Cryogenic Guidelines

of 31
Transcript of Cryogenic Guidelines
-
8/13/2019 Cryogenic Guidelines
1/31
-
8/13/2019 Cryogenic Guidelines
2/31
3
Table of Contents
1.0 Introduction
2.0 Refrigeration ..
2.1 Refrigeration Selection .
2.2 Refrigeration Capacity Determination
2.3 Estimating Thermal Load Due to Conduction
2.4 Estimating Thermal Load Due to Radiation
2.5 Estimating Thermal Load Due to Convection
2.6 Refrigerator Load Curve .
3.0 Dewar Chamber Construction
3.1 Circular End Plates .
.2 Seals .
3.3 0-rings .
3.4 Vacuum Grease
3.5 Roughing Valves ........
3.6 Charcoal Adsorber Traps
3.7 Charcoal Adsorber Construction and Installation
3.8 Materials for Dewar Construction
3.9 Materials for Radiation Shield
3.10 Vacuum Windows
4.0 Flex Lines
5.0 Helium Line Fittings
6.0 Compressor Selection and Maintenance
7.0 Cleaning Procedures - Vacuum Dewar
7.1 Cleaning Procedures - Refrigerator/Compressors
References
Appendix 1
Appendix 2
Table 1, Mean Time Between Failures and Refrigeration
Table 2, Design Chart for 0-ring Face Seal Glands .
Table 3, Compressor CapacitiesTable 4, Suggested Dewar Components
Figure 1, Balzer Refrigerator Load Map
Figure 2, Thermal Conductivity of Type 347 Stainless Steel
Figure 3, Cylindrical Shell Collapsing Pressure Correction Factors
Capacity
3
4
5
6
6
8
9
10
10
11
1212
13
13
14
16
17
18
19
2 0
2 0
2 1
22
23
2 4
2 5
2 6
4
2 7
2 12 8
2 9
30
31
2
-
8/13/2019 Cryogenic Guidelines
3/31
1.0 Introduction
The first elements in the signal path of a radio telescope contribute the
greatest amount to the system noise temperature, and for this reason radio
astronomy receivers are generally operated at cryogenic temperatures. In
order to reach cryogenic temperatures, a vacuum chamber (Dewar) containing the
receiver is evacuated to a very high vacuum, and a closed-cycle refrigerator
is used to remove the heat. Thus, the cryogenic system is a crucial element
governing a receiver's performance. When designing cryogenic systems, the
designer is faced with conflicting requirements which require careful analysis
to achieve optimum results.
Among the most important considerations are the performance of the
refrigerator, i.e., temperature reached and maintained, and the degree of
vacuum achieved. Because vacuum levels are improved with the condensation of
gases at the lower temperatures, and the convection loading is reduced with
better vacuum, the vacuum and the refrigeration are interdependent and neither
can be compromised. The cryogenic systems at NRAO often operate in the
transition realm between ultra-high vacuum,
-
8/13/2019 Cryogenic Guidelines
4/31
aid the designer in quantifying design parameters, improving the reliability
and functionality by standardization, and documenting proper maintenance and
cleaning procedures of cryogenic systems.
2.0 Refrigeration
In the past, at Green Bank, most of the cryogenically-cooled receivers were
used for relatively short terms, i.e., over periods of a few days to several
weeks. Except for those receivers at the interferometer, the receivers were
not required to operate continuously for periods over one year. However, with
the advent of the GBT, receivers will be expected to run continuously for
periods limited only by the mean time between failure (MTBF) of the
refrigerators or for routine scheduled maintenance. Documentation from the
manufacturer, the VLA site, and records here at Green Bank, show the MTBF for
the different refrigerators to be as shown in Table 1. It is expected that a
receiver remain cold for the length of the MTBF associated with the
refrigerator being used, or for the normal scheduled maintenance period, which
is typically one year.
TABLE 1 .
Mean Time Between Failures and Refrigeration Capacity
REFRIGERATORMTBF CAPACITY, WATTS
MANUFACTURER VLA GREEN BANK 1ST STAGE 2ND STAGE
MODEL 22 CTI 18,400 28 ,100 6.5 W @70K 0.8 W @15K
MODEL 350 CTI 123,650 N/A 16 W @70K 2.5 W @15K
MODEL 1020 CTI 110,750 N/A 38 W @70K 7 W g15K
UCH-130 LEYBOLD N/A 105 W @70K 11 W @151. VLA Memo, March 1996, "MTTF Report on VLA and VLBA Cryogenic Refrigerators"2. VLBA Memo 89, "CTI Model 22 Test Chronology"
4
-
8/13/2019 Cryogenic Guidelines
5/31
2.1 Refrigerator Selection
Closed-cycle cryogenic refrigeration systems have been used at NRAO since the
late 1960's. There are several companies manufacturing cryogenic
refrigerators, but NRAO has purchased systems from only three of them:
Cryogenic Technology Inc. (CTI), Waltham, NA; Leybold Cryogenic North America
(formerly Balzers), Hudson, NH; and APD Cryogenics, Allentown, PA. Most of
the refrigerators purchased in the past have been from CTI. However, more
recently the Green Bank and Tucson sites have made purchases from Leybold
Cryogenics. In general, the systems purchased from these two companies have
performed reliably, with the exception of CTI's Model 22. On the other hand,
the third company, APD Cryogenics, supplied refri g erators to the VLA many
years ago; these proved to be unreliable and were replaced with CTI
refrigerators. A representative from APD visited Green Bank recently and said
that the problem they had with their systems was due to the compressors and
that it had been corrected. The CTI Model 22 has proven to have unacceptable
reliability and is difficult to maintain. Although the MTBF is approximately
8400 hours, the variance is quite large among refrigerators. The device was
originally developed for short-term use and not for the way we have been
trying to use it.
All of the refrigerators used at NRAO, both past and present, have operated on
the Gifford-McMahon principle. Research is going on to develop better
systems, e.g., the pulse refrigerator which is supposed to minimize the number
of moving parts and increase the reliability. Currently Gifford-McMahon seems
to be the most practical for radiometer use However, designers of cooled
receivers should try to keep abreast of the newer systems and use them when
they become practical.
5
-
8/13/2019 Cryogenic Guidelines
6/31
2.2 Refrigerator Capacity Determination
To determine the capacity of the refrigerator required, the system designer
must estimate both the conductive and radiation loading to be absorbed by the
refrigerator cold head at both the first and second stages. A third heat load
is due to the heat conducted from the dewar walls to the cold head by the
residual gas inside the dewar (convection). This third component of heat load
is negligible when the vacuum quality is good; therefore, it is not considered
when estimating the total thermal load. However, if the vacuum quality is
allowed to deteriorate, the load due to the convection mode of heat transfer
may become the dominant component. Hence, the importance of obtaining high
vacuum quality should be stressed during the design and operation of the
system. Finally, any power dissipation due to active devices should be added.
2.3 Estimating Thermal Load Due to Conduction
Since the thermal conductivity of materials is in general variable with the
temperature, to obtain an accurate estimate of heat transfer, the integral of
the material's conductivity K(T)needs to be obtained and applied as shown in
the following equation:
A t2H= J k dt ( 1)
where: A = cross section area of the conducting element, cm?L = the conducting elements length, cmk = the thermal conductivity, watts - cm' k"2
- 71 = the colder temperature, K
= the warmer temperature, K
Since the integral of k between T 1 and T 2 is the area under the thermal
conductivity curve bounded by the T 1 and T 2 , the designer can simply estimate
this area graphically. The thermal conductivity curves for different
6
-
8/13/2019 Cryogenic Guidelines
7/31
3 0OKK dt = 8.80 10 2 mw/ cm
7 OK
0.785 c m [ 8 808.80 10 2 mw/ cm] 69.1 mpt,
10 cmdt
materials used in receiver design can be found in the NBS document, Thermal
Conductivity of Solids at Roam Temperature and Below, or other handbooks on
cryogenics such as Cryogenic Engineering, R. B. Scott.
There are also computer programs available at NRAO which can be used for the
more common materials and are probably the easiest way to estimate the
conductive loading, providing the material in question is available in the
program.
A program which calculates the heat transfer equation, along with other
thermodynamic relations, is located at sadira/s/swhite/cryo/prgrams. However,
the program was written by Ray Sarwinski in BASIC and only selection "A" will
run. (Caution: Program used polynomial fit to K vs T curves, which gives gross
errors for small temperature ranges.) To calculate heat transfer through
solids:
1. Run gwbasic.exe2. Load "crogeni.cs.cs"3. Run
4. Select letter A
EXAMPLE: Determine the conductive heat transfer through a G-10 fiberglass rod
whose length is 10 cm and whose 0.D. = 1 cm and is connected at one end to a
70 K refrigerator station. The other end is attached to the 300 K dewar wall.
T2 dt=
A = 1 1 r2 = 0.785 cm 2
L=10cm
7
-
8/13/2019 Cryogenic Guidelines
8/31
NOTE: See Appendix 1 for Table of values over common temperature intervals for
common materials. See Appendix 2 for example of thermal load calculation due
to conduction by graphical estimation of thermal conductivity.
2.4 Estimating Thermal Load Due to Radiation
The net exchange of radiant energy between two surfaces is determined by the
geometry of the two surfaces, their temperatures, and their emissivities at
their respective temperatures. An exact value is difficult to obtain because
of the geometry of most systems; however, the following equation is useful for
making rough estimates of the radiation loading when sizing the refrigerator.
4G A
l ( T
2
4 - )
wattsQ-1 A1 1
-+- ( - 1 )C l A 2 e 2
( 2 )
where: Q = radiation heat transfer, wattsA l = area of inner surface, ft2A 2 = area of outer surface, ft 2T, = temperature of inner surface, K
= temperature of outer surface, K e l = emissivity of the inner surface
e 2 = emissivity of the outer surface0 = 0.533 x 10 -8 watts/ft 2 - K Values of emissivity can be found in handbooks such asCryogenic Engineering, R.B. Scott.
EXAMPLE: Determine the heat transferred by radiation from the walls of a
stainless steel cylindrical dewar to a nickel-plated copper radiation shield,
using equation 2, where the dimensions of the two devices are:
Stainless Steel Dewar: ID= 50.0 cm. X 50.0 cm. longNickel-plated copper radiation shield: ID=45.0 cm. X 45.0 cm. long
Determine A l (radiation shield surface area): 7854.0 cm2Determine A 2 (dewar inner surface area): 6361.7 cm2
T 2 =300.0 K T 1 =50.0 K
8
-
8/13/2019 Cryogenic Guidelines
9/31
From Table on Emissivity of various materials:
E 1 =0.03 for nickel-plated copperE2 =0.08 for polished stainless steel
Substituting these values into equation 2 yields Q= 6.8 watts.
2.5 Estimating Thermal Load Due to Convection
Normally, the heat transfer by convection is negligible after the cold head
has reached temperatures low enough to cause the gases within the dewar to
condense (cryopumping). Typically, a good dewar will cryopump to a level of
10 -7 to 10' torr, and at this pressure negligible heat is transferred by the
residual gas. However, after many months of operation, the cryogenic surfaces
will become coated with frost, the ability to cryopump will be diminished and
the pressure will rise. The frost build up also increases the emissivity of
the cold surface, thereby increasing the load due to radiation heat transfer.
Also, hydrogen, helium, and neon, whose vapor pressures are relatively high at
15 K, will build up if the adsorber trap, whose function is to adsorb these
gases, becomes saturated. When the pressure increases to 10 - 5 torr, the heat
transfer due to convection will become significant. The temperature of the
cold head will rise, causing more outgassing, and the pressure will rise even
higher. This process will continue until the refrigerator warms up. The
dewar should then be allowed to warm up and evacuated before cool-down is
attempted again. The following equation gives the rate of heat transfer due
to residual gas.
Y4-1 PW
=
2.426 x 10-4
A 1 T 2 ) ( 3 )A y- rAT+ - (1 -
1
A2
with the accommodation coefficientsa -
w
, -Te
9
-
8/13/2019 Cryogenic Guidelines
10/31
where: W = rate of heat transfer, wattsA l and A 2 = area (c') of inner and outer walls,respectivelyp = pressure, micronsT 1 , T 2 = temperatures, K of inner and outer wall, respectivelyT i = effective temperature of incident moleculesT e = effective temperature of reflected moleculesT w = temperature of wallY = specific heat ratio, (Cp/Cv)M = molecular weight of the residual gas.
By using this equation for typical values used in our systems, it can be shown
that where p ^ .01 microns (10' torr) the heat transfer becomes significant.
2.6 Refrigerator Load Curves
Once the thermal load estimates are made for each stage of the refrigerator,
these values may be plotted on the load curves (see Figure 1) supplied by the
manufacturer. Normally, it is desirable to cool low noise amplifiers to 15 K
or less. Plotting the estimated values on the load charts will show whether
that particular refrigerator has sufficient capacity. Sometimes it is
possible to shift loads between the two stages to achieve an optimum load
distribution to give the desired temperatures. If this still does not provide
enough cooling, a larger refrigerator should be selected. A margin of safety
should also be considered, e.g., select a refrigerator with twice the cooling
capacity, if space and expenditures allow this.
3.0 Dewar Chamber Construction
Mechanical Strength Considerations:
Most dewar chambers are cylindrical, and the walls and end plates must be of
sufficient thickness to withstand a pressure of 1 atmosphere (15 psi). The
thickness of the cylindrical walls may be determined using the following
equation:
Pa
= -k E(L/D) 3 ( 4 )
10
-
8/13/2019 Cryogenic Guidelines
11/31
n=48
x 2.77x10715
. 1)24
=6.41
where: =a atmospheric pressure, 15 psiP= a correction factor found from Figure 3= is the modulus of elasticity, #/in 2 for the wall material
for stainless steel E = 2.77 x 10 7 #/in2for aluminum E = 1.05 x 10 #/in2
= the dewar diameter= the wall thickness= length
n = the safety factor (a typical value would be 4)
EXAMPLE: Determine the wall thickness of a stainless steel dewar whose
diameter is 24 inches and whose length is 24 inches. A minimum safety factor
of four is required.
1) Assume some standard thickness such as 0.100 i
242) The length-to-width ratio, L/D=---=
24along with aD/ t- 024 1 -240 ..
3) Using the data in step 2, a K factor of 48 is determined using
equation (4), and solving for n yields a result of
n- E(t/D)3Pa
Since n>4, the wall thickness is sufficient. A thinner wall thickness could
be tried until the desired safety factor Is obtained.
3.1 Circular End Plates
To determine the required thickness of the end plates, the following equation
may be used3
Pp- 256 E-
5 (5)4
where: M is 0.3 for metalsE is the modules of elasticity, #/in26 is the deflection at the center of the plate, in.D is the plate diameter, in.t, is the plate thickness, in.Pp is atmospheric pressure, 15 #/in2.
3 (1-M2
11
-
8/13/2019 Cryogenic Guidelines
12/31
(256) (2.77x10 7 ) ( 0.1)0.234inchest =
3\1
3(1-0.32)244
EXAMPLE: Determine the thickness of a 24-inch diameter stainless steel plate
where the deflection is 0.01 in.
3
t=
3 ( m2) Di4
256 E 5
For aluminum, where E=1.05x10 7 #/in 2 , t 1=0.323 in. or 38% thicker, but weight
is reduced by a factor of 2.93.
3.2 Seals
There are basically two types of seals of concern in the construction of dewar
chambers - metal seals and elastomer seals (o-rings). To minimize the effects
of outgassing and permeation, metal seals should be used when practical. The
most common types are conflat flanges, which are available in 12 different
sizes ranging from 1-1/3 inch O.D. to 13-1/4 inches O.D. However, only the
smaller sizes (up to 2-3/4 inches) are normally used in receiver dewar
construction. This type of seal uses a non-reusable copper gasket. Typical
places where this gasket is used are in mounting (1) roughing valves, (2)
Vacion pumps, and (3) cold cathode ion gauge tubes.
3.3 0-rings
Where o-rings are required, the preferred material for vacuum use is butyl
because of its low outgassing and permeability. Although nitrile (compound
N6740-70) has been used in the past, its outgassing rate is almost 6 times
that of butyl, and its permeability is no better than butyl.
12
-
8/13/2019 Cryogenic Guidelines
13/31
-
8/13/2019 Cryogenic Guidelines
14/31
torr, which is a pressure well above the operational vacuum level of most
dewar chambers (operational vacuum is normally in the 10 to 10' range), and
it is not recommended for cryogenic dewar chambers. If a remote-operated valve
is required, Varian's electromagnetic block valve, P/N L8724301, which
operates to 10' torr, would be a good choice.
Sizes:
When open, a valve should have sufficient conductance to prevent undue
reduction of the rough pumps effective speed. For example, a 1-1/2 inch valve
(conductance = 46 1/sec), with a 2 foot by 1-1/2 inch I.D. hose, will reduce
the pumping speed of the Tribodyne 30/120 from 20 cfm to 14.2 cfm. But if the
valve and vacuum line are reduced to % inch and 3/4 inch respectively, as is
the case in several receivers, the effective pumping speed drops to 1.75 cfm,
increasing the pumping time by a factor of eight.
3.6 Charcoal Adsorber Traps
The typical operational cryogenic temperature range of most receiver dewar
chambers is 12-25 K at the second refrigerator stage, and 50-100 K at the
first stage. All gases in the atmosphere, except helium and hydrogen, become
condensed at these temperatures due to the cryocondensation action of the
refrigerated surfaces. The combined vapor pressures of the condensed gases
and the partial pressures of helium and hydrogen at cool down yield a total
pressure in the range of 10' - 10' torr in a typical cryogenic receiver
dewar. The resultant pressure depends on the pumping speed of the cryogenic
surfaces, the pumping speed of the ion pump (if one is used), the pumping
speed of the charcoal adsorber trap due to the cryosorption mechanism, and the
gas load. Those factors affecting the gas load magnitude are: (1) leaks to
atmosphere, (2) virtual leaks (trapped air in cavities), (3) diffusion (gases
dissolved in materials internal to the dewar that outgas), (4) permeation
(atmospheric gases that travel from outside the dewar to inside the dewar by
1 4
-
8/13/2019 Cryogenic Guidelines
15/31
diffusion), (5) vaporization (molecules leaving the surfaces of internal dewar
materials, (6) adsorption (atmospheric gas molecules that adhere to surfaces
of the internal materials), and (7) the quantity of gas remaining in the dewar
chamber after the rough pumping procedure is terminated.
At the normal operating pressures of 10' - 10 - 9 torr, insignificant heat
transfer via conduction through gas occurs between the 300 K dewar walls and
the refrigerated surfaces. However, since hydrogen and helium do not
condense, and even though they are very small constituents of the atmosphere,
with time, the partial pressure of these gases, along with the relatively high
vapor pressure of neon, can cause vacuum deterioration to the point that the
heat transfer by residual gas becomes a significant heat load on the
refrigerator. This happens at pressures >10 - torr. How fast this pressure
increase takes place depends on those factors mentioned above which determine
the gas load.
Installing a charcoal trap on the 15 K second stage cryogenic surface reduces
the number of free hydrogen and helium molecules. The activated charcoal,
which is made from coconut shells heated to about 750 C, absorbs large
quantities of hydrogen, helium, neon and other gases when cooled to
temperatures near 15 K by a mechanism known as 'cryosorption". Naturally, the
more charcoal used, the longer cryosorption occurs. In most cases a trap
whose charcoal surface area is about 50 square inches (a plate 5x5 inches,
covered on both sides) is adequate for a year of cryosorption. The activated
charcoal, Union Carbide JXC 6/8 Mesh, which was originally installed, is no
longer manufactured. Calgon Carbon Corporation, X Trusorb 700, is currently
available.
15
-
8/13/2019 Cryogenic Guidelines
16/31
3.7 Charcoal Adsorber Construction and Installation
The adsorber panel geometry can have any configuration compatible with the
other components in the dewar chamber. However, it should have adequate
surface area so that at least 50 square inches of charcoal is available. When
space is limited, the adsorber could be constructed similar to a finned heat
sink. It is recommended that activated charcoal whose size is approximately
1/8-1/4 inch be bonded to 1/16 inch thick OHFC copper plate, cleaned for high
vacuum use, with Torr Seal epoxy, which is specified to perform to 10 torr.
To improve the bond between the charcoal, Torr seal, and the copper plate, the
plate can be perforated with 1/32 inch diameter holes. The epoxy may be cured
by heating to 60 C for two hours. Prior to bonding the charcoal to the
copper plate, it is recommended that it be dried by heating in a vacuum oven
overnight at a temperature of 400 C.
After the charcoal adsorber is constructed, it should be stored by wrapping in
oiless aluminum foil until it is ready to be installed. Prior to installation,
it is recommended it be baked at 120 C (the max temperature for cured Torr
seal) overnight, and then immediately installed in the vacuum dewar. The time
between installation and vacuum chamber evacuation should be kept to a minimum
to keep the adsorber from becoming contaminated with water vapor from the
atmosphere.
To facilitate maintenance of the adsorber trap, it is recommended that a
thermostatically-controlled heater be installed on the copper plate to allow a
low temperature bake-out be made whenever the dewar chamber requires
evacuation. It is also suggested that a stainless steel tube be installed
from the purging valve to a point close to the adsorber trap so that warm, dry
nitrogen may be sprayed on the charcoal to help rid the charcoal of water
vapor. The warm, dry nitrogen will also help remove water vapor adsorbed to
other internal dewar surfaces. The nitrogen is warmed by a gas purge heater,
16
-
8/13/2019 Cryogenic Guidelines
17/31
obtained from CTI, which is installed in the nitrogen supply line.
It is also suggested that the trap be installed for easy removal, and that an
identical trap be constructed for replacement when needed. This would allow
the replacement of the traps with the spare that could be baked to 120 C. At
this temperature, the trap would function more efficiently than one baked at
the low temperature provided by the heater.
3.8 Materials for Dewar Construction
One of the most common metals used in vacuum use is stainless steel 304 (S/S-
304). At pressures of 10' torr and lower, S/S-304 is widely used because it
does not oxidize and can be heated to very high temperatures for bake-out to
reduce the component of the gas load caused by diffusion (gases within the
crystalline structure of the metal). Another reason for using S/S-304 is that
it is easily electropolished, which provides a clean surface free of oxidation
and contamination. Electropolishing minimizes the effective surface area and,
in turn, the amount of gas captured on the surface by adsorption. Stainless
steel is also easily welded with the (TIG) Tungsten Inert Gas (argon) method
that is needed for producing vacuum tight welds for high and ultra-high vacuum
operation.
One of the drawbacks of stainless steel is its weight. Where weight is of
major concern, aluminum (whose specific gravity is 2.7, compared to stainless
steel, whose specific gravity is 7.9), might be considered. Although the
modules of elasticity of steel and aluminum are 2.77x10 7 #/in and 1.05x107
#in 3 , respectively, the extra thickness required for strength with aluminum is
only 38% over what is required for stainless steel, but stainless steel weighs
2.9 times more than aluminum, allowing the weight to be at least cut in half.
However, making vacuum tight welds with aluminum can be difficult, and
additional thickness may be required to make the welded seams vacuum tight,
17
-
8/13/2019 Cryogenic Guidelines
18/31
with the result that the anticipated amount of weight reduction may not be
achieved. Furthermore, aluminum is easily scratched and more prone to leaks
at o-ring gland surfaces. If aluminum is chosen for the dewar chamber
material, considerations might be given to having its internal surface
polished and then electroplated with nickel to maintain a surface that won't
oxidize and is easy to clean. The emissivity of nickel is constant (about 4%
at 300 K); whereas, that for aluminum can vary from 3% to 75%, depending on
the amount of oxide on the surface.
3.9 Materials for Radiation Shields
The function of the radiation shield (usually made of aluminum or copper) is
to minimize the loading effects of the thermal radiation from 300 K dewar
walls on the 15 K cryogenic surfaces. This is done by intercepting the
thermal radiation on a thermally conductive enclosure which surrounds the 15 K
cryogenic surface and is connected to the 70 K station. Thus, the radiation
from the 300 K walls is captured and dissipated by the 70 K stage of the
refrigerator, which has a much higher cooling capacity than the 15 K stage,
thereby conserving the cooling capacity for the electronic components.
However, the 15 K surfaces are radiated by thermal energy from the 70 K
radiation shield, but the amount of irradiation is vastly reduced over what it
would receive if there were no radiation shield.
To reduce the amount of radiation absorbed by the 70 K radiation shield and
re-radiated by the shield to the 15 K surfaces, the material used for the
radiation shield should have high conductivity at 70 K and low emissivity.
The typical metals used are aluminum or copper, whose thermal conductivities
at 70 K are approximately 2.5 and 5 watts-cm - 1 -K, respectively. The
emissivities of aluminum and copper can range between .018 to 0.7 for aluminum
and 0.006 to 0.78 for copper, depending on the surface finish and oxide
content. Because of this variability of emissivity with surface condition,
18
-
8/13/2019 Cryogenic Guidelines
19/31
and as an aid to maintain a clean, nonoxidized and highly reflective surface,
t is suggested that the radiation shield be polished to a surface finish of
8 , 4 2 in. or less and plated with an electroless nickel to a depth of .0005
inches (12 microns).
3.10 Vacuum Windows
The transition from the atmospheric pressure of the waveguide to the vacuum in
the dewar requires a material with low electrical loss, low permeability to
various gases and a low outgassing rate, while having the mechanical
properties to withstand the 1 atmosphere pressure differential. Unfortunately,
no single material possesses all the desired properties over a wide frequency
range. Typically, a thin plastic film, with its low permeability to gases,
is bonded to a low-loss foam material for strength. Mylar and the Hercules
HR500/2S coated polypropylene packing film both have been used successfully
(Electronics Division Internal Report No 292 and Addendum #1). The
polypropylene has a lower permeability to water vapor and comparable strength
to Mylar.
The selection of foam depends upon the frequency range and, thus, the size of
the window. Emerson-Cuming foam, Eccofoam PS 1.04, was tested and displayed
good electrical properties as well as low outgassing rates. However, the foam
was originally manufactured with CFC's, and the manufacturing technique has
been changed, which increased the outgassing properties to unacceptable levels
and has been found to be too lossy at millimeter wavelengths. A replacement
for the Eccofoam is the expanded foam manufactured by Radva Corporation which
is made out of ARCO Dylite beads. The Radva foam has comparable electrical
properties, but the outgassing properties are unacceptable for windows on the
order of tens of centimeters. Dow Corning manufactures a product called
bouyancy foam, which has higher loss than the Radva foam but better outgassing
19
-
8/13/2019 Cryogenic Guidelines
20/31
properties. Another alternative is the Gortex RA-7957 expanded PTFE, which
has excellent electrical and outgassing properties, but has only been recently
used by the receivers at the 12 meter telescope (report in preparation). This
foam should be considered for more applications as further results become
available.
NOTE: Reference provides outgassing Data for various materials.
4.0 Flex Lines
Typically, compressors are located some distance from the refrigerators. The
helium supply and return lines experience stresses from movement of the
telescopes. The stresses are primarily from flexing, but sometimes twisting
of the lines occurs. After several cycles of flexing and twisting, the jacket
experiences fatigue and begins to leak.
From experiences with the 300-ft and 140-ft Telescopes, bronze type flex lines
have proven to be superior to stainless steel where stresses are high. The
traveling-feed receiver of the 300-ft flexed the lines over an approximate 3
inch bend radius, causing the stainless steel lines, which have a minimum bend
radius specification of 8 inches, to last only one month. These lines were
replaced with bronze lines, which have a 6 inch minimum bend radius
specification, and lasted an average of one year. Experience with lines in
the tail bearing of the 140-ft has dictated the use of bronze lines for longer
life. Therefore, when selecting flex lines, the amount of stresses due to
flexing and twisting must be considered.
5.0 Helium Line Fittings
In the past all helium lines, either rigid or flexible, were fitted with
Aeroquip self-sealing fittings. These were good for disconnection, but
occasionally leaked, especially in very cold weather. We now use a totally
2 0
-
8/13/2019 Cryogenic Guidelines
21/31
stainless steel compression fittings manufactured by Swagelok, which has
proven to be very leak tight even at very cold temperatures. This type of
fitting does not maintain pressure in the line when disconnected; therefore,
they are only used on rigid lines where failures are extremely rare.
continue to use the Aeroquip fittings on flex lines that might possibly break,
allowing the lines to be changed quickly without the loss of helium line
pressure.
6 .0 Compressor Selection
Presently, at Green Bank, two types of compressors supply pressurized helium
to the cryogenic refrigerators. The older compressors are reciprocating, using
piston and valve assemblies purchased from CTI and subsequently modified due
to overheating problems. The piston type compressors are being replaced by
rotary scroll compressors with either a 2.5 HP or 5 HP rating. The type and
number of refrigerators operated from a particular compressor can be derived
from helium mass flow rates of the compressors given in Table 3. The values
for the CTI refrigerators are estimated since they will not divulge this
information.
TA B L E 3
Compressor Type Rating Flow @ Pin
Hitachi 250RHH 2.5 HP 2 5 scfm @ 84 psig
Hitachi 500RHH 5.0 HP 52 scfm @ 84 psig
CTI Piston 1020 (modified) 3.0 HP 4 4 scfm @ 84 psig
Compressor Capacities for use with CTI 1020 (35 scfm), 350 (15 scfm), 22(7scfm) and the Leybold UCH-130 (52 scfm) refrigerators.
21
-
8/13/2019 Cryogenic Guidelines
22/31
7.0 Cleaning Procedures - Vacuum Dewar
Proper cleaning of a vacuum dewar is the most critical step in having a good
vacuum as opposed to having a great vacuum.
To clean a dewar properly takes several steps, each done methodically and
thoroughly.
Step 1.
A dawar received from the machine shop is generally covered with cutting
fluids. Therefore, it needs to be degreased first to remove these fluids,
which may or may not be oil based. A good degreaser is tap water and any
strong commercial detergent. If visible signs of contaminants remain, a
solvent degreaser should be used.
Step 2.
After removing the outer layer of oil or other cutting fluids, the dewar needs
to have the inner layers of contaminate removed. This is done best with a
product called Citranox, a scouring pad, and a lot of scrubbing. After
scrubbing, rinse with very hot tap water and follow with de-ionized water.
Citranox is sufficient for systems with vacuums approaching 1V-9 Torr.
Step 3.
A final rinse with methanol will complete the cleaning procedure by removing
the majority of surface water.
At this point care must be taken to prevent the dewar from becoming
contaminated before it is assembled. If it is to be assembled immediately, no
extra steps are needed; but if it will be a while before assembly, the dewar
should be stored in an oven, clean work bench, or wrapped in oil-free aluminum
foil.
22
-
8/13/2019 Cryogenic Guidelines
23/31
Gloves should be worn to protect the hands during cleaning and to protect the
dewar during assembly.
7.1 Cleaning Procedures - Refrigerators/Compressors
Refrigerators and compressor parts are cleaned in a semi-clean environment.
Petroleum ether effectively cleans grease laden components such as the
bearings. A citrus cleaner, ADL enhanced for example, removes most
contaminants from the displacers. The procedure is similar to that used in
cleaning dewars.
2 3
-
8/13/2019 Cryogenic Guidelines
24/31
References:
[1] Childs, G. E., et. al., "Thermal Conductivity of Solids at RoomTemperature and Below," NBS Monograph 131, 1973.
Powell, R. L., and Blanpied, W. A., "Thermal Conductivity of Metals and
alloys at Low Temperatures," NBS circular 556, September 1, 1954.
[2] Scott, R. B., Cryogenic Engineering, Van Nostrad, 1959.[3] Ibid, p. 152
[4] Ibid, p. 146
[5] Kerr, A. R., et. als., "A Study of Materials for a Broadband Millimeter-
Wave Quasi-Optical Vacuum Window," Electronics Division Internal Report
No. 292, and MMA Memo No. 90, August 21, 1992, and Addendum #1 to both
documents.
[6] Campbell, William A.,Jr., and Scialdone, John J., "Outgassing Data forSelecting Spacecraft Material," NASA Reference Publication 1124, Rev. 3,
September 1993.
[7] A report on vacuum windows using GoreTex RA-7957 is in preparation.
24
-
8/13/2019 Cryogenic Guidelines
25/31
-
8/13/2019 Cryogenic Guidelines
26/31
Appendix 2
The following is an example showing how the thermal load due to conduction of
a cryogenic component may be estimated, providing the component's thermalconductivity vs. temperature and its dimensions are known.
Determine the conductive load due to heat transfer from a 300 K heat sink to a
10 K cryogenic station by a type 347 stainless steel rod whose 0.D.=1.0 cm,
and whose length is 10 cm.
Rod OD = 1 .0 cm
Hea t
300 K
10 K
10 cm
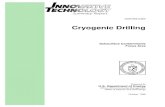
1) Use graph H in Cryogenic Engineering, p.345, for type 347 stainless steel.
2) Since graph is presented in log form, re-plot in linear form as shown in
Figure 1 using AUTOCAD.
3) Measure the area under the curve from 10 K to 300 K using the AUTOCAD
command "area". In this case, the area measures 31164 mw/cm.
4) Estimated heat transfer is then
H=
A [ area under curve]
A = nR 2 , where R = 0.5 cm, L =10 cm
A= 0.785
0.785cm2H [31164 mW/ cm] = 2.446 x 10 3 mW
10 cm
26
-
8/13/2019 Cryogenic Guidelines
27/31
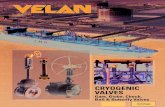
H o = Mean O.D. of 0-ring(see Table A6-1)
Tolerance = Minus 1% of Mean0.D., but not more than-.060
FOR EXTERNAL PRESSURE
(inward pressure direction)dimension the groove by itsinside diameter (Hi) and width:
H i = Mean I.D. of 0-ring(see Table A5-1)Tolerance = Plus 1% of Mean
I D., but not more than+.060.
BREAK CORNERSAPPROX. .005 RAD
0 TO 5*(TYP)
L GROOVESURFACE FINISH X: I DEPTH32 FOR LIQUIDS (= G LAND DEPTH )16 FOR VACUUMAND GASES
GLAND DETAIL(Refer to design chart A5-2 below)
H SECTION W-W
i- T -
.003 MAX
-1 I- 005
0-RINGSIZE
PARKER NO. 2
CROSS SECTION
NOMINAL ACTUAL
00 4through 1/16 .070
05 0 003
102through 3/32 .103
178 - .003
201through 1/8 .139
284 .004
30 9through 3/16 .210
395
42 5through 1/4 .275
47 5 .006
Special 3/8 .375+.007
Special 1/2 .500008
*0 preferred
face seal glands
FOR INTERNAL PRESSURE
(outward pressure direction)dimension the groove by itsoutside diameter (Ho) and width:
DESIGN CHART A5-2
FOR 0-RING FACE SEAL GLANDSThese dimensions are intended primarily for face type seals and low temperature applications.
SQUEEZE GROOVE WIDTHGLANDDEPTH
ACTUAL % LIQUIDS ANDVACUUM
GASES
GROOVERADIUS
.050to
.013to
1 9to
.101to
.084to
.005to
.054 .023 32 .107 .089 .015
.074 .020 20 .136 .120 .005to to to to to to
.080 .032 30 .142 .125 .015
.101 .028 2Q .177 .158 .010to to to to to to
.107 .042 30 .187 .164 .025.152 .043 2 1 .270 .239 .020to to to to to to
.162 .063 30 .290 .244 .035
.201 .058 2 1 .342 .309 .020to to to to to to
.211 .080 2 9 .362 .314 .035
.276 .08 2 2 2 .475 .419 .030to to to to to to
.286 .108 28 .485 .424 .045
.370 . 112 2 2 .638 .560 .030to to to to to to
.380 .138 27 .645 .565 .045
A5-13
TABLE 2
27
-
8/13/2019 Cryogenic Guidelines
28/31
TA B L E 4
' F U N C T I O N COMPANY PART NUMBER I
Purging NUPRO SS-4H
Vac-Ion Valve Varian L6591-307
Vacuum Pump Vacoa FD-ILS-62
DC Feed Thru Detronics DTIH-16-23
SMA Feed Thru Omni Spectra 2084-8001-90
Suggested Dewar Components
2 8
-
8/13/2019 Cryogenic Guidelines
29/31
-
8/13/2019 Cryogenic Guidelines
30/31
0 1 6 0
(
f )
F
1
4 0
1
2 0
I
1
0 0
>
8 0 6 0 4 0
c )
2 0
L i J
F -
1
8 0
T E MP E R A T U R E K
F I G U R E 1 .T HE R MA L
C OND
U C T I V I T Y OF T Y P E
3 4 7 S T A I L E S S S T E E L . [ 1 ]
C N 1
0 0 0 0
N
' 4
"
( 0
c o
0 0
N
: ; f -
0
0
0
0
0
N
1 - *
( 0
c o
NNNNN
c o
-
8/13/2019 Cryogenic Guidelines
31/31