

Costs of Emission Control Technologies - LADCO · Costs of Emission Control Technologies Jim...
41
1 Costs of Emission Control Technologies Jim Staudt, Ph.D. Andover Technology Partners ICAC-LADCO Meeting March 24-25, 2010 www.AndoverTechnology.com
-
Upload
trinhnguyet -
Category
Documents
-
view
215 -
download
0
Transcript of Costs of Emission Control Technologies - LADCO · Costs of Emission Control Technologies Jim...

1
Costs of Emission Control Technologies
Jim Staudt, Ph.D.Andover Technology Partners
ICAC-LADCO MeetingMarch 24-25, 2010
www.AndoverTechnology.com

2
www.AndoverTechnology.com
What ATP Does
What ATP does• Consulting
• Focused on Air Pollution Control/Monitoring
• Software and licensed reports
Clients• Government• Facility Owners• Equipment
suppliers• Investment
Community

Current/Planned ATP Activities of Interest . . .
Developing Industrial Sector Models for ISIS– Cement– Iron and Steel– Pulp & Paper– Others in the pipeline
US EPA’s Greenhouse Gas Technology DatabaseContributor to IPCC Working Group III
3
www.AndoverTechnology.com

Sources of Interest to LADCO
EGU’sICI BoilersCement KilnsEnginesTaconite Plants
4
www.AndoverTechnology.com

Sources of Interest to LADCO
EGU’sICI BoilersCement KilnsEnginesTaconite PlantsWith a focus on NOx and SO2 controls
5
www.AndoverTechnology.com

Caveats Regarding Cost Estimates
All cost estimates presented here, except where stated otherwise, were developed by J. Staudt– Using proprietary algorithms, or– Using algorithms developed for others, and– All benchmarked against independent data, and– Escalated to late 2009 costs, except where stated
otherwiseAll cost estimates presented here, except where stated otherwise, are intended to be “typical” and are not for any specific facility.
6
www.AndoverTechnology.com

ICI Boilers - NOx
Combustion Controls– LNB– ULNB– OFA
Post Combustion Controls– SNCR– SCR
7
www.AndoverTechnology.com

Combustion Controls - Coal
8
www.AndoverTechnology.com

Combustion Controls – No. 6 Fuel Oil
9
www.AndoverTechnology.com

Combustion Controls – Natural Gas
10
www.AndoverTechnology.com

ICI Boilers - SNCR
Applicable to most boilersEspecially well suited to solid fuel boilers– Can be combined with combustion controls
Extremely effective on CFB boilers (50%+ reduction)
11
www.AndoverTechnology.com

SNCR – Capital Costs
12
www.AndoverTechnology.com
ICAC Letter to OTC, 2006

SNCR - $/ton NOx removed
13
www.AndoverTechnology.com
ICAC Letter to OTC, 2006

Combustion Controls - Coal
14
www.AndoverTechnology.com

SCR
High Dust Systems– Many existing ICI boilers are tight on space where the
SCR would be installed– Cost estimates are limited – based on “scaling” from
utility projects“Tail End” System– More likely to find space– Actual projects to base costs on– Clean gas needs reheating
15
www.AndoverTechnology.com

Regenerative SCR (RSCR)
16
www.AndoverTechnology.com Abrams, et. al. 2008

RSCR cost effectiveness
17
www.AndoverTechnology.com
Cost effectiveness curve developed by J. Staudt based upon a very conservative budgetary estimate from Babcock Power

ICI Boilers – SO2
Pre-Combustion– Steel Mills
Dry InjectionDry Scrubber/FFCaustic Scrubber
18
www.AndoverTechnology.com
Won’t discuss here, but what you’d first do at a steel mill

ICI Boilers – Sorbent Injection
19
www.AndoverTechnology.com

ICI Boilers – Sorbent Injection (ESP)
20
www.AndoverTechnology.com
420 MMBtu/hr
630 MMBtu/hr
210 MMBtu/hr
Assume Trona delivered price at $150/ton

ICI Boilers – Sorbent Injection (FF)
21
www.AndoverTechnology.com
420 MMBtu/hr
630 MMBtu/hr
210 MMBtu/hr
Assume Trona delivered price at $150/tonIncludes Cost of New Fabric Filter! Scaling of Utility Fabric Filter cost algorithms.

ICI Boilers – Dry Scrubber(s)
22
www.AndoverTechnology.com
Figures from Babcock PowerAlstomBabcock & Wilcox
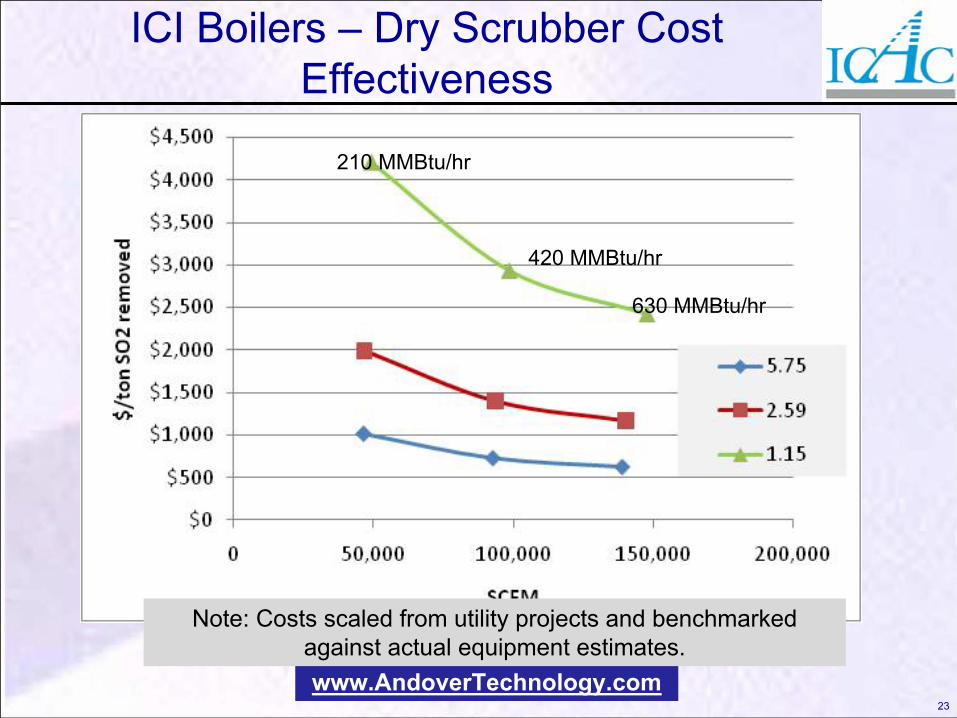
ICI Boilers – Dry Scrubber Cost Effectiveness
23
www.AndoverTechnology.com
210 MMBtu/hr
420 MMBtu/hr
630 MMBtu/hr
Note: Costs scaled from utility projects and benchmarked against actual equipment estimates.

ICI Boilers – Caustic Scrubber(s)
24
www.AndoverTechnology.com
John Zink – “Hazardous Waste Disposal by Thermal Oxidation”, 2001

ICI Boilers – Caustic Scrubber Cost Effectiveness
25
www.AndoverTechnology.com
Costs shown do not include water treatment or disposal cost.Based on caustic soda at $400/ton delivered.
210 MMBtu/hr
420 MMBtu/hr
630 MMBtu/hr

SO2 Controls – Other Factors
Cobenefit controls– Dry scrubber/fabric filter has high mercury and PM
cobenefit captureWaste Disposal– Caustic scrubbers well suited for pulp mills where
sodium is reusedAcid Mist– Wet scrubbers may promote acid mist if significant
SO3 is present in the gasReagent Cost– Caustic prices can be volatile
26
www.AndoverTechnology.com
Cement Kilns – NOx and SO2 Controls
LADCO region kilns– 10 Long Dry– 9 Preheater– 6 Long Wet– 2 Precalciner
Focus on dry kilns, but most info can be applied to other kiln types
27
www.AndoverTechnology.com

Cement Kilns - NOx
28
www.AndoverTechnology.com
PC PH Dry Wet
NOx, lb/ton clinker (average) 3.69 7.06 8.86 8.40
NOx, lb/MMBtu (average) 1.08 1.78 1.85 2.07
NOx, lb/ton clinker (median) 3.37 4.68 7.19 7.71
NOx, lb/MMBtu (median) 0.99 1.27 1.38 1.99
Averages/Medians of NOx emissions developed from 2002 NEI data – all US kilns

29
Cement Kilns – SO2 Emissions
www.AndoverTechnology.com
Developed from 2002 NEI
Average SO2 emissions (in lbs/ton clinker) by kiln type and location

Cement Kilns – Case Study
500,000 TPY Dry Kiln7 lb/tonne clinker uncontrolled NOx12 lb/tonne clinker uncontrolled SO2
Heat input 4.75 million Btu/tonne
30
www.AndoverTechnology.com

Cement Kilns - NOx
Combustion Controls– Low NOx Burners– Mid Kiln Firing
Post Combustion Controls– SNCR– SCR*
Fuel Switching– Coal produces lower NOx than natural gas
31
www.AndoverTechnology.com
* Experience with SCR on cement kilns is fairly limited

Cement Kilns – Case Study NOx
32
www.AndoverTechnology.com
Low NOx Burner/Ind
Firing Mid Kiln FiringLNB w/ mid
kiln firing SNCR
SNCR + LNB/Ind
Firing
Capital 1,404,606 4,833,663 6,238,269 1,191,393 2,595,999
Annual 269,891 784,249 1,054,140 515,576 646,633
Uncontrolled NOx, TPY 1,575 1,575 1,575 1,575 1,575
TPY Removed 788 473 1,024 473 1,024
$/ton $343 $1,660 $1,030 $1,091 $632

Cement Kilns – Case Study NOx
33
www.AndoverTechnology.com
Low NOx Burner/Ind
Firing Mid Kiln FiringLNB w/ mid
kiln firing SNCR
SNCR + LNB/Ind
Firing
Capital 1,404,606 4,833,663 6,238,269 1,191,393 2,595,999
Annual 269,891 784,249 1,054,140 515,576 646,633
Uncontrolled NOx, TPY 1,575 1,575 1,575 1,575 1,575
TPY Removed 788 473 1,024 473 1,024
$/ton $343 $1,660 $1,030 $1,091 $632
Not factoring in tipping fee from tires

Cement Kilns – Case Study NOx
34
www.AndoverTechnology.com
Low NOx Burner/Ind Firing SCR
LNB/Ind Firing + SCR
Capital 1,404,606 $5,171,528 $6,576,134Annual 269,891 $1,663,140 $1,750,565Uncontrolled NOx 1,575 1,575 1,575
Tons Removed 788 1,260 1,418$/ton $343 $1,320 $1,235

Cement Kilns – SO2 Emissions
SO2 Emissions primarily determined by– Kiln type– Raw material composition
Less affected by fuel sulfur– Fuel changes have limited impact
35
www.AndoverTechnology.com

Cement Kilns – SO2 Control Options
In Line Raw MillDry Lime InjectionLime Dry ScrubberLimestone Wet Scrubber
36
www.AndoverTechnology.com

Cement Kilns – Scrubbers
Limited data on scrubber retrofit costs– Only a few actual scrubbers in cement industry– Many on new facilities– Very reliant on industry BACT/BART estimates
37
www.AndoverTechnology.com

Cement Kiln Case Study – Wet Scrubber Cost
38
www.AndoverTechnology.com
Uncontrolled SO2, TPY 3,000Capital Cost of Scrubber $13,952,308Annual Cost $2,449,786SO2 Removed, TPY 2,850$/ton removed $860

Engines - briefly
SCR is now being used on lean-burn gas engines in gas transmission and storage applications
39
www.AndoverTechnology.com

Taconite Plants - briefly
ISIS does not yet incorporate Taconite plants
40
www.AndoverTechnology.com


















