Converters Is your Competitor Your Enemy ? No . It's Static Electricity
121
Technical needs Technical needs Technical needs Technical needs Adhesive Tape manufacturers Do you know who is your most dangerous enemy is ? By Shrikant Athavale Prathith Consultants Pune India Email : [email protected] 1 04-09-2016 We Promise to attend your We Promise to attend your We Promise to attend your We Promise to attend your Yes certainly, Not your competitor
-
Upload
shreekant-athavale -
Category
Technology
-
view
246 -
download
4
Transcript of Converters Is your Competitor Your Enemy ? No . It's Static Electricity

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Adhesive Tape manufacturersDo you know who is your mostdangerous enemy is ?
Yes certainly,Not your competitor
By
Shrikant AthavalePrathith ConsultantsPune IndiaEmail :[email protected] 104-09-2016W
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
ds
Adhesive Tape manufacturersDo you know who is your mostdangerous enemy is ?
Yes certainly,Not your competitor

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds I am sure many of you must be
surprisedButlet me assure you , it’s True
204-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds I am sure many of you must be
surprisedButlet me assure you , it’s True

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds your Competitor
Can damage your business interestsonly to a limited extent.
ButThe real enemy is entirely different
It will eliminate you totally
304-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds your Competitor
Can damage your business interestsonly to a limited extent.
ButThe real enemy is entirely different
It will eliminate you totally

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
My friends believe me , the mostdangerous enemy to your business is
Static Electricity
404-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds Let us see
how dangerous it is
504-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds

Static Electricity related issues
1. Sparks and Fire and major ExplosionFire and largest damage to converting equipment andworkmen , especially on solvent borne coated/ printed products
2. Shocks and injuriesAre static shocks a health risk?Fortunately there is little risk attached to such electrostatic discharges.In most cases they are just a nuisance allbeit an uncomfortable one.The biggest risk is that a shock could cause you to have an accidentalinjury. For example, you might withdraw your arm suddenly and hit itagainst something.While static-related shocks can be painful, the effects are usually quitesafe and short lived. However, the cost implications lie in the “recoil”reaction that is associated with the initial shock. When an operatorreceives a shock, there can be a moment of disorientation, bringingwith it subsequent hazards such as collision with other operatorsand/or machinery panels04-09-2016 6
Static Electricity related issues
1. Sparks and Fire and major ExplosionFire and largest damage to converting equipment andworkmen , especially on solvent borne coated/ printed products
2. Shocks and injuriesAre static shocks a health risk?Fortunately there is little risk attached to such electrostatic discharges.In most cases they are just a nuisance allbeit an uncomfortable one.The biggest risk is that a shock could cause you to have an accidentalinjury. For example, you might withdraw your arm suddenly and hit itagainst something.While static-related shocks can be painful, the effects are usually quitesafe and short lived. However, the cost implications lie in the “recoil”reaction that is associated with the initial shock. When an operatorreceives a shock, there can be a moment of disorientation, bringingwith it subsequent hazards such as collision with other operatorsand/or machinery panels

Operator shocks are typically the result of an accumulatedcharge or “battery effect” occurring during the collection ofparts in a bin or assembly area.
3. Dust collection / particle problemThe attraction of airborne contaminates as a result of staticcharge on a substrate is becoming more and more of an issueas the quality standards of companies continue to be raised.Dust and particulates' attracted by the static charge on the partcan result in high and expensive scrap rates. This is especiallythe case if the material is to be used in the medical or foodpackaging industries, or in the painting of automotive or whitegoods.A recent stipulation of food packaging companies is also thatstatic control equipment cannot use air to assist long rangeionization, for fear of blowing additional contaminants on tothe products to be neutralized.
04-09-2016 7
Operator shocks are typically the result of an accumulatedcharge or “battery effect” occurring during the collection ofparts in a bin or assembly area.
3. Dust collection / particle problemThe attraction of airborne contaminates as a result of staticcharge on a substrate is becoming more and more of an issueas the quality standards of companies continue to be raised.Dust and particulates' attracted by the static charge on the partcan result in high and expensive scrap rates. This is especiallythe case if the material is to be used in the medical or foodpackaging industries, or in the painting of automotive or whitegoods.A recent stipulation of food packaging companies is also thatstatic control equipment cannot use air to assist long rangeionization, for fear of blowing additional contaminants on tothe products to be neutralized.

Run ability Problems : machines or processes give poor performanceoften with reduced production capacity as a result
Quality Problems : Hygiene problems , dust , dirt and particles stickto the coated product , poor tolerances , lost specifications.
Work environment problems : discomfort or danger to personnel.
Problem The paper has developed a static electrical charge causing anabnormal sheet-to-sheet or sheet-to-material attraction which isdifficult to separate. This condition may result in feeder trip-offs,print voids from surface contamination, ink offset, or poor sheet jogin the delivery
04-09-2016 8
Run ability Problems : machines or processes give poor performanceoften with reduced production capacity as a result
Quality Problems : Hygiene problems , dust , dirt and particles stickto the coated product , poor tolerances , lost specifications.
Work environment problems : discomfort or danger to personnel.
Problem The paper has developed a static electrical charge causing anabnormal sheet-to-sheet or sheet-to-material attraction which isdifficult to separate. This condition may result in feeder trip-offs,print voids from surface contamination, ink offset, or poor sheet jogin the delivery

If paper develops a static electrical charge, feeding problems can resultwhen individual sheets resist separation at the feeder head causing doublesheeting, forwarding interference, and/or off-timing into the head-stops.This charge may also attract airborne contaminants to the paper whichcan result in hickeys or print voids.
Typical Levels of static onplastic webs
- 3000 volts: Dust attraction begins;- 5000 volts to 10,000 volts: Static cling begins- 10,000 volts to 50KV:Increasing dust attraction, static cling;- 50 KV plus:Active Discharging from the web.
04-09-2016 9
If paper develops a static electrical charge, feeding problems can resultwhen individual sheets resist separation at the feeder head causing doublesheeting, forwarding interference, and/or off-timing into the head-stops.This charge may also attract airborne contaminants to the paper whichcan result in hickeys or print voids.
Typical Levels of static onplastic webs
- 3000 volts: Dust attraction begins;- 5000 volts to 10,000 volts: Static cling begins- 10,000 volts to 50KV:Increasing dust attraction, static cling;- 50 KV plus:Active Discharging from the web.

4. Damage to electronic components and control panelsElectrostatic discharge (ESD) is a natural phenomenon, is amajor issue with the widespread use of solid-state electronics.All materials (insulators and conductors alike) are sources ofESD. They are lumped together in what is known as thetriboelectric series, which defines the materials associatedwith positive or negative charges. Positive charges accumulatepredominantly on human skin or animal fur. Negative chargesare more common to synthetic materials such as Styrofoam orplastic cups. The amount of electrostatic charge that canaccumulate on any item is dependent on its capacity to store acharge. For example, the human body can store a charge equalto 250 picofarads. This correlates into a stored charge that canbe as high as 25,000V.In most cases, ESD currents will travel to ground via the
metal chassis frame of a device. However, it's well known thatcurrent will travel on every available path. In some cases, onepath may be between the PN junctions on integrated circuitsto reach ground. This current flow will burn holes visible tothe naked eye in an integrated circuit, with evidence of heatdamage to the surrounding area. One ESD event will notdisrupt equipment operation. However, repeated events willdegrade equipment's internal components over time.
04-09-2016 10
4. Damage to electronic components and control panelsElectrostatic discharge (ESD) is a natural phenomenon, is amajor issue with the widespread use of solid-state electronics.All materials (insulators and conductors alike) are sources ofESD. They are lumped together in what is known as thetriboelectric series, which defines the materials associatedwith positive or negative charges. Positive charges accumulatepredominantly on human skin or animal fur. Negative chargesare more common to synthetic materials such as Styrofoam orplastic cups. The amount of electrostatic charge that canaccumulate on any item is dependent on its capacity to store acharge. For example, the human body can store a charge equalto 250 picofarads. This correlates into a stored charge that canbe as high as 25,000V.In most cases, ESD currents will travel to ground via the
metal chassis frame of a device. However, it's well known thatcurrent will travel on every available path. In some cases, onepath may be between the PN junctions on integrated circuitsto reach ground. This current flow will burn holes visible tothe naked eye in an integrated circuit, with evidence of heatdamage to the surrounding area. One ESD event will notdisrupt equipment operation. However, repeated events willdegrade equipment's internal components over time.

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds What is Electricity ?
What is Static Electricity ?What is the difference between them ?
1104-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
ElectricityIs a form of EnergyIt is the flow of electronsAll materials are made up of atomsAtom has a center called as Nucleus.Nucleus contains positively chargedparticles called Protons , andUncharged particles called Neutrons.
1204-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
ATOM
Nucleus

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Static Electricity
Static Electricity occurs when there is a buildup of electrical charges onthe surface of a material.It is called Static Electricity , because the charges don’t move.
The electricity we use every day involves moving charges.Static = charges don’t move or flow.
Static electricity is defined as a non-moving, non-flowing electricalcharge or in simple terms, electricity at rest. Static electricity becomesvisible and dynamic during the brief moment it sparks a discharge andfor that instant it’s no longer at rest.
Lightning is the result of static discharge as is the shock you receive justbefore contacting a grounded object during unusually dry weather.
1304-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds Static Electricity occurs when there is a buildup of electrical charges on
the surface of a material.It is called Static Electricity , because the charges don’t move.
The electricity we use every day involves moving charges.Static = charges don’t move or flow.
Static electricity is defined as a non-moving, non-flowing electricalcharge or in simple terms, electricity at rest. Static electricity becomesvisible and dynamic during the brief moment it sparks a discharge andfor that instant it’s no longer at rest.
Lightning is the result of static discharge as is the shock you receive justbefore contacting a grounded object during unusually dry weather.

Materials with high conductivity, such as steel, are called conductors andmaintain neutrality because their electrons can move freely from atom to atom tobalance any applied charges. Therefore, conductors can dissipate static whenproperly grounded.Non-conductive materials, or insulators such as plastic and wood, have theopposite property as their electrons cannot move freely to maintain balance.When two insulators contact each other, electrons may build up on one surfacecreating a negative charge, while the other surface loses electrons and becomespositively charged. Since these insulators do not conduct electricity, the chargeswill not dissipate until the material contacts a conductor.When this happens we see a static discharge in the form of a spark. With all othervariables equal, coated paper can create higher static charge as compared touncoated paper because the coating further insulates the low conductivity of theraw cellulose paper fiber while increasing potential surface contact.Therefore, lightweight, large-format, gloss-coated papers can be of particularchallenge because the ultra-smooth surface offers a high contact area with lessweight and body. Since coated paper is only semi-conductive at best,accumulated charges will not dissipate until the material approaches contact witha conductor and sparks a discharge.
04-09-2016 14
Materials with high conductivity, such as steel, are called conductors andmaintain neutrality because their electrons can move freely from atom to atom tobalance any applied charges. Therefore, conductors can dissipate static whenproperly grounded.Non-conductive materials, or insulators such as plastic and wood, have theopposite property as their electrons cannot move freely to maintain balance.When two insulators contact each other, electrons may build up on one surfacecreating a negative charge, while the other surface loses electrons and becomespositively charged. Since these insulators do not conduct electricity, the chargeswill not dissipate until the material contacts a conductor.When this happens we see a static discharge in the form of a spark. With all othervariables equal, coated paper can create higher static charge as compared touncoated paper because the coating further insulates the low conductivity of theraw cellulose paper fiber while increasing potential surface contact.Therefore, lightweight, large-format, gloss-coated papers can be of particularchallenge because the ultra-smooth surface offers a high contact area with lessweight and body. Since coated paper is only semi-conductive at best,accumulated charges will not dissipate until the material approaches contact witha conductor and sparks a discharge.

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
From where do the charges come from ?
If the Electrons are equal in number to Protons then there isno charge
If the Electrons are more in number to Protonsthen there is a gain in electrons and Negative Charge ( -ve )
If the Electrons are lesser in number to Protonsthen there is a loss in electrons and Positive Charge ( +ve )
1504-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
From where do the charges come from ?
If the Electrons are equal in number to Protons then there isno charge
If the Electrons are more in number to Protonsthen there is a gain in electrons and Negative Charge ( -ve )
If the Electrons are lesser in number to Protonsthen there is a loss in electrons and Positive Charge ( +ve )

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
When plastic film Rubs on Rubber / Metal roller , Electronsare pulled from Roller to FilmThus the film gains Electrons and it is –ve charged.The Rubber / metal roller is +ve charged
1604-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Because of Rubbing electrons transfer from one material to the otherSome examples areRubbing Balloon on human hairWalking across carpetCombing your hair
What are these actions have in common ?It’s Friction
CombingElectrons transfer from hair to comb., results in –ve charge on comb and +vecharge on hair
Charged and neutral objects are attracted because of electron move in neutralobject.This is how dust particles are attracted by charged films / paper.Electrons move towards a +ve charged object and away from a –ve chargedone.This is called as Induced charge.
1704-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Because of Rubbing electrons transfer from one material to the otherSome examples areRubbing Balloon on human hairWalking across carpetCombing your hair
What are these actions have in common ?It’s Friction
CombingElectrons transfer from hair to comb., results in –ve charge on comb and +vecharge on hair
Charged and neutral objects are attracted because of electron move in neutralobject.This is how dust particles are attracted by charged films / paper.Electrons move towards a +ve charged object and away from a –ve chargedone.This is called as Induced charge.

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
ConductionIs direct transfer of ChargesEx. Walking across a carpet and thentouching the door knob , you get a shock.Electrons are shipped from the carpet and weget – ve charge , when we touch the doorknob , electrons jump into it and thus there isa electric discharge.
Roles of Static ElectricityObjects with same charges repel.But objects with dissimilar charges attractCharged object attracts neutral object.
1804-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
ConductionIs direct transfer of ChargesEx. Walking across a carpet and thentouching the door knob , you get a shock.Electrons are shipped from the carpet and weget – ve charge , when we touch the doorknob , electrons jump into it and thus there isa electric discharge.
Roles of Static ElectricityObjects with same charges repel.But objects with dissimilar charges attractCharged object attracts neutral object.

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Friction creates Static chargeDifferent materials have different strength of attraction for electrons.Two objects with same material if rubbed then no static charge isdeveloped.Two different objects when rubbed Static charge is built-up.The two different objects have different attraction to electrons Thestronger one will take electrons away from the weaker one .
1904-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Effective materials on Static Electricity
Become + ve in charge materials that gain a +ve charge ( or tend togive up electrons )
Dry Human SkinLeather : tend to give up electrons and become highly +ve
in chargeGlass : TV screen gets charged and collects dust
Aluminium : give up electronsLead : would collect as much static charge as possible.
2004-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Effective materials on Static Electricity
Become + ve in charge materials that gain a +ve charge ( or tend togive up electrons )
Dry Human SkinLeather : tend to give up electrons and become highly +ve
in chargeGlass : TV screen gets charged and collects dust
Aluminium : give up electronsLead : would collect as much static charge as possible.

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Neutral materials
There are very few materials that donot tend to receive or give upelectrons when brought in contact or rubbed with other materialMaterials relatively Neutral areCotton : best for non static chargeSteel : not useful for static electricity
Because of – ve in charge materials that gain –ve electrical chargeWood : Almost neutralNickel / Copper ; copper brushes are used in static eliminator/collectorCarbon brushes : are used in static eliminator/ collector
PE Tape : pull PE / Plastic tape off surface and it will become charged
2104-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Neutral materials
There are very few materials that donot tend to receive or give upelectrons when brought in contact or rubbed with other materialMaterials relatively Neutral areCotton : best for non static chargeSteel : not useful for static electricity
Because of – ve in charge materials that gain –ve electrical chargeWood : Almost neutralNickel / Copper ; copper brushes are used in static eliminator/collectorCarbon brushes : are used in static eliminator/ collector
PE Tape : pull PE / Plastic tape off surface and it will become charged

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Insert a coating , printing, adhesive or ink mixing machine , slittingm/c and show static charge generation.
Removal and prevention of static electricityStatic electric dischargeSometimes it’s Hazardous.Static electricity , when discharged can lead to
major electric shock
Major Fire
Dust collection , due to the magnetic field created bystatic charges
2204-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Insert a coating , printing, adhesive or ink mixing machine , slittingm/c and show static charge generation.
Removal and prevention of static electricityStatic electric dischargeSometimes it’s Hazardous.Static electricity , when discharged can lead to
major electric shock
Major Fire
Dust collection , due to the magnetic field created bystatic charges
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
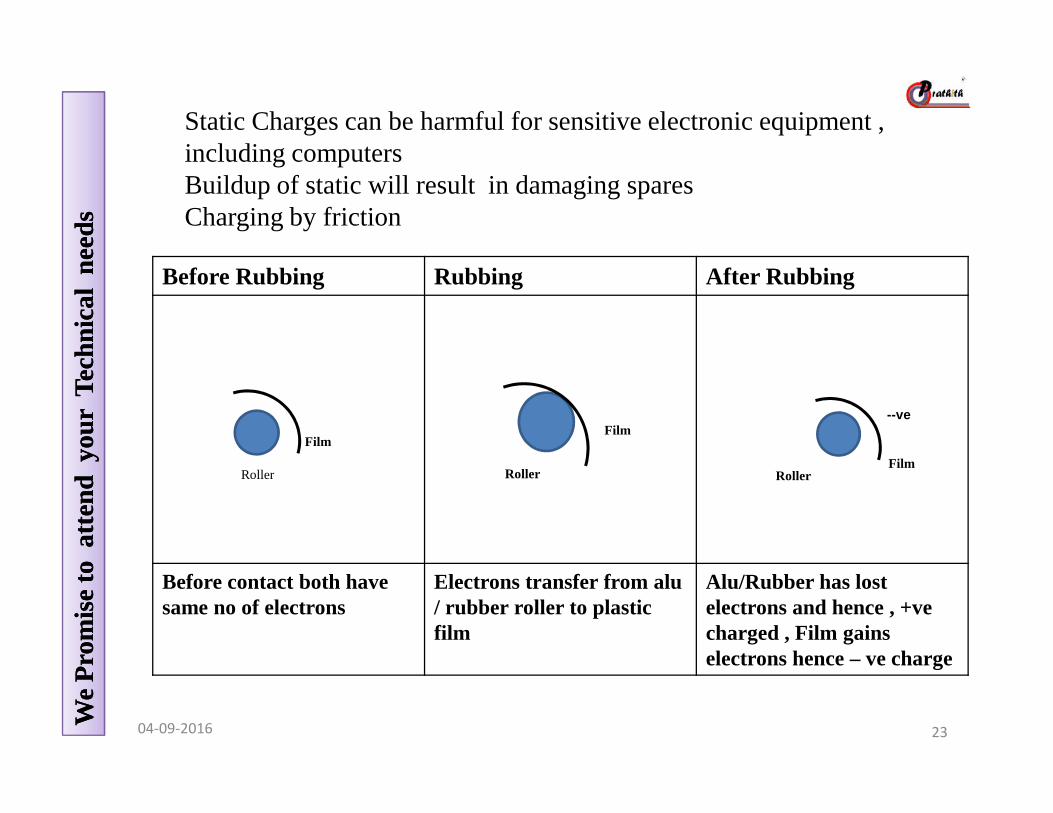
Static Charges can be harmful for sensitive electronic equipment ,including computersBuildup of static will result in damaging sparesCharging by friction
Before Rubbing Rubbing After Rubbing
+
ve
--ve
2304-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Before contact both havesame no of electrons
Electrons transfer from alu/ rubber roller to plasticfilm
Alu/Rubber has lostelectrons and hence , +vecharged , Film gainselectrons hence – ve charge
Roller
Film
Roller
Film
+
veRoller
Film
--ve

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Strong Repulsion
objects that have the same charge repel each other. Each object exerts aforce on the other object . these forces push the objects apart.
2404-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
objects that have the same charge repel each other. Each object exerts aforce on the other object . these forces push the objects apart.
objects that have opposite charge are attracted to each other. Each objectexerts a force on the other object . these forces pull the objects together..
Strong Attraction

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
2504-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Weaker field Stronger fieldElectron lines are closer to each other in astronger electric field

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Charging by Induction
InducedCharge
2604-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Roller
Film
INSULATORfilm / paperCHARGED
OBJECT LIKEROLLER
Induction is the production of Electric charge on the surface ofa conductor under the influence of an electric field

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Conductors and InsulatorsBehavior of an object which is charged will depend onwhether it is a conductor or non conductor material.
ConductorsAn electrical conductor is a material in which charges canmove easily. Most metals are good conductors becausesome of their electrons are free to move. Conductors areused to make wires. For example, a lamp cord has metalwire and metal prongs.Copper, aluminum, and mercury are good conductors.
InsulatorsAn electrical insulator is a material in which chargescannot move easily.Insulators do not conduct charges very well because theirelectrons cannot flow freely. The electrons are tightly heldin the atoms of the insulator. The insulating material in alamp cord stops charges from leaving the wire and protectsyou from electric shock. Plastic, rubber, glass, wood, andair are good insulators.
Conductor
2704-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Conductors and InsulatorsBehavior of an object which is charged will depend onwhether it is a conductor or non conductor material.
ConductorsAn electrical conductor is a material in which charges canmove easily. Most metals are good conductors becausesome of their electrons are free to move. Conductors areused to make wires. For example, a lamp cord has metalwire and metal prongs.Copper, aluminum, and mercury are good conductors.
InsulatorsAn electrical insulator is a material in which chargescannot move easily.Insulators do not conduct charges very well because theirelectrons cannot flow freely. The electrons are tightly heldin the atoms of the insulator. The insulating material in alamp cord stops charges from leaving the wire and protectsyou from electric shock. Plastic, rubber, glass, wood, andair are good insulators.
Insulator

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
2804-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Conductors Insulators
MetalAqueous sol of saltGraphiteWaterHuman Body
PlasticsGlassPaperRubberDry Air

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Static Shocks
--ve chargedWhen the operator touch thecoated roller for unloading , theoperators body acts as aconductor of electricity , and theelectric charges , flow to theearth , hence the operator gets ashock.
2904-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Coated roll onmachine
When the operator touch thecoated roller for unloading , theoperators body acts as aconductor of electricity , and theelectric charges , flow to theearth , hence the operator gets ashock.

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Earthling means making the object neutral or uncharged
3004-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Grounding Grounding
Earth is taking away from conductor

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Electro Static SparkElectric charges can accumulate on coated roll due to frictionbetween roller and film.Sparks may be produced when discharging happensThis will cause flammable material to catch fire or explode
Connect a metal wire / strip at the surface of the coated material toprovide a discharging path for excess charges.
3104-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
How Dust is attracted
3204-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Roller
Film
Electromagnetic Field DevelopedThis electromagnetic field attractsDust

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Static electricity & charge accumulation
DefinitionsTypes of dischargesMechanisms of charge accumulation
fluid systems - Streaming currentSolids handling
Balance of chargesBonding and groundingCase studies
3304-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Static electricity & charge accumulation
DefinitionsTypes of dischargesMechanisms of charge accumulation
fluid systems - Streaming currentSolids handling
Balance of chargesBonding and groundingCase studies

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Charge Accumulation
Whenever two dissimilar materials come in contact,electrons move from one surface to the other. As thesematerials are separated and more electrons remain onone surface than the other , one material takes on apositive charge and the other a negative charge.
Mechanisms for Charge Accmulation:Contact and FrictionalDouble layerInduction
3404-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Charge Accumulation
Whenever two dissimilar materials come in contact,electrons move from one surface to the other. As thesematerials are separated and more electrons remain onone surface than the other , one material takes on apositive charge and the other a negative charge.
Mechanisms for Charge Accmulation:Contact and FrictionalDouble layerInduction

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Contact and Frictional Charging
Dust transporte.g. pneumatic transport of powders/solids
Pouring powderse.g. pouring solids down chutes or troughs
Gears and beltse.g. transporting charges from one surface toanother
3504-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Double layer charging
Caused by friction and movement at interfaces on amicroscopic scale.
Liquid-liquidSolid-liquidSolid-solidGas-liquidGas-solid
3604-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Induction charging
When an isolated conductor is subject to a electricfield a charge polarity develops on the object. If theobject is grounded then the charges closest to thegrounding source flows away leaving the body witha net charge of opposite sign.
3704-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Charging by Transport
Results from a charged dust, liquid or solid particlessettling onto a surface and transporting their charges tothis new surface.The rate of charge accumulation is a function of the rateof transportation.
3804-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds Fluid handling
operations
Many fluid handlingoperations can generatestatic electricity. Thisbecomes a problem whennon conducting pipes(glass or Teflon lined)are used withoutadequate bonding.
3904-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds Fluid handling
operations
Many fluid handlingoperations can generatestatic electricity. Thisbecomes a problem whennon conducting pipes(glass or Teflon lined)are used withoutadequate bonding.

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Fluid flow into vessels
When fluid flows into a vessel itcarries a charge with it which canbuild up in the tank if the tank is notproperly grounded.
Routine inspection of groundingminimizes the change for fire orexplosion due to a spark dischargefrom the charged tank.
4004-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Fluid flow into vessels
When fluid flows into a vessel itcarries a charge with it which canbuild up in the tank if the tank is notproperly grounded.
Routine inspection of groundingminimizes the change for fire orexplosion due to a spark dischargefrom the charged tank.

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Splash Filling
When non conducting fluids (orsolids) free fall through air theypick up a significant static charge.When there is spraying orsplashing static electricity canbuild up.This can be a source of sparks
4104-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Splash Filling
When non conducting fluids (orsolids) free fall through air theypick up a significant static charge.When there is spraying orsplashing static electricity canbuild up.This can be a source of sparks

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Spraying of Liquids
When fluids are spayed in air astatic charge can built up fairlyrapidly in some fluids. Non-conducting fluids typicallybuild up static charge morerapidly.
4204-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Spraying of Liquids
When fluids are spayed in air astatic charge can built up fairlyrapidly in some fluids. Non-conducting fluids typicallybuild up static charge morerapidly.

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Bonding and Grounding
Charge buildup is always possible when you have moving fluids or solids.The potential for discharge is always present.We can eliminate sparks if we ensure that all parts of the system areconnected with a conductor
Historically there was little problem when piping was all copper, stainlesssteel or iron. The problem comes when pipes or vessels are glass orTeflon lined or made from polymers or connected with non-conductinggaskets.There has always been a problem when you are pouring either liquid or asolid through an open space i.e., a filling operation.
4304-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Bonding and Grounding
Charge buildup is always possible when you have moving fluids or solids.The potential for discharge is always present.We can eliminate sparks if we ensure that all parts of the system areconnected with a conductor
Historically there was little problem when piping was all copper, stainlesssteel or iron. The problem comes when pipes or vessels are glass orTeflon lined or made from polymers or connected with non-conductinggaskets.There has always been a problem when you are pouring either liquid or asolid through an open space i.e., a filling operation.

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
BondingIs the connection of a conducting wire between two or moreobjects.The voltage difference between the two objects is reduced tozero, however they may have a voltage difference relative toground or another non connected object
GroundingIs the connection of a conducting wire between a chargedobject and the ground.Any charge accumulated in the system is drained off to ground.
4404-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
BondingIs the connection of a conducting wire between two or moreobjects.The voltage difference between the two objects is reduced tozero, however they may have a voltage difference relative toground or another non connected object
GroundingIs the connection of a conducting wire between a chargedobject and the ground.Any charge accumulated in the system is drained off to ground.

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
See Figure below
should say “non” conductive hose.
4504-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
4604-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
4704-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
4804-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
4904-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Grounding Glass-linedVessels
Glass and plastic linedvessels are grounded usingtantalum inserts or a metalprobe.This is less effective if fluidhas low conductivity.
5004-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Grounding Glass-linedVessels
Glass and plastic linedvessels are grounded usingtantalum inserts or a metalprobe.This is less effective if fluidhas low conductivity.

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Dip Legs to Reduce Splash Filling
To eliminate the static charge thatbuilds up from a fluid free fallingthrough air, a dip leg is used. Notehole to prevent back siphoning.An angle iron can also be used sofluid runs down the angle ironinstead of free falling.
5104-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Dip Legs to Reduce Splash Filling
To eliminate the static charge thatbuilds up from a fluid free fallingthrough air, a dip leg is used. Notehole to prevent back siphoning.An angle iron can also be used sofluid runs down the angle ironinstead of free falling.

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Case Studies froma production plant
Following are a series of casestudies of accidents that actuallyhappen at BASF and Dow andshared with the SACHEChemical Process SafetyWorkshop participants.
5204-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Case Studies froma production plant
Following are a series of casestudies of accidents that actuallyhappen at BASF and Dow andshared with the SACHEChemical Process SafetyWorkshop participants.

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Solids Filling Operation
SituationA non-conductive bulk productis fed out of 25 kg PE-bags in avessel, in which a flammableliquid is being stirred. Duringshaking of the the just emptybag an ignition occurred.
CauseAll handling of non-conductivesolids or bulk products maygenerate static electricity. Dueto contact charging of the slidingbulk product, both the bulkproduct and non conductingpackage materials becamecharged. Brush dischargesform the surface of the badignited the vapor/air mixture.
PrecautionEither fill into a closed, inertedvessel or avoid charge generati
5304-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Solids Filling Operation
SituationA non-conductive bulk productis fed out of 25 kg PE-bags in avessel, in which a flammableliquid is being stirred. Duringshaking of the the just emptybag an ignition occurred.
CauseAll handling of non-conductivesolids or bulk products maygenerate static electricity. Dueto contact charging of the slidingbulk product, both the bulkproduct and non conductingpackage materials becamecharged. Brush dischargesform the surface of the badignited the vapor/air mixture.
PrecautionEither fill into a closed, inertedvessel or avoid charge generati

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Operator
SituationAn operator filled a non-conductive bulk product outof 25 kg PE-bags in a solventfree mixer. Exhaust systemoperated. All equipmentgrounded, the floor wasdissipative, the operator woredissipative footwear. Duringpouring the product in thereaction vessel explode.
CauseThe plastic wrap that held thesacks on the pallet was onthe floor and the operatorwas standing on it. Thisallowed a static charge tobuild up in him.
PrecautionAlways guarantee groundconnection
5404-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Operator
SituationAn operator filled a non-conductive bulk product outof 25 kg PE-bags in a solventfree mixer. Exhaust systemoperated. All equipmentgrounded, the floor wasdissipative, the operator woredissipative footwear. Duringpouring the product in thereaction vessel explode.
CauseThe plastic wrap that held thesacks on the pallet was onthe floor and the operatorwas standing on it. Thisallowed a static charge tobuild up in him.
PrecautionAlways guarantee groundconnection

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Valve
SituationA ball-valve is installed in awaste gas collecting system.During usual production anexplosion occurred; the pipesystem was destroyed.
CauseA valve consists of conductiveand non-conductive parts.Conveying of dust suspensionsor droplets may generate chargeaccumulation on the ball and/orshaft if not bonded to thegrounded housing. Sparkdischarge from charged ball tohousing caused explosion.
PrecautionGuarantee ground connection ofconductive equipment.
5504-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Valve
SituationA ball-valve is installed in awaste gas collecting system.During usual production anexplosion occurred; the pipesystem was destroyed.
CauseA valve consists of conductiveand non-conductive parts.Conveying of dust suspensionsor droplets may generate chargeaccumulation on the ball and/orshaft if not bonded to thegrounded housing. Sparkdischarge from charged ball tohousing caused explosion.
PrecautionGuarantee ground connection ofconductive equipment.

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Lined metal drum filling
SituationA pure liquid was filled in a steeldrum with an inner plastic liner.To avoid splash filling a shortfunnel was inserted in the spout.The nozzle, the drum and theweighing machine were allgrounded. Despite having anexhaust system there was anexplosion during drum filling.
CauseElectrostatic charge generation atthe surface of the non-conductivecoating cannot be transferred. Thefunnel had sufficient capacitancewas insulated from the ground bythe PE lined filler cap. Sparkdischarge from funnel causedexplosion.
PrecautionsGuarantee ground connection ofall conductive equipment.
5604-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Lined metal drum filling
SituationA pure liquid was filled in a steeldrum with an inner plastic liner.To avoid splash filling a shortfunnel was inserted in the spout.The nozzle, the drum and theweighing machine were allgrounded. Despite having anexhaust system there was anexplosion during drum filling.
CauseElectrostatic charge generation atthe surface of the non-conductivecoating cannot be transferred. Thefunnel had sufficient capacitancewas insulated from the ground bythe PE lined filler cap. Sparkdischarge from funnel causedexplosion.
PrecautionsGuarantee ground connection ofall conductive equipment.

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
PE-drum filling
SituationA mixture of water and hydrocarbonwas separated; the water phase wasreleased from time to time into a PE-drum located below the separator.During such a release a fire occurredon top of the PE-drum.
CauseSplash filling the PE-drum generatedcharge accumulation at the wallmaterial. The unintended release of asmall amount quantity of hydrocarbongenerated a flammable atmosphere inthe drum and an ignition by brushdischarges occurred.
PrecautionInstall a level indicator so that anunintended release of hydrocarbonsdoes not occur.
5704-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
PE-drum filling
SituationA mixture of water and hydrocarbonwas separated; the water phase wasreleased from time to time into a PE-drum located below the separator.During such a release a fire occurredon top of the PE-drum.
CauseSplash filling the PE-drum generatedcharge accumulation at the wallmaterial. The unintended release of asmall amount quantity of hydrocarbongenerated a flammable atmosphere inthe drum and an ignition by brushdischarges occurred.
PrecautionInstall a level indicator so that anunintended release of hydrocarbonsdoes not occur.

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Liquid Agitation
SituationAfter intense mixing, a non-conductive flammable dispersion waspoured from the mixing vessel into aPE-drum just positioned below. Theexhaust system was in operation, andto avoid charge accumulation agrounded rod was inserted. Duringdrum filling a fire occurred.
CauseIntense stirring of non-conductiveliquids or multiphase liquids leads tocharge accumulation. Splash filling inthe non-conductive drum led to highcharge accumulation on the innerwalls of the drum and brushdischarges from wall to grounded rod.
PrecautionNeed to have another exhaust systemand filling method since an explosiveatmosphere and static electricity areformed at the same time in the samelocation.
5804-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Liquid Agitation
SituationAfter intense mixing, a non-conductive flammable dispersion waspoured from the mixing vessel into aPE-drum just positioned below. Theexhaust system was in operation, andto avoid charge accumulation agrounded rod was inserted. Duringdrum filling a fire occurred.
CauseIntense stirring of non-conductiveliquids or multiphase liquids leads tocharge accumulation. Splash filling inthe non-conductive drum led to highcharge accumulation on the innerwalls of the drum and brushdischarges from wall to grounded rod.
PrecautionNeed to have another exhaust systemand filling method since an explosiveatmosphere and static electricity areformed at the same time in the samelocation.

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Maintenance of a level indicator
SituationA level indicator at a pressurized vessel wasblocked. Usual maintenance procedure is thefast release of product in a pail until theconnection between indicator and vessel iscleared. During such a procedure a fireoccurred and two persons were injured.
CauseThe release of a pressurized liquid generateshighly charged droplets thus generating bothan explosive atmosphere in the surroundingand brush discharges between the openedvalve and the surface of the non-conductingpail used.
PrecautionsFor effective cleaning a fast release isrequired. To avoid ignition the procedureneeds to be changed to discharge the pressurein a waste gas collecting system.
5904-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Maintenance of a level indicator
SituationA level indicator at a pressurized vessel wasblocked. Usual maintenance procedure is thefast release of product in a pail until theconnection between indicator and vessel iscleared. During such a procedure a fireoccurred and two persons were injured.
CauseThe release of a pressurized liquid generateshighly charged droplets thus generating bothan explosive atmosphere in the surroundingand brush discharges between the openedvalve and the surface of the non-conductingpail used.
PrecautionsFor effective cleaning a fast release isrequired. To avoid ignition the procedureneeds to be changed to discharge the pressurein a waste gas collecting system.

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Fire caused due to static electricity near an ink tank of agravure printing machine
A gravure printing machine was being operated at a printing factory, with static electricityremoval equipment out of order. Static electricity discharged between a pressurization rollerand printed matter, and ink ignited. The storage quantity of a dangerous material exceededthe specified quantity. Moreover, notice to fire department was delayed.A fire occurred at a gravure printing machine during operation. As a static electricityremoval device was not operating, static electricity sparks occurred, ink near a pressurizationroller ignited, and a fire occurred.Printing work using a five-color gravure printing machine started.About 15:15. A fire was found near an ink tank for the fifth color of a printing machine.The fire could not be extinguished although initial fire extinguishing was attempted with afire extinguisher and carbon dioxide firefighting equipment.15:21. An emergency call to the public fire department was made.15:40. The fire was extinguished.Three employees suffered from smoke-inhalation.
6004-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
A gravure printing machine was being operated at a printing factory, with static electricityremoval equipment out of order. Static electricity discharged between a pressurization rollerand printed matter, and ink ignited. The storage quantity of a dangerous material exceededthe specified quantity. Moreover, notice to fire department was delayed.A fire occurred at a gravure printing machine during operation. As a static electricityremoval device was not operating, static electricity sparks occurred, ink near a pressurizationroller ignited, and a fire occurred.Printing work using a five-color gravure printing machine started.About 15:15. A fire was found near an ink tank for the fifth color of a printing machine.The fire could not be extinguished although initial fire extinguishing was attempted with afire extinguisher and carbon dioxide firefighting equipment.15:21. An emergency call to the public fire department was made.15:40. The fire was extinguished.Three employees suffered from smoke-inhalation.

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
CauseThe switch of the static electricity removal device of the printing machine was turned off,and wiring of this device was not connected. Static electricity was charged and dischargedbetween a pressurization roller and printed matter. As the fire was at the upper part of the inktank, an ink solvent of toluene ignited.Firefighting equipment was installed optionally and check maintenance was entrusted to asubcontractor. As a daily check was not carried out, firefighting equipment was not usedeffectively.ResponseInitial fire extinguishing was attempted using fire extinguishers and carbon dioxidefirefighting equipment. A notice was made to the fire department.CountermeasuresA new indoor dangerous material storage was established, and quantity handled at one timewas reduced to within a specified quantity.Fire prevention management was carried out properly.Knowledge CommentUsers of a dangerous material do not fully understand the danger of static electricity in manycases. Probably, education is also important for use (consumption) and manufacture becausethere is no difference between them on handling a dangerous material.damage to 650 L of ink for gravure printings.
6104-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
CauseThe switch of the static electricity removal device of the printing machine was turned off,and wiring of this device was not connected. Static electricity was charged and dischargedbetween a pressurization roller and printed matter. As the fire was at the upper part of the inktank, an ink solvent of toluene ignited.Firefighting equipment was installed optionally and check maintenance was entrusted to asubcontractor. As a daily check was not carried out, firefighting equipment was not usedeffectively.ResponseInitial fire extinguishing was attempted using fire extinguishers and carbon dioxidefirefighting equipment. A notice was made to the fire department.CountermeasuresA new indoor dangerous material storage was established, and quantity handled at one timewas reduced to within a specified quantity.Fire prevention management was carried out properly.Knowledge CommentUsers of a dangerous material do not fully understand the danger of static electricity in manycases. Probably, education is also important for use (consumption) and manufacture becausethere is no difference between them on handling a dangerous material.damage to 650 L of ink for gravure printings.

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
BackgroundEquipment and operation management are inadequate. Furthermore, dangerous materialscontrolled under the Fire Service Law were stored beyond the specified quantity, a report toa fire department was delayed, etc., so it is considered that safety was neglected orknowledge was insufficient.ScenarioPoor Value Perception, Poor Safety Awareness, Inadequate Risk Recognition, OrganizationalProblems, Inflexible Management Structure, Insufficient Education/Training, Ignorance,Insufficient Knowledge, Poor Study, Usage, Maintenance/Repair, Not repaired, MaliciousAct, Rule Violation, Safety Rule Violation, Bad Event, Electrical Failure, Static ElectricityElectrification, Secondary Damage, External Damage, Fire, Bodily Harm, Sickness, 3 personsickness, Loss to Organization, Economic Loss, Direct Monetary Damage 13 million yenPhysical DamageOne set of five color gravure printing machines, workplace eaves, etc. were damaged by fire.Water damage and stain of two color gravure printing machines. Stain of two letterpresscolor printing machines. Water damage to 60 cylinders and 40 L of toluene. Stain and high-temperature damage to 650 L of ink for gravure printings.
6204-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
BackgroundEquipment and operation management are inadequate. Furthermore, dangerous materialscontrolled under the Fire Service Law were stored beyond the specified quantity, a report toa fire department was delayed, etc., so it is considered that safety was neglected orknowledge was insufficient.ScenarioPoor Value Perception, Poor Safety Awareness, Inadequate Risk Recognition, OrganizationalProblems, Inflexible Management Structure, Insufficient Education/Training, Ignorance,Insufficient Knowledge, Poor Study, Usage, Maintenance/Repair, Not repaired, MaliciousAct, Rule Violation, Safety Rule Violation, Bad Event, Electrical Failure, Static ElectricityElectrification, Secondary Damage, External Damage, Fire, Bodily Harm, Sickness, 3 personsickness, Loss to Organization, Economic Loss, Direct Monetary Damage 13 million yenPhysical DamageOne set of five color gravure printing machines, workplace eaves, etc. were damaged by fire.Water damage and stain of two color gravure printing machines. Stain of two letterpresscolor printing machines. Water damage to 60 cylinders and 40 L of toluene. Stain and high-temperature damage to 650 L of ink for gravure printings.

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Electrostatic Hazard Risk Management inCoating and Printing on Moving Webs
Accumulation of static charges leading to an electrostatic discharge (ESD)in flammable or explosive atmospheres is known to cause fires.We will identify hazards attributed to electrostatic charges on movingwebs in a flammable-vapor environment, such as in coating and printingprocesses.Among the reviewed ignition sources are discharges of isolatedconductors, discharges of insulating webs, and human operators asignition source. Grounding of conductors and operators, and air ionizationfor prevention of static buildup on insulators will be examined. Safety andperformance of various static neutralizers will be reviewed, including areview of the benefits of computer technology to provide information onstatic conditions and neutralizing equipment status.It will be shown that static neutralizing equipment's diagnostic andperformance data can provide valuable information for internal safetyevaluations and post-fire investigations. The paper will outline the keyelements of a thorough electrostatic hazard risk management program incoating and printing. 6304-09-2016W
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
ds
Electrostatic Hazard Risk Management inCoating and Printing on Moving Webs
Accumulation of static charges leading to an electrostatic discharge (ESD)in flammable or explosive atmospheres is known to cause fires.We will identify hazards attributed to electrostatic charges on movingwebs in a flammable-vapor environment, such as in coating and printingprocesses.Among the reviewed ignition sources are discharges of isolatedconductors, discharges of insulating webs, and human operators asignition source. Grounding of conductors and operators, and air ionizationfor prevention of static buildup on insulators will be examined. Safety andperformance of various static neutralizers will be reviewed, including areview of the benefits of computer technology to provide information onstatic conditions and neutralizing equipment status.It will be shown that static neutralizing equipment's diagnostic andperformance data can provide valuable information for internal safetyevaluations and post-fire investigations. The paper will outline the keyelements of a thorough electrostatic hazard risk management program incoating and printing.

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Accumulation of static charges leading to an electrostatic discharge (ESD)in flammable or explosive atmospheres is known to cause fires. Firesattributed to electrostatic discharges in coating and printing are not rare.In the informal survey of 17 coaters conducted by the author, out of thosewho responded, there were a total of 25 static-related fires at 13 plants inthe last five years, and 9 fires in the 12 months preceding the survey.
Most such fires are quickly extinguished and result only in minoreconomic consequences. But not always… In the early 1999, a flash fireoccurred at a Rexam Release site, involving the coating head of a siliconecoater. The fire resulted in a serious injury to a machine operator, whosustained second-and third degree burns over 70% of his body.Due to the extent of his injuries, it took several weeks for his recovery. Inaddition, the company suffered losses as the production was on halt forseveral weeks during the investigation. Post-accident analysis by thecompany, Fire Marshall, and the insurance company concluded that "staticwas most likely the cause of ignition" .
6404-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Accumulation of static charges leading to an electrostatic discharge (ESD)in flammable or explosive atmospheres is known to cause fires. Firesattributed to electrostatic discharges in coating and printing are not rare.In the informal survey of 17 coaters conducted by the author, out of thosewho responded, there were a total of 25 static-related fires at 13 plants inthe last five years, and 9 fires in the 12 months preceding the survey.
Most such fires are quickly extinguished and result only in minoreconomic consequences. But not always… In the early 1999, a flash fireoccurred at a Rexam Release site, involving the coating head of a siliconecoater. The fire resulted in a serious injury to a machine operator, whosustained second-and third degree burns over 70% of his body.Due to the extent of his injuries, it took several weeks for his recovery. Inaddition, the company suffered losses as the production was on halt forseveral weeks during the investigation. Post-accident analysis by thecompany, Fire Marshall, and the insurance company concluded that "staticwas most likely the cause of ignition" .

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Serious accidents and/or injuries from fires happen very seldom, but theconsequences could be major. That is why the decisions related tomanaging static hazard risks must be guided not by the low probability ofserious accidents but rather by the factor of the possible grave economicconsequences and human life endangerment.Five Rules for Dealing with Static Electricity in Hazardous AreasFlammable vapors, oxygen and an ignition source must combine to ignitea fire. The most practical way to prevent fires is to control the ignitionsources. Among the ignition sources static discharges are mostunpredictable. This leads to the most important rule for dealing with staticelectricity in hazardous areas.
6504-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Serious accidents and/or injuries from fires happen very seldom, but theconsequences could be major. That is why the decisions related tomanaging static hazard risks must be guided not by the low probability ofserious accidents but rather by the factor of the possible grave economicconsequences and human life endangerment.Five Rules for Dealing with Static Electricity in Hazardous AreasFlammable vapors, oxygen and an ignition source must combine to ignitea fire. The most practical way to prevent fires is to control the ignitionsources. Among the ignition sources static discharges are mostunpredictable. This leads to the most important rule for dealing with staticelectricity in hazardous areas.

The Four Rules for Static control in solvent coating and gravure
1) Properly ground and Bond all conductors including people.2) The 5000 Volt Rule: Maintain the static charge density on the web below5000 volts.3)Prevent capacitive storage of static charge.4)Establish Procedures and Training.
04-09-2016 66

Rule 1: Properly ground and Bond all conductors including peopleStatic electricity is a possible hazard in all installations in classified(hazardous) areas .In simplest terms, you must be aware of the static and you must take theappropriate steps to manage the risk caused by static.Among the ignition sources are discharges of isolated conductors,including operators, and discharges of insulating webs. Discharge ofisolated conductors is most dangerous leading to the second most importantrule for dealing with static electricity in hazardous areas.
In early 1999, a flash fire occurred at a Rexam Release site, involving thecoating head of a silicone coater. The fire resulted in a very serious injuryto a machine operator, who sustained second and third degree burns over70% of his body.The accident itself involved the transfer of a flammable coating from a 5gallon pail to an open pan at the gravure coating head.
04-09-2016 67
Rule 1: Properly ground and Bond all conductors including peopleStatic electricity is a possible hazard in all installations in classified(hazardous) areas .In simplest terms, you must be aware of the static and you must take theappropriate steps to manage the risk caused by static.Among the ignition sources are discharges of isolated conductors,including operators, and discharges of insulating webs. Discharge ofisolated conductors is most dangerous leading to the second most importantrule for dealing with static electricity in hazardous areas.
In early 1999, a flash fire occurred at a Rexam Release site, involving thecoating head of a silicone coater. The fire resulted in a very serious injuryto a machine operator, who sustained second and third degree burns over70% of his body.The accident itself involved the transfer of a flammable coating from a 5gallon pail to an open pan at the gravure coating head.

The investigation, which was conducted by Rexam staff, local and statefire marshal's, our insurance carrier and underwriter, concluded that "staticwas the most likely cause of ignition, but the exact source was not known."Initially, an audit for flammability was conducted at all our US locations.All deficiencies were identified and action plans for improvements werestarted.Efforts included grounding and bonding, use of less flammable solvents,clothing and shoes, electrical review, signage, transfer of solvents andhumidification for static reduction. These engineering controls focused onclassified areas, defined by the National Fire Protection Association(NFPA)as areas in the plant where flammable liquids are used, stored, processed,dispensed or used in cleaning.
04-09-2016 68
The investigation, which was conducted by Rexam staff, local and statefire marshal's, our insurance carrier and underwriter, concluded that "staticwas the most likely cause of ignition, but the exact source was not known."Initially, an audit for flammability was conducted at all our US locations.All deficiencies were identified and action plans for improvements werestarted.Efforts included grounding and bonding, use of less flammable solvents,clothing and shoes, electrical review, signage, transfer of solvents andhumidification for static reduction. These engineering controls focused onclassified areas, defined by the National Fire Protection Association(NFPA)as areas in the plant where flammable liquids are used, stored, processed,dispensed or used in cleaning.

Proper Grounding is a positive continuous conductive connection betweenconductors to the earth.Proper Grounding of persons is essential because they are conductive andcan store static charge energy and discharge to other conductors. Also, astatic charge can induce a charge on them from a charged web or coveredroller.Careful attention must be paid to the pathway to ground from a person’sskin to conductive or static dissipative shoes or heel grounders toconductive or static dissipative flooring surfaces to ground..It is not well known that concrete may be sufficiently static dissipative tolower the static charge from a person to a safe level. Concrete can becleaned of non-conductive coatings and checked with a Mega ohm meteras per ASTM standards using 100 volt test level. Readings of 1000 megaohms are sufficient to dissipate static from a person through an specialsafety shoe or a properly worn grounding heel strap.The conductive pathway from a person cannot be assumed but should bechecked daily for each person entering the static controlled area using ashoe/heel grounder checker.Protective Transfer of flammable coating, inks and solvents.
04-09-2016 69
Proper Grounding is a positive continuous conductive connection betweenconductors to the earth.Proper Grounding of persons is essential because they are conductive andcan store static charge energy and discharge to other conductors. Also, astatic charge can induce a charge on them from a charged web or coveredroller.Careful attention must be paid to the pathway to ground from a person’sskin to conductive or static dissipative shoes or heel grounders toconductive or static dissipative flooring surfaces to ground..It is not well known that concrete may be sufficiently static dissipative tolower the static charge from a person to a safe level. Concrete can becleaned of non-conductive coatings and checked with a Mega ohm meteras per ASTM standards using 100 volt test level. Readings of 1000 megaohms are sufficient to dissipate static from a person through an specialsafety shoe or a properly worn grounding heel strap.The conductive pathway from a person cannot be assumed but should bechecked daily for each person entering the static controlled area using ashoe/heel grounder checker.Protective Transfer of flammable coating, inks and solvents.

A common failure to bond and ground under this rule is caused by non-conductive liners in containers and ungrounded persons can discharge toopen conductive containers.Myth: Static charge on a machine can be controlled by proper grounding ofthe machine.Plastics and plastic webs are non-conductive and thus they cannot begrounded.Not only can they not be grounded but they can become charged bycontacting grounded metal rollers.
04-09-2016 70

Rule 2:All conducting parts should be properly grounded, including operators.Discharge of insulators is a rare occurrence. However, in the case of amoving charged film, conditions for a discharge to a metal roller or othermetal grounded components may exist for periods of time, thus increasingprobability of ignition (Fig. 1).Metal components of the machine are not the only conductive objects towhich a charged web can discharge. Operators are often overlooked asconductors. The charged film can produce a direct discharge to an operatoror induce charge on an operator's body, leading to a latent discharge of thestored energy to a grounded frame or controls, as shown in Fig. 2. To avoidsuch occurrences the charges on the moving webs need to be controlled.This leads to the third important rule for dealing with static electricity inhazardous areas.
The 5000 Volt Rule Lower static charge on the non-conductive web andmaintain below 5000 volts
04-09-2016 71
Rule 2:All conducting parts should be properly grounded, including operators.Discharge of insulators is a rare occurrence. However, in the case of amoving charged film, conditions for a discharge to a metal roller or othermetal grounded components may exist for periods of time, thus increasingprobability of ignition (Fig. 1).Metal components of the machine are not the only conductive objects towhich a charged web can discharge. Operators are often overlooked asconductors. The charged film can produce a direct discharge to an operatoror induce charge on an operator's body, leading to a latent discharge of thestored energy to a grounded frame or controls, as shown in Fig. 2. To avoidsuch occurrences the charges on the moving webs need to be controlled.This leads to the third important rule for dealing with static electricity inhazardous areas.
The 5000 Volt Rule Lower static charge on the non-conductive web andmaintain below 5000 volts
The 5000 volt rule in flammable gravure and coating area if often quotedas a safe standard.The 5000 Volts Rule is equivalent to keeping the surface charge densitybelow one tenth of the discharge value" This is a defining paper on thesubject and it gives us a great deal of information about the typicalmeasurement technique using a static field meter. Taking the measurementon a free span of web is the typical area where reading are taken away fromall grounds and Al Seaver explains how this can be done fairly accurately.Dr. Seaver's conclusion regarding the "5000 volts Rule: "Thus, the 5000Volts Rule is equivalent to keeping the surface charge density below onetenth the discharge value."This provides a higher safety margin than many have previously estimated.5000 volts is one tenth of 50,000 volts. This means that the charge densitylevel on a free span of non conductive web would have to reach nearly 50KV to produce charge density high enough to discharge with enough heatto ignite flammable vapor.
04-09-2016 72
The 5000 volt rule in flammable gravure and coating area if often quotedas a safe standard.The 5000 Volts Rule is equivalent to keeping the surface charge densitybelow one tenth of the discharge value" This is a defining paper on thesubject and it gives us a great deal of information about the typicalmeasurement technique using a static field meter. Taking the measurementon a free span of web is the typical area where reading are taken away fromall grounds and Al Seaver explains how this can be done fairly accurately.Dr. Seaver's conclusion regarding the "5000 volts Rule: "Thus, the 5000Volts Rule is equivalent to keeping the surface charge density below onetenth the discharge value."This provides a higher safety margin than many have previously estimated.5000 volts is one tenth of 50,000 volts. This means that the charge densitylevel on a free span of non conductive web would have to reach nearly 50KV to produce charge density high enough to discharge with enough heatto ignite flammable vapor.

This certainly bust the following myth: "Static charge on nonconductiveweb surfaces needs to be controlled to near zero levels to prevent staticdischarge hot enough to ignite flammable vapors."
Typical Levels of static onplastic webs
- 3000 volts: Dust attraction begins;- 5000 volts to 10,000 volts: Static cling begins- 10,000 volts to 50KV: Increasing dust attraction, static cling;- 50 KV plus: Active Discharging from the web.
Common Sense rules for flammable coating and gravure printing
Monitor web surface static charge levels.Keep static voltage levels below 5000 volts on non-conductive webs.Between 5 KV and 20 KV make adjustments.Over 20 KV, stop and correct problem.
04-09-2016 73
This certainly bust the following myth: "Static charge on nonconductiveweb surfaces needs to be controlled to near zero levels to prevent staticdischarge hot enough to ignite flammable vapors."
Typical Levels of static onplastic webs
- 3000 volts: Dust attraction begins;- 5000 volts to 10,000 volts: Static cling begins- 10,000 volts to 50KV: Increasing dust attraction, static cling;- 50 KV plus: Active Discharging from the web.
Common Sense rules for flammable coating and gravure printing
Monitor web surface static charge levels.Keep static voltage levels below 5000 volts on non-conductive webs.Between 5 KV and 20 KV make adjustments.Over 20 KV, stop and correct problem.

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Figure 1. Typical coating head
7404-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Figure 1. Typical coating head

Rule 3. Eliminate and prevent high static charge storageStatic charges on surfaces of materials inside the hazardous areas must notexceed the safe limit.Static charges on non-conducting materials, such as plastic film or coatedpaper, must be controlled using air ionization from special staticneutralizing devices. Specific devices for static neutralization in hazardouslocations include tinsel and other passive devices, radioactive ionizers, andelectrical ionizing blowers and neutralizing bars rated for the appropriateclassified (hazardous) area.Conditions for neutralizing static charges carried by a moving material aregraphically shown in Fig. 3. The rate of charge transfer by a materialmoving at a constant speed can be considered an electrical current.When a non-conductive plastic coating or sleeve is placed on the surface ofa metal roller that is grounded it forms a capacitor which can store staticcharge energy and discharge to a conductive part of the machine or to aperson. not show a high static field reading.
04-09-2016 75
Rule 3. Eliminate and prevent high static charge storageStatic charges on surfaces of materials inside the hazardous areas must notexceed the safe limit.Static charges on non-conducting materials, such as plastic film or coatedpaper, must be controlled using air ionization from special staticneutralizing devices. Specific devices for static neutralization in hazardouslocations include tinsel and other passive devices, radioactive ionizers, andelectrical ionizing blowers and neutralizing bars rated for the appropriateclassified (hazardous) area.Conditions for neutralizing static charges carried by a moving material aregraphically shown in Fig. 3. The rate of charge transfer by a materialmoving at a constant speed can be considered an electrical current.When a non-conductive plastic coating or sleeve is placed on the surface ofa metal roller that is grounded it forms a capacitor which can store staticcharge energy and discharge to a conductive part of the machine or to aperson. not show a high static field reading.
Examples of these are: Teflon Covered rollers, Plastic Printing Sleeves,Taped or painted metal rollers, Conductive rollers that lose theirconductivity.
Teflon Covered Metal RollersTeflon coverings on metal rollers are used to make cleanup of coating andink residue simple and easy. A common accidental ignition of solvent vaporis caused when the person is cleaning ink or coating residue from such aplastic covered metal roller and the increased charge density discharges tothe person or charges up the person and ignites the solvent vapor, aroundhis gloved hands as he touches metal. Also, because there is voltagesuppression on the plastic covering because it in close proximity to themetal roller surface, it does not show a high static field reading.
04-09-2016 76
Examples of these are: Teflon Covered rollers, Plastic Printing Sleeves,Taped or painted metal rollers, Conductive rollers that lose theirconductivity.
Teflon Covered Metal RollersTeflon coverings on metal rollers are used to make cleanup of coating andink residue simple and easy. A common accidental ignition of solvent vaporis caused when the person is cleaning ink or coating residue from such aplastic covered metal roller and the increased charge density discharges tothe person or charges up the person and ignites the solvent vapor, aroundhis gloved hands as he touches metal. Also, because there is voltagesuppression on the plastic covering because it in close proximity to themetal roller surface, it does not show a high static field reading.

Non-contact static eliminators are ineffective at eliminating this chargebecause it is voltage suppressed.
A Non-Conductive Printing SleeveA non-conductive printing sleeve is installed over a metal roller forming acapacitor.As it is charged by friction from the plastic web and a high static chargedensity is stored in the capacitor.When the printing roller is lowered and very close to the metal back uproller there is a discharge between them igniting solvent vapor.A Conductive Rubber Backup Roller loses surface conductivityA conductive rubber backup roller lost carbon (conductive) particles fromits surface over a period of use in a solvent atmosphere.The non-conductive layer resulted in charge density storage in thecapacitor.As the printing head was lowered into contact, there is a discharge andignition of vapor. This was the cause of repeated fires at a film coatingcompany until it was discovered. It was discovered by checking the rollersthat were out of service by rubbing their surface and taking readings with astatic meter very close to the surface.04-09-2016 77
Non-contact static eliminators are ineffective at eliminating this chargebecause it is voltage suppressed.
A Non-Conductive Printing SleeveA non-conductive printing sleeve is installed over a metal roller forming acapacitor.As it is charged by friction from the plastic web and a high static chargedensity is stored in the capacitor.When the printing roller is lowered and very close to the metal back uproller there is a discharge between them igniting solvent vapor.A Conductive Rubber Backup Roller loses surface conductivityA conductive rubber backup roller lost carbon (conductive) particles fromits surface over a period of use in a solvent atmosphere.The non-conductive layer resulted in charge density storage in thecapacitor.As the printing head was lowered into contact, there is a discharge andignition of vapor. This was the cause of repeated fires at a film coatingcompany until it was discovered. It was discovered by checking the rollersthat were out of service by rubbing their surface and taking readings with astatic meter very close to the surface.

Roller sleeves can also be checked this way but it is better to check themwith a mega-ohm meter, (100V).
Covered Concrete FlooringCovering concrete flooring with non-conductive coatings such as, epoxy orcoatings can form a storage capacitor for static charge because concrete isstatic dissipative and sometimes conductive.
I recently had a report of a concrete floor with metal filings that was coatedwith a sealer resulting in capacitive storage. Persons walking across suchsurface become highly charged and can discharge to metal and otherpersons. In another company, the floor was painted with epoxy paint.
Teflon TapesOther examples include covering metal rollers with plastic tapes and plasticpolymer coatings and paints forming the capacitive storage.
04-09-2016 78
Roller sleeves can also be checked this way but it is better to check themwith a mega-ohm meter, (100V).
Covered Concrete FlooringCovering concrete flooring with non-conductive coatings such as, epoxy orcoatings can form a storage capacitor for static charge because concrete isstatic dissipative and sometimes conductive.
I recently had a report of a concrete floor with metal filings that was coatedwith a sealer resulting in capacitive storage. Persons walking across suchsurface become highly charged and can discharge to metal and otherpersons. In another company, the floor was painted with epoxy paint.
Teflon TapesOther examples include covering metal rollers with plastic tapes and plasticpolymer coatings and paints forming the capacitive storage.

RecommendedThe material for printing sleeves, roll covers and tapes should be specifiedto be static dissipative or conductive so that it can be bonded or groundedto the metal roll core. Floors should be conductive or static dissipative inflammable areas.If necessary, the Static String or a conductive brush can be placed in lightcontact with the sleeve or non-conductive covering to minimize the chargeuntil it can be replaced with static dissipative material.
04-09-2016 79

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
8004-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Figure 2. Operator discharge as a source of ignition.

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Figure 3. Neutralization of charges on a movingweb with an ionizer.
8104-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Figure 3. Neutralization of charges on a movingweb with an ionizer.

Rule 4: Establish Procedures and Training
The measures and devices employed to control static electricity should becapable of ensuring a high level of protection and should not provide sourcesfor new hazards when they are working, as well as when they're off.The ions generated by the ionizer will be electrostatically attracted to thecharged material. The polarity of these ions will be opposite to that on thecharged material. That ion current, , flows to the charged material andneutralizes it.If the neutralizing current is equal to the rate of charges transferred by the webthen the outcome is complete charge neutralization. If the neutralizing currentis lower than the charge carried by the web, as it would happen with a weakionizer, then the web would carry a residual charge after passing by theionizer. Therefore, a choice of an ionizing device, i.e. neutralizer, is importantThe other important factor is the location of the neutralizers. Two approachescan be considered for identifying locations for static neutralizers. The NFPARecommended Practice on Static Electricity [3] calls for a conservativeapproach, installing a static neutralizer after each roller (Fig. 4).A more practical approach can be considered where a static neutralizer wouldbe installed where it is really necessary by correctly identifying where chargesaccumulate and assessing the ignition hazard at each such location.04-09-2016 82
Rule 4: Establish Procedures and Training
The measures and devices employed to control static electricity should becapable of ensuring a high level of protection and should not provide sourcesfor new hazards when they are working, as well as when they're off.The ions generated by the ionizer will be electrostatically attracted to thecharged material. The polarity of these ions will be opposite to that on thecharged material. That ion current, , flows to the charged material andneutralizes it.If the neutralizing current is equal to the rate of charges transferred by the webthen the outcome is complete charge neutralization. If the neutralizing currentis lower than the charge carried by the web, as it would happen with a weakionizer, then the web would carry a residual charge after passing by theionizer. Therefore, a choice of an ionizing device, i.e. neutralizer, is importantThe other important factor is the location of the neutralizers. Two approachescan be considered for identifying locations for static neutralizers. The NFPARecommended Practice on Static Electricity [3] calls for a conservativeapproach, installing a static neutralizer after each roller (Fig. 4).A more practical approach can be considered where a static neutralizer wouldbe installed where it is really necessary by correctly identifying where chargesaccumulate and assessing the ignition hazard at each such location.

Proper measurements with a hand-held field meters will help determine thelocations of charge accumulation within a process line. However, it isimportant to take measurements regularly and record all readings. Chargelevels often vary day-to-day due to a variety of changes within the process .Material differences, machine speed, temperature, tension and humidity are thefactors that can produce a variety static conditions (Table 1).Table 1. Static conditions on a coating line during twelve consecutive days at acustom coating company.
Are your static control procedures written?Are the material specifications writtenIncluding electrical resistivity for rollers, sleeves, liners, tapes, floors, etc?Are there handbooks for training?Does the training include management and operations persons?Is there awareness and responsibility for the program within the flammableareas?Are the areas controlled so that everyone entering is tested for grounding?Are Static Control Signs postedAre all persons ground tested before entering controlled areas?Are you monitoring and documenting the system?04-09-2016 83
Proper measurements with a hand-held field meters will help determine thelocations of charge accumulation within a process line. However, it isimportant to take measurements regularly and record all readings. Chargelevels often vary day-to-day due to a variety of changes within the process .Material differences, machine speed, temperature, tension and humidity are thefactors that can produce a variety static conditions (Table 1).Table 1. Static conditions on a coating line during twelve consecutive days at acustom coating company.
Are your static control procedures written?Are the material specifications writtenIncluding electrical resistivity for rollers, sleeves, liners, tapes, floors, etc?Are there handbooks for training?Does the training include management and operations persons?Is there awareness and responsibility for the program within the flammableareas?Are the areas controlled so that everyone entering is tested for grounding?Are Static Control Signs postedAre all persons ground tested before entering controlled areas?Are you monitoring and documenting the system?

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
8404-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Figure 4. NFPA recommended installation of static neutralizersin coating or printing applications.

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Most of the commercially available neutralizers have not changed sincethey were first introduced over three decades ago. We will refer to thosedevices as conventional neutralizers. Notwithstanding the aging designs,static neutralizers in the hazardous areas are loss prevention products andmust be judged as such.
The safety of static neutralizers is an important consideration in selectingan appropriate device. For instance, when a neutralizer is inadvertentlyswitched off or stops functioning for some other reasons, it no longerreduces the charges on the moving web which becomes capable of creatinghazardous conditions. Yet, in majority of cases, the user would not evenknow that the neutralizer stopped functioning and a dangerous situation hasensued. A more dangerous situation could develop if a non-functioningneutralizer itself becomes a source of ignition. A detailed study of thesafety of electrical static neutralizers demonstrated that when someeliminators were switched off it was observed that, at high level of chargeson the web, discharge took place between the charged surface and themetal body of the eliminator.The properly designed static neutralizers must be safe when they areworking, as well as when they're off. 8504-09-2016W
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsMost of the commercially available neutralizers have not changed sincethey were first introduced over three decades ago. We will refer to thosedevices as conventional neutralizers. Notwithstanding the aging designs,static neutralizers in the hazardous areas are loss prevention products andmust be judged as such.
The safety of static neutralizers is an important consideration in selectingan appropriate device. For instance, when a neutralizer is inadvertentlyswitched off or stops functioning for some other reasons, it no longerreduces the charges on the moving web which becomes capable of creatinghazardous conditions. Yet, in majority of cases, the user would not evenknow that the neutralizer stopped functioning and a dangerous situation hasensued. A more dangerous situation could develop if a non-functioningneutralizer itself becomes a source of ignition. A detailed study of thesafety of electrical static neutralizers demonstrated that when someeliminators were switched off it was observed that, at high level of chargeson the web, discharge took place between the charged surface and themetal body of the eliminator.The properly designed static neutralizers must be safe when they areworking, as well as when they're off.

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
The properly designed static neutralizers must be safe when they areworking, as well as when they're off. When they fail, they must failsafely.The European Union ATEX Directive concerning equipment andprotective systems intended for use in potentially explosiveatmospheres specifies that the requisite level of protection must beensured even in the event of frequently occurring disturbances orequipment faults which normally have to be taken into account [6].When considering whether a piece of electrical equipment is suitablefor use in a flammable atmosphere the user must take into account faultconditions which could make the equipment more dangerous. Theseconsiderations lead to the fourth rule for dealing with static electricityin hazardous areas.
8604-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
The properly designed static neutralizers must be safe when they areworking, as well as when they're off. When they fail, they must failsafely.The European Union ATEX Directive concerning equipment andprotective systems intended for use in potentially explosiveatmospheres specifies that the requisite level of protection must beensured even in the event of frequently occurring disturbances orequipment faults which normally have to be taken into account [6].When considering whether a piece of electrical equipment is suitablefor use in a flammable atmosphere the user must take into account faultconditions which could make the equipment more dangerous. Theseconsiderations lead to the fourth rule for dealing with static electricityin hazardous areas.

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Majority of fires occur when a situation develops that is unusual insome regards, i.e. a human error, a process problem requiring quickoperator's intervention, etc. For instance, a web break may create anabnormal condition that would cause the web to wrap around a rollerand then to stop. Yet, the electrostatic hazard is still present. After thebreak, the web wrapped around the roller has to be unwrapped andremoved. Unwrapping the web off the roller may generate staticcharges sufficient for ignition. The procedures for dealing with irregularevents must take into account the static risk. This leads to the fifthimportant rule for dealing with static electricity in hazardous areas.
8704-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Majority of fires occur when a situation develops that is unusual insome regards, i.e. a human error, a process problem requiring quickoperator's intervention, etc. For instance, a web break may create anabnormal condition that would cause the web to wrap around a rollerand then to stop. Yet, the electrostatic hazard is still present. After thebreak, the web wrapped around the roller has to be unwrapped andremoved. Unwrapping the web off the roller may generate staticcharges sufficient for ignition. The procedures for dealing with irregularevents must take into account the static risk. This leads to the fifthimportant rule for dealing with static electricity in hazardous areas.

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Rule 5:The measures and devices employed to control static electricity shouldtake into account all real-life circumstances.Electrostatic Discharge Loss Prevention Equipment and ProceduresManaging risks of electrostatic hazards must rank very high on the listof numerous demands facing converters. Companies which useflammable chemicals for printing and coating have to manage the riskof electrostatic hazards on three levels,· preventive, and· post-accident.The previously mentioned conventional static neutralizers can be ratedwith reference to the three levels of electrostatic risk management asfollows:· No real-time electrostatic risk management.Conventional neutralizers provide no real-time risk managementwhatsoever because no information is available about their condition,operating status, or performance parameters.
8804-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Rule 5:The measures and devices employed to control static electricity shouldtake into account all real-life circumstances.Electrostatic Discharge Loss Prevention Equipment and ProceduresManaging risks of electrostatic hazards must rank very high on the listof numerous demands facing converters. Companies which useflammable chemicals for printing and coating have to manage the riskof electrostatic hazards on three levels,· preventive, and· post-accident.The previously mentioned conventional static neutralizers can be ratedwith reference to the three levels of electrostatic risk management asfollows:· No real-time electrostatic risk management.Conventional neutralizers provide no real-time risk managementwhatsoever because no information is available about their condition,operating status, or performance parameters.

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Arbitrary preventive electrostatic risk management.The frequency of preventive measures with conventional neutralizers isoften based on the history and/or visual observation. Routinemaintenance, such as cleaning electrodes of electrical neutralizerorchecking tinsel stringing, as well as performance tests or diagnosticschecks to verify that the neutralizers are functioning, are performed ona periodic basis or whenever process problems occur. The reliability ofthe equipment in-between these checks is always questionable in theabsence of the real-time diagnostics.· No post-accident electrostatic risk management.Conventional neutralizers provide no information for data analysis.Therefore, post-accident analysis of data is virtually impossible.Examination of the neutralizing device might be the only means ofestablishing clues to cause and effect.Conventional neutralizers are inadequate products for the application inhazardous areas. No wonder that in the same informal survey, whenasked if they were satisfied with their existing static control equipmentand measures, 20 coating professional from 17 companies respondednegatively, and only six responded positively.
8904-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Arbitrary preventive electrostatic risk management.The frequency of preventive measures with conventional neutralizers isoften based on the history and/or visual observation. Routinemaintenance, such as cleaning electrodes of electrical neutralizerorchecking tinsel stringing, as well as performance tests or diagnosticschecks to verify that the neutralizers are functioning, are performed ona periodic basis or whenever process problems occur. The reliability ofthe equipment in-between these checks is always questionable in theabsence of the real-time diagnostics.· No post-accident electrostatic risk management.Conventional neutralizers provide no information for data analysis.Therefore, post-accident analysis of data is virtually impossible.Examination of the neutralizing device might be the only means ofestablishing clues to cause and effect.Conventional neutralizers are inadequate products for the application inhazardous areas. No wonder that in the same informal survey, whenasked if they were satisfied with their existing static control equipmentand measures, 20 coating professional from 17 companies respondednegatively, and only six responded positively.

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Advanced static neutralizers with diagnostics and performancemonitoring capability.Advanced static neutralizer technology has recently evolved andentered the marketplace . These devices address the need for theelectrostatic hazard risk management at all three levels, real-time,preventive, and post-accident.
These advanced static neutralizers are designed to monitor their ownsystem diagnostic parameters to assure proper operation. Theseneutralizers are also capable of measuring the ion current that flows tothe charged web to neutralize it. Neutralizing current is an importantperformance parameter that indicates the web charge that is beingneutralized. The higher the web charge the higher the neutralizingcurrent.A typical advanced static neutralizer with computer interface consists ofa high voltage power supply with a built-in monitoring circuit, amicroprocessor-based controller, and a high-efficiency staticneutralizing bar (Fig. 5). From a single PC terminal the software cansimultaneously monitor a system with several neutralizing stations.
9004-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Advanced static neutralizers with diagnostics and performancemonitoring capability.Advanced static neutralizer technology has recently evolved andentered the marketplace . These devices address the need for theelectrostatic hazard risk management at all three levels, real-time,preventive, and post-accident.
These advanced static neutralizers are designed to monitor their ownsystem diagnostic parameters to assure proper operation. Theseneutralizers are also capable of measuring the ion current that flows tothe charged web to neutralize it. Neutralizing current is an importantperformance parameter that indicates the web charge that is beingneutralized. The higher the web charge the higher the neutralizingcurrent.A typical advanced static neutralizer with computer interface consists ofa high voltage power supply with a built-in monitoring circuit, amicroprocessor-based controller, and a high-efficiency staticneutralizing bar (Fig. 5). From a single PC terminal the software cansimultaneously monitor a system with several neutralizing stations.

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
The software displays performance and diagnostics for each individualneutralizer in the system, alerts operators and supervisors when it istime to clean the bar, or if there is a problem. The software can turn thesystem on and off automatically when the machine starts or stops, andallows users to store, retrieve and analyze production run records,maintenance logs, etc. [Ion Systems, 2000].This type of systems offer many advantages in both hazardous and non-hazardous applications, and they can be rated with reference to thethree levels of electrostatic risk management as follows:· Complete real-time information on neutralizer status andperformance.The real-time diagnostic capabilities provide information directlyrelated to the systems operational status. Indicators such as "systemon/off", "malfunction", and "low ionizing efficiency" allow operators todetermine the best course of action to maintain safe operation. Quickdeterminations can be made to repair or replace faulty systemcomponents.
9104-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
The software displays performance and diagnostics for each individualneutralizer in the system, alerts operators and supervisors when it istime to clean the bar, or if there is a problem. The software can turn thesystem on and off automatically when the machine starts or stops, andallows users to store, retrieve and analyze production run records,maintenance logs, etc. [Ion Systems, 2000].This type of systems offer many advantages in both hazardous and non-hazardous applications, and they can be rated with reference to thethree levels of electrostatic risk management as follows:· Complete real-time information on neutralizer status andperformance.The real-time diagnostic capabilities provide information directlyrelated to the systems operational status. Indicators such as "systemon/off", "malfunction", and "low ionizing efficiency" allow operators todetermine the best course of action to maintain safe operation. Quickdeterminations can be made to repair or replace faulty systemcomponents.

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
· Comprehensive information for preventive risk management.Performance parameters, such as total ion output and neutralizingcurrent, are measured and continuously displayed. Operators areconstantly aware of the systems capability to provide safe neutralizationallowing them to proactively take preventive measures to assure lowstatic charges without slowing down or stopping the process. Forinstance, cleaning neutralizing bars can be performed at convenienttimes during regularly scheduled shutdowns prior to the point whereneutralization of the web is compromised.·
9204-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
· Comprehensive information for preventive risk management.Performance parameters, such as total ion output and neutralizingcurrent, are measured and continuously displayed. Operators areconstantly aware of the systems capability to provide safe neutralizationallowing them to proactively take preventive measures to assure lowstatic charges without slowing down or stopping the process. Forinstance, cleaning neutralizing bars can be performed at convenienttimes during regularly scheduled shutdowns prior to the point whereneutralization of the web is compromised.·

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
When the information with a neutralizer's performance and status datais stored in an electronic database, this information provides a basis forpost-accident analysis. Historical data can be utilized to determine if theneutralizer was operating properly at the time of the accident, if itsmaintenance was performed when required, if repetitive problems hadoccurred on the process line and if sudden changes in the processresulted in the changes of the electrostatic conditions on the web. Theability to retrieve and review historical data for post-accidentinvestigations can assist in determining if electrostatic charges on theweb and the performance of the neutralizing systems contributed to theaccident. Analysis of stored data can also help to achieve constantimprovements within total quality assurance programs.
9304-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
When the information with a neutralizer's performance and status datais stored in an electronic database, this information provides a basis forpost-accident analysis. Historical data can be utilized to determine if theneutralizer was operating properly at the time of the accident, if itsmaintenance was performed when required, if repetitive problems hadoccurred on the process line and if sudden changes in the processresulted in the changes of the electrostatic conditions on the web. Theability to retrieve and review historical data for post-accidentinvestigations can assist in determining if electrostatic charges on theweb and the performance of the neutralizing systems contributed to theaccident. Analysis of stored data can also help to achieve constantimprovements within total quality assurance programs.

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
9404-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
ConclusionsProper risk management of electrostatic hazards is the key to minimize theprobability of the costly occurrences of flash-fires, explosions, andproduction losses in coating and printing operations. Static electricity is anignition source, and must be understood to prevent accidents on the processline.Successful risk management of electrostatic hazards must be done on threelevels,1) real-time,2) preventive,and3) post-accident.Advanced static neutralizers and conventional devices are available forconverters to manage the risk of electrostatic hazards. However, eachdevice is not equal in providing all three necessary levels of riskmanagement. In order to compete successfully in today's market, convertersmust use the most appropriate equipment for each application. Whenspecifying static neutralizers for use in hazardous areas, one must rememberthat it is an investment in loss prevention that must be judged and valued assuch. 9504-09-2016W
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
ds
ConclusionsProper risk management of electrostatic hazards is the key to minimize theprobability of the costly occurrences of flash-fires, explosions, andproduction losses in coating and printing operations. Static electricity is anignition source, and must be understood to prevent accidents on the processline.Successful risk management of electrostatic hazards must be done on threelevels,1) real-time,2) preventive,and3) post-accident.Advanced static neutralizers and conventional devices are available forconverters to manage the risk of electrostatic hazards. However, eachdevice is not equal in providing all three necessary levels of riskmanagement. In order to compete successfully in today's market, convertersmust use the most appropriate equipment for each application. Whenspecifying static neutralizers for use in hazardous areas, one must rememberthat it is an investment in loss prevention that must be judged and valued assuch.
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
In summary, a comprehensive electrostatic hazard risk managementprogram in coating and printing include the following elements:1. Keep record of static conditions and events.2. Establish and follow neutralizer maintenance schedule.3. Remove misapplied ionizers.4. Use the best static control equipment for each application.5. Treat neutralizer installation as an engineering project.
9604-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Danger And Control Of Static Electricity Buildup
9704-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Control of static electricity can be performed by followingfour ways:
Grounding and bondingControl by humidityIonizationUse of anti-static (conductive) materials
9804-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Control of static electricity can be performed by followingfour ways:
Grounding and bondingControl by humidityIonizationUse of anti-static (conductive) materials

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
1. Grounding and bondingCharge buildup takes place when two surfaces, which are in contactand across which electrons migrate, get suddenly separated.
9904-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Connecting such surfaces together with a conducting medium preventscharge accumulation by providing a leakage path. This isncalled bonding and can be achieved by using a bare or insulated conductorof adequate mechanical strength. Electric current flow due to chargeleakage being of very low magnitudes, the size of the conductor isimmaterial and so is the resistance of this conductor.

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
For moving objects, a ground brush of metal, brass or carbon can beused to provide the required leakage path. This method is commonlyused for shafts of rotating machines to prevent bearing surfacedamages (refer Figure 1 above).For objects, which are in contact with ground already, no separategrounding or bonding is necessary.
Grounding cannot, however, provide a solution in all cases, especiallywhere a bulky non-conducting material is involved. In this case, thepart of the substance, which is a distance away from the groundedportion, can retain sufficient charge, since movement of charge willnot be fast enough in an insulating material. This charge can result in aspark.
10004-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
For moving objects, a ground brush of metal, brass or carbon can beused to provide the required leakage path. This method is commonlyused for shafts of rotating machines to prevent bearing surfacedamages (refer Figure 1 above).For objects, which are in contact with ground already, no separategrounding or bonding is necessary.
Grounding cannot, however, provide a solution in all cases, especiallywhere a bulky non-conducting material is involved. In this case, thepart of the substance, which is a distance away from the groundedportion, can retain sufficient charge, since movement of charge willnot be fast enough in an insulating material. This charge can result in aspark.

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
2. Control by humidityMany insulating materials such as fabric, paper, etc. can absorbsmall quantities of water when the atmospheric humidity issufficiently high. Even in the case of materials that do not absorbwater, a thin layer of moisture gets deposited on the surface dueto humidity (e.g., plate glass).
10104-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Steam Humidifier in Air Duct

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
If the environment has a humidity of over 50% moistinsulating, materials can leak charges as fast as they are produced.This prevents high charge buildup thus avoiding sparks. Conversely,most of the materials become dry when the humidity becomes lowerthan 30% since they tend to lose moisture to the atmosphere. Thisresults in increased charge accumulation, which can cause sparking.
Keeping humidity levels at 60–70% can solve static problems in manycases such as industries handling paper and fibers where charge buildupcauses unwanted adhesion.
04-09-2016 102
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Keeping humidity levels at 60–70% can solve static problems in manycases such as industries handling paper and fibers where charge buildupcauses unwanted adhesion.

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
3. IonizationIonization consists of forced separation of electrons from air moleculesby application of electric stress or other forms of energy. The air thusionized becomes conductive and can drain charges from chargedbodies with which it is in contact.The positive ions and electrons are also attracted by the negative andpositive charges respectively thus resulting in charge neutralization.
10304-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
10404-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Ionization can be produced by high-voltage electricity,by ultraviolet light or by open flames. Various devices using astep up transformer operating on mains supply and producing highelectric fields are commercially available. Due care is neededhowever to address safety issues arising out of the use of highvoltage.

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
A simpler device is the static comb, which does not use electricity at all.It consists of a metallic bar with a row of sharp points projecting from itand bonded to ground. When this device is placed near the chargedsurface, the electric stress due to accumulation of charge near the sharppoints causes ionization and helps to drain the charge from the surface.This method is commonly used in belt-driven equipment near thepoint of separation of the belt and pulley (refer Figure 2 above).Another method of ionization is by using a row of small open flames.This method, however, requires caution where combustible materials arehandled.
10504-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
A simpler device is the static comb, which does not use electricity at all.It consists of a metallic bar with a row of sharp points projecting from itand bonded to ground. When this device is placed near the chargedsurface, the electric stress due to accumulation of charge near the sharppoints causes ionization and helps to drain the charge from the surface.This method is commonly used in belt-driven equipment near thepoint of separation of the belt and pulley (refer Figure 2 above).Another method of ionization is by using a row of small open flames.This method, however, requires caution where combustible materials arehandled.

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
4. Use of anti-static (conductive) materials
Since the buildup of charge requires at least one of the surfaces to benon-conductive, it follows that by making the non-conductivesurfaces conductive even slightly would reduce charge buildup.For example: coating a belt using conductive film on the side where itis in contact with the metallic pulley can prevent charge buildup.Use of conductive flooring or conductive floor covering can reducecharge buildup. The resistance of the floor should be less than 1MΩ when measured between points approximately 1 m apart for thismethod to be effective. At the same time, the resistance shouldbe more than 25 000 Ω to avoid shock to personnel.
10604-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
4. Use of anti-static (conductive) materials
Since the buildup of charge requires at least one of the surfaces to benon-conductive, it follows that by making the non-conductivesurfaces conductive even slightly would reduce charge buildup.For example: coating a belt using conductive film on the side where itis in contact with the metallic pulley can prevent charge buildup.Use of conductive flooring or conductive floor covering can reducecharge buildup. The resistance of the floor should be less than 1MΩ when measured between points approximately 1 m apart for thismethod to be effective. At the same time, the resistance shouldbe more than 25 000 Ω to avoid shock to personnel.

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Similarly, conductive footwear and suits will prevent static buildupin the workplace. Also, materials with lower static producingproperties should be used wherever necessary.
10704-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Anti-Static mat prevents the accumulation of static from theworker and will protect your electronic equipment from sparksand surges

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Static accumulation and discharge can destroy integratedcircuit (IC) devices.
Facilities, which handle these devices, or components that aremade using them, should be designed with adequate precautions.Conducting cuffs connected with ground using metallic bondingconductors is a common device used in assembly shops to avoidtransfer of charges from the operators’ body to the circuitcomponents.
10804-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Static accumulation and discharge can destroy integratedcircuit (IC) devices.
Facilities, which handle these devices, or components that aremade using them, should be designed with adequate precautions.Conducting cuffs connected with ground using metallic bondingconductors is a common device used in assembly shops to avoidtransfer of charges from the operators’ body to the circuitcomponents.

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
10904-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Static Eliminators
Selecting The Right Static Control ProductEXAIR offers systems for total static control. When static is a problemon moving webs, sheet stock, three dimensional parts, extrusions orpackaging, EXAIR has a static control product to suit your application.A static eliminator, as the name imply is a device or tool that is used toneutralize and restore the electrical balance in a wide range of industrialapplications like cleaning dust and getting rid of materials that stick toproducts. You can also do away with unwarranted accidents fromhazardous shocks and sparks that are generated due to static charges.
11004-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Static Eliminators
Selecting The Right Static Control ProductEXAIR offers systems for total static control. When static is a problemon moving webs, sheet stock, three dimensional parts, extrusions orpackaging, EXAIR has a static control product to suit your application.A static eliminator, as the name imply is a device or tool that is used toneutralize and restore the electrical balance in a wide range of industrialapplications like cleaning dust and getting rid of materials that stick toproducts. You can also do away with unwarranted accidents fromhazardous shocks and sparks that are generated due to static charges.

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds Industrial Static Control Products With Air
Combining our engineered airflow products with ionizers gives us theability to eliminate industrial static charges quickly and at greatdistances. Laminar flow airstreams produced make it possible to blowaway any contaminants and the static charge that attracts them. They areideal for: Controlling static in hard to reach places or obstructed surfacesRemoving static from product moving at high speeds Eliminating staticon surfaces with an extremely high charge
11104-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds Industrial Static Control Products With Air
Combining our engineered airflow products with ionizers gives us theability to eliminate industrial static charges quickly and at greatdistances. Laminar flow airstreams produced make it possible to blowaway any contaminants and the static charge that attracts them. They areideal for: Controlling static in hard to reach places or obstructed surfacesRemoving static from product moving at high speeds Eliminating staticon surfaces with an extremely high charge

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Advanced Ion Air Knife eliminates static electricity that is createdfrom plastics, sheet stock, webs and various other product surfaceswhere hazardous shocks, tearing or jamming pose a problem.Improve your product(s) quality and increase your production speedswith a uniform sheet of air sweeping your product suface clean ofstatic, particulate, dirt and dust.The Advanced Ionizing Air Knife will work up to 20' (6.1m) away!It's uniform sheet of airflow can be adjusted from a "breeze" to a"blast" using a standard pressure regulator. The Advanced Ion AirKnife has no moving parts, is shock less, and is electrically powered.Compressed air usage is less than 2 SCFM per foot of length at 5PSIG; Wow!! Ohhh yes, did we mention that the sound level formost applications is below 50dBA?Though the static eliminator Advanced Ion Air Knife is moreaffordable, it is less efficient in that it consumes slightly morecompressed air and has a higher operating sound level.
11204-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Advanced Ion Air Knife eliminates static electricity that is createdfrom plastics, sheet stock, webs and various other product surfaceswhere hazardous shocks, tearing or jamming pose a problem.Improve your product(s) quality and increase your production speedswith a uniform sheet of air sweeping your product suface clean ofstatic, particulate, dirt and dust.The Advanced Ionizing Air Knife will work up to 20' (6.1m) away!It's uniform sheet of airflow can be adjusted from a "breeze" to a"blast" using a standard pressure regulator. The Advanced Ion AirKnife has no moving parts, is shock less, and is electrically powered.Compressed air usage is less than 2 SCFM per foot of length at 5PSIG; Wow!! Ohhh yes, did we mention that the sound level formost applications is below 50dBA?Though the static eliminator Advanced Ion Air Knife is moreaffordable, it is less efficient in that it consumes slightly morecompressed air and has a higher operating sound level.

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Ionizing Ion Barshigh performance bar utalizes advanced electro-static technology toeliminate costly static electricity problems. Compatible with most powersupplies, from 4 Kilovolts to 8 Kilovolts, STREAMTEK Ionizing Barseffectively eliminates positive and negative static charges that interferewith product quality and production speeds, while decreasing downtimeand rejects.
11304-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Ionizing Ion Barshigh performance bar utalizes advanced electro-static technology toeliminate costly static electricity problems. Compatible with most powersupplies, from 4 Kilovolts to 8 Kilovolts, STREAMTEK Ionizing Barseffectively eliminates positive and negative static charges that interferewith product quality and production speeds, while decreasing downtimeand rejects.

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Anti Static brushes are one of the better choices to use on coatingequipment .They can quickly and easily remove charges and protect the machinesand the people using them from shocks or damage.Many different styles and materials are used to create these brushes andthey should be chosen based upon their indented use.Conductive Materials allow charges to move freely across their surfacesor through their volume. Charges placed on one spot of a conductiveobject will flow around the object so that all parts of the object areuniformly charged. If a charged conductor is grounded, charges willrecombine (move to ground) until the object has no charge. Conductivematerials have a low resistance to current flow. Ungrounded conductorscan generate and hold static charges
11404-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Anti Static brushes are one of the better choices to use on coatingequipment .They can quickly and easily remove charges and protect the machinesand the people using them from shocks or damage.Many different styles and materials are used to create these brushes andthey should be chosen based upon their indented use.Conductive Materials allow charges to move freely across their surfacesor through their volume. Charges placed on one spot of a conductiveobject will flow around the object so that all parts of the object areuniformly charged. If a charged conductor is grounded, charges willrecombine (move to ground) until the object has no charge. Conductivematerials have a low resistance to current flow. Ungrounded conductorscan generate and hold static charges

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Anti static Brushes with carbon fibres
We have brushes with fibres of carbon which neutralize the staticelectricity.18 mm fibres length (until 80 mm on request) double row, all lengthsuntil 4 meters.Installation of antistatic brushes:The brushes removes both positive and negative charges.The many fibres are eliminating static electricity by induction. It's easyto install and to use.The distance between the brush and the material must be: 0 to 5mm(Ohm for the conductors). It will be linked directly to a good earth .
11504-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Anti static Brushes with carbon fibres
We have brushes with fibres of carbon which neutralize the staticelectricity.18 mm fibres length (until 80 mm on request) double row, all lengthsuntil 4 meters.Installation of antistatic brushes:The brushes removes both positive and negative charges.The many fibres are eliminating static electricity by induction. It's easyto install and to use.The distance between the brush and the material must be: 0 to 5mm(Ohm for the conductors). It will be linked directly to a good earth .

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Static Beat | Should Static Brushes Touch?
Static brushes and ionizing cords are passive dissipators used to neutralizestatic charge on webs, polymer covered conveyance rollers, and onunwinding rolls. Often, passive dissipaters are mounted so that they touchwebs or unwinding rolls. Is this necessary? If not, what are the advantagesand disadvantages of having the dissipaters touch?Passive dissipaters such as static brushes, strands of tinsel, or ionizing cordsneed not touch a web to dissipate static charge. The static brush in Figure1 relies on corona ionization to produce ions to dissipate static. Both positiveand negative corona ions are produced in ionization regions, which, if theroom is very dark, are visible as faint, blue glows at the tips of the bristles.The negative charges on the web in Figure 1 attract positive corona ionsfrom the static brush. The corona ions move through the air across the gap.As the corona ions move across the gap, they spread out and depositrelatively uniformly on the web.
11604-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Static Beat | Should Static Brushes Touch?
Static brushes and ionizing cords are passive dissipators used to neutralizestatic charge on webs, polymer covered conveyance rollers, and onunwinding rolls. Often, passive dissipaters are mounted so that they touchwebs or unwinding rolls. Is this necessary? If not, what are the advantagesand disadvantages of having the dissipaters touch?Passive dissipaters such as static brushes, strands of tinsel, or ionizing cordsneed not touch a web to dissipate static charge. The static brush in Figure1 relies on corona ionization to produce ions to dissipate static. Both positiveand negative corona ions are produced in ionization regions, which, if theroom is very dark, are visible as faint, blue glows at the tips of the bristles.The negative charges on the web in Figure 1 attract positive corona ionsfrom the static brush. The corona ions move through the air across the gap.As the corona ions move across the gap, they spread out and depositrelatively uniformly on the web.

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Of course, larger gaps mean that the corona ions must travel farther, so theneutralization performance of the static brush decreases. Typical gaps are inthe range 0.25 to 1.0 in. The maximum gap for the static brush toeffectively neutralize the web depends on the geometry.Brushes, tinsel, ionizing cords, and rods that don’t touch the web haveseveral advantages. The static dissipation performance is relatively uniform.Each individual static charge on the web is approximately equally distantfrom the static dissipater, so the flow of ion across the gap is nearly uniform.Also, the static dissipaters last longer because there is little wear and tearwhen you don’t touch the moving web. Finally, the static dissipater causeslittle contamination since there is little wear and tear.Draping the ionizing cord so that it touches the winding roll in Figure2 offers an important advantage. The ionizing cord neutralizes the outsidelap even as the winding roll builds. So, having the static dissipater touch themoving web works well in applications in which the web path changes, suchas for winding rolls and unwinding rolls.
11704-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Of course, larger gaps mean that the corona ions must travel farther, so theneutralization performance of the static brush decreases. Typical gaps are inthe range 0.25 to 1.0 in. The maximum gap for the static brush toeffectively neutralize the web depends on the geometry.Brushes, tinsel, ionizing cords, and rods that don’t touch the web haveseveral advantages. The static dissipation performance is relatively uniform.Each individual static charge on the web is approximately equally distantfrom the static dissipater, so the flow of ion across the gap is nearly uniform.Also, the static dissipaters last longer because there is little wear and tearwhen you don’t touch the moving web. Finally, the static dissipater causeslittle contamination since there is little wear and tear.Draping the ionizing cord so that it touches the winding roll in Figure2 offers an important advantage. The ionizing cord neutralizes the outsidelap even as the winding roll builds. So, having the static dissipater touch themoving web works well in applications in which the web path changes, suchas for winding rolls and unwinding rolls.

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Brushes, tinsel, ionizing cords, and rods that touch the web have severaldisadvantages. The static dissipation performance is spotty. At a microscopicscale, the ionizing tips slide and bounce along the moving web. Thedeposition of corona ions from these tips illustrated in Figure 3 is very localbecause the gap is so small.This non-uniform charge may have little impact on our end-use application.So, draping ionizing cords on unwinding rolls and on winding rolls is oftenpracticed. However, this non-uniform charge pattern can contribute to sheetsticking and jamming in cut-sheet and label applications.Another advantage of contacting static dissipaters is that they stay cleaner inpaper converting and other applications that have relatively high levels ofdust and debris because the sliding and bouncing contact with the movingweb shakes dust and debris from the dissipater. However, the working life ofcontacting static dissipaters is shorter because of wear and tear from themoving web. Finally, contacting static dissipaters can become a source ofcontamination because of the wear and tear from touching the moving web.Passive static dissipaters need not touch the moving web to work effectively.They work effectively at gaps in the range 0.25 to 1.0 in. from the web.They should touch the web only when there is a clear and necessaryadvantage from touching the web. 11804-09-2016W
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsBrushes, tinsel, ionizing cords, and rods that touch the web have severaldisadvantages. The static dissipation performance is spotty. At a microscopicscale, the ionizing tips slide and bounce along the moving web. Thedeposition of corona ions from these tips illustrated in Figure 3 is very localbecause the gap is so small.This non-uniform charge may have little impact on our end-use application.So, draping ionizing cords on unwinding rolls and on winding rolls is oftenpracticed. However, this non-uniform charge pattern can contribute to sheetsticking and jamming in cut-sheet and label applications.Another advantage of contacting static dissipaters is that they stay cleaner inpaper converting and other applications that have relatively high levels ofdust and debris because the sliding and bouncing contact with the movingweb shakes dust and debris from the dissipater. However, the working life ofcontacting static dissipaters is shorter because of wear and tear from themoving web. Finally, contacting static dissipaters can become a source ofcontamination because of the wear and tear from touching the moving web.Passive static dissipaters need not touch the moving web to work effectively.They work effectively at gaps in the range 0.25 to 1.0 in. from the web.They should touch the web only when there is a clear and necessaryadvantage from touching the web.

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Dust & Contaminant RemovalProblem:Warm and highly charged extruded profiles become heavilycontaminated by scarf or dust after sawing or cutting processes. This canlead to:1. Operator shocks2. Charged scarf contaminating the machine and environment.3. Statically attracted dust being carried to other parts of the process.
Solution:Carefully positioned ionizing air curtains can both release and neutralizescarf and also neutralize the profile, assuring a clean and static freesection at the end of the extrusion line.
11904-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
Dust & Contaminant RemovalProblem:Warm and highly charged extruded profiles become heavilycontaminated by scarf or dust after sawing or cutting processes. This canlead to:1. Operator shocks2. Charged scarf contaminating the machine and environment.3. Statically attracted dust being carried to other parts of the process.
Solution:Carefully positioned ionizing air curtains can both release and neutralizescarf and also neutralize the profile, assuring a clean and static freesection at the end of the extrusion line.

For more information on the subject you are welcometo contact us
Contact DetailsPersonal Email : [email protected] : 00 91 9850242282What's app : 00 91 9850242282Linked in : https://www.linkedin.com/public-profile/settings?trk=prof-edit-edit-public_profile
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
12004-09-2016
For more information on the subject you are welcometo contact us
Contact DetailsPersonal Email : [email protected] : 00 91 9850242282What's app : 00 91 9850242282Linked in : https://www.linkedin.com/public-profile/settings?trk=prof-edit-edit-public_profile
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds

We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
12104-09-2016We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds
We
Pro
mis
e to
att
end
you
r T
echn
ical
nee
dsW
e P
rom
ise
to a
tten
d y
our
Tec
hnic
al n
eeds