CREEP FAILURE CHARACTERISTICS IN P23/P91 DISSIMILAR...
6
18. ‐ 20. 5. 2010, Rožnov pod Radhoštěm, Česká Republika CREEP FAILURE CHARACTERISTICS IN P23/P91 DISSIMILAR WELDS Lucie STŘÍLKOVÁ a , Zdeněk KUBOŇ a , Vlastimil VODÁREK b a MATERIALS AND METALLURGICAL RESEARCH Ltd., Ostrava, Czech Republic, [email protected] b VSB – Technical University Ostrava, Ostrava, Czech Republic Abstract Two variants of P23/P91 heterogeneous welds were studied. The composition of filler material in Weld A corresponded to that of P91 steel, whilst for Weld B the low alloy filler material of P23 type composition was used. Results of creep rupture tests on the cross weld specimens are close to, or slightly below, the lower limit of the ±20% scatter band around the standardized curve for creep strength of the P23 steel. Creep rupture tests were performed at temperatures of 500, 550 and 600°C with time to rupture up to 60 000hours. Optical microscopy investigations and hardness measurements were carried out on longitudinal sections through ruptured cross weld specimens in order to reveal the effect of testing parameters (temperature, stress) on the preferred location of creep failure. It has been found that in both weld variants creep damage can develop simultaneously in several parts of the cross-weld specimens. The preferred failure locality during testing at 550 and 600°C was the partly decarburized zone of the low alloy P23 steel (or WM23). Keywords : heterogenous welds, creep resistence, microstructural stability 1. INTRODUCTION Higher efficiencies of fossil fired power plants can only be met through a further increase of steam temperature and pressure [1]. The economic pressure to provide energy at the lowest possible cost appears to be a big challenge to material technology and plant design. A progressive increase of steam parameters calls for new requirements to steels used in the boiler and piping systems. Material development has mainly been focussed on advanced heat resistant martensitic 9–12% Cr steels. Functionality of welded components applied for power plant industry is strongly dependent on the microstructural development during the long-term exposure at high temperatures [2, 6]. An important factor having a strong influence on the microstructural stability of heterogeneous welded joints is “up– hill” diffusion of interstitial elements [4]. Redistribution of interstitial elements, especially of carbon, is driven by the activity gradients of these elements in welded materials. Candidate materials for wide applications in modern boilers are P23 and P91 steels. 2. EXPERIMENTAL MATERIALS Two dissimilar P23/P91 welds of Ø219x25mm pipes were fabricated in SES Tlmače, Slovakia as a part of the COST 522 project [2]. Weld A was made using filler material with chemical composition corresponding to the base metal P91. In the case of Weld B weld metal of type 23 was applied. Chemical compositions of individual materials are shown in Table 1. Both welds were prepared by combination of GTAW (the first weld bead in the root) and SMAW welding methods. Post-weld heat treatment (PWHT) of both welds was carried out at 750°C for 2hours. Cross-weld specimens for creep rupture tests involved base materials, heat affected zones and the weld metal. Long-term creep rupture tests with a constant tensile load were carried out in air at 500, 550 and 600°C in the stress
Transcript of CREEP FAILURE CHARACTERISTICS IN P23/P91 DISSIMILAR...

18. ‐ 20. 5. 2010, Rožnov pod Radhoštěm, Česká Republika
CREEP FAILURE CHARACTERISTICS IN P23/P91 DISSIMILAR WELDS
Lucie STŘÍLKOVÁ a, Zdeněk KUBOŇ a, Vlastimil VODÁREK b
a MATERIALS AND METALLURGICAL RESEARCH Ltd., Ostrava, Czech Republic, [email protected]
b VSB – Technical University Ostrava, Ostrava, Czech Republic
Abstract
Two variants of P23/P91 heterogeneous welds were studied. The composition of filler material in Weld A corresponded to that of P91 steel, whilst for Weld B the low alloy filler material of P23 type composition was used. Results of creep rupture tests on the cross weld specimens are close to, or
slightly below, the lower limit of the ±20% scatter band around the standardized curve for creep strength of the P23 steel. Creep rupture tests were performed at temperatures of 500, 550 and 600°C with time to rupture up to 60 000hours. Optical microscopy investigations and hardness measurements were carried out on longitudinal sections through ruptured cross weld specimens in order to reveal the effect of testing parameters (temperature, stress) on the preferred location of creep failure. It has been found that in both weld variants creep damage can develop simultaneously in several parts of the cross-weld specimens. The preferred failure locality during testing at 550 and 600°C was the partly decarburized zone of the low alloy P23 steel (or WM23).
Keywords : heterogenous welds, creep resistence, microstructural stability
1. INTRODUCTION
Higher efficiencies of fossil fired power plants can only be met through a further increase of steam
temperature and pressure [1]. The economic pressure to provide energy at the lowest possible cost appears to be a big challenge to material technology and plant design. A progressive increase of steam parameters calls for new requirements to steels used in the boiler and piping systems. Material development has mainly been focussed on advanced heat resistant martensitic 9–12% Cr steels. Functionality of welded components applied for power plant industry is strongly dependent on the
microstructural development during the long-term exposure at high temperatures [2, 6]. An important factor having a strong influence on the microstructural stability of heterogeneous welded joints is “up–
hill” diffusion of interstitial elements [4]. Redistribution of interstitial elements, especially of carbon, is driven by the activity gradients of these elements in welded materials. Candidate materials for wide applications in modern boilers are P23 and P91 steels.
2. EXPERIMENTAL MATERIALS
Two dissimilar P23/P91 welds of Ø219x25mm pipes were fabricated in SES Tlmače, Slovakia as a part of the COST 522 project [2]. Weld A was made using filler material with chemical composition corresponding to the base metal P91. In the case of Weld B weld metal of type 23 was applied. Chemical compositions of individual materials are shown in Table 1. Both welds were prepared by combination of GTAW (the first weld bead in the root) and SMAW welding methods. Post-weld heat treatment (PWHT) of both welds was carried out at 750°C for 2hours. Cross-weld specimens for creep rupture tests involved base materials, heat affected zones and the weld metal. Long-term creep rupture tests with a constant tensile load were carried out in air at 500, 550 and 600°C in the stress

18. ‐ 20. 5. 2010, Rožnov pod Radhoštěm, Česká Republika
range between 55 and 200MPa. Longitudinal sections through the ruptured creep specimens were prepared for metallographic investigations and hardness measurements.
Table 1 Chemical composition of applied steels, wt. %
Mat. C S Mn Si P Cu Ni Cr Mo V Ti Nb W N Al P23 0.08 0.006 0.55 0.27 0.009 0.04 0.08 2.11 0.07 0.23 0.06 0.01 1.70 0.013 0.012
WM 23 0.07 0.008 0.44 0.20 - 0.04 0.17 2.47 0.06 0.25 0.01 0.02 1.62 0.018 - P91 0.11 0.004 0.51 0.38 0.015 0.17 0.42 8.67 1.00 0.23 0.01 0.07 0.01 0.048 0.012
WM 91 0.11 0.008 0.66 0.21 0.009 0.04 0.82 9.50 1.02 0.22 0.01 0.04 0.06 0.028 -
3. EXPERIMENTAL RESULTS
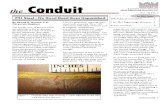
The data of the creep rupture tests on Welds A and B are shown in Figs. 1 and 2, respectively. Together with the results of creep rupture tests the mean and minimum (-20% of the mean value) standardized creep rupture strength curves for P23 steel are stated there, expressed by stress dependence of Larson-Miller parameter. Results of creep rupture tests are in the vicinity, or slightly below, the –20% scatter of creep strength curve for P23 steel. A significant decline of creep strength was detected at creep temperature of 600°C. Although the testing has not been finished yet the results indicate that the creep rupture strength of both weldments lie close to or slightly below the minimum
standardized value for P23 steel [3]. The Weld A slightly outperforms the Weld B, but the advantage is small. Most creep rupture test-pieces tested at 550 and 600°C at stresses under 100MPa showed low values of reduction of area (R.A.).
P91-P23, Thyssen Chromo 9V
10
100
1000
21000 22000 23000 24000 25000 26000 27000PLM=T(25+log t)
Stre
ss (M
Pa)
500°C550°C600°Cmean P23low P23
;
P91-P23, Thyssen Chromo 3V
10
100
1000
21000 22000 23000 24000 25000 26000 27000PLM=T(25+log t)
Str
ess
(MP
a)
500°C550°C600°Cmean P23low P23
Fig. 1 Results of creep rupture tests on Weld A Fig. 2 Results of creep rupture tests on Weld B
4. MICROSTRUCTURAL INVESTIGATIONS
Detailed microstructural studies were conducted on ruptured test-pieces by optical metallography. Microstructure of the steel P91 and WM91 (E CrMo91 B) consisted of tempered martensite, while microstructure of the P23 base material and WM23 (Cr2WV) was formed by tempered bainite. During PWHT and subsequent creep exposure a narrow carburized zone developed in the P91 steel (or WM 91) in the vicinity of the P23/P91 fusion zone. The partly decarburized zone on the side of the P23 steel (or WM23) remained bainitic in all specimens investigated. The typical width of the heat affected zone in the Weld A varied from 3 to 3.5mm. The width of the heat affected zone in the Weld B was in range 2 to 4mm [3]. Metallographic investigations on creep ruptured specimens of the Weld A revealed three critical locations prone to the development of creep damage during creep exposure [3]:
• intercritical area of HAZ in the P23 steel,
• fusion zone on the side of the P23 steel. In this coarse grained area partial decarburization took place during the both PWHT and creep exposure,
• intercritical and/or fine grain regions of HAZ in the P91 steel.

18. ‐ 20. 5. 2010, Rožnov pod Radhoštěm, Česká Republika
Table 2 Testing parameters and location of fracture after creep tests
Weld A Weld B
Temperature [°C]
Stress[MPa]
Time to Rupture
[h]
R.A. [%]
Fracture Location
Temperature[°C]
Stress[MPa]
Time to Rupture
[h]
R.A. [%]
Fracture Location
500 200 18 802 50.8 BM P23 500 200 2 327 76.0 IC HAZ of P23 500 190 - - - 500 190 6 065 66.0 IC HAZ of P23 500 170 - - - 500 170 18 679 59.3 IC HAZ of P23
500 145 - - - 500 145 45 209 11.7 WM (close to FL WM/P91)
550 150 9 715 26.3 IC HAZ of P23 550 150 2 064 1.0 WM (close to FL WM/P91)
550 140 8 665 4.1 FL WM/P23. CG HAZ P23 550 140 6 390 1.5 WM (close to FL
WM/P91)
550 125 23961 4.1 FL WM/P23, CG HAZ P23 550 125 7 778 2.5 WM (close to FL
WM/P91)
550 115 - - - 550 115 3 395 7.3 WM (close to FL WM/P91)
600 110 1 384 2.1 CGHAZ of P23 600 110 1 090 3 9 WM (close to FL WM/P91)
600 100 4 056 1.8 FG HAZ of P91 600 100 1 538 4.2 WM (close to FL WM/P91)
600 90 5 171 8.2 FL WM/P23, CG HAZ 600 90 2 917 3.8 WM (close to FL
WM/P91)
600 75 9 852 0.6 FG HAZ of P91 600 75 6 550 4.6 WM (close to FL WM/P91)
600 55 26 780 2.4 CGHAZ of P23 (and ~ 85% FGHAZ of P91) 600 55 18663 1.2 WM (close to FL
WM/P91)
In the course of creep exposure the development of creep damage could simultaneously occur in several critical areas of the weld. The location of the final failure was determined by the “weakest area” for the given testing parameters. Results of investigations on the creep failure locations are summed up in Table 2. Fig. 3 shows both the failure location and creep damage of the specimen after 600°C/9 852hours exposure. The final failure occurred in the intercritical area of HAZ on the side of P91 steel. A high number of cavities were observed on both sides of the fracture line, Fig. 3. Furthermore, discontinuous cracks were revealed in the WM91/P23 fusion zone.
Fig. 3 Creep ruptured specimen of the Weld A, exposure 600°C/9 852hours
cracks P91 WM 91 P23
P23 WM91

18. ‐ 20. 5. 2010, Rožnov pod Radhoštěm, Česká Republika
Fig. 4 Fracture line in CG HAZ base metal P23, Weld A, exposure 600°C/55MPa/26 780h.
Fig. 5 Creep test specimen of Weld A after exposure 600°C/55MPa/26 780hours
Fig. 4 shows the fracture line in the partly decarburized layer of the P23 base metal in the Weld A specimen after 600°C/26 780hours exposure. The bainitic microstructure in the P23 HAZ was preserved up to the fusion line. Furthermore the extensive cavitation damage also occurred in the intercritical area of P91 HAZ which resulted in a creep crack spreading across ~85% of the test-piece across section, Fig. 5. Fig. 6 displays HV10 profile across the Weld A after the creep exposure 600°C/9 852hours. The hardness of the WM91 is higher than that of the P91 BM. Hardness in the heat affected zones of the weld does not show any anomalies. Fig. 7 presents HV0.02 micro-hardness profile in the heat affected zones of the Weld A specimen after exposure 600°C/9 852hours. In the P91 HAZ micro-hardness continuously declines towards the fracture line.
050
100150200250300350
0 10 20 30 40 50
distance (mm)
HV
10
BM P91 WM BM P23
HAZ P91
HAZ P23
Fig. 6 Hardness profile HV10 across the Fig. 7 Hardness profile HV0,02 across the specimen after 600°C/9 852hours, Weld A specimen after 600°C/9 852hours, Weld A
In the course of creep at temperature of 500°C the critical locus of the Weld B specimens was the intercritical part of HAZ on the side of P23 BM, while at temperatures 550 and 600°C the preferred failure location was the partly decarburized layer of the WM23 in the vicinity of the WM23/P91 fusion zone. Also in the Weld B the evolution of creep damage could simultaneously occur in several parts of the test-pieces. In the course of creep at temperature of 500°C the critical locus of the Weld B specimens was the intercritical part of HAZ on the side of P23 BM, while at temperatures of 550 and 600°C the preferred failure location was the partly decarburized layer of the WM23 in the vicinity of the WM23/P91 fusion zone. Fig. 8 shows the fracture line in the partly decarburized layer of the WM23 in the Weld B specimen after exposure 550°C/32 669hours. Also in the Weld B the creep damage could simultaneously occur in several parts of the test-pieces.

18. ‐ 20. 5. 2010, Rožnov pod Radhoštěm, Česká Republika
Fig. 9 shows cavitation damage revealed in the P23 BM of the specimen exposed for 500°C/45 209hours. A band of cavities in ICHAZ of P91 BM after creep exposure 600°C/6 550hours is shown in Fig. 10. Hardness of the weld metal in the Weld B was comparable with that of the P23 BM, see Fig. 11. No hardness peaks were found in the heat affected zones of the weld. Fig. 12 shows microhardness profiles HV0.02 across the Weld B specimen after 600°C/6 550hours exposure. A peak of microhardness in the HAZ P91 close to the fusion zone with the WM23 is a result of carbon redistribution.
Fig. 8 cavitation damage in the P23 BM of the specimen exposed for 500°C/45 209hours, Weld B
Fig. 9 Cavitation damage in the P23 BM exposure Fig. 10 Detail of cavities in P23 BM, exposure 500°C/45 209hours, Weld B exposure 600°C/6 550hours, Weld B
The decline of micro-hardness on the opposite side of the fusion zone is caused by partial decarburization of the WM23. Microstructural stability of dissimilar weldments during the long-term creep exposure is
strongly affected by diffusion of interstitial elements [4]. The driving force for redistribution of elements from the low alloy to the high alloy steel is controlled by the activity gradients.
050
100150200250300350
0 10 20 30 40 50distance (mm)
HV
10
BM P91 WM BM P23
HAZ P91
HAZ P23
Fig. 11 Hardness profile HV10 across the specimen Fig. 12 Hardness profile HV0.02 across the after 600°C/6 550hours, Weld B specimen after 600°C/6 550hours, Weld B
WM 23
P91

18. ‐ 20. 5. 2010, Rožnov pod Radhoštěm, Česká Republika
Thermodynamic and kinetics calculations for P23/P91 welds using Thermocalc and DICTRA software predict “up-hill” diffusion of carbon from the P23 to the P91 steel [5]. In the carburized zone of the P91 steel a high density of M23C6 carbides is present, but the precipitation of Laves phase is reduced. In the course of quality heat treatment of P23 steel precipitation of MX and M7C3 phases is accompanied by precipitation of the M23C6 phase. The M6C particles start to form only during creep exposure at elevated temperatures. The kinetics of M6X precipitation depends on both temperature and time of exposure [4]. Partial decarburization of P23 steel occurs at the expense of dissolving M7C3 phase [6]. Many fine MX particles are preserved in the partly decarburized P23 steel (HAZ P23 or WM23) close to the P23/P91 fusion zone. In the Weld A specimen after 26 780hours at 600°C a mixture of fine MX and coarse M6X
particles was present in the partly decarburized zone [5]. The fraction of M6C particles in this zone was much lower compared with that in the P23 matrix unaffected by carbon redistribution. The undissolved MX particles stabilized bainitic matrix and slowed down recrystallization processes.
5. CONCLUSIONS
Results of creep rupture tests on the cross weld specimens are close to, or slightly below, the lower limit
of the ±20% scatter band around the standardized curve for creep strength of the P23 steel. It has been found that in both Weld A and Weld B creep damage can simultaneously develop in several parts of the cross-weld specimens. The location of the final failure is determined by the “weakest area” for the given testing parameters. The preferred failure locality during testing at 550 and 600°C was the partly decarburized zone of the low alloy P23 steel (or WM23). The microstructure of the partly decarburized zone in the P23 (WM23) steel remained bainitic in all specimens investigated. This is related to undissolved MX particles in the partly decarburized zone which slowed down recovery/recrystallisation processes in the bainitic matrix.
ACKNOWLEDGEMENT
The authors would like to express thanks to the Ministry of Education, Youth and Sport of the Czech Republic for the financial support in the frame of the project MSM 2587080701.
REFERENCES
[1] W. Bendick et al.: New Low Alloy Heat Resistant Ferritic Steels T/P23 and T/P24 for Power Plant Application, International Journal of Pressure Vessels and Piping, 84, 2007, pp. 13–20.
[2] J. Pecha, J. Bošanský: Welding of Similar and Dissimilar Steels, COST 522 Progress Report, SES Tlmače-WRI Bratislava, 2002, pp. 24.
[3] V. Vodárek, Z. Kuboň: The Creep and Fracture Behaviour of Dissimilar P23/P91 Welds, Proc. of 5th International Conference on Mechanics and Materials in Design, Porto, 2006, p. 267.
[4] V. Vodárek, Z. Kuboň, R. Foret, S. V. Hainsworth: Microstructural Evolution in P91/P23 Heterogeneous Welds during Creep at 500-600°C, Proc. of the IIW International Conference Safety and Reliability of Welded Components, P. Mayr et al.. Eds., Graz, 2008, pp. 233-238.
[5] B. Zlámal, R. Foret, J. Sopoušek: Modelling of Phase Compositions of P23 and P91 Steels and their Welds, Technical Report, VUT Brno, 2007, pp. 28 (in Czech).
[6] VODÁREK, V. Physical Metallurgy of Modified (9-12)%Cr Steels, Ostrava, VŠB-TU Ostrava, 2003, p. 169 (in Czech).







![Economic Contribution [P91-95]](https://static.fdocuments.net/doc/165x107/585400ab1a28abfa398fb675/economic-contribution-p91-95.jpg)



![[P23] MISSIO広告](https://static.fdocuments.net/doc/165x107/568bd8bf1a28ab2034a47f55/p23-missio.jpg)