Postup při podávání přihlášky do výběrového řízení o dotace z rozpočtu SMO na rok 2015


Další profesní vzdělávání – cesta k nové kvalifikaci / Ruční zpracování a strojní obrábění instalatérských materiálů
PROGRAM DALŠÍHO VZDĚLÁVÁNÍMONTÉR VNITŘNÍHO ROZVODU VODY A KANALIZACE (33-003-H)
OBOR INSTALATÉR (36-52-H/01)
RUČNÍ ZPRACOVÁNÍ A STROJNÍ OBRÁBĚNÍ INSTALATÉRSKÝCH
MATERIÁLŮ
STUDIJNÍ TEXT K VZDĚLÁVACÍMU MODULUMVK8
AUTOR: ING. JAROSLAV POLCER
2

Další profesní vzdělávání – cesta k nové kvalifikaci / Ruční zpracování a strojní obrábění instalatérských materiálů
3

Další profesní vzdělávání – cesta k nové kvalifikaci / Ruční zpracování a strojní obrábění instalatérských materiálů
4

Další profesní vzdělávání – cesta k nové kvalifikaci / Ruční zpracování a strojní obrábění instalatérských materiálů
5

Další profesní vzdělávání – cesta k nové kvalifikaci / Ruční zpracování a strojní obrábění instalatérských materiálů
6

Další profesní vzdělávání – cesta k nové kvalifikaci / Ruční zpracování a strojní obrábění instalatérských materiálů
7

Další profesní vzdělávání – cesta k nové kvalifikaci / Ruční zpracování a strojní obrábění instalatérských materiálů
8

Další profesní vzdělávání – cesta k nové kvalifikaci / Ruční zpracování a strojní obrábění instalatérských materiálů
9

Další profesní vzdělávání – cesta k nové kvalifikaci / Ruční zpracování a strojní obrábění instalatérských materiálů
10

Další profesní vzdělávání – cesta k nové kvalifikaci / Ruční zpracování a strojní obrábění instalatérských materiálů
11

Další profesní vzdělávání – cesta k nové kvalifikaci / Ruční zpracování a strojní obrábění instalatérských materiálů
12

Další profesní vzdělávání – cesta k nové kvalifikaci / Ruční zpracování a strojní obrábění instalatérských materiálů
13

Další profesní vzdělávání – cesta k nové kvalifikaci / Ruční zpracování a strojní obrábění instalatérských materiálů
14

Další profesní vzdělávání – cesta k nové kvalifikaci / Ruční zpracování a strojní obrábění instalatérských materiálů
15

Další profesní vzdělávání – cesta k nové kvalifikaci / Ruční zpracování a strojní obrábění instalatérských materiálů
PROGRAM DALŠÍHO VZDĚLÁVÁNÍ
MONTÉR VNITŘNÍHO ROZVODU VODY A KANALIZACE (33-003-H)
OBOR INSTALATÉR (36-52-H/01)
STUDIJNÍ TEXT K VZDĚLÁVACÍMU MODULU
RUČNÍ ZPRACOVÁNÍ A STROJNÍ OBRÁBĚNÍ INSTALATÉRSKÝCH
MATERIÁLŮ
(KÓD MODULU MVK8)
AUTOR: ING. JAROSLAV POLCER
CENTRUM UZNÁVÁNÍ A CELOŽIVOTNÍHO UČENÍ OLOMOUCKÉHO KRAJE, OLOMOUC, ROOSEVELTOVA 79
2015
Učebnice vznikla v rámci projektu „Další profesní vzdělávání – cesta k nové kvalifikaci“ registrační číslo CZ.1.07/3.2.05/03.0001. Projekt byl spolufinancován Evropským sociálním fondem a státní rozpočtem České republiky.
16

Další profesní vzdělávání – cesta k nové kvalifikaci / Ruční zpracování a strojní obrábění instalatérských materiálů
OBSAH
ÚVOD............................................................................................................................................................ 5
1 ZÁKLADNÍ RUČNÍ ZPRACOVÁNÍ MATERIÁLŮ................................................................................................6
1.1 ORÝSOVÁNÍ..................................................................................................................................................6
1.2 PILOVÁNÍ.....................................................................................................................................................7
1.2.1 Základní druhy pilníků..........................................................................................................................8
1.2.2 Základy pilování...................................................................................................................................9
1.2.3 Pilování rovinných ploch....................................................................................................................10
1.2.4 Pilování válcových ploch....................................................................................................................10
1.2.5 Uložení a čištění pilníků.....................................................................................................................11
1.3 ŘEZÁNÍ RUČNÍ RÁMOVOU PILKOU.............................................................................................................11
1.3.1 Materiály pilových listů......................................................................................................................12
1.3.2 Rozvádění ozubení pilových listů.......................................................................................................13
1.3.3 Základy řezání ruční pilou..................................................................................................................13
1.3.4 Bezpečnost práce při ručním řezání...................................................................................................15
2 ODBORNÉ RUČNÍ ZPRACOVÁNÍ MATERIÁLŮ..............................................................................................17
2.1 RUČNÍ DĚLENÍ (ŘEZÁNÍ) PŘESNÝCH KOVOVÝCH TRUBEK...........................................................................17
2.2 RUČNÍ DĚLENÍ (ŘEZÁNÍ) PLASTOVÝCH TRUBEK..........................................................................................19
2.3 RUČNÍ KRÁCENÍ A DĚLENÍ KAMENINOVÝCH TRUB.....................................................................................19
2.4 RUČNÍ OHÝBÁNÍ OCELOVÝCH TRUBEK.......................................................................................................20
2.4.1 Ohýbání trubek za studena................................................................................................................20
2.5 ROZMĚROVĚ PŘESNÉ OHÝBÁNÍ MĚDĚNÝCH TRUBEK................................................................................22
2.5.1 Postup při ohýbání měděných trubek................................................................................................23
2.6 RUČNÍ ŘEZÁNÍ ZÁVITŮ NA TRUBKÁCH.......................................................................................................23
2.6.1 Postup při ručním řezání trubkových závitů.......................................................................................24
3 STROJNÍ OBRÁBĚNÍ INSTALATÉRSKÝCH MATERIÁLŮ..................................................................................26
3.1 STANDARDNÍ ZPŮSOBY STROJNÍHO OBRÁBĚNÍ MATERIÁLŮ..................................................................26
3.1.1 Soustružení........................................................................................................................................26
3.1.2 Frézování............................................................................................................................................26
3.1.3 Vrtání.................................................................................................................................................26
17

Další profesní vzdělávání – cesta k nové kvalifikaci / Ruční zpracování a strojní obrábění instalatérských materiálů
3.1.4 Broušení.............................................................................................................................................27
3.1.5 Vyvrtávání..........................................................................................................................................27
3.2 STROJNÍ DĚLENÍ MATERIÁLU.....................................................................................................................28
3.2.1 Strojní řezání ocelových trubek..........................................................................................................28
3.2.2 Strojní krácení a řezání litinových trub...............................................................................................29
3.2.3 Strojní krácení a řezání kameninových trub.......................................................................................29
3.3 STROJNÍ ŘEZÁNÍ ZÁVITŮ............................................................................................................................30
SLOVNÍK...................................................................................................................................................... 34
SEZNAM OBRÁZKŮ...................................................................................................................................... 36
DOPORUČENÁ LITERATURA......................................................................................................................... 38
POUŽITÉ ZDROJE.......................................................................................................................................... 39
VĚDOMOSTNÍ TESTY.................................................................................................................................... 40
18

Další profesní vzdělávání – cesta k nové kvalifikaci / Ruční zpracování a strojní obrábění instalatérských materiálů
ÚVOD
Absolvent tohoto vzdělávacího modulu se teoreticky seznámí se základními způsoby ručního zpracování a strojního obrábění různých druhů instalatérských materiálů, se kterými by se mohl v praktické činnosti při montáži vodovodních rozvodů a kanalizace setkat. Je zřejmé, že na základě teoretické přípravy pak umí prakticky provádět tyto technologie při dodržení nezbytných bezpečnostních a hygienických zásad. Před ručním zpracováním a strojním obráběním nejen kovových vodovodních potrubí, ale i plastových trubek a trub dbá na kvalitní přípravu podmínek pro provedení těchto prací. V neposlední řadě se zabývá odborným ručním zpracováním a strojním obráběním kanalizačních trub z litiny a kameniny. Při provádění prací dodržuje pravidla a stanovené technologické postupy. Tyto práce provádí v souladu s platnými normami při dodržování vysoké kvality a správnosti provedení. Vzdělávací program vychází z požadavků na odbornou přípravu laiků, ale i profesionálních pracovníků v oboru montáže vnitřního rozvodu vody a kanalizace.
Mnoho úspěchů Vám při této činnosti přeje autor.
Ing. Jaroslav Polcer
19

Další profesní vzdělávání – cesta k nové kvalifikaci / Ruční zpracování a strojní obrábění instalatérských materiálů
1 ZÁKLADNÍ RUČNÍ ZPRACOVÁNÍ MATERIÁLŮ
STUDIJNÍ CÍLE KAPITOLY
Po prostudování této kapitoly dokážete:
Popsat způsoby ručního zpracování materiálů.
Ručně zpracovat instalatérský materiál podle zadání.
KLÍČOVÉ POJMY
Orýsování, rýsovací jehla, důlčík, pilování, pilník, ruční rámová pilka, tvar zubů, řezné úhly, rozvádění ozubení pilového listu, tenkostěnná trubka, silnostěnná trubka.
1.1 ORÝSOVÁNÍ
Správně provedené orýsování významně určuje kvalitu budoucího výrobku. Orýsování dělíme na dva druhy:
orýsování plošné - rovinné
orýsování prostorové
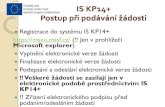
K vytváření přímek a úseček používáme rýsovací jehlu a úhelník. Pomocí úhelníku můžeme sestrojit různě velké úhly sevřené mezi přímkami. Orýsování probíhá podobně jako rýsování tužkou a pravítkem [obr. 1]. Na rýsovací jehlu musíme v závislosti na tvrdosti materiálu a kvalitě osvětlení více přitlačit, jehlu pak musíme vést pod správným úhlem. [Švagr, 1990, s. 18]
Obr. 1 Rýsovací jehla
Kružítko funguje na úplně stejném principu jako to školní. Má však ostré konce na obou ramenech, je tedy jednokterou stranu zabodnete a kterou vytvoříte kružnici nebo její část.
20

Další profesní vzdělávání – cesta k nové kvalifikaci / Ruční zpracování a strojní obrábění instalatérských materiálů
Kružítko může být vybaveno ergonomickými úchopy nebo stavěcími šrouby, což je výhodné při rýsování na tvrdý povrch. Většinou nastavíme šroub tak, aby si kružítko udržovalo nastavený rozměr.
Důlčík používáme k vyrážení důlků. Důlčíky často využíváme při vrtání, kdy si střed otvoru označíme důlkem, potom se nám bude snadněji zavádět vrták.
OTÁZKY K ZAMYŠLENÍ
Pod jakým úhlem vedeme jehlu při orýsování?
Na rýsovací jehlu musíme v závislosti na tvrdosti materiálu a kvalitě osvětlení více přitlačit, jehlu pak musíme vést pod úhlem 15-20o.
1.2 PILOVÁNÍ
Při pilování dochází k oddělování třísek vícebřitým nástrojem – pilníkem, jehož tvar a velikost volíme podle charakteru obráběné plochy, druhu materiálu obrobku, tloušťky ubírané vrstvy a podle požadované jakosti povrchu. [Švagr, 1990, s. 22]
Ruční pilníky [obr. 2] se skládají z těchto základních částí:
těla (listu nebo čepele) pilníku (1),
stopky (2),
rukojeti (3).
Pilníky rozlišujeme i podle tvaru zubů [obr. 2]:
jednoduché (a),
křížové (b),
frézované (c),
struhákové, rašplové (d).
21

Další profesní vzdělávání – cesta k nové kvalifikaci / Ruční zpracování a strojní obrábění instalatérských materiálů
Obr. 2 Ruční pilník
„Pilníky s jednoduchým sekem (a) vytvářejí nedělenou třísku a používají se většinou k obrábění měkčích kovových materiálů a plastů.
Pilníky s křížovým sekem (b) mají dva seky – první (spodní) sek, který je mělký, je překryt druhým (vrchním křížovým) sekem, který je hlubší a vytvářejí se jím zuby, jejichž břity se předchozím, spodním sekem přerušují. To umožňuje lepší oddělování i odvádění vznikajících třísek.
Pilníky s frézovanými zuby (c) se vyrábějí většinou ve dvojím provedení – se zuby přímými, které se používají na měkčí materiály (hliník, plasty), a se zuby obloukovými, jimiž se obrábějí materiály tvrdší (dural, pertinax).
Rašple se struhákovým sekem (d), který má při obrábění trhavý účinek, se používají při obrábění nejměkčích kovových materiálů (olova, cínu, slitin hliníku), plastů, ale i dřeva.“ [Švagr, 1990, s. 23, 24].
„Tvar a uspořádání zubů (tzv. sek) budou závislé na tom, zda je pilník určen pro hrubování (pro úběr velkých vrstev materiálu) nebo pro hlazení (dokončování pilováním). Zuby (seky) pilníku jsou uspořádány šikmo k jeho podélné ose, takže při práci dochází k postupnému řezu a zároveň i dobrému odvádění třísek.“ [Švagr, 1990, s. 23]
Zuby pilníků mohou být vyrobeny:
vysekáváním (obtížněji se oddělují jednotlivé třísky),
vytlačováním,
frézováním.
1.2.1 Základní druhy pilníků
těžký a lehký obdélníkový,
uběrací obdélníkový zúžený,
22

Další profesní vzdělávání – cesta k nové kvalifikaci / Ruční zpracování a strojní obrábění instalatérských materiálů
trojúhelníkový na pily,
úsečový,
nožovitý,
trojúhelníkový,
čtvercový,
kruhový,
trojúhelníkový.
1.2.2 Základy pilování
V ruce máme pilník, obrobek jsme upnuli do svěráku.
Ke svěráku se postavíme bokem, s levou nohou nakročenou mírně vpřed [obr. 3].
Obr. 3 Postoj při pilování
Pohyb pilníku by měl být provázen vláčnými pohyby téměř celého těla.
Při práci se snažíme využívat celou délku pilníku (méně se nadřeme).
Rukojeť pilníku držíme v dlani pravé ruky tak, že palec neží nahoře, levou rukou na konci čepele pilník vyvažujeme [obr. 4].
Pilník zabírá pouze při pohybu vpřed, takže jej při pohybu zpět odlehčujeme nebo nadzvedáváme. [Švagr, 1990, s. 25]
23

Další profesní vzdělávání – cesta k nové kvalifikaci / Ruční zpracování a strojní obrábění instalatérských materiálů
Obr. 4 Držení pilníku
1.2.3 Pilování rovinných ploch
Při pilování zejména větších rovinných ploch měníme postupně směr pilování (pilujeme šikmo, potom kolmo k délce a nakonec opačným směrem), abychom neustále viděli, kde pilník zabírá.
Při hlazení rovinných ploch obvykle pilujeme rovnoběžně s delší hranou obrobku.
Čelo profilového materiálu pilujeme tak, že postupně měníme směr pilování.
Při hrubování (odebírání vrstvy větší než 0,5mm) pilujeme dlouhými zdvihy a na pilník silně tlačíme, čím blíže k požadovanému rozměru, tím jemnější pilníky volíme a zkracujeme také délku zdvihu.
Při obtahování plochy jemný pilník držíme napříč oběma rukama a pohybujeme jím rovnoběžně s delší stranou, takto je vhodné pilovat i součásti předtím obrobené strojně (například frézováním a hoblováním).
Rovinnost pilovaných ploch kontrolujeme obyčejným pravítkem, které ke kontrolované ploše přikládáme v několika různých směrech (podél, napříč i úhlopříčně).
[Švagr, 1990, s. 26]
1.2.4 Pilování válcových ploch
Při pilováni vnějších válcových ploch postupujeme v závislosti na tvaru pilované plochy, úzké vypouklé plochy a zaoblení pilujeme nejdříve na hrubo příčnými zdvihy a konečný tvar dokončujeme hlazením
24

Další profesní vzdělávání – cesta k nové kvalifikaci / Ruční zpracování a strojní obrábění instalatérských materiálů
rovnoběžně s delší stranou plochy, před pilováním většinou nejprve odřízneme rohy.
Při hlazení pracujeme podélnými kývavými zdvihy pilníku tak, že na začátku zdvihu je rukojeť pilníku nahoře a v průběhu zdvihu (kývnutí) přejde do polohy nejnižší.
K pilování vnitřních válcových ploch a zaoblení používáme pilníky s kruhovým nebo půlkruhovým profilem a obráběný tvar pilujeme nejčastěji podle orýsování.
Pilujeme postupnými příčnými zdvihy pilníku, kterým zároveň pootáčíme za pozvolného posunování do stran.
Pilovaný tvar průběžně kontrolujeme pomocí šablony.
Při pilování zaoblení nebo srážení upínáme pilovanou součást ve svislé poloze do čelistí svěráku.
[Švagr, 1990, s. 27]
1.2.5 Uložení a čištění pilníků
Pilníky je vhodné uložit do dřevěných nebo plastových přihrádek, a to odděleně od sebe, aby se vzájemně neotupovaly. „Pokud je pilník znečištěn třískami, tukem a podobnými lehkými nečistotami, očistíme ho od nich buď ocelovým kartáčem anebo zaostřeným kouskem mosazného nebo hliníkového plechu. Pokud je pilník znečištěn olejem, očistíme ho nejlépe petrolejem.“ [Švagr, 1990, s. 24]
OTÁZKY K ZAMYŠLENÍ
Jaký pracovní postoj zaujmeme při pilování?
Ke svěráku se postavíme bokem, s levou nohou nakročenou mírně vpřed a pohyb pilníku by měl být provázen vláčnými pohyby téměř celého těla.
1.3 ŘEZÁNÍ RUČNÍ RÁMOVOU PILKOU
Ruční rámová pilka – pilka na železo [obr. 5], má tyto základní části:
rám (1),
rukojeť (3),
upínací mechanismus (pevná hlava (4), pohyblivá hlava (5) a kolíky (6)), ve kterém je uchycen pilový list.
25

Další profesní vzdělávání – cesta k nové kvalifikaci / Ruční zpracování a strojní obrábění instalatérských materiálů
Obr. 5 Ruční rámová pilka
Řezání je jedním z druhů třískového obrábění, tedy při něm vznikají třísky. Velikost třísek a jejich množství je závislé na tvrdosti řezaného materiálu a také na délce řezu. Takže platí, že čím měkčí je materiál a čím delší řez povedeme, tím více bude vznikat třísek a musíme mít dostatek prostoru k jejich odvádění. Tento prostor se nachází v zubových mezerách, tedy mezi zuby na listu pily. Proto se pro krátké řezy a tvrdé materiály volí listy s jemnou roztečí zubů a naopak. Tvar zubů pilového listu má základní řezné úhly [obr. 6], se kterými se setkáme i u dalších řezných nástrojů (například kotoučových nebo pásových pil). „Úhel čela γ se pohybuje u pilových listů mezi 0 až 10°, na tomto úhlu závisí, jak moc se pila zakusuje do materiálu a jak namáhavé řezání bude. Úhel břitu β, který má vliv na velikost úhlu řezu δ a na pevnost zubu, se volí na tvrdé materiály větší a na měkké menší.“ [Švagr, 1990, s. 19]
Obr. 6 Základní řezné úhly
1.3.1 Materiály pilových listů
Všem důvěrně známá pilka na železo umožňuje kromě oceli či barevných kovů řezat i plasty. Je dobré zásobit se několika druhy pilových listů:
„Pro řezání kovových materiálů nízké pevnosti a jiných měkkých materiálů se vyrábějí z konstrukční chromové, popřípadě wolframchromové oceli.“ [Švagr, 1990, s. 20]
„Pro ruční řezání materiálů o vysoké pevnosti se používají pilové listy vyrobené z rychlořezných ocelí.“ [Švagr, 1990, s. 20]
26

Další profesní vzdělávání – cesta k nové kvalifikaci / Ruční zpracování a strojní obrábění instalatérských materiálů
1.3.2 Rozvádění ozubení pilových listů
„Aby pilový list při práci nedřel o stěny spáry, musí být vznikající spára širší, než je tloušťka pilového listu. Proto se ozubení buď tzv. rozvádí, jednotlivé zuby se střídavě vyhnou vlevo a vpravo [obr. 7], nebo je část listu poblíž zubů zvlněná [obr. 8].“ [Švagr, 1990, s. 20]
Obr. 7 Rozvádění pilového listu vyhnutím zubů
Obr. 8 Rozvádění pilového listu zvlněním
1.3.3 Základy řezání ruční pilou
„Pilový list musí být upnut tak, aby špičky zubů směřovaly směrem od rukojeti, list musí být při práci správně napnut [obr. 9].“ [Švagr, 1990, s. 20]
Obr. 9 Upnutí pilového listu
Při zařezávání začínáme krátkými tahy se šikmo skloněnou pilkou, pokud řežeme tvrdší materiál anebo se vám to zdá pohodlnější, můžete si místo řezu napilovat malým pilníkem [obr. 10].
27

Další profesní vzdělávání – cesta k nové kvalifikaci / Ruční zpracování a strojní obrábění instalatérských materiálů
Obr. 10 Zařezávání pilkou do materiálu
Místo řezu má být co nejméně vzdáleno od čelistí svěráku, pokud by toto místo bylo od čelistí příliš daleko, při řezání by se přečnívající část chvěla nebo ohýbala.
„Tenkostěnné trubky při řezání pootáčíme [obr. 11], při řezu v jednom směru příčně by se vylomily zuby. Trubku prořízneme přibližně do hloubky cca trojnásobku tloušťky stěny, potom trubku pootočíme. Pokračujeme v řezání a pootáčení až do úplného oddělení části trubky.“ [Trnková, 2001, s. 37]
Pro řezání tenkostěnných trubek volíme listy s jemným ozubením.
Obr. 11 Řezání tenkostěnné trubky
Při řezání materiálu obdélníkového průřezu volíme řezání na širší straně, jelikož je hospodárnější. Profilový materiál (například úhelník) po doříznutí jedné delší strany pootočíme o 90° a řezání dokončíme opět rovnoběžně s delší stranou.
Silnostěnné trubky řežeme tak, aby se zuby pilky nezakusovaly. To znamená, že jakmile stěnu trubky prořízneme (dostaneme se až k dutině), pootočíme ji a pokračujeme v řezání, dokud opět stěnu trubky neprořízneme. Takto opět pokračujeme do úplného odříznutí trubky.
28

Další profesní vzdělávání – cesta k nové kvalifikaci / Ruční zpracování a strojní obrábění instalatérských materiálů
Nedostačuje-li hloubka rámu pilky při řezání, můžeme pilový list v rámu otočit o 90°. U takovýchto dlouhých řezů nám může značně zjednodušit práci namazání stran pilového listu (ale ne zubů) grafitem, lojem anebo několika kapkami oleje - list potom tolik nedře o stěny spáry.
Zuby se zanáší kovovými pilinami (pila se na začátku řezání zakusuje, ale poté už ne) – příliš jemné ozubení.
Pila téměř neřeže a občas se vylomí zub – příliš hrubé ozubení.
[Švagr, 1990, s. 20, 21]
1.3.4 Bezpečnost práce při ručním řezání
Při vylomení nadměrného počtu zubů musíme práci přerušit, a pilový list vyměnit za nový.
Volíme vždy vhodné a pevné upnutí materiálu.
Čepy (kolíčky) pro upevňování pilového listu nesmí nadměrně přečnívat, ani obsahovat ostré hrany (např. nesmí být nahrazovány hřebíky).
Před každým řezáním vždy zkontrolujeme, je-li pilový list řádně upnutý.
Zkontrolujeme též rukojeť pilky – nesmí být volná.
Při dořezávání dbáme zvýšené opatrnosti, zejména při odpadnutí zbytku polotovaru.
OTÁZKY K ZAMYŠLENÍ
Jakým způsobem má být obrobek při řezání ruční rámovou pilkou upnut ve svěráku?
Místo řezu má být co nejméně vzdáleno od čelistí svěráku, pokud by toto místo bylo od čelistí příliš daleko, při řezání by se přečnívající část chvěla nebo ohýbala.
29

Další profesní vzdělávání – cesta k nové kvalifikaci / Ruční zpracování a strojní obrábění instalatérských materiálů
SHRNUTÍ
Test
Zpět na Obsah
Správně provedené orýsování významně určuje kvalitu budoucího výrobku. Orýsování probíhá podobně jako rýsování tužkou a pravítkem. Na rýsovací jehlu musíme v závislosti na tvrdosti materiálu a kvalitě osvětlení více přitlačit, jehlu pak musíme vést pod správným úhlem. Důlčík používáme k vyrážení důlků. Často ho využíváme při vrtání. Při pilování dochází k oddělování třísek vícebřitým nástrojem – pilníkem, jehož tvar a velikost volíme podle charakteru obráběné plochy, druhu materiálu obrobku, tloušťky ubírané vrstvy a podle požadované jakosti povrchu. Řezání je jedním z druhů třískového obrábění, tedy při něm vznikají třísky. Velikost třísek a jejich množství je závislé na tvrdosti řezaného materiálu a také na délce řezu. Všem důvěrně známá pilka na železo umožňuje kromě oceli či barevných kovů řezat i plasty. Aby pilový list při práci nedřel o stěny spáry, musí být vznikající spára širší, než je tloušťka pilového listu. Proto se ozubení tzv. rozvádí. Při pilování a ručním řezání se ke svěráku postavíme bokem, s levou nohou nakročenou mírně vpřed.
30

Další profesní vzdělávání – cesta k nové kvalifikaci / Ruční zpracování a strojní obrábění instalatérských materiálů
2 ODBORNÉ RUČNÍ ZPRACOVÁNÍ MATERIÁLŮ
STUDIJNÍ CÍLE KAPITOLY
Po prostudování této kapitoly dokážete:
Popsat odborné způsoby ručního zpracování materiálů.
Ručně zpracovat instalatérský materiál podle zadání.
KLÍČOVÉ POJMY
Třískové dělení, beztřískové dělení, ruční odřezávačka trubek, řezací hořák, ohýbačka trubek, ruční hydraulická ohýbačka, ruční řezání závitů, závitnice, závitové čelisti, montážní svěrák na trubky.
2.1 RUČNÍ DĚLENÍ (ŘEZÁNÍ) PŘESNÝCH KOVOVÝCH TRUBEK
Rozlišujeme třískové a beztřískové dělení (řezání). Obě metody se při dělení přesných kovových (ocelových a měděných trubek) používají.
Při třískovém dělení použijeme rámovou pilku na železo a vedeme pravoúhlý řez, třísky z trubky odstraníme. List pily má mít jemné zuby. Při řezání pilou vzniká kromě vnitřního otřepu i otřep vnější. Jestliže se otřep neodstraní, může bránit v montáži tvarovek.
Při beztřískovém dělení používáme ruční odřezávačku trubek (trubkořez). Výsledkem je vždy pravoúhlý, hladký řez se silným tvořením otřepu, otřep je bezpodmínečně nutné odstranit [obr. 12].
Obr. 12 Ruční odřezávačka trubek
Pro vodovodní rozvody stále více používáme měděné trubky. Důležité je tedy znát pracovní postup při beztřískovém dělení měděných trubek:
Označení řezu by se na měděné trubce mělo provádět pokud možno bez zářezů, v praxi se osvědčily fixy odolné proti vodě.
31

Další profesní vzdělávání – cesta k nové kvalifikaci / Ruční zpracování a strojní obrábění instalatérských materiálů
Přiložme odřezávačku trubek, jemně ji nastavme do záběru, otáčejme jí a znovu nastavme v závislosti na tloušťce stěny 5 - 7 otáček [obr. 13].
Obr. 13 Dělení měděné trubky ruční odřezávačkou
Odřezávačku nenastavujme najednou příliš do záběru, je to nebezpečné pro materiál a nástroj (zesílené tvoření vnitřního otřepu a snížená životnost kotoučového nože). Raději častěji otáčejme, častěji nastavujme.
Po dělení je nutné konec trubky uvnitř a zvnějšku zbavit otřepu. Vnitřní otřep, který vytváří odřezávačka trubek narušuje proudění a může způsobit značnou ztrátu tlaku (může být i příčinou narušení trubky kavitací).
U měkkých měděných trubek je nutné konec trubky po odstranění otřepu kalibrovat. Kalibrace znamená obnovit rozměrovou přesnost trubky.
Měkké trubky mohou vykazovat nekruhový průřez nebo se při dělení zdeformovat.
Na každý průměr trubky existuje vhodná kalibrační souprava.
Jako další nástroje jsou k dispozici kalibrační kleště, které lze použít k vnitřní kalibraci na různé rozměry.
Také polotvrdé trubky je nutné kalibrovat, jestliže jsou nekruhové.
[HCPC Budapešť, 2006, s. 21]
OTÁZKY K ZAMYŠLENÍ
Jaký nástroj používáme pro beztřískové dělení přesných kovových trubek?
Při beztřískovém dělení používáme ruční odřezávačku trubek (trubkořez).
32

Další profesní vzdělávání – cesta k nové kvalifikaci / Ruční zpracování a strojní obrábění instalatérských materiálů
2.2 RUČNÍ DĚLENÍ (ŘEZÁNÍ) PLASTOVÝCH TRUBEK
Pro vodovodní rozvody používáme trubky z různých druhů plastů. I u těchto trubek provádíme beztřískové dělení.
„Značky by se na plastové trubce měly provádět pokud možno bez zářezů; v praxi se osvědčily propisky nebo fixy odolné proti vodě [obr. 14].
Obr. 14 Označování řezu na plastové trubce
Trubku na příslušnou délku zkrátíme, nejlépe pomocí trubkových nůžek [obr. 15], nebo ruční odřezávačkou trubek (trubkořezem).“ [FV Plast, 2002, s. 15]
Obr. 15 Krácení plastové trubky
2.3 RUČNÍ KRÁCENÍ A DĚLENÍ KAMENINOVÝCH TRUB
Kameninové trouby a tvarovky se používají pro gravitační kanalizační potrubí uložené v zemi.
Dělička trub pro různou jmenovitou světlost trub. Dělička trub se pevně obtočí kolem zkracované trouby a pak se zavěsí do oka. Napnutím řetězu se trouba oddělí. Ostré řezné hrany se odjehlí seřezávačkou hran nebo elektrickou ruční bruskou.
Řezací prstenec pro jmenovitou světlost trub do150 mm. Řezací prstenec se nasune od dříku na obvod trouby. Údery kladiva na upínací zařízení se břit obtočí kolem triuby a rozdělí ji. Ostré řezné hrany se odjehlí seřezávačkou hran nebo elektrickou ruční bruskou.
Seřezávačka hran slouží k odjehlování zkrácených kameninových trub o jmenovité světlosti 100 a 150 mm, aby ostré hrany při vsouvání nepoškodily těsnění.
33

Další profesní vzdělávání – cesta k nové kvalifikaci / Ruční zpracování a strojní obrábění instalatérských materiálů
2.4 RUČNÍ OHÝBÁNÍ OCELOVÝCH TRUBEK
Změny směru potrubí se provádějí:
pomocí tvarovek (kolena, oblouky),
ohýbáním trubek.
Ohýbání je proces tváření, při kterém je materiál trvale deformován do různého úhlu ohybu s menším nebo větším zaoblením hran. Ohýbat můžeme trubky kovové ocelové (mimo litinu). Základním požadavkem při ohýbání je, aby se trubka v ohybu nezploštila, a tím se nezměnil její průřez, a aby se příliš nezeslabily její stěny. Proto lze trubky ohýbat pouze určitými minimálními poloměry, které jsou dány:
průměrem trubky,
vlastnostmi a druhem materiálu,
druhem použité technologie ohýbání.
K ohýbání používáme nástroje – ohýbačky. Ohýbání trubek lze provádět:
za studena,
za tepla.
2.4.1 Ohýbání trubek za studena
„K ohýbání ocelových trubek za studena je potřeba značné síly, proto se používají ruční ohýbačky. Na ohýbačkách se trubky ohýbají pomocí šablon, na obvodě opatřených drážkou odpovídající tvarem vnějšímu průměru trubky.“ [Trnková, 2001, s. 60]
Jednoruční ohýbačka [obr. 16] se používá k ohýbání trubek do 22 mm, s úhlem ohybu až 90°. „Dodává se jako komplet s ohýbacím ústrojím, držákem ohýbacích segmentů a vyměnitelnými ohýbacími segmenty.“ [Trnková, 2001, s. 60]
Obr. 16 Jednoruční ohýbačka
Ohýbací segmenty a smýkadla jsou z polyamidu, který je vyztužený skleněným vláknem.
34

Další profesní vzdělávání – cesta k nové kvalifikaci / Ruční zpracování a strojní obrábění instalatérských materiálů
„Trubku je třeba vložit mezi ohýbací segment a smýkadla. Potom páku několikrát stiskneme proti směru šipky a ohýbací segment dle potřeby posuneme dopředu. Po dosažení žádaného oblouku páku zatlačíme ve směru šipky a ohýbací segment spolu s ohnutou trubkou posuneme dozadu. Nakonec trubku vyjmeme.“ [REMS-WERK, Swing, 2012, s. 2]
Dvouruční ohýbací kleště [obr. 17] jsou určeny vždy pro jeden průměr trubek a slouží k ohýbání do 180°. [Trnková, 2001, s. 60]
Obr. 17 Dvouruční ohýbací kleště
Ruční hydraulická ohýbačka [obr. 18] má práci lidských rukou nahrazenu hydraulickou pumpou.
Obr. 18 Ruční hydraulická ohýbačka
Univerzální ruční ohýbačka [obr. 19] slouží k ručnímu ohýbání ocelových a nerezových trubek různých průměrů do 180°. [Trnková, 2001, s. 60]
35

Další profesní vzdělávání – cesta k nové kvalifikaci / Ruční zpracování a strojní obrábění instalatérských materiálů
Obr. 19 Univerzální ruční ohýbačka
2.5 ROZMĚROVĚ PŘESNÉ OHÝBÁNÍ MĚDĚNÝCH TRUBEK
Měděné trubky mají poměrně slabé stěny, které se mohou při ohýbání deformovat. Při ohýbání těchto trubek používáme ruční ohýbací zařízení [obr. 20].
Obr. 20 Ruční ohýbačka pro měděné trubky
„Pro rozměrově přesné ohýbání měděných trubek je nutné vědět, jak daleko má být oblouk vzdálen od začátku trubky. Začátek oblouku je nutné označit na trubce, na tuto značku nastavíme značku ohýbačky [obr. 21].“ [HCPC Budapešť, 2006, s. 26]
36

Další profesní vzdělávání – cesta k nové kvalifikaci / Ruční zpracování a strojní obrábění instalatérských materiálů
Obr. 21 Minimální poloměry při ohýbání
2.5.1 Postup při ohýbání měděných trubek
Na rovné trubce vyznačíme osový rozměr (vzdálenost oblouku od začátku trubky).
Na trubce označíme začátek oblouku (osový rozměr mínus poloměr ohybu).
Podle průměru trubky vybereme ohýbací segment a připravíme ohýbačku k ohýbání trubky.
Ohýbačku nasadíme její značkou na značku začátku oblouku.
Provádíme vlastní ohýbání trubky.
[HCPC Budapešť, 2006, s. 26]
OTÁZKY K ZAMYŠLENÍ
Jakým způsobem je možné provést ohýbání polotvrdých měděných trubek?
K ohýbání ocelových trubek za studena je potřeba značné síly, proto se používají ruční ohýbačky. Na ohýbačkách se trubky ohýbají pomocí šablon, na obvodě opatřených drážkou odpovídající tvarem vnějšímu průměru trubky.
2.6 RUČNÍ ŘEZÁNÍ ZÁVITŮ NA TRUBKÁCH
Řezání trubkových závitů je jednou z důležitých dovedností montéra vnitřního rozvodu plynu. Závitnice je specální hlavice do které se vkládají radiální závitové čelisti, kterými se řežou vnější trubkové kuželové závity. Závitnice se vyrábějí v několika typech:
Řehtačková (ráčnová) závitnice s jednou rukojetí a rychlovýměnnými řezacími hlavami, každá má určitý rozsah velikosti řezaného závitu [obr. 22].
37

Další profesní vzdělávání – cesta k nové kvalifikaci / Ruční zpracování a strojní obrábění instalatérských materiálů
Obr. 22 Řehtačková (ráčnová) závitnice
Univerzální závitnice se dvěma rukojeťmi a se širokým rozsahem nastavení velikosti řezaného závitu [obr. 23].
Obr. 23 Ruční univerzální závitnice
2.6.1 Postup při ručním řezání trubkových závitů
V dílně trubku upneme do dílenského svěráku na trubky, který je připevněn k pracovnímu stolu.
Na stavbě používáme montážní svěrák na trubky běžně nazývaný „pionýr“ [obr. 24].
Závitové čelisti na závitnici nastavíme na požadovaný průměr a zajistíme západkou.
Závitnici nasadíme na trubku a otáčíme doprava a tím vyřežeme vnější závit na trubce.
Po vyřezání závitu čelisti uvolníme a hlavici z trubky volně sundáme.
38

Další profesní vzdělávání – cesta k nové kvalifikaci / Ruční zpracování a strojní obrábění instalatérských materiálů
Obr. 24 Montážní svěrák na trubky
OTÁZKY K ZAMYŠLENÍ
Z jakého důvodu řežeme ručně trubkové závity u vodovodních instalací?
Ve vodovodních instalacích se závitové spojení používá u ocelových pozinkovaných trubek k připojení různých druhů tvarovek a armatur, pokud je závitových spojů málo, řežeme ručně.
SHRNUTÍ
Při třískovém dělení přesných kovových trubek použijeme rámovou pilku na železo a vedeme pravoúhlý řez, třísky z trubky odstraníme. Při beztřískovém dělení používáme ruční odřezávačku trubek. U měkkých měděných trubek je nutné konec trubky po odstranění otřepu kalibrovat. Kalibrace znamená obnovit rozměrovou přesnost trubky. Ohýbání je proces tváření, při kterém je materiál trvale deformován do různého úhlu ohybu s menším nebo větším zaoblením hran. Ohýbat můžeme trubky kovové ocelové (mimo litinu). Základním požadavkem při ohýbání je, aby se trubka v ohybu nezploštila, a tím se nezměnil její průřez, a aby se příliš nezeslabily její stěny. K ohýbání používáme nástroje zvané ohýbačky. Měděné trubky mají poměrně slabé stěny, které se mohou při ohýbání deformovat. Při ohýbání těchto trubek používáme ruční ohýbací zařízení. V instalacích vody se závitové spojení používá u ocelových pozinkovaných (výjimečně černých) trubek ke vzájemnému spojení pomocí tvarovek a šroubení a k připojení různých druhů armatur. Řezání trubkových závitů je tedy jednou z důležitých dovedností montéra vodovodních instalací, používají se ruční závitnice.
39

Další profesní vzdělávání – cesta k nové kvalifikaci / Ruční zpracování a strojní obrábění instalatérských materiálů
3 STROJNÍ OBRÁBĚNÍ INSTALATÉRSKÝCH MATERIÁLŮ
STUDIJNÍ CÍLE KAPITOLY
Po prostudování této kapitoly dokážete:
Popsat způsoby strojního obrábění materiálů.
Strojně obrábět instalatérský materiál podle zadání.
KLÍČOVÉ POJMY
Soustružení, frézování, fréza, frézka, vrtání, vrták, vyvrtávání, broušení, strojní dělení materiálu, strojní řezání závitů, ruční elektrická závitnice, závitořezný stroj, strojní ohýbání trubek, elektrická ohýbačka trubek.
3.1 STANDARDNÍ ZPŮSOBY STROJNÍHO OBRÁBĚNÍ MATERIÁLŮ
3.1.1 Soustružení
Soustružení je třískové strojní obrábění pro součásti kruhového průřezu. Obrábění se provádí jednotlivými soustružnickými noži, které mají jedno ostří. Soustružením se dají vyrábět zápichy, hřídele, závity, vnitřní a vnější průměry. Hlavní pohyb při soustružení je otáčivý, ten koná obrobek. Nástroj má podélný a příčný posuv.
Soustružnické nože jsou nástroje pro soustružení a mohou být vyrobeny z rychlořezné oceli, slinutých karbidů, kubického nitridu boru, řezné keramiky, diamantu.
3.1.2 Frézování
Frézování je dalším druhem strojního třískového obrábění tvarových, rovinných ploch. Dají se takto také obrábět drážky a ozubení (frézka je stroj a fréza nástroj).
Frézky patří mezi nejuniverzálnější obráběcí stroje na výrobu drážek, ozubení, závitů, nepravidelných tvarů, rovinných, tvarových a rotačních ploch.
Frézy jsou několikabřité rotační nástroje. Každý břit je jednoduchý soustružnický nůž, který je po určitou dobu ve styku s obráběným materiálem. Břity mohou být umístěny na kuželové, válcové nebo jiné tvarové ploše.
3.1.3 Vrtání
Vrtání patří mezi nejstarší a nejpoužívanější technologické operace (obr. 27). Provádí se do plného materiálu a takto získané otvory se mohou dále vystružovat, vyhrubovat a zahlubovat. Základním pohybem při vrtání je rotace vrtáku a posuv vrtáku (udává se v mm/ot.).
40

Další profesní vzdělávání – cesta k nové kvalifikaci / Ruční zpracování a strojní obrábění instalatérských materiálů
Druhy používaných vrtáků:
šroubovitý vrták s válcovou nebo kuželovou stopkou,
kopinatý vrták,
dělový vrták,
středící vrták,
korunkový vrták,
trojboký vrták,
kruhovýstředný vrták.
Pro vrtání se používají ruční nebo strojní vrtačky nejrůznějších velikostí a konstrukcí:
Ruční vrtačky, nejčastěji se využívají tam, kde není možno použít jiných vrtaček.
Stolní vrtačky, jsou určeny pro malé a střední průměry vrtáků, kde využívají různě velkých počtů otáček.
Sloupové vrtačky mají pevný kruhový sloup, který nese přestavitelný a otočný vřeteník s motorem a převodovkou, stůl je otočně upevněn na stojanu.
Rychloběžné vrtačky mají až 12000ot/min., používají se v dílnách jemné mechaniky.
Radiální vrtačky jsou velmi přesné pro vrtání děr a roztečí, používají se v nářaďovnách.
3.1.4 Broušení
Broušení je obráběcí proces, který je realizován pomocí zrn brusiva a pojiva. Při broušení se odebírají třísky pomocí břitů.
Broušením můžeme dosáhnout:
vysoké kvality povrchu,
dobrého obrobení kalených materiálů,
jednoduchého dělení materiálů (rozbrušování).
3.1.5 Vyvrtávání
Vyvrtávání je obrábění předobrobených vnitřních rotačních ploch jednobřitým nebo vícebřitým nástrojem. Vyvrtáváním se zvětšují díry kruhového průřezu, vytvořené vrtáním, tvářením, předlitím apod. Lze opracovávat díry průchozí i neprůchozí v širokém rozsahu přesnosti a jakosti obrobeného povrchu.
41

Další profesní vzdělávání – cesta k nové kvalifikaci / Ruční zpracování a strojní obrábění instalatérských materiálů
OTÁZKY K ZAMYŠLENÍ
Jaké jsou standardní způsoby strojního obrábění, používané v instalatérské praxi?
Jsou to soustružení, frézování, vrtání, broušení, vyvrtávání.
3.2 STROJNÍ DĚLENÍ MATERIÁLU
3.2.1 Strojní řezání ocelových trubek
Kromě řezání materiálu ruční pilkou existují produktivnější způsoby a nástroje, určené pro dělení materiálu.
Stojanový stroj na dělení trubek se speciálním tenkým řezným kotoučkem a vysokou řeznou rychlostí [obr. 25].
Obr. 25 Stojanový stroj na dělení trubek
Stroj na dělení trubek připevníme na pracovní stůl nebo podobným způsobem na podstavec. Delší trubky je nutné bezpodmínečně podepřít podpěrou. Místo dělení vyznačíme na trubce. Pohon řezného kolečka můžeme prostřednictvím otáčení posuvové páky zvednout nebo spustit, aby mohla být dělená trubka vložena do podpěry trubek. Vnější otřepy (otřepy po řezání) odstraníme, aby nedošlo k poškození oběžných vodících válců. [REMS-WERK, Cento, 2012, s. 2]
Stolní přenosný řezací stroj [obr. 26]
Materiál je třeba upnout. Zvláště tenkostěnné trubky neupínat silně, jinak budou oválné. Po stisknutí tlačítka v přítlačné páce se materiál přeřízne. Je-li upínaný materiál kratší než polovina šířky svěráku, je nutno vložit za účelem paralelního upnutí svěráku do prázdné strany svěráku stejně velkou příložku. [REMS-WERK, Turbo K, 2012, s. 2 ]
42

Další profesní vzdělávání – cesta k nové kvalifikaci / Ruční zpracování a strojní obrábění instalatérských materiálů
Obr. 26 Stolní přenosný řezací stroj
3.2.2 Strojní krácení a řezání litinových trub
Před řezáním si označíme místo řezu po celém obvodu trouby pomocí širšího pásu plechu, který ovineme kolem trouby v místě řezu.
Provedeme označení pro hloubku zasunutí do hrdla, kterou odměříme na běžné troubě nebo ji zjistíme v tabulce, potom označovací linku přeneseme na krácené potrubí.
Pro řezání použijeme vhodné elektrické řezací nástroje, řezací kotouče jsou běžné na ocel.
Řez musíme provést kolmo na osu trouby, řežeme tak, že na jednom místě prořízneme troubu přes celou sílu stěny a pak postupujeme po celém obvodu.
Upravení konce uříznuté trouby provedeme tak, že hladký konec trouby mírně zaoblíme pomocí malé ruční brusky.
Při řezání je třeba dodržovat všechny bezpečnostní předpisy a nařízení výrobce elektrických řezacích nástrojů.
[DORG trubní systémy, montážní návod, s. 9, 10]
3.2.3 Strojní krácení a řezání kameninových trub
Kameninové trouby a tvarovky se používají pro gravitační kanalizační potrubí uložené v zemi.
Elektrická pila na trouby s diamantovým řezným kotoučem. Řezaná trouba se položí na čtyři válcová uložení. Pomalým otáčením trouby a současným přitláčením řezacího zařízení se diamantovým řezným kotoučem rychle a čistě trouba přeřízne. Otáčení trouby při řezání se provádí ručně. Ostré řezné hrany se odjehlí seřezávačkou hran nebo elektrickou ruční bruskou.
43

Další profesní vzdělávání – cesta k nové kvalifikaci / Ruční zpracování a strojní obrábění instalatérských materiálů
OTÁZKY K ZAMYŠLENÍ
Jaké jsou standardní způsoby strojního dělení materiálů, používané v instalatérské praxi?
Jedná se o strojní řezání ocelových trubek, strojní krácení a řezání litinových trub a o strojní krácení a řezání kameninových trub.
3.3 STROJNÍ ŘEZÁNÍ ZÁVITŮ
Stejné uplatnění jako ruční závitnice má ruční elektrická závitnice [obr. 27].
Je výkonnější, má vynikající řezný výkon a konstantní přenos síly. Důležité je ovládat postup při řezání trubkových závitů touto elektrickou závitnicí:
Trubku oddělíme kolmo a bez otřepů.
Opěrný třmen připevníme cca 100 mm od konce trubky. K tomu účelu přiložíme opěrný třmen zespodu na trubku tak, že bude vystředěna mezi prizmatickou upínací čelistí a upínacím vřetenem. Kolíkovou rukojetí třmen pevně utáhneme.
Řeznou plochu postříkáme sprejem se závitořeznou látkou.
Nástroj nasadíme na trubku tak, aby těleso motoru leželo ve vidlici opěrného třmene.
Kroužek nebo páku změny směru otáček nastavíme odpovídajícím způsobem pro pravotočivý závit nebo pro levotočivý závit.
Spínač při současném uchopení rukojeti motoru zmáčkneme, závitnici přitlačíme rukojetí na materiál. Po jednom až dvou chodech závitu řeže řezná hlava automaticky dále.
Během řezání závitu je třeba několikrát mazat olejem ve spreji.
Normované délky závitu pro kuželový trubkový závit je dosaženo, pokud je přední hrana trubky v jedné rovině s horní hranou kruhových závitových čelistí.
Je-li závit hotový, uvolníme (vypneme) spínač.
Po klidu stroje přepneme kroužek nebo páku změny směru otáček na zpětný chod.
Opětovným zapnutím spínače se řezná hlava vytočí zpět ze závitu.
[REMS-WERK, Řezání závitů-Amigo E, 2012, s. 26]
44

Další profesní vzdělávání – cesta k nové kvalifikaci / Ruční zpracování a strojní obrábění instalatérských materiálů
Obr. 27 Ruční elektrická závitnice
Závitořezné stroje [obr. 28] se skládají z ocelové kostry stroje, závitořezné hlavy, rychloupínacího mechanismu a elektromotoru. Mají různou řezací oblast, pravý i levý chod, automatické přizpůsobení otáček, automatické chlazení řeznou kapalinou, tedy nenáročnou údržbu. Mají zabudovanou kotoučovou pilu na odřezávání trubek, a odhrotovač. Závity se řežou na jedno upnutí. [Trnková, 2001, s. 55]
Obr. 28 Závitořezný stroj
45

Další profesní vzdělávání – cesta k nové kvalifikaci / Ruční zpracování a strojní obrábění instalatérských materiálů
OTÁZKY K ZAMYŠLENÍ
Jaké nástroje a strojní zařízení používáme v instalatérské praxi ke strojnímu řezání závitů?
Jedná se o ruční elektrickou závitnici a závitořezné stroje.
3.4 STROJNÍ OHÝBÁNÍ TRUBEK
Elektrická ohýbačka [obr. 29] se používá pro ohýbání měkkých i tvrdých trubek do úhlu 180° a má výměnné ohýbací segmenty.
Obr. 29 Elektrická ohýbačka trubek
OTÁZKY K ZAMYŠLENÍ
Jaké strojní zařízení používáme v instalatérské praxi ke strojnímu ohýbání trubek?
Jedná se o ruční elektrickou ohýbačku trubek s výměnnými segmenty.
SHRNUTÍ
Soustružení je třískové strojní obrábění pro součásti kruhového průřezu. Obrábění se provádí jednotlivými soustružnickými noži, které mají jedno ostří. Frézování je další druh strojního třískového obrábění tvarových rovinných ploch. Vrtání patří mezi nejstarší a nejpoužívanější technologické operace. Provádí se do plného materiálu a takto získané otvory se mohou dále vystružovat, vyhrubovat a zahlubovat. Základním pohybem při vrtání je rotace vrtáku a posuv vrtáku. Broušení je obráběcí proces, který je realizován pomocí zrn brusiva a pojiva. Při broušení se odebírají třísky pomocí břitů, které jsou geometricky nestejné. Vyvrtáváním se zvětšují díry kruhového průřezu, vytvořené vrtáním, tvářením nebo předlitím. Kromě řezání materiálu ruční pilkou existují produktivnější způsoby a nástroje, určené pro dělení materiálu. Stojanový stroj na dělení trubek a stolní přenosný řezací stroj jsou opatřeny speciálním tenkým řezným kotoučkem a vysokou řeznou rychlostí. Pásové pily si
46

Další profesní vzdělávání – cesta k nové kvalifikaci / Ruční zpracování a strojní obrábění instalatérských materiálů
dokáží hravě poradit s řezáním i těch nejtvrdších materiálů, dají se ale rovněž využít třeba i pro řezání plastu. Stejné uplatnění jako ruční závitnice má i ruční elektrická závitnice, která je výkonnější, má vynikající řezný výkon a konstantní přenos síly. Závitořezné stroje mají různou řezací oblast, pravý i levý chod, automatické přizpůsobení otáček a automatické chlazení řeznou kapalinou.
Test
Zpět na Obsah
47

Další profesní vzdělávání – cesta k nové kvalifikaci / Ruční zpracování a strojní obrábění instalatérských materiálů
SLOVNÍK
Beztřískové dělení – dělení (řezání) materiálu se provádí ruční odřezávačkou trubek, nevznikají třísky
Beztřískové obrábění – při obrábění nevznikají žádné třísky, neuvolňuje se zbytkový materiál
Broušení – třískové obrábění ploch, odebírá se jemná tříska
Deformace – porušení tvaru, změna tvaru tělesa působením vnějších sil
Důlčík – nástroj k vyrážení důlků na polotovaru, například pro vrtání
Frézování – třískové obrábění rotačních povrchů na frézce pomocí nástroje, zvaného fréza
Chrómová ocel – legovaná, nerezavějící ocel
Montážní svěrák na trubky – speciální svěrák na uchycení trubek při montáži na stavbě
Neželezný kov – (barevný) kov vyrobený jinak, než ze železné rudy
Ohýbací segment – vyměnitelná část ohýbačky trubek o příslušném poloměru ohybu
Orýsování – označení požadovaného tvaru na polotovaru rýsovací jehlou
Pilník – vícebřitý nástroj pro oddělování třísky při pilování
Pilování – ruční třískové obrábění polotovaru pilníkem různého tvaru
Ruční hydraulická ohýbačka – práce lidských rukou je nahrazena hydraulickou pumpou
Ruční ohýbačka trubek – ohnutí trubky do žádoucího tvaru se provádí lidskou silou
Ruční rámová pilka – nástroj pro ruční třískové dělení materiálu
Ruční řezání závitů – ruční řezání pomocí závitnice s vloženými závitovými čelistmi
Rozváděné ozubení – (šraňk), zuby jsou střídavě vyhnuty vpravo a vlevo
Řezací hořák – řez se provádí kyslíkoacetylénovým plamenem v bílém žáru
Řezné úhly – velikost úhlů na zubu pilového listu (nástroje), mají vliv na řezání
Silnostěnná trubka – trubka s větší tloušťkou stěny
Slinutý karbid – velmi tvrdý materiál, prášková sloučenina těžce tavitelných kovů s uhlíkem
Soustružení – třískové obrábění rotačních povrchů vnějších i vnitřních
Strojní dělení materiálu – provádí se ručními elektrickými řezacími pilami nebo strojními pásovými pilami
Strojní ohýbání trubek – provádí se elektrickými ohýbačkami trubek
Strojní řezání závitů – provádí se ruční elektrickou závitnicí nebo závitořezným strojem
48

Další profesní vzdělávání – cesta k nové kvalifikaci / Ruční zpracování a strojní obrábění instalatérských materiálů
Tenkostěnná trubka – trubka s tloušťkou stěny do 1 mm
Trubkořez – nástroj na ruční dělení kovových a plastových trubek
Třískové dělení – dělení (řezání) materiálu se provádí pilovým listem, vznikají třísky
Třískové obrábění – při obrábění vznikají třísky různé velikosti a tvaru, uvolňuje se materiál
Vrták – nástroj pro zhotovování děr upínaný do vrtačky
Vrtání – třískové obrábění, zhotovování děr pomocí rotačního pohybu nástroje, zvaného vrták
Vyvrtávání – třískové obrábění, zvětšování děr
Wolframová ocel – ocel vyznačující se značnou tvrdostí
Závitnice – instalatérský nástroj pro řezání trubkových závitů
Zpět na Obsah
49

Další profesní vzdělávání – cesta k nové kvalifikaci / Ruční zpracování a strojní obrábění instalatérských materiálů
SEZNAM OBRÁZKŮ
Obr. 1 Rýsovací jehla.................................................................................................................6
Švagr, Jiří a Vojtík Jan. Technologie ručního zpracování kovů. 3.vydání, Praha: SNTL 1990, ISBN 80-03-00197-8, o. 12
Obr. 2 Ruční pilník.....................................................................................................................8
Švagr, Jiří a Vojtík Jan. Technologie ručního zpracování kovů. 3.vydání, Praha: SNTL 1990, ISBN 80-03-00197-8, o. 28
Obr. 3 Postoj při pilování...........................................................................................................9
Švagr, Jiří a Vojtík Jan. Technologie ručního zpracování kovů. 3.vydání, Praha: SNTL 1990, ISBN 80-03-00197-8, o. 40
Obr. 4 Držení pilníku................................................................................................................10
Švagr, Jiří a Vojtík Jan. Technologie ručního zpracování kovů. 3.vydání, Praha: SNTL 1990, ISBN 80-03-00197-8, o. 42
Obr. 5 Ruční rámová pilka.......................................................................................................12
Švagr, Jiří a Vojtík Jan. Technologie ručního zpracování kovů. 3.vydání, Praha: SNTL 1990, ISBN 80-03-00197-8, o. 20
Obr. 6 Základní řezné úhly.......................................................................................................12
Švagr, Jiří a Vojtík Jan. Technologie ručního zpracování kovů. 3.vydání, Praha: SNTL 1990, ISBN 80-03-00197-8, o. 18
Obr. 7 Rozvádění pilového listu vyhnutím zubů......................................................................13
Švagr, Jiří a Vojtík Jan. Technologie ručního zpracování kovů. 3.vydání, Praha: SNTL 1990, ISBN 80-03-00197-8, o. 19
Obr. 8 Rozvádění pilového listu zvlněním...............................................................................13
Švagr, Jiří a Vojtík Jan. Technologie ručního zpracování kovů. 3.vydání, Praha: SNTL 1990, ISBN 80-03-00197-8, o. 19
Obr. 9 Upnutí pilového listu....................................................................................................14
Švagr, Jiří a Vojtík Jan. Technologie ručního zpracování kovů. 3.vydání, Praha: SNTL 1990, ISBN 80-03-00197-8, o. 23
Obr. 10 Zařezávání pilkou do materiálu..................................................................................14
Švagr, Jiří a Vojtík Jan. Technologie ručního zpracování kovů. 3.vydání, Praha: SNTL 1990, ISBN 80-03-00197-8, o. 24
Obr. 11 Řezání tenkostěnné trubky.........................................................................................15
Švagr, Jiří a Vojtík Jan. Technologie ručního zpracování kovů. 3.vydání, Praha: SNTL 1990, ISBN 80-03-00197-8, o. 26
Obr.12 Ruční odřezávačka trubek...........................................................................................17
Trnková, Miroslava. Instalace vody a kanalizace I. 1. vydání, Praha: Informatorium, 2001, ISBN 80-86073-84-X, o. 35
Obr.13 Dělení měděné trubky ruční odřezávačkou.................................................................18
Tajbr, Stanislav. Vytápění pro 1.a 2. ročník oboru instalatér. 1.vydání, Praha: Sobotáles, 1998, ISBN 80-85920-53-0, o. 6.206
Obr.14 Označování řezu na plastové trubce...........................................................................19
FV Plast. Technický manuál. Praha: 2002, o. 32
Obr.15 Krácení plastové trubky...............................................................................................19
50

Další profesní vzdělávání – cesta k nové kvalifikaci / Ruční zpracování a strojní obrábění instalatérských materiálů
FV Plast. Technický manuál. Praha: 2002, o. 33
Obr. 16 Jednoruční ohýbačka..................................................................................................21
REMS-WERK. Návod k obsluze a informace o údržbě Rems-Swing. Wabingen: 2012, o. 2
Obr. 17 Dvouruční ohýbací kleště...........................................................................................21
Trnková, Miroslava. Instalace vody a kanalizace I. 1. vydání, Praha: Informatorium, 2001, ISBN 80-86073-84-X, o. 69
Obr. 18 Ruční hydraulická ohýbačka.......................................................................................22
REMS-WERK. Návod k obsluze a informace o údržbě Rems-Python. Wabingen: 2012, o. 2
Obr. 19 Univerzální ruční ohýbačka........................................................................................22
Trnková, Miroslava. Instalace vody a kanalizace I. 1. vydání, Praha: Informatorium, 2001, ISBN 80-86073-84-X, o. 70
Obr. 20 Ruční ohýbačka pro měděné trubky...........................................................................23
Hungarian Copper Promotion Centre (HCPC). Odborná instalace měděných trubek. Vyučovací program pro střední odborné školy a střední odborná učiliště. 1. vydání, Budapešť: 2006, s. 26
Obr. 21 Minimální poloměry při ohýbání................................................................................23
Hungarian Copper Promotion Centre (HCPC). Odborná instalace měděných trubek. Vyučovací program pro střední odborné školy a střední odborná učiliště. 1. vydání, Budapešť: 2006, s. 26
Obr.22 Řehtačková (ráčnová) závitnice...................................................................................24
REMS-WERK. Návod k obsluze a informace o údržbě Rems-Eva. Wabingen: 2012, o. 2
Obr. 23 Ruční univerzální závitnice.........................................................................................24
Trnková, Miroslava. Instalace vody a kanalizace I. 1. vydání, Praha: Informatorium, 2001, ISBN 80-86073-84-X, o. 56
Obr. 24 Montážní svěrák na trubky.........................................................................................25
Trnková, Miroslava. Instalace vody a kanalizace I. 1. vydání, Praha: Informatorium, 2001, ISBN 80-86073-84-X, o. 55
Obr. 25 Stojanový stroj na dělení trubek.................................................................................29
REMS-WERK. Návod k obsluze a informace o údržbě Rems-Cento. Wabingen: 2012, o. 2
Obr. 26 Stolní přenosný řezací stroj........................................................................................30
REMS-WERK. Návod k obsluze a informace o údržbě Rems-Turbo K. Wabingen: 2012, o. 2
Obr. 27 Ruční elektrická závitnice...........................................................................................32
REMS-WERK. Návod k obsluze a informace o údržbě Rems-Amigo E. Wabingen: 2012, o.2
Obr. 28 Závitořezný stroj.........................................................................................................32
REMS-WERK. Návod k obsluze a informace o údržbě Rems-Magnum. Wabingen: 2012, o. 2
Obr. 29 Elektrická ohýbačka trubek........................................................................................33
Trnková, Miroslava. Instalace vody a kanalizace I. 1. vydání, Praha: Informatorium, 2001, ISBN 80-86073-84-X, o. 71
51

Další profesní vzdělávání – cesta k nové kvalifikaci / Ruční zpracování a strojní obrábění instalatérských materiálů
POVINNÁ LITERATURATrnková, Miroslava. Instalace vody a kanalizace I. 1. vydání, Praha: Informatorium, 2001, ISBN 80-86073-84-X,
Švagr, Jiří a Vojtík Jan. Technologie ručního zpracování kovů. 3. vydání, Praha: SNTL 1990, ISBN 80-03-00197-8.
DOPORUČENÁ LITERATURA
Kopačková, D., T. Záboj a M. Hartl. Potrubí z plastů. 2. vydání. Praha: Informatorium, 1999. ISBN 80-86073-43-2.
Tajbr, Stanislav. Vytápění pro 1. a 2. ročník oboru instalatér. 1. vydání. Praha: Sobotáles, 1998. ISBN 80-85920-53-0.
Zpět na Obsah
52

Další profesní vzdělávání – cesta k nové kvalifikaci / Ruční zpracování a strojní obrábění instalatérských materiálů
POUŽITÉ ZDROJE
DORG trubní systémy. Montážní návod pro hrdlové potrubí-krácení a řezání potrubí,
Hungarian Copper Promotion Centre (HCPC). Odborná instalace měděných trubek. Vyučovací program pro střední odborné školy a střední odborná učiliště. 1. vydání, Budapešť: 2006,
FV Plast. Technický manuál. Praha: 2002,
REMS-WERK. Návod k obsluze a informace o údržbě. Wabingen: 2012,
Tajbr, Stanislav. Vytápění pro 1. a 2. ročník oboru instalatér. 1. vydání. Praha: Sobotáles, 1998. ISBN 80-85920-53-0,
Trnková, Miroslava. Instalace vody a kanalizace I. 1. vydání, Praha: Informatorium, 2001, ISBN 80-86073-84-X,
Švagr, Jiří a Vojtík Jan. Technologie ručního zpracování kovů. 3. vydání, Praha: SNTL 1990, ISBN 80-03-00197-8,
Zpět na Obsah
53

Další profesní vzdělávání – cesta k nové kvalifikaci / Ruční zpracování a strojní obrábění instalatérských materiálů
VĚDOMOSTNÍ TESTY
TEST KE KAPITOLE 1:
1. K vytváření přímek a úseček při orýsování používáme a) kružítko b) jehlu a úhelník c) důlčík
2. Pilník je nástroja) bezbřitýb) jednobřitý c) vícebřitý
3. Název sek u pilníků znamenáa) tvar a uspořádání zubů b) tvar rukojetic) tvar těla
4. Který název nepatří mezi části ruční rámové pily a) rámb) rukojeťc) krk
5. Řezání patří mezi druhy obrábění a) beztřískové b) třískové c) vláknové
6. Rozvádění ozubení pilových listů se provádí z důvodua) aby list nedřel o stěnu řezné spáryb) aby list nevyjížděl z řezné spáryc) aby se zuby listu nelámaly
Otázka 1 2 3 4 5 6
Odpověď b c a c b a
Zpět na Obsah
54

Další profesní vzdělávání – cesta k nové kvalifikaci / Ruční zpracování a strojní obrábění instalatérských materiálů
TEST KE KAPITOLE 2:
1. Při beztřískovém dělení přesných kovových trubek používámea) ruční rámovou pilku b) ruční odřezávačku trubekc) ruční elektrickou pilu
2. Při ručním dělení plastových trubek používámea) trubkové nůžky b) kyslíkoacetylénový hořák c) elektrickou pilu na kameninové trouby
3. Ruční krácení a dělení kameninových trub se provádí a) kyslíkoacetylénovým hořákem b) ruční odřezávačkou trubek (trubkořezem)c) řezacím prstencem
4. Ruční hydraulická ohýbačka má práci lidských rukou nahrazenu a) elektromotoremb) hydraulickou pumpou c) kompresorem
5. Hlavní částí jednoruční ohýbačky trubek je a) ohýbací segment b) závitová čelist c) svěrák
6. Jaký nástroj používáme na ruční řezání trubkových závitů a) hlavici nazývanou Carboflexb) hlavici nazývanou závitnicec) hlavici nazývanou sklíčidlo
Otázka 1 2 3 4 5 6
Odpověď b a c b a b
Zpět na Obsah
55

Další profesní vzdělávání – cesta k nové kvalifikaci / Ruční zpracování a strojní obrábění instalatérských materiálů
TEST KE KAPITOLE 3:
1. Hlavní pohyb při soustružení koná a) nástroj (soustružnický nůž) b) obrobekc) stůl soustruhu
2. Fréza je a) nástroj pro soustružení b) univerzální obráběcí strojc) několikabřitý rotační nástroj
3. Broušení je obráběcí proces a) třískový b) beztřískový c) vláknový
4. U elektrické závitnice se řezná hlava vytočí ze závitua) nevytočí, hlava se rozevřeb) ručněc) přepnutím směru otáčení na zpětný chod
5. Elektrická ohýbačka se používá pro ohýbání a) pouze měkkých měděných trubek b) pouze tvrdých měděných trubekc) všech kovových trubek (kromě litiny)
6. Pásová pila se používá k řezání a) všech tvrdých kovových a plastových trubek b) pouze měkkých měděných trubek c) pouze plastových trubek
Otázka 1 2 3 4 5 6
Odpověď b c a c c a
Zpět na Obsah
56