Cyclone Dust Return and Dust Handling Design Parameter
22
(The Journal of Cotton Science 17:40–51 (2013) 40; http://journal.cotton.org, © The Cotton Foundation 2013; Engineering and Ginning : Dust Cyclone Technology – A Literature Review; Paul A. Funk* and Kevin D. Baker) Analyses of the particle size distribution of cyclone exhausts in 1968-1970 showed the ―Atomic Energy Commission‖ or 2D2D cyclone to be virtually 100% efficient on particles larger than 20 microns (Wesley et al., 1972). A 2D2D cyclone has barrel and cone heights each equal to two barrel diameters, as shown in the Shepherd and Lapple model (1939) in Figure 1. Figure 1. REPRESENTATIVE DUST CYCLONE DESIGN Two of the parameters that describe cyclone performance are pressure drop, a measure of the operating energy cost, and collection efficiency, the operational benefit. Collection efficiency traditionally has been reported as total mass efficiency – the collected mass proportional to what was conveyed by the incoming gas flow. As collection efficiency is strongly dependent on particle size, efficiency has also been reported in terms of cut point – that particle size for which the collection (or grade) efficiency is 50%. For particles significantly larger than this, collection approaches 100%. The cutpoint for many industrial cyclones is typically less than five microns, normalized for particle density and shape (Koch and Licht, 1977).
-
Upload
kartika-rizqimaulida -
Category
Documents
-
view
59 -
download
14
description
This provide how to choose and how to design a cyclone for dust return technology.This file gives needed and specific parameter which should be deliver and /or considered in a process design cyclone
Transcript of Cyclone Dust Return and Dust Handling Design Parameter
-
(The Journal of Cotton Science 17:4051 (2013) 40; http://journal.cotton.org, The Cotton Foundation
2013; Engineering and Ginning : Dust Cyclone Technology A Literature Review; Paul A. Funk*
and Kevin D. Baker)
Analyses of the particle size distribution of cyclone exhausts in 1968-1970 showed the
Atomic Energy Commission or 2D2D cyclone to be virtually 100% efficient on particles larger
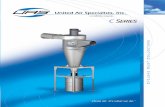
than 20 microns (Wesley et al., 1972). A 2D2D cyclone has barrel and cone heights each equal
to two barrel diameters, as shown in the Shepherd and Lapple model (1939) in Figure 1.
Figure 1. REPRESENTATIVE DUST CYCLONE DESIGN
Two of the parameters that describe cyclone performance are pressure drop, a measure of
the operating energy cost, and collection efficiency, the operational benefit. Collection efficiency
traditionally has been reported as total mass efficiency the collected mass proportional to what
was conveyed by the incoming gas flow. As collection efficiency is strongly dependent on
particle size, efficiency has also been reported in terms of cut point that particle size for which
the collection (or grade) efficiency is 50%. For particles significantly larger than this, collection
approaches 100%. The cutpoint for many industrial cyclones is typically less than five microns,
normalized for particle density and shape (Koch and Licht, 1977).
-
Figure 2. Dust cyclone components and vocabulary with top (plan) view above side (elevation) view; original 1D3D
cyclone (left) and fully enhanced 1D3D (right) with shorter and wider inlet, shorter vortex finder, expansion chamber,
and wider trash exit.
However, small details can have just as large an influence on performance. For example,
increasing the diameter of the cone bottom outlet has been shown to decrease pressure drop
(Xiang et al., 2001) and increase mass efficiency (Baker and Hughs, 1999). Other changes to the
dust outlet can have significant impact on collection efficiency, such as including expansion
chambers (Baker et al., 1997; Holt et al., 1999; Obermair and Staudinger, 2001).
Model Limitations. Cyclone performance models have been helpful for designing typical dust
collection systems, and for predicting trends in new design directions. But there will always be a
need for lab and field testing to confirm performance. Models have two major limitations. First,
they can only explain modeled variables. Dust cyclones are complex and their performance is
influenced in statistically significant ways by a large number of parameters, the majority being
omitted for simplicity or overlooked out of ignorance. Case in point: it has long been recognized
that particulate loading attenuates swirl and turbulence, reducing pressure loss and increasing
efficiency at levels up to about 500 g.m-3
, then having the opposite impact at higher levels
(Corts and Gil, 2007), but semi-empirical (and most CFD) models cannot account for this
phenomenon. Other examples of parameters known to influence performance that are not
-
included in most models include things like dust outlet geometry; (Holt at al., 1999; Obermair
and Staudinger, 2001); or vortex finder shape (Baker and Hughs, 1998; Lim, et al., 2004; Ogawa
and Arakawa, 2006), even though they impact pressure drop and collection efficiency. In
addition, models are only accurate over a limited dimensional range. Most semi-empirical
models predict increasing collection efficiencies with increases in inlet velocity but do not
usually include a term to account for surface imperfections known to have a deleterious effect; at
higher velocities particles near the wall bounce and are re-entrained (Armijo et al., 1992; Baker
and Stedronsky, 1967a; Koch and Licht, 1977).
-
( Theoretical Study of Cyclone Design. (May 2004); Lingjuan Wang,B. Eng., Anhui Institute
of Finance and Trade, China; M.S., Texas A&M University)
The flow pattern and cyclone dimensions determine the travel distance in a cyclone. The
number of turns was calculated based on this travel distance. The experiment results show that
cyclone pressure drop varies with the inlet velocity, but not with cyclone diameter.
Cyclone cut-points for different dusts were traced from measured cyclone overall
collection efficiencies and the theoretical model for calculating cyclone overall efficiency. The
cut-point correction models (K) for 1D3D and 2D2D cyclones were developed through
regression fit from traced and theoretical cut-points. The regression results indicate that cut-
points are more sensitive to mass median diameter (MMD) than to geometric standard deviation
(GSD) of PSD (Particle Size Distribution). The theoretical overall efficiency model developed in
this research can be used for cyclone total efficiency calculation with the corrected d50
and PSD.
2D2D (Shepherd and Lapple, 1939) and 1D3D (Parnell and Davis, 1979) cyclone designs
are the most commonly used abatement devices for particulate matter control. The Ds in the
2D2D designation refer to the barrel diameter of the cyclone. The numbers preceding the Ds
relate to the length of the barrel and cone sections, respectively. A 2D2D cyclone has barrel and
cone lengths of two times the barrel diameter, whereas the 1D3D cyclone has a barrel length
equal to the barrel diameter and a cone length of three times the barrel diameter. The
configurations of these two cyclone designs are shown in figure 2. Previous research (Wang,
2000) indicated that, compared to other cyclone designs, 1D3D and 2D2D are the most efficient
cyclone collectors for fine dust (particle diameters less than 100 m).
Mihalski et al (1993) reported cycling lint near the trash exit for the 1D3D and 2D2D
cyclone designs when the PM in the inlet air stream contained lint fiber. Mihalski reported a
significant increase in the exit PM concentration for these high efficiency cyclone designs and
attributed this to small balls of lint fiber cycling near the trash exit causing the fine PM that
would normally be collected to be diverted to the clean air exit stream.
Simpson and Parnell (1995) introduced a new low-pressure cyclone, called the 1D2D
cyclone, for the cotton ginning industry to solve the cycling-lint problem. The 1D2D cyclone is a
better design for high-lint content trash compared with 1D3D and 2D2D cyclones (Wang et al.,
1999). Figure 3 illustrates the configuration of 1D2D cyclone design.
-
Figure 2. 1D3D, 2D2D, and 1D2D cyclone configuration
CLASSICAL CYCLONE DESIGN (CCD)
The cyclone design procedure outlined in Cooper and Alley (1994), hereafter referred to as the
classical cyclone design (CCD) process, was developed by Lapple in the early 1950s. The CCD
process (the Lapple model) is perceived as a standard method and has been considered by some
engineers to be acceptable. However, there are several problems associated with this design
procedure. First of all, the CCD process does not consider the cyclone inlet velocity in developing
cyclone dimensions. It was reported (Parnell, 1996) th at there is an ideal inlet velocity for the
-
different cyclone designs for optimum cyclone performance. Secondly, the CCD does not predict the
correct number of turns for different type cyclones. The overall efficiency predicted by the CCD
process is incorrect because of the inaccurate fractional efficiency curve generated by the CCD
process (Kaspar et al. 1993).
In order to use the CCD process, it is assumed that the design engineer will have knowledge
of (1) flow conditions, (2) particulate matter (PM) concentrations and particle size distribution (PSD)
and (3) the type of cyclone to be designed (high efficiency, conventional, or high throughput). The
PSD must be in the form of mass fraction versus aerodynamic equivalent diameter of the PM. The
cyclone type will provide all principle dimensions as a function of the cyclone barrel diameter (D).
With these given data, the CCD process is as follows:
The Number of Effective Turns (Ne)
The first step of CCD process is to calculate the number of effective turns. The number of
effective turns in a cyclone is the number of revolutions the gas spins while passing through the
cyclone outer vortex. A higher number of turns of the air stream result in a higher collection
efficiency. The Lapple model for Ne calculation is as follows:
...(1)
Based on equation 1, the predicted numbers of turns for 4 cyclone designs were calculated and
listed in the table 1. In table 1, 1D2D, 2D2D, and 1D3D cyclones are the cyclone designs shown
in figures 2 and 3. These three cyclone designs have the same inlet dimensions (Hc and Bc),
referred to as the 2D2D inlet. The 1D3Dt cyclone is a traditional 1D3D cyclone design, which
has the same design dimensions as 1D3D cyclone in figure 2 except the inlet dimensions. The
1D3Dt cyclone has an inlet height equal to the barrel diameter (Hc = Dc) and an inlet width of
one eighth of the barrel diameter (Bc = Dc/8). Table 1 gives the comparison of the predicted Ne
vs. the observed Ne. It has been observed that the Lapple model for Ne produces an excellent
estimation of the number of turns for the 2D2D cyclone designs. However, this model (equation
1) fails to give an accurate estimetion of Ne for the cyclone design uther than 2D2D design. This
observation indicates a limitation for the Lapple model to accurately predict the number of
effective turns. The Ne model is valid only for 2D2D cyclone designs, which was originally
developed by Shepherd and Lapple (1939)
Cut-Point (d50
)
The second step of the CCD process is the calculation of the cut-point diameter. The cut-point of
a cyclone is the Aerodynamic Equivalent Diameter (AED) of the particle collected with 50%
-
efficiency. As the cut-point diameter increases, the collection efficiency decreases. The Lapple
cut-point model was developed based upon force balance theory. The Lapple model for cut-point
(d50
) is as follows:
... 2
In the process to develop this cut-point model, it was assumed that the particle terminal velocity
was achieved when the opposing drag force equaled the centrifugal force, and the drag force on
every single particle was determined by Stokes law. As a result, the cut-point (dpc
, or d50
)
determined by the Lapple model (equation 2) is an equivalent spherical diameter (ESD), or in
other words, it is a Stokes diameter. The following equation can be used to convert ESD to AED
for the spherical particles:
-
(Air Pollution88, Ch7)
7.1 COLLECTION EFFICIENCY
We define the collection efficiency (Dp ) of a device for particles of diameter Dp as
The overall efficiency of the device based on particle number is
These efficiencies can be expressed in terms of the particle size distribution functions at the inlet
and outlet sides of the device,
and
The definition of overall efficiency above is based on particle number. We can also define
overall efficiencies based on other particle properties, such as surface area and volume (or mass).
For example, the collection efficiency based on particle mass m is defined as
And the overall efficiency is,
-
The overall collection efficiency by mass is usually the easiest to measure experimentally.
The inlet and outlet streams may be sampled by a collection device, such as a filter, that collects
virtually all of the particles. A term that is sometimes used to express collection efficiency is the
penetration. The penetration is based on the amount emitted rather than captured; penetration
based on particle mass is just Pm = 1 - m Alternatively, the penetration can be defined on the
basis of particle number, P = 1 - .
We have called the relationship between collection efficiency and particle size simply the
collection efficiency. Other terms that are used for this quantity are the grade efficiency or the
fractional efficiency. An important point on the collection efficiency curve is the size for which
= 0.5. The particle size at this point is called the ellt size or the Cut diameter.
There are a variety of designs of cyclone separators, differing in the manner in which the
rotating motion is imparted to the gas stream. Conventional cyclones can be placed in the
following categories:
1. Reverse-flow cyclones (tangential inlet and axial inlet)
The dirty gas enters at the top of the cyclone and is given a spinning motion because of its
tangential entry. Particles are forced to the wall by centrifugal force and then fall down the wall
due to gravity. At the bottom of the cyclone the gas flow reverses to form an inner core that
leaves at the top of the unit. In a reverse-flow axial-inlet cyclone, the inlet gas is introduced
down the axis of the cyclone, with centrifugal motion being imparted by permanent vanes at the
top.
2. Straight-through-flow cyclones
In straight-through-flow cyclones the inner vortex of air leaves at the bottom (rather than
reversing direction), with initial centrifugal motion being imparted by vanes at the top. This type
is used frequently as a precleaner to remove fly ash and large particles. The chief advantages of
this unit are low pressure drop and high volumetric flow rates.
3. Impeller collectors
In straight-through-flow cyclones the inner vortex of air leaves at the bottom (rather than
reversing direction), with initial centrifugal motion being imparted by vanes at the top. This type
is used frequently as a precleaner to remove fly ash and large particles. The chief advantages of
this unit are low pressure drop and high volumetric flow rates. In the impeller collector, gases
enter normal to a many-bladed impeller and are swept out by the impeller around its
circumference while the particles are thrown into an annular slot around the periphery of the
device. The principal advantage of this unit is its compactness; its chief disadvantage is a
tendency toward plugging from solid buildup in the unit.
-
7.3.3 Cyclone Dimensions
Cyclone collection efficiency increases with increasing (1) particle size, (2) particle
density, (3) inlet gas velocity, (4) cyclone body length, (5) number of gas revolutions, and (6)
smoothness of the cyclone wall. On the other hand, cyclone efficiency decreases with increasing
(1) cyclone diameter, (2) gas outlet duct diameter, and (3) gas inlet area. For any specific cyclone
whose ratio of dimensions is fixed, the collection efficiency increases as the cyclone diameter is
decreased. The design of a cyclone separator represents a compromise among collection
efficiency, pressure drop, and size. Higher efficiencies require higher pressure drops (i.e., inlet
gas velocities) and larger sizes (i.e., body length). The dimensions required to specify a
tangential-entry, reverse-flow cyclone are shown in Figure 7.8. In classic work that still serves as
the basis for cyclone design, Shepherd and Lapple determined "optimum" dimensions for
cyclones. All dimensions were related to the body diameter Dc. A common set of specifications
is given on the right-hand side of Figure 7.8. Other standard cyclone dimensions are given by
Licht (1984) and Cooper and Alley (1986). The number of revolutions that the gas makes in the
outer vortex can be approximated by
where the dimensions are shown in Figure 7.8. Besides collection efficiency the other major
consideration in cyclone specification is pressure drop. While higher efficiencies are obtained by
forcing the gas through the cyclone at higher velocities, to do so results in an increased pressure
drop. Since increased pressure drop requires increased energy input into the gas, there is
ultimately an economic trade-off between collection efficiency and operating cost. A simple
-
pressure drop equation for cyclones is given by Cooper and Alley (1986). Cyclone pressure
drops range from 250 to 4000 Pa.
7.3.4 Practical Equation for Cyclone Efficiency
We have analyzed the collection efficiency of a cyclone assuming that the particles behave as if
they are in either a laminar or a turbulent flow. Actually, the flow pattern in a cyclone is a
complex one, and the two models that we have presented represent extremes in cyclone
performance. Although a Reynolds number for a cyclone can be de fined as Recv = (p U / JJ-)
(4Ac lJr )1/2, where Ac is the cross-sectional area so that (4 Ac / 7r) I /2 "is an equivalent
diameter, and for the velocity it is sufficient to use u =Q/ W(r2 - r,), a characteristic velocity in
the cyclone, a precise criterion for transition from laminar to turbulent flow in a cyclone does not
exist. The laminar flow theory predicts a well-defined critical value for the smallest particle size
that may be collected completely, whereas the turbulent flow result gives an asymptotic
approach to complete collection as particle size increases. Experimentally determined collection
efficiency curves generally approach 100% efficiency asymptotically and thus appear to conform
more closely to turbulent than to laminar flow conditions. Since operating cyclones do not
conform to either of these limiting cases, one must resort to semiempirical design equations to
predict cyclone performance. There has been a great deal of effort devoted to predicting the
performance of cyclones. Our primary goal in this section has been to present the general
theoretical approaches to the problem so that the various analyses in the literature will be
accessible to the reader. Surveys of design equations are available elsewhere (see, e.g., Bhatia
and Cheremisinoff, 1977; Licht, 1980, 1984). We will present one such semiempirical design
equation that has been applied successfully to cyclone design. If the flow can be considered to be
one of the two limiting cases analyzed above, the collection efficiency may be computed as
shown earlier for a given geometry, flow rate, and number of turns. Practical design equations
are generally derived by considering the particle trajectories under more realistic assumptions
concerning the flow in the cyclone. A theory developed by Leith and Licht (1972) has proved
useful in practical cyclone design. In that theory, account is taken of the fact that the velocity
profile in a cyclone usually does not adhere strictly to the ideal form (7.23). As we noted, a more
general form of the velocity profile is Uo r" = constant [( 7.23) is n = 1], where experimental
observations indicate that in a cyclone n may range between 0.5 and 0.9, depending on the size
of the unit and the temperature. It has been found experimentally that the exponent n may be
estimated from (Licht, 1980, p. 239)
where Dc is the cyclone diameter in meters and T is the gas temperature in kelvin. The collection
efficiency is given by
where N = 1/ (n + 1) and
where Dp is in em, Pp is in g em-3, Qis the gas volumetric flow rate in m3 s -1, it is in g cm- 1
-
S-l and K is a geometric configuration parameter that depends only on the relative dimensions of
the unit. For the relative dimensions suggested in Figure 7.8, K =402.9; for other dimensions the
values of K are given by Licht (1980, 1984). The calculation of K is explained by Leith and Licht
(1972) and Licht (1980).
-
(Perry 8th Ed., Ch.17)
Cyclone Separators The most widely used type of dust collection equipment is the cyclone, in
which dust-laden gas enters a cylindrical or conical chamber tangentially at one or more points
and leaves through a central opening. The dust particles, by virtue of their inertia, will tend to
move toward the outside separator wall, from which they are led into a receiver. A cyclone is
essentially a settling chamber in which gravitational acceleration is replaced by centrifugal
acceleration. At operating conditions commonly employed, the centrifugal separating force or
acceleration may range from 5 times gravity in very large diameter, low-resistance cyclones, to
2500 times gravity in very small, high-resistance units. The immediate entrance to a cyclone is
usually rectangular.
Fields of Application Within the range of their performance capabilities, cyclone collectors offer
one of the least expensive means of dust collection from the standpoint of both investment and
operation. Their major limitation is that their efficiency is low
for collection of particles smaller than 5 to 10 m. Although cyclones may be used to collect
particles larger than 200 m, gravity settling chambers or simple inertial separators (such as
gasreversal chambers) are usually satisfactory for this size of particle and are less subject to
abrasion. In special cases in which the dust is highly agglomerated or in high dust concentrations
(over 230 g/m3, or 100 gr/ft3) are encountered, cyclones will remove dusts having small particle
sizes. In certain instances, efficiencies as high as 98 percent have been attained on dusts having
ultimate particle sizes of 0.1 to 2.0 m because of the predominant effect of particle
agglomeration due to high interparticle forces. Cyclones are used to remove both solids and
liquids from gases and have been operated at temperatures as high as 1200C and pressures as
high as 50,700 kPa (500 atm). Cyclones can be very small or very large. The smallest cyclones
range from approximately 1 to 2 cm in diameter and the largest up to about 10 m in diameter.
The number of cyclones used for a single fluidized bed can vary from 1 to up to 22 sets of first-
stage and secondstage cyclones (44 cyclones total). Hugi and Reh [Chem. Eng. Technol. 21(9):
716719 (1998)] have reported that (at high solids loadings) enhanced cyclone efficiency occurs
when the solids form a coherent, stable strand at the entrance to a cyclone. The formation of such
a strand is dependent upon several factors. They reported a higher cyclone efficiency for smaller
(dp,50 = 40 _m) solids than for larger solids (dp,50 = 125 _m). This is not what theory would
predict. However, they also found that the smaller particles formed coherent, stable strands more
readily than the larger particles, which explained the reason for the apparent discrepancy.
Cyclone Efficiency The methods described below for pressure drop and efficiency calculations
were given by Zenz in Manual on Disposal of Refinery WastesAtmospheric Emissions, chap.
11 (1975), American Petroleum Institute Publ. 931 and improved by Particulate Solid Research
Inc. (PSRI), Chicago. Cyclones work by using centrifugal force to increase the gravity field
experienced by the solids. They then move to the wall under the influence of their effectively
increased weight. Movement to the wall is improved as the path the solids traverse under
centrifugal flow is increased. This path is equated with the number of spirals the solids make in
the cyclone barrel. Figure 17-38 gives the number of spirals Ns as a function of the maximum
velocity in the cyclone. The maximum velocity may be either the inlet or the outlet velocity
depending on the design. The equation for Dpth, the theoretical size particle removed by the
cyclone at 50 percent collection efficiency, is
-
This equation is a result of the residence time theory of particle collection. In this theory, the
time that it takes for a particle to reach the wall is balanced by the time that a particle spends in
the cyclone. The particle size that makes it to the wall by the time that it exits the cyclone is the
particle size collected at 50 percent collection efficiency, Dpth. When consistent units are used,
the particle size calculated by the above equation will be in either meters or feet.
The equation contains effects of cyclone size, gas velocity, gas viscosity, gas density,
and particle density of the solids. In practice, a design curve such as given in Fig. 17-39 uses
Dpth as the size at which 50 percent of solids of a given size are collected by the cyclone. The
material entering the cyclone is divided into fractional sizes, and the collection efficiency for
each size is determined. The total efficiency of collection is the sum of the collection efficiencies
of the cuts.
The above applies for very dilute systems, usually on the order of 1 gr/ft3, or 2.3 g/m3
where 1 gr = (1/7000) lb. When denser flows of solids are present in the inlet gas, cyclone
efficiency increases dramatically. This is thought to be due to the coarse particles colliding with
fines as they move to the wall, which carry a large percentage of the finer particles along with
them. Other explanations are that the solids have a lower drag coefficient or tend to agglomerate
in multiparticle environments, thus effectively becoming larger particles.
At very high inlet solids loadings, it is believed the gas simply cannot hold that much
solid material in suspension at high centrifugal forces, and the bulk of the solids simply
condense out of the gas stream. The phenomenon of increasing efficiency with increasing
loading is represented by Figs. 17-40 and 17-41 for Geldart group A and B solids, respectively
(see beginning of Sec. 17). The initial efficiency of a particle size cut is found on the chart, and
the parametric line is followed to the proper overall solids loading. The efficiency for that cut
size is then read from the graph.
A single cyclone can sometimes give sufficient gas-solids separation for a particular process or
application. However, solids collection efficiency can usually be enhanced by placing cyclones
in series. Cyclones in series are typically necessary for most processes to minimize particulate
emissions or to minimize the loss of expensive solid reactant or catalyst. Two cyclones in series
are most common, but sometimes three cyclones in series are used. Series cyclones can be very
efficient. In fluidized catalytic cracking regenerators, two stages of cyclones can give
efficiencies of up to and even greater than 99.999 percent. Typically, first-stage cyclones will
have an inlet gas velocity less than that of second-stage cyclones. The lower inlet velocity of
first-stage cyclones results in lower particle attrition rates and lower wall erosion rates. After
most of the solids are collected in the first stage, a higher velocity is generally used in second-
stage cyclones to increase the centrifugal force on the solids and increase collection efficiency.
Inlet erosion rates are generally low in the second stage because of the vastly reduced flux of
solids into the second-stage cyclone. However, cone erosion rates in second-stage cyclones are
much greater than in first stage cyclones.
Pressure Drop Pressure drop is first determined by summing five pressure drop components
associated with the cyclone.
1. Inlet contraction
-
where K is taken from Table 17-3. Using SI units gives the pressure drop in Pa. In English units,
the factor of 32.2 for g must be included. This loss is primarily associated with cyclones located
in the freeboard of a fluidized bed. If the cyclone is located external to a vessel and the high-
pressure tap used to measure the cyclone pressure drop is in the inlet pipe before the cyclone, the
measured pressure drop will not include this pressure loss, and this term should not be used to
calculate total cyclone pressure drop. However, if the high-pressure tap to measure the cyclone
pressure drop is located in the freeboard of the bed, this component will be included in the
measured pressure drop, and it should be included in the calculation of the total cyclone pressure
drop.
2. Particle acceleration
For small particles, the velocity is taken as equal to the gas velocity and L is the solids loading,
kg/m3.
3.Barrel friction
The inlet diameter din is taken as 4 (inlet area)/inlet perimeter. Then
where the Reynolds number for determining the friction factor f is based on the inlet area.
4. Gas flow reversal
5. Exit contraction
where K is determined from Table 17-3 based on the area ratio of barrel and exit tube of the
cyclone.
The total pressure drop is the sum of the five individual pressure drops. However, the actual
pressure drop observed turns out to be a function of the solids loading. The pressure drop is high
when the gas is free of solids and then decreases as the solids loading increases up to about 3
kg/m3 (0.2 lb/ft3). The cyclone P then begins to increase with loading. The cause of the initial
decline is that the presence of solids decreases the tangential velocity of the gas [Yuu, Chem.
Eng. Sci., 33, 1573 (1978)]. Figure 17-42 gives the actual pressure drop based on the loading.
When solids are absent, the observed pressure drop can be 2.5 times the calculated pressure drop
with solids present.
-
Cyclone Design Factors Cyclones are sometimes designed to meet specified pressure drop
limitations. For ordinary installations, operating at approximately atmospheric pressure, fan
limitations generally dictate a maximum allowable pressure drop corresponding to a cyclone
inlet velocity in the range of 8 to 30 m/s (25 to 100 ft/s). Consequently, cyclones are usually
designed for an inlet velocity of 15 to 20 m/s (50 to 65 ft/s), although this need not be strictly
adhered to. Because of the relatively high gas velocities at the inlet of cyclones, particle attrition
in fluidized-bed systems is generally dominated by the attrition produced in the cyclone. In some
catalytic systems with very expensive catalysts, the economics of the process can be dependent
on low attrition losses. In such cases, reducing the inlet velocity of the cyclone will significantly
reduce the attrition losses in the process. To compensate for the reduction in inlet velocity, the
exit gas velocity will generally be increased (by reducing the diameter of the outlet tube) in order
to maintain high cyclone efficiencies. Reducing the outlet tube diameter increases the outlet gas
velocity and increases the velocity in the vortex of the cycloneincreasing collectionefficiency.
However, as the vortex velocity is increased, its length is also increased. Therefore, care must be
taken to ensure that the cyclone is long enough to contain the increased vortex length. If it is
not, the vortex can extend far into the cone and can entrain solids flowing on the sides of the
cone as it comes near them.
Cyclone Roughness Large weld beads, etc., can also reduce cyclone efficiency. If the solids flow
along the wall of a cyclone encounters a large protuberance such as a weld bead, the weld bead
acts as a type of ski jump and causes the solids to be deflected farther into the center of the
cyclone, where they can be thrown into the vortex and carried out of the cyclone. In small pilot
or research cyclones, this is especially common, because the distance between the wall of the
cyclone and the vortex tube is very small. Because of theirdetrimental effect on cyclone
efficiency, weld beads should be ground off to make the cyclone inner wall smooth.
In high-temperature processes, cyclones are often lined with refractory to both minimize heat
loss and protect the metal surfaces from abrasion. These refractory surfaces are not as smooth as
metal, but after a few days of operation, the refractory becomes smoother because of the abrasive
action of the solids. With very small laboratory or pilot cyclones, some solids (large polymer
beads, spherical particles, etc.) can sometimes bounce off the cyclone wall immediately across
from the cyclone inlet and be deflected into the vortex. Very large particles can be found in the
gas outlet stream of the cyclone with these very small cyclones and with particles that bounce.
To increase cyclone efficiency with these types of solids, the cyclone barrel diameter can be
increased. This increases the distance between the cyclone vortex and the wall and prevents
most of the solids from bouncing back into the vortex. Theoretically, a primary design factor that
can be utilized to control collection efficiency is the cyclone diameter. A smaller-diameter unit
operating at a fixed pressure drop has a higher efficiency than a larger diameter cyclone
[Anderson, Chem. Metall. 40: 525 (1933); Drijver, Warme 60: 333 (1937); and Whiton, Power
75: 344 (1932); Chem.Metall. 39: 150 (1932)]. In addition, smaller-diameter cyclones have a
much smaller overall length. Small-diameter cyclones, however, will require multiple units in
parallel to give the same capacity as a large cyclone. In such cases, the smaller cyclones
generally discharge the dust into a common receiving hopper [Whiton, Trans. Am. Soc. Mech.
Eng. 63: 213 (1941)].
However, when cyclones discharge into a common hopper, there is a tendency of the gas to
produce cross-talk. This occurs when the gas exiting from one small cyclone passes up the exit
of an adjoining cyclone, thus reducing efficiency. Various types of mechanical devices are
-
generally added to the bottom of these smallcyclones in parallel to reduce the cross-talk. The
final cyclone design involves a compromise between collection efficiency and the complexity of
equipment. It is customary to design systems for a single cyclone for a given capacity, resorting
to multiple parallel units only if the predicted collection efficiency is inadequate for a single unit
or single units in series.
Reducing the gas outlet diameter should increase both collection efficiency and pressure drop.
To exit the cyclone, gas must enter the cyclonic flow associated with the outlet tube. If the outlet
diameter is reduced, the outlet vortex increases in length to compensate. Therefore, when the
outlet area is less than the inlet area, the length of the cyclone must increase. Too short a cyclone
is associated with erosion of the cone and reentrainment of solids into the exit flow. Table 17-4
gives the required increase in cyclone length as a function of outlet-toinlet area.
The cyclone length is measured centrally along a cylinder 10 cm larger than the inner diameter
of the outlet tube to prevent interference with the cone. If the cone interferes with this extended
vortex, the barrel must be lengthened.
As discussed above, theoretically a smaller-diameter cyclone should be able to collect smaller
particles because it can develop a higher centrifugal force. However, using smaller cyclones
generally means that many have to be used in parallel to accommodate large gas flows. The
problem with parallel cyclones (as indicated above) is that it is difficult to get even distribution
of solids into all the cyclones. If maldistribution occurs, this can cause inefficiencies that can
negate the natural advantage of the smaller cyclones.
Cyclone diameters can be very large. Perhaps the largest cyclones are those used in circulating
fluidized-bed combustors, where cyclone diameters approach 10 m. Large-diameter cyclones
also result in very long cyclones, and so these large-diameter, long-length cyclones arereally not
feasible as internal cyclones in fluidized beds (they make the vessel too tall). The minimum cone
angle of the cyclone should be 60. It is generally greater, with steeper cone angles appropriate
to materials that are more cohesive.
The cyclone inlet is usually rectangular (more efficient at getting material to the wall), but in
some cases has been circular. In either case, projection of the inlet flow path should never cause
interference with the outlet tube. This generally means that the inlet width of a cyclone should
always be less than the distance between the wall and the outside diameter of the outlet tube. If a
very heavy solids loading is anticipated, the barrel diameter should be increased slightly to
minimize interference with the outlet gas tube.
Collection efficiency is normally increased by increasing the gas throughput (Drijver, op. cit.).
However, if the entering dust is agglomerated, high gas velocities may cause breakup of the
agglomerated solids in the cyclone, so that efficiency remains the same or actually decreases.
Also, variations in design proportions that result in increased collection efficiency with dispersed
dusts may be detrimental with agglomerated dusts. Kalen and Zenz [Am. Inst. Chem. Eng.Symp.
Ser. 70(137): 388 (1974)] report that collection efficiency increases with increasing gas inlet
velocity up to a minimum tangential velocity at which dust is either reentrained or not deposited
because of saltation. Koch and Licht [Chem. Eng. 84(24): 80 (1977)] estimate that for typical
cyclones the saltation velocity is consistent with cyclone inlet velocities in the range of 15 to 27
m/s (50 to 90 ft/s).
Lapple (private communication) reports that in cyclone tests with talc dust, collection efficiency
increased steadily as the inlet velocity wasincreased up to a maximum of 52 m/s (170 ft/s). With
ilmenite dust, which was much more strongly flocculated, efficiency decreased over the same
inlet velocity range. In later experiments with well-dispersed
-
talc dust, collection efficiency continued to increase at inlet velocities up to the maximum used,
82 m/s (270 ft/s). Another effect of increasing the cyclone inlet gas velocity is that friable
materials may disintegrate (or attrit) as they hit the cyclone wall at high velocity. Thus, the
increase in efficiency associated with increased velocity may be more than lost due to generation
of fine attrited material that the cyclone cannot contain.
Cyclones can be either placed in the freeboard above the fluidized bed or located outside of the
fluidized-bed vessel. There are advantages and disadvantages to each type of placement, and the
optimum type of placement depends on what is best for a particular process. Internal cyclones
have the advantages that they require no inlet piping (their inlets can be open to the freeboard)
and no high-pressure shell, and they have straight cyclone diplegs. Internal cyclones are
generally smaller in diameter than external cyclones because their size is limited by the
headspace available in the freeboard above the fluidized bed. These size limitations result in
using several smaller cyclones in parallel instead of one large cyclone. In addition, it is difficult
to aerate second-stage cyclone diplegs (generally an advantageous technique) when internal
cyclones are used. Aerating secondary cyclone diplegs can improve the operation of the diplegs
significantly.
The advantages of external cyclones are that (1) they can be much larger than internal cyclones,
(2) they are more accessible than internal cyclones, and (3) their diplegs can be aerated more
easily. The disadvantages of external cyclones are that (1) they require a pressure
shell and (2) external cyclone diplegs generally require a section with an angled or a horizontal
pipe to return the solids to the bed. The angled or horizontal dipleg sections can result in poor
dipleg operation, if not designed correctly. Cyclones in series may be justified under the
following circumstances:
1. The dust has a broad size distribution, including particles under 10 to 15 m as well as larger
and possibly abrasive particles. A large low-velocity cyclone may be used to remove the coarse
particles ahead of a unit with small-diameter multiple tubes.
2. The dust is composed of fine particles but is highly flocculated or tends to flocculate in
preceding equipment and in the cyclones themselves. Efficiencies predicted on the basis of
ultimate particle size will be highly conservative.
3. The dust is relatively uniform, and the efficiency of the secondstage cyclone is not greatly
lower than that of the first stage.
4. Dependable operation is critical. Second-stage or even thirdstage cyclones may be used as
backup.
Cyclone Inlets The design of the cyclone inlet can greatly affect cyclone performance. It is
generally desired to have the width of the inlet Bc as narrow as possible so that the entering
solids will be as close as possible to the cyclone wall where they can be collected. However,
narrow inlet widths require that the height of the inlet H be very long in order to give an inlet
area required for the desired inlet gas velocities. Therefore, a balance between narrow inlet
widths and the length of the inlet height has to be struck. Typically, low-loading cyclones
(cyclones with inlet loadings less than approximately 2 to 5 kg/m3) have height/width ratios
H/Bc of between 2.5 and 3.0. For high-loading cyclones, this inlet aspect ratio can be increased
to as high as 7 or so with the correct design. Such high inlet aspect ratios require that the
cyclone barrel length increase.
-
A common cyclone inlet is a rectangular tangential inlet with a constant area along its length.
This type of inlet is satisfactory for many cyclones, especially those operating at low solids
loadings. However, a better type of inlet is one in which the inner wall of the inlet is angled
toward the outer cyclone wall at the cyclone inlet. This induces solids momentum toward the
outer wall of the cyclone. The bottom wall of the inlet is angled downward so that the area
decrease along the inlet flow path is not too rapid and acceleration is controlled. In addition,
the entire inlet can be angled slightly downward to give enhanced efficiencies.
This type of inlet is superior to the constant-area tangential inlet, especially for higher solids
loadings (greater than 2 to 5 kg/m3). Hugi and Reh [Chem. Eng. Technol. 21(9):716719 (1998)]
report that continuous acceleration of the solids throughout the inlet is desired for improved
efficiency and that the angled inlet described above achieves this. If the momentum of the solids
is sufficient and the solids are continuously accelerating along the length of the inlet, the stable,
coherent strand important for high collection efficiencies is produced.
The best inlet for high solids loadings is the volute cyclone inlet. At high inlet loadings (above
approximately 2 to 3 kg/m3) in a tangential cyclone inlet, the gas-solids stream expands rapidly
from its minimum width at the point of contact. This rapid expansion disturbs the laminar gas
flow around the gas outlet tube and causes flow separation around the tube. At some loadings,
the inlet stream can expand to such an extent that the solids can impact the gas outlet tube. Both
effects result in lowered cyclone efficiency.
However, when a volute inlet is used, the expanding solids stream is farther from the gas outlet
tube and enters at an angle so that the solids do not induce as much flow separation or
asymmetric flow around the gas outlet tube. Therefore, cyclone efficiency is not affected to as
great a degree. If a tangential cyclone is used at high solids loadings, an extra distance between
the gas outlet tube and the cyclone wall should be designed into the cyclone to prevent the solids
from impacting on the gas outlet tube.
At low solid loadings, the impacting on the gas outlet tube does not occur. Because tangential
cyclone inlets are less expensive than volute inlets, the tangential cyclone is typically utilized for
low loadings and the volute inlet cyclone is used for high loadings.
The nature of the gas solids flow in the inlet ducting to the cyclone can affect cyclone efficiency
significantly. If the solids in the inlet salt out on the bottom and result in dune formation and the
resulting unsteady or pulsing flow, cyclone efficiency is adversely affected. To minimize the
possibility of this occurring, it is recommended that the inlet line to the cyclone operate above
the saltation velocity [Gauthier et al., in Circulating Fluidized Bed Technology III, Basu, Horio,
and Hasatani (eds.), 1990, pp. 639644], which will prevent the solids from operating in the
dune or pulsing flow regime. If this is not possible, then the inlet line can be angled downward
(approximately 15 to 20) tto let gravity assist in the flow of the solids. Keeping the inlet line as
short as possible can also minimize any pulsing of the solids flow.
A cyclone will operate equally well on the suction or pressure side of a fan if the dust receiver is
airtight. Probably the greatest single cause of poor cyclone performance, however, is the leakage
of air into the dust outlet of the cyclone. A slight air leak at this point can result in a tremendous
drop in collection efficiency, particularly with fine dusts. For a cyclone operating under pressure,
air leakage at this point is objectionable primarily because of the local dust nuisance created. For
batch operation, an airtight hopper or receiver may be used. For continuous withdrawal of
collected dust, a rotary star valve, a doublelock valve, or a screw conveyor may be used, the
latter only with fine dusts. A collapsible open-ended rubber tube can be used for cyclones
-
operating under slight negative pressure. Mechanical trickle and flapper valves at the end of
cyclone diplegs can also be used for continuous withdrawal into fluidized beds or into the
freeboard of fluidized beds. Open diplegs simply immersed in a fluidized bed can be used in
cases where start-up losses are not excessive and are the simplest type of discharge system
returning solids to a fluidized bed (see Fluidized-Bed Systems: Solids Discharge). Special
pneumatic unloading devices can also be used with dusts. In any case it is essential that sufficient
unloading and receiving capacity be provided to prevent collected material from accumulating in
the cyclone.
Solids Loading Cyclones can collect solids over a wide range of loadings. Traditionally, solids
loadings have been reported as either kilograms of solids per cubic meter of gas (kg/m3), or as
kilograms of solids per kilogram of gas (kgs/kgg). However, loading based on mass is probably
not the best way to report solids loadings for cyclones. This is so because the volume of solids
processed by a cyclone at the same mass loading can vary greatly, depending on the density of
the solids. For example, many polymers have a bulk density of approximately 400 kg/m3, and
iron ore has a bulk density of approximately 2400 kg/m3. This is a factor of 6. Therefore, a
cyclone operating with polymer would have to process 6 times the volume of solids that a
cyclone operating with iron ore would process at the same mass loading.
If the cyclone operating with the polymer were designed to operate at high loadings on a mass
basis, it would probably plug. In addition, the diplegs below the cyclone operating with the
polymer may experience operational problems because of the high volumetric loading. At
ambient conditions, cyclones have been operated at solids loadings as low as 0.02 kg/m3 (0.0125
kg/kg) and as high as 64 kg/m3 (50 kgs/kgg) or more. This is a factor of 3200. In general,
cyclone efficiency increases with increasing solids loading. This is so because at higher loadings,
very fine particles are trapped in the interstices of the larger particles, and this entrapment
increases the collection efficiency of the small particles. Even though collection efficiencies are
increased with increased loading, cyclone loss rates are also increased as loading is increased.
This is so because the cyclone efficiency increase isalmost always less than the increase in the
solids loading.
Generally cone-and-disk baffles, helical guide vanes, etc., placed inside a cyclone, will have a
detrimental effect on performance. However, a few of these devices do have some merit under
special circumstances. Although an inlet vane will reduce pressure drop (and may result in
significant erosion), it generally causes a correspondingly greater reduction in collection
efficiency. Its use is recommended only when collection efficiency is normally so high as to be a
secondary consideration, and when it is desired to decrease the resistance of an existing cyclone
system for purposes of increased air handling capacity or when floorspace or headroom
requirements are controlling factors. If an inlet vane is used, it is advantageous to increase the
gas exit duct length inside the cyclone chamber.
A disk or cone baffle located beneath the gas outlet duct may be beneficial if air in-leakage at the
dust outlet cannot be avoided. A heavy chain suspended from the gas outlet duct has been found
beneficial to minimize dust buildup on the cyclone walls in certain circumstances.
Such a chain should be suspended from a swivel so that it is free to rotate without twisting.
Substantially all devices that have been reported to reduce pressure drop do so by reducing spiral
velocities in the cyclone chamber and consequently result in reduced collection efficiency. At
low dust loadings, the pressure in the dust receiver of a single cyclone will generally be lower
than in the gas outlet duct. Increased dust loadings will increase the pressure in the dust receiver.
-
Such devices as cones, disks, and inlet vanes will generally cause the pressure in the dust
receiver to exceed that in the gas outlet duct. A cyclone will operate as well in a horizontal
position as in a vertical position. However, departure from the normal vertical position results
in an increasing tendency to plug the dust outlet. If the dust outlet becomes plugged, collection
efficiency will, of course, be low. If thecyclone exit duct must be reduced to tie in with proposed
duct sizes, the transition should be made at least five diameters downstream from the cyclone
and preferably after a bend. In the event that the transition must be made closer to the cyclone, a
Greek cross should be installed in the transition piece to avoid excessive pressure drop.
Cyclone Length As described above, the cyclone length should be great enough to contain the
vortex below the gas outlet tube. It is generally advisable to have the cyclone somewhat longer
than required so that modifications to the gas outlet tube can be made if required. Either the
barrel or the cone can be increased in length to contain the vortex. However, cyclone barrels can
be made too long. If the barrel is too long, the rotating spiral of solids along the wall can lose its
momentum. When this happens, the solids along the wall can be reentrained into the rotating gas
in the barrel, and cyclone efficiency will be reduced.
Hoffman et al. [AIChE J. 47(11): 24522460 (2001)] studied the effect of cyclone length on
cyclone efficiency and showed that the efficiency of a cyclone increases with length. However,
they also found that after a certain length, cyclone efficiency decreased. They reported that
cyclone efficiency suddenly decreased after a certain cyclone length, which in their cyclone was
at a length/diameter ratio of 5.65. (Although many researchers employ this length/diameter ratio
as a correlating parameter to make the length parameter dimensionless, it is likely that it is the
actual length of the cyclone that is important.) Hoffman et al. stated that the probable reason for
the sudden decrease in cyclone efficiency was the central vortex touching and turning on the
cyclone cone. When this occurred, the efficiency collapsed, causing increased solids
reentrainment. Hoffman et al. also reported that cyclone pressure drop decreased with increasing
cyclone length. This probably occurs for the same reason that cyclone pressure drop decreases
with increasing cyclone loading. For long cyclones, the increased length of the cyclone wall
results in a longer path for the gas to travel. This creates greater resistance to the flow of the gas
in the cyclone (much as a longer pipe produces greater resistance to gas flow than a shorter pipe)
that results in reducing the tangential velocity in the cyclone and, therefore, the cyclone pressure
drop.
Most processes operate at high temperatures and/or high pressures. Therefore, it is important to
know how cyclones operate at these conditions. Efficient cyclones are able to collect very small
particles sizes. Therefore, cyclone efficiency is proportional to 1/Dpth.
The effects of temperature and pressure manifest themselves in how they affect the gas density
and gas viscosity. From the equation above, it can be seen that cyclone efficiency is theoretically
related to gas density and gas viscosity as
-
As pressure is increased, gas density will increase. However, the term p - g does not change
with increases in gas density because particle density is so much greater than the gas density
(typically about 2000 kg/m3 versus approximately 20 kg/m3 at high pressure) that it dominates
this term. Therefore, it is expected that gas density would have little or no effect on cyclone
efficiency. Conversely, cyclone efficiency would be expected to decrease with system
temperature because gas viscosity increases with increasing pressure. Knowlton and Bachovchin
[Coal Processing Technol. 4:122127 (1978)] studied the effect of pressure on cyclone
performance andfound little change in overall cyclone efficiency with pressure over a pressure
range from 0 to 55 barg. However, fractional efficiency curves from the same study showed that
cyclone efficiency decreased with pressure for particle sizes less than about 20 to 25 m. For
particle sizes greater than about 25 m there was no effect of pressure on cyclone efficiency. The
effect of temperature on cyclone efficiency was studied by both Parker et al. [J. Environ. Sci.
and Technol. 15 (4):451 (1981)] and Patterson and Munz [Canadian J. Chem. Eng. 67:321
(1989)]. Both studies showed that cyclone efficiency decreased with increasing gas viscosity. As
with the studies at high pressure, Patterson and Munz (1989) reported that only the collection
efficiency of particles less than about 10 m was reduced because of operation at high
temperature.