TNO-VTT-SP-SINTEF-VITO –Fraunhofer and TECNALIA to foster the bioeconomy activities in Europe.
• Member of BIC Biconsortium, of EUROPE.
4.9 Wood K Plus
The great part of the research is public research in cooperation with companies under the COMET(Competence Centers for Excellent Technologies) programme of the Austrian Research Promotion Agency (FFG). The objective of COMET is the initiation of high-quality research defined jointly by science and industry with a medium-term to long-term perspective. Wood K plus has defined a long term research programme (2015-2018) and counts 26 partner companies and 13 scientific partners.

Horizon 2020 ref. 654371 D2.1: Report on the capabilities, facilities, networking and
funding sources of the consortium partners in the field of forest biomass primary processing
Issue 1.1 29/04/2016
43
4.10 BBEPP
BBEPP participated in the VISIONS project (supported by the Flemish Agency for Innovation by Science and Technology (IWT) and co-funded by a large consortium of companies interested in either valorising their waste stream or in finding alternative feedstocks for biobased processes. In the project, an inventory of organic waste streams and by-products that are abundantly available in Flanders were made up. The products are clustered depending on their composition and an efficient processing technology that turns the waste-stream into a valuable resource for new biobased value chains, was identified. BBEPP optimized and demonstrated 2nd generation technologies at an industrially relevant scale for lignocellulosic materials. Focus was on pretreatment technologies and hydrolysis of biomass into fermentable sugars.
BBEPP also participated in the EU-funded 2GBIOPIC consortium on 2nd Generation Bioethanol production based on Organosolv Process at atmospheric Conditions. The main focus of BBEPP was on the hydrolysis of the hemicellulose and cellulose fractions into xylose and glucose respectively.
4.11 Aalto
One of the strengths of Aalto University is its close connections with both industrial partners and public institutions and universities, both in Finland and internationally. The public institutions include Academy of Finland, Tekes (the Finnish Funding Agency for Innovation), VTT, University of Helsinki, as well as Fraunhofer Center for Chemical-Biotechnological Processes CBP. The industrial partners include e.g. Stora Enso, Andritz, UPM Kymmene, Metsä Group, Kemira, Fortum, and Neste Oil.
The research unit of Engergy Engineering and Environmental Protection has really active collaboration nationally and internationally. Some examples of long term partners include Åbo Akademi University/Process Chemistry Centre, University of Oulu/Process Metallurgy, VTT/several units, University of Jyväskylä/chemical pulping, Technical University of Tampere/several units, KTH/Heat and Power Technology and University of Toronto/Faculty of Applied Science & Engineering. Some examples of industrial partners are Andritz, Valmet, Outotech, Outokumpu Stainless, SSAB, Fortum, Oilon and Gasum.
The joint Bioeconomy infrastructure (http://www.bioeconomyinfra.fi/) manifests the close relationship between Aalto University and VTT. The Bioeconomy infrastructure is nominated on Finland’s National roadmap for Research Infrastructures 2014–2020 (FIRI), aiming at co-operation in the development and utilisation of research infrastructure for bioeconomy technologies.
4.12 SINTEF
The SINTEF departments involved in this project have participated in several European and Norwegian projects in the field of renewable energy (e.g. FASTCARD, AERTOs, Capture+, BIOCAT, AFORE, TE-RENE-RES, EuroBioRef). SINTEF is actively participating in ETP's SUSCHEM and Biofuels, EIBI, in the EERA Joint program on Bioenergy and was involved in preparation of the PPP BRIDGE within EU's Horizon

Horizon 2020 ref. 654371 D2.1: Report on the capabilities, facilities, networking and
funding sources of the consortium partners in the field of forest biomass primary processing
Issue 1.1 29/04/2016
44
2020 Framework. SINTEF is associated member of the European Biobased Industry Program (BBI).
SINTEF is collaborating with all actors of land- and seabased biomass conversion in Norway. With the aim to establish a robust bioeconomy SINTEF is constantly involved in Norwegian industrial, competence building and researcher projects. An application for a Norwegian Center of Biobased Energy has been submitted.
SINTEF is partner of the European Nanoporous Materials Institute of Excellence (ENMIX).
Further, the ninth Memorandum of Understanding between India and Norway promoting academic cooperation between both countries was signed between SINTEF and CSIR in October 2014. Both CSIR-IIP and SINTEF Materials and Chemistry are heavily involved in, and put strategic emphasis on research for developing sustainable routes to fuels and chemicals as a pillar of the Energy21 strategy of the Norwegian Ministry of Petroleum and Energy.
4.13 PPIMC
On a national level, PPIMC is involved in strong collaborations with some research institutions (Gheorghe Asachi Technical University, Transilvania University from Brasov) and with local enterprises.
4.14 Summary
Co-operation networks are vitally important for ERIFORE project and Europen Circular Forest Bioeconomy development. All partners have own networks. Some networks are weak in contacts with industry. The reason is thin developed industry, particularly post-socialistic countries as Latvia. All partners have good contacts with education institutions.
5 Funding sources
5.1 VTT
Main part of infrastructure investment in the Finnish innovation system is supported by public financiers (e.g. Tekes) through accepting depreciations for research equipment investments as direct research costs. There are very few other funding instruments for investments to research equipment of facilities. However, the academy of Finland has a funding instrument for research equipment called FIRI, where the research infrastructure having the national FIRI-status (as Aalto and VTT) have certain priority. In the past years European Regional Development Fund (ERDF) has financed research infrastructures through Finnish regions, but that funding source is not currently active in investment funding. In these circumstances VTT has received special grants directly from the national government budget for large infrastructure investments, such as the Bioruukki Pilot Centre.

Horizon 2020 ref. 654371 D2.1: Report on the capabilities, facilities, networking and
funding sources of the consortium partners in the field of forest biomass primary processing
Issue 1.1 29/04/2016
45
Planning and arranging the VTT’s cooperation actions for research infrastructures are mainly financed by EU-level through Coordination and Support Acations (CSA) of Horizon 2020 or Interreg Europe instruments. For domestic co-operation, there are not really funding sources, but VTT has to fund those from its own budget.
5.2 LSIWC
Latvian State Institute of Wood Chemistry is getting funding for primary processing infrastructure development, investments and for support and coordination actions from several national and EU funded projects:
ERDF – European Regional Development Found
2011-2015 Forest and Water Resources Research Centre of National Importance in Science Infrastructure
2015 Development of Excellence of Latvian State Institute of Wood Chemistry
Scientific institution Base funding for 2016
Forestry Competence Centre (cooperation of science with industry. Financial support from industry)
COST Action FP 1105. Understanding wood cell wall structure, biopolymer interaction and composition: implications for current products and new material innovation. On 4-8 April 2016, Riga the LSIWC will organise “The physical principles underpinning self-organisation in plants” training school.
5.3 FhG
Fraunhofer CBP is involved in several national and EU projects. Regarding primary processing key projects are:
Biomasse-Aufschluss 2 funded by the German Federal Ministry of Education and Research
KomBiChemPro funded by the German Federal Ministry of Education and Research
SteamBio funded by the EU within SPIRE 2 / Horizon2020
CarboPrec funded by the EU in line with the 7th Framework Programme
BioConSepT funded by the EU in line with the 7th Framework Programme
Bio-QED funded by the EU in line with the 7th Framework Programme
Key infrastructure investments were the building of Fraunhofer CBP (German Federal Ministry of Education and Research, German Federal Ministry of Food and Agriculture, Ministry of Science and Economy Saxony-Anhalt) and the modification of lignin precipitation (Ministry of Science and Economy Saxony-Anhalt).

Horizon 2020 ref. 654371 D2.1: Report on the capabilities, facilities, networking and
funding sources of the consortium partners in the field of forest biomass primary processing
Issue 1.1 29/04/2016
46
5.4 SP
The total R&D turnover of the SP Group was approximately 1600 MSEK in 20151. Out of this, basic funding from the state was 245 MSEK, other public funding was 406 MSEK and income from private companies was 950 MSEK, whereof 420 MSEK from SMEs. The largest Swedish R&D funding sources for the SP group were the Swedish Innovation Agency, the Swedish Energy Agency and the Swedish Research Council Formas. The turnover in EU funded projects was approximately 11.5 M€. The general picture of main funding sources for the SP group applies also to the SP activities within the bioeconomy area.
Infrastructure investments are typically funded by various public funding sources. Investment size and funding source for key infrastructure investments are given in table below. Key investments are The Biorefinery Demo Plant funded by the Swedish Energy Agency etc. and SP Pilot Park funded by European Regional Development Fund, Swedish Innovation Agency and Västernorrland County. Support and coordination actions may be funded by public agencies in the form of various knowledge and competence centres, large innovation programs and regional innovation development initiatives. The Swedish innovation agency, VINNOVA, is an important distribution channel of the public funding. In certain regions of Sweden, EU structural funds are
commonly used to fund coordination and support actions. H2020 CSA projects a also a source of funding for this type of activities. SP has been, and is, part of several CSA projects.
5.5 KTH
Knut and Alice Wallenberg Foundation (50 MEUR/10 years).
5.6 FCBA
Pulping and bleaching facilities were mostly funded by internal funds. Microfibrillated cellulose pilots were funded by COPACEL (French association of pulp & paper manufacturers).
5.7 INRA
External funding sources for LCA are coming for 35% from French public research organization (ADEME, FEDER, ANR, Ministry), 30% from private companies, 15% from the European Union and 15-20% from local organization (Conseil Régional Midi-Pyrénées).
5.8 Tecnalia
Main part of infrastructure investment in the Spanish innovation system is supported by public administrations. In the past years European Regional Development Fund (Fondos FEDER) has financed research infrastructures through the Basque land region, but that funding source is not currently active in investment funding.
1 Rapport över FoI inom SP-koncernen 2015. SP Technical Research Institute of Sweden.

Horizon 2020 ref. 654371 D2.1: Report on the capabilities, facilities, networking and
funding sources of the consortium partners in the field of forest biomass primary processing
Issue 1.1 29/04/2016
47
5.9 Wood K Plus
The great part of the research is public research in cooperation with companies under the COMET(Competence Centers for Excellent Technologies) programme of the Austrian Research Promotion Agency (FFG). The objective of COMET is the initiation of high-quality research defined jointly by science and industry with a medium-term to long-term perspective. Wood K plus has defined a long term research programme (2015-2018) and counts 26 partner companies and 13 scientific partners.
5.10 BBEPP
Infrastructure investment in the Belgian/Flemish innovation system is supported by either the Hercules Foundation or through the ERDF (European Regional Development Fund). The Hercules Foundation is a structural funding instrument for investments in research infrastructure for fundamental and strategic research in all scientific disciplines. On the other hand, the ERDF funding is twofold: ERDF in Flanders and ERDF in Flanders and Europe (INTERREG). For instance, BBEPP was founded through the INTERREG Flanders-The Netherlands Program. Additional funding for investments was acquired through INTERREG NWE (North-West Europe) and regional ERDF funding.
Other federal and Flemish financing possibilities (by accepting depreciations for research equipment investments as direct research costs) include IWT and FWO. The IWT (Agency for Innovation by Science and Technology) funds R&D projects for SMEs, ROs, and large businesses. FWO (The Research Foundation – Flanders) is an agency that supports ground-breaking fundamental research at the universities of the Flemish Community.
5.11 Aalto
Main part of infrastructure investment in the Finnish innovation system is supported by public financiers (e.g. Tekes) through accepting depreciations for research equipment investments as direct research costs. There are very few other funding instruments for investments to research equipment of facilities. However, the academy of Finland has a funding instrument for research equipment called FIRI, where the research infrastructure having the national FIRI-status (as Aalto and VTT) have certain priority.
5.12 SINTEF
SINTEF shares equipment and infrastructure with the Norwegian University of Technology NMBU as well as Oslo University. This includes bio and chemical reactors and advanced analysis tools.
SINTEF has industrial collaborated with Norwegian forestry, gas and oil as well as chemical industry, such as Statoil, Borregaard, in form of national and European joint projects (FastCard, Capture+, Grail, EcoLodge etc.) The main part of funding comes from the Norwegian Research Council and H2020. Other funding sources include the Nordic Energy Research foundation as well as direct industry projects.
Recently an infrastructure investment was done based on the Norwegian Biorefinery Laboratory (NorBioLab) grant (2014–2021) from the Research Council of Norway to establish a unique national biorefining laboratory with a central role in

Horizon 2020 ref. 654371 D2.1: Report on the capabilities, facilities, networking and
funding sources of the consortium partners in the field of forest biomass primary processing
Issue 1.1 29/04/2016
48
research aiming at developing novel processes for sustainable conversion of Norwegian land and sea-based biomass.
5.13 PPIMC
In PPIMC, last research facilities and equipment for wood primary processing is supported by public financier (National Plan for Research, Development and Innovation).
6 Conclusions
1. All partners in have good expertise capabilities in following areas: pretreatment technologies, pulping technologies, thermochemical conversion of wood biomass into chemicals, composite materials and biochemicals. This is typical biorefineries approach with accept on infrastructure research for circular Forest Bioeconomy.
2. All partners have advanced laboratory research equipment. Very advanced pilot scale equipment are available from many partners (VTT, FhG, SP, FCBA, INRA, TECNALIA, SINTEF, BBEPP), but some partners are limited to laboratory scale research. Collaboration in ERIFORE helps the partners to utilise other partner’s complementary research facilities.
3. All partners have very good domestic co-operation networks between research organisations, and most partners have good links to domestic industry. European research networks are in most cases at good level. However, ERIFORE consortium should further strengthen the cooperation, cross-utilisation and awareness of research infrastructures, and some partners would like to strengthen cooperation with industry.
4. Most partners have the major part of infrastructure development and investments funding from national or regional public sources in combination to own investment funding. Most of the partners have utilised the ERDF (European Regional Development Fund) funding. In addition, some partners have utilised additional investment sources, such as industry or foundations.
.

ATTACHMENT
7 WP2 Data collection sheets
Pretreatment technologies
Equipment name Equipment type Heating system Mixing system Volume, lNumber of
reactors
Charge of raw
material, kg o.d.
Max
temperature,
°C
Max pressure,
barReactor material
Additional
information
Participatio
n Nr.
Organisation
name
Geografic
location
Steam explosion reactor Reactor HP Steam _ 10 1 0,1 - 1,0 205 20 Stainless steel
Blow tank
discharge, or
pressure release
with raw material
in a basket
1 VTT Espoo, Finland
ReactorShrinking bed
reactorElectrical - 0.19 1 n/a 300 130 Stainless steel
A small-scale
percolation-type
reactor used for
pressurized hot
water extractions
2 AALTO Espoo, Finland
Microwave reactor Batch Electrical - 0.02 1 n/a Glass 2 AALTO Espoo, Finland
Büchi bep 280Stirred laboratory
autoclave
Heating by
circulating water
or oil by the
jacket of the
reactor.
Stirrer 1.6 1 n/a 200 6 Glass 2 AALTO Espoo, Finland
Milling Cutting mill - - - 1 100-200 kg/h - atmospheric 3 FhG Leuna, Germany
Pre-treatment reactor Steam explosion Steam - 40 1 6 230 30 Stainless steel 4SP Processum
ABÖrnsköldsvik, SE
Pre-treatment reactor Continuous Steam Feed screw 40 1 1-2ton/24h 220 30 Stainless steelresidence time 3-
15 min4 SP AB Örnsköldsvik, SE
Microwave reactor Batch Electrical Magnetic stirrer 0,02 1 n/a 300 20 Glass 4SP Processum
ABÖrnsköldsvik, SE
High Pressure reactor Batch Electrical Overhead stirrer 0,3 1 n/a 350 350 Stainless steel 4SP Processum
ABÖrnsköldsvik, SE
Beating Grinder Semi-continuous Electrical - - 1 - - - Stainless steel 4SP Processum
ABÖrnsköldsvik, SE
Pre-treatment reactor Batch Steam ? 10 1 - 230 30 Stainless steel? 4 SP AB Borås, SE
Cyclone pyrolyzerBatch- daily
operationRecirculated gas Cyclone - 1 up to 40 kg/h >800 Steel 4 SP AB Piteå, SE
Pressurized entranied flow gasifierContinuous -
weekly operationDirectly heated
Entrained flow
principle- 1 up to 200 kg/h >1500 9 Refractory 4 SP AB Piteå, SE
Steam explosion
Reactor, steam
generation,
receiver,
condensation
gases receiver
Steam * 15 1 0,04-0,5 300 15 Stainles steel Single step 5 KTH Stockhol, Sweden
Impregnation with refinerPilot single disc
refinersteam refiner 1 5kg/h 160 5 Stainles steel Continuous feeding 7 FCBA Grenoble. France
AutoclavesAutoclaves in a
thermostated bathOil bath Rotation
different
sizes6 1 mg to 200gr 180 8 Stainles steel 7 FCBA Grenoble. France
Recirculation reactor ElectricalCirculation of
liquid10 2 2kg 180 8 Stainles steel
Recirculation of
liquor along
treatment
7 FCBA Grenoble. France

ATTACHMENT
50
MDS Pressafiner Plug Screw Feeder Steam/ElectricityExpansion after
compression1 10kg/h 110 3 Stainles steel Continuous feeding 7 CTP/FCBA Grenoble. France
Cooking pilot plantPilot reactor with
liquid circulationSteam
Circulation of
liquid1300 2 200 180 8 Stainles steel 7 CTP/FCBA Grenoble. France
Grinder ELECTRA F3 1 100 - 800 kg/h 8AGROMAT,
LCA, INRATarbes, France
Grinder ELECTRA BC P 1 100 - 800 kg/h 8AGROMAT,
LCA, INRATarbes, France
GrinderELECTRA
GOULU N1 100 - 800 kg/h 8
AGROMAT,
LCA, INRATarbes, France
Vibratory Sieve RITEC ∅ 600 mm 1 60 - 100 kg/h 8AGROMAT,
LCA, INRATarbes, France
DryerCLEXTRAL
Evolum 600Belt dryer, air flow 1 170°C
Drying surface :
1600 x 2000 mm8
AGROMAT,
LCA, INRATarbes, France
Defibering systemLaroche Cadette
10001 50 à 200 kg/h 8
AGROMAT,
LCA, INRATarbes, France
Extrusion system
CLEXTRAL
Evolum HT53
Twin screw
extrusion
technology
1 2 - 200 kg/h 300°C 275 bar 8AGROMAT,
LCA, INRATarbes, France
Extrusion system
SCAMEX
Modular co-
xtrusion line with
Single screw
extruders
1 8AGROMAT,
LCA, INRATarbes, France
Tournaire extaction system Tournaire 200 L 1 8 LCA, INRA Toulouse, France
Heating system
Direct thermal
induction by
electrical field
(50L)
50 L 1 8 LCA, INRA Toulouse, France
Reactor
Multi-purpose
chemical reactor
coupled to
distillation column
and liquid/liquid
extraction
30 L 1 8 LCA, INRA Toulouse, France
Centrifuge 50 L 1 8 LCA, INRA Toulouse, France
Filltration Membrane fitration 1 10 L/h 8 LCA, INRA Toulouse, France
ReactorPolyvalent reators
for pretreatment8 IATE, INRA
Montpellier,
France
Grinder Cryogenic grinding 8 IATE, INRAMontpellier,
France
Vibratory Sieve Forced sieving 8 IATE, INRAMontpellier,
France
Grinder
Cutting mill, ball
mill, Impact mill,
pin mill, jet mill
8 IATE, INRAMontpellier,
France

ATTACHMENT
51
Fermenter Fermenter
Heating by
circulating water
or oil by the
jacket of the
reactor.
Rotation 2 1 80 ambient Glass 9 Tecnalia Spain
Fermenterin-situ sterilizable
fermenter
Heating by
circulating water
or oil by the
jacket of the
reactor.
Rotation 42 1 130 4 Stainles steel 9 Tecnalia Spain
Autoclave Autoclave Electrical Rotation 0.1 4 215 200 Stainles steel 9 Tecnalia Spain
Autoclave Autoclave Electrical Rotation 1 1 350 131 Stainles steel 9 Tecnalia Spain
Autoclave Autoclave
Heating by
circulating water
or oil by the
jacket of the
reactor.
Rotation 4 1 450 224 Stainles steel 9 Tecnalia Spain
Autoclave Autoclave Rotation 0.3 1 350 200 Stainles steel 9 Tecnalia Spain
ReactorStirred Tank
reactor
Heating by
circulating water
or oil by the
jacket of the
reactor.
Rotation 20 1 150 ambient Glass 9 Tecnalia Spain
Autoclave (Innoweld) Autoclave (Batch)2 electrical
heating baths- 150 1 n/a 280 18 Stainless steel 10 Wood K plus Tulln, Austria
Steam explosion
Reactor, steam
generation,
receiver,
condensation
gases receiver
Electrical * 0,5 1 0,04-0,1 250 40 Stainles steelTreatment time
...seconds-15 min.11 LSIWC Riga, Latvia
Pre-treatment reactorReactor, steam
generationSteam Feed screw 13,7 1 1-4 110-180 9 Stainles steel 11 LSIWC Riga, Latvia
Microwave reactor batch electrical 0,05 1 n/a 300 Stainless steel 12 PPIMC Iasi, Romania
Planetary Ball Mill PM 100 Retsch electrical 0,5 1 1-50 g 90 Stainless steel 12 PPIMC Iasi, Romania
Extrusion system Brabender LabStation electrical 0,5 1 0,5 300 12 PPIMC Iasi, Romania
Thermal treatment
Direct steam
injector and Jet
cookers with
holding tube
steam rotation atmospheric Stainles steel 13 BBEPP Ghent, Belgium
Enzymatic hydrolysis Reaction vessels steam rotation500 L -
50000 L
13 pilot
scale
reactors
atmospheric Stainles steel 13 BBEPP Ghent, Belgium
Milling
Dry/wet milling
devices: roller
crusher, knife mill,
hammer mill,
cutting mill, pin
disk mill, inline
mixer, pulper,
colloid mixer
up to
2000 L
reaction
vessel
8 apparatus atmospheric Stainles steel 13 BBEPP Ghent, Belgium

ATTACHMENT
52
Pulping technologies
Equipment name Equipment type Heating system Mixing system Volume, lNumber of
reactors
Charge of raw
material, kg o.d.
Max
temperature, °C
Max pressure,
barReactor material
Additional
informationParticipation Nr.
Organisation
name
Geografic
location
Muru Autoclave Air bath Rotation 1 6 0,020 - 0,150 200 20Stainless steel
316L
Mobile autoclave
reactor1 VTT Espoo, Finland
Muru Autoclave Air bath Rotation 1 6 0,020 - 0,150 200 20 Zirconium liningMobile autoclave
reactor1 VTT Espoo, Finland
Muru Autoclave Air bath Rotation 2,5 4 0,020 - 0,150 200 20 Teflon liningMobile autoclave
reactor1 VTT Espoo, Finland
Pulping reactor Autoclave Electrical Rotation 15 4 0,5 - 2,5 200 15 Stainless steel 1 VTT Espoo, Finland
Pulping reactor Digester SteamForced liquor
circulation30 1 1000-5000 200 20 Stainles steel 1 VTT Espoo, Finland
Bleaching reactor Autoclave Oil mantel Blade mixer 18 2 0,15 -1,0 90 Atmospheric AR-321 EFTEBleaching stages:
P, Paa, E, Q, X1 VTT Espoo, Finland
Quantum mark Reactor Oil mantelAnchor type
mixer, fluidized3,75 1 0,02 - 0,80 98 8 Halar 2343
Bleaching stages
O, OP, X1 VTT Espoo, Finland
Delfi Reactor Oil mantel Blade mixer 40 1 0,7 - 3,0 95 10 PTFE
Bleaching stages
O, OP, P, Paa, E,
Q, X
1 VTT Espoo, Finland
Norppa Reactor Oil mantel Blade mixer 25 1 0,5 - 2,0 95 Atmospheric PTFE
Bleaching stages
D, P, E, Q, X,
Paa
1 VTT Espoo, Finland
OTZO mini ReactorPulp pre-heated,
insulatedBlade mixer 2 1 0,02 - 0,1 65 Atmospheric Polyacryl
Ozone bleaching,
Gas supply O2 +
O3
1 VTT Espoo, Finland
OTZO I ReactorPulp pre-heated,
insulatedBlade mixer 10 1 0,15 - 0,30 65 Atmospheric PVDF
Ozone bleaching,
Gas supply O2 +
O3
1 VTT Espoo, Finland
OTZO 2 ReactorPulp pre-heated,
insulatedBlade mixer 20 1 0,35 - 0,80 65 Atmospheric PVDF
Ozone bleaching,
Gas supply O2 +
O3
1 VTT Espoo, Finland
Hellsten Reactor Air bath Rocking 10 3 0,15 - 0,25 85 Atmospheric Glass fibreBleaching stages
D, E, P, X, H1 VTT Espoo, Finland
Hellsten Reactor Air bath Rocking 20 3 0,30 - 0,80 85 Atmospheric Glass fibreBleaching stages
D, E, P, X, H1 VTT Espoo, Finland
Water bath Plastic bag, jar Water bath Manual < 2 N 0,005 - 0,05 90 Atmospheric PlasticBleaching stages
D, P, E, Q, X1 VTT Espoo, Finland
Autoclave Digester Oil mantel 10 1 250 60 2 AALTO Espoo, Finland
Autoclave Digester Electrical 2.5 6 180 2 AALTO Espoo, Finland
Autoclave Digester Oil mantel 0.2 8 2 AALTO Espoo, Finland
Autoclave Digester Rotation 16 1
For oxygen
delignification and
peroxide bleaching
2 AALTO Espoo, Finland
Autoclave Digester Rotation 8 1 2 AALTO Espoo, Finland
MC-mixerCRS Engineering
mixing reactorElectrical Stirrer 2 1 0.2 200 15 Stainless steel
For alkaline
treatments and
ozone bleaching
2 AALTO Espoo, Finland
MC-mixerCRS Engineering
mixing reactorElectrical Stirrer 2 1 0.2 200 5 Titanium
For bleaching with
chlorine chemicals2 AALTO Espoo, Finland

ATTACHMENT
53
Water bath Plastic bag Water bath Manual < 2 N 0.005 - 0.05 90 Atmospheric PlasticPulp bleaching in
small scale2 AALTO Espoo, Finland
Pulping reactor Digester
tube bundel heat
exchanger with
thermal oil
Forced liquor
circulation400 1 25-70 225 36
Stainless steel
(Duplex)
ATEX, tank farm
for displacement
washing
3 FhG Leuna, Germany
Pulping reactor Autoclave Air bath Rotation 1 2 0,1-0,3 200 130 Stainless steel 3 FhG Leuna, Germany
Pulping reactor Autoclave Steam N/A 3 6 0,3 250 15 Stainless steel 5 KTHStockholm,
Sweden
Pulping reactor Digester SteamForced liquor
circulation30 1 1000-5000 200 15 Stainles steel 5 KTH
Stockholm,
Sweden
Lab cooking
systemAutoclave Oil bath Rotation 5 6 0,2 180 8 stainless steel 7 FCBA Grenoble, France
TMP pilot Continuous refiner Steam 1 5 160 5 stainless steel Andritz 7 FCBA Grenoble, France
CTMP pilotMDS Pressafiner
+ continuous Steam 1 several kg 130 3 stainless steel Andritz 7 FCBA/CTP Grenoble, France
Cooking pilot Reactor Steam Liquid circulation 1300 2 200 180 8 stainless steel 7 FCBA/CTP Grenoble, France
Polyclave glass vessel heating jacket Teflon stirrer 1 1 up to 0,15 200 12 glass 10 Wood kplus Linz, Austria
Polyclave Autoclave heating jacket Teflon stirrer 3 1 up to 0,35 250 60 CrNiMoTi-steel 10 Wood kplus Linz, Austria
Polyclave Autoclave heating jacket Teflon stirrer 5 1 up to 0,8 250 40 CrNiMoTi-steel 10 Wood kplus Linz, Austria
Pulping reactor Autoclave Air bath, electrical Shaking 2 1 0,2 200 15 Stainles steelMobile autoclave
reactor11 LSIWC Riga, Latvia
Pulping reactor AutoclaveGlycerin bath,
ElectricalRotation 1,8 18 0,2 200 15 Stainles steel
Carrousel type,
mobil autoclave
reactor
11 LSIWC Riga, Latvia
Water bath
Thermostatic
water bath
Memmert
electrical shaking 29 2 100 Atmospheric Stainless steel1Pulp bleaching in
small scale12 PPIMC Iasi, Romania
Autoclave Digester Rotation 20 1wood
delignification12 PPIMC Iasi, Romania
Pulping reactor ATEX reactor Oil mantel Rotation 5400 1 180 7 Glass lined ATEX 13 BBEPP Belgium
Pulping reactor ATEX reactor Oil mantel Rotation 1000 1 180 7 Glass lined ATEX 13 BBEPP Belgium
Pulping reactor ATEX reactor Oil mantel Rotation 500 1 180 7 Glass lined ATEX 13 BBEPP Belgium
Pulping reactor ATEX reactor Oil mantel Rotation 85 1 180 7 Glass lined ATEX 13 BBEPP Belgium

ATTACHMENT
54
Thermochemical conversions
Equipment name Equipment type Feed capasityMax temperature,
°CMax pressure, bar Mode of operation Gas feed
Additional
informationParticipation Nr.
Organisation
name
Geografic
location
Bubbling Fluidized Bed
gasification Process
Development Unit
Fluidized bed gasifier 5 kg/h 950 Atmospheric Continuous Air, O2, H20, CO2, N2
Hotgas filtration
and reformer
reactor
1 VTT Espoo, Finland
Dual Fluidized Bed
gasification pilotFluidized bed gasifier 60 kg/h 950 Atmospheric Continuous Air, O2, H20, CO2, N2
Hotgas filtration
and reformer
reactor;
CFB/DFB gasifier
1 VTT Espoo, Finland
Pressurized Thermo
Gravimetric Analyser Fuel reactivity test unit 5 g 950 30 Batch N2, O2, H20, CO2, CO 1 VTT Espoo, Finland
Pressurized Fixed Bed
gasifierFixed bed gasifier 60 kg/h 1000 10 Continuous Air, O2, H20
Hotgas filtration
and reformer
reactor
1 VTT Espoo, Finland
Fast pyrolysis pilotFluidized bed fast
pyrolyser40 kg/h 700 Atmospheric Continuous Gas circulation
Product recovery
line1 VTT Espoo, Finland
Bench-scale Fast Pyrolysis
Unit
Fluidized bed fast
pyrolyser1 kg/h 700 Atmospheric Continuous N2, H2O
Product recovery
by ESP and
condensers
1 VTT Espoo, Finland
Slow Pyrolysis Unit Fixed bed slow pyrolyser 5 kg 900 Atmospheric Batch
Recovery of
condensable
products
1 VTT Espoo, Finland
Mobile Synthesis Unit
Synthesis unit for
Fischer-Trops, Metanol
and SNG synthesis
7 m3n/h 650 80 ContinuousCO, H2, H2O, gasification
product gas
Tube, HEX or
stirred tank
reactor
1 VTT Espoo, Finland
Atmospheric Fixed Bed
Reactor
Lab-scale catalyst
studies unit1000 Atmospheric Continuous
N2, CO2, CO, H2, CH4,
NH3, H2S, O2, H2O,
Toluene, Naphtalene
1 VTT Espoo, Finland
Pressurized Fixed Bed
Reactor
Lab-scale catalyst
studies unit950 20 Continuous
N2, CO2, CO, H2, CH4,
NH3, H2S, O2, H2O,
Toluene, Naphtalene
1 VTT Espoo, Finland
Circulating Fluidized BedFluidized bed gasifier,
pilot scale
20 kW fuel input,
volume flow for
fluidization 110 l/min
950 Atmospheric ContinuousH2O, CO, H2, CO2, CH4,
N2, HCl, C2H2, C8H8 etc.
Product gases are
analyzed on-line
using a Gasmet
DX-4000 FT-IR
2 AALTO Espoo, Finland
Parr reactor HTL Reactor 0,5 500 350 4 SPPD Södertälje Sweden
Biotage Initiator 2.0 Microwave reactor 0.2 to 20 e-3 200 20 4 SPPD Södertälje Sweden
Biotage Endeavor Screening reactors 1-8 e-3 200 35 4 SPPD Södertälje Sweden
Setaram C80 Calvert calorimeter 1,00E-02 300? ? 4 SPPD Södertälje Sweden
Buchi Reactors 0.1 to 5 250 60Catalytic
Hydrogenation4 SPPD Södertälje Sweden
Bubbling Bed Bench Scale
pyrolysis unit
Bench scale fluidized
bed reactor400 g/h 800 Atmospheric Continuous Air, He, O2, H20, CO2, N2
Catalyst bed and
staged condenser
downstream
6 SINTEF Oslo, Norway

ATTACHMENT
55
Fixed bed slow pyrolysis
reactor
Lab scale screening of
feedstocks and catalysts5 g 800 10 bar Batch Air, He, O2, H20, CO2, N2
Condenser
downstream6 SINTEF Oslo, Norway
Lab scale gasification rig Testing of gas adsorbents 1g adsorbent 1200 Atmospheric BatchAir, H2S, O2, CO2, H2O,
N26 SINTEF
Trondheim,
Norway
Entrained Flow gasification
reactor
Test of suitability of fuels
for gasification2 kg/h 1500 10 bar Continuous Air, He, O2, H20, CO2, N2 6 SINTEF
Trondheim,
Norway
Torrefaction reactorTorrefaction of powders
and pellets0.3-7 kg/h 300 Atmospheric Continuous Air, He, O2, H20, CO2, N2 6 SINTEF
Trondheim,
Norway
Batch carbonization reactor 250 mL 400 200 bar Batch Air, He, O2, H20, CO2, N2 6 SINTEFTrondheim,
Norway
Liquefaction reactor 5 mL/min 550 300 bar Continuous Air, He, O2, H20, CO2, N2 6 SINTEFTrondheim,
Norway
Pressurized Fixed Bed
Reactor
Synthesis unit for
Fischer-Trops, Metanol
and SNG synthesis30 l/h 800 100
ContinuousCO, H2, CO2, CH4, N2,
etc
Fully monitorized
coupled with
GMC 9 TEC
San Sebastian,
SPAIN
Pressurized Fixed Bed
Reactor
Synthesis unit for
Fischer-Trops, Metanol
and SNG synthesis1m3N/h 350 10
ContinuousCO, H2, CO2, CH4, N2,
etc
Fully monitorized
coupled with
GMC 9 TEC
San Sebastian,
SPAIN
Slow Pyrolysis Unit Rotating retort 2kg/h 900 Atmospheric Continuous Air, O2, H20, CO2, N2 Steam overheater 11 LSIWC Riga, Latvia
Fast pyrolysis unit Spiral type 6kg/h 600 Atmospheric Continuous Air, O2, H20, CO2, N2 Steam overheater 11 LSIWC Riga, Latvia
Lab pyrolysis unit reactor 0.5-10 g 600 Atmospheric semi-continous 12 PPIMC Iasi, Romania
FurnaceFurnace VULCAN 3-
1305L 1000 batch 12 PPIMC Iasi, Romania


















