
ĆWICZENIA LABORATORYJNE Surowce energetyczne stałe i...
39
1 Akademia Górniczo – Hutnicza im. St. Staszica w Krakowie Wydział Energetyki i Paliw Katedra Technologii Paliw ĆWICZENIA LABORATORYJNE Surowce energetyczne stałe i ich przetwarzanie Ćwiczenie 8 Pomiar ciśnienia rozprężania
Transcript of ĆWICZENIA LABORATORYJNE Surowce energetyczne stałe i...

1
Akademia Górniczo – Hutnicza
im. St. Staszica w Krakowie
Wydział Energetyki i Paliw
Katedra Technologii Paliw
ĆWICZENIA LABORATORYJNE
Surowce energetyczne stałe i ich przetwarzanie
Ćwiczenie 8
Pomiar ciśnienia rozprężania

2
1. Oddziaływanie ciśnienia rozprężania na ściany komór koksowniczych oraz jakość
koksu
Ciśnienie rozprężania to jeden z parametrów charakteryzujących własności koksotwórcze
węgla. Wzrastające zainteresowanie koksowników tym właśnie parametrem wynika z faktu,
iż ciśnienie rozprężania ma znaczący wpływ na bezpieczeństwo ścian komór koksowniczych.
Z drugiej strony parametr ten spełnia ważną rolę w procesie koksownia, bowiem ułatwia
aglomerację uplastycznionych ziaren węgla oraz sprzyja zmniejszeniu ilości i wielkości
szczelin w półkoksie wskutek wnikania w nie masy plastycznej. W konsekwencji prowadzi to
do zwiększenia wytrzymałości tworzącego się koksu.
Odpowiedź na pytanie dlaczego ciśnienie rozprężania jest tak ważne została już zawarta
powyżej, mianowicie ze względu na możliwość deformacji lub trwałego uszkodzenia
ceramiki baterii koksowniczej. Bateria koksownicza z ekonomicznego punktu widzenia to
jeden z najdroższych elementów koksowni. Wieloletnia praktyka wykazuje, iż ściany komór
koksowniczych narażone są na szereg czynników negatywnie wpływających na ich
żywotność. W tym momencie pojawiają się kolejne pytania: jakie deformacje są dopuszczalne
podczas użytkowania komory i jakie są w takim razie dopuszczalne siły lub ciśnienia, które je
powodują. Z tych względów istotnym jest ustalenie bezpiecznej wartości ciśnienia
rozprężania, nie powodującej trwałego zniszczenia ceramiki komory koksowniczej.
Siły oddziałujące na ściany baterii koksowniczych mają różnorakie źródła. Już przy
załadunku komory występują siły poziome, których bezpośrednią przyczyną jest masa
wsypywanego węgla (przy systemie zasypowym). Jak podaje literatura [1], siły te są jednak
zbyt małe, aby spowodować poważniejsze uszkodzenia, nawet jeśli uwzględnić gradient
termiczny związany z kontaktem gorącego masywu z zimnym wsadem węglowym.
Ciśnienie gazów w bezpośrednim pobliżu ścian komory, określane w literaturze
anglojęzycznej jako „gas pressure at the walls”, również nie powoduje większych zniszczeń
ceramiki komory. Na temat tego oddziaływania jest jednak zbyt mało danych, gdyż
zazwyczaj ciśnienie gazu mierzone jest w centrum wsadu. Centralna część wsadu jest bowiem
miejscem, gdzie generowane ciśnienie podczas koksownia osiąga maksymalną wartość ze
względu na połączenie się dwóch warstw plastycznych.
Zdecydowanie największy wpływ na bezpieczeństwo ceramiki ma natomiast ciśnienie
generowane w centrum wsadu nazywane wewnętrznym ciśnieniem gazu („internal gas
pressure”) i transmitowane w formie ciśnienia rozprężania na ściany komory. Mechanizmem
powodującym powstawanie wewnętrznego ciśnienia jest wydzielenie się gazów i par

3
pirolitycznych w warstwie uplastycznionego węgla koksowego. Wydzielenie się pary wodnej
ma również swój udział w oddziaływaniu na ściany komory. Ze względu jednak na fakt, iż
odparowanie wody następuje w temperaturze około 100 oC, czyli w godzinę po zasypaniu
komory, kiedy jeszcze koksowany wsad charakteryzuje się jeszcze dość dużą
przepuszczalnością, ciśnienie generowane w tym czasie jest zupełnie niegroźne dla ścian
komory. Rozszerzalność temperaturowa węgla podczas ogrzewania wsadu oraz siły
generowane podczas wypychania koksu również oddziałują na ściany komory koksowniczej
zwiększając ryzyko jej uszkodzenia. W porównaniu jednak z ciśnieniem rozprężania mają
niewielkie znacznie przy rozpatrywaniu bezpieczeństwa ceramiki ścian komory
koksowniczej.
Jak wykazuje wieloletnia praktyka koksownicza ciśnienie rozprężania wielokrotnie było
przyczyną tak silnych deformacji komory koksowniczej, że wymagały one przebudowy.
Znane są również przypadki zniszczenia baterii koksowniczej po około czterech latach jej
eksploatacji w wyniku działania nadmiernego ciśnienia rozprężania. Biorąc pod uwagę
powyższe fakty, znajomość maksymalnej wartości ciśnienia rozprężania, która nie powoduje
jeszcze uszkodzeń ścian komory koksowniczej jest bardzo cenną informacją.
Badania mające na celu wyznaczenie granicznej, bezpiecznej wartości ciśnienia
prowadzono w dwóch kierunkach. Pierwszy polegał na empirycznym określeniu bezpiecznej
wartości ciśnienia rozprężania (porównawcza analiza ciśnienia rozprężania mierzonego w
skali półtechnicznej i w warunkach przemysłowych lub porównanie węgli o różnym ciśnieniu
rozprężania w bateriach przeznaczonych do rozbiórki). Drugim kierunkiem były obliczenia
wytrzymałościowe układu ścian grzewczych i komór koksowniczych.
Analiza uzyskanych na przestrzeni wielu lat wyników pochodzących zarówno z badań
empirycznych jak i obliczeń wytrzymałościowych wskazuje na dość duże zróżnicowanie
wartości uważanego za bezpieczne ciśnienia rozprężania. Jeśli chodzi o wyniki empiryczne
[2] z lat trzydziestych to H. Koppers i A. Jenkner stwierdzili, iż bezpieczna wartość ciśnienia
rozprężania to 9 kPa. Badania w Wielkiej Brytanii dowodzą, iż w komorach, których
wysokość nie przekracza 4 m, dopuszczalne ciśnienie rozprężania nie powinno przekraczać
14 kPa. Jednak wyniki francuskie i niemieckie z lat sześćdziesiątych dla tej samej wysokości
komory podają wartość 10 kPa [2]. Jeśli chodzi o obliczenia wytrzymałościowe, to
W. Ahlers podaje wartość bezpiecznego ciśnienia rozprężania 9,5 kPa dla komór o wysokości
do 4,5 m. Obecnie projektanci baterii koksowniczych kierują się regułą: ciśnienie rozprężania
poniżej 14 kPa dla komór o wysokości do 4 m i poniżej 7 kPa dla baterii wielkokomorowych
4
[2]. Jak widać odpowiedź na pytanie dotyczące bezpiecznej wartości ciśnienia rozprężania nie
jest jednoznaczna, zależy bowiem od parametrów projektowych komory koksowniczej.
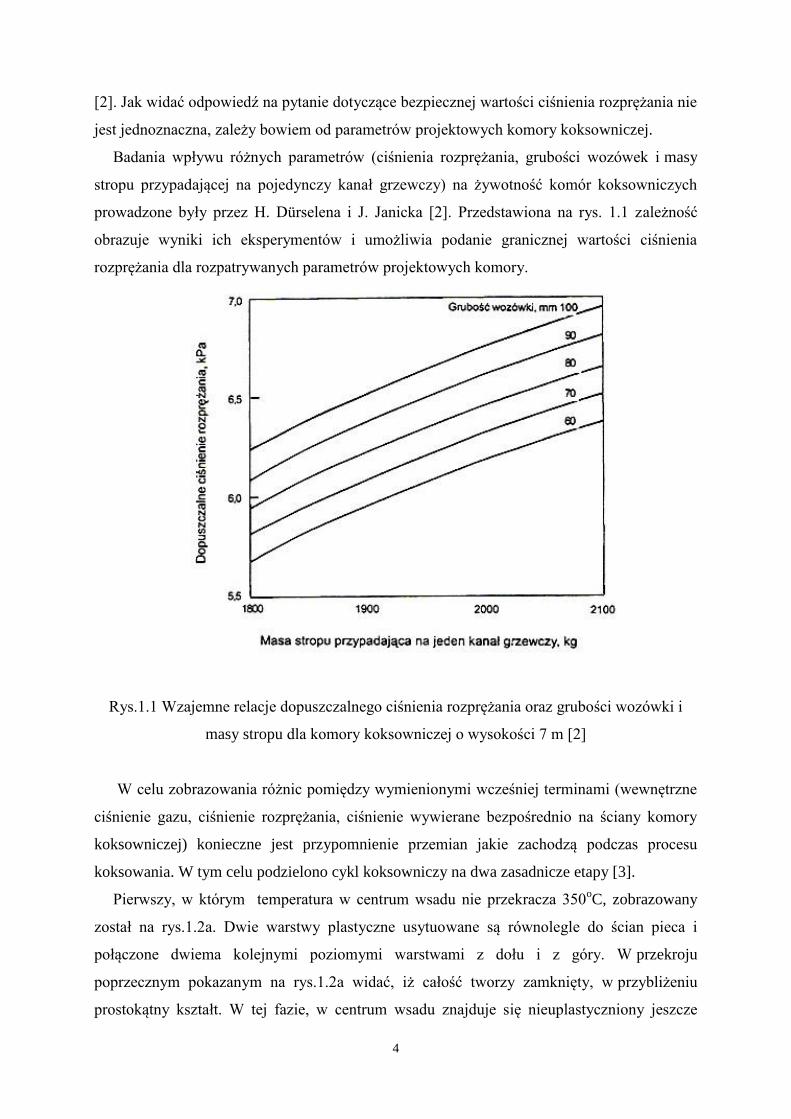
Badania wpływu różnych parametrów (ciśnienia rozprężania, grubości wozówek i masy
stropu przypadającej na pojedynczy kanał grzewczy) na żywotność komór koksowniczych
prowadzone były przez H. Dürselena i J. Janicka [2]. Przedstawiona na rys. 1.1 zależność
obrazuje wyniki ich eksperymentów i umożliwia podanie granicznej wartości ciśnienia
rozprężania dla rozpatrywanych parametrów projektowych komory.
Rys.1.1 Wzajemne relacje dopuszczalnego ciśnienia rozprężania oraz grubości wozówki i
masy stropu dla komory koksowniczej o wysokości 7 m [2]
W celu zobrazowania różnic pomiędzy wymienionymi wcześniej terminami (wewnętrzne
ciśnienie gazu, ciśnienie rozprężania, ciśnienie wywierane bezpośrednio na ściany komory
koksowniczej) konieczne jest przypomnienie przemian jakie zachodzą podczas procesu
koksowania. W tym celu podzielono cykl koksowniczy na dwa zasadnicze etapy [3].
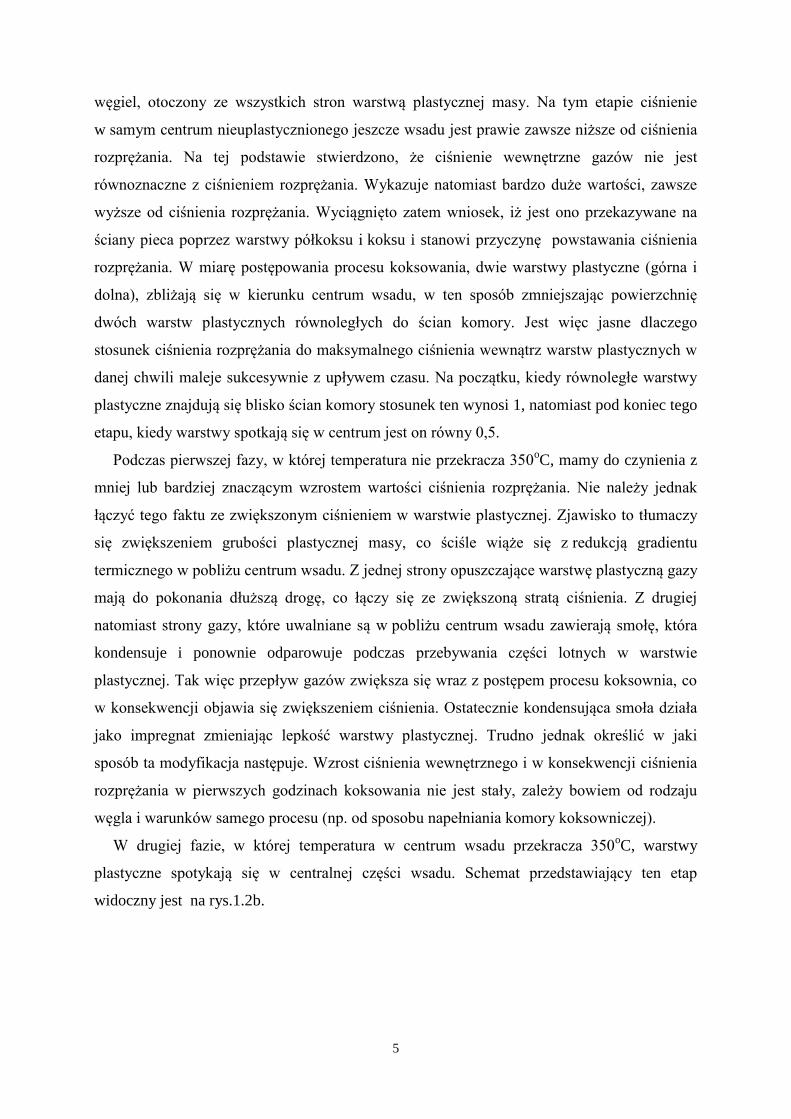
Pierwszy, w którym temperatura w centrum wsadu nie przekracza 350oC, zobrazowany
został na rys.1.2a. Dwie warstwy plastyczne usytuowane są równolegle do ścian pieca i
połączone dwiema kolejnymi poziomymi warstwami z dołu i z góry. W przekroju
poprzecznym pokazanym na rys.1.2a widać, iż całość tworzy zamknięty, w przybliżeniu
prostokątny kształt. W tej fazie, w centrum wsadu znajduje się nieuplastyczniony jeszcze
5
węgiel, otoczony ze wszystkich stron warstwą plastycznej masy. Na tym etapie ciśnienie
w samym centrum nieuplastycznionego jeszcze wsadu jest prawie zawsze niższe od ciśnienia
rozprężania. Na tej podstawie stwierdzono, że ciśnienie wewnętrzne gazów nie jest
równoznaczne z ciśnieniem rozprężania. Wykazuje natomiast bardzo duże wartości, zawsze
wyższe od ciśnienia rozprężania. Wyciągnięto zatem wniosek, iż jest ono przekazywane na
ściany pieca poprzez warstwy półkoksu i koksu i stanowi przyczynę powstawania ciśnienia
rozprężania. W miarę postępowania procesu koksowania, dwie warstwy plastyczne (górna i
dolna), zbliżają się w kierunku centrum wsadu, w ten sposób zmniejszając powierzchnię
dwóch warstw plastycznych równoległych do ścian komory. Jest więc jasne dlaczego
stosunek ciśnienia rozprężania do maksymalnego ciśnienia wewnątrz warstw plastycznych w
danej chwili maleje sukcesywnie z upływem czasu. Na początku, kiedy równoległe warstwy
plastyczne znajdują się blisko ścian komory stosunek ten wynosi 1, natomiast pod koniec tego
etapu, kiedy warstwy spotkają się w centrum jest on równy 0,5.
Podczas pierwszej fazy, w której temperatura nie przekracza 350oC, mamy do czynienia z
mniej lub bardziej znaczącym wzrostem wartości ciśnienia rozprężania. Nie należy jednak
łączyć tego faktu ze zwiększonym ciśnieniem w warstwie plastycznej. Zjawisko to tłumaczy
się zwiększeniem grubości plastycznej masy, co ściśle wiąże się z redukcją gradientu
termicznego w pobliżu centrum wsadu. Z jednej strony opuszczające warstwę plastyczną gazy
mają do pokonania dłuższą drogę, co łączy się ze zwiększoną stratą ciśnienia. Z drugiej
natomiast strony gazy, które uwalniane są w pobliżu centrum wsadu zawierają smołę, która
kondensuje i ponownie odparowuje podczas przebywania części lotnych w warstwie
plastycznej. Tak więc przepływ gazów zwiększa się wraz z postępem procesu koksownia, co
w konsekwencji objawia się zwiększeniem ciśnienia. Ostatecznie kondensująca smoła działa
jako impregnat zmieniając lepkość warstwy plastycznej. Trudno jednak określić w jaki
sposób ta modyfikacja następuje. Wzrost ciśnienia wewnętrznego i w konsekwencji ciśnienia
rozprężania w pierwszych godzinach koksowania nie jest stały, zależy bowiem od rodzaju
węgla i warunków samego procesu (np. od sposobu napełniania komory koksowniczej).
W drugiej fazie, w której temperatura w centrum wsadu przekracza 350oC, warstwy
plastyczne spotykają się w centralnej części wsadu. Schemat przedstawiający ten etap
widoczny jest na rys.1.2b.
6
1– półkoks i koks, 2 – warstwa plastyczna, 3 – węgiel
Rys.1.2a. Rozmieszczenie warstwy plastycznej w koksowanym wsadzie (I faza) [2]
1– półkoks i koks, 2 – warstwa plastyczna, 3 – węgiel
Rys.1.2b. Rozmieszczenie warstwy plastycznej w koksowanym wsadzie (II faza) [3]
Powstająca jedna warstwa plastyczna o podwójnej grubości sprawia, iż wydostające się
lotne produkty mają do pokonania dwa razy większą drogę przez tę przeszkodę.
W konsekwencji pojawia się nagły wzrost ciśnienia. Zdarza się często tak, że warstwy
plastyczne nie docierają do centrum wsadu w tym samym czasie. Dzieje się tak na skutek
nierównomiernego ogrzewania się wsadu. Jest to zarazem wyjaśnieniem, dlaczego czasem
piki na wykresach obrazujących zmiany ciśnienia rozprężania nie są wyraźne, a korelacja
– 1
– 2
– 3
– 1
– 2
– 3

7
pomiędzy wewnętrznym ciśnieniem gazów i ciśnieniem rozprężania nie zawsze jest
spełniona. W Centre de Pyrolyse de Marienau przeprowadzone zostały badania z użyciem
wadliwego systemu grzewczego, w celu zaobserwowania wpływu tego czynnika na
zachowanie się warstw plastycznych w centrum wsadu. Zauważono, iż warstwy spotykały się
w centralnej części wsadu na dwa sposoby: raz tworząc zamkniętą kieszeń z
nieuplastycznionym wewnątrz węglem, innym razem warstwy zbliżały się do siebie wypukłą
stroną unikając zamknięcia w środku nieuplastycznionego węgla (tworzyły otwartą kieszeń).
W obu przypadkach zanotowano wzrost ciśnienia, ale piki zaobserwowane na wykresie nie
były już ostre i wyraźne, ale rozmyte i rozłożone w czasie.
W stanie plastycznym koksowanego wsadu zachodzą wszystkie przemiany, które
wzmacniają wewnętrzną budowę koksu, a także przemiany, które nadają mu wytrzymałość i
obniżają jego ścieralność. Przemiany te polegają na „wtapianiu” się w masę plastyczną węgla
wszystkich cząstek nie zawierających topliwych bitumitów czyli pozostałości roślin,
dodatków schudzających, oraz cząstek fuzytu, co pozwala na uzyskanie jednolitej struktury
koksu a w konsekwencji zwiększenie jego wytrzymałości. Dodatkowo masa plastyczna dzięki
działaniu ciśnienia rozprężania wciskana jest w półkoks co likwiduje powstałe w nim
szczeliny i przeciwdziała ich rozprzestrzenianiu się [4]. Zestalenie masy plastycznej w
szczelinach półkoksu istotnie poprawia jego parametry wytrzymałościowe.
Dobre własności mechaniczne koksu determinują jego przydatność w wielu gałęziach
przemysłu. Szczególnie istotne znaczenie mają one w przypadku stosowania koksu w wielkim
piecu, gdyż zapewniają przewiewność wsadu, co ściśle związane jest z wymianą ciepła i
masy w tym procesie. Jak wiadomo 80 % produkowanego koksu trafia właśnie do wielkiego
pieca, stąd tak duże zainteresowanie jego parametrami mechanicznymi. Ścisły związek
pomiędzy wytrzymałością mechaniczną koksu a ciśnieniem rozprężania w koksowanym
wsadzie węglowym sprawia, że poznanie mechanizmu tego zjawiska jak również stworzenie
modelu prognozującego wartość tego parametru ma szczególnie istotne znaczenie.
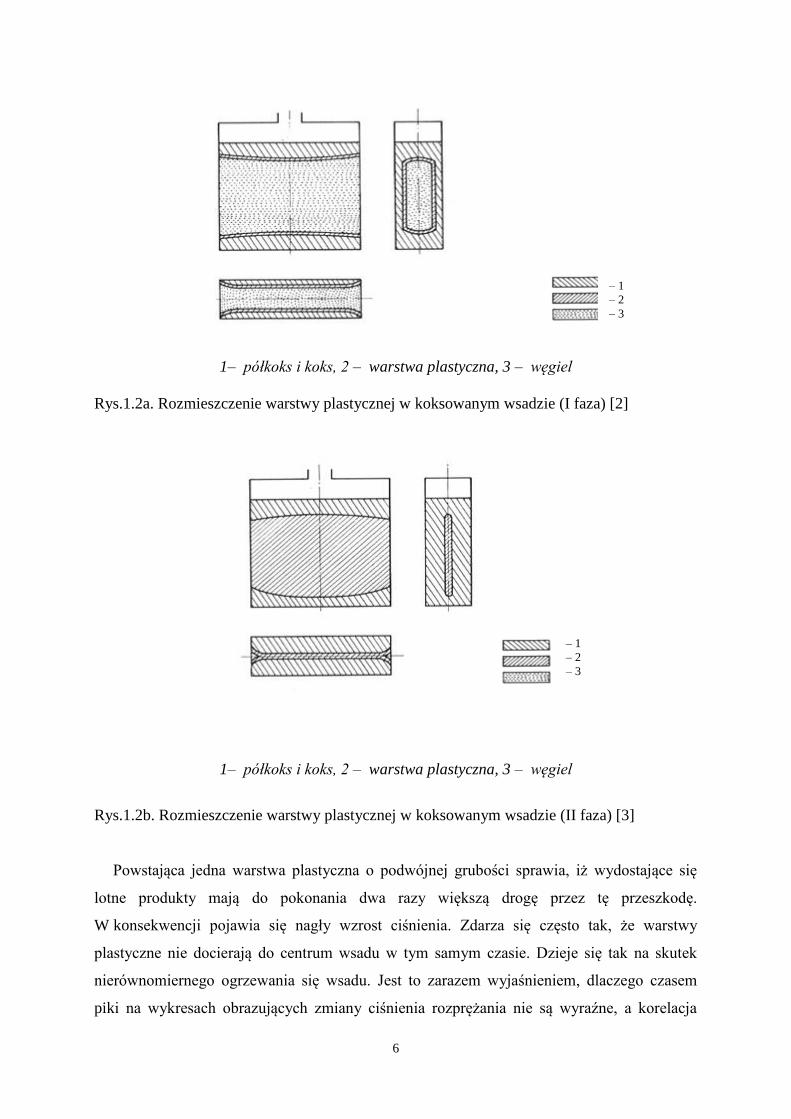
W warunkach przemysłowych zależność ciśnienia rozprężania od czasu koksowania
przedstawia w sposób ogólny rys.1.3. W pierwszych godzinach w miarę postępowania
procesu zwiększa się stopniowo ciśnienie i w temperaturze 100oC obserwujemy pik
pochodzący z odparowania wody. Jest on niewielki w porównaniu z kolejnym pikiem
widocznym na wykresie, który obrazuje moment zetknięcia się warstw plastycznych
(maksimum ciśnienia rozprężania).
8
Rys.1.3. Krzywa przebiegu ciśnienia rozprężania w czasie procesu koksowania [5]
2. Wpływ czynników surowcowych i technologicznych na ciśnienie rozprężania
generowane w komorze koksowniczej
Wyniki wieloletnich badań potwierdzają wpływ wielu czynników na wartość
generowanego ciśnienia rozprężania. Czynniki te można podzielić na dwie zasadnicze grupy.
Do pierwszej należą czynniki ukształtowane przez naturę w procesie metamorfizmu jak
stopień uwęglenia, dylatacja, plastyczność, spiekalność, wydymanie czy skurcz – nazywane
są one czynnikami surowcowymi. Drugą grupę stanowią czynniki kształtowane przez
człowieka w trakcie przygotowania węgla lub mieszanki węglowej do procesu koksowania
takie jak skład ziarnowy, gęstość nasypowa, szybkość koksowania, seryjność obsadzania
komór koksowniczych – są to czynniki technologiczne.
2.1. Wpływ czynników surowcowych
Stopień metamorfizmu wsadu węglowego
Najczęściej parametrami opisującym stopień uwęglenia (stopień metamorfizmu) jest
zawartość części lotnych Vdaf
oraz zdolność odbicia światła witrynitu R0. Rozpatrując
zawartość części lotnych jako parametr determinujący wartość ciśnienia rozprężania można

9
wysunąć błędny wniosek, że w miarę wzrostu zawartości części lotnych rosnąć będzie
wartość ciśnienia rozprężania. Intuicyjnie bowiem, im więcej lotnych produktów
odgazowania, tym większe ciśnienie wewnętrzne gazu a tym samym większe ciśnienie
rozprężania. Nie należy jednak zapominać, że zwiększona zawartość części lotnych powoduje
większy ubytek masy karbonizatu, a co za tym idzie większy skurcz poziomy bryły koksu.
Należy zaznaczyć, iż wspomniane zjawiska, to jest skurcz poziomy bryły koksu oraz ciśnienie
gazu wewnątrz wsadu w przeciwstawny sposób wpływają na wielkość generowanego
ciśnienia rozprężania [4]. Występuje więc pewne optimum zawartości części lotnych, dla
której generowane ciśnienie rozprężania przyjmuje swoje maksimum. Generalnie przyjmuje
się, że możliwość powstawania nadmiernego ciśnienia rozprężania jest największa przy
koksowaniu węgli o zawartości części lotnych Vdaf
mieszczących się w przedziale od około
18 % do 25 % i współczynniku odbicia światła witrynitu R0 od ok. 1,2 % do 1,6 % [5].
Własności koksotwórcze
Badania własności koksotwórczych polegają w głównej mierze na pośredniej lub
bezpośredniej ocenie procesu uplastycznienia i spiekania węgla w procesie pirolizy.
Własności te charakteryzowane są m.in. za pomocą wskaźników dylatometrycznych,
wskaźników plastometrycznych według Sapożnikowa oraz wskaźnika stanu plastycznego wg
Gieselera–Hoehnego [6]. Nie stwierdzono zależności między ciśnieniem rozprężania
zmierzonym w warunkach laboratoryjnych zgodnie z PN a maksymalną plastycznością Fmax
oznaczoną metodą Gieselera. Stwierdzono natomiast dobrą korelację tak zmierzonego
ciśnienia rozprężania z dylatacją b oraz nieco gorszą, ale również istotną korelację ze
wskaźnikami plastometrycznymi oznaczonymi metodą Sapożnikowa, to jest skurczem x i
grubością warstwy plastycznej y. Zależności te przedstawia rysunek 2.1.
Należy jednak w tym miejscu przypomnieć, że wyników pomiarów ciśnienia rozprężania
uzyskiwanych metodami laboratoryjnymi nie można w prosty sposób przekładać na
rzeczywiste wartości ciśnienia powstającego w komorze koksowniczej [7].
Ciś
nie
nie
ro
zprę
żan
ia [
kP
a]

10
Rys.2.1. Zależność ciśnienia rozprężania węgli górnośląskich od ich dylatacji b oraz
wskaźników plastometrycznych x i y [7]

11
2.2. Wpływ czynników technologicznych
Stopień zagęszczenia i skład ziarnowy wsadu
Czynniki te obok stopnia metamorfizmu są najważniejszymi parametrami warunkującymi
wartość ciśnienia rozprężania. Wzrost ciśnienia rozprężania przy rosnącym zagęszczeniu
wsadu węglowego w komorze koksowniczej w warunkach ruchowych objawia się tak
zwanym ciężkim biegiem pieców czyli rosnącym poborem prądu – potocznie zwanego
amperażem – przez silnik napędzający drąg wypychowy. Rysunek 2.2 przedstawia zmiany
amperażu przy wzrastającym zagęszczeniu wsadu dla dwóch grup mieszanek węglowych.
Rys.2.2. Zmiana poboru prądu (amperażu) przez silnik drąga wypychowego przy różnych
gęstościach wsadu (przeliczonych na wsad suchy) w komorze koksowniczej [7]
Gęstość wsadu [kg/m3]
Am
per
aż
[A]
Am
per
aż
[A]

12
Przy omawianiu tych problemów należy podkreślić, że kłopoty z wypychaniem koksu z
komór mogą być spowodowane nie tylko przez nadmierne ciśnienie rozprężania, ale również
niedotrzymaniem właściwych warunków czasowo-temperaturowych procesu koksowania
prowadzących do niedoprażenia czy przegarowania koksu albo też złym stanem technicznym
masywu ceramicznego komór koksowniczych. Kolejnym czynnikiem, o którym należy
również wspomnieć, jest zróżnicowany stopień zagęszczenia wsadu w poszczególnych
fragmentach komory koksowniczej co ma miejsce w szczególności przy stosowaniu systemu
zasypowego. Różnice gęstości nasypowej wsadu dochodzą nawet do kilkunastu procent.
Największe zagęszczenie występuje pod otworami zasypowymi, co skutkuje zwiększonym
ciśnieniem w tych fragmentach komory – rozkład ciśnienia wewnątrz wsadu w komorze
koksowniczej ilustruje rysunek 2.3.
Rys.2.3. Rozkład ciśnienia gazu wewnątrz wsadu w komorze koksowniczej [7]
Gęstość nasypowa wsadu węglowego w komorze koksowniczej jest determinowana
rozkładem uziarnienia i zawartością wilgoci [7]. Wpływ zawartości wilgoci w mieszance
węglowej na wartość gęstości nasypowej przedstawia rysunek 2.4. Wilgoć przemijająca
gromadząca się w pierwszej kolejności wokół punktów styku ziaren, jest źródłem kapilarnych
sił spójności zmniejszających ruchliwość ziaren a tym samym gęstość nasypową. Po
przekroczeniu pewnej określonej zawartości wilgoci występuje z kolei zjawisko smarowania
hydrodynamicznego filmu wodnego, które powiększa stopień zagęszczenia wsadu [6].

13
Rys.2.4. Wpływ zawartości wilgoci na gęstość nasypową mieszanki – wartość gęstości
podana w przeliczeniu na stan suchy [6]
Na rysunku 2.5 przedstawione są wyniki badań pokazujące jaki wpływ na wielkość
generowanego ciśnienia ma zagęszczenie i uziarnienie wsadu węglowego. Miarą uziarnienia
węgla w tym przypadku jest zawartość frakcji poniżej 2 mm. Wykres na rysunku 2.5
prowadzi do następującej konkluzji: wsad węglowy będzie wytwarzał podczas koksowania
tym wyższe ciśnienie im większa będzie jego gęstość, a przy tej samej gęstości im grubsze
będą ziarna węgla [7]. Zdaniem wielu autorów wymiar ziaren bardzo istotnie, o ile nie
decydująco, wpływa na poziom ciśnienia rozprężania. Ilustruje to rysunek 2.6 obrazujący
zmianę ciśnienia gazu wewnątrz wsadu w funkcji uziarnienia, przy zachowaniu stałej gęstości
830 kg/m3 [7].
Szybkość koksowania
Jest ona zależna od wielu czynników określających wymianę ciepła pomiędzy ścianą
grzewczą a wsadem. W dotychczasowych badaniach nad ciśnieniem rozprężania
koncentrowano się w zasadzie na dwóch spośród tych czynników, to jest temperaturze w
kanałach grzewczych i szerokości komory koksowniczej. Choć można by oczekiwać, że
wzrost szybkości ogrzewania powiększając gradient temperatury wewnątrz wsadu i dynamikę
jego odgazowania, będzie powodował przyrost ciśnienia, uzyskiwane wyniki nie są
Zawartość wilgoci [%]
Gęs
tość
nas
ypow
a [k
g/m
3]

14
jednoznaczne. Badania przeprowadzano na przełomie lat 40 i 50-tych ubiegłego wieku w
Wielkiej Brytanii nie dowiodły związku pomiędzy szybkością koksowania a ciśnieniem
rozprężania. Podobnie prace francuskie nie potwierdziły wpływu zmian szerokości komory w
granicach od 350 do 500 mm na wielkość tego ciśnienia. Odmienne wyniki uzyskano
natomiast podczas badań przeprowadzonych w Niemczech, w wyniku których stwierdzono
wyraźną zależność pomiędzy szerokością komory koksowniczej i temperaturą w kanałach
grzewczych a ciśnieniem rozprężania [7].
Rys.2.5. Wpływ gęstości wsadu węglowego i zawartości w nim ziaren poniżej 2 mm na
ciśnienie gazu wewnątrz koksowanego wsadu [7]
Zawartość ziaren węgla poniżej 2 mm [%]
Ciś
nie
nie
gaz
u w
ewn
ątrz
wsa
du [
kP
a]

15
Rys.2.6. Wpływ wymiaru ziaren użytego węgla na ciśnienie gazu wewnątrz koksowanego
wsad [7]
Seryjność obsadzania komór koksowniczych
Seryjność, czyli kolejność obsługi komór baterii, odgrywa niebagatelną rolę
w zabezpieczeniu ścian komór koksowniczych przed działaniem nadmiernego ciśnienia
rozprężania. Ściana grzewcza znajdująca się pomiędzy sąsiadującymi komorami
koksowniczymi podlega działaniom ciśnień rozprężania powstających w każdej z nich
i działających na nią z przeciwnych kierunków. Operacje opróżniania z koksu i napełniania
wsadem jednej z komór oddziaływają na komorę sąsiednią. Ilustruje to rysunek 2.7
przedstawiający zmiany ciśnienia gazu wewnątrz wsadu w komorze środkowej podczas
obsługi sąsiednich komór w baterii pracującej seryjnością 2-1 [2].
Średnia średnica ziaren [mm]
Ciś
nie
nie
gaz
u w
ewn
ątrz
wsa
du [
kP
a]

16
Rys.2.7. Oddziaływanie operacji wypychania koksu i napełniania wsadem sąsiednich komór
na zmiany ciśnienia wewnątrz wsadu [2]
2.3 Możliwość oddziaływania na ciśnienie rozprężania w warunkach komory koksowniczej
Niebezpieczeństwo wynikające ze stosowania w procesie koksowania węgli o nadmiernym
ciśnieniu rozprężania może być niwelowane dodatkami do mieszanek koksowniczych węgli
niżej zmetamorfizowanych, czyli odpowiedników naszych węgli gazowo-koksowych lub
naturalnych składników schudzających w rodzaju węgli chudych czy antracytowych. Należy
zaznaczyć, że ustalenie „bezpiecznej” receptury mieszanki koksowniczej utrudnia brak
addytywności wskaźnika ciśnienia rozprężania. Już stosunkowo niewielki dodatek węgli niżej
uwęglonych, o zwiększonej zawartości części lotnych, do węgli „niebezpiecznych” powoduje
nieproporcjonalne zmniejszenie ciśnienia rozprężania co potwierdza rysunek 2.8. Specyficzny
rodzaj komponentów koksowniczych mieszanek węglowych obniżających ciśnienie
rozprężania stanowią karbonizaty węglowe w postaci półkoksu czy koksu, dodawane w ilości
od kilku do kilkunastu procent. Ciśnienie rozprężania wsadu można natomiast w razie
potrzeby zwiększyć stosując kilku procentowe dodatki paku węglowego.
Faza koksowania [h]
Ciś
nie
nie
gaz
u w
ewn
ątrz
wsa
du [
kP
a]

17
Rys.2.8. Wpływ wielkości udziału węgla gazowo-koksowego na ciśnienie rozprężania
dwuskładnikowej mieszanki węgla ortokoksowego i gazowo-koksowego [2]
a – węgiel ortokoksowy Vdaf
= 23,5 %, b – węgiel gazowo-koksowy Vdaf
= 30,0 %
Jak już wcześniej wspomniano druga grupa czynników, za pomocą których można
oddziaływać na ciśnienie rozprężania, jest związana z operacjami technologicznymi
przygotowania wsadu węglowego do procesu koksowania. Można więc stosując głębsze
mielenie wsadu, obniżyć nadmierne ciśnienie rozprężania a ten stosunkowo prosty sposób jest
często stosowany w praktyce koksowniczej. Na ciśnienie rozprężania można również
wpływać poprzez inne operacje o charakterze mechanicznym lub termicznym, wykonywane
na mieszance węglowej a prowadzące do zmiany stopnia zagęszczenia wsadu w komorze
koksowniczej i szybkości nagrzewania ziaren. Działania mechaniczne sprowadzają się do
brykietowania lub ubijania, natomiast termiczne do podsuszania wsadu węglowego. Wpływ
tych operacji na ciśnienie rozprężania mieszanki o ustalonej recepturze, generowane w piecu
półtechnicznym z ruchomą ścianą, przedstawia rysunek 2.9 [2]. Ubijanie oraz podgrzewanie
wsadu prowadzi nie tylko do zwiększenia maksymalnej wartości, ale również do zmiany
Udział węgla w mieszance [%]
Ciś
nie
nie
rozp
ręża
nia
[k
Pa]

18
charakteru krzywych ciśnienia rozprężania. Jako przykład na rysunku 2.10 przedstawiono
krzywe ciśnienia rozprężania przy koksowaniu wsadu systemem zasypowym i ubijanym [3].
Wynika z nich, że w komorze napełnionej systemem ubijanym, maksymalne ciśnienie
rozprężania występuje w pierwszych godzinach koksowania.
Rys.2.9. Wpływ różnego rodzaju obróbki mechanicznej i termicznej wsadu węglowego na
ciśnienie rozprężania [2]
1 – 4 system zasypowy, wsad wilgotny, 5 – 6 system zasypowy, wsad suchy, 9 system
zasypowy, wsad podgrzany, 7 – 8 system ubijany
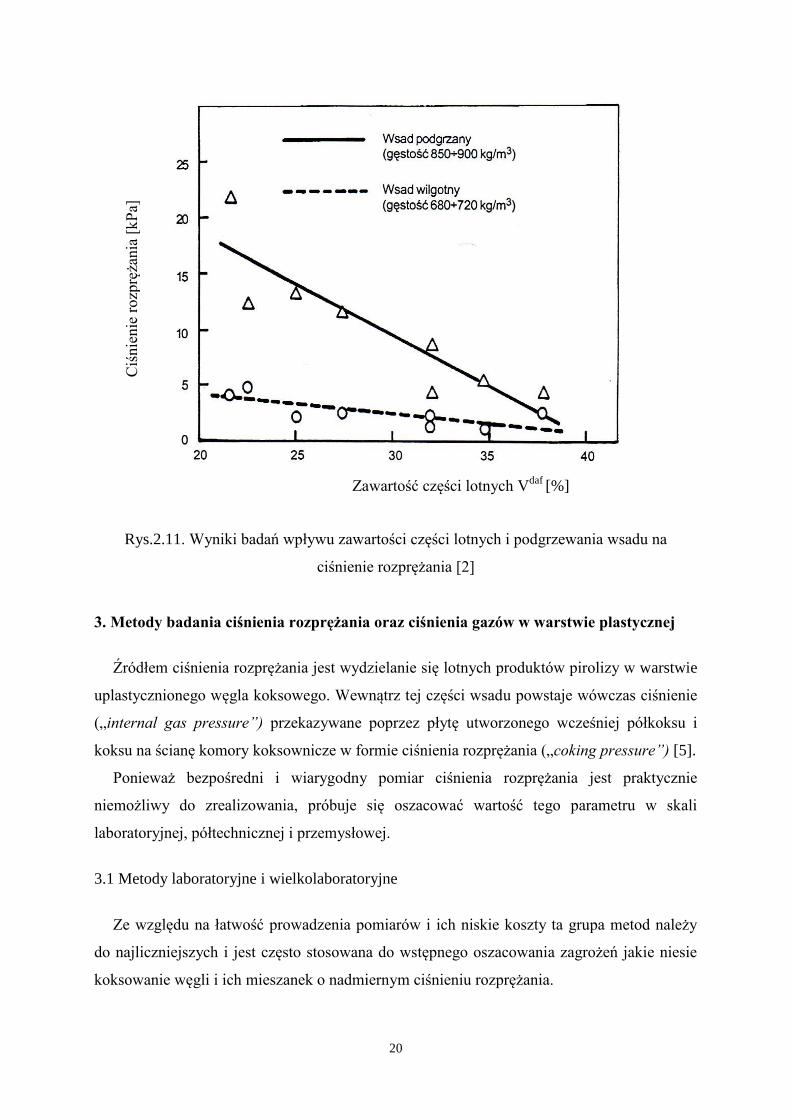
Podobny charakter mają krzywe zmiany ciśnienia przy koksowaniu węgli wstępnie
podgrzanych - maksymalne ciśnienie występuje w początkowej fazie koksowania [2].
Stosowanie podgrzewania wsadu węglowego może nieść ze sobą bardzo niebezpieczne
skutki, co sugerują wyniki prezentowane na rysunku 2.11 potwierdzają doświadczenia
ruchowe koksowni stosujących tę operację.
Ostatnia grupa czynników technologicznych oddziaływujących na ciśnienie rozprężania
związana jest z szybkością koksowania oraz z kolejnością obsługi komór koksowniczych.
Gęstość wsadu [kg/m3]
Ciś
nie
nie
rozp
ręża
nia
[k
Pa]

19
Chociaż jak już wcześniej wspomniano zdania co do wpływu szybkości koksowania na
ciśnienie rozprężania są podzielone, to można jednak skłaniać się ku opinii, że zmniejszenie
szybkości koksowania poprzez obniżenie temperatury w kanałach grzewczych a także
stosowanie komór o większej szerokości sprzyja zmniejszeniu ciśnienia rozprężania [2].
Rys.2.10. Krzywe ciśnienia rozprężania podczas koksowania wsadu [2]
a – system zasypowy, b – system ubijany
Czas koksowania
Ciś
nie
nie
rozp
ręża
nia
20
Rys.2.11. Wyniki badań wpływu zawartości części lotnych i podgrzewania wsadu na
ciśnienie rozprężania [2]
3. Metody badania ciśnienia rozprężania oraz ciśnienia gazów w warstwie plastycznej
Źródłem ciśnienia rozprężania jest wydzielanie się lotnych produktów pirolizy w warstwie
uplastycznionego węgla koksowego. Wewnątrz tej części wsadu powstaje wówczas ciśnienie
(„internal gas pressure”) przekazywane poprzez płytę utworzonego wcześniej półkoksu i
koksu na ścianę komory koksownicze w formie ciśnienia rozprężania („coking pressure”) [5].
Ponieważ bezpośredni i wiarygodny pomiar ciśnienia rozprężania jest praktycznie
niemożliwy do zrealizowania, próbuje się oszacować wartość tego parametru w skali
laboratoryjnej, półtechnicznej i przemysłowej.
3.1 Metody laboratoryjne i wielkolaboratoryjne
Ze względu na łatwość prowadzenia pomiarów i ich niskie koszty ta grupa metod należy
do najliczniejszych i jest często stosowana do wstępnego oszacowania zagrożeń jakie niesie
koksowanie węgli i ich mieszanek o nadmiernym ciśnieniu rozprężania.
Zawartość części lotnych Vdaf
[%]
Ciś
nie
nie
rozp
ręża
nia
[k
Pa]

21
W metodach laboratoryjnych i wielkolaboratoryjnych masa badanych próbek wynosi od
kilku gramów do około trzydziestu kilogramów. W większości metod laboratoryjnych badany
węgiel umieszczany jest w tyglu stalowym, ogrzewanym jednostronnie od dołu, a wielkość
ciśnienia rozprężania jest wyznaczana poprzez bezpośredni pomiar tego parametru lub
szacowana pośrednio na podstawie końcowego skurczu próbki.
Jedną z najstarszych metod oceny ciśnienia rozprężania, mającą obecnie już tylko
znaczenie historyczne jest tzw. wałbrzyska metoda muflowa. Próba polega na pirolizie
badanego wsadu w stalowej skrzynce i obserwacji jej deformacji jak też otrzymanego koksu.
Badany węgiel lub mieszankę węglową ubija się w stalowej skrzynce o grubości ścianek 1mm
i wymiarach: szerokość 45 mm, wysokość 135 mm, długość 160 mm. Napełnioną skrzynkę
umieszcza się na 1 godzinę w piecu muflowym ogrzanym do temperatury 900 oC. Po wyjęciu
skrzynki i ochłodzeniu wodą szacuje się ciśnienie rozprężania na podstawie deformacji
skrzynki (im większa tym większe ciśnienie rozprężania) oraz wyglądu otrzymanego koksu.
Metoda ta nie służy do wyznaczania wartości ciśnienia rozprężania, ale jedynie do oceny
zagrożenia jakie niesie koksowanie danego węgla lub mieszanki węglowej. Przykłady
deformacji skrzynek oraz otrzymanego koksu uszeregowane według wzrastającego
niebezpieczeństwa ze strony koksowanego wsadu przedstawia rysunek 3.1.
Rys.3.1. Przykładowe wyniki wałbrzyskiej metody muflowej [5]
A – kształt skrzynki, B –wygląd otrzymanego koksu.
Klasycznymi przykładami bezpośredniego sposobu oceny są metody Nedelmanna oraz
Nadziakiewicza i Sonntaga, przy czym ta druga stanowi przedmiot Polskiej Normy PN/G -
04552. Wymieniona norma przewiduje pomiar ciśnienia rozprężania za pomocą manometrów
rtęciowych umieszczonych bądź bezpośrednio na tłoczku spoczywającym na próbce węgla –

22
do ciśnienia 0,4 kG / cm2 – lub pod belką dźwigni obciążającej próbkę węgla – dla ciśnienia
powyżej 0,4 kG / cm2. W obu wariantach próbka o masie 80 g węgla w stanie powietrzno -
suchym i uziarnieniu poniżej 1,4 mm, jest zagęszczana w stalowym tyglu o średnicy 60 mm i
umieszczana w piecu nagrzanym uprzednio do 250 oC. Dalsze ogrzewanie prowadzi się z
szybkością 10 oC / min, odczytując w określonych odstępach czasu położenie słupka rtęci.
Schemat aparatury służącej do pomiaru ciśnienia rozprężania tą metodą – dla ciśnienia do 0,4
kG / cm2 – przedstawia rysunek 3.2.
Rys.3.2. Schemat aparatu do pomiaru ciśnienia rozprężania o wartości do 0,4 kG / cm2
według
PN/G - 04552 [8]
1 – piec oporowy; 2 – tygiel; 3 – termoelement; 4 – tłoczek; 5 – manometr; 6 – dźwignia; 7 – obciążnik; 8 –
prowadnica z zaczepem unieruchamiającym dźwignię.
Schemat aparatury stosowanej do pomiaru ciśnienia rozprężania powyżej 0,4 kG / cm2
przedstawia rysunek 3.3. Dla wartości ciśnienia do 2,4 kG / cm2 stosuje się dźwignie
dwuramienną oraz obciążenia o masie 10 kg a powyżej 2,4 kG / cm2
dźwignię o długości
1300 mm oraz obciążenie o masie 20 kg [8].
Do obliczenia ciśnienia rozprężania o wartości od 0 do 0,4 kG / cm2 stosuje się
zależność [8]:

23
𝑃𝑚𝑎𝑥 = 0,0395 (𝑞 + 𝑎) (3.1)
gdzie:
0,0395 – odwrotność powierzchni tłoczka [cm-2
],
q – siła wywierana na tłoczek, odczytana z wykresu cechowania manometru,
odpowiadająca najwyższemu poziomowi rtęci w kapilarze [kG],
a – ciężar tłoczka wraz z manometrem rtęciowym [kG].
Jeżeli ciśnienie rozprężania przekracza wartość 0,4 kG / cm2
stosuje się zależność:
𝑃𝑚𝑎𝑥 = 0,0395 𝑑2
𝑑1 (𝑞1 − 𝑞2) + 0,0395 𝑏
gdzie:
0,0395 – jak we wzorze (3.1),
d2 – odległość (rys. 3.3) punktu N umocowania obciążnika L na ramieniu dźwigni G
[cm],
d1 – odległość (rys. 3.3) punktu zetknięcia tłoczka z nasadką z gniazdkiem K
na ramieniu dźwigni od osi obrotu dźwigni G [cm],
q1 – ciężar obciążnika umieszczonego na manometrze rtęciowym [kG],
q2 – siła wywierana na tłoczek, odczytana z wykresu cechowania manometru,
odpowiadająca najniższemu poziomowi rtęci w kapilarze [kG],
b – ciężar tłoczka z nasadką [kG].
(3.2)

24
Rys.3.3. Schemat aparatu do pomiaru ciśnienia rozprężania o wartości powyżej 0,4 kG / cm2
według PN/G-04552 [8]
A – piec oporowy; B – tygiel; C – termoelement; D – tłoczek; E – manometr; F – dźwignia; G – oś obrotu
dźwigni; H – przeciwciężar; K – przytwierdzenie nasadki; L – obciążnik; M – nasadka; N – przytwierdzenie
obciążnika.
Przykładem metod, w których pośrednio szacuje się ciśnienie rozprężania na podstawie
skurczu odgazowanej próbki węgla są : laboratoryjna metoda Koppers - INCAR czy
wielkolaboratoryjna metoda Bureau of Mines (próbka o masie około 35 kg). W obu tych
metodach próbka węgla ogrzewana jednostronnie od dołu jest poddawana stałemu naciskowi
od góry, a przedmiotem pomiaru jest dynamika skurczu i jego końcowa wartość; im większa
tym stwarzająca mniejsze zagrożenie generowania nadmiernego ciśnienia rozprężania.
Niewątpliwie wadą opisanych metod laboratoryjnych jest jednostronne, oddolne
ogrzewanie próbki badanego węgla, przez co nie dochodzi do najistotniejszego etapu procesu
koksowania – połączenia się dwóch warstw plastycznych – który to moment wyznacza
stopień niebezpieczeństwa pochodzący od ciśnienia rozprężania.
W skali wielkolaboratoryjnej ocena ciśnienia rozprężania prowadzona jest w pewnym
stopniu w warunkach symulujących przemysłowy proces koksowania. Dotyczy to w
szczególności dwustronnego ogrzewania badanej próbki, powodującego tworzenie się dwóch
warstw plastycznych, spotykających się w osi wsadu. Do takich metod można zaliczyć

25
między innymi piec koksowniczy, który pracował w laboratorium Dortmunder Bergbau AG,
o masie wsadu około 30 kg oraz japoński piec o wsadzie 22,5 kg. W obu tych aparatach
ciśnienie mierzone było na jednej z ogrzewanych ścian [5].
Bardzo ważnym etapem w procesie badania ciśnienia rozprężania jest przygotowanie
próbek. Wszelkie błędy popełnione w czasie ich sporządzania mają istotny wpływ na wynik
badań. Polska Norma PN/G-04552 określa na przykład jedynie górny zakres ziaren, jednak
nie mówi nic o składzie ziarnowym próbki, który w sposób istotny wpływa na poziom
ciśnienia rozprężania. Podobne zastrzeżenia dotyczą precyzji zagęszczenia próbki [9].
3.2 Metody półtechniczne
Półtechniczna metoda oceny ciśnienia rozprężania realizowana jest w tak zwanym piecu z
ruchomą ścianą, którego uproszczony schemat przedstawia rysunek 3.4. W takim piecu
możliwa jest symulacja warunków panujących w komorach przemysłowych z jednoczesnym
pomiarem ciśnienia rozprężania.
W piecu tej konstrukcji jedna ze ścian grzewczych umieszczona jest na ruchomej
platformie i dociskana stałą siłą do wsadu. Na zewnętrznej powierzchni ściany ruchomej jest
zainstalowany jeden lub kilka czujników tensometrycznych przekazujących wielkość sił
pochodzących od ciśnienia rozprężania do układu pomiarowo-rejestrującego [5]. Warunki
odpowiadające warunkom przemysłowym procesu koksowania zrealizowane są poprzez
odpowiednie wymiary pieca z ruchomą ścianą (szerokość równa szerokości komory
przemysłowej) oraz masę koksowanego wsadu (w zależności od rozwiązania od około 100 do
około 600 kg). Dzięki takiemu rozwiązaniu został zachowany taki sam lub bardzo zbliżony do
przemysłowych poziom czynników, które rzutują na wielkość ciśnienia rozprężania, takich
jak: szerokość komory i temperatura jej ścian, a więc szybkość koksowania oraz uziarnienie
i zagęszczenie wsadu.

26
Rys.3.4. Schemat pieca półtechnicznego z ruchomą ścianą [3]
1 – sztywna rama; 2,5 – szczelina; 3 – ściana ruchoma; 4 – koksowany wsad; 6,7 – układ dynamometryczny; 8 –
przeciwciężar dociskający ruchomą ścianę.
W tych warunkach, dość wiernie odtwarzających przebieg procesu koksowania w baterii
koksowniczej, łącznie z fazą połączenia się dwóch warstw plastycznych w osi wsadu, istnieje
duża szansa uzyskania wiarygodnych informacji o rzeczywistym przebiegu i wielkości
ciśnienia rozprężania generowanego w komorach baterii koksowniczej. Warunki te z reguły
nie są spełnione w metodach laboratoryjnych i można się spodziewać, że wyniki z tych prób
nie będą korelować z wynikami prób półtechnicznych [5].
3.3 Pomiary ciśnienia w warunkach przemysłowych
Ze względu na trudności techniczne związane z pomiarem ciśnienia rozprężania
w warunkach przemysłowych, jedynym realnym sposobem oszacowania tego parametru
podczas koksowania mieszanki węglowej w komorze koksowniczej pozostaje pomiar
ciśnienia gazu wewnątrz wsadu. Przy pomiarze ciśnienia gazu wewnątrz wsadu, pęk
27
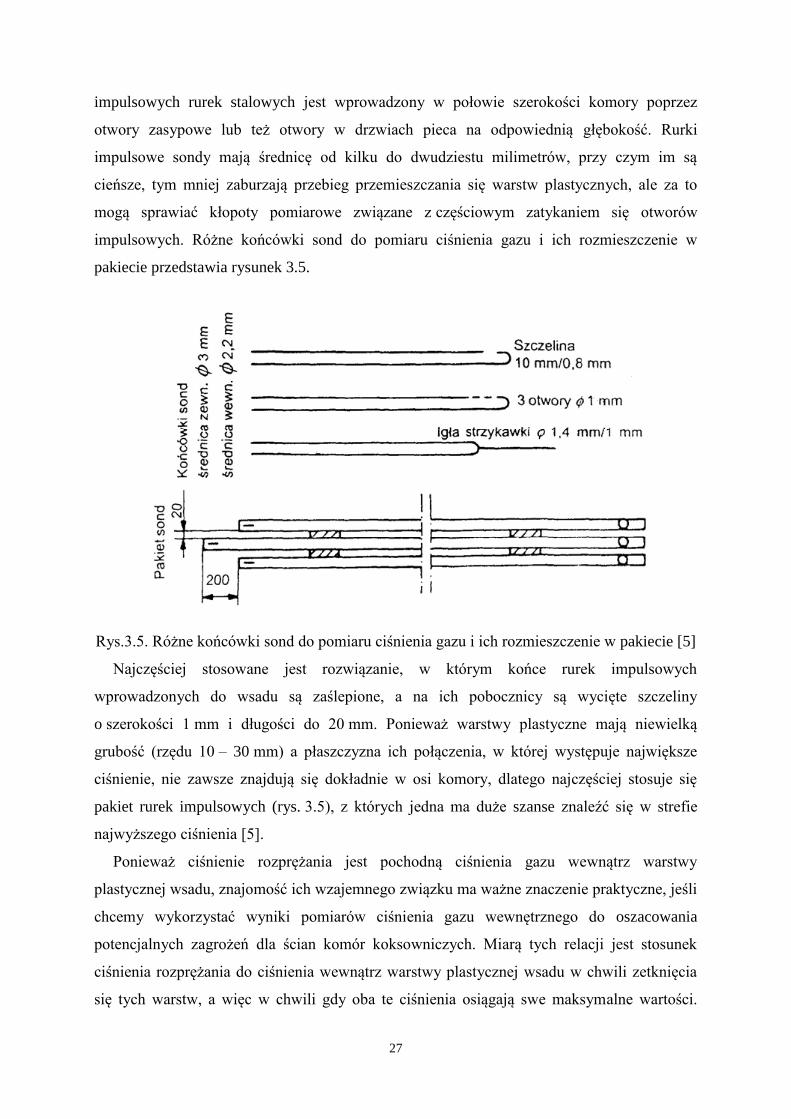
impulsowych rurek stalowych jest wprowadzony w połowie szerokości komory poprzez
otwory zasypowe lub też otwory w drzwiach pieca na odpowiednią głębokość. Rurki
impulsowe sondy mają średnicę od kilku do dwudziestu milimetrów, przy czym im są
cieńsze, tym mniej zaburzają przebieg przemieszczania się warstw plastycznych, ale za to
mogą sprawiać kłopoty pomiarowe związane z częściowym zatykaniem się otworów
impulsowych. Różne końcówki sond do pomiaru ciśnienia gazu i ich rozmieszczenie w
pakiecie przedstawia rysunek 3.5.
Rys.3.5. Różne końcówki sond do pomiaru ciśnienia gazu i ich rozmieszczenie w pakiecie [5]
Najczęściej stosowane jest rozwiązanie, w którym końce rurek impulsowych
wprowadzonych do wsadu są zaślepione, a na ich pobocznicy są wycięte szczeliny
o szerokości 1 mm i długości do 20 mm. Ponieważ warstwy plastyczne mają niewielką
grubość (rzędu 10 – 30 mm) a płaszczyzna ich połączenia, w której występuje największe
ciśnienie, nie zawsze znajdują się dokładnie w osi komory, dlatego najczęściej stosuje się
pakiet rurek impulsowych (rys. 3.5), z których jedna ma duże szanse znaleźć się w strefie
najwyższego ciśnienia [5].
Ponieważ ciśnienie rozprężania jest pochodną ciśnienia gazu wewnątrz warstwy
plastycznej wsadu, znajomość ich wzajemnego związku ma ważne znaczenie praktyczne, jeśli
chcemy wykorzystać wyniki pomiarów ciśnienia gazu wewnętrznego do oszacowania
potencjalnych zagrożeń dla ścian komór koksowniczych. Miarą tych relacji jest stosunek
ciśnienia rozprężania do ciśnienia wewnątrz warstwy plastycznej wsadu w chwili zetknięcia
się tych warstw, a więc w chwili gdy oba te ciśnienia osiągają swe maksymalne wartości.
28
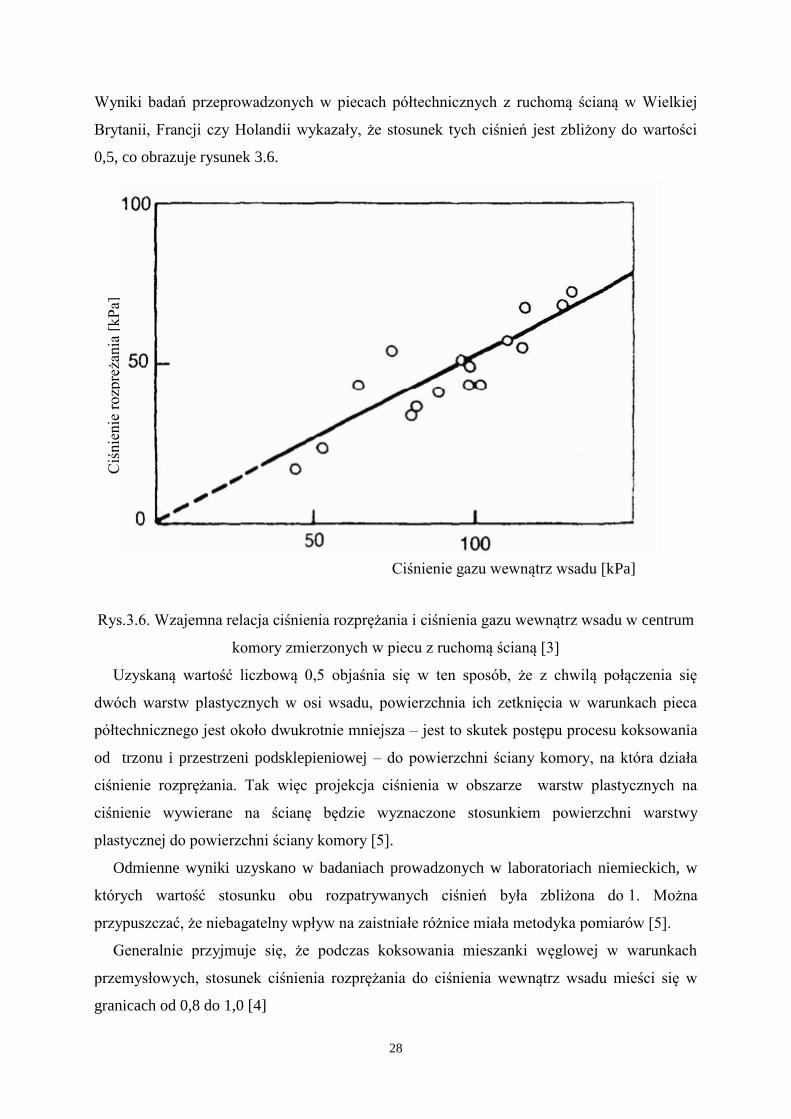
Wyniki badań przeprowadzonych w piecach półtechnicznych z ruchomą ścianą w Wielkiej
Brytanii, Francji czy Holandii wykazały, że stosunek tych ciśnień jest zbliżony do wartości
0,5, co obrazuje rysunek 3.6.
Rys.3.6. Wzajemna relacja ciśnienia rozprężania i ciśnienia gazu wewnątrz wsadu w centrum
komory zmierzonych w piecu z ruchomą ścianą [3]
Uzyskaną wartość liczbową 0,5 objaśnia się w ten sposób, że z chwilą połączenia się
dwóch warstw plastycznych w osi wsadu, powierzchnia ich zetknięcia w warunkach pieca
półtechnicznego jest około dwukrotnie mniejsza – jest to skutek postępu procesu koksowania
od trzonu i przestrzeni podsklepieniowej – do powierzchni ściany komory, na która działa
ciśnienie rozprężania. Tak więc projekcja ciśnienia w obszarze warstw plastycznych na
ciśnienie wywierane na ścianę będzie wyznaczone stosunkiem powierzchni warstwy
plastycznej do powierzchni ściany komory [5].
Odmienne wyniki uzyskano w badaniach prowadzonych w laboratoriach niemieckich, w
których wartość stosunku obu rozpatrywanych ciśnień była zbliżona do 1. Można
przypuszczać, że niebagatelny wpływ na zaistniałe różnice miała metodyka pomiarów [5].
Generalnie przyjmuje się, że podczas koksowania mieszanki węglowej w warunkach
przemysłowych, stosunek ciśnienia rozprężania do ciśnienia wewnątrz wsadu mieści się w
granicach od 0,8 do 1,0 [4]
Ciś
nie
nie
rozp
ręża
nia
[k
Pa]
Ciśnienie gazu wewnątrz wsadu [kPa]

29
4. Mechanizm powstawania ciśnienia rozprężania
Chociaż ciśnienie rozprężania już od dziesiątków lat stanowi obiekt intensywnych badań,
to jak dotąd mechanizm jego powstawania nie został dokładnie wyjaśniony. Co więcej, wśród
badaczy zajmujących się zagadnieniem ciśnienia rozprężania, występują różne koncepcje co
do obszaru w koksowanym wsadzie gdzie jest ono generowane. Rozpatrując jako kryterium
miejsce generowania ciśnienia rozprężania, opinie dotyczące jego powstawania można
podzielić na trzy grupy.
Według pierwszej, najstarszej z nich, ciśnienie rozprężania generowane jest w obszarze nie
uplastycznionej jeszcze części wsadu. Otaczająca ten obszar warstwa plastyczna tworzy
swoistą „kopertę”, wewnątrz której zatrzymywana jest część lotnych produktów pirolizy. Z
tego powodu w miarę postępu procesu koksowania wzrasta ilość i ciśnienie gazów zawartych
w „kopercie”. Po połączeniu się warstw plastycznych w osi komory zatrzymane w „kopercie”
lotne produkty pirolizy zostają uwolnione, a ciśnienie raptownie maleje, co spowodowane jest
pękaniem zestalających się warstw plastycznych. Ta koncepcja spotkała się jednak z dość
powszechną krytyką, między innymi dlatego, że warstwy plastyczne w komorze
przemysłowej tworzą raczej układ „plastycznej rury” niż „plastycznej koperty”. Świadczy o
tym choćby fakt, że około 10 – 20 % lotnych produktów pirolizy opuszcza komorę
koksowniczą poprzez warstwę zimnego jeszcze wsadu jako tak zwany gaz wewnętrzny [4].
Zgodnie z drugą grupą koncepcji miejscem generowania ciśnienia rozprężania są warstwy
półkoksu i koksu. Autorzy tych koncepcji uzasadniają to niską gazoprzepuszczalnością
wspomnianych warstw karbonizatu, a zwłaszcza pozbawionej szczelin warstwy półkoksu. Dla
węgli generujących podczas pirolizy wysokie ciśnienie rozprężania gazoprzepuszczalność
wspomnianych warstw jest silnie obniżana na skutek procesów krakingu, polimeryzacji i
kondensacji części lotnych produktów pirolizy, kontaktujących się z gorącymi warstwami
półkoksu i koksu. Obserwowany w miarę postępu procesu koksowania wzrost ciśnienia
rozprężania spowodowany jest sukcesywnym zwiększaniem się grubości warstw półkoksu i
koksu. Gwałtowny wzrost ciśnienia w końcowej fazie procesu koksowania związany jest z
zanikiem buforu jakim jest zimny wsad, do którego może się przedostawać część lotnych
produktów pirolizy.
Najczęściej jednak jako obszar w koksowanym wsadzie, w którym generowane jest
ciśnienie rozprężania, rozpatruje się warstwę plastyczna. Opinie autorów są jednak
podzielone co do przyczyn generowania tego ciśnienia.

30
Według części z nich przyczyną zaistnienia ciśnienia rozprężania jest uwięzienie
w warstwie plastycznej powstających w niej lotnych produktów pirolizy. Spowodowane to
jest niską przepuszczalnością sąsiadujących z warstwą plastyczną warstw półkoksu z jednej
strony oraz nasyconego skondensowanymi produktami pirolizy nie przereagowanego jeszcze
wsadu z drugiej strony.
Wśród krajowych badaczy zajmujących się problematyką ciśnienia rozprężania przeważa
pogląd, że bezpośrednim źródłem ciśnienia rozprężania jest wzrost objętości
uplastycznionych ziaren węgla wskutek formowania się w ich wnętrzu pęcherzy lotnych
produktów pirolizy. Jeśli wzrost objętości takich ziaren jest większy niż objętość pustych
przestrzeni pomiędzy nimi, to warstwa plastyczna rozszerza się. Towarzyszy temu dociskanie
warstw półkoksu i koksu do ścian komory koksowniczej oraz kompresja nieuplastycznionej
jeszcze części wsadu. Jeśli skurcz warstwy półkoksu i koksu jak również kompresja zimnej
części wsadu nie są wystarczająco duże aby skompensować przyrost objętości
uplastycznionych ziaren węglowych, to w takiej sytuacji warstwa plastyczna może wywierać
duży nacisk na ściany komory poprzez przylegające do niej warstwy karbonizatu [4].
Nie można też wykluczyć, że generowane w warstwie plastycznej ciśnienie jest
spowodowane jej niską gazoprzepuszczalnością.
W dalszej części niniejszego opracowania jako miejsce generowania ciśnienia rozprężania
rozpatrywana będzie wyłącznie warstwa plastyczna.
4.1 Uplastycznione ziarna węgli koksowych jako generatory ciśnienia rozprężania
Ziarna mieszanki węglowej w procesie koksowania nagrzewają się z różnymi
szybkościami w zależności od ich umiejscowienia w komorze koksowniczej. Z reguły są to
szybkości rzędu kilku stopni na minutę [4]. Najszybciej rośnie temperatura w warstwach
przyściennych, podczas gdy w osi wsadu przez większą część okresu koksowania sięga
zaledwie 100 oC [6]. Przykład dynamiki zmian temperatur wewnątrz koksowanego wsadu
przedstawia rysunek 4.1.
Przy średniej szybkości nagrzewania wsadu w komorze koksowniczej, wynoszącej
3 oC / min, różnica temperatury na powierzchni i w środku ziarna węgla o średnicy 3 mm nie
przekracza 0,2 oC. Można więc założyć, że cała objętość ziarna jest nagrzewana z taką sama
szybkością. W tych warunkach możliwość ewakuacji gazów pirolitycznych zależy przede
wszystkim od dynamiki ich wydzielania się oraz drożności układu porów, przez które gazy te
przepływają z wnętrza ziarna do otoczenia.

31
Rys.4.1. Rozkład temperatur w koksowanym wsadzie - dynamika przyrostu temperatur wsadu
w zależności od jego odległości od ściany komory [6].
Przy pewnych założeniach upraszczających odnośnie kształtu ziarna oraz i porów,
intensywności wydzielania się lotnych produktów pirolizy jak też laminarnego charakteru
przepływu tych produktów przez pory, transport gazów pirolitycznych poprzez ziarno węgla
można opisać równaniem różniczkowym:
𝑑2 (𝑝2
2𝑝0)
𝑑𝑥2+
2
𝑥∙
𝑑 (𝑝2
2𝑝0)
𝑑𝑥+
𝑒𝑧
𝛿𝑧= 0
gdzie:
p – ciśnienie w dowolnym punkcie wewnątrz ziarna [Pa],
P0 – ciśnienie odniesienia – 101 325 Pa,
x – odległość rozpatrywanego punktu od środka ziarna [m],
ez – wydajność wewnętrznego źródła gazu odniesiona do jednostki objętości [1/s],
δz – wskaźnik charakteryzujący gazoprzepuszczalność materiału ziarna [s∙m3/kg].
Rozwiązując powyższe równanie otrzymuje się wzór opisujący ciśnienie gazów
w dowolnym punkcie wewnątrz karbonizowanego ziarna:
(4.1)
Tem
per
atura
[oC
]
Czas [h]

32
𝑝𝑥 = √2 ∙ 𝑝0 ∙ [𝑒𝑧 ∙ (𝑟2 − 𝑥2)
𝛿𝑧] + 𝑝𝑧𝑧
2
gdzie:
r – promień ziarna [m],
pzz - ciśnienie panujące wewnątrz ziarna [Pa].
Występujący w powyższych wzorach wskaźnik gazoprzepuszczalności δz zależny jest
od porowatości ziarna, średniego promienia porów oraz lepkości lotnych produktów pirolizy:
𝛿𝑧 = 휀𝑧 ∙ 𝑟𝑝𝑜𝑟
2
8 ∙ 𝜂𝑔
gdzie:
εz – porowatość ziarna (uwzględnia się wyłącznie pory otwarte) [-],
rpor – średni promień porów transportowych (otwartych) w ziarnie [m],
ηg – lepkość dynamiczna lotnych produktów pirolizy [Pa∙s].
Jeśli ciśnienie wewnątrz ziarna przekroczy pewną krytyczną wartość, to w przypadku
węgli nieuplastyczniających się następuje pękanie ziaren, natomiast w przypadku węgli
uplastyczniających się we wnętrzu ziaren formują się i rozwijają pęcherze lotnych produktów
pirolizy, co prowadzi do wzrostu objętości ziarna. Ze wzoru (4.2) wynika, że ciśnienie
powstające wewnątrz ziarna węgla jest proporcjonalne do jego promienia. Z tego powodu w
przypadku ziaren uplastyczniających się powstawanie w nich pęcherzy jest uzależnione od ich
wymiarów. Dla ziaren o odpowiednio małych wymiarach (poniżej 0,2 – 0,3 mm) wewnętrzne
ciśnienie gazów pirolitycznych jest niższe do ciśnienia krytycznego i dlatego w ziarnach
takich nie tworzą się pęcherze. W przypadku ziaren o większych wymiarach, ze wzrostem ich
średnicy formowanie i rozwój pęcherzy intensyfikuje się.
W oparciu o zależności (4.2) i (4.3) można podjąć próbę wyjaśnienia dlaczego ziarna węgli
koksowych o niskiej zawartości części lotnych wykazują silniejszą tendencję do wzrostu
objętości w okresie uplastycznienia niż ma to miejsce w przypadku podobnych węgli o
wyższej zawartości części lotnych. Decydującym czynnikiem nie jest bowiem w tym
przypadku intensywność wydzielania się lotnych produktów pirolizy, lecz ich zdolność do
(4.2)
(4.3)

33
migracji poprzez uplastycznioną substancję węglową ziarna. Transport lotnych produktów
pirolizy wewnątrz ziarna węgla w okresie przedplastycznym oraz w początkowej fazie
uplastycznienia odbywa się systemem porów, którego rozwinięcie zależy od stopnia
uwęglenia surowca [4]. Porowatość węgla w zależności od stopnia uwęglenia zmienia się od
4 do 23 % i osiąga minimum przy zawartości C daf
około 89 % [10]. Wartość ta odpowiada
zawartości V daf
na poziomie 20 %, charakterystycznej dla węgli koksowych, generujące
najwyższe ciśnienie rozprężania. Dowodzi to wprost słuszności opisywanego poglądu
na generowanie ciśnienia rozprężania.
Rys.4.2. Zależność porowatości węgla kamiennego od stopnia metamorfizmu [10].
Kolejną przyczyną zróżnicowanej zdolności do tworzenia się pęcherzy wewnątrz ziaren
węgli koksowych o różnym stopniu metamorfizmu może być inny skład gazów
pirolitycznych. W przypadku węgli niżej zmetamorfizowanych więcej jest składników
o wyższej lepkości, a zarazem łatwiej ulegających kondensacji i polimeryzacji na ściankach
porów transportowych. Odkładanie się w porach transportowych produktów kondensacji i
polimeryzacji powoduje zmniejszenie ich średnicy hydraulicznej, a tym samym wzrost
oporów przepływu gazów pirolitycznych przez ziarno. Zjawisko to jest tym intensywniejsze,
im większa jest średnica ziarna, gdyż dłuższy jest w tym przypadku czas kontaktowania się
Cdaf
[%]
Poro
wat
ość
węg
la [
%]

34
gazów pirolitycznych ze ściankami porów [4]. Potwierdzają to badania przeprowadzone przez
A. Karcza i Z. Bębenka, które wykazały, że w przypadku węgli koksowych o dużej
plastyczności największy przyrost objętości obserwowano podczas pirolizy najgrubszych
ziaren (2,5 – 3,15 mm), które w krańcowym przypadku około pięciokrotnie zwiększały swoją
objętość. Wyraźnie najmniejsze zmiany objętości (średnio od 1,285 do 1,661) wykazywały
ziarna najdrobniejsze z przedziału 0,2 – 0,315 mm [11].
Pewien wpływ na wielkość wzrostu objętości uplastycznionych ziaren węgla, a tym
samym generowane przez nie ciśnienie rozprężania, wywiera też stopień utlenienia ich
powierzchni. Otóż jego wzrost wpływa niekorzystnie na elastoplastyczne właściwości węgla
w stanie jego termicznego uplastycznienia [4].
4.2 Warstwa plastyczna jako miejsce formowania się ciśnienia rozprężania
Warstwa plastyczna, stanowiąca swoistą membranę oddzielającą warstwę „zimnego”
wsadu od warstw „gorących”, wywiera istotny wpływ na wielkość generowanego ciśnienia
rozprężania oraz dynamikę jego zmian. Porównanie izochron temperatury wewnątrz
koksowanego w komorze koksowniczej wsadu z zakresem temperatur, w których węgiel
pozostaje w stanie uplastycznionym (wyznaczonych np. metodą Gieselera) umożliwia
wyznaczenie hipotetycznej zmiany grubości warstwy plastycznej, przemieszczającej się od
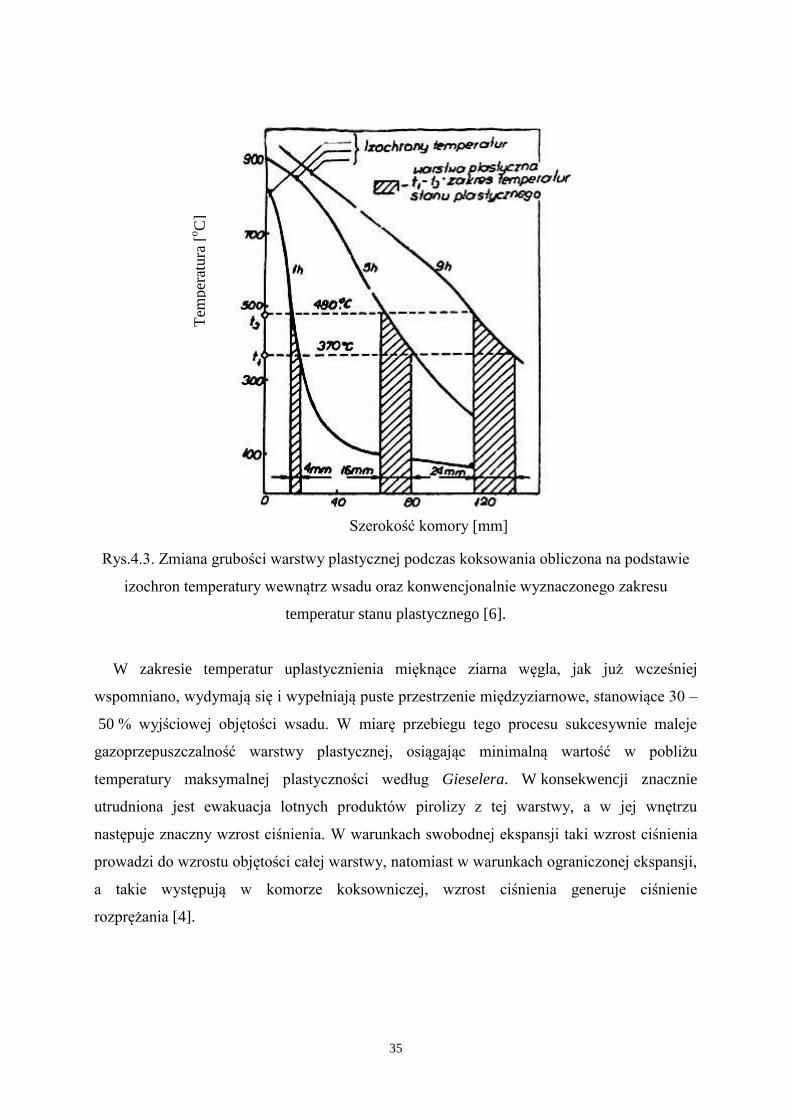
ściany komory do jej środka [4]. Obrazuje to przedstawiony na rysunku 4.3 przykład
koksowania mieszanki, której zakres temperatur plastyczności mieści się w przedziale
370 oC – 400
oC. Z rysunku 4.3 wynika, że grubość warstwy plastycznej powinna rosnąć w
miarę zbliżania się do osi komory [6] ze względu na malejący w tym kierunku gradient
temperatury. Informacji o faktycznej grubości i kształcie dostarczają obserwacje
„zamrożonej” bryły koksowanego wsadu. Badanie polega na przerwaniu procesu koksowania
i analizie poszczególnych fragmentów bryły wypchniętego wsadu ustalając między innymi
grubość i kształt warstwy plastycznej odpowiadających różnym fazom koksowania. Rezultaty
tych badań wykazały, że grubość warstwy plastycznej w miarę jej przemieszczania się do osi
komory nie rośnie tak daleko jakby to wynikało z obliczeń teoretycznych. Mieści się ona z
reguły w przedziale 10 – 20 mm, przy czym warstwy plastyczne nie tworzą idealnych
płaszczyzn, lecz są zdeformowane, a ich wybrzuszenia sięgają do 20 mm. Oczywiście
z chwilą połączenia się obu warstw plastycznych w osi komory płyta uplastycznionego węgla
osiąga podwójną grubość warstwy plastycznej i wtedy to właśnie występuje maksymalne
ciśnienie gazu wewnątrz wsadu oraz maksymalne ciśnienie rozprężania [4].
35
Rys.4.3. Zmiana grubości warstwy plastycznej podczas koksowania obliczona na podstawie
izochron temperatury wewnątrz wsadu oraz konwencjonalnie wyznaczonego zakresu
temperatur stanu plastycznego [6].
W zakresie temperatur uplastycznienia mięknące ziarna węgla, jak już wcześniej
wspomniano, wydymają się i wypełniają puste przestrzenie międzyziarnowe, stanowiące 30 –
50 % wyjściowej objętości wsadu. W miarę przebiegu tego procesu sukcesywnie maleje
gazoprzepuszczalność warstwy plastycznej, osiągając minimalną wartość w pobliżu
temperatury maksymalnej plastyczności według Gieselera. W konsekwencji znacznie
utrudniona jest ewakuacja lotnych produktów pirolizy z tej warstwy, a w jej wnętrzu
następuje znaczny wzrost ciśnienia. W warunkach swobodnej ekspansji taki wzrost ciśnienia
prowadzi do wzrostu objętości całej warstwy, natomiast w warunkach ograniczonej ekspansji,
a takie występują w komorze koksowniczej, wzrost ciśnienia generuje ciśnienie
rozprężania [4].
Szerokość komory [mm]
Tem
per
atura
[oC
]

36
5. Wykonanie ćwiczenia
5.1.Cel ćwiczenia
Celem ćwiczenia jest oznaczenie ciśnienia rozprężania węgla w oparciu o metodę
Nadziakiewicza-Sonntaga.
5.2.Przygotowanie próbki do badań.
Do oznaczania ciśnienia rozprężania należy stosować próbkę analityczną węgla o
uziarnieniu poniżej 1,4 mm. Jeżeli zawartość popiołu w badanym węglu jest większa
niż 15 %, węgiel przed oznaczeniem należy wzbogacić, tak aby zawartość popiołu nie
przekraczała 15 %.
5.3.Przygotowanie stanowiska pomiarowego
Uruchomić komputer i regulator temperatury. Uruchomić program Koksik. W otworze
pieca umieścić pusty tygiel z termoparą. W oknie programu Koksik wybrać opcję
Pomiar – Rozpocznij. W oknie dialogowym wpisać nazwę próbki i nr grupy oraz
zespołu wykonującej pomiar w polu Laborant. Zatwierdzić OK. Nadać nazwę pliku i
zapisać w folderze SSIiP 2014-2015 znajdującym się na Pulpicie. Rozpoczyna się
wstępne nagrzewanie pieca, które trwa około 30 minut. W tym czasie przygotować
tygiel z odważką węgla.
5.4.Przygotowanie tygla z odważką węgla.
Na dnie tygla położy krążek z tektury kaolinowej o grubości 1 mm, z otworem na
osłony termoelementu. Ścianki tygla przy dnie wyłożyć paskiem gładkiej bibuły do
sączenia o wymiarach 55x200 mm. Wewnątrz tygla w odległości określonej za
pomocą szablonu wykonanego ze stalowej blachy umieścić stalową osłonę
termoelementu. Wysokość osłony powinna wynosić 90 mm, a średnica wewnętrzna
odpowiadać średnicy zewnętrznej termoelementu. Do tak przygotowanego tygla
wsypać w czterech porcjach 80 g węgla, pobranego z próbki przygotowanej wg pkt.1,
odważonego z dokładnością 0,01g. Po wsypaniu każdej porcji wyrównać
powierzchnię węgla w tyglu przyrządem do ubijania przez nacisk lub uderzanie
młotkiem. Podczas ubijania osłona termoelementu powinna wystawać przez otwór w
przyrządzie do ubijania. Wysokość węgla w tyglu ustalić za pomocą szablonu
metalowego, opierając go na powierzchni przyrządu do ubijania i na kołnierzu tygla.
Po zakończeniu ubijania na powierzchni węgla w tyglu położyć krążek tektury
papierowej o grubości 1 mm, z otworem dla osłony termoelementu i wystającą część
paska bibuły zagiąć na krążek tekturowy.
37
5.5. Zasadnicza część pomiaru
Po zakończeniu pierwszego etapu i pojawieniu się komunikatu Włóż tygiel i czujnik
siły należy usunąć pusty tygiel i umieścić w jego miejscu tygiel z naważką węgla.
WYŁĄCZNIE POD NADZOREM PROWADZĄCEGO ZAJĘCIA! Na powierzchnie
ubitego węgla położyć metalową nasadkę i umieścić w jej otworze czujnik siły.
Następnie ustawić ramię dźwigni w pozycji poziomej i zablokować na końcu.
Obracając mosiężna część nasadki wyregulować początkową siłę nacisku na 0±1 N.
Umieścić termoparę w tyglu. W okienku Włóż tygiel i czujnik siły wybrać opcję
Gotowe. Rozpoczyna się zasadnicza część pomiaru. Szybkość nagrzewania próbki w
tym etapie wynosi 10 °C/min i jest regulowana automatycznie. W czasie pomiaru
należy obserwować temperaturę próbki oraz siłę nacisku. Po osiągnięciu maksymalnej
siły nacisku wybrać opcję Przeglądaj i przesuwając linijką odczytać maksymalną siłę i
temperaturę jej wystąpienia. Po odczytaniu parametrów w głównym oknie programu
wybrać opcję Pomiar – Zatrzymaj. Zamknąć program Koksik. Odblokować ramię
dźwigni, usunąć termoparę i czujnik siły. Usunąć tygiel z pieca. WYŁĄCZNIE POD
NADZOREM PROWADZĄCEGO ZAJĘCIA!
5.6.Obliczenie ciśnienia rozprężania
Ciśnienie rozprężania węgla obliczyć w Pa wg wzoru:
𝑃𝑚𝑎𝑥 =𝐹𝑚𝑎𝑥 + 𝑚 ∙ 𝑔
𝑆
gdzie:
Fmax – maksymalna siła nacisku, N,
m – masa nasadki z czujnikiem siły – 0,434 kg,
g – przyspieszenie ziemskie – 9,81N∙kg-1
,
S – powierzchnia nasadki – 2,53∙10-3
m-2

38
6. Literatura
[1] Monson J.R , Cokemaking International (Special), Hypotheses on generation and effects
of coking pressure,1992, t.4.
[2] Karcz A , Karbo, Ciśnienie rozprężania cz. III: Oddziaływanie ciśnienia rozprężania na
ściany komór koksowniczych, 2001, nr 6.
[3] Loison R, Foch P, Boyer A., Coke: quality and production, Butterworth, London, 1989.
[4] Karcz A , Karbo, Ciśnienie rozprężania cz. IV: Mechanizmy powstawania ciśnienia
rozprężania, 2001, nr 7-8.
[5] Karcz A , Karbo, Ciśnienie rozprężania cz. I: Metody pomiaru ciśnienia rozprężania oraz
ciśnienia wewnątrz wsadu, 2001, nr 5.
[6] Karcz A , Koksownictwo część pierwsza, Wydawnictwo AGH, Kraków, 1991.
[7] Karcz A , Karbo, Ciśnienie rozprężania cz. II: Wpływ czynników technologicznych na
ciśnienie rozprężania, 2001, nr 6.
[8] Polska Norma PN-73/G – 04522, Węgiel kamienny: Oznaczanie ciśnienia rozprężania.
[9] Rozwadowski A , Karbo, Uwagi na temat oznaczania ciśnienia rozprężania według PN-
73/G – 04522, 2006, nr3.
[10] http://student.agh.edu.pl/~mpietrzak/stud/java/09.pdf
[11] Karcz A , Bębenek Z , Wydymanie ziaren węglowych podczas uplastyczniania węgla
jako potencjalny czynnik generujący ciśnienie rozprężania, Nove poznatki z oblasti z uhli a
koksu, Sbornik prednasek z I cesko-polskeho uhelneho sympozia,
17-18 wrzesień 2001 rok, Ostrava.
[12] Casal M , Diaz-Faes E , Alvarez R , Fuel, Influence of the permeability of coal plastic
layer on coking pressure, 2006, no 85.
[13] Osiński E. J , Brimacome J. K , Barr P. V [et al], Modelowanie matematyczne procesu
koksowania – mechanizm powstawania ciśnienia w komorze podczas koksowania wsadu,
Zeszyt 11-12: Modele matematyczne procesu koksowania, Drugi Międzynarodowy Kongres
Koksownictwa, Centrum Konferencyjne Królowej Elżbiety, Londyn, Wielka Brytania, 28 –
30 września 1992.
[14] Pernot P , Lete J , Prediction of the wall pressure and coke quality, materiały CPM,
2007.
[15] Geny J.-F, Duchene J.-M , Isler D , Yax E , The plastic layer inside the coke oven:
Migration rate and physical effect, CPM France, 1991.

39


















