CYCLING OF HRSGs Boiler codes require updating to …ommi.co.uk/etd/106hrsgcyclingrev2 final.pdf ·...
9
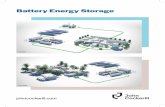
32 COMBINED CYCLE JOURNAL, First Quarter 2006 CYCLING OF HRSGs Plant managers generally are aware that cycling of heat-recovery steam generators must be done carefully and “by the book” to avoid perma- nent damage to critical pressure parts. Much has been said about this over the years at meetings of the HRSG User’s Group. Improper warmup procedures, high ramp rates, poor control of attempera- tors and cycle chemistry, and other operational errors often cause very visible damage—including cracking at tube-to-header joints, wavy tubes, etc. But there’s “invisible” damage as well—specifically, the consumption of material fatigue and creep life at rates much faster than ever envi- sioned by designers. Considerable work is being done today in damage assessment of materials, particularly those used in HRSGs subject to daily cycling. During the combined-cycle building boom of the early 2000s thinking was that about 20 starts per year would be the norm. However, the actual number of starts for many of those plants is 10 times that. European Technology Develop- ment Ltd (ETD) conducted a one-day international seminar last June on “Cyclic Operation of HRSGs” that included the practical side of cyclic operation as well as metallurgical reports on materials damage and condition. ETD, based near London, is an engineering advisory, consult- ing, and R&D firm that offers ser- vices in life assessment/extension, stress analysis, defect assessment, maintenance, and materials and engineering issues—some specifi- cally related to HRSGs. One of the takeaways from this meeting was that none of the boiler design/construction codes with the widest international use—including those from the US, Germany, UK, and the European Union—adequate- ly address the underlying design weaknesses identified as the root causes of persistent failure mecha- nisms in boiler tubes and headers. What follows are abstracts of the presentations. Conference proceed- ings is available on a CD for about $100, depending on the exchange rate. E-mail ETD’s Yoli Sim (ysim@ etd1.co.uk) for information on how to order. Design, mods for cyclic operation Cyclic service features for HRSGs, Gifford Brown, Nooter/ Eriksen Inc (US). Brown opened the meeting with two key statements that set the tone for the day: n Much has been learned over the last 10 years about high cyclic operation of HRSGs and engineers now can design this special class of boilers for such demanding ser- vice. n Older HRSGs are not designed for cycling. The term “old” is not so easy to define, however. It depends on the specific manufac- turer and what design features a given customer was willing to pay a premium for. Brown’s presentation was an over- view of important design consider- ations for new HRSGs—as well as for upgrades to existing units—to accom- modate cycling. It is a handy sum- mary of industry experience. While he provided no references for those requiring more detail, readers are referred to the list of previously pub- lished work on the subject offered by Michael Pearson and Robert Ander- son in their paper (see below). Key points made by Brown are as follows: Coil flexibility is particularly important, Brown said. Designers must eliminate—to the degree possi- ble—low-cycle fatigue (LCF). It is the underlying cause of most non-cor- rosion-related tube failures. When reviewing a HRSG design, focus your Boiler codes require updating to address failure mechanisms exacerbated by cycling High coil flexibility Header spring support Gas flow Inlet header fixed against vertical movement 1. Proper design of HRSG coils can reduce stresses dramatically. Spring sup- port of headers and coil flexibility are features
Transcript of CYCLING OF HRSGs Boiler codes require updating to …ommi.co.uk/etd/106hrsgcyclingrev2 final.pdf ·...

32 COMBINED CYCLEJOURNAL,FirstQuarter2006
CYCLING OF HRSGs
Plantmanagersgenerallyareawarethat cycling of heat-recovery steamgenerators must be done carefullyand “by the book” to avoid perma-nent damage to critical pressureparts. Much has been said aboutthis over the years at meetings ofthe HRSG User’s Group. Improperwarmup procedures, high ramprates, poor control of attempera-tors and cycle chemistry, and otheroperational errors often cause veryvisible damage—including crackingattube-to-headerjoints,wavytubes,etc.Butthere’s“invisible”damageaswell—specifically, the consumptionofmaterial fatigueandcreep lifeatrates much faster than ever envi-sionedbydesigners.
Considerable work is being donetoday in damage assessment ofmaterials, particularly those usedin HRSGs subject to daily cycling.During the combined-cycle buildingboomoftheearly2000sthinkingwasthatabout20startsperyearwouldbe the norm. However, the actualnumber of starts for many of thoseplantsis10timesthat.
European Technology Develop-mentLtd(ETD)conductedaone-dayinternational seminar last June on“Cyclic Operation of HRSGs” thatincluded the practical side of cyclicoperation as well as metallurgicalreports on materials damage andcondition.ETD,basednearLondon,is an engineering advisory, consult-ing, and R&D firm that offers ser-vices in life assessment/extension,stress analysis, defect assessment,maintenance, and materials andengineering issues—some specifi-callyrelatedtoHRSGs.
One of the takeaways from thismeetingwasthatnoneof theboilerdesign/construction codes with thewidest international use—includingthose from the US, Germany, UK,andtheEuropeanUnion—adequate-ly address the underlying designweaknesses identified as the rootcauses of persistent failure mecha-nismsinboilertubesandheaders.
What followsareabstracts of thepresentations. Conference proceed-
ings is available on a CD for about$100, depending on the exchangerate.E-mailETD’sYoliSim([email protected]) for information on howtoorder.
Design, mods for cyclic operationCyclic service features for HRSGs, Gifford Brown, Nooter/EriksenInc(US).
Brown opened the meeting withtwokeystatementsthatsetthetonefortheday:n Much has been learned over the
last 10 years about high cyclicoperationofHRSGsandengineersnow can design this special classofboilersforsuchdemandingser-vice.
n Older HRSGs are not designedfor cycling. The term “old” is not
so easy to define, however. Itdepends on the specific manufac-turerandwhatdesign featuresagivencustomerwaswillingtopayapremiumfor.Brown’spresentationwasanover-
view of important design consider-ationsfornewHRSGs—aswellasforupgradestoexistingunits—toaccom-modate cycling. It is a handy sum-mary of industry experience. Whilehe provided no references for thoserequiring more detail, readers arereferredtothelistofpreviouslypub-lishedworkonthesubjectofferedbyMichaelPearsonandRobertAnder-son in their paper (see below). KeypointsmadebyBrownareasfollows:
Coil flexibility is particularlyimportant, Brown said. Designersmusteliminate—tothedegreepossi-ble—low-cyclefatigue(LCF).Itistheunderlying cause of most non-cor-rosion-related tube failures. WhenreviewingaHRSGdesign,focusyour
Boilercodesrequireupdatingtoaddressfailuremechanisms
exacerbatedbycycling
High coil flexibility
Header spring support
Gas flow
Inlet headerfixed againstvertical movement
1. Proper design of HRSG coils can reduce stresses dramatically. Spring sup-port of headers and coil flexibility are features

COMBINED CYCLEJOURNAL,FirstQuarter2006 33
attention on tube-to-tube tempera-turedifferencesandpipinglayouts.
There are two ways to absorbtube movement, Brown continued:(1) Provide internal coil flexibilityand (2) Allow parts to move freely.Hestressedthatthesecondmethodisalwaysbetter than the first.Pre-ferred coil configurations are illus-trated in Fig 1; poor arrangementsinFig2.
Piping layouts often are notgiven the respect they demand,Brown said. Startup transients areimportant to consider at the designstage.Notethatcoilsheatupbeforepipingandthatroutingpipingtoptobottomisnotdesirable(Fig3).
Component thickness isanoth-er important consideration becauseit impacts startup and shutdownrates.
Tube-to-header attachments wereBrown’snextdiscussionpoint.He reviewed the details of fiveoptions:fullpenetration,partialpen-etration, extruded full penetration,stub-to-headerwithfullpenetration,and thickened stub- or forging-to-headerwithfullpenetration.
Brown mentioned the industrycontroversy over full- versus par-tial-penetration welds, express-ing his belief that all attachmentoptions perform about the same incyclic service. He prefers the par-tial-penetrationweldexceptfortheimproved thermal gradients of thethickened-stub alternative and the
abilitytoinspectitbeforeattachingthe tube. (Formoreon the subject,access www.psimedia.info/ccjar-chives.htmandread“Reviewbasicsof tube-to-header joints beforewriting specs” in the COMBINEDCYCLE Journal’s (CCJ) 2005 Out-age Handbook supplement to theSummer2004issue.)
Desuperheaters received appro-priatecoverage,but thedesigncon-siderations suggested have beencovered in detail in previous CCJarticles, including these: “Attem-peration frustrations—a clinic onsevere-service valves,” a section inthe HRSG User’s Group conferencereport, 2Q/2005, p 70; “Tight specs,good engineering, quality manufac-tureensurereliablecontrolofsteamtemperature,” 1Q/2005, p 24; and“Avoiddesuperheaterproblemswithquality equipment, proper instal-lation, tight process control,” Fall2004,p13.
Condensate management, orproper drain design and operation;feedwater recirculation systemdesign and operation to minimizethermal shock; and auxiliaries—steam sparging, stack insulation,stack dampers, etc—to minimizethe number of cold starts, roundedout Brown’s presentation. Thesesubjects are discussed thoroughlyin the power industry’s Blue Book:theHRSGUsersHandbookrecentlypublishedbytheHRSGUser’sGroup(detailsatwww.hrsgusers.org).
Cyclic-tolerant HRSGs, PascalFontaine, Cockerill MechanicalIndustries(Belgium).
Fontaine specializes in verticalHRSGs,althoughCMImanufactureshorizontalunitsaswell.Hispresen-tation covered essentially the samedesign considerations for cyclingservice as Nooter/Eriksen’s Brown.However,Fontaineusedhistimeatthe podium to point out the designchallenges associated with horizon-talboilersandwhy theydon’t existinverticalHRSGs.Examplesincludethefollowing:n Constructionofthetop-supported
heatexchangerissuchthattubesare free to expand independentlyin three directions as illustratedinFig4.Notethatthetuberowatthe top is thecoldest, thatat thebottomthehottest.
n Tube connections to headersare bent, providing the flexibil-ityrequiredduringstartup,shut-down,andloadtransients(Fig5).
n Thewater/steamcircuitflowsfromtop to bottom, an arrangementthatprecludesthebuildupofcon-densateintubes.Steamandwaterflowinthesamedirectionandfreewaterispusheddownwardtothesuperheater outlet header, wherethe single drain is located at thelowest point in the system. Fon-tainesaidthatwaterquenchingofthe superheater was not possibleby construction. Also, that thebottom of the heat exchanger is
Headers fixed against vertical movement
Tubes fixedby header
Location ofthermal stress
Tubes fixed by lower manifold and link pipes
2. Poor coil configurations for cycling duty can precipitate tube failures
Externalinterconnectingpiping
Superheater coils
3. Piping layouts are important and often overlooked by owner/operators at the design stage
Gas flow
Tubesheet
Casing
5. Tube connections to headers are bent, providing operational flexibility
4. Tubes in vertical HRSGs are free to expand independently and in three directions as indicated by the arrows in the sketch

about30ftabovegrade,enablingaconstantandsteepslope to theblowdowntank.
n Fontaine discussed the use of acompact mesh dryer in his com-pany’s steamdrums,noting thatitpermitsareductionindiametercompared to drums of the sameratedoutputwithcyclonesteam/water separators. Because drumwall thickness is proportional todiameter, the smaller the drumthefastertheramp-upratewith-outexceedingstresslimits.Otherdesign characteristics that helpreduce drum wall thickness andenable faster starts are the useof SA302 Gr B material in placeof SA299 and of long drums tominimize diameter. Drums aresupported on two sliding pads,allowing unconstrained move-ment during warm up and cooldown.
n Reported maintenance advan-tages of the vertical design camenear the end of Fontaine’s pre-sentation and focused on acces-sibility.Pointsmadeincludedthefollowing: (1) Workers can standontubeswithouttheneedforscaf-folding; (2) Headers are easy toreachandindividualtubescanbewithdrawnwithminimumdistur-bancetoadjacenttubes;(3)Portsare provided to facilitate bore-scopeinspection.
The suitability of OTSGs for cyclic applications, AnthonyHinde and Jim McArthur, Innova-tiveSteamTechnologies(Canada).
MorethanhalfoftheISTpresen-tation was dedicated to discussingtheflexibilityofonce-throughsteamgenerators for cyclic applications.Someofthismaterialhadbeencov-ered by the previous speaker, Fon-taine, and much of it can be foundintheCCJ’sspecialreport,“HRSGsfor small combined-cycle and cogenplants,”1Q/2005,p47.
What the presenters did not sayisthatOTSGsfromISTarelimitedat the present time to applicationsbehind LM6000 and smaller gasturbines (GTs). In fact, the largestunit the company has in service isat Calpine Corp’s (San Jose, Calif)79.9-MW Unit 3 combined-cycle atBethpage Energy Center on LongIsland,NY(detailsin“Calpinebeatsthe odds, generates power at LongIsland plant less than a year afterconstruction start,” CCJ, 4Q/2005,p69).
Of particular interest to owner/operators of GT-based generatingfacilities is development work ISTis doing in support of a Europeancustomertopushrampratestonewlevels.HindeandMcArthur’spaperexplainsthechallengethisway:Theoperating regime of the combined-cycleplantisbaseduponcontinuous
Finned-tube region
Economizer
Evaporator
Superheater
About 30 ft to ground
Gas flow
Casing weld
Vent door
Dead chamber for returnbends and headers
6. Heat-transfer surface is located about 30 ft above grade, thereby ensuring posi-tive drainage of condensate to the blow-down tank
34 COMBINED CYCLEJOURNAL,FirstQuarter2006
CYCLING OF HRSGs
NEC has SpecializedEngineering Solutions™developed toaddress knownOEMproblems.
Call Us Today!National ElectricCoil, your bestdestinationfor generator rotorrewind and repairservices.
Any ventilationdesign
or windingstyle.
High-speed
balancing and running
electrical tests.
Rotortooth-top cracking,turn insulationmigration, other issues?
Experts inwinding design,
manufacture& installation.
(614) 488-1151sendinfo@national-electric-coil.comwww.national-electric-coil.com
Example of unit with rotor turninsulation migration problems.
The Route toEffective
Generator RotorMaintenanceLeads in OneDirection...
RotorRoute2.indd 1 3/23/2006 3:23:25 PM

COMBINED CYCLEJOURNAL,FirstQuarter2006 35
serviceatlowload,typicallybetween25%and50%oftheLM6000’sratedoutput.
“When the plant is required toramp up,” the authors said, “a sig-nal, received remotely, will startthe process to be controlled by theDCS [digital control system]. Theaim is to increase the GT, OTSG,and steam turbine to 100% load inthe minimum possible time.” TheLM6000sforthisprojectmustrampfrom25%to100%loadintwoandahalfminutes;thesameisexpectedoftheHRSGandthesteamer.
IST engineers have modeledOTSG response based on introduc-ing feedwater to achieve maximumflow within 150 sec. Specifically,the boiler is maintained at a con-stant output of 35,600 lb/hr for thefirst50sectoallowenergytobuildup so that during the rapid rampthe required steam temperature ismaintained. During the remaining100secoftheramp,boileroutputisincreasedto92,170lb/hr.
Engineers recommended con-tinuous firingof theductburneratminimum load to reliably achievemaximumoutputwithinthe150-secramp-up objective. Note that withtheburneratminimumfireandtheGT at 25% of rated output, steamproduction nearly doubles from the35,600 lb/hr to70,100 lb/hr.A2×1combined cycle can go from 32 to118.6MWin150secwithoutsupple-mentary firing, from 72.1 to 142.3MWwithductburnerson.
Input, evaluation, and sensitiv-ity of HRSG fatigue calculations, Peter Rop, NEM bv (The Nether-lands).
Rop’s presentation kicked off theanalytical portion of the day’s pro-gram.Hisprimarymessage:Cyclingservice demands that owner/opera-tors conduct a lifetime analysis ofkey HRSG operating data to guidestartup, shutdown, and rampingprocedures that minimize fatiguedamage.
But he cautioned that fatigue isnot an exact science and that theaccuracy of the assumptions andboundary conditions for stress cal-culationsareparticularlyimportant.Insomecases, failure toembracearigorousanalysiscanresultinover-estimatingfatiguelifebyafactoroftwo. Rop added that the sensitivityand probabilistic nature of fatiguerequirethoroughmodelingtoobtainsensiblelifetimepredictions.
ThepaperRopdeveloped in sup-port of his presentation providesvaluable insights, but it certainlyis not for “beginners.” Its greatest

36 COMBINED CYCLEJOURNAL,FirstQuarter2006
valuewouldbeforengineerschargedwith developing a lifetime assess-mentplanforfatigue.
Experience in cycling HRSGsMeasurement of damaging ther-mal transients in F-class hori-zontal HRSGs, Robert W Ander-son, Competitive Power ResourcesCorp (US), and Michael Pearson,J Michael Pearson & Associates(Canada).
The Pearson/Anderson presenta-tionwastheperfectsequeltoRop’s.ItrelatedindetailthecollectionandanalysisoffielddatafromoneHRSGto identify potentially damagingtube-temperature anomalies likelytoimpactthelong-termreliabilityofpressure parts. The paper includedaspartoftheproceedingsisatrea-sure-trove of useful information forplant managers. It is anything butcasualreading:morethan100pageslong with more than 100 illustra-tions. However, the presentationshouldbeofinteresttomanyintheindustry because the investigationwas conducted on a 7FA/horizontalHRSGarrangementcommontomorethan100plantsworldwide.
Thetriple-pressure,reheatHRSGoutfitted with approximately 500thermocouples was designed tothe minimum requirements of theASME Code. Thus, evaluation ofthermal transients using thermal/mechanical modeling or finite-ele-mentanalysiswasnotrequirednorperformed, even though the planthad been specified for cycling ser-vice.Focusofdesignerswas lowestinitialcost.
Pearson and Anderson reportedthatpoordesignpractices—mostwellpublicizedas such formanyyears—were repeated in thisboilerandarestillinusetoday.Alloftheproblemsidentifiedare solvableat reasonablecost, they said. Value of the paperis that it can help owner/operatorsmake better decisions regardingimprovementsthatareworthdesign-ingintotheirnextHRSGbecauseofthelong-termfinancialbenefitsthoseenhancementsoffer.Threekeypointsofthepresentation:n It is of crucial importance that
high-pressure (HP) superheat-ers and reheaters be completelydrainedbeforesteamflowisestab-lished.Keepinmindthatyoucan’tfoolthematerial.Damagecausedby poor condensate managementrarely is immediate and fatiguefailuresmaynotoccuruntilsome
undetermined time in the future.Despite very graphic industryexperience, some plants still arenotdrainingheaders consistentlyand/orcompletely.
n Another example of potentiallysevere fatigue-related damage totubes, headers, and pipes is thearrangement of superheater andreheater heating surfaces andtheir respective interstageattem-perators in configureations thatare conducive to gross oversprayduring startups and shutdowns.The problem is caused by a fail-uretolocateattemperatorswherethey are capable of desuperheat-ingunderallpredictableoperatingconditions without spraying tooclose to the saturation tempera-ture and without allowing bulksteam outlet temperatures fromexceedingdesignlimits.
n Useofanunvented,upper-return-bend type of preheater/econo-mizerallowsmanyrowsoftheHPeconomizertoremain“airbound”throughouteverystartup/operate/shutdowncycle.Thetube-to-tubetemperature differences causedbythefailureto“prime”alltubes,sayPearsonandAnderson,resultin structural load transfer fromhot (non-flowing) tubes to colder(flowing)ones.
Plant Proven Solutions
D.L. Ricci Corp. Pipe Cutting & Beveling Clamshells√ Portable, easy to set-up and safe to operate√ All materials to include P91 & P92 √ On-site machinists ready to come to your plant
D.L. Ricci Corp. has a Full Line-Up of Insitu Tools+ Portable Boring Bars + Portable Milling Machines+ On-Site Heat Treating + Manway Grinders + Keyway Cutters+ Turbine Coupling Milling Machine + Journal Turning Lathes
Our Plant Proven tools are available for:•Sales •Rental •On-Site Support
D.L. Ricci Corp. Proudly Made in the USAwww.dlricci.com 651-388-8661
Anytime. Anywhere.(tm)
www.brmco.net661-588-9581 Office661-588-3058 Fax
The finest quality-management personnel on the planetOur services:� Construction Quality Management� Outage Inspections and Code Repair Oversight� Owner’s Representatives� Vendor Surveillance and Third-Party Review� Failure Analysis & Metallurgy� NDT Expertise and Certified Inspections� On-site Training� Temporary Technical Personnel
“Let us help you do it right the first time” “When BRM & Co. is onsite I am confident that quality is assured, and every outage dollar spent is maximized.”
Terry Toland, Plant Manager, River Road Generating Plant.

COMBINED CYCLEJOURNAL,FirstQuarter2006 37
A once-through, 400-MW HRSG: Stress analysis of operational transients and the effects on the calculated lifetimes of different headers, CMWignall,ACJones,andDMBlood,E.ON(UK).
Presenters examined a range ofkey startup transients for severaldifferent headers in a large, once-throughHRSG.Motivation:Headersare susceptible to creepand fatiguedamageandcanbecostlytoreplace.For the transients investigated, themostsevererampratesandtemper-ature changes were identified andthestressesthesetransientsinducedintheheaderswerecalculatedusingfinite-elementanalysis.
Theinvestigationfocusedonthreeheaders. Calculated stresses werecomparedfortherangeoftransientsand the relative fatigue damage toeachheader calculated using estab-lished methods. The most “at-risk”header was identified. Benefits:Changes in operational transientsnow could be assessed and inspec-tionsplannedtobetterdetermine ifandwhenheaderreplacementwouldbenecessary.
Engineers identified so-called“thermaldownshocks”as thecauseof most fatigue damage and notedthat changes in operating proce-dures could rectify the problem.
Thermaldownshocksaremorecom-monly called thermal quenchinginNorthAmerica.The condition iscausedby the failure to completelydraincondensatebeforesteamflowisestablishedasmentionedaboveinthePearson/Andersonpresentation.
The E.ON work, like Pearson/Anderson’s, is a practical investiga-tionconductedbyaconcernedowner/operatorandisausefulreferenceforassetmanagersworldwide.
Investigation of a leak in a main-steam-line weld joining P91 pip-ing to a 1.25Cr-1Mo-0.25V control valve using 2.25Cr-1Mo filler metal: Causes and implications for the use of new high-strength steels, JFHenryandJDFishburn,AlstomPower(US).
The widespread use of creep-strength-enhanced ferritic alloys—such as Grades 91, 23, and 92—forhigh-temperature applications inHRSGs has led to a range of prob-lems in the US, began Henry andFishburn,whoaddedthattheprob-lems were only beginning to beunderstood. But plant managers inNorthAmericawereastepaheadofthispresentation,havingbeenalert-ed to the problems associated withuseofhigh-chromium-contentsteelsby Henry, the HRSG User’s Group,
andsomeothers.“Growing experience with P91/
T91 forcing code changes,” writtenby Henry, appeared as an indus-try alert in the 1Q/2005 issue ofthe CCJ (p 8). That article was acatalyst for an industry conferenceon high-chrome steels developedandconductedbytheHRSGUser’sGroup last July (refer to “Specialworkshop explores P91/T91 issues,impending ASME Code changes,”CCJ,3Q/2005,p3).
In fact, Henry’s presentation in
7. Failure rate converges asymptot-ically to 10 leaks per year. Mean time between weld leaks for the example illustrated is between 420 and 460 hours of operation
0 0.5 1 1.5 2Age, years
180160
140
120
100
80
60
40
200Fa
ilure
rat
e, a
nnua
l occ
urre
nces
✓ Performance analysis ✓ Root cause failure analysis ✓ Outage inspections and service ✓ Design upgrades and retrofits ✓ Training ✓ Design review and specification
HRST, Inc. 7510 Market Place Dr, Suite 102 Eden Prairie, MN 55344
Phone: 952-833-1428 • www.hrstinc.com
HRST, Inc. 7510 Market Place Dr, Suite 102Eden Prairie, MN 55344
Phone: 952-833-1428 • www.hrstinc.com
✓ Learn from HRSG specialists how to improve reliability and performance.✓ Learn on-line and off-line assessment techniques. ✓ Review problems, symptoms and solutions.✓ Learn where to prioritize future action.
We make learning an adventure! Visit www.hrstinc.com to learn more!
Register a
t
www.hrst
inc.com
Kennebunkport, MaineJune 20-21, 2006

38 COMBINED CYCLEJOURNAL,FirstQuarter2006
Londonwasadetailedaccountofthefailureofagirthweldjoiningmain-steampipingtoamainsteamstop/control valve after less than 5000hoursoftotaloperation.Thepipinghadbeen fabricated fromGrade91material and the valve body was a1.25Cr-1Mo-0.25V alloy; the weldhadbeenmadeusinga2.25Cr-1Mofiller metal. Metallurgical analysisindicated that all processing asso-ciatedwith theweldingandsubse-quent heat treatment of the jointhadbeenproperlyconducted.
A limited structural analysiswas performed to determine howthejointwasloadedduringvariousphasesofoperation,but it failedtoidentify the source of the loadingresponsibleforprematurejointfail-ure. However, it did indicate thatneither the pressure loading northermal transient loads could haveplayed any significant role in theonsetofcracking.
Investigationindicatedthataxialloadsofsignificantmagnitudecouldbegeneratedatthefailurelocationbecause of the mismatch in bothmaterial properties and geometry,andatransitionpiecewasdesignedfor installation between the pipeand valve body to minimize thegeometry effect. The importance ofaxialloadstotheprematurefailure
ofthejointledtoaconsiderationofelastic follow-up as a contributorto the failure process, a possibilitythatwouldrequireamoredetailedanalysis.
Consult Henry’s 1Q/2005 articlereferenced above for more detail onthisincident(seepassagebeginningwithsubhead“Properjointdesign”).
Inspection, maintenance, and reliability of HRSGs manufac-tured in a decentralized global market, T Itay, E Rindenau, andD Laredo, Israel Electric Corp Ltd(Israel)andDGRobertsonandIAShibli,ETD(UK).
ETD’s Shibli, who was the con-ference coordinator, presented onHRSGtubefailureswiththreeIsrae-li colleagues. The title of the paperdoes not do justice to the content.It isagoodoverviewoftubefailureexperience based on work by theauthors,theElectricPowerResearchInstitute, the HRSG User’s Group,and others. Worthwhile reading forasset managers responsible fornewconstructionandforplantmanagersassigned commissioning duty whomaybefeelingabitparanoidabouttubeleaks.
The authors began with thethought that maintenance-freeequipmentisanattractiveidea,but
thatahighlycompetitiveglobalmar-ketfocusedoncuttingcostmilitatesagainstit.Thelow-costmentalityofowner/operators often dictates theuse of globally sourced contractorswith less-than-satisfactory perfor-mancerecordsandinadequatetrain-ingprograms.Thisisconducivetoanabnormallyhighrateofwelddefects.Withahigh-capacity,triple-pressureHRSG requiring upwards of 19,000tube welds, poor craftsmanship canmeanmanyleaks.
Shibli and coauthorspointed outthat the wall thickness of tubingfor many HRSGs is less than thatfor conventional fired boilers andthat HRSG tubing is less tolerantof fabricationdefects and of loss ofwall section through pitting attackor other corrosive loss. The mostfrequently encountered defects,they said, are inadequate fit-up ofthetubes,lackofpenetration,burnthrough, irregular root, and exces-sivepenetration.
Say “defect” and one naturallythinks of nondestructive examina-tiontechniquestoidentifyproblemsearlyanddonecessaryreworkbeforecommissioning. However, Shiblisaid that such irregularities cannotalways be detected by radiographicorultrasonictestmethods.
An obviously painful experience
The pneumatically powered ESCO Millhog Tube Fin Removal Tool removes fins from the tube O.D. quickly and easily. The standard tool removes 4 in. of fin in less than two minutes and bevels the tube end all in the same step. Other features of the tool include: no reaction torque to operator, easy to use, helps reduce outage time.
Esco Tool, 50 Park St., Medfield, MA 02052Tel: 800-343-6926, 508-359-4311Fax: 508-359-4145 E-mail: [email protected] visit our website at www.escotool.com
Visit us at Booth 68

COMBINED CYCLEJOURNAL,FirstQuarter2006 39
with recently constructed HRSGsthatwasreportedbytheauthorsbutnotspecificallyattributednoted theneed for extensive field repairs totube-to-tube butt welds in suppliedharps. Onsite radiography verifiedthe integrity of the rework.Despitethis effort, approximately 100 weldfailures occurred during hydro andabout another 50 failures occurredduring the first 5000 hours of ser-vice.
Reliability calculations based oncollected data indicated that theMTBF (mean time between fail-ure)—defined as weld leaks—wasbetween420and460hoursofopera-tion.Usingacceptedstatisticaltech-niquesandassumingthatalloftheleaks experienced were “infantile”problems, the failure-rate curveshowninFig7wasdeveloped.
Examination of HP evapora-tor and economizer tube samplesrevealed the following defects intube-to-tube butt welds: poor weldprofile, pinhole defects at the startoftheweldrootrun,internalporosi-ty,crackingofweldmetalintherootarea, hairline defect linking poros-ity with surface pinhole, lack offusioninweldcap,pooralignment,lackoffusioninsidewallassociatedwithslaginclusions,segmentofTIGwire fused into the weld root and
protruding intothetubebore.Pho-tomicrographsprovidedinthepaperdetailmostofthesefindings.
Weldingandinspectionprocedureswerereviewedasafirststepinelimi-natingarepeatofsuchperformancein future HRSG construction. Pro-cedureswereacceptable in termsofwelding parameters and heat-treat-mentrequirements.However,inves-tigators found that a wide range ofmaterialthicknesswasaddressedbya single procedure. And the size ofthetungstenelectrodespecifiedwaslargeintermsoftheminimummate-rialthickness.
Analysis of the hydrotest fail-uresshowedthattheyhadoccurredpredominately at the bottom of thetubewelds.Thissuggestedthat thewelds had been made from top tobottom,despiteaweldingprocedurethat called for an upward progres-sion. Comparison of the weld andfailurerecordsshowedthatthetubefailures most likely were related towelderskilllevelsandthedifficultyofwelding.
Finally, investigators noted alackofdocumentation.Noevidencewasavailabletoindicatethatweldswere inspected as completed andbefore they became inaccessible.Radiographs also were of variablequality.
Monitoring, inspection, materials assessmentChemical monitoring of HRSGs: Key measurements for opera-tional control and fault-condi-tion diagnosis, GeoffBignold,GJBChemistryforPowerLtd(UK).
Bignold’spresentation isahandyeight-page review of what plantmanagersshouldconsidertoensurelong-term reliable operation of acombined-cycle plant’s steam/watercircuit.Thisgoalcannotbeachievedunless appropriate chemical targetsare met to minimize corrosion anddepositaccumulation.Acombinationof online monitoring of key param-eters, reinforced by regular offlineconfirmatoryanalyses,iskeytosuc-cess,saidBignold.
It is important to ensure thatplant operators receive sufficientwarningwhenachemical faultcon-ditiondevelops,hecontinued.Thus,instrumentation reliability must besuchthatthedatapresentedwillbetrusted and that appropriate actionto restore operation within targetvalueswillbetakenimmediately.

40 COMBINED CYCLEJOURNAL,FirstQuarter2006
Bignold suggested parameters tomonitor and where to do it to pro-vide representative data and keepinstrumentation costs manageable.Chemistry variables addressedinclude direct conductivity, conduc-tivity after cation exchange, pH,dissolved oxygen, silica, phosphate,sodium,iron,andcopper.Healsodis-cussed limitationsandcompromisesthatariseduring startupand shut-down,thesignificanceofchangesinsample-lineflow,reactionsinsamplelines,etc.
Assessment of resistance to crack propagation by quantita-tive acoustic emission in creep-degraded P22, 15Cr-1Mo-1V, and 14Mo-V63 steels, G Muravin, LLezvinsky,andBMuravin,PhysicalDiagnosticsLtd(Israel).
Thefirstlineofthepaperpreparedby Muravin and colleagues in sup-port of their presentation suggeststhat it is of limited value to plantoperationspersonnel: “Thearticle isdevotedtoinvestigationoftheinter-dependence between acoustic emis-sion energy andmechanical energyreleased during fracture toughnesstestsandcreepdevelopment.”
Integrity assessment of a cracked Y-piece using the “Alias-HIDA”
probabilistic procedure, NLeMatHamata, ETD (UK) and J Korous,BiSafeLtd(CzechRepublic).
ThepresentationbyHatmataandKourous, like the one by Muravinand colleagues, was aimed at met-allurgists rather than plant opera-tions personnel. It discussed defectassessment performed on a weldedtubular Y-joint typically used inhigh-temperature regions of anHRSG. Life obtained using theEuropean HIDA deterministic pro-cedurewascomparedtothatresult-ing from a probabilistic treatmentby considering scatter in the mate-rialpropertydata.Enoughsaid.
European standardization activ-ity with respect to HRSGs, Cor-rado Delle Site and Andrea Tonti,ISPESL (Italian Dept of InspectionandSafety).
ForanyoneneedinganupdateonEuropean standards forboilersandunfired pressure vessels, the paperdeveloped by Delle Site and Tontibasedontheirpresentation,isagoodplacetostart.Theirconclusions:nMore comprehensive European
standards for HRSGs should bedeveloped.
nEN12952 is applicable toHRSGsbutdoesnotcoverimportantaspectsrelatedtocreep.Infact,creepisnotaddressed properly in any Euro-peanstandard.CreepamendmentofEN13445appliesonlytounfiredpressurevessels,nottoboilers—atleastatthistime.
nBecauseEN12952doesnotaddresscreep, other specific design rulescanbeusedforsteamboilerspro-vided that they meet EuropeanPressure Equipment Directive(PED)safetyrequirements.
nPresently, none of the boilerdesign/construction codes withthe widest international use—specifically, the ASME (Ameri-can), BS (British), TRD (Ger-man), and EN12952 (EuropeanUnion)—adequately addressestheunderlyingdesignweakness-es that have been identified astherootcausesofpersistentfail-ure mechanisms in HRSG tubesandheaders.
Improving the life expectancy of base-load-designed HRSGs under cyclic operations, AkberPasha and Tony Thompson,VogtPowerInternationalInc(US).
Pasha and Thompson both havelong-term experience in the designofHRSGsandareamongthemost-capableengineersintheindustrytodescribethevariousdamagemecha-nisms encountered during fabrica-
tionandoperation—andtheimpactcyclinghason them. Inaddition toreviewing the traditional life-cycleanalysis (LCA), they introducedtheconceptofacyclingoperationalanalysis (COA). Combined, LCAandCOAcanbeusedtoidentifythecriticalcomponentsthatwouldlimitHRSGlifeandthecausativemanu-facturingoroperatingprocedure.
Goaloftheanalysisistoidentifythe most cost-effective methods forincreasing HRSG life. These mayincludereplacementofcriticalcom-ponents, installation of additionalequipment to decrease the sever-ityofthecyclingeffects(automatedvents and drains and stack damp-ers,forexample),ormodifyingoper-ating procedures to reduce stressintensities.
Almost all of what Pasha andThompson decided to include intheir paper has been publishedelsewhere,butprobablynotinsucha convenient format. Three sum-mary tablesmakeagoodchecklistofwhatyoushouldremember.OnesummarizesHRSGdamagemecha-nismsandthe impactofcycling (ifany)ontheseverityofeachmecha-nism.Toillustrate:
Mechanism. Low-cyclefatigue.How it works. Damageoccursat
lowcycleswhenstrainishigh.Thisistheprevailingdamagemechanisminboilers.
Effect of cycling. Increas-es because the number of cyclesincreases.
Thesecondtable,adamage-mech-anism matrix for HRSGs presentscomponents in rows and damagemechanismsincolumns.Gridboxesarecoloredwherethedamagemech-anism applies, blank where it doesnot.Forexample,superheaterscanbe impacted adversely by low-cyclefatigue,creep,thermalshock,differ-ential expansion, oxidation/exfolia-tion,chemicalcorrosion,anderosionof tube internal surface. Little orno damage results from corrosionfatigue, flow-accelerated corrosion,corrosion-productmigration,deposi-tion,erosionorcorrosionofexternaltubesurface,etc.
The third table presents generaldesign rules for units operating inbase-load and cycling service. Toillustrate: Design base-load unitsfor creep only; consider creep andfatigue, as well as creep/fatigueinteraction,whendesigningHRSGsforcyclingservice.
Finally, Pasha and Thompsonoffered alternatives for extendinganHRSG’s lifetime if calculationofremaining life is less than desired.ccj