Crystic Composites Handbook - Scott...
100
CRYSTIC COMPOSITES HANDBOOK Composites Handbook
Transcript of Crystic Composites Handbook - Scott...

CR
YS
TI
C
CO
MP
OS
IT
ES
H
AN
DB
OO
K
Composites Handbook
Performance Resins in Composites

50 years of reliability, experience and innovation.The Crystic family of resins is at the heart of our success. In 1946 Scott Bader were the first UK company to manufacture unsaturated polyester resins in Europe. In 1953 the Crystic range of polyesters was introduced and its revolutionary applications have meant that Crystic has been the byword for superior technological achievement ever since.

CONTENTSIntroductionPlastics Thenatureofreinforcedplastics
MaterialsResins Unsaturatedpolyesters-DCPDpolyesters-Epoxies- Vinylesters-Phenolics-HybridsReinforcements Glassfibre-Carbonfibre-Polyaramidfibre-Glass combinations-Hybridcombinations SpecialitymaterialsCatalysts MEKP’s-CHP’s-AAP’s-BPO’s-TBPO’s&TBPB’sAccelerators Cobalts-AminesFillers Calciumcarbonate-Talc-Metalpowders-Silica- Microspheres-Aluminatri-hydratePigments PolyesterpigmentpastesReleaseAgents Polyvinylalcohol-Wax-Semi-permanents-Wax/semi- permanenthybrids-Releasefilm-InternalreleasesystemsCorematerials 2-componentpolyurethanefoam-Polyurethanefoamsheet -PVCfoam-Polyetheramidefoam-Styreneacryilonitrile foam-Balsawood-Honeycombcores-Non-wovencoresAdhesives Polyesters-Epoxies-Acrylics(methacrylates)- Polyurethanes-Urethaneacrylates(Crestomer)Mouldmakingmaterials Flexiblematerials-Plaster&clay-CompositesAncillaryproducts Polishingcompounds
ProcessesOpenmouldprocessesGelcoating-Laminating-Handlay-up-Spraylay-up- Sprayequipment-Roller/saturatorlay-up-Heatassisted curing-Mouldrelease-Postcuring-Trimming& finishingClosedmouldprocessesVacuuminfusion(VI)-Vacuumassistedresintransfer/ (VacFlo)-Resintransfermoulding(RTM)-Cold/warm pressmouldingHotmouldprocesses Wetmoulding-Mouldingcompounds-Doughmoulding compound(DMC)-Bulkmouldingcompound(BMC)- Sheetmouldingcompound(SMC)-Lowpressure mouldingcompound(LPMC)Continuousprocesses Pultrusion-Filamentwinding-Pulwinding-Centrifugal moulding-Machinemadesheeting
Properties
1

GeneralconceptsMechanicalproperties Castresins-Glassreinforcedlaminates-Polyaramidandcarbon reinforcedlaminates-Sandwichconstruction-Thermalandelectrical propertiesFireperformance Firetests-LowfirehazardCrysticresinsEnvironmentalproperties Weatherandwaterresistance-Chemicalresistance
Applications Un-reinforcedpolyesterresin-Bodyfiller-Buttoncasting- Embeddingandpotting-Decorativecasting-Flooring-Polyester concrete-Polyestermarbleandonyx-SolidsurfacesReinforced polyesterresin-Chemicalcontainment-Marine-Matched performancemarinesystems-Landtransport-Building&construction
Quality Control Materialstorage-Stockcontrol-Workshopconditions-Reinforcementpreparation-Compoundingandmixingofresins-Mouldpreparationandmoulding-Trimmingandfinishing-Mouldcare-Resinusage-Thecuringreaction-Geltime-Hardeningrate-Maturingtime-Hotcuring-Coldcuring-Factorsaffectinggeltime-Effectofadditivesonresinproperties-Commonfaults-Repair-Repairinggelcoatscratches-Fillingdentsandcracks-Repairinglaminatedamage-Inspection-Resintoglassratios-Degreeofcure-Controlofvariables
Mould MakingTheimportanceoftoolingCompositemouldtools PlugproductionMouldmakingmaterials Gelcoat-Laminatingresin-ReinforcementsWorkshopconditionsMouldconstructionschedule
Health Safety andthe Environment Storage-Use-Styrenereduction
Appendix 1 BibliographyandAddresses
Appendix 2 SIUnits
Index
Scott Bader Product Range
Scott Bader Regional Centres
2

ListofTables page
1 Comparative properties of cast un-reinforced resins and fibres 452 Typical properties of glass reinforced composites compared with steel and aluminium alloy 473 Comparative properties of glass, polyaramid and carbon reinforced polyester laminates 474 Percentage retention of tensile properties at various temperatures. CSM reinforced isophthalic polyester resin with an HDT of 116°C 505 Minimum properties of reinforced laminate plies 506 Comparative thermal properties 527 Typical thermal and electrical properties of cast polyester resin 528 Classification for external fire exposure roof test 549 Classification for surface spread of flame of products 5510 Classification for NFP-92501 Epiradiateur test 5711 Low fire hazard Crystic resins 5812 Low fire hazard Crystic gelcoat/resin systems 5913 Strength retention of FRP composite after immersion in distilled water at 20°C 6114 Cold curing catalysts 6715 Effect of catalyst on the hardening rate of a typical orthophthalic polyester resin 6816 Catalyst and accelerator equivalents 6917 Materials for RTM tooling 76
ListofPlatespage
1 Performance resins in composites frontispiece2 50 years of reliability, experience and innovation frontispiece3 Reinforcements and core materials 984 Ernest Bader Technical Centre 995 Closed Mould technology 1006 Continuous process 1017 Solid surface technology 1028 Crystic Stonecast applications 1039 Underground in-situ pipe lining 10410 Composite chemical tank 10511 Luxury composite motor cruiser 10612 Composite luxury yacht 10713 Composite super yacht and pilot boat 10814 Luxury composite motor cruiser 10915 Composite super yacht 11016 Composite sailing dinghy 11117 Sponsored composite racing cars 11218 Eurostar - High speed passenger train 113 19 Composites executive motor home 11420 Common faults in composites

ListofFigures
page
1 Derivation of compounds used in the manufacture of a typical polyester resin 102 Specific tensile strength - steel, aluminium and GFRP 403 Specific tensile modulus - steel, aluminium and GFRP 404 Comparative material and fabrication costs for component manufacture 415 Effect of glass content on the tensile strength of random glass reinforced polyester laminates 466 Effect of glass content and orientation on the tensile strength of random glass reinforced polyester laminates 467 Effect of glass content and orientation on the tensile strength of glass reinforced polyester laminates 468 The effect of CSM skin construction (at R:F = 2.3:1) and core thickness on flexural rigidity for balanced double skinned sandwich laminates 499 The effect of WR (glass) skin construction (at R:F = 1:1) and core thickness on flexural rigidity for balanced double skinned sandwich laminates 4910 Predicted effect of fibre type and content on tensile strength using property data from Table 5 5111 Predicted effect of fibre type and content on tensile modulus using property data from Table 5 5112 Effect of weathering on the light transmission of GFRP sheeting at various resin contents 6113 Effect of weathering on the gloss retention of low fire hazard GFRP laminates with gelcoat 6114 Effect of weathering on the gloss retention of GFRP laminates with various surfaces (orthophthalic resin/glass mat: 70% resin content) 6115 Typical exotherm of polyester resin 6616 Equivalent post curing times and temperatures 6617 Hot curing of a typical polyester resin using 2% benzoyl peroxide catalyst 6618 Effect of ambient temperature on the geltime of a typical polyester resin 6719 Effect of addition of plasticising resin 6920 Laminate repair method 7321 Construction of reinforcing ribs 7922 Construction of flange for split moulds 80

COMPOSITESHANDBOOK
PrefaceTheglobalnatureoftoday’sreinforcedplasticsindustrycreatesademandfromallovertheworld,forbasicbackgroundinformation.ThissixteentheditionoftheCompositesHandbookprovidesanintroductiontoreinforcedplasticintermsofbasicchemistry,resins,reinforcementsandapplicationtechniques.Italsoencompassesthemajoradvancesinmaterialandprocesstechnologieswhichhaveoccurredsincethefirsteditionwaspublishedin1953.
Theuniquenessofreinforcedplasticliesinthefactthatthematerialofconstructionandtheendproductareproducedsimultaneously,soqualitycontrolisahighlysignificantpartoftheprocess.
Thegeneralguidance,adviceandtechnicaldatacontainedinthishandbookisintendedtohelpdesigners,mouldersandend-userstorealisethefullpotentialofthisuniquematerialasatrulystructuralengineeringplastic.
December2005ScottBaderCompanyLtd.
3
Allinformationisgiveningoodfaithbutwithoutwarranty.Wecannotacceptresponsibilityorliabilityforanydamage,lossorpatentinfringementresultingfromtheuseofthisinformation.
Copyright(c)2005ScottBaderCompanyLimited

IntroductionPlasticsTheterm“plastic”isusedtodescribethemouldedformofasynthetic(i.e.man-made)resin.Theseresinsarecomposedoflarge,chain-likemoleculesknownaspolymers,whichalsooccurnaturallyas,forexample,cellulose,proteinandrubber.Mostsyntheticresinsaremadefromchemicalsderivedfromoilanditistheseman-madepolymerswhichareusedtoproducewhatarecommonlyknownas“plastics”.
Plasticsintheirvariousformshaveexistedsincethelate19thcentury,butmostofthematerialsreferredtoasplasticstodayhavebeendevelopedduringthepast50years.
Alargevarietyofplasticsisnowavailableandtheyexistinvariousphysicalforms.Theycanbebulksolidmaterials,rigidorflexiblefoams,orintheformofsheetorfilm.Mostfallintooneoftwocategories;thermoplasticorthermoset.Thermoplasticscanbeformedandre-formedbytheuseofheat(eg.polyethylene,PVC,etc.).Thermosets,ontheotherhand,hardenbyachemicalreaction,generatingheatwhentheyareformedandcannotbemeltedorre-formed(eg.unsaturatedpolyesters,epoxies,vinylestersetc.).
The Nature of Reinforced PlasticsReinforcedPlasticisthegenerictermusedtodescribespecificplasticmaterialsreinforcedwithhighstrengthfibres.Sincetheirdevelopment,thesematerialshavebeencommonlyknownbynamessuchas“Fibreglass”andGRP(GlassReinforcedPlastic).ThoughGRPisstillthemostusedterm,thedevelopmentandutilisationoffibresotherthanglassmakesFRP(FibreReinforcedPlastic)amoreaccurateandcomprehensivedescription.Withinthereinforcedplasticsindustryitself,“Composite”isthetermfelttobestdescribethislight,durableandastonishinglytoughconstructionalmaterial.
Compositescanbefabricatedintoawidespectrumofproducts,fromthepurelydecorativetocomplex,engineeredstructures.Theymaybetranslucent,opaqueorcoloured,thickorthin,flatorshapedandthereisvirtuallynolimitonsize.Compositescanbefoundinmostareasofdailylife,intheformofroofsheeting,tanks,pipes,vehiclebodies,buildings,boats,etc.
Toproduceacompositeitem,twobasiccomponentsarerequired,thesebeingasyntheticresinandastrongfibre.Theresin,whichcouldbeapolyester,epoxyorvinylester,isnormallysuppliedasaviscousliquid,whichsetstoahardsolidwhensuitablyactivated.Thefibremaybeglass,carbon,polyaramid,oracombinationofsomeorallofthese.Whatmakescompositesuniqueisthefactthatthematerialofconstructionandtheendproductareproducedsimultaneously.Usingasuitablemould,layersoffibreareimpregnatedwithactivatedresinuntiltherequiredthicknessisachieved.Whencomplete,themouldingisremovedandthemouldcanthenbere-usedtoproducemore,identicalitems.
Thishandbookdescribesindetailthematerials,techniquesandapplicationsofcompositemanufacture,andpresentssolutionstoanyproblemsthatmayarise.
4

MATERIALS
Resins
5

Severalresintypesareemployedinthemanufactureofcompositeproducts.Alloftheseresinsarethermosetsbuttheydifferintheirchemicalmake-up,thusexhibitingdiverseproperties.Thismeansthatmanufacturerscanchooseresinswhichenablethemtotailortheirproductstomeetspecificrequirements.ThishandbookisconcernedmainlywithCrystic®polyesterresins,butothertypessuchasvinylester,epoxy,DCPD,phenolicandalsohybridsystemsaredescribedinthissection.
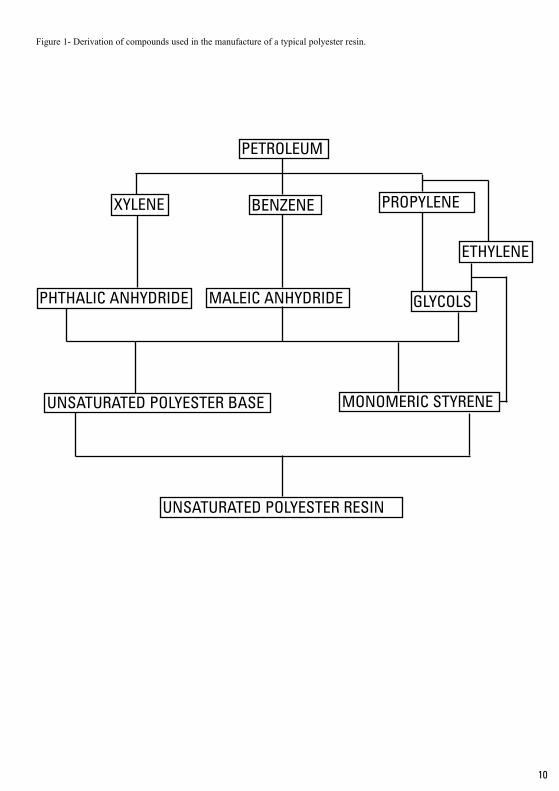
PolyestersCrysticresinsareunsaturatedpolyesters.Therawmaterialsusedforthemanufactureofunsaturatedpolyesterresinsareoilbased(seeFigure1)andtoproduceapolyesterofthistype,threebasicchemicalcomponentsaregenerallyrequired:-A:saturatedacid(e.g.phthalicanhydride)B:unsaturatedacid(e.g.maleicanhydride)C:dihydricalcohol(e.g.propyleneglycol)
Withtheapplicationofheat,thesechemicalscombinetoformaresinwhichisaviscousliquidwhenhot,butabrittlesolidwhencold.Theterm“polyester”isderivedfromthelinkbetweenAorBwithC,whichistermedan“ester”link.Whilstitisstillhot,theresinisdissolvedinamonomerwhichisusuallystyrenethoughotherscanbe,andare,used.Themonomerperformsthevitalfunctionofenablingtheresintocurefromaliquidtoasolid,bycrosslinkingthemolecularchainsofthepolyester.Noby-productsareevolvedduringthisprocess,whichmeanstheresinscanbemouldedwithouttheuseofpressure.Theyarethereforeknownascontactorlowpressuremouldingresins.Themolecularchainsofthepolyestercanberepresentedasfollows:ACBCACBCACBC
Withtheadditionofstyrene—S—andinthepresenceofacatalystandaccelerator,thestyrenecross-linksthechainstoformahighlycomplexthreedimensionalnetworkasfollows:
ACBCACBCACBC
SSS
ACBCACBCACBC
Atthisstage,thepolyesterresinissaidtobecured.Itisnowachemicallyresistantand(usually)hardsolid.Thecross-linking,orcuring,processiscalledpolymerisationandisanon-reversiblechemicalreaction.
Oncecured,theresinwillcontinueto‘mature’,duringwhichtimethemouldingwillacquireitsfullproperties.Thisprocess,whichcantakeseveralweekstocompleteatroomtemperature,canbeacceleratedbypostcuringthemouldingatelevatedtemperatures(seeQualityControlsection).
Polyesterresinswithdifferingcharacteristicsandpropertiesareproducedbymanipulatingthetypesandamountsofrawmaterialsusedintheirmanufacture(see“Properties”section).
DCPD Polyesters
6

TheuseofDCPD(Dicyclopentadiene)inunsaturatedpolyesterresinmanufacturewasfirstintroducedintheUnitedStatesinthelate1970’s.Sincethattime,itscommercialusehasdevelopedandresinscontainingDCPDarenowproducedworldwide.
TherearetwobasicmethodsofproducingDCPDpolyesters,asfollows:-
Dow Hydrolysis MethodThismethodinvolvesaninitialreactionusingthreecomponents:-A:MaleicAnhydrideB:WaterC:DCPDThesethreecomponentsarereactedtogetheratatemperaturelowerthan130ºC,toproducewhatisknownasanacidfunctionalised“endcap”.Afurtherreactionisthencarriedout,usingtheacidendcapandotherstandardpolyesterrawmaterials.Duringthisreaction,theacidendcapattachestothemolecularchainsofthepolymer,thusrestrictingtheirlengthandtherebyreducingtheviscosityofthefinalproduct.Thismeansthatlessstyreneisneededtoachievearesinwithausableviscosity.Upto30%weightforweightDCPDcanbeaddedtoapolyester(onsolidresin)usingthismethod.
Diels - Alder Reaction MethodThismethodallowsupto70%weightforweightDCPDtobeused(onsolidresin)inthemanufactureofapolyester.Itinvolvesconvertingdicyclopentadiene(DCPD)tocyclopentadiene(CPD)atatemperaturegreaterthan130ºC.TheCPDisthengraftedontotheresinbackbonebyreactionwithasiteofunsaturation.Thiscanbeachievedbyanearlyreactionwithmaleicanhydrideoratalaterstageofthepolymerisationprocess.
Thesetwoprocessesaresimilarinthatbothreactionsoccurinbothsystemsbutindifferentratios.Thedegreeofeachreactiontypeiscontrolledbytemperatureandwatercontentinthefirststage.TheadvantagesofincorporatingDCPDintopolyesterresinsarelowerstyrenecontent,combinedwithgoodproperties.ThemaindisadvantageisthefactthatDCPDsolidifiesatroomtemperaturesoheatedstorageandhandlingfacilitiesarerequired.
Epoxy ResinsEpoxyresinshavebeencommerciallyavailablesincetheearly1950’sandarenowusedinawiderangeofindustriesandapplications.
Epoxiesareclassifiedintheplasticsindustryasthermosettingresinsandtheyachievethethermosetstatebymeansofanadditionreactionwithasuitablecuringagent.Thecuringagentusedwilldeterminewhethertheepoxycuresatambientorelevatedtemperaturesandalsoinfluencephysicalpropertiessuchastoughnessandflexibility.Therearetwobasictypesofepoxyresin,thesebeing:
i)BisphenolA-DiglycidylEtherii)EpoxyPhenolNovolac
Epoxyphenolnovolacresinshavethehighercross-linkdensityofthetwotypesandareusedinhighperformanceapplicationssuchaspre-pregsfortheelectricalindustryandalsoinsomehighperformancelaminatingapplications. Lowviscosity,lowmolecularweightBisphenolAepoxiesaretheonesmostwidelyusedinthecompositesindustry.Theyareavailableas2packsystemswhichcanbecuredatroomtemperatureusingasuitablecuringagent,thevarioustypesofwhichareasfollows:-
7
i)Amines(di-functional)Cureiseffectedbytwoepoxygroupsreactingwithoneprimaryamineandthesearemostwidelyusedfor‘standard’roomtemperatureapplications.Astherearehealthimplicationswithfreeamines,thesesystemsareoftensuppliedasamineadducts.
ii)Polyamides iii)AnhydridesThesecuringagentsreactonlywithheatandneedtemperaturesbetween120ºCand140ºCtobeeffective.Theyareusedinhightemperatureapplicationssuchasfilled,sanitarywaresystems.
Epoxyresinsarehighlychemicalandcorrosionresistant.Theyhavegoodphysicalpropertiesandtheirlowshrinkcharacteristicsmeantheycanbeusedwheredimensionalaccuracyisofprimeimportance.Epoxiesexhibitexcellentadhesiontoawidevarietyofsubstratesincludingconcrete,glass,wood,ceramicsandmanyplastics.
Thiscombinationofpropertiesmakesepoxyresinsuitableforuseinmanyapplicationswithinthecompositesindustry.Theseincludeadhesives,construction/repair,casting,laminatingandflooring.
Thereare,however,healthissuesassociatedwithresinsensitisationandcostcansometimesbeaprohibitingfactor.
Vinyl Ester ResinsVinylestersarethermosetresinswhichincorporateandbuildontheexcellentphysicalpropertiesofepoxysystems.Theyareusedinsimilarapplicationstopolyesterresins,particularlywherehigherperformanceisrequired.
Therearetwobasictypesofvinylesterresin,asfollows:-
i)BisphenolA-diglycidylethertype(BADGE)ThistypeofvinylesterisproducedbyreactingaBADGEsystemepoxywithmethacrylicacid.Theresultantresinisthendilutedinstyrenetoproducearesinwithasolidscontentofatleast50%.
BADGEvinylestersareusedmainlyinhighperformanceapplicationssuchaschemicaltanksandpipes,thoughtheiruseinthemarineindustryisbecomingmorewidespread.
ii)Epoxyphenolnovolactype(EPN)ThisformofvinylesterisareactionproductofEPNandmethacrylicacid,dilutedwithstyrenetoasolidscontentof30%to36%.
EPNbasedvinylestershaveahighercross-linkdensitythanBADGEsystemswhichmakesthemsuitableformoredemandingapplications,mainlyinthechemicalplantindustry.
Vinylesterresinshaveamolecularstructurewhichallowsthemtoreactmorecompletelythanpolyesters.Thisisduetothefactthatinvinylesterscross-linkingis‘terminal’(ie.attheendsofthemolecularchain)ratherthanthroughoutthechainaswithunsaturatedpolyesters.
Becauseofthisuniquestructure,vinylesterresinscanbeusedtoproducetoughlaminateswhicharehighlyresistanttowaterandaggressivechemicals.Theyalsoexhibitamorerapidcuredevelopmentwhichresultsinareductioninprint-throughonthelaminatesurface.Optimumperformanceisonlyachieved,however,bypostcuringlaminatesatveryhightemperatures(atleast100ºC).Laminatescuredatroomtemperaturewillhavesimilarphysicalpropertiestothosemadeusingahighperformancepolyesterresin.
8
Phenolic ResinsPhenolicresinsarepolycondensatesofphenolsandaldehydes,orketonesandwerefirstdiscoveredinthelate19thcentury.Theuseofphenolicresinsinthecompositesindustryisrelativelysmall,thoughgrowingandthemostcommontypeusedisanaqueousresolephenolformaldehydesystem,whichcuresinthepresenceofanacidcatalyst.Phenolicsarebestsuitedtoapplicationsrequiringhighlevelsoffireretardancy,coupledwithlowsmokeemissionandlowtoxicity.
Duetothenatureoftheresinandcatalystsystems,effectivehealthandsafetyproceduresandefficientventilation/extractionsystemsareveryimportantwhenusingphenolicresins.Crosscontaminationofpolyesterresinsshouldalsobeavoidedinordertopreventinhibitionoftheircure.
Hybrid ResinsHybridresinsareproducedbyblendingorreactingtogetherresinsofdifferingtypes,inordertoimpartthebestpropertiesofeachtothenewendproduct.
OnesuchseriesofresinsistheCrestomer® rangewhichconsistsofurethaneacrylateresinsdissolvedinstyrenemonomer.Theurethanecomponentisfullyreactedintothemolecularbackbone.Thiscontributesadhesivepropertiesandflexibilitywithoutfreeisocyanatehazard,whilsttheacrylateunsaturationandstyrenemonomerimparttough,hard,thermosetcharacteristics.Thenovelstructureoftheseresinsmeanstheyarecompatiblewithandhandleaswellas,polyesterresinsandcanbecuredusingconventionalperoxidecuringagents.
Urethaneacrylatesareusedasbaseresinsforformulatedrangesofadhesivesandhighperformancelaminatingsystems,andasadditionstounsaturatedpolyesterresins,toenhancetheperformanceofcompoundsandlaminates.
Crestomer resinsandadhesivesexhibitexcellentadhesiontomanysubstrates,fibresandcuredlaminates.Theyaretough,resilientandflexible,withchemicalresistancepropertiessuperiortothoseofaconventionalflexiblepolyester.Thefillertoleranceofthematerialsishighandtheyarecompatiblewithpolyesterpigmentsandthixotropicadditives.
9
10
Figure1-Derivationofcompoundsusedinthemanufactureofatypicalpolyesterresin.
PETROLEUM
MALEIC ANHYDRIDE
MONOMERIC STYRENEUNSATURATED POLYESTER BASE
UNSATURATED POLYESTER RESIN
PHTHALIC ANHYDRIDE GLYCOLS
BENZENEXYLENE
ETHYLENE
PROPYLENE
ReinforcementsTherearethreemaintypesofreinforcementusedinthecompositesindustrytoday;glassfibre,carbonfibreandpolyaramidfibre.
Glass FibreThecommercialavailabilityoffine,consistentglassfibres,coupledwiththedevelopmentoflowpressurepolyesterresinsmarkedthebirthofthefibrereinforcedcompositesindustryoverfiftyyearsago.
Glassisanidealreinforcingfibreforplastics.Itisoneofthestrongestofmaterials(theultimatetensilestrengthofafreshlydrawnsinglefilamentof9-15micronsdiameterisabout3.5GPa).Itsconstituentsarereadilyavailable,itisnon-combustibleandalsochemicallyresistant.Glassfibreisproducedbydrawingandrapidlycoolingmoltenglassandisavailableinavarietyoftypesandformats.Itsfinalformatwilldependonhowthedrawnglassisfurtherprocessed.
Inthecompositesindustrytoday,‘E’(Electrical)and‘C’(Chemical)arethepredominantgradesofglassused.Thethreemostcommon‘E’glassformatsare:i)Uni-directional(allfibresinonedirection)e.g.continuousrovings(UD)
ii)Bi-directional(fibresat90ºtoeachother)e.g.wovenroving(WR)
iii)Random(fibresrandomlydistributed)e.g.choppedstrandmat(CSM)
Thepredominantformatsfor‘C’glassareassurfacingtissues,whicharewidelyusedaschemicalbarriersandforaestheticpurposes.
Developmentsinglassfibretechnologymeanthatglassreinforcementsarenowavailableinawidevarietyofstylesandformats,suitedtodiverseapplicationsinmanyindustrialsectors.
Carbon FibreCarbonfibrereinforcementshavebeenavailabletothecompositesindustrysincethe1960’swhenhighstrength,highmodulusfibreswerefirstdevelopedattheRoyalAircraftEstablishmentinFarnborough.
Carbonfibresareproducedbycarbonisingafibreprecursoratatemperaturebetween1000ºCand3500ºC.Themostcommonlyusedprecursorispolyacrylonitrile(PAN).Fibresbasedonother,cheaperprecursorsarecommerciallyavailablebuttheirpropertiestendtobeinferiortothoseofPANbasedfibres.Propertiessuchasdensityandelasticmodulusaredeterminedbythedegreeofcarbonisationemployedandcarbonfibrereinforcementsarenowavailabletomeetawiderangeofstrengthandstiffnessrequirements.
Compositesmadeusinghighmodulus,uni-directionalcarbonfibrecanexceedthemodulusofsteel.Bi-directionalmaterialsaremorecommonlyused,however,toproducecompositestructurescapableofmeetingthestringentdemandsofhighperformanceapplicationssuchasthoseintheaerospaceindustry.
Polyaramid FibresPolyaramid(AromaticEtherAmide),fibreswerediscoveredbyDuPontin1965.Theyareorganic,man-madefibres,whichhaveauniqueblendofproperties.Polyaramidfibresareflameresistant,chemicalandcorrosionresistantandhaveexcellentelectrical
11

properties.Theirlightweight(density1.4-1.45)combinedwiththeirstrengthandmoduluscharacteristicsresultinspecificstrengthandspecificmodulusproperties,whicharesuperiortoallglassfibresandsomecarbonfibres.
Therearetwomaingradesofpolyaramidfibre,onewithanelasticmodulussimilartothatofglassfibreandonewithanelasticmodulusdoublethatofglassfibre.Thelowermodulusmaterialisusedinballisticapplications,bothasdryfibreandasacomposite,whilstthehighermodulusmaterialistheonemostwidelyusedinthecompositesindustrytoday.
Polyaramidfibresareusedtoproducecompositeswhicharelight-weightandincrediblystrong,withexcellentimpactproperties.Someofthem,however,exhibitlowcompressionstrengthwhichshouldbetakenintoconsiderationwherestructuresarelikelytobesubjectedtoflexureorcompressionloading.
Glass Combination MaterialsManyglassfibrereinforcementsarenowavailableascombinationsofstylesandtypes,forinstancewovenrovingstitchedtoachoppedglassdeposit.Theseproductshavebeendevelopedtoamalgamatetheimprovedmechanicalpropertiesofawovenfabricwiththeeaseandspeedofapplicationofachoppedmatortissue.
Non-wovencombinationmaterialsmadefrom‘E’glassarealsoavailable.Theseproducts,whicharecrimpfree,consistoflayersofreinforcementheldtogetherbyalightstitching.Theyaredesignedtomaximisedirectionalstrengthpropertiesandareavailableinbi-axial,tri-axialorquadri-axialformats,somewithachoppedglassbackingforeaseofuse.
Hybrid Combination MaterialsReinforcementswhichcontainmorethanonefibretype,areknownashybrids.Themostcommonofthesearepolyaramid/glassandpolyaramid/carboncombinations,thoughcarbon/glasscombinationsarealsoavailable.Theuseofdifferentfibresinonereinforcementresultsinafabricwhichexhibitsalltheadvantagesofeachconstituentfibre,withnoneofthedisadvantages.Forinstance,theuseofapolyaramid/glassreinforcementwillproduceacompositewiththeimpactresistanceofpolyaramidfibresandthecompressivestrengthofglassfibres.
Speciality MaterialsDevelopmentsinclosedmouldprocessessuchasRTMhaveresultedintheintroductionofspecialisedreinforcingmaterialswhichaddresstheneedforimprovedquality,speedandeaseofproduction.Thesematerialsareavailableinvariousforms,fromcontinuousfilamentmatstosophisticatedpre-formednet-shapes.Theuseofstitchedproductsisincreasingandastitchedmatspecificallydevelopedtooptimisethespeedandefficiencyofclosedmouldprocessesisnowavailable.Itconsistsofchoppedglassfibresstitchedtoeachsideofanon-wovensyntheticcoreandallowsalaminatethicknessupto6mmtobeachievedperlayerofmaterial.Theuniquestructureofthisproductmeansitispre-formablewhencold,easytotailorandpermitsexcellentresinflowthroughthemould.Today’scompositesindustryhasaccesstoaninfinitevarietyofreinforcementtypesandstyles.Thisenablesspecifiersanddesignerstocreatecompositestructurescapableofmeetingthemostdemandingofapplications.
12

CureSystemsInordertoproduceamouldingorlaminateusingapolyesterresin,theresinmustbecured.Thisisachievedeitherbytheuseofacatalystandheating,oratroomtemperaturebyusingacatalystandanaccelerator.MostCrysticresinsaresuppliedpre-accelerated,incorporatinganacceleratorsystemdesignedtogivethemostsuitablecurecharacteristicsforthefabricator.Theseresinsneedonlytheadditionofacatalysttostartthecuringreactionatroomtemperature.Certainresinscannotbepre-accelerated,however,duetotheircurecharacteristicsandtheserequiretheadditionofbothanacceleratorandacatalysttoinitiatecure.
N.B.Catalystsandacceleratorsmustneverbemixeddirectlytogethersincetheycanreactwithexplosiveviolence.
Thosecatalystandacceleratorsystemsmostcommonlyusedinthecompositesindustryaredescribedinthissection.
Catalysts Organicperoxidesarenormallyusedascatalystsinthecompositesindustry.Sincethesematerialsareunstableintheirpureform,theyaremixedwithaninertcompoundbeforebeingsuppliedcommercially.Thisprocessisknownasphlegmatisationandiscarriedoutduringmanufacture.Phlegmatisersareusuallyliquids(e.g.phthalates)orinertfillers(e.g.chalk)butothermediaaresometimesused.
Thetypesofcatalystmostcommonlyused,particularlyinconjunctionwithpolyesterresins,areMethylEthylKetonePeroxide(MEKP),CyclohexanonePeroxide(CHP),AcetylAcetonePeroxide(AAP)andBenzoylPeroxide(BPO).
MEKP CatalystsLiquiddispersionsofmethylethylketoneperoxidearemostwidelyusedincontactmouldingapplications(handlayorspray).Variousstandardgradesareavailable,differingonlyintheirreactivity*andactivity.
*‘Reactivity’and‘activity’mustnotbeconfused.Lowreactivitycatalystssimplyextendgeltime,whereaslowactivitycatalystscanresultinundercureifincorrectlyemployed.
CHP CatalystsCyclohexanoneperoxidecatalystsareavailableaspowders,pastesandliquidsandareusedincontactmouldingapplicationswhereamoregradualcureisrequired.Inpasteform,CHPcatalystcanbemadeavailableintubes.
AAP CatalystAcetylacetoneperoxidecatalystsareusedwherefastcuretimesarerequired.ThemainuseforAAPcatalystsisinapplicationswherefastmouldturn-roundisrequired,forexampleRTMandcoldpressmoulding.
BPO CatalystMostbenzoylperoxidecatalystsaresuppliedaspowders,thoughpasteversionsandpourablesuspensionsarealsoavailable.Benzoylperoxidesaredesignedtocureatelevatedtemperatures(above80ºC),andtheyonlycureatroomtemperaturewhenusedinconjunctionwithatertiaryamineaccelerator.
13

TBPO and TBPB CatalystsTertiarybutylperoctoateandtertiarybutylperbenzoatearecatalysttypescommonlyusedinheatcuringprocessessuchaspultrusionandhotpressmoulding.Theycanbeusedsingly,orincombinationwitheachother,toadjusttime/temperaturecurvestosuitspecificmouldingrequirements.
Thecatalystsdescribedabovearethestandardmaterialsmostcommonlyusedinthecompositesindustry.Asthecompositesindustryhasdeveloped,curetechnologyhasalsoadvancedandcatalystsarenowavailableinawiderangeoftypes,withpropertiestailoredtosuitthemanyapplicationsandprocessescurrentlyinuse.
AcceleratorsManychemicalcompoundswillactasacceleratorsforpolyesterresins,makingitpossibleforcatalysedresintocureatroomtemperature.Themostimportantofthesearethosebasedoncobaltsoapsoraromatictertiaryamines.
Cobalt AcceleratorsCobaltacceleratorsconsistofvariousconcentrationsofcobaltsoap,usuallydissolvedinstyrene.Thestandardstrengthsusedare0.4%,1.0%and6.0%thoughotherconcentrationsareavailable.
Amine AcceleratorsAmineacceleratorsarenormallyusedinconjunctionwithBenzoylPeroxidecatalysttoachieverapidcureatroomtemperature.Theyareusuallysuppliedassolutionsdissolvedinstyrene,phthalateorwhitespirit.
Itisessentialtochoosethecorrectcuresystemandtousethecorrectlevel.Ifmanufacturers’formulationsareusedunderrecommendedconditions,thecuredresinwillachieveitsmaximumstrength,durability,chemicalresistanceandstability,ensuringthatthefinalmouldingwillattainoptimumproperties.
FillersWhenmineralfillerswerefirstintroducedtothecompositesindustryitwasasameansofreducingcost.Atthattime,excessivelyhighloadingswereusedandthisresultedinaseriousdeteriorationinthemechanicalstrengthandchemicalresistanceofmouldingsproduced.
Today,theeffectsoffillersarebetterunderstoodandtheyareusedtoenhanceandimprovecertainpropertiesofaresin.Filledresinsexhibitlowerexothermandshrinkagecharacteristicsthanunfilledsystems,andtheytendtobestiffer,thoughmorebrittle.Thelevelofcostreductionachievablebytheuseoffillersisnolongerasignificantfactor.
Therangeoffillersavailableisnowwideandvariedandsomeofthosemostcommonlyusedaredescribedoverleaf.
14

Calcium Carbonate Surfacetreatedcalciumcarbonatefillers,particularlycrystallinetypes,arewidelyused,especiallywherelowerexothermtemperaturesandlowershrinkagearedesirable(e.g.castingormouldmakingapplications).
TalcMagnesitictalcsareusedtoincrease‘bulk’andreduceexothermtemperature,usuallyincastingapplications.
Metal PowdersFinemetalpowderscanbeaddedtocatalysedpolyesterresintoproducerealisticmetalliccastings.Aluminium,brass,bronzeandcopperpowdersareallreadilyavailable.
SilicaHydrophilicfumedsilicaisusedtoimpartthixotropytopolyesterresins.Ahighshearmixerisrequiredtoensureadequatedispersion.
MicrospheresHollowmicrospheresareavailableinglassandthermoplasticform.Glassmicrospheresareproducedfrom‘E’glass,whilstpolypropyleneisthemostcommonrawmaterialforthethermoplasticspheres.Microspherestrapairinasphericalshell,sowhenincorporatedintoaresinmix,theyincreasevolume,reduceweightandreduceshrinkage.Polyesterputties,andculturedmarblearetwoapplicationswheremicrospheresareusedtoenhancethepropertiesofthefinishedproduct.
Alumina trihydrateAluminatrihydrateisaflameretardantfillerusedtoimprovethefireresistanceofpolyesterresins.ATHisnon-toxic,supressessmokeproductionandimpedesburning.Althoughitsprimaryuseisasafireretardant,thetranslucentnatureofATHmakesitidealforuseincastingandsyntheticmarbleoronyxproduction.Specificgradesareavailablefortheseapplications.
15
PigmentsMostpolyestergelcoatsandresinscanbesuppliedpre-pigmented,butpigmentpastesareavailabletoenablethefabricatortocolourtohisownrequirements.
Crysticpolyesterpigmentpastesarespeciallyformulatedforuseinpolyestergelcoatsandresinsandconsistoffinepigmentpowdersdispersedinamediumwhichcross-linksintothebaseresinduringcuring.Recommendedadditionlevelsarebetween8%and10%forgelcoatsand4%to5%forbackingresins.
Toensurecolourreproducibility,itisimportantthatallsub-assembliesofmulti-componentmouldingsaremanufacturedusingthesamemixofpigmentedmaterial.
ReleaseAgentsReleaseagentsareanintegralpartofthecompositemouldingprocessandarevitaltothesuccessfulproductionofhighqualityFRPcomponents.Thechoiceofreleaseagentwillbeinfluencedbyvariousfactorssuchasmouldsizeandcomplexity,mouldingnumbers,surfacefinishrequirements,etc.Selectingtherightoneisveryimportantinensuringqualityandconsistencyinthefinishedproduct.
Themostcommontypesofreleaseagentaredescribedinthissection.
Polyvinyl AlcoholPolyvinylalcoholisavailableinconcentratedform,orasasolutioninwaterorsolvent.Itcanbesuppliedcolouredorcolourlessandappliedbycloth,spongeorspray.
Polyvinylalcohol-basedreleaseagentsarenormallyusedforsmallmouldingswithasimpleshape,orasasecondaryreleaseagentandaresuitableforuseonmetalandFRPcompositemoulds.
Careshouldbetakenwhenusingpolyvinylalcohol-basedreleaseagentinverticalsections.Becauseitislowinviscosityitwilldraindownandaccumulateincornerswhereitmaytakealongtimetodry.Ifamouldingislaidupbeforeanysuchareasaredry,itwillalmostcertainlystick,causingdamagetothemould.
WaxWaxwasfirstusedasareleaseagentinthecompositesindustryinthe1950’s.Carnaubawax-basedproductsarethemostsuitableforusewithcompositematerialsandthesearewidelyemployed,particularlyincontactmouldingapplications.
Siliconemodifiedproductscanbeusedbutcarehastobeexercisedassiliconecaninterferewiththereleaseinterfacemakingseparationdifficult.Anysilicone-basedreleaseagentsshouldbethoroughlytestedbeforeuse.
Waxreleaseagentsareavailableinseveralformsbutthosemostcommonlyusedarepastesorliquids.Amongtheadvantagesofwaxreleaseagentsaretheireaseofuse,convenienceandeconomy.Waxesareusedmostlyinlowvolumecontactmouldingapplications,astheneedforregularre-applicationcanbetimeconsuming.Thereisalsothepotentialforproblems,createdbywaxbuild-upandtransfer.
Semi-permanent Systems
16

Whenappliedtoreleaseagents,theterm‘semi-permanent’usuallyreferstothoseproductswhichfunctionbydepositingamicro-thinfilmonthesurfaceofthemould.Theyusuallyconsistofapolymericresininacarriersolventandonceappliedtoamouldsurfacethesolventevaporatesleavingaresininterface.
Semi-permanentreleaseagentsallowmultiplereleasesfrommoulds,makingthemidealforhighvolumeproductionprocessessuchasresintransfermoulding(RTM).Thereisnobuild-uportransferofreleaseagent,sotheneedforcleaningofmouldsand/ormouldingsisreducedtoaminimum.Itisvitalwhenusingtheseuniquereleasesystemsthatthemouldsurfaceisperfectlycleantoensuregoodfilmformationandpropercureofthereleasecoating.
Wax / Semi-permanent HybridsThesematerialsnormallyconsistofawaxamalgamatedwithasemi-permanentreleaseagent.Theycombinetheeaseofuseofawaxwiththemulti-releasecharacteristicsofasemi-permanentsystem.
Aswithsemi-permanentreleaseagents,wax/semi-permanenthybridsrequiremouldsurfacestobeperfectlycleanbeforeuseiftheyaretobeeffective.
Release FilmCellophaneorpolyesterfilmisusedasareleasemedium.Itisnotsuitableforcomplexshapesbutisanidealsystemforuseinthemanufactureofcompositesheetingordecorativeflatpanels.
Internal Release AgentsInternalreleaseagentsareusedmainlyinhighvolume,mechanisedprocessessuchaspultrusion,RTMandSMC/DMChotpressmoulding.Asuitableproductisdissolvedintheresinmixandduringprocessingitmigratestothesurfaceandformsabarrierbetweentheresinandthemould.
CoreMaterialsLowdensitycorematerialsareusedinthemanufactureofFRPcompositecomponentstoincreasestiffnesswithoutincreasingweight.Theycanbeemployedinspecificareasofastructurewhereextrastiffnessisrequired(e.g.boathullribs),orthroughouttheareaofalaminatetoproducewhatisknownasa‘sandwichpanel’.
Therearetwocategoriesofcorematerial;structuralandnon-structuralandsomeofthemorecommonlyusedtypesaredescribedinthissection.
Two-Component Polyurethane FoamThetwocomponentsofthismaterialaremixed1:1byvolumetoproducearigidpolyurethanefoam.Thefoamexpandsrapidlytoapproximately25timesitsoriginalvolumeandisusedinbuoyancyandgeneralgap-fillingapplications.
Polyurethane Foam SheetSheetsofrigid,closedcellpolyurethanefoamcanbeusedasacoreinsandwichconstruction,orformakingformers.Itisnormallyusedinnon-structuralapplications,thoughstructuralgradesareavailableforuseinfastproductionprocesses.Groovedpolyurethanefoamsheetisalsoavailable.Thisisusedasanon-structuralcoreinapplicationswhereconformitytocurvedsurfacesisrequired.
17
PVC Foam Closedcell,linearandcross-linkedPVCfoamsareusedasstructuralcoresinmarine,transport,buildingandmanyotherapplications.Theyaretough,rigidmaterialsandtheirhighstrengthandstiffnesstoweightratiomakesthemidealfortheproductionoflightweightsandwichpanels.
Theyareavailableasplainsheets,perforatedsheetsandalsoasscrimcloths(squaresoffoambondedtoaglassfibrescrim).
Polyetherimide FoamPolyetherimidefoamsareusedwhereresistancetofireisimportant.Theydonotburn,producenegligibleamountsoftoxicgasandsmokeandmaintaintheirpropertiesattemperaturesupto180ºC.
Styrene Acrylonitrile FoamThismaterialcombineshighstrengthandstiffnesswithlowwaterabsorptionandlowcreepvalues,makingitidealforuseinoffshorebuoyancyapplications.
Balsa WoodEnd-grainbalsawoodhasbeenusedasacorematerialformanyyears.Classifiedasahardwood,balsahasaveryhighstrengthtoweightratioandcanbeusedinstructuralornon-structuralapplications.
Asanon-synthetic(ie.natural)product,balsacanbeinconsistentindensityandunlessitiskilndried,itsmoisturecontentcancauseproblems.Itisalsogenerallymoredensethanmostfoamcorematerials.
Honeycomb CoresHoneycombcoresaremanufacturedfromavarietyofplasticandmetalmaterialsandareusedtoproducecompositestructureswithextremelyhighstrengthtoweightratios.
Twocommontypesofhoneycombcorearealuminiumandphenoliccoated,polyaramidfibrepaperswhicharebothusedextensivelyintheproductionofcomponentsfortheaerospaceindustry.
Non-Woven Core MaterialsNon-wovencoresarechemicallybondedmaterialsimpregnatedwithmicro-spheres.Thesematerialsproducelaminateswithhighstiffnesstoweightratiosandhighimpactandshearresistance.
Theyareeasytouse,withexcellentdrapabilityandconformabilityandarecompatiblewithmostunsaturatedpolyesterresinsystems.
Asecondaryadvantageofthesematerialsisthepreventionofprint-through,whichisachievedduetoimprovedresindistributionandlackofshrinkageinthecorematerial.
Adhesives
18

Thedevelopementofadhesivematerialsspecificallydesignedforapplicationsinthecompositesindustryhasresultedinamarkedincreaseintheiruse.Adhesivesarenowavailabletofulfilmostrequirements,fromrelativelysimplebondingfunctionsthroughtotechnicallydemandingstructuralapplications.
Therearefourmainadhesivetechnologiesemployedintoday’scompositesindustry.Allofthesearedescribedinthissection,togetherwithScottBader’suniqueCrestomerrangeofadhesives.
Polyester ResinsCrysticpolyesterresinsareusedtoproducebondingpasteswhichareviscous,filledcompoundsdesignedfortheassemblyandbondingofFRPmouldings.Theyareusedinmainlynon-structuralorsemi-structuralapplicationssuchasinternalframes,ribs,hulltodeckassembliesandcarcomponents,togivemoderatelyhighshearstrengthswithouttheneedformechanicalfixings.
Epoxy ResinsEpoxyresinsareusedtoproducestructuraladhesivessuitableformanyapplications.Epoxybasedadhesiveswillbondawiderangeofsubstratesincludingcomposites,metals,ceramicsandrubber.Theycanbeformulatedtoimpartheatandchemicalresistanceandtoexhibitgapfillingandotherrequiredproperties.Adhesivesbasedonepoxyresinsarecapableofachievingveryhighshearstrengthsandareusedextensivelyinstructuralbondingapplicationsintheaircraftindustry.
Acrylic (Methacrylate) ResinsAdhesivesbasedonmethacrylatesaretough,resilientmaterialswithhighshear,peelandimpactstrengths.Theycanbeformulatedtobondtomanysubstratesandtooperateoveranextensivetemperaturerange.Veryshortcuretimesareachievablewiththisclassofadhesive,thusallowingfastturn-roundtimes.
Polyurethane ResinsMostpolyurethanebasedadhesivesaremoisturecuringmaterials.Theyareextremelyflexibleandadheretoawidevarietyofsubstrates.Acombinationofhighpeelstrengthandmoderateshearstrengthmakestheseadhesivessuitableforuseinvariedapplicationsfromsealingtostructuralbonding.
Crestomer (Urethane Acrylate) ResinsTheadhesivepropertiesofCrestomermaterialsareduetothenovelstructureofthebaseurethaneacrylateresin.Theurethanecomponentisfullyreactedintothemolecularbackbone,contributingadhesivepropertiesandflexibilitywithoutisocyanatehazard.Theacrylateunsaturationandstyrenemonomerimparttough,hardthermosetcharacteristics.Crestomeradhesivesthereforeexhibitexcellentadhesiontosubstratessuchasfoamandbalsacorematerials,curedcompositesandmetals.TheCrestomerrangeistailoredforspecialistadhesiveandconstructionrequirementssuchasstructuralandsemi-structuralbonding,filleting,corebondingandgapfilling.
RecentdevelopmentsinCrestomertechnologymeanthisuniqueadhesivesystemisnowavailableincartridgeform,withvariouscureoptions,thusextendingevenfurtheritsareasofapplication.
MouldMakingMaterialsandAncillaryProductsManymouldmakingmethodsareemployedwithinthecompositesindustry,dependingonthenatureofthefinishedproduct,andeachmethodrequiresitsownsupplementarymaterials.Thediversenature
19

ofproducts,processesandmanufacturingmethodscreatesaneedforanextensiverangeofancillarymaterials.
Thissectiondealswitharangeofancillaryitemsavailabletomaximisethemanufactureandqualityofcompositeproducts.
Flexible Mould Making Materials Thesecompoundsarewidelyusedinthedecorativecastingindustryandtherearethreemaintypesavailable:i) LatexRubber:-Thisiscommonlyused,indippingform,toproducesmallresincastingssuchas chesspieces.
ii) Vinyl-basedSyntheticRubber:-Vinyl-basedsyntheticrubbersareavailableinsolidformandare meltedinapurposedesignedmeltingpot.Thegradeuseddependsontherequirementsofthe finishedproduct,withadurablegradeforlimitedproductionrunsandaflexiblegradeforcomplex originals.Mouldscanbecutupandmelteddownforre-use.
iii) ColdCureSiliconeRubber:-Thismaterialisusedtoproducedurable,highdefinitionmoulds withexcellentreproductionoffinedetail.Itisatwopartsystemcomprisingabaseandacatalyst andisidealforlongerproductionruns.Thixotropicadditivesareavailabletoconvertthematerial fromapourableliquidtoa‘butter-on’form,ifrequired.
Plaster and Clay MaterialsHighstrengthmouldplastersareusedtoproducerigidmouldsforlimitedproductionruns.Itisimportantthatplastermouldsaresealedandhavesuitablereleaseagentsapplied,beforeuse.
Highstrengthclays,whichcanbeovenhardened,arecommonlyusedtoproducedetailedformers,whilstgeneralpurposemodellingclaysareusedfortemporaryfillingandfilletingapplications.
Waxisalsowidelyused,insheetandfilletform,inmouldproduction.
Composite Mould Making MaterialsContactmouldingisthemostcommonlyusedmethodofcompositeproductionandthemouldsusedinthisprocessarenormallythemselvesproducedfromcompositematerials.Aseparatesectionhas,therefore,beendevotedtothesubjectofmaterialsandprocessesforcompositemouldmanufacture(seeMouldMakingSection).
Polishing Compounds and Associated ProductsTheappearanceofafibrereinforcedcompositeproductcanbegreatlyenhancedbypolishingthesurfaceafterreleasefromthemould.
Polishingcompoundsandtheirassociatedproductsdesignedspecificallyforusewithcompositesarenowwidelyavailable.Theseincludecompoundsforhandandmachineapplication,polishingclothsandbonnetsandfinishingglazes.
20

PROCESSES
OpenMouldProcessesThedevelopment,inthe1950’s,ofresinswhichcuredinthepresenceofairledtotheintroductionofcontactmouldingprocesses,whichstilldominatemanyareasofthecompositesindustry.
21

Contactmouldingisaparticularlyadaptablemethodofmanufacturingcompositecomponentsofallshapes,sizesandcomplexityforrelativelylittlecapitalinvestment.Onlyonemouldisneededandthiscanbemaleorfemale,dependingonwhichfaceofthemouldingneedstobesmooth.
Therearethreemaintechniquesusedincontactmoulding,thesebeinghandlay-up,spraylay-upandrollersaturator.Whichevertechniqueisemployedtoproduceacontactmouldedpart,theconstructionofthemouldplaysavitalroleindeterminingthequalityofthefinishedcomponent.Forthisreason,acompletesectionisdevotedtomaterialsandproceduresformouldmaking,laterinthishandbook.
GelcoatingThedurabilityofacompositemouldingisverydependentonthequalityofitsexposedsurface.Protectionofthesurfaceisachievedbyprovidingaresinrichlayer,whichnormallytakestheformofagelcoat.Specialcaremustbetakenintheformulationandapplicationofthegelcoat,asitisaveryimportantpartofthelaminateandisalsothemostvulnerablepart.
Thoroughmixingofthegelcoatisextremelyimportant,particularlywhenaddingcatalyst,asinadequatecatalystdispersionwillresultinunevencureofthegelcoat,whichmayimpairitsphysicalproperties.Poormixingofpigmentwillresultinsurfaceimperfectionswhichwilldetractfromtheappearanceofthemoulding,soitisrecommendedthatpre-pigmentedgelcoatsareusedwhereverpossible.Theuseoflowshearmechanicalstirrershelpstominimiseanypotentialmixingproblems.
Gelcoatcanbeappliedbybrushorspray,thoughdevelopmentsingelcoattechnologyandsprayequipmenthavecombinedtomarkedlyincreasetheuseofsprayapplicationmethods.Whicheverapplicationmethodischosen,itisimportanttouseagelcoatfromtheCrysticrange,speciallyformulatedwiththecorrectrheologyforthatmethod.Thevarioustypesofsprayequipmentavailablearedescribedlaterinthissection.Foroptimumperformance,itisimportanttocontrolthegelcoatthicknessto0.4mm-0.5mmandasaguide,450g-600g/m2ofgelcoatmixturewillgivetherequiredthickness.Ifthegelcoatistoothinitmaynotcurefullyandthepatternofthereinforcingfibremayshowthroughfromthebackinglaminate.Thingelcoatsarealsopronetosolventattackfromtheresinusedinthebackinglaminateandthiscanresultingelcoatwrinkling.Ifthegelcoatistoothick,itmaycrackorcrazeandwillbemoresensitivetoimpactdamage,particularlyfromthereversesideofthelaminate.Agelcoatofuneventhicknesswillcureatdifferentratesoveritssurface.Thiscausesstressestobesetupintheresinwhichmayleadtocrazingor,inthecaseofpigmentedgelcoats,apatchyappearanceandwatermarking.
Full,evencureisvitalifagelcoatistoachieveoptimumperformance,soitisimportantthatcureconditionsandsystemsarecontrolled.Workshopandmaterialtemperaturesshouldbemaintainedataminimumof18ºCandamediumreactivityMEKPcatalystshouldalwaysbeused,ata2%additionlevel.Indeepmouldsthecureofagelcoatcanbeinhibitedbytheaccumulationofevaporatedstyrenefumes.Extractionofthesefumesis,therefore,necessarytoensureevengelationofthegelcoat.
Oncethegelcoathascuredsufficiently,thenextstepinthecontactmouldingprocessistoapplythebackinglaminate.Asimpletesttoassessthestateofcureofthegelcoatistogentlytouchthesurfacewithacleanfinger.Ifthesurfacefeelsslightlytacky,butthefingerremainsclean,thenthegelcoatisreadyforlaminating,whichshouldcommencewithinfivehours.
LaminatingHand Lay-UpChoppedstrandglassfibrematisthereinforcementmostcommonlyusedincontactmoulding,thoughthe
22

useofwovenandvariouscombinationmaterialshasgrownconsiderablyovertheyears.Thepreparationofreinforcement‘packs’,specificallytailoredtothemouldbeingused,savestimeandreduceswastage.
Theamountofresinrequiredforalaminatecanbecalculatedbyweighingthereinforcementtobeused.Forchoppedstrandmattheresintoglassratioshouldbebetween2.3:1and1.8:1(30%to35%glasscontent).Resintoglassratiosofapproximately1to1(50%glasscontent)arenormalforwovenroving,whilstthoseachievablewithcombinationreinforcementswillvarydependingontheconstructionoftheparticularfabricused.Oncethegelcoathascuredsufficiently,aliberalcoatofresinisappliedasevenlyaspossible.Thefirstlayerofglassisthenpressedfirmlyintoplaceandconsolidatedusingabrushorroller.Thisactionwillenabletheresintoimpregnatetheglassmatanddissolvethebinderwhichholdsthefibrestogether.Thereinforcementwillthenconformreadilytothecontoursofthemould.Oncethefirstlayerofmatisfullyimpregnated,furtherresincanbeadded,ifnecessary,beforeapplyingsubsequentlayersofreinforcement.Itisimportantthatthefirstlayerisasfreeofairbubblesaspossible,asanyairtrappedimmediatelybehindthegelcoatcouldleadtoblistering,shouldthemouldingbeexposedtoheatorwaterduringitsworkinglife.
Impregnationofthereinforcementcanbecarriedoutusingabrush,oramohairorpolyesterroller.Ifabrushisused,itshouldbeworkedwithastipplingaction,asanysidewaysbrushingmotionwilldisplacethefibresanddestroytheirrandomnature.Theuseofrollersisadvantageouswhenworkingonlargemouldsandtheyareavailablewithlongorshortpile.Longpilerollerspickupmoreresinthanshortpileones,butcareneedstobetakentoaccuratelycontrolresintoglassratios.Consolidationofthelaminateismoreeffectiveifcarriedoutusingarollerandseveraltypeshavebeendevelopedforthepurpose.Metalpaddle,discorfinrollersareavailable,andofthese,thinfintypeshaveprovedparticularlyeffectiveinremovingairbubblestrappedintheresin.
Subsequentlayersofresinandreinforcementareapplieduntiltherequiredthicknesshasbeenachieved,ensuringthateachlayeristhoroughlyimpregnatedandproperlyconsolidated.Itisrecommendedthatnomorethanfourlayersofresinandreinforcementareappliedatanyonetime,topreventthebuildupofexcessiveexotherm.Highexothermtemperaturescanleadtogelcoatcracking,pre-release,distortionorscorchingofthelaminate.Wherethicklaminatesarerequired,eachseriesoffourlayersshouldbeallowedtoexotherm,thencool,beforesubsequentlayersareapplied,thoughlengthydelaysshouldbeavoided\unlessaresinwithalonggreenstageisused.‘Greenstage’isthetermusedtodescribetheperiodbetweengelationandcureoftheresin,duringwhichtimeitisinasoft,rubberystate.Inthiscondition,thelaminatecanbeeasilytrimmedtothedimensionsofthemouldandtrimedgescanbebuiltintothemouldtofacilitatethisoperation.
Shouldamouldingneedtobestrengthened,thiscanbeachievedbyincorporatingreinforcingribsintothelaminate.Thestageatwhichtheribsareputintopositionwilldependontheshape,thicknessandenduseofthemoulding,thoughasageneralguide,itisbesttolocatethemimmediatelybeforethelastlayerofreinforcementisapplied.Theribformersshouldbecoveredwithreinforcingmatandthoroughlyimpregnatedwithresin.Thefinallayerofreinforcementcanthenbeappliedoverthewholeareaofthemouldingtogiveauniformappearancetothebacksurface.
Metalinsertsaresometimesnecessary,aslocatingorfixingpoints,etc.andthesecanbeputintoplaceduringthelaminatingoperation.Ifaninsertislikelytobesubjectedtoaheavyload,thethicknessofthemouldingshouldbetaperedawayfromtheinsert,inordertospreadtheload.Insertsshouldbepositionedasneartothemiddleofthelaminateaspossibleandthecontactareabetweenlaminateandinsertshouldbeaslargeaspracticable.Today’scompositesmanufacturersbenefitfromtheavailabilityofawiderangeofmetalfastenersandinsertsspeciallydevelopedfortheindustry.ThedevelopmentofadhesivesystemsintheCrestomerrangemeansthatmetalinsertscannowbebondeddirectlyintolaminates,thusreducingproductiontimes.
23

Wherepiecesofreinforcementrequirejoiningtocoverthesurfaceofamould,buttorlapjointscanbeused.Buttjointsshouldbemadewithcaresothatnospaceisleftbetweenthetwoedgesandlapjointsshouldnotoverlapbymorethan25mm(unlessrequiredforstiffening).Joinsinchoppedstrandmatcanbemadelessconspicuousbyspreadingtheexcessmatoneithersidebyrotatingabrushinsmallcirclesalongthelineofthejoin.
Thebacksurfaceofamouldingcanberathercoarseinappearance,particularlyifchoppedstrandmatisthereinforcementused.Thiscanbeimprovedinoneoftwoways;eitherbyincorporatingasurfacetissueasthefinallayerofthelaminatetogiveasmoother,resinrichsurface,orbycoatingthesurface,onceithascured,withaformulatedflowcoatsuchasthatintheCrysticrange.Theuseofaflowcoatgivestheaddedadvantagethatitcanbepigmentedifrequired.
Spray Lay-upThistechniqueinvolvestheuseofaspraygunforthesimultaneousdepositionofchoppedglassandcatalysedresinontothesurfaceofamould.
Achopperunitattachedtothespraygunchopsglassrovingsintospecifiedlengths(usuallybetween20mmand50mm),andthechoppedstrandsarethendirectedtowardsastreamofcatalysedresinasitexitsthespraygun.ThoseresinsintheCrysticrangewhicharedesignedforsprayapplicationaregenerallylowinviscosity,sotheyrapidlywetoutthechoppedstrands.Thisensurestheyaremoreeasilyatomisedintothedesiredspraypattern.Therapidwet-outachievedbyspraydepositionallowsfasterandeasierconsolidationthanwouldbeachievedwithhandlaymethods,butthoroughrollingofthelaminateisstillnecessarytoensurecompleteairremoval.Theefficiencyofthecatalystdispersionintheresincanalsobecheckedatthisstage.Ifusingresinswhichincorporateacolourchangemechanismoncatalystaddition,orcatalystswhichcontaincoloureddyes,theuniformityofcatalystdispersioncanbeeasilymonitored.
Manycommercialsprayingsystemsarenowavailablebutduetotheirhigheroutputandconvenience,pumpedsystemsaremorecommonthantheolderpressurepotequipment,particularlyfortheproductionoflargermouldings.
SprayEquipmentPumped SystemsTherearethreeprincipalpumpedsystems,asfollows:-
24

1) Airless AtomisationCompressedairisusedtooperatepumpswhichtransferresinorgelcoatfromtheiroriginalcontainerstothespraygun.Catalystisthenintroducedeitherwithinthegun(internalmix)orimmediatelyafteritleavesthegun(externalmix).Thegelcoatorresinisforcedthroughasmallspraytipathighpressureinordertoatomisethematerialandproduceafan.Compressedairisnotuseddirectlytoatomisethematerial,hencetheterm‘airlessatomisation’.Thepressureonthegelcoatcanvarybetween57bar(800psi)and214bar(3000psi),dependingonthetypeofequipmentused.Catalystismeteredintotheresinstreambyeitheracatalystpumplinkedtotheresinpump,orfromacatalystpressuretank.
2) Air Assisted AirlessThissystemisavariantoftheairlesssystemwhichcombinesconventionalairatomisationandairlesstechniquestoallowtheuseofloweratomisingpressures(typically28.5barto57baror400psito800psi).Thegelcoatispumpedatrelativelylowpressureandatomisingairisintroducedthroughamodifiedspraytipinordertorefinethespraypatternandeliminate‘fingering’,etc.Thelowerpumppressuresusedinthissystemcanreduceoutputcomparedtoastandardairlesssystem,butporosityintheappliedgelcoatfilmtendstobelowerandstyreneemissionsarereduced.
3) HVLP SystemsHighvolume,lowpressurespraygunshavebeenusedforsometimeinthepaintindustrybutarerelativelynewforgelcoatapplication.Thesesystemsutilisehighvolumesofairatlowpressure(typically0.7baror10psiorless),inordertoatomisegelcoatswithminimalstyreneemission.
Othertypesofsprayequipmentcommonlyusedaregravityfed,siphonandpressurepotsystems.
Gravity Fed SystemsInthismethod,acontainerholdingcatalysed,acceleratedmaterialisattachedtoanindustrialspraygunfittedwithasuitablenozzle.Thecontainerisheldabovethegunandflowsintoitundergravity.Becauseoftheirthixotropicnature,gelcoatsappliedusingthismethodtendtofeatureacoarse,‘orangepeel’effectontheirbacksurfaceandoutputisratherslow.Theequipmentrequireslittlecleaningandmaintenance,however,socanbeusefulforapplyinggelcoattosmallmoulds,particularlyiffrequentcolourchangesarerequired.
Siphon GunsTheuseofspraygunswhichoperatebythesiphonsystemisnormallyrestrictedtotheapplicationofgelcoatinminorrepairwork.Thisisduetothefactthatoutputisratherslowbecauseofthethixotropicnatureofthematerial.
Pressure Pot SystemsInthissystem,materialisheldinapressurevessel.Itisforcedtothespraygunatlowpressure(typically2.1barto3.5baror30psito50psi),whereitisatomisedbyaseparateairstream.Atomisationcantakeplacewithinthegun,butitismorecommonlyexternaltothegunasthematerialexitsthespraytip.
25
Atomisingpressuresgenerallyrangefrom3.5barto5.0bar(50psito70psi).
Pressurepotsystemsproducesmoother,moreuniformfilmsatafasterratethangravityfedorsiphonsystems,butaresignificantlyslowerandlessconvenientthanpumpedsystems,particularlywherelargemouldsareinvolved.Forexample,wherethecatalystisaddedtothegelcoatinthepressurepot(hotpotsystems),productionrunsarelimitedbytheworkinglifeofthematerial,asitisessentialtospraythemouldandcleantheequipmentwithinthistime.However,thesesystemsarerelativelysimpletooperateandmaintainandcanbeusefulforsmalltomediumsizedmouldswhereregularcolourchangesarerequired.
Airless,airassistedairlessandHVLPcatalystinjectionsystemsemployinginternalorexternalcatalystmixingmeanthatsprayequipmentisavailabletomeetthediverseneedsofindividualusers.Unitscapableofmultiplecolourgelcoatsprayingarealsoreadilyavailable.
Althoughsprayingdoesnotsolvealltheproblemsinherentinhandlaycontactmoulding,itisnowwidelyusedthroughoutthecompositesindustry.Inthehandsofaskilledoperatormosttypesofsprayequipmentwillsignificantlyincreaseoutputcomparedwithhandapplication.
Roller/Saturator Lay-upRoller/Saturatorequipmentisdesignedtosaturateglassreinforcementssuchaschoppedstrandmat,clothorwovenrovingswithactivatedresin.Theresinisheldinacontainerandpumpedasrequiredtoarollerhead.
Itisrelativelyeasytocontroltheresintoglassratioofalaminateusingthismethodandsignificantlylessstyreneisreleasedintotheatmosphereduringlaminatingoperations.
Theuseofaroller/saturatorisidealforlargemouldingssuchasbuildingpanelsandlargeradiusboathulls,etc.
Themouldingmethodspreviouslydescribedinthissectionareallcoldcuringprocessessothelaminatesproducedcantakeseveralhourstomature.Itispossibletoacceleratethecuringprocessbyapplyingamoderateamountofheattothemoulding,takingcaretoraisethetemperatureslowlytoavoidstyreneevaporationorblistering.
Forgelcoats,thetemperatureshouldberaisedto30-35°Cmeasuredonthemouldand,oncethegelcoathasgelled,itmaybenecessarytoallowthemouldtocoolbeforeproceedingwiththebackinglaminate.Oncelaminatingiscomplete,thetemperaturecanberaisedagain,butitshouldnotexceed35°Cbeforegelation.Aftergelation,thetemperaturecanbeincreasedgraduallyto60°Candmaintainedforaboutonehour.Themouldingshouldthenbeallowedtocoolbacktoambienttemperaturebeforeremovalfromthemould.
Mould ReleaseProvidedthemouldreleaseagenthasbeencorrectlyapplied,releaseshouldbeafairlysimpleoperation.Theedgeofthemouldingshouldbeeasedawayfromthemouldusingplasticwedgesdesignedforthispurposeandthenadirectpullwillusuallyeffectreleaseofthemoulding.Withmoredifficultshapestheuseofcompressedairbetweenthemouldandthemouldingwillassistreleaseandcompressedairpointscanbebuiltintothemouldduringitsconstruction.Boathullsandmouldingsofsimilarshapecanbeseparatedbyrunningwaterslowlybetweenthemouldingandthemould,providedawatersolublereleaseagenthasbeenused.Onlarge,thickmoulds,itmaybenecessarytostrikeafewcarefulblowswitharubbermalletontheoutsidesurfaceofthemould.Thisshould,howeverbealastresortasitcanresultincrackingofthemouldsurface.
Ifasplitmouldhasbeenused,screworhydraulicjackscanbeemployedtoparttheseparatepieces.The
26

mouldflangesmustbeheavilyreinforcedandseveraljacksused,toensurethatevenforceisappliedoverthelengthoftheflanges.
Post CuringContactmouldedlaminatescantakeseveralweekstofullymatureatambienttemperaturebutthisperiodcanbereducedbypostcuringatelevatedtemperatures.Bestresultsareobtainedbyallowingthemouldingtostabilisefor24hoursatambienttemperatureandthenpostcuringforeither3hoursat80°C,8hoursat60°C,12hoursat50°Cor16hoursat40°C.Thesetimesandtemperaturesareforgeneralguidanceonlyandwheremouldingsaretobeusedforwaterorchemicalcontainment,differentconditionsmayapply.
Trimming and FinishingProductiontimecanbesavedifmouldingsaretrimmedwhiletheresinisstillatthe‘green’stage.Thisoperationisbestcarriedoutusingasharptrimmingknifewhichisheldatrightanglestothelaminate,thoughscissorscanbeused.Ifsuitablyreinforced,theedgeofthemouldcanbeusedasatrimmingguide,butcareshouldbetakennottodistortordelaminatethemouldingatthisstage.
Fullycuredcompositelaminatesaredifficulttocutormachineusingconventionalsteeltools.Waterjetandlaserjetcuttersarenowreadilyavailableforlargescalemachiningofcomposites,butforsmalleroperationsafullrangeofportablediamondorcarbidetippedcuttersanddrillsisavailable.Manyoftheseoperatebymeansofcompressedair,makingthemsafeforuseintheworkshop.Thehealthandsafetyaspectsofhandlingandmachiningcompositematerialsaredealtwithinaseparatesectionlaterinthishandbook.
Oncealltrimmingoperationsarecomplete,anyreleaseagentshouldberemovedfromthesurfaceofthemouldingpriortobuffingandpolishing.Whereamouldingistobepainted,waxreleaseagentsshouldbeavoidedastheyaredifficulttoremovewithouttheuseofwetordryrubbingpaper.Mostpaintsystemscanbeusedwithcompositesbut,forstovingfinishes,itisrecommendedthatthemouldingispostcuredat80°Cbeforeapplyingthepaint.Specialprimers,designedtoachieveexcellentadhesiontogelcoatedsurfaces,areavailableandtheiruseisrecommendedfordurability.SandablegelcoatsintheCrysticrangehavealsobeendevelopedspecificallytoenhancethepaintabilityofcompositemouldings.
ClosedMouldProcessesFormanyyears,contactmouldinghasbeenthepredominantmethodofmanufacturingcompositecomponents.Whilstitisaparticularlyadaptableprocess,legislativeandcommercialpressuresaremakingitlesscosteffectiveasaproductionmethod.
Manyclosedmouldprocesses,whichaddresstheenvironmentalandquality/consistencyissuesinherentinopenmouldmethods,arenowavailabletocompositemoulders.Thesecoverawiderangeofproductionandtechnicalneeds,fromrelativelylowvolume,lowcapitalcostthroughtohighlyautomated,largevolume,highinvestmentprocesses.
Vacuum Infusion : VIThisprocesscanbeintroducedtoamouldingshopwithminimuminvestment.Existingopenmouldscanbeusedwithlittleornomodification,andtheprocessisadaptabletolargeorsmallcomponents.
27

28
IntheVIprocess,dryreinforcementsareencapsulatedbetweenarigid,airtightmouldandaflexiblemembrane(vacuumfilmor‘bag’)whichissealedaroundtheedgeofthemould.Thisformsacavitywhichisthenplacedundervacuumtocompactthereinforcement.
Catalysedresinisintroducedintothecavityandthevacuumpullsitthroughthereinforcement.Oncethecomponentisfullyinfused,itisallowedtocure,afterwhichthebagandthecomponentareremovedfromthemould.
ResinsforuseintheVIprocessneedtobelowinviscosityandmayalsorequirecontrolledexothermproperties,forlargersectionsorthickercomponents.
ThereareseveralvariantsoftheVIprocess,themostsignificantofwhichisprobablytheSCRIMP®systemdevelopedbyWilliamSeemanintheUnitedStatesofAmerica.
Vacuum Assisted Resin Transfer : VacFlo
Vacuum Assisted Resin Transfer : VacFloVacFloisaresintransferprocessthatfeaturesmuchofthesimplicityofVIandmanyofthebenefitsofconventionalRTMwithoutincurringtheassociatedhighcostsofinjectionmachineryandsubstantialtooling.VacFloisoperatedbyapplyingagelcoattooneorbothmouldfacesasrequired,placingthereinforcementsandanycorematerialsinthelowertoolandclosingthemould.Avacuum(approx.1baror14psi)ispulledbetweenthedoublesealaroundtheperimeterofthemould,effectivelyclampingthetwohalvestogether.Asecondvacuum(approx.0.5baror7psi)isthenpulledinthecavityofthetoolusingacentrallyplacedvacuumport.Catalysedresinisintroducedviaaninjectionportattheedgeofthepart.Theresinmaybedrawninusingvacuumonly,orbyusingacombinationofvacuumandinjectionunderpressure.Astheresinentersthecavityitflowsaroundtheperimeterandthenintothecentreofthetool.Oncethemouldisfull,injectionisstoppedandthemouldisheldundervacuumuntiltheresinhasgelled.Whencured,thepartisde-moulded.
TheVacFlosystemwillworkwithVIorRTMresins,sothemouldercanselectmaterialsfromtheCrysticrangetobestsuithisconditions.
Resin Transfer Moulding : RTMDevelopmentsinmaterials,machineandtoolingtechnologieshaveenabledtheRTMprocesstobecomehighlyefficientforbothsmallandlargecomponentsandshortorlongproductionruns.
ThebasicRTMprocessinvolvespre-loadingamouldcavitywithdry,continuousreinforcement,closingthecavityandinjectingacatalysedresin.Oncetheresinhaswet-outthereinforcementandhascured
Vacuum InfusionGelcoat
Reinforcement
Core material (with holes punched through)
Peripheral channel
Mould
Vacuum take-off point

sufficiently,thecavityisopenedandthepartremoved.RTMtoolscanbemanufacturedfromcompositesor,formaximumdurability,frommetals.Thetoolsmayoperateatroomtemperatureorincorporateaheatingsystemforoptimumproduction.
TheRTMprocessisnowwidelyacceptedinthecompositesindustryasaneffectivemethodofmanufacturingpartsrangingfromaerospaceapplicationsthroughtolandtransport,marineandbuildingandconstruction.ForRTMitisvitalthatthegelandcurecharacteristicsofaresincanbetailoredtosuitparticularmouldcycletimes.
Cold/Warm Press MouldingThistechniqueinvolvestheuseofapairofmatchedtoolswhicharemountedinapress.Thetoolsareoftenconstructedfromcompositesandareeitherusedatroomtemperature,ormodesttemperaturesupto60°C.
Tooperatetheprocess,agelcoatisappliedtotherequiredmouldface(normallythefemalehalf).
Oncethegelcoatissufficientlycured,thereinforcementisputinplace.Finally,therequiredamountofcatalysedresinispouredintothemouldandthetoolsareclosed.
Asthemouldhalvesarecompressedtogether,theresinisforcedtoflowthroughthecavityandwetoutthereinforcement.Byusingapinch-offaroundtheperimeterofthetool,itispossibletoallowairtoventwhilestillcreatingsufficientbackpressuretoensuretheresinfillsallareasofthecavity.
Itispossibletousevacuumtodrawthemouldstogetherandactasthepress,inwhichcasenoexternal
29
Vacuum on
Resin flow
Resin inlet tube passing through vacuum bag
VacFlo
Peripheral channel. Used to clamp both mould halves together
Upper mould half
Vacuum (1 bar)
Vacuum (0.5 bar)Resin Inlet port
Flexible Seals
Lower mould half

pressisnecessaryandthemouldscanbelightweightandsemi-rigid.
ResinrequirementsforpressmouldingaresimilartothoseforRTM,thoughincertaincircumstancesthegeometryofthepartrequiresamorethixotropicproduct.Resins,reinforcementsandassociatedproductsintheCrysticrangearespecificallydesignedtoenablemoulderstooptimisewhicheverclosedmouldprocessischosen.
Althoughclosedmouldtechniquesgenerallyrequiremorecapitalinvestmentthancontactmouldingmethods,theyhavemanyadvantages.Qualitycanbemorecloselycontrolledandcloserdimensional
tolerancesachieved,leadingtomechanicalpropertieswhicharemoreconsistentandeasiertoaccuratelypredict.Oneofthegreatestbenefitsofclosedmouldsystems,however,istheirimpactontheenvironment,asstyreneemissionsduringmouldingcanbevirtuallyeliminatedbyusingtheseprocesses.
HotMouldProcessesHotpressmouldingtechniquesareusedforhighvolumeproductionofcompositecomponents.Theprincipleoftheprocessisthatreinforcementandacontrolledquantityofcatalysedresinareenclosedandcuredbetweenheated,polished,matchedmetalmoulds.Ahydraulicpressisusedtobringthemouldstogetherunderpressureattemperaturesbetween100ºCand170ºC.Cycletimes,whicharedependentontemperature,mouldingcomplexityandweight,aregenerallybetween2and4minutesbutcanbeaslowas30seconds.
Thesameequipmentcanbeusedtoproducecomponentsby‘wetmoulding’orbytheuseofmouldingcompoundsor‘pre-pregs’.
Wet MouldingDryreinforcementisplacedintothemouldandcatalysedresinpouredontoit.Theresiniscatalysedusingacuringagentwhichisactivatedbytheheatofthemouldbutisstableatambienttemperature.Thehydraulicpressurecreatedbytheclosureofthemouldforcestheresinthroughthereinforcementandintothepinchoffarea,thusensuringtotalwetoutofthereinforcingfibre.Pressureisreleasedoncecurehastakenplaceandthecomponentisthenremovedfromthemould.
Wherethewetmouldingtechniqueisused,itispossibletopre-formglassreinforcementbeforeputtingitintothepress.Choppedrovingsaresuckedorblownontoafinemeshshapedtotherightcontours.Whenthedesiredthicknessofreinforcementisachieved,thepre-formissprayedwithbindertoholdthestrandstogether,thenovenheatedfor2-3minutesatatemperatureof150ºC.Thepre-formisthenreadyforthe
30
RTMMould seals (one or two can be used)
Upper tool
Supporting structure
Supportingstructureclamped together
Supporting structure
Lower tool
Cavity containing reinforcement
Resininjection
port

press.
Moulding CompoundsToday’scompositesindustryemployshotpresstechniquesmainlytoproducecomponentsfrompolyestermouldingcompoundssuppliedtothemoulderinreadytouseform.
Dough Moulding Compound (DMC)Thisisadoughlikemixturenormallybasedonpolyesterresinand‘E’glassfibres.GeneralpurposeDMC’susecalciumcarbonateasthefiller,thoughotherfillersmaybeusedtoobtainspecificpropertiesrequiredinthemoulding.Thereinforcingfibrelengthisnormallybetween3mmand12mmandthefibrecontentofafinishedmouldingwouldbebetween15%and20%.
Bulk Moulding Compound (BMC)BMCissimilarinappearancetoDMCbutisformulatedtoproducemouldingsofimprovedqualityandfinish.Isophthalicresinsareusedastheseexhibitbetterhotstrengthandstabilityandlowprofileadditivesmaybeincorporatedtoimprovesurfacefinish.
N.B.Whenmouldingcompoundswerefirstdeveloped,themaindifferencebetweenBMCandDMCwasthatBMCcontainedachemicalthickener(e.g.MgO),whereasDMCwasunthickened.Today,mostmouldingcompoundsareunthickenedandthetwotermsareinterchangeable.ThetermDMCisusedextensivelyintheUKandUSA,withBMCbeingusedexclusivelyinmostofEurope.
Sheet Moulding Compound (SMC)SMCconsistsof‘E’glassreinforcementimpregnatedwithcatalysedpolyesterresincontainingvariousfillers.Itissuppliedinsheetformsandwichedbetweentwopolyethyleneorpolyamidefilms.
TomouldSMC,sufficientpiecesofthesheetmaterialarecuttobetween40%and80%ofthesurfaceareaofthemouldinordertomakeupthedesiredweightofthefinishedmoulding.Thepiecesarestrippedoftheirprotectivefilmandplacedinthemouldwheretheapplicationofheatandpressurewillcausethecompoundtoflowthroughoutthetoolcavity.Thishomogeneousflowoccursevenwhenthemouldhasdeepdrawareasorsectionalchangesandgivesaconstantresin:glassratiothroughoutthemoulding.Thisallowscomplexpartsincludingthosewithribs,bossesandchangesinsectiontobemanufactured.SMCproducesmouldingswithexcellentdimensionalstability,highmechanicalproperties,goodchemicalresistanceandelectricalinsulation.MinimalshrinkgradesofSMCareavailable,andthesecanbeusedtoachieveasuperiorsurfacefinishforpostpainting.SMCisthereforesuitablefortheproductionofautomotivebodyparts,electricalhousings,chemicaltraysetc.
Low Pressure Moulding Compound (Crystic Impreg) CrysticImpregissimilartoSMCbutusesanovel,patentedtechnologytophysicallythickenthecompoundduringmanufacture,ratherthantheconventionalmethodofchemicalthickeningusingareactivefiller.
31

CrysticImpregcanbemouldedusingmuchlowerpressuresthanSMC.Foroptimumresults,themouldingprocessrequiresapressureof5-25barandatemperatureofbetween110ºCand150ºC,whichwillgiveacycletimeof2-10minutesdependingonpartsizeandcomplexity.
CrysticImpregLPMCcanbemouldedwithgreatconsistencyimmediatelyaftermanufacture,usingrelativelylowcapitalcostpressesandutilisingtoolsproducedfromawiderangeofmaterials.Itsuniquechemicalmake-upallowsmanydifferentgradestobepreparedforuseinvariousapplicationsincludingtheautomotiveindustry.Thismeansthatfeaturessuchasshrinkcontrol,fireresistance,improvedtoughnessandwaterresistancecanbeincorporated,thustailoringthematerialtosuitenduserrequirements.
ContinuousProcessesContinuousprocessesareusedtoproducecompositecomponentssuchassheetingandpipes,whicharesuitedtolong,uninterruptedproductionruns.Severalcontinuousprocessesaredescribedinthissection.
PultrusionThepultrusionprocessisusedtoproducecompositesofuniformcross-sectionwithexceptionallongitudinalstrengthandrigidity.Theprocesswasfirstusedinthe1950’stoproducesimpleitemssuchasrodstock.Sincethen,developmentsinprocessandmaterialtechnologymeanthathighlycomplexprofilesofconsiderabledimensionscannowbemanufacturedusingthismethod.Expressedsimply,theprocessinvolvesdrawingreinforcements,impregnatedwithactivatedresinthroughaformingguide,whichpre-shapesthematerial.Usingcontinuousrovings,whichareusuallythepredominantreinforcementpresent,thematerialispulledthroughaheateddie,whichactivatesthecatalyst,thuscuringtheresin.Thecuredprofilethenpassesaflyingsawattachmentandisautomaticallycuttotherequiredlength.Thereinforcementiswettedouteitherbytheuseofaresinbath,orbyresininjectionatthefrontofthedie.Theresinbathsystemisstillthemostcommon,thoughresininjectionisgaininginpopularityandismoreenvironmentallyfriendlyasitdrasticallyreducesstyreneemissions.
Thecuringsystemusedinthepultrusionprocessusuallyconsistsofacombinationofperoxides.Ahighlyreactiveperoxide,knownasa‘kicker’,isusedforinitialcure,incombinationwithmediumorlowreactivityperoxidestoachieveamoregradualthroughcure.Thisdualsystemensuresthatprofilesachieveoptimalcure,withlowresidualstyrenecontents.
Thecuredprofileispulledthroughthedieusingeitherreciprocatingpullersoracontinuouscaterpillartracksystem.Thereinforcementmostcommonlyusedinthepultrusionprocessisglass,thoughcarbonandpolyaramidfibrescanalsobeusedsuccessfully.Resinsystemsforpultrusionincludepolyesters,vinylesters,epoxiesandmethacrylatedresins,withpolyestersbeingthemostcommon.
PultrusionresinsintheCrysticrangearedesignedtoachievethebalanceofpropertiesnecessarytooptimisetheprocess.
Filament WindingThefilamentwindingprocessisbasedonasimplebasicprinciple.Itconsistsofimpregnatingreinforcingfibreswithactivatedresin,thenwindingthemontoarotatingmandrel.Successivelayersofreinforcementarebuiltuponthemandreluntiltherequiredthicknessisachieved.Thereinforcementcanbewoundlongitudinally,circumferentially,helically,orinacombinationoftwoormoreofthese.Thepropertiesrequiredfromthefinishedarticlewilloftendeterminetheangleofwind.
32
Themandrel,thoughnormallyofsteel,maybemadefromavarietyofmaterials,andpressurised,flexiblemandrelsareoftenutilisedinthemanufactureofcertaintypesofcylindricalvessels.InthecaseofcompositecomponentsusingPVC,polypropylene,etc.asaliningmaterial,theprefabricatedlinertakestheplaceofthemandrel.
Continuousrovingsaregenerallyusedinthisprocessthoughotherformsofreinforcementsuchaswoventapescanbeincorporated.Glass,carbonandpolyaramidfibrescanallbeusedsuccessfully.Glassandthermoplasticveilsareoftenincludedwhereresinrichcorrosionbarriersarerequired.
Polyester,vinylesterandepoxyresinsareallsuitableforuseinthefilamentwindingprocess,resinchoicebeingdependentontherequirementsofaspecificapplication.
Filamentwindingisanidealprocessforthefabricationofcylindricalcompositeproductsandiswidelyusedfortheproductionoflargetanks,processvessels,ductingandpipescapableofmeetingstringentperformancerequirements.
PullwindingPullwindingisaprocesswhichcombinespultrusionwithfilamentwindingandisusedtoproducethinwall,hollowcompositeprofileswhichexhibithighstrengthproperties.
Reinforcements,impregnatedwithactivatedresin,arewoundontoamandrel,whichisthenpulledthroughaheateddie.Asinconventionalfilamentwinding,thereinforcement,whichisnormallyaroving,canbewoundinoneormoreofseveraldirections.
Thoseresinsandreinforcementssuitableforfilamentwindingandpultrusioncanalsobeusedinpullwinding.
Centrifugal MouldingThisprocessisusedtomouldtubes,pipesandcylinderswithamaximumdiameterof5metres.Choppedrovingorglassmatislaidinsideahollowmandrelandimpregnatedwithactivated,normallypolyester,resin.Themandrelisthenheatedandrotateduntiltheresincures.Thisprocesscreatescentrifugalforce,whichactstoconsolidatethelaminate.Un-reinforcedcastresinsheetcanalsobeproducedusingthecentrifugalmouldingmethod.
ResinsfromtheCrysticrange,whichweredevelopedforuseinthefilamentwindingprocess,arealsosuitableforcentrifugalmoulding.
Machine Made SheetingMostofthecompositecorrugatedsheetingmanufacturedtodayisproducedusingmachines.Thereareseveralpatentedmachineprocesses,allofwhicharesimilarinprinciple.
Acontinuouslengthofreleasefilm,usuallypolyester,travelsalongamovingconveyorandglassfibreisfedontoit.Activatedpolyesterresinisthenmeteredontotheglassandafurtherlayerofreleasefilmaddedtocompleteaglass/resin‘sandwich’.
Thesandwichpassesunderaseriesofrollerswhichconsolidatethelaminate,controlitsthicknessandexpelanyair.Thelaminateisthenpassedintoaheatedformingareaonthemachineandcorrugatedbymeansofdiesorrollers.Heatcanbeappliedinthisareabymeansofanenclosedoven,orbyaseriesofheatlampssuspendedabovethesurface.Oncethelaminateisformedandcured,itistrimmedtothe
33

correctwidthandthencuttothedesiredlength,usuallybymeansofanautomaticsaw.
‘E’glassisalwaysusedinthemachinemanufactureoftransparentcompositesheeting,eitherinmatformorasrandomlydepositedchoppedrovings.Thisisbecausetherefractiveindexof‘E’glasscanbematchedbyspecialisedpolyesterresinstoproducesheetingofhighclarity.
Someoftoday’sautomatedsheetingmanufactureutilisesultraviolet(UV)lighttocurethelaminate,soCrysticresinswithspeciallydesignedcuringmechanismshavebeendevelopedtomeetthisneed.
ResinsintheCrysticrangeareavailabletoenablethemachineproductionofcompositesheetingwitharangeofpropertiesincludinglowfirehazard,goodweatheringandhighclarity.
APPLICATIONS
34

Un-reinforcedPolyesterResinThishandbookismostlyconcernedwiththeapplicationofpolyesterresinsinthefibrereinforcedcompositesindustry.However,polyesterresinsarealsowidelyusedinun-reinforcedapplications,someofwhicharedescribedinthissection.
Body FillerPolyesterbasedcompoundsareusedextensivelyforthecosmeticrepairofvehiclebodies,torectifydamagedcompositemouldingsandformanyotherrepair/refurbishmentapplicationswhererapidcompletionisimportant.Thesecompoundsarealsoideallysuitedtotheproductionofformulatedwoodfillersandplasterfillers.
CrysticStopperisaformulatedmaterialwhichconsistsofaliquidresinbaseandafillerpowder.Whenthesearemixedtogetherintherecommendedproportionstheyformapaste,whichcuresatroomtemperature.Thepasteiseasytoapplywithgoodtrowellingpropertiesandrapidcurecharacteristics.Itprovidesahard,rigidfilling,whichcanbemechanicallysandedwithoutclogging.Thismaterialisideallysuitedtothe‘do-it-yourself’market.
Crysticresinsforformulatorstocompoundintobodyfillersaredesignedtoachievetheidealcombinationofstoragestabilitywithoptimumcuringproperties.Thepropertiesrequiredfromtheformulatedcompoundareachievedbyvaryingthecombinationandtypeoffillerused.Thiscanbeacomplexprocess,aspurity,softness,particlesizeandsizedistributionofthefillerwillallaffecttheperformanceof
35

thefinalsystem.
Flexibilityinthecuredcompoundisimportanttoensuregoodadhesionandtoimpartoptimumfinishingandsandingcharacteristics.Thelevelofflexibilityislargelydeterminedbytheresinconstituentofthecompoundandcanbetailoredbyincorporatingoneormoreresinsofdifferentflexibilityintotheformulation.Advancesinresinformulationandproductiontechniqueshaveenabledbodyfillertechnologytoprogresstomeetthedemandsofthistechnicallyorientedapplication.
Button CastingPolyesterresinshave,formanyyears,beenusedtomanufacturebuttons.Therearethreemainmethodsofmanufacturedependingonthetypeofbuttonbeingproduced.
Pearlbuttonsaregenerallymanufacturedfromresinpigmentedwithnaturalorsyntheticpearlessence.Thepigmentedresiniscastintosheets,normallybycentrifugalcastingmethods.Thebuttonsaretheneitherblankedfromthesheetsbeforetheyarefullycured,ortrepannedfromtotallycuredsheetsandfinallymachinedandpolished.
Plainbuttonscanbemanufacturedfromrodstock.Resiniscastintotubesmadefromsuitablematerialssuchaspolyurethane.Thebuttonsarecutfromtheresultingrodstockattherequiredthickness,machinedandpolishedonthecutsurfaces.Variouseffects(e.g.tortoiseshell)canbeachievedbytheuseoftwoormorecolouredpigmentsaddedtotheresin.
Large,decorativeortexturedbuttonsareusuallymouldedindividuallyinmulti-cavitysiliconerubbermouldsattachedtoamovingbelt.Resinispouredintothemoulds,thebeltisvibratedtoremoveairandthenpassesthroughanoventoheatcuretheresin.Littleornomachiningisrequiredwiththismethodofmanufacture.
Embedding and PottingGlassclearpolyesterresinscanbeusedforembeddingobjectstoproducepaperweightsandotherdecorativeitems,orforpreservingmedicalandbotanicalspecimens.Theseresinscanalsobeusedveryeffectivelyintheproductionofcostumejewellery.
TheexcellentdielectricpropertiesandcuringcharacteristicsofcertainCrysticresinsmakesthemidealforencapsulatingelectroniccomponents.Theserangefromsinglecapacitorstocompleteminiaturisedcircuits.
Decorative CastingPolyesterresinsarewidelyusedinthemanufactureofdecorativearticlessuchasstatuettes,figurines,modelsandreplicas,etc.
Expressedsimply,thecastingprocessinvolvesmixinganinertfillerpowderintoaresin,pouringthemixintoamouldandleavingittocure.
Selfreleasing,flexiblemouldcompoundsaremostcommonlyusedforcastingpurposes.Thethreemaintypesofmouldingcompoundarelatexrubber,hotmeltvinylrubberandcoldcuresiliconerubber.
Thechoiceoffillerpowderfordecorativecastingdependstoalargeextentonthefinalfinishrequired.
36

Ifthecastingistobepigmentedorpostpainted,thenthefillerisneededonlytobulkouttheresinandcalciumcarbonateortalccanbeused.Aluminatrihydratewillproducecastingswithasemi-translucentfinishreminiscentofmarble,whilstmarbleflouritselfcanalsobeusedtoachievethisaffect.
Powderedmetalsusedasfillersresultincastingswitharealisticmetalfinish.Bronze,copper,aluminiumandbrasspowdersareallavailableandtheycanalsobemixedtogethertocreatedifferentmetalliceffects.Forinstance,mixingaluminiumandasmallquantityofbrasswillproduceagoodsimulationofold,tarnishedsilver.Metalliccastingsmustbebuffedandpolishedafterremovalfromthemouldinordertoproducetherealisticmetalsheen.
GeneralpurposeandspecialisedpolyesterresinsintheCrysticrangehavebeendevelopedtocaterforallaspectsofthedecorativecastingindustry.
Polyurethaneresinsarealsousedfordecorativecasting,astheyproducestrong,durablecastingswithveryhighdefinitionandexcellentreproductionoffinedetail.Theyareeasytomixandmeasureandfinishedcastingscanbepaintedusingenamel,acrylic,andoilpaints.Polyurethanesarewidelyusedinthecommercialmanufactureofhighqualitymodelkits.
FlooringSpeciallyformulatedCrysticpolyesterresinshave,formanyyears,beenusedtoproduceseamlessindustrialanddecorativeflooringsystems.Whenproperlylaidandcuredonsuitablypreparedsubstratestheyhaveoutstandingresistancetoawiderangeofchemicalenvironments.Polyesterfloorshaveanattractive,aestheticfinish,whichisdurable,hygienicandeasytocleanandmaintain.
Polyesterflooringsystemsgenerallyconsistofthreecomponentresins,thesebeingaprimer,abasecoatandatopcoatorglaze.Theprimerisformulatedtoprovideadhesiontosuitablypreparedsubstrates,thebasecoatisaclearresinwhichcanbepigmentedandfilledandthetopcoatisaclearresinusedtosealtheflooringsystemandprovidetheaestheticfinish.
Polyester ConcreteResinbasedconcretecanbeanattractive,lighterweightalternativetocementbasedconcretepre-castingsandnaturalslate.Developmentsinresintechnologycoupledwithextensivefieldexperience,hasenabledarangeofpreviouslycementbasedconcretestructurestobepre-castwithresinaggregatecompositions.Withsuitableresin,filler,aggregateandpigmentsarangeofpre-castings,includingcladdings,tilesandsimulatedslatescanbemanufacturedwithattractive,durablefinishes.
Resinconcreteformulationsforpre-castingsarepreparedbymixinganactivatedpolyesterresinwithappropriatefillersandaggregatestosuitspecificapplications.Forexample,asyntheticslatecanbeproducedfrompolyesterresinsfilledwithslatepowderandotherfillers.Artificialstonecanbeproducedeitherbyreconstitutingnaturalgroundstoneorbyusingstandardfillerswithsuitablepigments.Polyestersystems,suchasCrysticresins,offergreaterversatilitythanotherpolymersbecausetheircurecharacteristicscanbeadjustedwithoutseriouslyaffectingthepropertiesofthefinishedproduct.Finishedpre-castings,properlycured,aredurablewhenexposedtonaturalweatheringandtheirpropertiescanbeoptimisedtomaximiseresistancetoparticularenvironments.Otherbenefitsofpolyesterpre-castingsincludeimprovedimpactandmechanicalproperties,finemouldreproduction,fastsettingandrapidpropertydevelopment.
Polyester Marble and Onyx
37

Simulatedmarbleandonyx,producedusingpolyesterresins,areusedtomanufacturebasins,vanityunits,profiledpanels,etc.Claddingpanelsforwalls,stairsandcolumnsarealsoattractivelyproducedinthesematerials.
Simulatedmarbleismanufacturedbymixinganactivatedpolyesterresinwithasuitablegradeofpowderedfillersuchascalciumcarbonate(typically75%byweight).Smalladditionse.g.2%to5%byweight,oflightweightglassbubblesaresometimesaddedtoimprovethehotandcoldwatercycleresistanceofthematerial,therebyreducingthecalciumcarbonatecontent.
Simulatedonyxisusuallylighterincolourandmoretranslucentthansimulatedmarble.Colourismorecriticalandformulationsarenormallybasedonaluminatrihydrate(typically67%byweight)orglazedfrits(typically75%byweight).
Whenabasecolourisrequired,pigmentpastesaremixedintotheresin.Thevariegatedeffectisachievedbypartiallymixinginpigmentswhicharedispersedinanincompatiblemedium,andusingartisticjudgementtodevelopandreproducethedesiredmarbleoronyxeffect.Theapplicationofacleargelcoattothemouldbeforepouringinthefilledresinmixgivesanaddedin-depthlustretothefinishedarticle.
Solid SurfacesFibrereinforcedunsaturatedpolyesterresinshavebeenusedinbuildingapplicationsformanyyears.Recentdevelopmentsingranite-effectsurfaceshavecreatednewpotentialfortheiruseindecorativefinishesforindustrialanddomesticapplications.
Solidsurfacecastingsaremanufacturedusinghighquality,Iso-NPGpolyesterresinssuchasthoseintheCrysticrange,containingcoloured,unsaturatedorsaturatedpolyesterbasedchipsandanaluminatrihydratefiller.
Resinbasedsolidsurfacematerialscanbemixedandmouldedusingvacuum,sodonotrequireagelcoattoachieveagoodsurfacefinish.Thismeansthatthesurfacecanbere-polished,whennecessary,torestoretheoriginal‘showroom’gloss.Solidsurfacecastingsareeasytomachineandcanberoutedtoenabledifferentcolourstobeinlaid,thusallowinganinfiniterangeofdecorativefinishes.Solidsurfacecastingsaretoughanddurableandexhibitexcellentwaterandheatresistance.Thesepropertiesmeantheyareideallysuitedforkitchensurfaces,sanitarywareandwashrooms.Theexcellentweatherandchemicalresistantqualitiesofthebaseresinusedinsolidsurfacetechnologycreatesthepotentialforitsuseinexternalcladdingapplications.
Rock AnchorsRockanchorsareusedinmining,civilengineeringandbuilding/constructionapplications,toprovide‘strongpoints’forbolts/rebars.
Resinsforrockanchorsneedtobalanceverylongstoragestabilitywiththeapparentlyconflictingrequirementofveryrapidcure.Arangeofgeltimescanbeobtained,varyingfromafewsecondstoseveralhours,dependingontheparticularcuresystemused.
Themostimportantmechanicalpropertyrequiredfromarockanchoriscompressionstrength,thoughgoodadhesionisalsoimportant.
Fillersforuseinrockanchorsarecrucialintermsoftheir‘pull-out’propertiesandstoragestability.Thosecommonlyusedvaryfromlargesilicapieces,whichliterallyfloatintheresin,tofinelyground
38

limestone.Thetypeoffillerusedwilldependontheapplication.Fillerpurityisimportant,asthiscanaffectthepropertiesoftheanchor.Itisadvisabletoavoidfillerswithhighcontentsoftransitionmetalssuchasironandcobalt,asthesecanadverselyaffectstoragestability.
Cartridgeor‘sausage’packagingiscommonlyusedforrockanchorsinthecivilengineeringandminingindustries.Theresinissealedinastyreneresistantplasticsuchasnylon,andaglasstubeorplasticfilmcontainingcatalystisincorporatedwithinthepackage.Theactionoffixingtheboltorrebarintoplacemixesthecatalyst,whichisdispensedatasetratio(commonly10:1).
RockanchorresinsfromtheCrysticrangearetailoredtomeetthedemandingrequirementsofthisapplication.
ChemicalContainmentCompositeshavebeenusedformanyyearstomanufactureproductsforresistanceto,andthesafecontainmentof,awiderangeofchemicals.
ChemicalresistantFRPcompositesgenerallyconsistofhightensilestrengthglassfibreprotectedbyachemicallyresistantunsaturatedpolyesterresin.Figures2and3giveexamplesofthespecifictensilepropertiesachievablewithglassfibrereinforcedpolyesterlaminates,incomparisonwithsteelandaluminium.TheeaseofuseandversatilityofFRPfacilitatesthecost-effectivemanufactureofawiderangeofcomponents,usingavarietyofmanufacturingprocesses.TypicalmaterialandfabricationcostsareshowninFigure4.
Compositestructuresoffermanybenefitsoveralternativematerials,inchemicalcontainmentapplications.Theyarelightweightsosimplifyhandlingandinstallation.Beingselfcoloured,theyneednore-paintingandareeasilycleanedusingahighpressurehose.Ifnecessary,compositestructurescanbemodifiedin-situ,withminimuminterruptionofnormaloperations.Theabilityofaresintoresistaparticularchemicalenvironmentisnormallyclassifiedintermsofits‘MaximumOperatingTemperature’.InthecaseofchemicalresistantCrysticresinbasedlaminates,these
temperatureshavebeendeterminedfromanumberofsourcesincludingcasehistories,laboratorytestsandpracticalexperience.
Providedthatthecompositestructureismanufacturedtohighstandardsandfullypostcured,manyyears’satisfactoryserviceisachievable.ChemicaltanksshouldalwaysbedesignedinaccordancewiththerequirementsofBritishStandard4994:1987,whichusesthe‘K’factorofsafetyapproach.(AnewEuropeanStandard,prEN13121,iscurrentlybeingdevelopedandwilleventuallyreplaceBS4994:1987).
Inacidenvironments,GRPcansufferprematuredegradationduetostresscorrosioncrackingoftheglassfibrereinforcement.Itisthereforeimportanttoensurethatthestructurallaminateisadequatelyprotectedbyasubstantialbarrierlayer.Thiscanconsistofathermoplasticliner,orseveralmillimetresthicknessofGRPmadeusing‘C’glassorsyntheticsurfacetissueandahighlyresinrich‘E’glasslaminate.Therecommendedbarrierlayershouldbebackedwithanappropriateresin,reinforcedwithanacidresistantglasssuchas‘ECR’(ExtraChemicalResistant)glass.
PolyesterresinsfromtheCrysticrangeareusedtomanufactureawiderangeofproductsandcomponentsforthesafecontainmentofmostmaterialsfromacidstoalkalis,fuelstofoodstuffsandwatertowine.
39
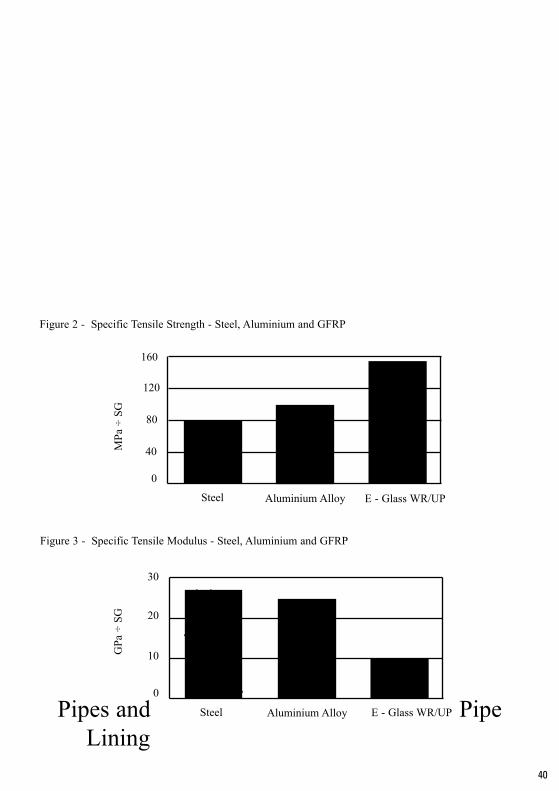
Pipesand PipeLining
40
E-GlassWR/UPAluminiumAlloy
MPa
÷S
G
Steel
120
160
80
40
0
Figure2-SpecificTensileStrength-Steel,AluminiumandGFRP
E-GlassWR/UPAluminiumAlloy
GPa
÷S
G
Steel
30
20
10
0
Figure3-SpecificTensileModulus-Steel,AluminiumandGFRP

Pipe ManufactureA u t o m a t e d processes such asfilamentw i n d i n g , enable the cost effective
manufacture of c o n s i s t e n t , high quality, compositepipes.
C o m p o s i t e pipes are relativelylight in weight with a high strength to weight ratio andtheydo
nothavethe
temperature andpressure l imitat ions ofthermoplasticsystems.
Aresinrichbarrierlayerprovidesresistancetochemicalattackanderosionandtheangleofhelix,orwind,willdeterminestrengthcharacteristics.
Polyester,vinylesterandepoxyresinsareallsuitableforuseinpipemanufacture,butresinchoicewilloftendependonthespecifiedrequirementsofaparticularapplication.TheCrysticrangecontainssystemsformulatedtoresistawiderangeofchemicalenvironmentsandoperatingconditions.
Pipe LiningRepairingorreplacingdamagedpipescanbeexpensiveanddifficult,particularlywherethepipeconcernedisinaninaccessiblesituation.The“curedinplace”structuralliningprocessoffersacosteffectivesolutiontothisproblem.
Atubelinerconsistingofapolyesterfeltimpregnatedwithcatalysed,highqualityresin,istailormadetothedimensionsofthedamagedpipeandisinvertedusingwaterpressure.Onceinverted,thecatalysedresininthelinerisactivatedandcured.Curingisnormallyachievedusinghotwater,thoughambientcuringsystemsarealsousedincertaincases.
Whencured,thelinerendsareremovedandlateralconnectionre-openedusingroboticcutterunits.Thecompletedlineristhensurveyedandthelinere-commissioned.
Thissystemoffersmanybenefits,including:-
*Acosteffectivealternativetopipeorconduitreplacement*Nodisruptiontothegroundorfabricsurroundingthepipe,resultinginminimaldisturbancetotheclient*Jointfreeandleakproof,withfastinstallation*Structuralpropertiesadaptablebychoiceofliningthicknessandresinselection*Chemicalresistancetailoredtosuitbothmunicipalandindustrialapplications
ResinsfromtheCrysticrangeareusedextensivelyinthisdemandingapplication.
MarineCompositeshavebeenusedinthemarineindustrysincetheearly1950’s.Today,compositevesselsfeatureinvirtuallyeveryareaofthemarinemarket,fromsmallleisurecraftto
41
E-GlassWR/UPAluminiumAlloy
Perc
ent
WeldedSteel
Totalcost
Labourcost
Materialcost
100
80
60
0
40
20
Figure4-Comparativematerialandfabricationcostsforcomponentmanufacture
largeyachts,fishingboats,lifeboatsandpassengerferries.
Therearemanybenefitstobegainedbyusingcompositematerialsinboatbuilding.Compositesarestrong,durableandreadilymouldedintocomplexshapesofalmostunlimiteddimensions,thusallowingfreedomofengineeringdesign.Theappearanceofcompositevesselsisaestheticallypleasingandtheyareweatherandcorrosionresistant,resultinginreducedmaintenancecomparedwithothermaterials.Today,highperformancepolyester,vinylesterorepoxyresinsarecombinedwithhighstrengthfibressuchasglass,carbonandpolyaramidtomanufacturecraftwithoutstandingphysicalproperties.Specialisedresins,whichimparttoughnesstoconventionalpolyesters,haveenabledtheproductionofhighperformancecraftwhichcanwithstandextremeimpactandflexuralloadingwithoutcracking.
Developmentsinotherproductssuchascorematerials,nowallowthemanufactureoflightweight,stiff,highperformancecraftthatareextremelyresistanttothemarineenvironment.ThisisachievedbyaprocessknownasSandwichConstructionwherealowdensitycoreissandwichedbetweenFRPskins.ThisprocessisfurtherdescribedinthePropertiessectionofthishandbook.
Highperformancepigmentedgelcoatsandin-mouldcoatingsensurethatallthecomponentswhichcompriseacompletedboatexhibitahighqualityoutersurfacewhichrequiresminimalfinishing.
Advancesinstructuraladhesivetechnologyhaveresultedinthereplacementofmechanicalfastenerswithtough,shockabsorbingadhesives,inmanymarineapplications.
Matched Performance Marine SystemsTheCrysticMatchedPerformancesystemwasdevelopedastheresultofextensiveresearchintoosmoticblisteringincompositeboathulls.
TheMatchedPerformanceconceptinvolveschemicallymatchingfullyformulatedisophthalicgelcoatsandlaminatingsystemstocreatesynergywithinthecompositestructure.
Whenusedaspartofaqualitymanufacturingapproach,MatchedPerformancesystemsoffermanybenefitsbeyondtheeliminationofosmoticblistering.Strength,rigidityandlongtermperformanceareallimproved,thusallowingthefullpotentialofcompositestructuresinthemarinemarkettoberealised.
Today’smarineindustryishighlysophisticatedandusescompositematerialsthroughouttheboatbuildingprocess.TheCrysticandCrestomerrangescontainresinandadhesivesystemsdesignedtofulfiltheneedsoftheindustrytodayandinthefuture.
LandTransportCompositesaretheidealmaterialsforcoachbuildingandalltypesofspecialistvehiclebodyworkconstruction.Theyareequallysuitedtolargescalebodyunits,limitedproductionruns,one-offprototypes,andvehiclesforhighperformanceorspecialistapplications.
Becausecompositematerialsareeasilymouldedintocomplexshapes,theycanbeusedtoproduceanycomponentfromasinglepanel,throughmulti-panelsectionstocompleteunitsofanysize.
Compositesarelightweightwithexcellentstrengthtoweightratiosandareeasilydesignedtomeetspecificcriteriasuchasimpactresistance,insulationproperties,fireresistance,etc.
42

Thestrength,durabilityandweatherresistanceofcompositesmeantheyrequireminimalmaintenanceandanyaccidentaldamageiseasilyrepaired.
Compositevehiclebodiesareaestheticallypleasing,withhighqualitygelcoatsandin-mouldcoatingsproducingself-colouredunitsorreadilypaintablecomponents.
GelcoatsandresinsfromtheCrysticrangeareusedtoproduceawiderangeofvehicles,fromhighperformancesportscarstoambulances,lorrycabs,caravansandtraincabs.
Developmentsinmaterialsandprocessesensurethatcompositematerialswillremainattheforefrontoftransporttechnologywellintothefuture.
BuildingandConstructionCompositesareextremelyversatileandhavebeenusedinmanyareasofthebuildingandconstructionindustryformorethanthirtyyears.Modulesandcladdingarethetwomostpopularwaysofusingcompositesinbuilding.Modularcompositeconstructionisanextensionoflongestablishedprefabricationtechniques,whichutilisetothefullthelightweightnatureofcompositemouldings.Astheyaremanufacturedinamould,itisrelativelyeasytoproducelargenumbersofidenticalmodulesinvariousgeometricdesigns.
Theabilitytobeformedintocomplexshapes,tobetexturedandtosimulatenaturalmaterialssuchaswood,slate,etc.,areamongthereasonsforthesuccessfuluseofcompositesasexternalcladdingmaterials.
Thelightweightandexcellentstrengthtoweightratiosofcompositesenabledesignerstomeetspecificcriteriasuchasimpactresistance,insulationpropertiesandfireresistance.
Compositemodulesandcladdingpanelsareaestheticallypleasingandtheirstrength,durabilityandweatherresistancemeanstheyrequireminimalmaintenancecomparedtomanyconventionalbuildingmaterials.
Highperformancegelcoatsandresinsensurethatallcomponentswhichcomprisetheexteriorofacompositestructureexhibitahighqualitysurfacewhichrequiresminimalfinishing.
ResinsandgelcoatsintheCrysticrangehaveaproventrackrecordofoverthirtyyearsinthebuildingandconstructionindustry.Theuseofthesematerialsoffersarchitects,civilengineersandotherspecialistsexcitingopportunitiestoprovideuniquebenefitsandattractivesolutionstobuildingdesigntodayandinthefuture.
43
PROPERTIES
GeneralConceptsCompositeshavemanyadvantagesoverconventionalmaterials.Theabilitytodesignandbuildlargestructuresconceivedasawhole,ratherthananassemblyofpartswhichhavetobejoinedtogethermeans,forinstance,thatboathullscanbebuiltwithfueltanksasanintegralpartofthemoulding.Outstandinglystiffstructurescanbemadebytheuseofappropriategeometricshapestoproducelightweightspaceframestructureswithbothrigidityandstrength.Thistypeofdesignhasbeenusedtogreateffectintheconstructionofcompositebuildingsandbridges.Itispossibletovarylaminatethicknessinlocalareasofacompositemouldingandtoincreasethestrengthcharacteristicsatanypointinanydirectionsimplybymakingintelligentuseofthereinforcingfibre.
Ifthefullbenefitsofcompositematerialsaretoberealised,thenadequatedesignisessential.Thismeanstakingintoconsiderationnotonlythepropertiesoftheintendedlaminatebutalsothemethodoffabricationwhichistobeused.Itisimportanttoapproacheachdesignchallengebythinkingofcompositesasstructuralmaterialsintheir
44

ownright,ratherthanjustasreplacementsfortraditionalmaterials.
Theremainderofthissectiondealswiththevariouspropertiesofcompositematerials.Itisnotintendedtobeusedasdesigndata,buttogivebasicinformationonthepropertiesofcompositematerials.
MechanicalPropertiesThemechanicalpropertiesofacompositewillbeinfluencedbythemechanicalpropertiesofitsconstituentparts.Itisthereforeusefultoexaminethebasicpropertiesofcast,un-reinforcedresinswiththoseofvariousreinforcingfibres,beforeappraisingcompositesasengineeringmaterials.Table1comparesthetypicalpropertiesofvariousresinsandreinforcingfibresusedincompositemanufacture.Aswellastheobviouseffectsofresinandfibretype,themechanicalpropertiesofacompositewillbeinfluencedgreatlybytheresintofibreratioachievedinthelaminateandbytheorientationofthefibres.Figures5,6and7showtheaffectsofdifferingresintoglassratiosandorientationonthetensilepropertiesofglassreinforcedpolyesterresins.
45
Table1-ComparativePropertiesofCastUn-reinforcedResinsandFibres

Glass fibre is the reinforcementstillmost commonly used in conjunctionwithpolyesterresins.Theuseofbothpolyaramidandcarbonfibreswasinitiallyrestrictedtoveryspecialisedapplications,duetotheirinherentdisadvantages(lowcompressivestrengthandprohibitivecostrespectively).However,thedevelopment of hybrid reinforcements such as polyaramid/glass, polyaramid/carbon and carbon/glass has largely overcome these disadvantages bycombiningthe best properties of each reinforcement, resulting in materialswhichfabricatorsnowusetobestadvantageinawiderangeofapplications.
Table2showstypicalpropertiesofvariousglassreinforcementsandcomparesthemwithsomeofthemetalswhichtheyoftenreplace,whilstTable3comparesthepropertiesofglass,polyaramid,carbonandhybridreinforcedcomposites,usingamediumreactivityisophthalicfromtheCrysticrangeastheresinmatrix.
Thefatigueandcreeppropertiesofglassfibrereinforcedpolyestercompositeswillbespecifictotheloadingcriteriaappliedandthematerialtested.Forinstance,glassclothlaminateswillgiveasuperiorperformanceincreeptorandomglassmatlaminates.AlthoughthefatiguecharacteristicsofFRPcompositescomparefavourablywithmanymetals,itshouldbeborneinmindthatmetalsareisotropicmaterials,sopredictingfatigueandcreepisrelativelyeasy.Thisisnotthecasewithcomposites,whichareanisotropic.
Thereareseveraldifferencesbetweenglassfibrereinforcedpolyesterandmetal.Forinstance,ductilityisrelativelypoorinGRPwhichhasanelongationatbreakofabout2%comparedwithabout40%forsteel.
46
Figure5-Effectofglasscontentonthetensilestrengthofrandomglassreinforcedpolyesterlaminates
Figure6-Effectofglasscontentonthetensilemodulusofrandomglassreinforcedpolyesterlaminates
Figure7-Effectofglasscontentandorientationonthetensilestrengthofglassreinforcedpolyesterlaminates
Unidirectional
Bi-directional
Random
Tens
ileM
odul
usG
Pa

Ontheotherhand,thedeformationofunidirectionalGRPiselasticalmosttothepointoffailure,whereastheelasticlimitforsteelisabout0.2%.Fromanengineeringdesignstandpoint,lackofstiffnesshasalwaysbeenthemostdistinctivefeatureofFRPcompositeswhencomparedwithmetal.Althoughdevelopmentsinreinforcementtechnologyhaveenableduptofourfoldincreasesintheirmoduliforlittleornoincreaseinthickness,glassreinforcedcompositesstilldonotapproachthestiffnesscharacteristicsofsteel,ascanbeseenfromTables3and4.TherearevariouswaysofincreasingthestiffnessofFRPcomposites,thesimplestofwhichistoincreasethickness.However,athreefoldincreaseinthicknesswouldberequiredforarandomglassmatlaminatetoachieveasimilarstiffnesstosteel.Thiswouldincreasecostand,moreimportantly,weight,thusnegatingoneoftheprincipalreasonsforchoosingcompositesinthefirstplace.Inpractice,oneormoreofthefollowingmethodshasbeencommonlyusedtoincreasethestiffnessofcompositemouldings:-
1. Localisedincreasesinthickness.Progressivelocaledgethickeningorflangingalongtheedgeof apanelwillgreatlyimproveitsstiffness.
2. Laminatingintegralribsintothereversesideofthelaminate.Thismethodisoftenusedonlarge boathulls.
3. Introducingcompoundcurvatureorlocalcorrugations.Ifcorrugationsareintroducedaspartofthe
47
Table2-Typicalpropertiesofglassreinforcedcompositescomparedwithsteelandaluminiumalloy.
Table3-Comparativepropertiesofglass,polyaramidandcarbonreinforcedpolyesterlaminates.

generalstylingofamoulding,theyneednotbeunsightly.Thismethodcanbefurtherelaboratedby afoldedplateconstructionwheretheoverallgeometryofthestructuregivesthenecessaryrigidity. Usingthissystemstiffstructurescanbeproducedfromverythinsheets,makingitanimportant methodforproducinglargestructures.
4. Sandwichconstruction.Sincestiffnessisafunctionofthickness,itispossibletoformarigid,yet lightweightsandwichbybondingtwoouterskinsofFRPtoalowdensitycorematerial.Thecore materialcanbebalsawood,foam,honeycomborsyntheticfibre,andinformationonthevarious corematerialsusediscontainedinthe‘Materials’sectionofthishandbook.
Insandwichconstruction,theFRPskinsresistbendingstressesanddeflections,whilstthecoreresistsshearstressesanddeflections,withstandslocalcrushingloadsandpreventsbucklingoftheFRPskinsincompression.Sandwichconstructioncanbeusedforlocalisedstiffening(e.g.boathullribs)ortoproducecompletelightweightrigidstructuresandthetypeofcorematerialusedwilldependonthenatureoftheapplication.
Forhighperformanceapplicationssuchasthoseintheaerospaceindustry,honeycombcoresareusedextensively.Thesemaybemanufacturedfromaluminium,orfromfibrepaperssuchasphenoliccoatedpolyaramids.Inthecaseofnon-structuralorlessdemandingstructuralapplications,balsa,foamornon-wovencorematerialsaremorecommonlyused.
Figures8and9illustratetherigidityofsandwichlaminatesinbending,usingvariousCSMandWRskinandcorethicknesses.ThetheoryofFRPsandwichconstructioniscomplexandmoredetailedexplanationscanbefoundinvariouspublicationssuchasPolymerEngineeringComposites(AppliedScience)andtheBPFHandbookofPolymerCompositesforEngineers(Woodhead).(SeeAppendix1)
Figure8-TheeffectofCSMskinconstruction(atR:F=2.3:1)andcorethicknessonflexuralrigidity forbalanceddoubleskinnedsandwichlaminates
48

Figure 9 -Theeffect of WR( g l a s s ) skin
construction(atR:F1:1)andcorethicknessonflexural rigidityforbalanceddoubleskinnedsandwichlaminates
Thetemperatureatwhichacompositestructureistooperatemayhaveaneffectonitsmechanicalproperties,andinsomeapplicationstheretentionofpropertiesatelevatedtemperatureswillbeanimportantparameter.Atlowtemperaturespropertiesoftenimprovecomparedwithroomtemperaturevalues,butastemperatureincreasesandapproachestheHeatDeflectionTemperatureoftheresinmatrix,therewillbeadramaticreductioninproperties.
49

Table4illustratesthepercentageretentionofroomtemperaturepropertiesforafullycuredisophthalicpolyester/choppedstrandmatlaminate.
Table4-Percentageretentionoftensilepropertiesatvarioustemperatures.CSMreinforcedisophthalic
polyesterresinwithanHDTof116ºCTheuniquenessofcompositesliesinthefactthatthematerialofconstructionandtheendproductareproducedsimultaneously,sothematerialitselfcanbedesignedtohavetheparticularpropertiesrequiredbythedesigner.Thisincreasestheversatilityofcompositedesignandalsonecessitatesaccuratepropertyprediction.
Measuredlaminatepropertiescanbeusedasaguidetothemostsuitablelaminateforagivenapplication,andtheoreticalmodelsnowexistwhichenablethedesignertocalculateorpredictthepropertiesofvirtuallyanylaminateconstruction.
Intermsoftensilestrengthandmodulus,figuresareavailablefortheminimumpropertiesofreinforcedlaminateplies,orlayers.Thesearebasedontheultimateunittensilestrength,andextensibilityorunitmodulus,bothofwhicharequotedasN/mmwidthperkg/m2ofreinforcement.Thesimplelawofmixturesalsoworkswellfortensilemoduluspredictions,butisnotsosuccessfulinpredictingtensilestrengthduetothedifficultiesinthechoiceofeffectiveultimatefibrestrength.Insomecases,anempiricalapproachtostrengthpredictionisprobablythepreferredoption.Table5showsU.U.T.Svaluesforvariousglassandpolyaramidreinforcements,andFigures10and11showthepredictedeffectoffibretypeandcontentontensilestrengthandtensilemodulususingdatafromTable5.
Table5-Minimumpropertiesofreinforcedlaminateplies(layers)
50
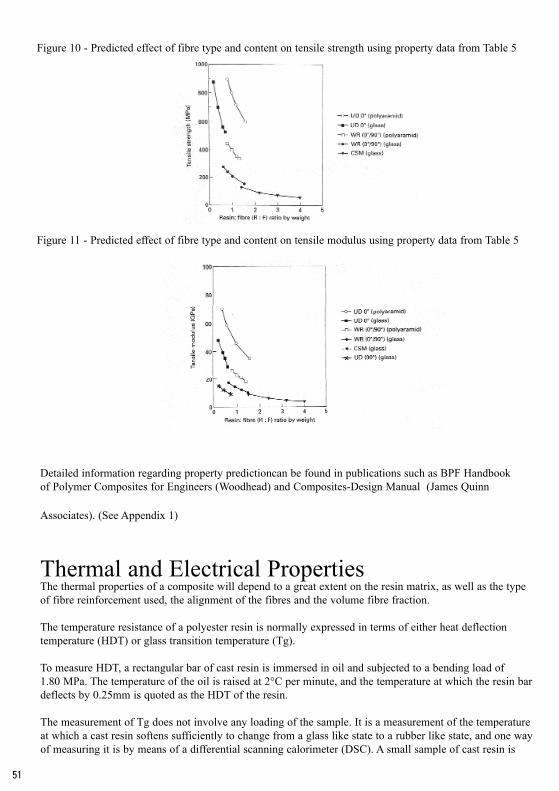
DetailedinformationregardingpropertypredictioncanbefoundinpublicationssuchasBPFHandbookofPolymerCompositesforEngineers(Woodhead)andComposites-DesignManual(JamesQuinn
Associates).(SeeAppendix1)
ThermalandElectricalPropertiesThethermalpropertiesofacompositewilldependtoagreatextentontheresinmatrix,aswellasthetypeoffibrereinforcementused,thealignmentofthefibresandthevolumefibrefraction.
Thetemperatureresistanceofapolyesterresinisnormallyexpressedintermsofeitherheatdeflectiontemperature(HDT)orglasstransitiontemperature(Tg).
TomeasureHDT,arectangularbarofcastresinisimmersedinoilandsubjectedtoabendingloadof1.80MPa.Thetemperatureoftheoilisraisedat2°Cperminute,andthetemperatureatwhichtheresinbardeflectsby0.25mmisquotedastheHDToftheresin.
ThemeasurementofTgdoesnotinvolveanyloadingofthesample.Itisameasurementofthetemperatureatwhichacastresinsoftenssufficientlytochangefromaglasslikestatetoarubberlikestate,andonewayofmeasuringitisbymeansofadifferentialscanningcalorimeter(DSC).Asmallsampleofcastresinis
51
Figure11-PredictedeffectoffibretypeandcontentontensilemodulususingpropertydatafromTable5
Figure10-PredictedeffectoffibretypeandcontentontensilestrengthusingpropertydatafromTable5

placedintothemachine,andthetemperaturereducedto0°C.Thesampleisthenheatedataconstantrateandthesofteningpointoftheresinrecorded.Thecoefficientofthermalexpansion(CTE)offibrereinforcedcompositeswilldependgreatlyonthetypeandalignmentoffibresused,aswellasontheTgoftheresinmatrix.TheCTEofalaminatereinforcedwithuni-directionalfibreswillexhibitdifferentCTEvaluesinthe0°and90°direction,whilstrandomglassreinforcedcompositesdemonstrateaconstantCTEinalldirections.TheCTEofuni-directionalcarbonorpolyaramidreinforcementswillbenegativeinthe0°plane,andpositiveinthe90°plane.Itisthereforepossibletodesigncompositestomeetalmostanyrequiredthermalexpansioncharacteristics.
TheCTEofarandomglassreinforcedcompositeiscloseenoughtotheCTEofsteel,toenabletheliningofmildsteeltankswithGRP.Thisisonlythecase,however,foroperatingtemperaturesbelow60°CastheCTEofthetwomaterialsdiffersconsiderablyabovethistemperature.Table6comparesthethermalpropertiesofvariousmaterials.
Table6-Comparativethermalproperties**Epoxyresinmatrix
GFRPandpolyaramidcompositesoffergoodelectricalinsulation,whilstcarboncompositesconductelectricity.TheCrysticrangecontainspolyesterresinsspecificallydevelopedforhighperformancethermalandelectricalapplicationssuchasthoseintheaerospaceandelectricalindustries.Table7showstypicalelectricalpropertiesforun-reinforcedpolyesterresins.
52
Table7-Typicalthermal&electricalpropertiesofcastpolyesterresin
FirePropertiesIntroductionFireperformanceisanimportantcriterioninmanyoftheapplicationsinwhichcompositesareused.Thebuilding/construction,aerospaceandlandtransportindustriesgenerallyrequirehighlevelsoffireresistancefrommanyofthematerialsusedforbothstructuralandnon-structuralcomponents.
Unsaturatedpolyesterresinsareorganic,beingcomposedofcarbon,hydrogenandoxygenatoms,and,likeallorganiccompounds,theywillburn.However,byalteringtheirstructureand/orbytheuseofadditivesorfillers,itispossibletomodifytheirburningbehaviour.Thisenablestheproductionofcompositestructureswhichpresentareducedhazardunderfireconditions.
ThebehaviourofFRPcompositesinafirewilldependonanumberoffactors,suchas:-
● Easeofignition● Surfacespreadofflame● Fuelcontribution● Firepenetration● Smokeobscuration● Toxicgasemission
Whenlowfirehazardresinswerefirstintroducedforuseincompositeproduction,easeofcombustionandflamespreadwereseentobethemainconcerns.Today,thedangersofsmokeproductionandtoxicgasemissionsduringburningarewellunderstoodandresinswhichminimisethesedangersarenowavailable.
Fire Tests
Manytestsforfirebehaviourexistandmostcountriesstillhavetheirownstandards.IndustriessuchasaerospaceandrailtransporthavealsodevelopedfiretestsandspecificationstomeettheirspecialrequirementsandsomeofthesehavebeenincorporatedintoNationalStandards.
CommonEuropeanandInternationalStandardsoffireperformancearegraduallybeingintroduced,andonesuchstandardistheEuroclassificationofReactiontoFirePerformanceofConstructionProductsandRelatedTestMethodswhichhasbeendevelopedaspartoftheEU‘ConstructionIndustryDirective’.Thisstandard,whichisexpectedtobefinalisedandimplementedasBSEN13501-1,shouldhavecomeintoeffectduring2001,andwilleventuallyreplaceBritishStandard476asthefireperformancestandardfortheUKconstructionindustry.
Thissectiondescribesthemorecommonmethodsusedtoassessthefireperformanceofcompositematerials.Mostofthetestsdescribedrequirespecialisedequipmentandhavetobecarriedoutbyindependenttestcentres,thoughtherearesimplelaboratorytestswhichcanindicatehowasystemislikelytoperforminafiresituation.
Simple Horizontal Burning TestsThereareseverallaboratoryscaletestsofthistype,includingthosespecifiedinBS2782andBS3532.Usually,astripofmaterial150mmx12.5mmisclampedhorizontallyandatestflameisappliedtooneend.Thematerialundertestmaybeanun-reinforcedresinspecimenoralaminate;thetestflamecanbefromagasoranalcoholburnerandtheresultscanbeexpressedasaburningtime,aburningrateorthe
53

distanceburnt.
Limiting Oxygen Index TestThislaboratorytestmeasuresthelevelofoxygenrequiredtosustaincombustion.Samplesareexposedtoasmallflameinanoxygen/nitrogenatmosphere.Thelevelofoxygenisadjusteduntilthesamplecontinuestoburnforaspecifiedperiod,andthislevelbecomestheoxygenindex.ThehighertheLOI,themoredifficultitwillbeforaflametospread.
British Standard 476 - Fire Tests on Building Materials and StructuresBritishStandard476hasbeenthemainstayoffireperformancetestingintheUKformanyyears.Itcomprisesseveralparts,notallofwhichrelatetoFRPcomposites.Someofthepartswhichareusedinassessingcompositefirebehaviouraredescribedbelow.
Part3:1958-ExternalFireExposureRoofTest
Thistestwasupdatedin1975,butthe1958versionisstillwidelyusedasitisreferredtoinmanybuildinglegislationdocuments.Thetestconsistsof3parts:apreliminaryignitiontest,afirepenetrationtestandaspreadofflametest.Thespecimenissubjectedtoradiantheatandavacuumisappliedtoonesidetosimulateserviceconditions.Aspecifiedflameisappliedtothetestpieceforvariousdurationsandthetimefortheflametopenetrate,aswellasthemaximumdistanceofflamespread,arenoted.Glowing,flaming,ordrippingontheundersideofthespecimenarealsotakenintoconsideration.ResultsareclassifiedasshowninTable8:TheclassificationisprefixedbyExt.ForExt.Saccordingtowhetherthespecimenwastestedflatorataninclinedplane.Theprefixisfollowedbytwoletters,thefirstrelatingtofirepenetrationandthesecondtospreadofflame.
Table8Ifthespecimendripsontheundersideduringthetesttheletter‘X’isaddedtothetwolettercode.Thus,
thebestpossibleclassificationforGRProofsheetingwouldbeExt.SAA.
Part3:1975-ExternalFireExposureRoofTest
Thisrevisiondiffersfromthe1958versionofthestandardinthefollowingareas:-
1. Thereisnoseparatespreadofflametest,theextentofsurfaceignitionbeingmeasuredduringthe penetrationtest.2. Thedurationofthetestcanbeincreasedifrequired.3. Thenumberoftestspecimensisreduced,buttheirsizeisincreased.4. Thetestflameisappliedseveraltimesduringthetest,insteadofonlyonce.5. Performanceisnotexpressedintermsofdefinitedesignations,butbyactualperformancedata.
Therelationshipbetweenthetestresultsisasfollows:-
54

Part3:1958 Part3:1975
AA,AB,AC P60 BA,BB,BC P30 AD,BD,CA P15 CB,CC,CD P15 Unclassified P5
Part6:1989-FirePropagationTestforMaterials
Thistestmeasureseaseofignitionandtherateofevolutionofheatoncombustion.Specimensareexposedtodirectflameandradiantheat,andthetemperatureofthehotgasesevolvedismeasured,andcomparedtoastandardnon-combustiblematerial(asbestos).TemperaturedifferencesatspecifiedintervalsareconvertedintoratesoftemperatureriseandintegratedtoprovideanindexofperformanceI.CertainvaluesforIandsub-indexiarecurrentlyspecifiedintheUKBuildingRegulationstoclassifymaterialsacceptableforusein‘non-combustible’buildings(Class0).
Part7:1997-MethodforClassificationoftheSurfaceSpreadofflameofProducts
Inthistest,aspecimenismountedatrightanglestoaradiantpanelandheatedtoaprescribedtemperaturegradient.Apilotflameisappliedtotheendofthespecimenclosesttotheradiantpanelforthefirstminuteofthetest,thenremoved.Thespreadofflameisrecordedatsetdistancesalongthelengthofthespecimen,forthe10minutedurationofthetest.Materialsareclassifiedaccordingtotheflamespreadrecordedat1.5minutesand10minutes,asshowninTable9.
Table9
OtherpartsofBS476whichcanbeappliedtoFRPcomposites,butarenotcommonlyused,areasfollows:-
Part12:1991-MethodofTestforIgnitabilityofProductsbyDirectFlameImpingement
Part13:1987-MethodofMeasuringtheIgnitabilityofProductsSubjectedtoThermalIrradiance
Part15:1993-MethodofMeasuringtheHeatReleaseofProducts
Part22:1987-MethodsforDeterminationoftheFireResistanceofnon-loadbearingElementsof Construction
British Standard 6853 - Code of Practice for Fire Precautions in the
55

Design and Construction of Passenger Carrying Trains
Thisstandardadvisesonbestpracticeintermsofdesignprinciples,testmethodsandperformancenorms.Itincludeslargescaletestssuchasthe3m3smoketest.
Intoday’sglobalmarket,ithasbecomenecessaryforthecompositesindustrytoproducematerialswhichmeetstandardsoffireperformancerequiredbymorethanonecountry.Someofthesestandardsaredescribedbelow:-
American Standards
ASTM E84 - Tunnel Test Thistestmeasuresthebehaviouroflaminates,whichformtheroofofatunnel7.62mlongand0.51mwide.Flamespreadresultsarecomparedwithascalereadingfrom0(asbestoscementboard)to100(redoakflooring).Fuelcontributionandsmokeemissionpropertiescanalsobemeasuredduringthetest.
UL 94 TheUnderwritersLaboratoryofAmericacarriesoutthistest,whichisbasedontheburningbehaviourofsmalllaminatesamples(127mmx12.7mm).Thespecimens,whichcanbetestedhorizontallyorvertically,areignitedusingasmalllaboratoryburner,andclassifiedaccordingtoflamespreadandtheirselfextinguishingproperties.Thefirstletteroftheclassificationdenotestheplaneoftesting(H-horizontalandV-vertical),withHBbeingthelowestclassification.VerticalclassesareV-0,V-1,V-2and5V,with5Vbeingthehighestrating.Thistestisrecognisedthroughoutthecompositesindustry.
French Standards
NF P - 92501 - French Epiradiateur TestThistestiscarriedoutinanenclosedcabinetwithachimneyatthetop.Insidethecabinetisametalframewhichholdsthetestspecimenatanangleof45º.Thespecimenisheatedbymeansofaceramicelectricelementpositionedunderneaththesample.Theheatingelementissurroundedbyawithdrawablehollowmetalcupwhichcollectsfumesandvapoursanddirectsthemupwardstowardsapilotflameatitsupperedge.Ifthepilotlightignitesthevapours,thecupiswithdrawn,tobereplacediftheflamesgoout.Theheightofanyflamesismeasuredat30secondintervalsduringthetest,thedurationofwhichis20minutes.Throughoutthetest,thetemperatureoftheincomingandoutgoingair/combustiblesismeasuredbysetsofthermocouplesatthebaseandinthechimneyofthecabinet,andrecorded.Materialsareclassifiedaccordingtofourelementsofthetest:-
● Ignitabilityindex:i ● Maximumflamelengthindex:h● Flamedevelopmentindex:s ● Combustibilityindex:c
ClassificationsareshowninTable10:-
Table10
56
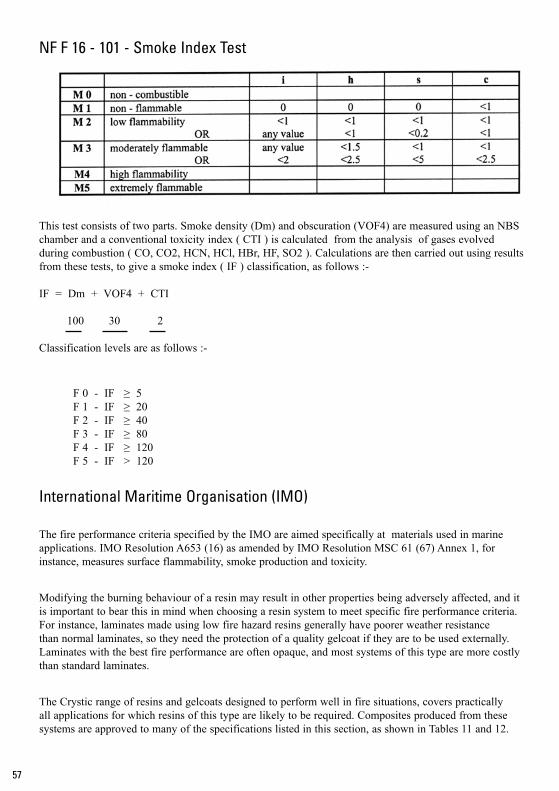
NF F 16 - 101 - Smoke Index Test
Thistestconsistsoftwoparts.Smokedensity(Dm)andobscuration(VOF4)aremeasuredusinganNBSchamberandaconventionaltoxicityindex(CTI)iscalculatedfromtheanalysisofgasesevolvedduringcombustion(CO,CO2,HCN,HCl,HBr,HF,SO2).Calculationsarethencarriedoutusingresultsfromthesetests,togiveasmokeindex(IF)classification,asfollows:-
IF=Dm+VOF4+CTI 100302
Classificationlevelsareasfollows:-
International Maritime Organisation (IMO)
ThefireperformancecriteriaspecifiedbytheIMOareaimedspecificallyatmaterialsusedinmarineapplications.IMOResolutionA653(16)asamendedbyIMOResolutionMSC61(67)Annex1,forinstance,measuressurfaceflammability,smokeproductionandtoxicity.
Modifyingtheburningbehaviourofaresinmayresultinotherpropertiesbeingadverselyaffected,anditisimportanttobearthisinmindwhenchoosingaresinsystemtomeetspecificfireperformancecriteria.Forinstance,laminatesmadeusinglowfirehazardresinsgenerallyhavepoorerweatherresistancethannormallaminates,sotheyneedtheprotectionofaqualitygelcoatiftheyaretobeusedexternally.Laminateswiththebestfireperformanceareoftenopaque,andmostsystemsofthistypearemorecostlythanstandardlaminates.
TheCrysticrangeofresinsandgelcoatsdesignedtoperformwellinfiresituations,coverspracticallyallapplicationsforwhichresinsofthistypearelikelytoberequired.Compositesproducedfromthesesystemsareapprovedtomanyofthespecificationslistedinthissection,asshowninTables11and12.
57
F 0 - IF ≥ 5F 1 - IF ≥ 20F 2 - IF ≥ 40F 3 - IF ≥ 80F 4 - IF ≥ 120F5-IF>120
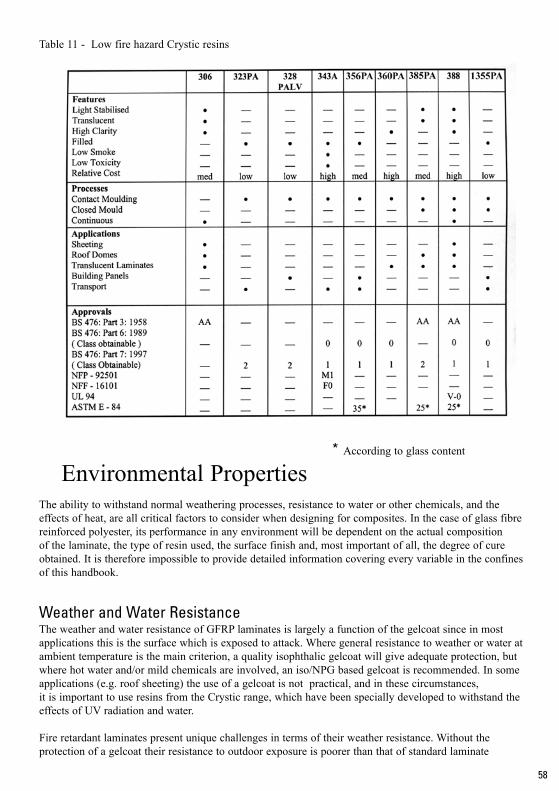
Table11-LowfirehazardCrysticresins
EnvironmentalPropertiesTheabilitytowithstandnormalweatheringprocesses,resistancetowaterorotherchemicals,andtheeffectsofheat,areallcriticalfactorstoconsiderwhendesigningforcomposites.Inthecaseofglassfibrereinforcedpolyester,itsperformanceinanyenvironmentwillbedependentontheactualcompositionofthelaminate,thetypeofresinused,thesurfacefinishand,mostimportantofall,thedegreeofcureobtained.Itisthereforeimpossibletoprovidedetailedinformationcoveringeveryvariableintheconfinesofthishandbook.
Weather and Water ResistanceTheweatherandwaterresistanceofGFRPlaminatesislargelyafunctionofthegelcoatsinceinmostapplicationsthisisthesurfacewhichisexposedtoattack.Wheregeneralresistancetoweatherorwateratambienttemperatureisthemaincriterion,aqualityisophthalicgelcoatwillgiveadequateprotection,butwherehotwaterand/ormildchemicalsareinvolved,aniso/NPGbasedgelcoatisrecommended.Insomeapplications(e.g.roofsheeting)theuseofagelcoatisnotpractical,andinthesecircumstances,itisimportanttouseresinsfromtheCrysticrange,whichhavebeenspeciallydevelopedtowithstandtheeffectsofUVradiationandwater.
Fireretardantlaminatespresentuniquechallengesintermsoftheirweatherresistance.Withouttheprotectionofagelcoattheirresistancetooutdoorexposureispoorerthanthatofstandardlaminate
58
*Accordingtoglasscontent

systems.However,theuse
ofagelcoatcanadverselyaffectthefireperformanceofsuchlaminates.TheCrysticrangeincludesaresinwhichhassuchexcellentfireretardingproperties,thatastandardisophthalicgelcoatwithprovenweatheringperformancecanbeusedwithnoreductioninfirerating.
Longtermimmersioninwatercanresultinalossofmechanicalproperties,especiallywherealaminateisnotprotectedbyagelcoat.Table13showstheeffectsoflongtermimmersionontheflexuralstrengthoforthophthalicpolyesterresin/glassmatlaminateswithsealedandunsealededges,butnogelcoat.
Figures12to14showvariouseffectsofweatheringonGFRPcomposites.
59
Table12-LowFireHazardCrysticResin/GelcoatSystems

Chemical ResistanceFormouldingswithoptimumchemicalresistancecombinedwithhighstructuralperformance,aresinrichsurfaceisessentialonthefacewhichistobeexposedtothehostileenvironment,andthisshouldbeaccompaniedbyachemicalresistantlaminatingresin.Aresinrichsurfacecanbeachievedbytheuseofagelcoat,orforcontactwithmoreaggressiveenvironments,bymeansofresistantsurfacingveilswhichtakeuplargequantitiesofresin.Themostsuitablelaminatingresinwilldependontheparticularchemicalenvironment,butgenerally,orthophthalicresinshavegoodresistancetoacidicconditions,whilstalkalineconditionsrequiretheimprovedresistanceofisophthalicoriso/NPGsystems.Bisphenolbasedpolyesterresinsexhibithighmechanicalstrengthandexcellentstrengthretentioninmanychemicalenvironmentsattemperaturesupto95ºC.Vinylesterresinsandepoxideresinsarealsowidelyusedinthechemicalcontainmentindustry.Thetypeofsurfacingveiltobeusedwillalsodifferwiththetypeofchemicalinvolved.Polyesterveilsarerecommendedforacidicconditions,whilstpolyacrylonitrileveilsaremoreresistanttoalkalineenvironments.Althoughthechemicalresistanceoffullycuredpolyesterresinsisgenerallygood,thereareotherplasticmaterialswhicharemoreresistanttocertainchemicalenvironments.ThesecanbeusedtoproduceacompositeconstructioninwhichthemechanicalstrengthisprovidedbyaGRPlaminateandthechemicalresistancebyathermoplasticlinersuchasPVCorscrim-backedpolypropylene.AnimportantexampleofthistypeofcompositeconstructionisthefilamentwindingorwrappingofPVCpipeswithglassrovingsandresin,andtanksandpipesforthechemicalindustryarecommonlymadeinthisway.SpecialistCrysticresinshavebeendevelopedforthisapplicationandtheCrysticrangecontainsresinswhicharesuitableforuseinmanychemicalenvironments.Thesearefullydetailedinaseparatepublication‘SafeChemicalContainment‘.
Generalstandardsforthedesign,fabricationanduseofvesselsandtanksinGFRPcompositesarelaiddowninBS4994:1987entitled‘SpecificationforVesselsandTanksinReinforcedPlastics’.(seeAppendix1).AnewEuropeanStandard,prEN13121,iscurrentlybeingdeveloped,andmayeventuallyreplaceBS4994:1987.
Table13-StrengthretentionofFRPcomposite*afterimmersionindistilledwaterat20ºC
60

61
Figure12-EffectofweatheringonthelighttransmissionofGFRPsheetingatvariousresincontents
Figure13-EffectofweatheringontheglossretentionoflowfirehazardGFRPlaminateswithgelcoats
Figure14-EffectofweatheringontheglossretentionofGFRPlaminateswithvarioussurfaces (Orthophthalicresin/glassmat;70%resincontent)
Control(Ortho)
Surfacetissue-resincontent70%Resincontent75%Resincontent70%
Resincontent65%
FRfilledOrtho
HetAcid
Gelcoat
Terylenetissue
Glasstissue
Nogelcoat

QUALITYCONTROL
Quality ControlTheessentialdifferencebetweenFRPcompositesandalmostallotherstructuralmaterialsisthat,whilstthechemicalcompositionandpropertiesofothermaterialse.g.steeloraluminium,aremainlydeterminedbythemanufacturer,withreinforcedplasticsthefabricatordeterminesthesepropertieshimselfi.e.hemakeshisownmaterial.
Qualitycontrolisthereforeextremelyimportantifhighqualitymouldingsaretobeproducedconsistently,economicallyandsafely.Thissectiondealswithaspectsofqualitycontrolfromthestorageofmaterialsthroughthevariousstagesofmouldingproductiontothedeliveryofqualitymouldedparts.
62

63
StorageResins,curingagentsandassociatedsolventsshouldbestoredseparately,incool,dry,wellventilatedplacesawayfromtheworkingarea.
Resinshouldbestoredinthedarkinsuitableclosedcontainers.Itisrecommendedthatthestoragetemperatureshouldbelessthan20ºCwherepractical,butshouldnotexceed30ºC.Ideally,containersshouldbeopenedonlyimmediatelypriortouse,andshouldneverbeleftopen.Wherecontainershavetobestoredoutside,theyshouldbeprotectedfromtheelementstopreventanyingressofwater,orpossibleearlypolymerisationfromtheeffectsofdirectsunlight.Afterseveralmonthsoryearsofstorage,polyesterresinswillsettoarubberygel,evenatnormalambienttemperatures.Thisstoragelifeorshelflifevariesdependingontheresintype,butprovidedthattherecommendationsabovearefollowed,mostCrysticresinswillhaveastoragelifeofatleast3months(forpre-acceleratedresins)or6months(fornon-acceleratedresins).
Organicperoxidecatalystsshouldbesegregatedfromresinsandaccelerators.Containersshouldbestoredinawellventilated,flameproofareaatamaximumtemperatureof20ºC.Bulkstorageshouldideallybeinasecurebrickbuilding,butsmallerquantitiescanbestoredinsuitablemetalcabinets.Containersshouldbeopenedonlyimmediatelypriortouse,andshouldneverbeleftopen.Acceleratorsshouldbestoredinawellventilated,flameproofareaatamaximumtemperatureof20ºC.Containersshouldbeopenedonlyimmediatelypriortouseandshouldneverbeleftopen.
Allstorageareasshouldbekeptcleanandfreefromcombustiblematerialssuchasrags.GoodstandardsofhygieneshouldbeobservedandSMOKING MUST BE PROHIBITED.Anyaccidentalspillagesmustbedealtwithimmediately.
Reinforcementscanbekeptinthemainworkshopaslongastheyarestoredandtailoredawayfromthemouldingarea.Allreinforcementsshouldbestoredintheiroriginalpackaginginawarm,dry,dustfreeenvironment.
Stock ControlAllcontainersandpackagingshouldbeappropriatelymarked,designatedanddocumented.Goodstockcontrolisimportantastheuseofstocksinstrictrotationhelpstoavoidstoragetimeslongerthanthemanufacturerrecommends,thusensuringthatmaterialsarealwaysusedintheiroptimumcondition.
Workshop ConditionsAnybuildingwherecompositemanufacturingiscarriedoutshouldbedry,adequatelyheatedandwellventilated.Ideally,thebuildingshouldbespacious,toallowadequateroomforalloperations,andhaveahighceiling.Thetemperatureofthebuildingshouldbecontrolledbetween15ºCand25ºC,atalltimes,andfluctuationsintemperaturemustbeavoided.Ventilationshouldbegoodbynormalstandards,butdraughtsshouldbeavoided.Doorsandwindowsshouldnot,therefore,beusedforventilationcontrol.
Althoughdiffuseddaylightlightingisthepreferredtype,fluorescentlightingisanacceptablealternativeandismostcommonlyused.Theworkingareashouldbedividedintosectionsasfollows:-
1. Preparation of ReinforcementItisimportanttotailorreinforcingfibresinacool,dryenvironmentawayfromthegeneralmouldingandtrimming/finishingareas.Moistureanddustmustbeavoidedastheymayaffectthemouldingcharacteristicsofthereinforcement,resultinginpoorqualitymouldings.

64
2. Compounding & Mixing of ResinsThecompoundingand/ormixingofresinsisbestkepttoaseparatesectionoftheworkshop,preferablyinthechargeofoneresponsibleperson.Accurateweighingapparatusandalowshearmechanicalmixerarerequired,aswellassuitablecatalystdispensingequipment.Ifacceleratorsandcatalystaretobeadded,separatedispensersmustbeusedascatalystandacceleratorcanreactwithexplosiveviolence.Allmeasuringandmixingshouldberestrictedtothisonearea,whichshouldbekeptascleanaspossibletopreventcontamination.
3. Mould Preparation and MouldingThelayoutoftheworkshopcanbefairlyflexibletoallowfordifferenttypesandsizesofmoulding.Aswithmostotherkindsofmanufacturingoperations,itisbestfortheoperatorstoremaininoneplaceandthemouldstomovefromstationtostationasthemouldingoperationiscompleted,althoughthisisnotalwayspossible.Itisimportanttokeepmouldsawayfromdirectsunlight,asthismaycauseprematuregelationoftheresin.Anyfluorescentlightingshouldbeinstalledasfarabovethemouldsaspossible,asitcanalsoaffectthecureoftheresin.Cleanlinessisimportantforthehealthoftheoperatorsandforpreventingcontaminationofresinandreinforcement.Containersofresin,solvents,etc.mustnotbeleftopen.Anyspillagesshouldbeattendedtoimmediatelyandcontaminatedwastematerialshouldberemovedanddisposedofsafely.TheHealth&SafetyatWorkActhasspecificrequirementsforthecontroloftheworkingatmosphereandinparticular,attentionshouldbepaidtotheconcentrationofstyrenevapourinmouldingshops.Developmentsinresintechnologymeanthatresinswithlowstyreneemissionsandlowstyrenecontents,suchasthoseintheCrysticrange,arenowavailable.Althoughtheseresinssignificantlyreducetheamountofstyreneintheatmosphereduringlaminationandconsolidation,adequateextractionfacilitiesarestillessentialinthisareaoftheworkshop.
4. Trimming and finishingEffectivedustextractionisessentialinthisareaoftheworkshop,andshouldpreferablybeofthedowndraughttype.Agoodstandardofcleanlinessisalsoimportant,topreventcontaminationofpartlycuredmouldings.
Mould CareTheproductionofqualitycompositemouldingswilldependtoagreatextentonthequalityofthemouldsusedfortheirmanufacture.Itisthereforeimportanttoensurethatmouldsareproperlymaintainedthroughouttheirlife.Mouldsshouldbecleanedregularly,particularlywherewaxreleaseagentsareused,asanywaxbuildupmayresultinadullingofthemouldsurface.Thiswillthentransfertothesurfaceofthemoulding,creatingdullareaswhicharedifficult,ifnotimpossible,toremove.Impactingthebacksurfaceofamouldinordertoremoveamouldingisnotrecommendedasitcanresultincrackingofthegelcoatedsurfaceofthemould.Whilstthesecrackswillnotaffectthemouldstructure,theyareunsightlyandwilltransfertothesurfaceofanymouldingstakenfromthemould.Greatcareshouldbetakenwhenrepairinganydamagetomoulds,particularlyinthegelcoatsurface,andrepairsshouldbecarriedoutassoonasispracticalafterthedamageoccurs.Thedevelopmentofmouldre-surfacingproducts,suchasthoseintheCrysticrange,meansthatthelifeofmouldscannowbeextendedevenifthegelcoatisdamagedbeyondrepair.
Resin Usage
The Curing Reaction

65
Differentresintypesexhibitdifferentcurecharacteristics,butwhicheverresintypeisbeingused,itisimportantthattherecommendedcurecycleisfollowed.
Thecureofapolyesterresinwillbeginassoonasasuitablecatalystisadded,butthespeedofcurewilldependontheresinandtheactivityofthecatalyst.Withoutthepresenceofanaccelerator,heatorultravioletradiation,thecatalysedresinwillhaveapotlifeofhoursorsometimesdays.Thisrateofcureistooslowforpracticalpurposes,soforroomtemperatureconditionsanacceleratorisusedtospeedupthereaction.Althoughthesedaysthevastmajorityofresinsarepre-acceleratedbythemanufacturer,someofthemorespecialisedresinsystemsstillrequiretheadditionofanacceleratortofacilitatecure.Inthesecases,thequantityofacceleratoraddedwillcontrolthetimetogelationandtherateofhardening.Formanyoftoday’sprocesses,thelimitedpotlifeofacatalysedresinisimpractical,andintheseinstancesitisadvisabletoaddtheacceleratortotheresinfirst.Theacceleratedresinwillremainusablefordaysorevenweeks,andquantitiescanbecatalysedasandwhenrequired.Thecuringreactionofapolyesterresinisexothermic,andthetemperatureofanunfilledresincastingcanrisetoover150ºC,thoughthistemperaturerisewouldbeconsiderablylessinalaminate.Theresinsandcatalystsavailabletodayhavebeenspeciallydevelopedtodramaticallyreduceexothermtemperatures,enablingmoulderstoproducelargerandthickercompositestructureswithouttheproblemsassociatedwithheatbuildup.Figure15illustratestheexothermcharacteristicsofatypicalpolyesterresin.
Therearethreedistinctphasesinthecuringreactionofapolyesterresin:
1. Geltime.Thisisthetimebetweentheadditionofthecuringagent (catalystoraccelerator/catalyst)andthesettingoftheresintoasoftgel.
2. HardeningTime.Thisisthetimefromthesettingoftheresintothepointwheretheresinishard enoughtoallowamouldingtobereleasedfromitsmould.
3. MaturingTime.Thisisthetimetakenforthemouldingorlaminatetoacquireitsfullhardness, chemicalresistanceandstability,andcanvaryfromhourstodaystoweeksdependingontheresin andthecuringsystemused.Maturingwilltakeplaceatroomtemperature,butpostcuringa mouldingatelevatedtemperatureswillacceleratethisprocess.
Whenpostcuringisused,itisrecommendedthatthemouldingisallowedtomatureatroomtemperatureforaperiodof24hoursbeforeexposuretoelevatedtemperatures.Figure16showsequivalentpostcuretimesandtemperatures.Resinpropertiesareimprovedbypostcuring.Forcriticalapplicationssuchasthoserequiringmaximumheatresistance,postcuringisessential,preferablybyincreasingtemperatureinstagesuptotherequiredoperatingtemperature.
Hot CuringPolyesterresinsareoftenhotmouldedintheformofdoughorsheetmouldingcompounds,orincontinuousprocessessuchaspultrusion(seeProcessessection).However,asimplehotmouldingformulationispossible,usingbenzoylperoxideasthecatalyst.Thesecatalysts,whichnormallycontain50%benzoylperoxide,areavailableinpowderorpasteform,andshouldbeaddedat2%intotheresin.Thecatalystmustbethoroughlydispersedintheresin,andthecatalysedmixwillremainusableforaboutaweekatroomtemperature(18ºCto20ºC).Cureshouldtakeplaceattemperaturesbetween80ºCand140ºC,butformostapplications,120ºCwillbesatisfactory.Theactualmouldingtimewilldependonthebulkorthicknessofthemoulding,thetypeofresinused,andtheheatcapacityofthemoulds.Insufficientheatortimewillresultinanundercured
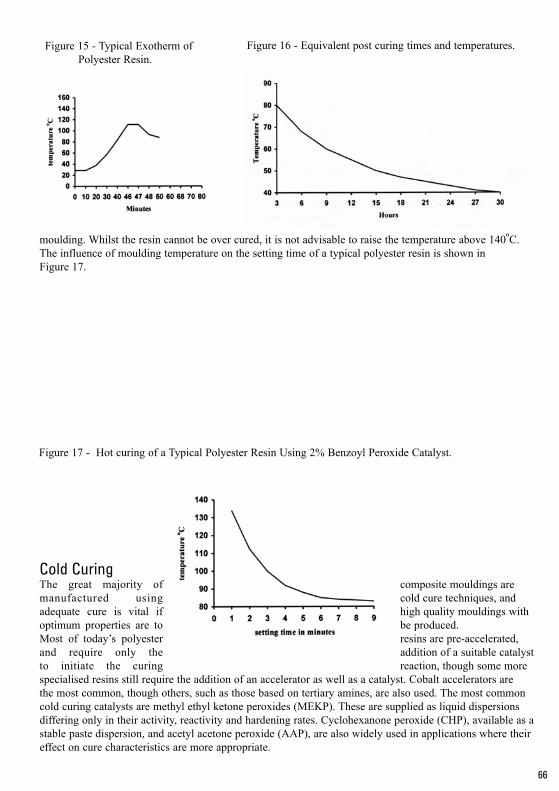
66
moulding.Whilsttheresincannotbeovercured,itisnotadvisabletoraisethetemperatureabove140ºC.TheinfluenceofmouldingtemperatureonthesettingtimeofatypicalpolyesterresinisshowninFigure17.
Cold CuringThe great majority of compositemouldingsaremanufactured using coldcuretechniques,andadequate cure is vital if highqualitymouldingswithoptimum properties are to beproduced.Most of today’s polyester resinsarepre-accelerated,and require only the additionofasuitablecatalystto initiate the curing reaction,thoughsomemorespecialisedresinsstillrequiretheadditionofanacceleratoraswellasacatalyst.Cobaltacceleratorsarethemostcommon,thoughothers,suchasthosebasedontertiaryamines,arealsoused.Themostcommoncoldcuringcatalystsaremethylethylketoneperoxides(MEKP).Thesearesuppliedasliquiddispersionsdifferingonlyintheiractivity,reactivityandhardeningrates.Cyclohexanoneperoxide(CHP),availableasastablepastedispersion,andacetylacetoneperoxide(AAP),arealsowidelyusedinapplicationswheretheireffectoncurecharacteristicsaremoreappropriate.
Figure15-TypicalExothermof PolyesterResin.
Figure16-Equivalentpostcuringtimesandtemperatures.
Figure17-HotcuringofaTypicalPolyesterResinUsing2%BenzoylPeroxideCatalyst.

67
Table14showsthegelationandhardeningcharacteristicsofthemorecommonlyusedcatalysts.Curingshouldnotbecarriedoutattemperatureslowerthan15ºCasthiscanresultinundercure.TheeffectofambienttemperatureonthegeltimeoftypicalorthophthalicpolyesterresinsisshowninFigure18.
Table15illustratestheimportanceofcorrectcatalystchoiceandadditionlevelsbyshowingtheaffectonhardeningrateofvariouscatalysttypesandlevelsinatypicalorthophthalicpolyesterresin.
It is important touseac a t a l y s t appropriatetothe resin and processbeinge m p l o y e d , andamediumr e a c t i v i t y MEKPwillg e n e r a l l y bethemosts u i t a b l e . Whilstthesetend to be the moststablecatalysts,their strength (reactivity)willdecreaseslowlyovertime,thelengthofwhichwilldependonthestorageconditionsmentioned
Table14-Coldcuringcatalysts
Figure18-Effectofambienttemperatureonthegeltimeofatypicalpolyesterresin
Pre-accelerated
Nonaccelerated
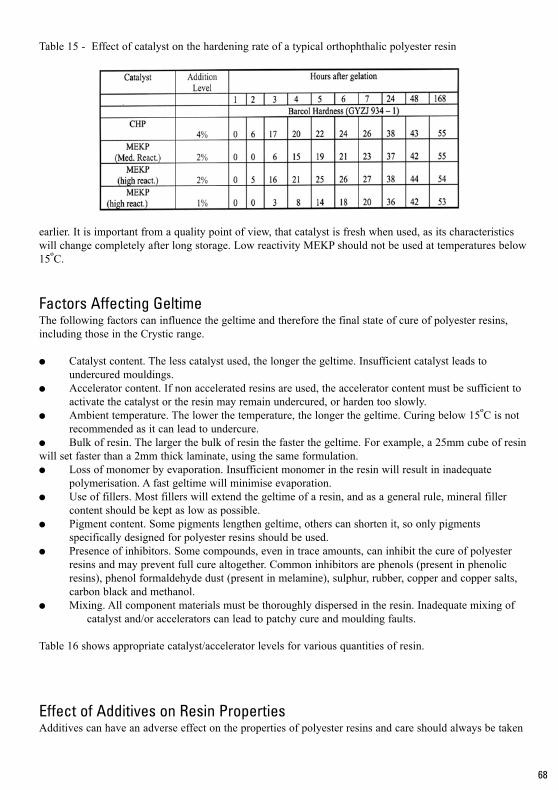
68
earlier.Itisimportantfromaqualitypointofview,thatcatalystisfreshwhenused,asitscharacteristicswillchangecompletelyafterlongstorage.LowreactivityMEKPshouldnotbeusedattemperaturesbelow15ºC.
Factors Affecting GeltimeThefollowingfactorscaninfluencethegeltimeandthereforethefinalstateofcureofpolyesterresins,includingthoseintheCrysticrange.
● Catalystcontent.Thelesscatalystused,thelongerthegeltime.Insufficientcatalystleadsto undercuredmouldings.● Acceleratorcontent.Ifnonacceleratedresinsareused,theacceleratorcontentmustbesufficientto activatethecatalystortheresinmayremainundercured,orhardentooslowly.● Ambienttemperature.Thelowerthetemperature,thelongerthegeltime.Curingbelow15ºCisnot recommendedasitcanleadtoundercure.● Bulkofresin.Thelargerthebulkofresinthefasterthegeltime.Forexample,a25mmcubeofresinwillsetfasterthana2mmthicklaminate,usingthesameformulation.● Lossofmonomerbyevaporation.Insufficientmonomerintheresinwillresultininadequate polymerisation.Afastgeltimewillminimiseevaporation.● Useoffillers.Mostfillerswillextendthegeltimeofaresin,andasageneralrule,mineralfiller contentshouldbekeptaslowaspossible.● Pigmentcontent.Somepigmentslengthengeltime,otherscanshortenit,soonlypigments specificallydesignedforpolyesterresinsshouldbeused.● Presenceofinhibitors.Somecompounds,evenintraceamounts,caninhibitthecureofpolyester resinsandmaypreventfullcurealtogether.Commoninhibitorsarephenols(presentinphenolic resins),phenolformaldehydedust(presentinmelamine),sulphur,rubber,copperandcoppersalts, carbonblackandmethanol.● Mixing.Allcomponentmaterialsmustbethoroughlydispersedintheresin.Inadequatemixingof catalystand/oracceleratorscanleadtopatchycureandmouldingfaults.
Table16showsappropriatecatalyst/acceleratorlevelsforvariousquantitiesofresin.
Effect of Additives on Resin PropertiesAdditivescanhaveanadverseeffectonthepropertiesofpolyesterresinsandcareshouldalwaysbetaken
Table15-Effectofcatalystonthehardeningrateofatypicalorthophthalicpolyesterresin
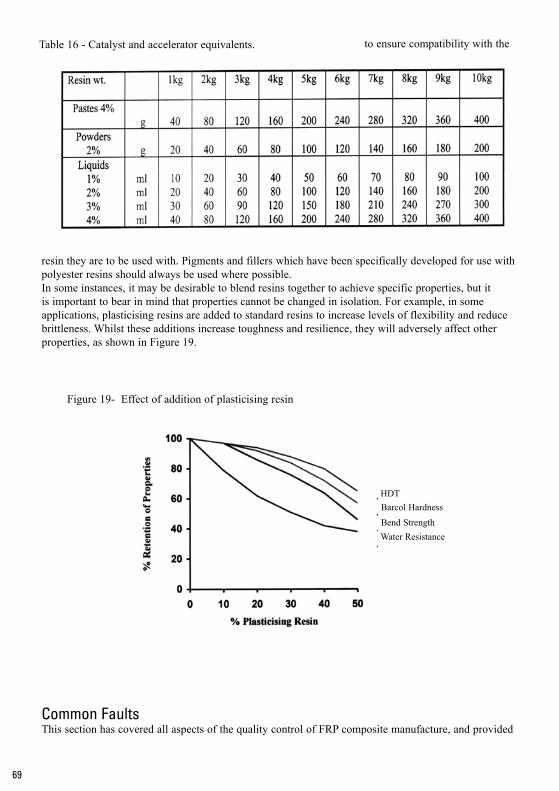
69
toensurecompatibilitywiththe
resintheyaretobeusedwith.Pigmentsandfillerswhichhavebeenspecificallydevelopedforusewithpolyesterresinsshouldalwaysbeusedwherepossible.Insomeinstances,itmaybedesirabletoblendresinstogethertoachievespecificproperties,butitisimportanttobearinmindthatpropertiescannotbechangedinisolation.Forexample,insomeapplications,plasticisingresinsareaddedtostandardresinstoincreaselevelsofflexibilityandreducebrittleness.Whilsttheseadditionsincreasetoughnessandresilience,theywilladverselyaffectotherproperties,asshowninFigure19.
Common FaultsThissectionhascoveredallaspectsofthequalitycontrolofFRPcompositemanufacture,andprovided
Table16-Catalystandacceleratorequivalents.
Figure19-Effectofadditionofplasticisingresin
HDT
BarcolHardness
BendStrength
WaterResistance
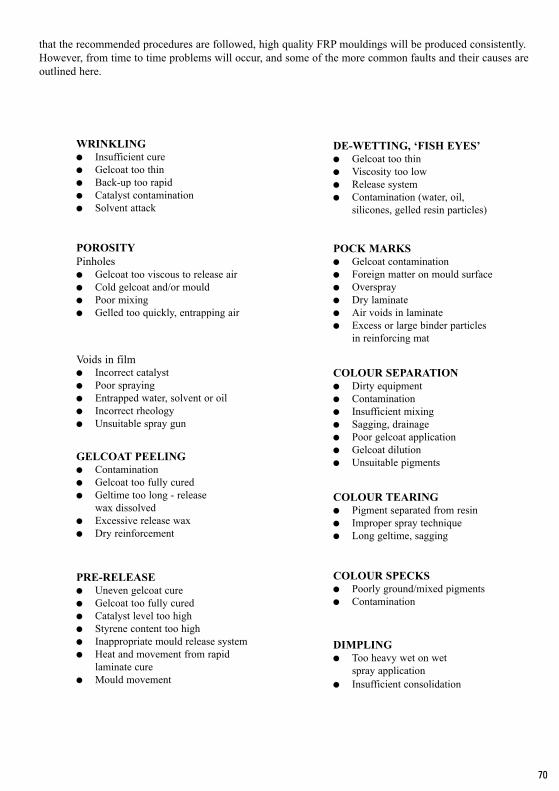
70
thattherecommendedproceduresarefollowed,highqualityFRPmouldingswillbeproducedconsistently.However,fromtimetotimeproblemswilloccur,andsomeofthemorecommonfaultsandtheircausesareoutlinedhere.
GELCOATPEELING● Contamination● Gelcoattoofullycured● Geltimetoolong-release waxdissolved● Excessivereleasewax● Dryreinforcement
PRE-RELEASE ● Unevengelcoatcure● Gelcoattoofullycured● Catalystleveltoohigh● Styrenecontenttoohigh● Inappropriatemouldreleasesystem● Heatandmovementfromrapid laminatecure● Mouldmovement
DE-WETTING,‘FISHEYES’● Gelcoattoothin● Viscositytoolow● Releasesystem● Contamination(water,oil, silicones,gelledresinparticles)
POROSITYPinholes ● Gelcoattooviscoustoreleaseair● Coldgelcoatand/ormould● Poormixing● Gelledtooquickly,entrappingair
Voidsinfilm● Incorrectcatalyst● Poorspraying● Entrappedwater,solventoroil● Incorrectrheology● Unsuitablespraygun
WRINKLING● Insufficientcure● Gelcoattoothin● Back-uptoorapid● Catalystcontamination● Solventattack
POCKMARKS ● Gelcoatcontamination● Foreignmatteronmouldsurface● Overspray● Drylaminate● Airvoidsinlaminate● Excessorlargebinderparticles inreinforcingmat
COLOURSEPARATION● Dirtyequipment● Contamination● Insufficientmixing● Sagging,drainage● Poorgelcoatapplication● Gelcoatdilution● Unsuitablepigments
COLOURTEARING● Pigmentseparatedfromresin● Improperspraytechnique● Longgeltime,sagging
COLOURSPECKS● Poorlyground/mixedpigments● Contamination
DIMPLING ● Tooheavywetonwet sprayapplication● Insufficientconsolidation

71
RepairSome moulding faults can be rectified at the trimming andfinishingstageofproduction.Cracks,dentsandsmallholesinthegelcoatsurfacecanberepairedusing
DULLSURFACEWhenreleased ● Incorrectlyusedwax● Waxbuild-up● Unsuitablereleasewax● Poormouldsurface● Polystyrenebuild-up● Dustonmould● Condensationonmould● WetorroughPVAfilm
Inpatches● Wateronmouldoringelcoat● Unevengelcoat● Poorlymixedcatalyst● Unevenwaxapplication● Undercuredmouldgelcoat
Afterrelease●Insufficientlycuredgelcoat● Undercure● Unsuitableenvironment
CHALKING● Undercure● Surfacegrime● Unsuitablepigment/carrier● Excessivepigment/carrier● Chemicalattack
FIBREPATTERN● Transferredfrommould● Gelcoattoothin● Clothorwovenrovingtoo closetosurface● Highexotherminlaminate.● Insufficientcure,released toosoon
SAGGING● Gelcoattoothick● Geltimetoolong● Temperaturetoohigh● Viscosity/thixotropytoolow● Unsuitablepigmentpaste● Mouldmovement
Parallelcracks● Flexcracking● Gelcoattoothick● Poormouldrelease● Laminatetoothin● Laminatetooflexible
Crazing/smallgroups● Chemical/hotwaterattack● Incompatibleliquid, ‘blowing’inservice
BLISTERSOnrelease ● Airvoids● Unreactedcatalyst● Solventcontamination
Inwater ● Airvoids● Osmoticreaction
SOFTGELCOAT● Undercured● Toomuchfillerorpigment● Unsuitablefillerorpigment● Temperaturetoolowwhen moulded● Temperaturetoohighwhen hardnesstested
‘WATERMARKING’‘ETCHINGONMOULD’
● Areasofthin,double gelcoatingonmould● Twocoloursgelcoatedonmould● Solventattack
Starcracks●Reverseimpact● Gelcoattoothick● Crackpatterntransferred frommould
CRACKING● Poorde-mouldtechnique

72
gelcoatfiller(suchasthatintheCrysticrange),amixtureoflay-upresinandfillerpowderor,wherebetter‘gap-filling’propertiesarerequired,arepairdoughconsistingofresinandchoppedglassfibrestrands.
Repairing Gelcoat Scratches1. Ensurethedamagedareaisclean,dryandfreeofoil,waxorgrease,thentaperoundwithmasking tapetoprotectthesurroundingsurface.2. Mixtherequiredquantityofgelcoatfillerandpigmentpastethoroughly.3. Addtheappropriateamountofhardenerandmixthoroughly.4. Usingawoodenspatula,pressthegelcoatfillerfirmlyintothescratch,fillingproudofthesurface. Removethemaskingtapebeforethefillersets,andleavetocurethoroughlyforatleasttwohours.4. Whencured,rubdownwithwetanddrypaperthenusepolishingcompoundtorestorethesurface gloss.
Filling Dents and CracksCracks,dentsandevensmallholescanberepairedusingmixturesoflay-upresinandfillers.Careshouldbetakentouseafillerappropriatetotheapplication-inboathullsforinstance,glassbubblesshouldbeusedasmostotherfillersabsorbwater.1. Removeanylooseresinandreinforcementandensurethedamagedareaisclean,dryandfreeof grease.2. Mixpigmentedresinwithfillerpowderorglassfibresuntilapasteoftherequiredconsistencyis achieved.3. Addthecorrectamountofhardener(basedonresinweightNOTresin/fillerweight).4. Tapearoundthedamagedareathenfillthedentusingtheresin/fillerorresin/glassfibremix.5. Leavetoharden,thensandusingprogressivelyfinergradesofwetanddrypaper,andusepolishingcompoundtorestoresurfacegloss.
Repairing Laminate DamageWhendamageisnotconfinedtothesurface,resinandreinforcementshouldbelaidup,overlappingtheedgestoensuregoodadhesionoverawidearea.Ifthelaminateisfractured,thefollowingprocedureshouldbeused,toeffectarepair.
1. Removethedamagedareaandchamfertheedgessothattheholeislargeronthegelcoatsidethan onthereverse.2. Abradeandcleanthesurroundingareatoensureadhesion.3. Ifalargesurfaceareaisinvolved,atemporarymouldshouldbebuiltupontheexteriorsurface (seeFigure21).Forsmallerareas,polyesterreleasefilmcanbeusedasamouldingsurface.4. Wheredamageisextensive,themouldingshouldbeplacedinitsoriginalmouldbeforerepairsare carriedout.
Inspection

73
Asstatedearlierinthissection,theessentialdifferencebetweenmetal
andFRPcompositefabrication,isthatwithFRP,thefabricatormakeshisownrawmaterial.HethereforeneedstounderstandthenatureofFRPcompositestructuresaswellastheimportanceofthevariousstagesoffabrication.
Itisextremelyimportant,therefore,thatinspectiontakesplaceateverystageoffabrication.Itisvitaltoeliminateasmanyvariablesaspossibleandtoensureconsistency,bothinmaterialsandfabricationprocesses.
Thevisualinspectionofmouldingsshouldscrutinisethefollowing:-
● Surfaceimperfectionsandgeneralappearance.● Entrapmentofairbubblesinthelaminate.Theuseofnon-pigmentedresinsfacilitatesthis inspection.● Dimensions-assessmentofanyshrinkageordistortion.
Thephysicaltestingoflaminates,i.e.mechanicalandchemicaltesting,canbeaproblemforthefabricator,asitinvolvestheuseofspecialisedtestequipment.Thesetestsare,therefore,normallycarriedoutbyeithertherawmaterialsupplierorindependenttesthouses.Thepropertiesconsideredtobeofmostimportanceare:-
● Ultimatetensilestrength● Tensilemodulus● Flexuralstrength(alsoknownasbendorcrossbreakingstrength)● Modulusinbend● Impactstrength● Shearstrength
Noneofthesepropertiesshouldbeconsideredinisolation.Forinstance,itispossible,byusingahighglasscontent,toproducealaminatewithahightensilestrength.However,suchalaminatewouldbesothinthatitwouldlackrigidity,sowouldbeunsuitableforuse.Minimumthicknessandresintoglassratiosarethereforealsoimportantproperties.
Resin to Glass RatiosResintoglassratiohasmoreaffectonthephysicalpropertiesofafullycuredlaminatethananyothersinglefactor.Asageneralguide,ahighglasscontentwillresultinahighstrengthlaminate,whilstahighresincontentwillproducealaminatewithbetterchemical,waterandweatherresistance.
Figure20-Laminaterepairmethods
Undamagedlaminate
Temporarymouldorreleasefilm
EdgeschamferedDamagedareacutout Damagedarearepaired

74
Theresintoglassratioisfoundbyweighingasmallpieceoflaminate-onecentimetresquarewouldbesufficient-inacrucible,ashingitoverabunsenburner,andre-weighingitonceithascooled.Thisisasimpletestwhichrequireslittleintermsofequipment,butisvaluableintermsofqualitycontrol.
Degree of CureSomevariabilityinpropertiescanbecausedbydifferencesinthedegreeofcureofaresin.Severeundercureinalaminatewillbeobvioussincethelaminatewillbenoticeablysoft,andwillhaveacharacteristicsmellreminiscentofalmonds.Slightundercure,however,isoftenmoredifficulttodetect,andwhilsttheremaybelittleornoaffectonmechanicalproperties,undercuredlaminatesexposedtoweatherwilldeterioraterapidly.
Asurfacehardnesstestisthemostpracticalmethodofassessingdegreeofcureunderworkshopconditions,andthebestinstrumentformeasuringthisisaBarcolImpressor.AlthoughBarcolhardnessisnotanabsolutemeasureofcure,itcanhighlightdifferencesbetweenwellcuredandpoorlycuredlaminates.Fullycured,unfilledcastpolyesterresinsgenerallyexhibitaBarcolhardnessfigurebetween40and50(35to45forgelcoatresins),andaveragereadingsoflessthan25onalaminatewouldsuggestundercure.
Control of VariablesFRPcompositesarenothomogeneousstructures,sothereisthepotentialforaconsiderabledegreeofvariabilityintheirphysicalproperties.Thesevariationscanbekepttoaminimumbycontrollingcertainfactorsduringmanufacture.
● Resincontent.Variationsinresincontentwillleadtovariationsinfinalproperties.Adequate consolidationofthereinforcementwillminimiseresincontentdifferences.● Geltime.Excessivelylonggeltimescanleadtostyrenelossthroughevaporation,andthiscanresult inundercure.● Ambienttemperature.Thisshouldbekeptconstant,ideallyintherange17ºCto23ºC.Draughts shouldbeavoidedasthesecancauseexcessivestyreneloss,leadingtoundercure.● Quantityandmixingofcuringagents.Accurateadditions,andthoroughmixingofcuringagentsis essential,toensureconsistencyofcure.
InvestinginthequalitycontrolmethodsandproceduresoutlinedherewillenabletheconsistentproductionofhighgradeFRPcompositesbotheconomicallyandsafely.

75
MOULD(TOOL)MAKING
The Importance of ToolingTooldesignandproductionmustbegivencarefulconsiderationifhighqualitymouldingsaretobeproduced

76
consistently-anymouldingwillbeonlyasgoodasthemoulditistakenfrom.
ContactMouldingisthemainopenmouldprocess,utilisingeitherhand,sprayorrollersaturationlay-uptechniques.Asdescribedearlier(seeProcessesSection),onlyonemouldisneededforcontactmoulding,andinmostcasesthemould,aswellasthemouldings,willbemanufacturedusingFRPcompositematerials.
ClosedmouldprocessessuchasVI,VacFloandRTMcanalsoutilisecompositetooling,thoughmorecarehastobetakenintoolchoiceanddesign.
Aswithcontactmoulding,VIrequiresonlyonemould,thoughadditionaledgedetailmayberequired.Higherqualitymouldmakingmaterialsmaybeneeded,inordertoaccommodatethehigherexothermtemperaturesoftengeneratedinthickersections.
VacFlomouldsrequiremorecareinconstructionthanthoseforVI,astheyneedtwomatchedmouldswithanaccuratecavity.Flangedetailmustgiveeasy,reliableclosingwhilstmaintainingvacuumintegrity.ThemainadvantageofcompositeVacFlomouldsisthattheyarelightinweight,andcoupledwiththefactthatvacuumprovidestheclosingforce,thismeansthatnoheavypressorrigidframeworkisrequired.
ToolingforRTMcaninvolveconsiderablymoreinvestmentthanthatforVIorVacFlo,asitismoredemandinginitsrequirements.Arigidmouldisessentialtopreventdistortionduringtheinjectionprocess,andtocontroltheaccuracyofthemouldedpart.Themouldmustalsobedurableandabletoresistchemicalandheatattackoveralifeofhundredsorthousandsofmouldings.TherearemanymaterialswhichcanbeusedtomanufactureRTMmoulds.Thematerialchosenwilldependonseveralfactorssuchascomponentshape,numbersoff,cost,productionrate,etc.Table17showsthevariousoptionsandtheiradvantages/limitations.
MouldsforcoldandwarmpressmouldinghavesimilarrequirementstothoseforRTM.Itismostimportantthatthemouldcavityisaccuratelydefined,anddoesnotdistortunderpressure.Compositetooling,mountedontotheplatenofapress,canbeusedintheseprocesses,butmouldsmustberesistanttoheat,anddurableoverlongproductionruns.
Hotpressmouldingisnormallyusedforhighvolumeproductionusing
Table17-MaterialsforRTMtooling
77
materialssuchasSMCorDMC.Highlypolishedmatchedmetaldiesarenormallyusedintheseprocesses,duetothehightemperaturesandpressuresinvolved.Continuousprocessessuchaspultrusionandfilamentwinding,tendnottoutilisecompositetooling.Mostcontinuousprocessesinvolveconsiderableinvestmentintermsofmachineryandequipment,andareusedforconstantproduction.Toolinghastobeaccurate,resistanttoheatandchemicalattackandextremelydurable.Metaltoolingisthereforemostsuitedtotheseprocesses.
Producing Composite Mould ToolsTheselectionofsuitablematerialsandbuildproceduresisvitalforensuringgoodsurfacefinish,stabilityandlongevityofcompositemouldtools.Eachmouldmanufacturerwillhaveapreferredmethodofmouldconstruction.Forinstance,somewillusecoredstructures,otherssolidlaminates;somewillincorporatesteelstiffening,otherswilluseFRPstiffeners.Whatevermethodsareemployed,therearesomebasicprincipleswhichmustbefollowedifahighqualitymouldistobeproduced.
Plug ProductionTheimportanceofplugqualitycannotbeoveremphasised,asitwillultimatelydeterminethequalityofthemouldand,fromthat,thefinalmoulding.
Aplugshouldbeaccuratelymadeanddimensionallystable.Itshouldbesetonafirmfoundation,andnotmoveduntilthemouldiscomplete.Temperatureshouldbecontrolledbetween18ºCand23ºC,humidityshouldbeconstant,andtheplugshouldnotbesubjectedtodirectsunlight.Plugscanbemanufacturedfromavarietyofdisparatematerialsincludingtimber,plywood,MDFandpolyesterfiller,andfluctuationsintemperatureandhumiditywillhaveanadverseeffectondimensionalstability.Itisimportantthattherearenoirregularitiesintheplugsurface,asthesewilltransfertothemouldsurfaceandbedifficulttoremove.Theplugsurfaceshouldbestyreneresistant,andofthesameglosslevelasisrequiredfromthemoulditself.Thedevelopmentofhighbuildpolyestercoatings,suchasthoseintheCrysticrange,allowtherapidsurfacingofplugsconstructedfromavarietyofmaterialssuchaswood,MDForFRP.Thesematerialsaresprayedontotheplugsurfaceafterithasbeenabradedandde-greased.Theyhardenrapidlyandwhencured,canbeeasilysandedtoaverysmoothfinishwhichisthenpolished.Differentglosslevelscanbeachieved,dependingontherequirementsofthemould.
Onceaplugiscomplete,FRPmouldscanbeproducedfromiteasilyandquicklyandawellpreparedplugwillminimiseanyremedialworkrequiredonmouldstakenfromit.
Asuitablereleaseagentshouldbeappliedtotheplugbeforemouldsareproducedfromit.TheCrysticrangecontainsseveraltypesofreleaseagent,fromwaxesthroughtosemi-permanentsystems.Whichevertypeischosen,itisimportanttoapplyitaccordingtotherecommendedprocedure.
Havingcarefullypreparedtheplug,mouldproductioncanbegin,anditisimportantatthisstagetousematerialsandproceduresdesignedandrecommendedforthemanufactureofFRPcompositemoulds.
Mould Making MaterialsScottBader’sCrysticrangecontainsgelcoatsandresinsdevelopedspecificallyfortheproductionofhighqualityFRPmoulds.
Gelcoat

78
Amouldmakinggelcoatneedstoberesilient,heatresistantandsolventresistantwiththeabilitytopolishtoahighgloss.
Itisextremelyimportantthatthegelcoatisappliedcorrectly,ifproblemssuchaswatermarkingordullingofthesurfacearetobeavoided.
Thegelcoat,mouldandworkshopshouldallbeat,orabove,15ºCbeforecuringiscarriedout.AmediumreactivityMEKPcatalystisrecommendedforcuringthegelcoat,atanadditionlevelof2%.
Thegelcoatapplicationshouldbecontrolledatawetfilmthicknessof0.5mm-0.6mm.Thiswillallowforanyrubbingdownwhichmaybenecessaryduringthelifeofthemould.Thingelcoat(i.e.lessthan0.4mm)mayleadtostyreneloss,resultinginundercureandpossiblewatermarkinginservice.
Laminating ResinAreactive,temperatureresistant,orthophthalicpolyesterresinisrecommendedforthebackinglaminate,asthiswillensureastablemouldstructure.Theuseofaresinwithhighreactivitymakesitadvantageoustoaddupto25partsperhundred(20%byweight)ofasuitablefillersuchasacalciummagnesiumcarbonate(dolomite)duringcertainstagesofmouldproduction.Thiswillreduceexothermoncureandalsolessenshrinkage.
AmediumreactivityMEKPcatalystshouldbeusedtocuretheresin,ataminimumadditionlevelof1%.Ifalongerworkingtimeisrequired,alowerreactivitycatalystshouldbeused,ratherthanreducingadditionlevelsbelow1%.
Reinforcements
Choppedstrandglassmatisgenerallythepreferredreinforcementformouldmanufacture.Wherewovenmaterialsareused,greatcaremustbeexcercisedtoensurethatprint-throughdoesnotoccur.Proprietarymaterialsdesignedtopreventorreduceprintthroughareavailable,andtheiruseatasuitablepointinthelaminatecanalleviatetheproblem.
Forstiffnesswithoutexcessiveweight,balsaorfoamcorescanbeincorporatedintothemould.Corematerialscanalsopreventprint-through,particularlywherethesupportingstructureisattachedtothemouldshell.
Workshop ConditionsTheworkshopusedforplugandmouldmanufactureshouldbewellventilatedand,asfaraspossible,controlledattemperaturesbetween18ºCand23ºC,with18ºCbeingtheabsoluteminimum.Temperatureshouldbemonitoredusingamaximum/minimumthermometer.Humidityshouldbeasconstantaspossible,andtheplugshouldbepositionedoutofdirectsunlight.
Allmaterialsshouldbestabilisedatworkshopconditionsbeforeconstructionstarts,andanyfillersshouldbekeptdry.
Mould Construction

79
Mouldconstructionshouldnotberushed.Itisimportanttobuildthemouldinsuchawayastoeliminateexcessivetemperaturebuildupduringlaminating,andtoensurethatthemouldiswellcuredbeforereleasingitfromtheplugandputtingitintoservice.Largemouldsmayrequireextrastiffening,andthiscanbeachievedbyaddingstiffeningribstothereversesideofthemould.Formersareshapedtothecontoursofthemould,placedinpositionandlaminatedoverusingtwoorthreelayersofresinandglass.Thematerialsusedfortheformerscanbesolidtimberormetal,hollowmetalorplasticpiping,foamedplastic,paperrope;infactvirtuallyanymaterialwhichcanbesuitablyshaped.Beforetheribsarebuiltintothemould,thelaminateitselfmustbefullycuredandofadequatethickness,orcontractionoftheresinaroundtheribsmaydistortthelaminateandleaveanimpression(sinkmark)onthemouldsurface.HoldingformersinplacewithadhesivessuchasthoseintheCrestomerrange,caneliminatetheincidenceofsinkmarksprovidedtheadhesiveisappliedcorrectly.(seeFigure21).
Itissometimesnecessarytoproducemouldingsofdeepdraworwithundercuts,whichwouldmake
releasefromaonepiecemoulddifficultorimpossible.Asplitmouldisthereforeessential.Agoodexampleofthisisintheproductionoflargeboathullswherethemouldisgenerallysplitdownthekeelline.TheconstructionofflangesforsplitmouldsisshowninFigure22.
Figure21-ConstructionofReinforcingRibs
Ribappliedtoosoonaftermoulding Ribappliedatcorrecttime
Shrinkage
Glassfibrelaminate
UAAdhesive
Ribformer
Laminate
SurfaceofmouldingGelcoat

80
Flangesmustbeabletowithstandsevere
localisedloadsimposedbynutsandboltsorclamps,andforthisreason,theyshouldbemade50%thickerthanthemouldshell.Itisalsobesttofixmetalplatesalongtheflangessothatfixingscanbemadeevery150mmorso,toholdthetwohalvesofthemouldtogether.Thefollowingisanexampleofabuildsequencewhichhasbeenshowntoproducehighqualitymouldswithaminimumofdistortion:
Day1: Apply1layercleargelcoatand1layerblackgelcoatDay2: Apply1layersurfacetissueusingunfilledresinDay3: Apply1layer300g/m2CSMusingunfilledresinDay4: Apply1layer600g/m2CSMusingfilledresinDay5: Apply1layer600g/m2CSMusingfilledresin.Allowtoexotherm.Apply1layer 600g/m2CSMusingfilledresinDay6: Topreventprintthroughfromanysubsequentcoreorwovenmaterial,apply1layer 450g/m2CSMandallowtoexotherm.Apply1layer2mmnon-wovencorematerial orprint-stopfabricDay7: Apply1layer450g/m2CSM,usingfilledresin
Ifabalsaorfoamcoreistobeincorporatedintothemoulditshouldbeleftatthispointfor7days,atatemperatureof18ºCto23ºC.Thisistoallowthemouldtocuresufficientlybeforeapplyingthecore.
Day14: Degreasethelaminatesurfaceusingcleanacetone.Applyasuitablecorebonding
Figure22-Constructionofflangeforsplitmoulds
Temporarybarrier
Masterpattern
Gelcoat
GelcoatMetalStrip
Continousrovings
Glassfibrelaminate
Glassfibrelaminate
Stage1 Stage2

81
adhesive,andplaceprimedbalsaorpunchedPVCfoamintotheadhesive.Ideally, thecoreshouldbeappliedundervacuum,asitisvitalthatnoairpocketsremainto causelocaldelaminationorblistering. Apply1layer600g/m2CSMusingfilledresin. Allowtoexotherm Apply1layer600g/m2CSMusingfilledresin
Themouldshouldbebuiltuptotherequiredthicknessatarateofnotmorethantwolayers600g/m2
CSMperday,usingfilledresin.Careshouldbetakentoensurethatthefirstlayerhasexothermedfullybeforeapplyingthesecondlayer.
Whereacoreisnotbeingused,themouldshouldbebuiltupunderthesameconstraintsoftwolayers600g/m2CSMperday,asoutlinedabove.
Oncetherequiredthicknessisachieved,themouldshouldbeleftforaminimumof7daysbeforeanybackingstructureisadded.
Tofacilitatefullcure,themouldshouldbepostcuredbeforereleasingitfromtheplug,althoughthiscansometimesbedifficult.Asplugscanbemadefromseveraldisparatematerials,movementandsurfacedistortioncanoccurduringpostcureandthismayleadtoadistortedmould.Curingatevenamodesttemperatureof35ºCto50ºC,however,isadvantageous,asthiswillresultinamouldwithbettertemperatureresistance.Wherepostcuringisimpossible,thecompletedmouldshouldbeleftontheplugforatleasttwoweeksatworkshoptemperature(18ºCto20ºC).
SmallimperfectionsinthesurfaceofnewFRPmouldscanberemovedusingafineabrasivesuchasmetalpolishor600gritwetemerypaper,followedbyafinecuttingcompoundandpolish.
Thecorrectstorageandmaintenanceofamouldisimportantifitistogivelongservice.Anyimperfectionswhichariseduringuseshouldberectifiedimmediately.Whennotinuseamouldshouldbestoredflatonitsbaseandprotectedfromdirtandmoisture.
82
HEALTH,SAFETY&THEENVIRONMENT

83
Health and Safety Anyhazardsassociatedwiththehandlingofcompositematerialscanbereducedtoaminimumifthecorrectprecautionsaretaken.MaterialSafetyDataSheetsareavailableforallthematerialsmentionedinthishandbook,andtheseshouldbereadthoroughlybeforeusingspecificproducts.Generalrecommendationsastothestorageanduseofunsaturatedpolyesterresinsandtheirassociatedmaterialsarecontainedinthissection.
StorageLiquidpolyesterresinsareflammable.MostofthepolyesterresinsintheCrysticrange,forexample,haveaflashpointof32ºCwhentestedinaccordancewithScheduleNo.1oftheHighlyFlammableLiquidsandLiquifiedPetroleumGasesRegulations1972andarethereforesubjecttotheseregulations.
Thestorage(orshelf)lifeofpolyesterresinsisthreemonthsforpre-acceleratedsystems,and6monthsfornon-acceleratedsystems,providedthattheresinisstoredbelow20ºCinunopenedcontainers.Storageathighertemperatureswillconsiderablyreducetheshelflife,aswillstorageinunsuitablecontainerssuchasglass.Tanksusedforbulkstorageofpolyesterresinshouldbeinspectedregularlyandcheckedforcontaminants.Theformationofpolystyrenecanbereducedbytheuseofawideborevent(greaterthan40mm)inthetank.Theventpipeshouldbeaccessibleandasstraightasispractical.
Acceleratorsandmonomerssuchasstyrenearealsoflammable,withflashpointsbelow32ºC,andhaveashelflifeofabout3monthsat20ºCinsuitableclosedcontainers.
Mostcatalystsareorganicperoxidesandpresentapossiblefirehazard.Theyshouldbestoredinaseparateareainacool,wellventilated,fireresistantcompartment.Usersareadvisedtoinformtheirlocalchieffireofficerofthepresenceoforganicperoxidesontheirpremises.
UseMostpolyesterresinscontainmonomericstyrene.Styreneisaneffectivegreasesolvent,socancausedryingof,andirritationto,theskin.Imperviousglovesshouldthereforebewornwhenhandlingthesematerials.Anyresinwhichdoescomeintocontactwiththeskinshouldberemovedusingaproprietaryresinremovingcream.AcetoneorothersolventsshouldNOTbeusedforthispurpose.Takingthesesimpleprecautionswillminimiseanyriskofskinirritationordermatitis.Insufficientconcentration,styrenevapourisirritatingtotheeyesandrespiratorypassages.Workshops,therefore,mustbewellventilated(seeQualityControlSection).Whenresinissprayed,afreshairmaskshouldbeworntoprotectthemouthandnose.Thisalsoappliestotrimmingoperationswhenresin/glassdustcancauseirritation.
Catalystsareextremelyirritatingtotheskinandcancauseburnsifnotwashedoffimmediatelywithcopiousamountsofwarmwater.Particularcaremustbetaken,whenusingliquidperoxidecatalysts,toavoidsplashing,spilling,orcontactwiththeeyes.Protectivesafetyglassesorgogglesshouldbewornasaprecautionwhenhandlingthesematerials.Iforganicperoxidesdocomeintocontactwiththeeyes,theycancauseseriousinjuryifnottreatedimmediately.Theaffectedeyeshouldbewashedwithcopiousamountsofcleanwaterforatleast15minutes.Undernocircumstancesmusttheeyebetreatedwithoilysolutions,asthesewillaggravatetheinjury.InallcasesaDoctorshouldbeconsultedassoonaspossible.
Combustiblematerialssuchasclothsorpaper,whichhavebeencontaminatedwithcatalyst,canignitespontaneouslyandshouldnotbeleftlyingintheopen.Aclosedmetalbinshouldbeprovidedforsuchwaste,anditscontentsshouldbesafelydisposedof,daily.Resins,curingagentsandmostcleaningsolventsareflammableandmustbekeptawayfromnakedflames

84
orothersourcesofignition.
Iftheprecautionsdiscussedinthissectionarefollowed,andaregimeofgoodhousekeepingadopted,polyesterresinsandtheirassociatedproductscanbeusedsafely,andtobesteffect.
TheEnvironmentMuchworkhasbeencarriedoutoverthepasttwentyyearsorso,tominimisetheeffectwhichmaterialssuchasthoseusedintheproductionofcomposites,haveontheenvironment.
Thedevelopmentofresinswithlowstyreneemissionpropertieswasanearlystepinthisprocess.Theseresinsystemshavereducedthelevelsofstyrenetowhichoperators,theworkplaceandtheenvironmentareexposed.
PolyesterresinswithalowerstyrenecontentarenowavailablefromtheCrysticrange,andthesehavereducedevenfurthertheemissionofstyrenefumestotheatmosphere.
Theseresinsystems,coupledwithnewprocessingtechniqueshavemadeitpossiblefortoday’scompositesindustrytoproducehighqualitycompositeproductswhilstvirtuallyeliminatingpollutingemissions.
Extensiveresearchanddevelopmenteffortisbeingcommittedtominimisingtheimpactthatthecompositesindustryofthe21stCenturywillhaveontheenvironment.
Bibliography Appendix1

Thefollowingpublicationsarerecommended:
ALLEN,H.G.,AnalysisandDesignofStructuralSandwichPanels,PergamonPress(1969)AMERICANBUREAUOFSHIPPING,RulesforBuildingandClassingReinforcedPlasticVessels(1979)BOENIG,H.V.,UnsaturatedPolyesters,StructureandProperties,Elsevier(1964)BRITISHMARINEINDUSTRIESFEDERATION,ConstructionofSmallCraft,CodeofRecommendedPractices,(2ndEdition,1974)BRUINS,P.F.,UnsaturatedPolyesterTechnology,GordonandBreachSciencePublishers(1976)HANCOX,N.L.,&MEYER,R.M.,DesignDataforReinforcedPlastics,Chapman&Hall(1994)ISBN0412493209HARRIS,B.,EngineeringCompositeMaterials,TheInstituteofMetals(1986)ISBN0901462284HOLISTER,G.S.&THOMAS,C,F,.FibreReinforcedMaterials,Elsevier(1966)HOLLAWAY,L,.PolymerCompositesforCivil&StructuralEngineering,KluwerAcademicPublishers(1993)HOLLAWAY,L(Ed.),BPFHandbookofPolymerCompositesforEngineers,WoodheadPublishing(1994)HOLLAWAY,L.,TheUseofPlasticsforLoadBearingandInfilPanels,(1974)HULL,D.,AnIntroductiontoCompositeMaterials,CambridgeUniversityPress(1981)ISBN0521283922INSTITUTEOFMECHANICALENGINEERS,DesigningwithFibreReinforcedMaterials,MechanicalEngineeringPublications(1977)JOHNSON,A.F.,(Ed.),EngineeringDesignPropertiesofGRP,NationalPhysicalLaboratory/BritishPlasticsFederation(1978)JONES,F.R.,(Ed.),HandbookofPolymerFiberComposites,Longman(1994)JONES,R.M.,MechanicsofCompositeMaterials,McGrawHill(1975)KATZ,H.&MILEWSKI,J.(Eds.),HandbookofFillersandReinforcementsforPlastics,VanNostrandReinhold(1978)LLOYD’SREGISTEROFSHIPPING,RulesandRegulationsfortheClassificationofYachtsandSmallCraft,Part21978LOCKETT,F.J.,EngineeringDesignBasisforPlasticsProducts,HerMajesty’sStationeryOffice(London1982)MALLINSON,J.H.,CorrosionResistantPlasticsCompositesinChemicalPlantDesign,MarcelDekker(1988)ISBN0824776879OLEESKY,S.S.,SHOOK,G.D.,MEYER,L.S.&MOHR,J.G.,SPIHandbookofTechnologyandEngineeringofReinforcedPlastics/Composites,(1973)PÁL,G.,&MACSKÁSY,H.,Plastics.TheirBehaviourinFires,Elsevier(1991)ISBN044987665PARKYN,B.(Ed.),GlassReinforcedPlastics,Butterworth(1970)PLANTEMA,F.J.,SandwichConstruction.TheBendingandBucklingofSandwichBeams,PlatesandShells,JohnWileyandSonsInc.(1966)POTTER,K.,ResinTransferMoulding,Chapman&Hall(1997)QUINN,J.,CompositesDesignManual,JamesQuinnAssociatesRICHARDSON,M.O.W.,PolymerEngineeringComposites,AppliedSciencePublishers(1977)RUDD,C.D.,etal,LiquidMouldingTechnologies,AppliedSciencePublishers(1997)SCOTT,R.J.,FiberglassBoatDesignandConstruction,SocietyofNavalArchitects&MarineEngineers(1996)SEYMOUR,R.B.,ReinforcedPlastics,PropertiesandApplications,ASMInternational/AmericanTechnicalPublishers(1991)SMITH,C.S.,DesignofMarineStructuresinCompositeMaterials,ElsevierAppliedScience(1990)ISBN1851664165
International System of Units Appendix2TheInternationalSystemofUnits(SI),wasintroducedin1960,bytheGeneralConferenceofWeightsand
85

86
Measures.Thesystemconsistsofbaseunits,derivedunitsandSIprefixes,andisnowusedallovertheWorld.
SIBaseUnitsQuantity Name Symbollength metre mmass kilogram kgtime second selectricalcurrent ampere Athermodynamictemperature kelvin Kamountofsubstance mole molluminousintensity candela cdspecificheat joulesperkilogramkelvin J/kgKthermalconductivity wattspermetrekelvin W/mKthermaltransmittance wattspersquaremetrekelvin W/m2Ktemperature degreekelvin Kviscosity(dynamic) pascalsecond Pas(=10poise)
RelevantSIderivedunitsvelocity metrespersecond m/sfrequency hertz Hzforce Newton Nstress,pressure pascal,bar Pa,bar(=105Pa)energy joule Jpower watt Wimpactstrength joulespersquaremetre J/m2
StandardPrefixesPrefix Symbol Factortera T 10
12
giga G 109
mega M 106
kilo k 103
hecto h 102
deca da 101
deci d 10-1
centi c 10-2
milli m 10-3
micro µ 10-6
nano n 10-9
pico p 10-12
femto f 10-15
atto a 10-18
Scott Bader Product RangeResins, Reinforcements and Related Products

87

88

89
Crystic polyester resinsCrysticgelcoatsCrysticepoxyresinsCrysticepoxycuringagentsCrysticpigmentpastesCrestomerurethaneacrylateresinsCrestomerurethaneacrylateadhesivesWestepoxysystemsWest&Seniorpigmentpastes
ScottBadersupplyacomprehensivebrandedrangeofancillaryproducts
ReinforcementsGlassfibrechoppedstrandmats,rovingsandsurfacingtissues
ChomaratWovenrovingRovimatglassfibrewovenroving/choppedglassdepositcombinationAramatKevlar/glassfibrehybridcombinationproducts.Kevlarfabricandcarbonfibrefabric.Diagonapmulti-axialreinforcements.Rovicorereinforcementforclosedmouldprocesses.Matlinenon-wovencorematerial
C.S.InterglasGlassfibrefabrics
CoreMaterialsAirexPVCfoamsheet.HerexScrimandMiniScrim.Linearfoam.Fireretardant(polyetherimide)foam.
Polyurethanefoam2partpolyurethanefoam..Polyurethanefoamsheet.
RelatedProductsScottBaderandAkzoNobelcatalystsScottBaderandAkzoNobelacceleratorsAralditeadhesivesFrekote)Mirrorglaze)ReleaseAgentsPolywax)Sikaflexadhesive/sealantSwedtoollaminatingrollers
Ourextensiverangeiscontinuouslyupdatedtomeetthedemandsofthecompositesindustry.
90
HEAD OFFICEScott Bader Company LimitedWollastonEnglandTel: +44 1933 663100Fax: +44 1933 666139email: [email protected]
Scott Bader SAAmiensFranceTel: +33 3 22 66 27 66Fax: +33 3 22 66 27 80email: [email protected]
Scott Bader IbericaBarcelonaSpainTel: +34 93 553 1162 Fax: +34 93 553 1163 email: [email protected]
Scott Bader GermanyZur Drehscheibe 5D - 92637 WeidenGermanyTel: +49 961 401 84474 Fax: +49 961 401 84476email: [email protected]
Scott Bader IrelandDublinIreland Tel: +353 1801 5660Fax: +353 1801 5657 email: [email protected]
Scott Bader Scandinavia ABFalkenbergSweden Tel: +46 346 10100Fax: +46 346 59226 email: [email protected]
Scott Bader Eastern EuropeLiberecCzech RepublicTel: +420 48 5228 344/5111 255Fax: +420 48 5228 345/5111 254email: [email protected]
Scott Bader d.o.o.10 000 ZagrebZitnjak BBCroatiaTel: +385 1 240 6440Fax: +385 1 240 4573email: [email protected]
Scott Bader Composites Europe
Scott Bader Group Companies
Scott Bader IncStow, OHUSATel: +1 330 920 4410Fax: +1 330 920 4415email: [email protected]
Scott Bader (Pty) LimitedHammarsdaleRepublic of South AfricaTel: +27 31 736 8500Fax: +27 31 736 8511email: [email protected]
Scott Bader Middle East LimitedJebel AliDubaiTel: +971 488 35025Fax: +971 488 35319email: [email protected]
Scott Bader L.L.C.P O Box 261970Dubai Investment ParkDubaiTel: +971 488 53121Fax: +971 488 32030email: [email protected]
Scott Bader Asia PacificShanghai 200042ChinaTel: +86 (21) 52987778 / +86 (21) 52988887 Fax: +86 (21) 52988889email: [email protected]

Index
ASTM 56, 58Abrasive 81Accelerator(s) 13, 14, 63 - 68, 83Acetone 81, 83Acrylic (methacrylate) adhesive 19Additives 69Addresses 90Adhesion 19Adhesive 19, 79, 81Aggregate 38Air bubbles 23, 73Aircraft 19Airex 89Airless 25, 26Alkali 40Alkaline 60Alumina trihydrate 15, 37, 38Aluminium 15, 18, 37, 39, 40, 47, 52, 76 Amine(s) 8, 14Anhydrides 8Applications 35 - 43Atomisation 25, 26 Automotive 32
Balsa wood 18Barcol hardness 68, 74Base coat 37Bend strength 61Benzene 10Benzoyl peroxide 13, 14, 66Bibliography 85Bi-directional (fibres) 11Binder 23, 31, 70Bisphenol A - diglycydyl ether 7, 8Blistering 23, 26, 42, 81Boat(s) 42Body filler 36Bonding 19British Standard(s) 40, 53 - 56Brush 22 - 24Building 43, 53 54, 58Building Regulations 55Bulk moulding compound 31Bunsen burner 74Buttons 36Butyl perbenzoate 14
Calcium carbonate 15, 31, 37, 38Carbon 53Carbon black 68Carbon fibre 11, 12, 45, 47, 52
Casting 36 - 38Catalyst 13, 14, 63 - 71, 83Catalyst injection 26Cellophane 17 Cellulose 4Cement 38, 56Centrifugal moulding 34Chemical containment 39 - 41Chemical resistance 60, 61Chemical tanks 8, 40Chopped strand mat(CSM) 11, 47-50, 78, 80, 81Cladding 38, 39, 43
Clay 20Cleanliness 64Closed mould 27 - 30, 58, 67, 76Cobalt 14, 39, 67Coefficient 45, 52Cold press moulding 13, 30Combination materials 12Compound(s) 10, 14, 19, 20, 36, 53, 68 Compressive strength 12, 46Concrete 8, 38Contact moulding 22 - 27, 58, 76Contaminated waste 64Continuous process 32 - 34, 66, 77Continuous rovings 11, 32, 33, 80Control 22, 23, 26, 74Copper 68Core materials 17, 18, 49Cost 41, 58, 76Cracking 71Crazing 71Creep 47Crestomer 9, 19Crosslinking 6, 8Cure 13, 14, 65-68, 70-74 Curing 13, 14, 65 - 68Cycle time(s) 30 - 32Cyclohexanone peroxide 13, 67Cylindrical 33
DCPD 6, 7Degree of cure 74Delamination 81Density 87Derived factors 87Dermatitis 83Design 45, 47, 51, 56De-wetting 70

Gas emission 53Gelation 65 - 68Gelcoat 22, 59, 70 - 72, 78Geltime 65 - 68, 70, 71, 74Glass cloth 47Glass content 23, 46, 73Glass fibre 11, 12, 45 - 47Glass mat 23, 34, 47, 60, 78Glass rovings 24, 60Glass transition temperature 51Glaze 20, 37Gloss retention 61Glycols 10Goggles 83Gravity fed 25, 26Green stage 23GRP 4, 40, 47, 52
Hand lay-up 13, 22-24, 26Hardening 13, 65, 67, 68Hardness 65, 68, 71, 74, 76Hazards 83Health and safety 64Heat deflection temperature 49, 51Honeycomb core 18, 48Hot curing 66Hot press moulding 14, 31, 77Hybrid resins 9 Hybrid reinforcements 12, 46HVLP spray 25
Immersion 60, 61Impact strength 47, 73, 86Impregnation 23Inhibitors 68Injection 29, 76Inserts 23, 24Inspection 73Insulation 32, 43International Maritime Organisation 57Intumescent flowcoat 59Isophthalic gelcoat 42, 60Isophthalic resin 31
Joints 24
L.O.I. test 54Lifeboat 42Light transmission 61
Limestone 39
Dispenser(s) 64Domes 58Dough moulding compounds 31Dow Hydrolysis method 7Drainage 70Ductility 47Ducting 32
Dust 64, 71,83
‘E’ glass 11, 12, 31-34, 40,45Ease of ignition 53, 55Elastic modulus 11,12Electrical 51, 52Elongation 45 - 50Embedding 37Encapsulating 37Engineered 4Environmental 27, 59Epiradiateur 56Epoxy phenol novolac 7, 8Epoxy resins 7, 8,19Ethylene 10Exotherm 4, 65, 66, 71, 78-81 Expansion coefficient 45Extraction 9
Fabric 11, 12Fabricator 13, 16, 46, 63, 73Fatigue 47Faults 68, 70, 71Fibreglass 4Fibre pattern 71Filament 11, 12, 50Filament winding 33Fillers 14, 15, 31, 32, 69Finishing 27, 64Fire penetration 53, 54Fire performance 53 - 57, 60Fire properties 15, 53 - 58Fish eyes 70Flammable liquids 83Flammability 57Flange(s) 27, 76, 79, 80
Flexible mould making 20Flexural 42Flexural modulus 47Flexural strength 47, 60, 73Flooring 37Foam 17, 18Formers 23, 24, 79FRP 4, 39-42, 61, 63, 73, 74

Low flammability 57Low pressure moulding compound 32Low profile 31Low styrene content 64, 84Low styrene emission 64, 84
Maleic anhydride 6, 7, 10Mandrel 33, 34Marble 15, 37, 38Marble flour 37Mask 83Masking 72Matched performance 42Maturing time 65Mechanical properties 45-48, 60, 74MEK Peroxide 13, 22, 67, 68, 78Metal powders 15Methanol 68Microns 11Microspheres 15Mild steel 52Mixing 64, 68, 70, 74Modular construction 43Modulus in bend 73Molecular chains 6, 7Monomeric styrene 10, 83Mould 20, 22-32, 64, 76-81 Mould making 20, 76-81
Nature of reinforced plastics 4Non-woven cores 18Nylon 39
Oil 4, 6, 51, 70, 72Organic peroxides 13, 83Painting 32Pearl essence 36Permittivity 52Petroleum 10Phenol formaldehyde 9, 68Phenolic resins 9Phthalic anhydride 6, 10Pigment 16, 68, 70, 71Pigment paste 16, 71, 72Pinholes 70Pipe lining 41Pipes 33, 34, 41, 60Plaster 20Plastics 3, 4Polishing 20Polyamide 8, 32 Polyaramid 11, 12, 45-47, 50-52Polyester film 17, 34
Polyester marble 38Polyester resins 6, 7, 19, 36-38, 45, 65-69Polyetherimide foam 18Polyethylene 4, 32Polymerisation 6, 7, 63, 68Polymers 4Polypropylene 15, 33, 60Polystyrene 71, 83Polyurethane 19, 36, 37Polyurethane foam 17Polyvinyl alcohol 16Post curing 27, 65, 66, 81Potting 37Pot life 65Power factor 52Pre-accelerated 13, 65, 83Precautions 83Preface 3Press moulding 30Pressure 25, 30-32, 86Pressure pot 24, 26Primer(s) 27, 37Problems 70, 71Process vessels 33Profiles 32, 33Properties 6, 44-61, 73, 74Propylene 10Protein 4Pultrusion 14, 17, 32, 33Pulwinding 33PVA film 71PVC 4, 33, 60PVC foam 18, 81
Quality control 6, 62-74
Random (fibres) 11, 46, 47, 52Rapid cure 8, 14, 36, 39Rapid hardening 67Reaction 7, 8Reactivity 13, 67, 68, 78Refractive index 34Regional Centres 90Reinforced plastics 3, 4Reinforcing materials 11, 12Release 26, 27, 70, 71, 79Release agent(s) 16, 17Repair 72, 73Resin concrete 38Resin content 61, 74Resin to glass ratio 23, 46, 73, 74Resin matrix 46, 47, 49, 51, 52

Resin transfer moulding 29, 30Ribs 23, 48, 79Rigidity 32, 42, 45, 48, 49Rock anchors 39Rod stock 32, 36Rollers 23Roller/saturator 26Roof domes 58Roof sheeting 54, 61Rovings 11, 24, 31-34, 60Rubber 19, 20, 68
Safety glasses 83Sandwich construction 42, 48, 49Setting time 66Shear strength 47Sheeting 34, 54, 58, 61Sheet moulding compounds 32Shelf life 83Shrinkage 14, 15, 18, 73, 78, 79Silica 15, 39Simulated marble 38Simulated onyx 38Siphon 25, 26SI Units 86Synthetic slate 38Smoke obscuration 53Solid surface 38Speciality materials 12Specific gravity 45, 47Specific heat 52, 86Specific modulus 12, 40Specific strength 12, 40Split mould 27, 79, 80Spray equipment 25, 26Spray lay-up 24Standard prefixes 86Steel 33, 39-41, 47, 52, 76, 77Stiffness 47, 48, 78Stock control 63Storage 7, 63, 81
Strands 31, 72Strength retention 60, 61Stress 47, 86Structural materials 4, 63Styrene 6, 8, 10, 83, 84Styrene acrylonitrile foam 18Sulphur 68Surface spread of flame 53, 55Surface tissue 11, 24, 40, 80Synthetic resins 4
Talc 15, 37Tanks 33, 52, 60, 83Techniques 22-25, 30, 31, 76Temperature resistance 51, 81Tensile modulus 45-47, 50, 73Tensile strength 45-47, 50, 73Thermal conductivity 52, 86Thermal expansion 45, 52Thermal transmittance 86Thermoplastic 15, 33, 40, 60Thermoset 6-9, 19Thickness 22, 23, 45-49, 73, 78, 81Thixotropy 15, 71Tooling 27-30, 76-81Tools 27-30, 76-81Topcoat 37Translucent 15, 37, 38, 58Trimming 27, 64, 72, 83
Underwriters Laboratory 56Ultimate tensile strength 11, 73Ultra violet radiation 65Uni-directional (fibres) 11, 50, 52Un-reinforced resin 34, 36-39, 45Unsaturated polyester 6-10, 38, 39, 53, 83
Vacflo 29, 76Vacuum 28-30Vacuum infusion (VI) 28Variables 73, 74Vehicle bodies 36, 43Ventilation 9, 64Vinyl ester resins 8, 41, 60Viscosity 7, 16, 24, 28, 70, 71, 86Voids 70, 71Voltage breakdown 52Volume resistivity 52
Water absorption 18Water resistance 32, 60Wax 16, 17, 20, 70, 71Weathering 60, 61Wood 8, 77Workshop conditions 63, 78Woven roving 11, 12, 23, 71Wrinkling 22, 70
Xylene 10

Scott Bader Company LimitedWollaston, Wellingborough, Northamptonshire NN29 7RL
Copyright Scott Bader Company Limited. December 2005
Scott Bader Group of Companies
Solutions for Composite Applications
www.scottbader.com
CR
YS
TI
C
CO
MP
OS
IT
ES
H
AN
DB
OO
K
Recommended Retail Price : £ 7.50 - Euro 20
Scott Bader Company LtdEnglandTel : +44 1933 663100Email : [email protected]
Scott Bader SAFranceTel : +33 3 22 66 27 66Email: [email protected]
Scott Bader Middle East LtdDubai UAETel : +971 4835025Email: [email protected]
Scott Bader Scandinavia ABSwedenTel : +46 346 10100Email: [email protected]
Scott Bader (Pty) LtdRepublic of South AfricaTel : +27 31 765 4999Email: [email protected]
Scott Bader Ibérica S.L. Spain
Tel: +34 93 805 0508 Fax: +34 93 805 1942
Scott Bader Eastern EuropeCzech RepublicTel : +420 5228 344Email: [email protected]
Scott Bader IncUSATel : +1 330 650 5000 Email: [email protected]