
Conveyor Belt Group - Advanced Mining...
18
Conveyor Belt Group
Transcript of Conveyor Belt Group - Advanced Mining...
Conveyor Belt Group
As developer and original equipment manufacturer, the
ContiTech Conveyor Belt Group is a partner to many
industries such as mining or machine and plant
engineering. We are technological leader and the world's
largest manufacturer of conveyor belts with the global
brands ContiTech, Matador, IMAS, Caucho
Tecnica and Kolubara Univerzal. With the integration of
the Slovakian brand Matador and the Serbian brand
Kolubara Univerzal, we have reinforced our position
in Central and Eastern European markets. Our group
offers a range of steel-cord and textile conveyor belts,
carefully matched service material as well as special
products.
Keep on running. High-end conveyor belt technology
from ContiTech keeps conveyor belt systems running
reliably and economically, with respect for the environ-
ment. As systems supplier, we offer a full range of equip-
ment as well as comprehensive service, from installation
through to start-up. Worldwide.
We bundle our expertise into four customer-oriented
market segments:
Mining Europe
Mining World
Industry
Engineered Products
ContiTech Conveyor Belt Group – innovative and globally active with extensive
Backed by outstanding conveyor belt technology and expertise, ContiTech can be found wherever
raw materials are extracted, processed and distributed. Making materials available in an as environmentally
sound manner as possible presents a technological challenge, time and time again, since raw material
belts are scattered throughout the world. They are found in rough topographic areas,
in cold and hot regions, above and below ground.

2 - 3 Materials development
4 - 5 Steel cord conveyor belts
6 - 7 Textile conveyor belts
8 - 9 Special-purpose conveyor belts and products
10 - 11 Production technologies
12 - 13 “Conveying as required”
14 - 15 Worldwide service
systems know-how
1

With our materials expertise, we lay the foundation for economical and reliable conveyor belts.
In the Northeim and Bad Blankenburg development centers, we develop and optimize materials, belt designs
and splicing technology for conveyor belts and conveyors, finely tuned to the respective
application conditions worldwide.
Our know-how of the material rubber and its bonding to
tension members gives rise to heavy-duty belt construc-
tions with special properties. Corporate-wide synergies are
also incorporated, for instance through the activities of the
ContiTech Competence Center in Hamburg or the com-
pound development of the Tires divisions. Developed for
specific application requirements, the conveyor belts are
cost-effective, safe, reliable and environmentally sound.
Some examples:
Energy-optimized conveyor belts with special cover stock
rubber compounds and specific tension members reduce
the deformation resistance and energy requirements, thus
cutting operating costs.
The service life of a belt can be extended with an anti-stick
cover that repels wet and sticky goods and minimizes belt
cleaning, and with an optimized cover stock that resists
sharp-edged goods for a longer period of time.
Conveyor belts made of self-extinguishing rubber com-
pounds provide fire protection.
The integration of electronics presents numerous benefits.
Micro components vulcanized into the cover can for
instance make it possible to partially automate conveyors
and prevent major belt damage.
Creative material development forms the
q Reference: Energy-optimized loading of coal in Queensland, Australia
High-temperature-resistant conveyor
belts are used for goods such as cement,
slag, ash, etc., reliably conveying
the goods at sustained temperatures of
up to 200°C.

3
basis of our product competence
Coal is transported from the storage areas to bulk cargo ships up to
7 kilometers away in the Queensland harbor by steel cord conveyor
belts that cut the consumption of electricity thanks to energy-optimized
covers.
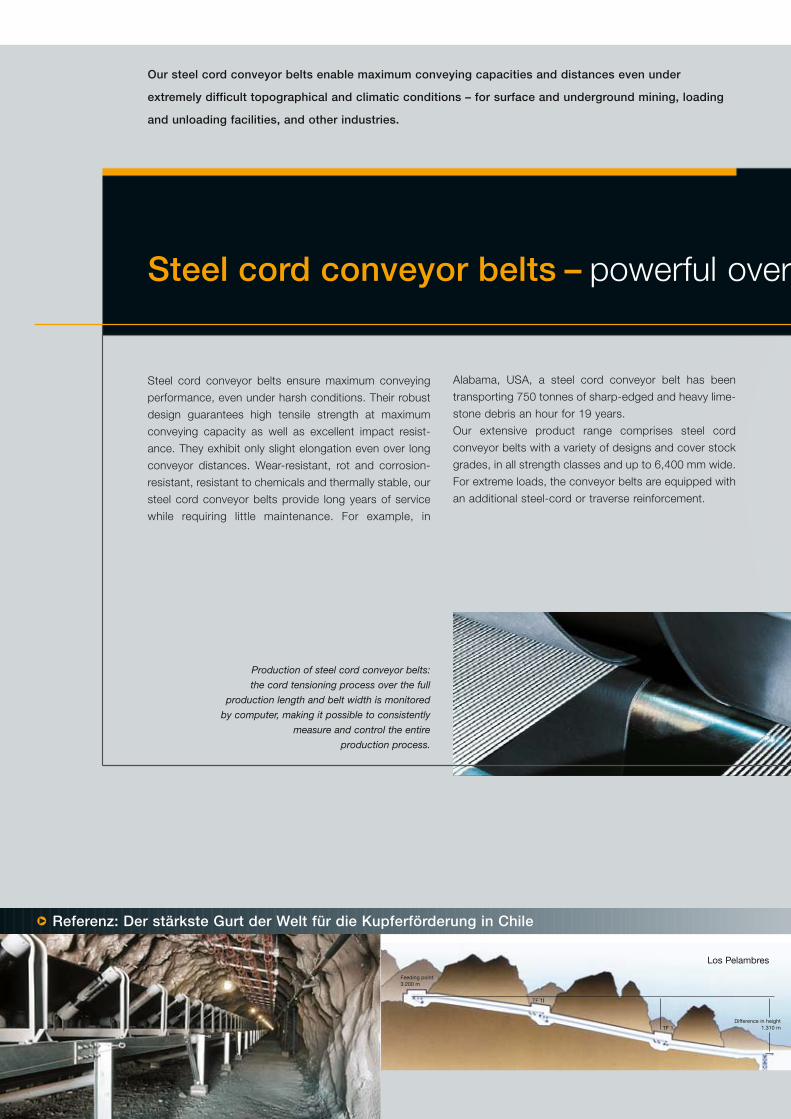
q Referenz: Der stärkste Gurt der Welt für die Kupferförderung in Chile
Our steel cord conveyor belts enable maximum conveying capacities and distances even under
extremely difficult topographical and climatic conditions – for surface and underground mining, loading
and unloading facilities, and other industries.
Steel cord conveyor belts – powerful over
Alabama, USA, a steel cord conveyor belt has been
transporting 750 tonnes of sharp-edged and heavy lime-
stone debris an hour for 19 years.
Our extensive product range comprises steel cord
conveyor belts with a variety of designs and cover stock
grades, in all strength classes and up to 6,400 mm wide.
For extreme loads, the conveyor belts are equipped with
an additional steel-cord or traverse reinforcement.
Steel cord conveyor belts ensure maximum conveying
performance, even under harsh conditions. Their robust
design guarantees high tensile strength at maximum
conveying capacity as well as excellent impact resist-
ance. They exhibit only slight elongation even over long
conveyor distances. Wear-resistant, rot and corrosion-
resistant, resistant to chemicals and thermally stable, our
steel cord conveyor belts provide long years of service
while requiring little maintenance. For example, in
Production of steel cord conveyor belts:
the cord tensioning process over the full
production length and belt width is monitored
by computer, making it possible to consistently
measure and control the entire
production process.
Feeding point3.200 m
Los Pelambres
TF 1
TF 1Difference in height
1.310 m
5
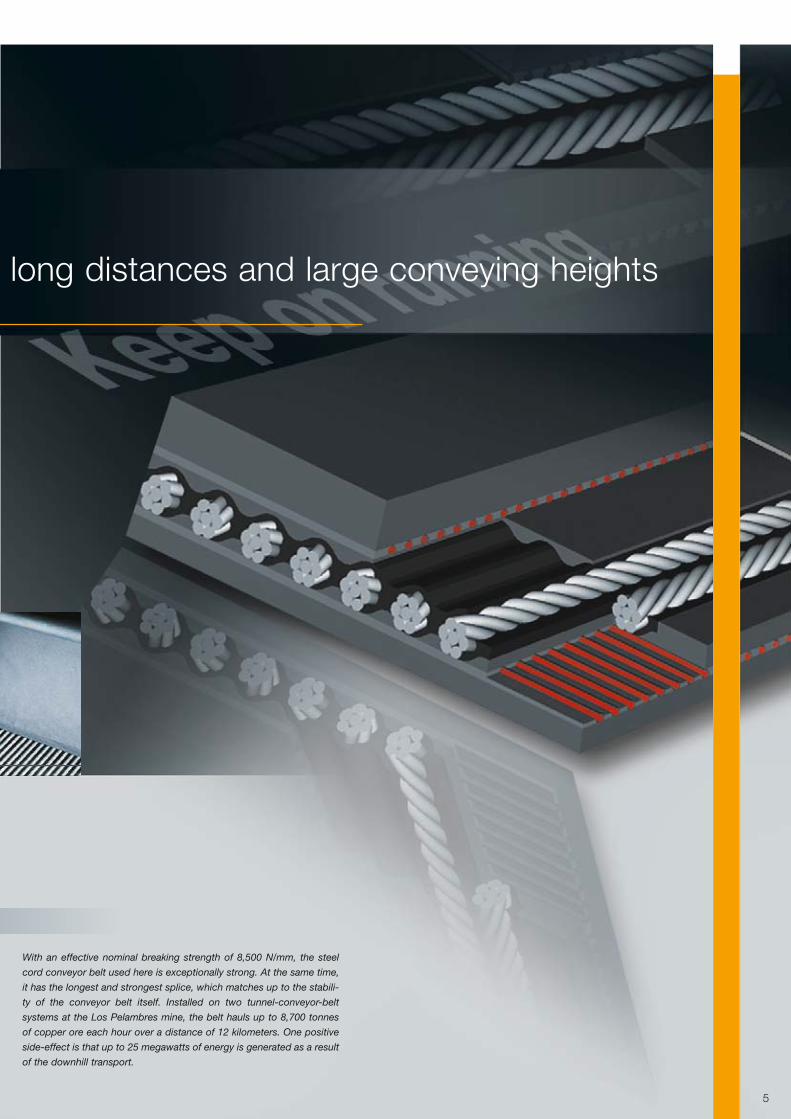
long distances and large conveying heights
With an effective nominal breaking strength of 8,500 N/mm, the steel
cord conveyor belt used here is exceptionally strong. At the same time,
it has the longest and strongest splice, which matches up to the stabili-
ty of the conveyor belt itself. Installed on two tunnel-conveyor-belt
systems at the Los Pelambres mine, the belt hauls up to 8,700 tonnes
of copper ore each hour over a distance of 12 kilometers. One positive
side-effect is that up to 25 megawatts of energy is generated as a result
of the downhill transport.

6
Textile conveyor belts – tailor-made soluti
q Reference: World’s largest tube conveyor belt for loading petroleum coke onto cargo ships in Barcelona, V
Our textile conveyor belts carry out diverse transport tasks while complying with stringent
safety regulations in surface and underground mining, machine and plant engineering, as well as many
other industries.
Our textile conveyor belts are given special properties for
the specific application, making them suitable for qoily and fatty goods q hot goods up to 200˚C q sharp-
edged goods and q steep conveying at inclines of
up to 30°.
Self-extinguishing belts are used wherever stringent
safety regulations must be fulfilled such as in under-
ground coal mining.
Depending on the requirements, our textile conveyor
belts are designed with a single or multi-ply textile
tension member and with various cover stock grades,
and, for extreme impacts or sharp-edged goods, with
an additional traverse reinforcement in the cover. The
belts, which are vulcanized on double-band units, have
a unique surface finish.
The extensive product range includes all strength clas-
ses and is available in widths up to 2,200 mm, and up to
5,600 mm as custom-designed versions.
Single-ply PVC belt
Multi-ply rubber belt

7
ons for the most varied of applications
A tube conveyor provides a kilometer-long link between the harbor and
an ocean platform where cargo ships are loaded. It conveys more than
2,000 tonnes of petroleum coke an hour at a speed of four meters per
second. Tube conveyor belts with steel cord or textile reinforcement
wrap up into a hose-like shape to transport goods. In this way, they
prevent chemicals and other hazardous goods from coming in contact
with the environment. They are especially curve-negotiable and do not
require transfer points if there is a change in direction.
Venezuela
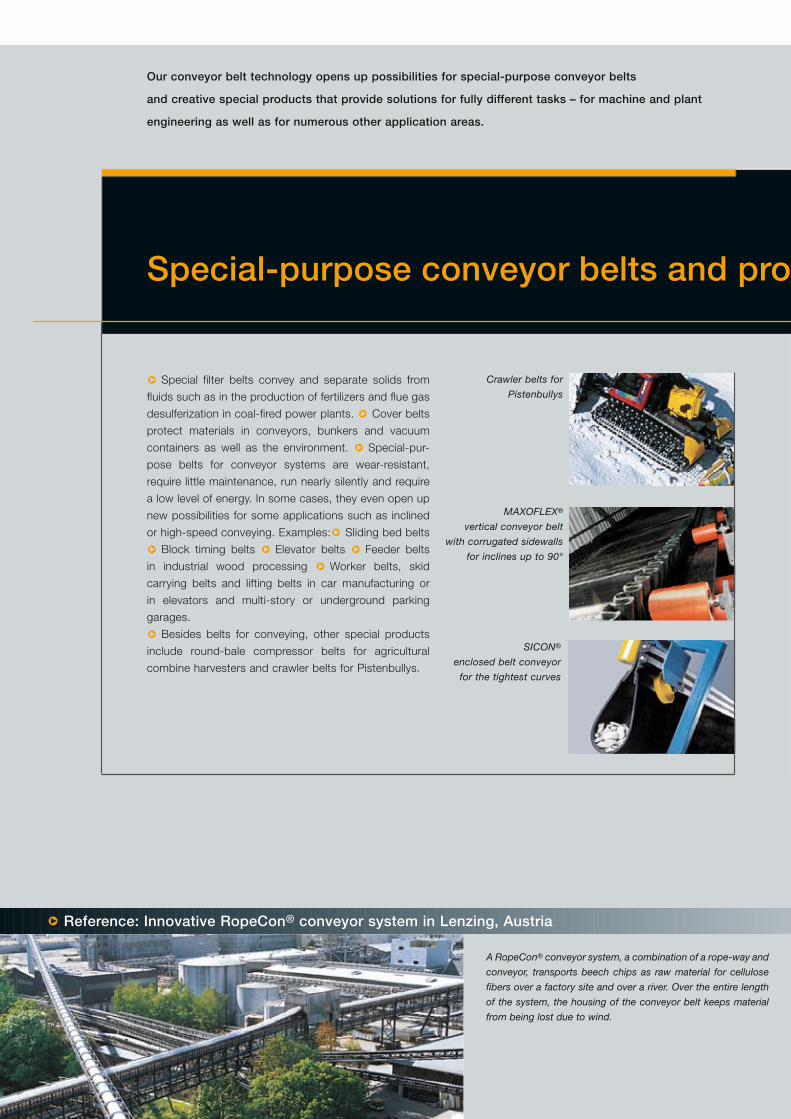
Our conveyor belt technology opens up possibilities for special-purpose conveyor belts
and creative special products that provide solutions for fully different tasks – for machine and plant
engineering as well as for numerous other application areas.
Special-purpose conveyor belts and pro
q Special filter belts convey and separate solids from
fluids such as in the production of fertilizers and flue gas
desulferization in coal-fired power plants. q Cover belts
protect materials in conveyors, bunkers and vacuum
containers as well as the environment. q Special-pur-
pose belts for conveyor systems are wear-resistant,
require little maintenance, run nearly silently and require
a low level of energy. In some cases, they even open up
new possibilities for some applications such as inclined
or high-speed conveying. Examples:q Sliding bed belts
q Block timing belts q Elevator belts q Feeder belts
in industrial wood processing q Worker belts, skid
carrying belts and lifting belts in car manufacturing or
in elevators and multi-story or underground parking
garages.
q Besides belts for conveying, other special products
include round-bale compressor belts for agricultural
combine harvesters and crawler belts for Pistenbullys.
A RopeCon® conveyor system, a combination of a rope-way and
conveyor, transports beech chips as raw material for cellulose
fibers over a factory site and over a river. Over the entire length
of the system, the housing of the conveyor belt keeps material
from being lost due to wind.
q Reference: Innovative RopeCon® conveyor system in Lenzing, Austria
SICON®
enclosed belt conveyor
for the tightest curves
MAXOFLEX®
vertical conveyor belt
with corrugated sidewalls
for inclines up to 90°
Crawler belts for
Pistenbullys

9
ducts – for driving, filtering, protecting
Filter belt for applications such as flue gas desulferization

Optimally coordinated production processes, testing at numerous stages and quality assurance
measures ensure the reproducible high quality of our products – at 9 production locations in close
proximity to our customers in Europe, Central and South America, and Asia.
A steel cord conveyor belt transports 1,000 tonnes of lime-
stone an hour from the working face in India to a cement
works in Bangladesh 17 kilometers away. The total length of
the conveyor belt is 34,500 meters.
Modern production technology guarante
All our production sites in China, India, Mexico, Chile,
Greece, Hungary, Slovakia and Germany are certified in
accordance with ISO 9001. Furthermore, we manu-
facture in accordance with all national relevant quality
standards such as DIN, SABS, MSHA, RMA, BS, AS,
CSA, etc.
q Reference: The longest conveyor belt without booster drives crosses the border India/Bangladesh
The CONTI® PRO technology, which we use at our plant
in Northeim to manufacture premium conveyor belts,
wear protection plates and special products, is unique
and leading in its field. It comprises 4 process steps:
q CONTI® CAMA for continuous carcass manufac-
turing q CONTI® DOBA for the vulcanization of textile
conveyor belts on two double-band units for an excellent
surface finish q The CONTI® ROLL roller head line for
the continuous production of rubber slabs up to 2,850
mm wide for steel cord conveyor belts, with consistent
quality from edge to edge q The CONTI® AUMA con-
tinuous vulcanization line for products up to 2,000 mm
wide with excellent surface finish and minimum cutting
scrap.
In the production of steel cord conveyor belts, the
tensioning of cord across the entire production length
and belt width is monitored by computer, making it pos-
sible to consistently measure and control the production
process.
Modern test centers are part of quality assurance in
series production and accompany product development
and production with extensive test programs.
Flame testing for the fire
characteristics of conveyor belts
Test bench for static
and dynamic tensile testing
of material specimens
up to 10 meters long

11
es the high quality of our products

Precise systems solutions consisting of conveyor belts and matching service materials make us
a partner to original equipment manufacturers, operators, dealers and consultants. Ever more often,
we take on maintenance tasks, right up to full service of conveyors.
When planning or converting conveyors, we develop our
solutions in principle with a view to the entire conveyor
system. As systems supplier, we provide everything
required for conveyor system. For each conveyor belt, we
offer extensive service material that supports the functional
reliability and durability of the belt – e.g. pulley lagging,
scraper rubber, corrugated sidewalls, profiles and
materials for splicing and repairing conveyor belts.
Our electronic protection systems, which monitor the belt
surfaces and splices, provide for maximum functional
reliability. They identify and report damage at an early
stage, thus minimizing repair expense and downtimes.
“Conveying as required” is our motto when
CORREX® pulley laggings to
increase friction resistance between
conveyor belt and drive pulley
Running at a speed of 8.48 m/s, the 1,100 mm wide steel cord con-
veyor belt transports prepared coal approximately 13 kilometers to the
coast where it is loaded onto ships – up to 4,500 tonnes per hour. Its
energy-optimized cover, which is just as wear-resistant as conventional
cover stock, reduces the system’s energy requirements by about
15 percent. This energy savings can amortize at least a third of the
investment costs for the belt.
q Reference: The world’s fastest long-distance conveyor belt transports coal in Indonesia

13
it comes to all-in-one solutions

We provide support through all stages of every order, worldwide. Our flexible organization
in easy reach of our customers assures speedy access to our products and our qualified service.
Experienced fitting teams splice conveyor belts using the most modern vulcanization equipment,
above and below ground.
Worldwide service, 24 hours a day. 365
In the framework of special cooperation agreements, we
assume overall service responsibility, including the main-
tenance and repair of conveyors. With this service, we
guarantee 100% availability in the regular production
process.
We can be found wherever there are conveyor tasks to
be tackled. Already in the planning phase, our engineers
and technicians provide application advice, including the
design calculation of the conveyor belt and the struc-
tural elements of the conveyor.
We deliver our conveyor belts to your destination on
schedule. Worldwide, experienced fitting partners splice,
install, and startup the conveyor belt on site.
Once our products are in operation, we provide service
in the form of belt inspections, troubleshooting and
speedy repairs. The 24-hour service can be reached 365
days a year by satellite. Our technicians are on site at
short notice, minimizing downtimes and the resulting
costs.
q Reference: The world’s heaviest conveyor belt for copper mining in the Chilean Andes
Compared to round rolls, oval rolls contain
approximately 37% longer conveyor belts,
thus reducing the number of belt splices,
material costs and fitting times.

15
days a year.
In Collahuasi, the world’s highest mine at an altitude of nearly
5,000 meters, a steel cord convey belt transports copper ore.
In order to minimize the number of belt splices necessary for
fitting, the belt was delivered in large oval rolls in lengths of
415 meters. The 4.3 meter high rolls weighed in at 58 tonnes –
a world record.

ContiTech
Spezialist für Kautschuk- und
Kunststofftechnologie
ContiTech
Transportbandsysteme GmbH
Breslauer Straße 14
D-37154 Northeim
Postfach 1169
D-37141 Northeim
Phone +49 5551 702-207
Fax +49 5551 702-504
www.contitech-online.com
WT
462
5 E
0
4.0
9 (D
K)
P
rint
ed w
ith C
ont
iTec
h o
ffse
t p
rint
ing
bla
nket
s o
n b
leac
hed
pap
er f
ree
of
chlo
rine
The ContiTech division
of the Continental Corporation
is a development partner and
original equipment supplier
to numerous industries for
high-quality functional parts,
components and systems.
With its know-how in rubber
and plastics technology,
ContiTech contributes signifi-
cantly to industrial progress
and mobility that is safe, com-
fortable and eco-friendly.
ContiTech. Get more with e last ic technology.
Business unitConveyor Belt Group
ContactContiTech Transportbandsysteme GmbHD-37154 NortheimPhone: +49 5551 702-207E-mail: [email protected]
Your contact person: ContiTech Contact Locatorwww.contitech.deq


















