
CONTRIBU łII PRIVIND LUBRIFICA łIA CUPLELOR DE FRECARE CU ... · Determinarea geometriei optime...
61
CONTRIBUłII PRIVIND LUBRIFICAłIA CUPLELOR DE FRECARE CU SUPRAFEłE TEXTURATE CONTRIBUTIONS TO THE LUBRICATION OF TEXTURED SURFACES REZUMATUL TEZEI DE DOCTORAT Bucureşti 2006 Catedra de Organe de Maşini şi Tribologie Drd. ing. Victor Gabriel MARIAN Coordonator ştiinŃific: Prof. dr. ing. Mircea D. PASCOVICI Universitatea Politehnica Bucureşti Facultatea de Inginerie Mecanică şi Mecatronică
Transcript of CONTRIBU łII PRIVIND LUBRIFICA łIA CUPLELOR DE FRECARE CU ... · Determinarea geometriei optime...

CONTRIBUłII PRIVIND LUBRIFICAłIA CUPLELOR DE FRECARE CU SUPRAFEłE TEXTURATE
CONTRIBUTIONS TO THE LUBRICATION OF TEXTURED
SURFACES
REZUMATUL TEZEI DE DOCTORAT
Bucureşti 2006
Catedra de Organe de Ma şini şi Tribologie
Drd. ing. Victor Gabriel MARIAN
Coordonator ştiin Ńific : Prof. dr. ing. Mircea D. PASCOVICI
Universitatea Politehnica Bucureşti
Facultatea de Inginerie Mecanică şi Mecatronică

Prezenta teză de doctorat are la bază activitatea mea ştiinŃifică în domeniul
lubrificaŃiei suprafeŃelor texturate, activitate începută în anul 2002 şi desfăşurată pe o perioadă
de patru ani.
Finalizarea unei teze de doctorat, ca orice proiect realizat, aduce cu sine satisfacŃia
lucrului împlinit şi odată cu aceasta, momentul bilanŃului unei munci ce s-a desfăşurat pe
parcursul mai multor ani.
Toată această perioadă a adus cu sine prilejul şi şansa de a cunoaşte mulŃi oameni
deosebiŃi către care se îndreaptă acum gândurile mele cele mai frumoase de recunoştinŃă şi
prietenie.
Doresc să mulŃumesc şi pe această cale domnului Profesor Mircea Pascovici pentru
înalta competenŃă ştiinŃifică cu care m-a îndrumat, pentru observaŃiile şi sugestiile exprimate
şi pentru modelul de dăruire ştiinŃifică pe care mi l-a oferit.
MulŃumesc de asemenea întregului colectiv al Catedrei de Organe de Maşini pentru
sprijinul acordat în realizarea acestei teze. MulŃumesc de asemenea conf. dr. ing. Traian
Cicone, drd. ing. Daniel Găman şi conf. dr. ing. Radu Carp pentru sprijinul şi sfaturile
acordate în realizarea modelărilor numerice şi analitice.
łin să mulŃumesc Serviciului German de Schimburi Academice pentru bursa de
cercetare oferită în perioada Octombrie 2004-Iulie 2005 la Universitatea din Kassel.
MulŃumesc domnului Profesor Günter Knoll şi domnului dr. ing. Mathias Killian pentru
îndrumarea pe care mi-au acordat-o în toată această perioadă. łin să mulŃumesc întregului
colectiv de cercetare al Catedrei de Organe de Maşini al UniversităŃii din Kassel pentru
întreaga susŃinere acordată în timpul activităŃii mele ştiinŃifice realizate acolo. Din acest
colectiv mulŃumesc în mod deosebit domnului ing. Gerald Ochse pentru întregul ajutor
acordat atât în concepŃia standului cât şi în realizarea măsurătorilor, ing. Adreas Linnenkohl şi ing. Christian Skaley pentru ajutorul acordat în partea de concepŃie a standului
experimental. De asemenea mulŃumesc domnilor ing. Sascha Umbach, ing. Klaus Steinbock, ing. Jörg Kottik şi ing. Elmar Busche pentru ajutorul acordat în realizarea
pieselor necesare standului cât şi în realizarea măsurătorilor.
MulŃumesc domnului dr. ing. Wenzel Scholz din cadrul Institutului de
Nanotehnologii al UniversităŃii din Kassel pentru ajutorul acordat în texturarea prin eroziune
chimică a lagărelor axiale. łin să mulŃumesc domnului dr. ing. Dumitru Gabriel de la
Universitatea din Aargau (ElveŃia) pentru ajutorul acordat în texturarea cu ajutorul tehnologiei
laser a lagărelor axiale. MulŃumesc de asemenea domnului ing. Thomas Smetana (INA
Schaeffler) pentru inelele axiale furnizate, inele pe care s-a realizat apoi texturarea.
MulŃumesc Membrilor Comisiei de susŃinere a tezei, domnilor Profesor Adrian
Pascu, Profesor Dumitru Olaru şi Profesor Dumitru Pop pentru onoarea pe care mi-au
făcut-o acceptând să analizeze ştiinŃific această lucrare.
Nu în ultimul rând vreau să mulŃumesc familiei mele pentru suportul moral acordat,
pentru înŃelegerea de care a dat dovadă şi ajutorul pe care l-am simŃit în toată această
perioadă.
Cuprins
1
Cuprins
NotaŃii ........................................................................................................................................ 3
1. Stadiul actual al cunoaşterii în domeniu pe plan internaŃional ....................................... 6
1.1. Istoric al suprafeŃelor texturate. Clasificarea suprafeŃelor texturate.................................. 6
1.1.1 Scurt istoric al suprafeŃelor texturate ............................................................................ 6
1.1.2 Clasificare a suprafeŃelor texturate ............................................................................... 7
1.1.3 AplicaŃii industriale....................................................................................................... 8
1.2. Concluzii finale şi obiectivele tezei...................................................................................8
2. Modelarea teoretică a proceselor de lubrificaŃie pentru o celulă a unei suprafeŃe texturate .................................................................................................................................... 9
2.1. Modelarea unei celule de textură cu degajare de formă pătrată ........................................ 9
2.1.1 Modelare analitică......................................................................................................... 9
2.1.2 Modelare numerică ..................................................................................................... 12
2.1.2.1 EcuaŃii generale ..................................................................................................... 12
2.1.2.2 Rezultate obŃinute.................................................................................................. 13
2.1.2.3 ComparaŃie între rezultatele numerice şi cele analitice......................................... 14
2.1.2.4 Includerea fenomenului de cavitaŃie în modelarea numerică ................................ 15
2.2. Modelarea unei celule cu degajare în formă de calotă sferică......................................... 16
2.2.1 Modelare numerică ..................................................................................................... 16
2.2.1.1 EcuaŃii generale ..................................................................................................... 16
2.2.1.2 Rezultate obŃinute.................................................................................................. 17
2.2.1.3 Includerea fenomenului de cavitaŃie în modelarea numerică ................................ 18
2.3. ComparaŃia rezultatelor obŃinute pentru cele două tipuri de degajări ............................. 19
2.3.1.1 Compararea modelelor fără condiŃie de cavitaŃie.................................................. 19
2.3.1.2 Compararea modelelor cu condiŃie de cavitaŃie .................................................... 19
2.4. Studiul fenomenului de expulzare în cazul unei degajări de formă cilindrică ................ 20
3. Modelarea teoretică a proceselor de lubrificaŃie în cazul unui lagăr par Ńial texturat de lăŃime infinit ă.......................................................................................................................... 23 3.1. Modelare a lagărului cu degajări de formă pătrată.......................................................... 23
3.1.1 Modelare analitică....................................................................................................... 24
3.1.2 Modelare numerică ..................................................................................................... 27
3.1.3 Rezultate obŃinute ....................................................................................................... 28
3.2. Modelare a lagărului cu degajări în formă de calotă sferică ........................................... 32
3.3. Rezultate obŃinute............................................................................................................ 33
4. Studiu teoretic efectuat în cazul unui lagăr par Ńial texturat de tip buzunar................ 35 4.1. Modelarea termohidrodinamică a unui lagăr parŃial texturat cu degajări pătrate............ 35

Cuprins
2
4.1.1 EcuaŃii utilizate ........................................................................................................... 35
4.1.1.1 EcuaŃia Reynolds şi ecuaŃia energiei ..................................................................... 35
4.1.1.2 ForŃa portantă ........................................................................................................ 37
4.1.1.3 Coeficientul de frecare .......................................................................................... 38
4.1.2 Rezolvare numerică..................................................................................................... 38
4.2. Modelarea termohidrodinamică a unui lagăr parŃial texturat cu degajări sferice............ 39
4.2.1 EcuaŃii utilizate ........................................................................................................... 40
4.2.2 Rezolvare numerică..................................................................................................... 40
4.3. Determinarea geometriei optime pentru obŃinerea unei forŃe portante maxime ............. 40
4.3.1 Calculul numărului optim de sectoare ........................................................................ 40
4.3.2 Calculul fracŃiunii texturate optime ............................................................................ 41
5. Încercări experimentale efectuate în cazul unui lagăr par Ńial texturat de tip buzunar
.................................................................................................................................................. 43
5.1. Realizarea inelelor texturate............................................................................................ 43
5.1.1 Inele texturate cu ajutorul tehnologiei laser................................................................ 44
5.1.2 Inele texturate cu ajutorul eroziunii chimice............................................................... 46
5.1.2.1 Caracteristici dimensionale ale inelelor obŃinute prin eroziune chimică .............. 46
5.2. Prezentarea standului experimental................................................................................. 47
6. Compararea rezultatelor teoretice cu cele experimentale.............................................. 49 6.1. Lagăr parŃial texturat cu degajări pătrate......................................................................... 49
6.2. Lagăr parŃial texturat cu degajări sferice......................................................................... 50
Concluzii finale şi principalele contribuŃii ........................................................................... 53
Bibliografie selectivă .............................................................................................................. 56

NotaŃii
3
NotaŃii a – lungimea „activă” a zonei texturate b – lungimea zonei netexturate Bt – lăŃimea texturată a unui sector Btot – lăŃimea totală a unui sector c – căldura specifică a uleiului D – diametrul exterior al lagărelor texturate d – diametrul interior al lagărelor texturate
E – numărul adiabatic (2
2
m
i
v
i
h
r
cgρωβη
)
F – forŃa portantă dimensională
F – forŃa portantă adimensională, 2
2mFh
UBLη în cazul unei celule de textură,
2
2m
tot
ph
UBLη în cazul
unui lagăr parŃial texturat în coordonate carteziene
cF – forŃa portantă adimensională în coordonate cilindrice, 2
4m
i i
Fh
rη ω
h – grosimea filmului de lubrifiant hc – adâncimea degajărilor de tip calotă sferică hm – grosimea minimă a filmului de lubrifiant
h – grosimea adimensională a filmului de lubrifiant, h/hm
ch – adâncimea adimensională degajărilor de tip calotă sferică, hc/hm H – grosimea adimensională a filmului de lubrifiant în interiorul degajării pătrate, (h+ hm )/hm
ℓ – latura alveolelor de tip paralelipipedic
ℓc – lăŃimea canalelor inelului
cℓ – lăŃimea adimensională a canalelor, ℓc/r i
L – dimensiunea celulelor Lt – lungimea texturată a unui sector Ltot – lungimea totală a unui sector n – viteza de rotaŃie a inelului rotitor ns – numărul de sectoare Mf – momentul de frecare N – numărul de alveole pe un rând (în cazul lagărului infinit lat) N1 – numărul de degajări pe un rând N2 – numărul de degajări pe o coloana p – presiunea în filmul de lubrifiant pc – presiunea de cavitaŃie pi – presiunea la limita dintre două rânduri de celule (în cazul lagărului infinit lat) pm – presiunea maximă locală (în cazul lagărului infinit lat) pmax – presiunea maximă a lagărului (în cazul lagărului infinit lat)
p – presiunea adimensională, 2
m
tot
ph
ULη,
2
2m
i i
ph
rη ω în cazul modelării în coordonate cilindrice
pentru degajări pătrate
maxp – presiunea maximă adimensională

NotaŃii
4
r – coordonata radialǎ re – raza exterioara a inelelor r i – raza interioara a inelelor
r – coordonata radialǎ adimensionalǎ ir
r
er – raza exterioară adimensională a inelului rc – raza degajărilor de tip calotă sferică
cr – raza adimensională a degajărilor de tip calotă sferică, c
m
r
h
s – adâncimea degajărilor de tip paralelipipedic s – adâncimea adimensională a degajărilor de tip paralelipipedic, s/hm T – temperatura în filmul de lubrifiant Ti – temperatura de intrare a uleiului U – viteza sectorului mobil în coordonate carteziene u – viteza unei particule de fluid în direcŃie radială în coordonate cilindrice v – viteza unei particule de fluid în direcŃie circumferenŃială în coordonate cilindrice x – coordonata x adimensională în cazul degajărilor pătrate, x/Ltot
y – coordonata y adimensională în cazul degajărilor pătrate, y/Ltot
ρ – densitatea uleiului
ρt – densitatea texturării (2
L
ℓpentru alveole dreptunghiulare, respectiv
2
2cr
L
πpentru
alveole de tip calotă sferică) α – ponderea texturării, Lt / Ltot, în cazul lagărului infinit lat α1 – ponderea texturării pe lungime, Lt / Ltot în coordonate carteziene, respectiv θs/ θt în coordonate cilindrice α2 – ponderea texturării pe lăŃime, Bt / Btot
β – coeficientul vâscozitate-temperatură al uleiului βt – fracŃiunea netexturată, b/L η – viscozitatea dinamică a uleiului ηi – viscozitatea dinamică a uleiului la temperatura de intrare
η – viscozitatea adimensională a fluidului, i
ηη
θs – unghiul la centru al unui sector al lagărului θt – unghiul la centru al zonei texturate a sectorului Λ – lungimea adimensională a zonei netexturate
λ – ponderea laturii degajării, ℓ/L (pentru degajări pătrate) respectiv 2rc/L pentru degajări în
formă de calotă sferică ωr – viteza de rotaŃie unghiulară a inelului rotitor (inelul netexturat) τ – tensiunea de forfecare
µ – coeficientul de frecare, fF
F
µ – coeficientul de frecare „adimensional”, fF
F

Introducere
5
Introducere Studiul lubrificaŃiei suprafeŃelor rugoase se află de mult timp în atenŃia cercetătorilor
atât pe plan intern cât şi pe plan internaŃional. Prin texturare se urmăreşte obŃinerea unei
“rugozităŃi controlate” în scopul creării unui comportament aparte la nivelul suprafeŃei :
obŃinerea unui film portant cu efecte sporite, reducerea coeficientului de frecare, reducerea
gradului de uzare al suprafeŃelor. SemnificaŃia familiei de cuvinte a textura; texturare;
texturat; în conformitate cu literatura în limba engleză, care le-a introdus în tribologie ar fi:
dispunerea particulară a părŃilor constituente a unui corp, a unei structuri, respectiv
caracteristica suprafeŃei*.
Au fost realizate numeroase studii în domeniul lubrificaŃiei suprafeŃelor texturate, fapt
relevat în primul capitol . În acest capitol este prezentat un scurt istoric al suprafeŃelor
texturate cât şi o clasificare a suprafeŃelor texturate după forma degajărilor, tehnologiile de
obŃinere cât şi după direcŃia de mişcare a suprafeŃei mobile. De asemenea sunt prezentate şi
potenŃialele aplicaŃii industriale. Cel de-al doilea capitol prezintă modelarea unei celule
aparŃinând unei suprafeŃe texturate. În cazul degajărilor de formă pătrată a fost realizat un
model analitic bazat pe liniarizarea distribuŃiei de presiuni. Modelul analitic a fost comparat
cu cel numeric, obŃinându-se o bună corelaŃie între rezultate. De asemenea a fost realizat un
model numeric în cazul degajărilor de formă sferică. S-a constatat că degajările de formă
pătrată prezintă o forŃă portantă sporită faŃă de degajările sferice. Tot în cadrul acestui capitol
s-a modelat efectul de expulzare în cazul degajărilor de formă cilindrică. Al treilea capitol
prezintă modelarea teoretică a unui lagăr parŃial texturat de lăŃime infinită. În cazul degajărilor
de formă pătrată s-a realizat un model bazat pe liniarizarea distribuŃiei de presiuni. De
asemenea, a fost realizat şi un model numeric bazat pe metoda diferenŃelor finite, rezultatele
obŃinute fiind apropiate de rezultatele modelului analitic. În cazul degajărilor de formă sferică
a fost realizat un model numeric bazat pe metoda diferenŃelor finite. S-a constatat că lagărul
cu degajări pătrate prezintă o portanŃă sporită faŃă de lagărul cu degajări sferice. Modelul
teoretic din capitolul al treilea a fost extins în capitolul patru prin modelarea
termohidrodinamică a unui lagăr parŃial texturat de tip buzunar. S-a constatat o forŃă portantă
sporită în cazul lagărului cu degajări pătrate în comparaŃie cu cel cu degajări sferice.
Capitolul cinci prezintă încercări experimentale efectuate în cazul unui lagăr parŃial texturat
de tip buzunar. Au fost realizate lagăre parŃial texturate prin intermediul a două tehnologii :
metoda eroziunii chimice şi metoda prelucrării cu fascicul laser. De asemenea este prezentat
şi standul experimental pe care s-au realizat măsurători ale momentului de frecare, grosimii
filmului de lubrifiant şi a distribuŃiei de temperaturi. ComparaŃia dintre rezultatele teoretice
obŃinute şi cele experimentale este realizată în capitolul şase. Se constată o bună concordanŃă
între rezultatele teoretice şi cele experimentale. Concluziile prezintă o sinteză a contribuŃiilor
aduse în cadrul tezei cât şi direcŃiile de cercetare pentru viitor.
* texture : 1, the particular arrangement of the constituent parts of any body; structure. 2, surface
characteristics. (Webster Dictionary 1991, p.537).

1. Stadiul actual al cunoaşterii în domeniu pe plan internaŃional
6
1. STADIUL ACTUAL AL CUNOA ŞTERII ÎN DOMENIU PE PLAN INTERNAłIONAL
Texturarea are un efect similar cu cel al introducerii unui buzunar în cazul lagărului
treaptă [51] sau a lagărului înclinat [5]. Introducerea buzunarului are în aceste cazuri are ca
scop reducerea coeficientului de frecare prin sporirea grosimii filmului de lubrifiant. De
asemenea, suprafeŃele texturate creează un film de lubrifiant portant atunci când nu exista
condiŃii pentru realizarea efectului “de pană” sau a portanŃei hidrostatice, la scară
macroscopică. Acest efect este realizat în cazul unei celule sau a unei densităŃi reduse de
texturare prin apariŃia fenomenului de cavitaŃie în interiorul fiecărei degajări în zona de
presiune negativă, rezultanta distribuŃiei de presiuni fiind astfel pozitivă [18]. De asemenea, în
cazul unor numere Reynolds ridicate (densităŃi mari ale fluidului în raport cu viscozitatea),
forŃele de inerŃie pot spori efectul de portanŃă [4] [33]. Modelarea distribuŃiei de presiuni din
interiorul unei celule se bazează pe ipotezele lubrificaŃiei hidrodinamice, similar cu modelari
cum ar fi cea a unui lagăr treaptă cu buzunar [51].
1.1. ISTORIC AL SUPRAFEłELOR TEXTURATE. CLASIFICAREA SUPRAFEłELOR TEXTURATE
1.1.1 SCURT ISTORIC AL SUPRAFEłELOR TEXTURATE
Un articol de referinŃă a fost scris în anul 1965 (D.B.Hamilton, J.A.Walowit,
C.M.Allen, “A Theory of Lubrication by Micro-irregularities”) [18]. Este vorba de studiul
influenŃei “asperităŃilor” (proeminenŃe) asupra distribuŃiei de presiuni şi a forŃei portante din
etanşările mecanice.
Alexandru Seleşteanu în “Principii si metode de proiectare a masinilor”, Editura
Tehnică, 1969 [35], prezintă şi el influenta asperităŃilor modelate ca suprafeŃe texturate pentru
crearea unei forŃe portante.
În 1974, Compania Timken reia studiile asupra etanşărilor mecanice texturate,
publicând rezultate experimentale obŃinute în domeniu [22].
Tematica de cercetare în domeniul suprafeŃelor texturate a fost reluată recent (1996-
2006) prin texturarea cu ajutorul fasciculului laser, tehnologie introdusă pe Prof. Izhac Etsion
şi echipa sa de cercetare la Universitatea din Haifa, Israel [10], [7], [12], [9], [6], [11],
[14],[29], [30], [31].
Conceptul de lagăr parŃial texturat a fost introdus în anul 1999 de prof Tonder de la
universitatea din Trondheim, Norvegia, cu referire la rugozităŃi [38],[39]
AplicaŃii ale suprafeŃelor texturate în zona contactului segment-cilindru la motoarele
cu ardere internă au atras recent atenŃia cercetătorilor germani de la Universitatea din
Hanovra, care în colaborare cu firma Gehring au implementat texturarea la cilindrii
motoarelor cu ardere internă [1],[15].

1. Stadiul actual al cunoaşterii în domeniu pe plan internaŃional
7
Cercetări recente pe plan experimental în cazul texturării cu fascicul laser au fost
elaborate de o echipă din ElveŃia [17]. Recent a fost dezvoltată o metodă pentru texturarea cu
ajutorul eroziunii chimice [27],[41],[43] De asemenea a fost studiată comportarea suprafeŃelor
texturate la lubrificaŃia cu apă [45],[46],[47],[48].
1.1.2 CLASIFICARE A SUPRAFE łELOR TEXTURATE
SuprafeŃele texturate pot fi clasificate după : forma degajărilor suprafeŃei, modalităŃile
de realizare şi solicitările la care sunt supuse.
SuprafeŃele texturate pot prezenta o mare varietate de forme pentru degajările texturii.
Ele pot fi prezente sub formă de degajări, proeminenŃe respectiv diverse forme sau canale.
degajări proeminenŃe
canale
forme definite
Figura 1 Forme ale suprafeŃelor texturate
Aceste forme se pot obŃine prin diverse tehnologii:
Eroziune chimică cu protecŃie foto X[2] X,X[27]X,X[36]X.
Prelucrare cu fascicul laser X[1] X,X[6] X,X[7] X,X[15]X,X[20] X,X[29]X,X[30]X
Prelucrare cu alice X[37]X
De remarcat este apariŃia unor efecte secundare prin apariŃia unor proeminenŃe sau a
unor zone fisurare (zone afectate termic). Aceste proeminenŃe rezultă prin prelucrare cu
fascicul laser sau alte tehnologii. Mişcarea suprafeŃei mobile poate fi tangenŃială (efect de
pană) sau normală (efect de squeeze).
U
SuprafaŃă mobilă
V
SuprafaŃă mobilă
Mişcare tangenŃială (efect de pană)
Mişcare normală (efect de expulzare -squeeze)
Figura 2 Tipuri de mişcare ale suprafeŃei mobile

1. Stadiul actual al cunoaşterii în domeniu pe plan internaŃional
8
1.1.3 APLICAłII INDUSTRIALE
SuprafeŃele texturate prezintă o mare varietate de aplicaŃii în industrie. Putem
enumera: etanşările mecanice, lagărele axiale, cupla segment-cilindru a motoarelor cu ardere
interna, rulmenŃii cu role. De asemenea, suprafeŃele texturate pot fi folosite în anumite
procese tehnologice cum ar fi ambutisarea precum şi în cazul la lubrificaŃiei hidrostatice în
scopul diminuării debitului de scăpări [50].
1.2. CONCLUZII FINALE ŞI OBIECTIVELE TEZEI După cum se poate observa din prezentarea stadiului actual al realizărilor în domeniu,
există numeroase realizări atât în domeniul modelării suprafeŃelor texturate cât şi al realizării
acestora. De asemenea există şi numeroase standuri experimentale în vederea testării
suprafeŃelor texturate.
În ceea ce priveşte modelarea suprafeŃelor texturate au fost efectuate modelări în
special la nivelul suprafeŃelor texturate prin tehnologie laser : în domeniul etanşărilor
mecanice, al lagărelor axiale cât şi al contactului segment-cilindru. Totuşi modelările privind
suprafeŃele texturate prin eroziune chimică sunt extrem de rare [7], [36]. De asemenea nu
există în literatură soluŃii analitice în cazul degajărilor de formă pătrată, iar modelările
numerice sunt realizate în regim izoterm.
În domeniul realizării de suprafeŃe texturate au fost realizate numeroase suprafeŃe
texturate prin tehnologie laser. Totuşi, suprafeŃele texturate prin eroziune chimică sunt destul
de rare, iar suportul pe care s-a realizat texturarea a fost siliciul şi nu materiale folosite în mod
obişnuit în cuplele de frecare.
De asemenea au fost realizate numeroase standuri care testează componente mecanice
cu suprafeŃe texturate : etanşări mecanice, cupla segment-cilindru şi lagăre axiale.
Din lucrurile realizate prezentate anterior cât şi din direcŃiile de cercetare insuficient
studiate se pot desprinde următoarele obiective de cercetare :
• Studiul analitic şi numeric al unei celule de textură cu degajare de formă pătrată,
degajare realizată prin procedeul eroziunii chimice şi compararea rezultatelor obŃinute
numeric cu degajările de formă sferică
• Studiul analitic şi numeric al unui lagăr parŃial texturat de lăŃime infinită.
• Studiul termohidrodinamic al unui lagăr parŃial texturat de lăŃime finită atât la nivel
teoretic cât şi pe plan experimental.

2. Modelarea teoretică a proceselor de lubrificaŃie pentru o celulă
9
2. MODELAREA TEORETICĂ A PROCESELOR DE LUBRIFICAłIE PENTRU O CELULĂ A UNEI SUPRAFEłE
TEXTURATE
În cadrul analizei au fost considerate două tipuri de degajări : degajările de formă
pătrată ce se pot obŃine prin procedeul eroziunii chimice şi degajările de formă sferică ce se
pot obŃine prin topire cu ajutorul fasciculului laser. Termenul de degajare pătrată a fost definit
în scopul simplificării limbajului. Forma degajărilor este de fapt paralelipipedică cu faŃa de
sus a paralelipipedului de formă pătrată (Figura 3).
În cadrul modelării s-au considerat următoarele ipoteze :
- fluidul este Newtonian ;
- curgerea este laminară şi izotermă ;
- sunt valabile toate ipotezele lubrificaŃiei cu film subŃire.
2.1. MODELAREA UNEI CELULE DE TEXTUR Ă CU DEGAJARE DE FORMĂ PĂTRATĂ
O schiŃă succintă o modelului analizat este prezentată în Figura 3.
Figura 3 Schemă a unei degajări pătrate
2.1.1 MODELARE ANALITIC Ă
O soluŃie analitică s-a obŃinut prin linearizarea distribuŃiei de presiuni (model
aparŃinând prof. Mircea Pascovici (Figura 4)). În zona de intrare în care pot apărea presiuni
negative se poate considera o presiune nulă datorită apariŃiei fenomenului de cavitaŃie (ipoteză
folosită şi în cazul altor probleme de lubrificaŃie cum ar fi cazul lagărelor radiale). De aceea a
fost calculată distribuŃia presiunii pe o jumătate a degajării.
Presupunând o distribuŃie liniara de presiuni, forŃa portantă este:
U
s
x
z
L
ℓ
ℓ
hm
L Zonă de intrare Zonă de ieşire
degajare
celulă

2. Modelarea teoretică a proceselor de lubrificaŃie pentru o celulă
10
max max
2
2 3 2 2
L L LF p p
−= + ℓℓ (1.1)
2max max
1 1
12 6F p L p L= +ℓ (1.2)
Figura 4 Distribu Ńie de presiuni liniarizată
Din acest bilanŃul de debite obŃinem presiunea maximă:
max3 3
32
( )m m
Usp
L Lh s h
L
η=− ⋅ + + + −
ℓ
ℓ
ℓ ℓ
(1.3)
Adimensionalizând ecuaŃia X(1.3)X, presiunea maximă adimensională devine:
2
maxmax
3
3
1 2( 1)
1
tm
t
t t
sp hp
ULs
ρη ρ
ρ ρ
= = −
+ + + −
(1.4)
Înlocuind ecuaŃia (1.4) în ecuaŃia (1.1) se obŃine forŃa portantă:
2 max 16 2
pF L
L = +
ℓ (1.5)
ForŃa portantă adimensională este:
2
max3
16 2
tmFh pF
UL
ρη
= = +
(1.6)
Înlocuind valoarea presiunii maxime adimensionale se obŃine :
DistribuŃie de
presiuni linearizată

2. Modelarea teoretică a proceselor de lubrificaŃie pentru o celulă
11
3
1
2 2
1 2( 1)
1
t t
t
t t
s
F
s
ρ ρ
ρρ ρ
+
= −
+ + + −
(1.7)
În Figura 5 este reprezentată forŃa portantă adimensională în funcŃie de s şi ρt.
0
0.005
0.01
0.015
0.02
0.025
0.03
0.035
0 1 2 3 4 5
F
ρ t =0.6
ρ t =0.3
ρ t =0.8
, adâncimea adimensională a degajărilor s
Figura 5 Distribu Ńie de presiuni obŃinută prin rezolvare analitică
Valorile s , respectiv ρt, pentru care F este maximă se obŃin prin rezolvarea sistemului
de ecuaŃii: 0t
Fρ∂ =
∂ ; 0F
s
∂ =∂
. SoluŃia sistemului de ecuaŃii este: ρt*=0.6 * 1.33s =
ForŃa portantă adimensională maximă pentru valorile determinate anterior este
maxF =0.033.
Pentru valoarea optimă a densităŃii de texturare (ρt=0.6) forŃa portantă adimensională
nu este maximă pe toată plaja de valori a adâncimii adimensionale a degajării. Pentru o
densitate ρt=0.8 de exemplu, forŃa portantă adimensională este mai mare pentru s >2.5 decât
valorile corespunzătoare densităŃii ρt=0.6.
Considerând că în zona de presiuni negative nu se consideră frecare (datorită apariŃiei
efectului de cavitaŃie), forŃa de frecare are două componente : componenta datorată efectelor
Couette şi componenta datorată efectelor Poiseuille :
ForŃa de frecare totală este :
Couette Poiseuille1 Poiseuille2f f f fF F F F= + − (1.8)
Înlocuind expresiile celor trei componente se obŃine :
2 2 2
max( )
2 2( ) 2fm m
p sU L UF
h h s
η η−= + ++
ℓℓ ℓ (1.9)
sau în coordonate adimensionale :
max2
1
2 2(1 ) 2f m t
f t
F h s pF s
UL s
ρ ρη
= = − ++
(1.10)
01
23
45
0.2
0.4
0.6
0.8
00.010.020.03
01
23
4
tρρρρ
s
F

2. Modelarea teoretică a proceselor de lubrificaŃie pentru o celulă
12
Coeficientul de frecare „adimensionalizat” este :f
m
F L
F h
µµ = = (1.11)
În Figura 6 este reprezentată variaŃia coeficientului de frecare în funcŃie de s şi ρt.
0
20
40
60
80
100
120
140
0 1 2 3 4 5
ρ t =0.74ρ t =0.3
, adâncimea adimensională a degajărilor s
µµµµ
Figura 6 VariaŃia coeficientului de frecare cu parametrii degajării
Valorile s , respectiv ρt, pentru care µ este minim se obŃin prin rezolvarea sistemului
de ecuaŃii: 0t
µρ∂ =
∂; 0
sµ∂ =
∂. SoluŃia sistemului de ecuaŃii este: ρt*=0.74 , * 1.58s =
Coeficientul de frecare adimensional pentru valorile determinate anterior este
minµ =11.75.
Se poate remarca o diferenŃă între valorile optime pentru portanŃă (ρt*=0.6, * 1.33s = )
şi cele pentru care se obŃine un coeficient de frecare minim (ρt*=0.74, * 1.58s = ). Totuşi
valorile sunt relativ apropiate.
2.1.2 MODELARE NUMERICĂ
2.1.2.1 ECUAłII GENERALE
Pentru a calcula distribuŃia de presiuni pe întreg domeniul, se vor aplica două ecuaŃii
fundamentale:
1.EcuaŃia Laplace care este un caz particular al ecuaŃiei Reynolds pentru suprafeŃe
plan-paralele :
2 2
2 20
p p
x y
∂ ∂+ =∂ ∂
(1.12)
2.EcuaŃia de conservare a debitului pe porŃiunile de discontinuitate (Figura 7). Pasul
discretizării a fost ales astfel încât nodurile discretizării să coincidă cu colŃurile degajărilor.
12
34
5
0.2
0.4
0.6
0.8
020406080
12
34
tρρρρs
µµµµ

2. Modelarea teoretică a proceselor de lubrificaŃie pentru o celulă
13
pi-1,j-1 pi-1,j pi-1,j+1
pi,j-1 pi,j pi,j+1
pi+1,j-1 pi+1,j pi+1,j+1
Qyi-1,j-1,1 Qyi-1,j,0
Qxi-1,j-1,1
Qxi,j,0
Qyi,j,0
Qyi,j-1,1
Qxi-1,j-1,1
Qxi,j -1,0
Volum de control
Figura 7 Conservarea debitului în punctele de discontinuitate
Datorită apariŃiei fenomenului de cavitaŃie în zona de presiuni negative, forŃa portantă
este calculată luând în considerare doar valorile pozitive ale presiunii.
zona ieşire
F p dx dy= ∫∫ (1.13)
Tensiunile de forfecare se calculează cu formula
, ,, , 1 , 1 , 1 1 1, 1
,
1( )
2i j m i j
i j i j i j i j i ji j
h Nhp p p p
U h
ττ
η + + + + + += = − − − + − (1.14)
ForŃa de frecare adimensională este :
1 1
20 0
f mf
F hF dxdy
ULτ
η= = ∫ ∫ (1.15)
Sistemul de ecuaŃii se rezolvă cu ajutorul metodei iterative Gauss-Seidel cu
suprarelaxare. Implementarea metodei se efectuează în limbajul de programare Fortran.
2.1.2.2 REZULTATE OB łINUTE
În Figura 8 se observă distribuŃia presiunii adimensionale pe suprafaŃa celulei pentru
următoarele date de intrare: 1s = , ρt =0.25.
În zona în care presiunile sunt negative se poate considera o presiune nulă datorită
apariŃiei fenomenului de cavitaŃie. Datorită acestui fenomen forŃa portantă totală la nivelul
celulei este pozitivă.
2. Modelarea teoretică a proceselor de lubrificaŃie pentru o celulă
14
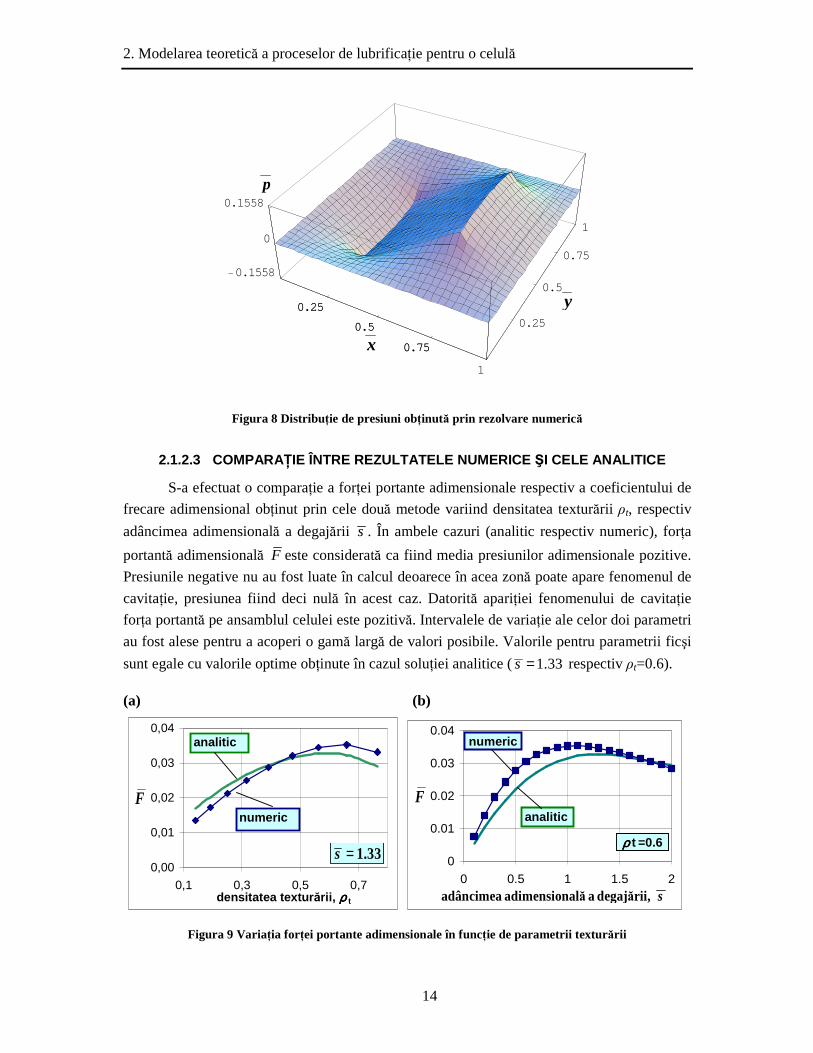
Figura 8 Distribu Ńie de presiuni obŃinută prin rezolvare numerică
2.1.2.3 COMPARAłIE ÎNTRE REZULTATELE NUMERICE ŞI CELE ANALITICE
S-a efectuat o comparaŃie a forŃei portante adimensionale respectiv a coeficientului de
frecare adimensional obŃinut prin cele două metode variind densitatea texturării ρt, respectiv
adâncimea adimensională a degajării s . În ambele cazuri (analitic respectiv numeric), forŃa
portantă adimensională F este considerată ca fiind media presiunilor adimensionale pozitive.
Presiunile negative nu au fost luate în calcul deoarece în acea zonă poate apare fenomenul de
cavitaŃie, presiunea fiind deci nulă în acest caz. Datorită apariŃiei fenomenului de cavitaŃie
forŃa portantă pe ansamblul celulei este pozitivă. Intervalele de variaŃie ale celor doi parametri
au fost alese pentru a acoperi o gamă largă de valori posibile. Valorile pentru parametrii ficşi
sunt egale cu valorile optime obŃinute în cazul soluŃiei analitice ( 1.33s = respectiv ρt=0.6).
(a) (b)
0,00
0,01
0,02
0,03
0,04
0,1 0,3 0,5 0,7densitatea textur ării, ρρρρ t
numeric
analitic
= 1.33s
F
0
0.01
0.02
0.03
0.04
0 0.5 1 1.5 2
ρρρρ t =0.6
numeric
analitic
adâncimea adimensională a degajării, s
F
Figura 9 VariaŃia forŃei portante adimensionale în funcŃie de parametrii texturării
0.25
0.5
0.75
1
0.25
0.5
0.75
1
−0.1558
0
0.1558
0.25
0.5
0.75
p
y
x

2. Modelarea teoretică a proceselor de lubrificaŃie pentru o celulă
15
(a) (b)
0
20
40
60
80
100
120
140
0 1 2 3 4 5
µµµµ solu Ńie numeric ă
ρ t =0.74solu Ńie analitic ă
, adâncimea celulei adimensională s
01020304050607080
0 0.5 1densitatea textur ării, ρρρρ t
µµµµsolu Ńie numeric ă
solu Ńie analitic ă
1.58s =
Figura 10 VariaŃia coeficientului de frecare adimensional în funcŃie de parametrii texturării
Se poate observa că există o destul de bună corelaŃie între valorile numerice şi cele
analitice obŃinute. Totuşi, metoda analitică poate fi folosită pentru a obŃine rapid o valoare
aproximativă a presiunii iar metoda numerică pentru a obŃine o valoare exactă a acesteia. De
asemenea avantajul soluŃiei analitice constă în analiza parametrică şi determinarea precisă a
soluŃiei optime.
În cazul forŃei portante, pentru o adâncime adimensională a degajării s =1.33, valorile
analitice şi cele numerice prezintă un maxim la ρt=0.56 (Figura 9, (a)). Pentru ρt=0.56, curba
analitică prezintă un maxim la s =1.3 şi cea numerică un maxim la s =1.1 (Figura 9 (b)).
În cazul coeficientului de frecare, soluŃia analitică cât şi cea numerică prezintă aceleaşi
punct de minim (ρt=0.74, s =1.58) (Figura 10).
De asemenea se poate remarca din figurile anterioare că valorile optime s respectiv ρt
nu sunt aceleaşi în cazul optimizării pentru forŃă portantă maximă respectiv coeficient de
frecare minim.
2.1.2.4 INCLUDEREA FENOMENULUI DE CAVITA łIE ÎN MODELAREA NUMERICĂ
ApariŃia presiunilor subambientale în zona divergentă a celulei duce la apariŃia
fenomenului de cavitaŃie. De aceea în cazul distribuŃiei de presiuni din Figura 8 se impune
modificarea algoritmului numeric pentru a include şi fenomenul de cavitaŃie.
Astfel, în interiorul iteraŃiei din algoritmul Gauss-Seidel, se impuse o presiune cu
valoarea nulă în momentul în care se constată o presiune negativă. Această metodă este
folosită în simulări numerice şi de alŃi autori [6]. DistribuŃia presiunilor astfel obŃinute este
reprezentată în Figura 11.

2. Modelarea teoretică a proceselor de lubrificaŃie pentru o celulă
16
Figura 11 DistribuŃie de presiuni obŃinută numeric cu algoritm de cavitaŃie
Se poate constata că presiunea maximă este mai mare decât în cazul modelului care nu
înglobează fenomenul de cavitaŃie.
2.2. MODELAREA UNEI CELULE CU DEGAJARE ÎN FORM Ă DE CALOTĂ SFERICĂ
Aceste degajări se pot obŃine prin prelucrare cu fascicul laser, după cum s-a arătat în
capitolul anterior. Deoarece o modelare analitică este dificil de realizat, s-a realizat doar
modelarea numerică. De asemenea degajările de tip calotă sferică au fost numite “degajări
sferice” în scopul simplificării limbajului.
2.2.1 MODELARE NUMERICĂ
2.2.1.1 ECUAłII GENERALE
Problema se rezolvă cu ajutorul metodei diferenŃelor finite în care ecuaŃia Reynolds se
rezolvă atât în interiorul degajării sferice cât şi în exteriorul acesteia (ecuaŃia Laplace). În
punctele de discontinuitate (pe marginea degajării) se aplică ecuaŃia de conservare a
debitului). În Figura 12 este schiŃată geometria celulei cu degajare sferică.
0.25
0.5
0.75
1
0.25
0.5
0.75
1
00
0.2501
0.25
0.5
0.75x
y
p

2. Modelarea teoretică a proceselor de lubrificaŃie pentru o celulă
17
Figura 12 Geometria unei celule ce degajare sferică
EcuaŃia Reynolds în interiorul degajării se prezintă astfel:
3 3 6p p h
h h Ux x y y x
η ∂ ∂ ∂ ∂ ∂ + = ⋅ ⋅ ⋅ ∂ ∂ ∂ ∂ ∂ (1.16)
În coordonate adimensionale această ecuaŃie devine :
3 3p p h
h hx x y y x
∂ ∂ ∂ ∂ ∂+ = ∂ ∂ ∂ ∂ ∂ (1.17)
Expresia grosimii filmului de lubrifiant la o distanŃă r faŃă de centrul degajării este :
( )22 22 2
222 4
c cc cc m
c c
h rh rh h h r
h h
++= + − + − (1.18)
Această expresie devine în coordonate adimensionale :
( )22 22 2
2 222 4
c cc cc m c
c c
h rh rh h h r r
h h
++= + − + − ⋅ (1.19)
Pentru a trece în coordonate carteziene se înlocuieşte raza adimensională cu :
2 2 2r x y= + (1.20)
EcuaŃiile X(1.19)X, respectiv X(1.20)X se înlocuiesc în ecuaŃia X(1.17)X.
În afara degajărilor se va aplica ecuaŃia Laplace :
2 2
2 20
p p
x y
∂ ∂+ =∂ ∂
(1.21)
De asemenea ecuaŃia Laplace se aplică punctelor de pe muchia degajărilor deoarece se
consideră că la o discretizare destul de densă grosimea de film a unui punct de pe muchia
degajării este aproximativ egală cu grosimea filmului de lubrifiant a punctelor de discretizare
învecinate. EcuaŃiile astfel obŃinute se vor rezolva cu ajutorul metodei diferenŃelor finite.
2.2.1.2 REZULTATE OB łINUTE
În Figura 13 este prezentată distribuŃia presiunii adimensionale pe suprafaŃa celulei
pentru următoarele date de intrare: 1ch = , ρt=0.5, 10cr = .
hc
rc hm h r
L
U

2. Modelarea teoretică a proceselor de lubrificaŃie pentru o celulă
18
Figura 13 DistribuŃie de presiuni obŃinută numeric
Datorită apariŃiei fenomenului de cavitaŃie în zona de presiuni negative, presiunile din
această zonă vor fi considerate zero (ipoteză folosită şi în cazul altor probleme de lubrificaŃie
cum ar fi cazul lagărelor radiale). Astfel, forŃa portantă este calculată luând în considerare
doar valorile pozitive ale presiunii.
zona ieşire
F p dx dy= ∫∫ (1.22)
2.2.1.3 INCLUDEREA FENOMENULUI DE CAVITA łIE ÎN MODELAREA NUMERICĂ
Modelul numeric care cuprinde introducerea algoritmului de cavitaŃie în programul de
bază este analog celui pentru o degajare de formă pătrată.
Figura 14 DistribuŃia de presiuni la nivelul celulei rotunde
0.25
0.5
0.75
1
0.25
0.5
0.75
1
0
0.1756
0.25
0.5
0.75x
y
p
0.25
0.5
0.75
1
0.25
0.5
0.75
1
−0.1228
0.1228
0.25
0.5
0.75x
y
p

2. Modelarea teoretică a proceselor de lubrificaŃie pentru o celulă
19
2.3. COMPARAłIA REZULTATELOR OB łINUTE PENTRU CELE DOUĂ TIPURI DE DEGAJĂRI
2.3.1.1 COMPARAREA MODELELOR F ĂRĂ CONDIłIE DE CAVITAłIE
În Figura 15 (a) este reprezentată variaŃia forŃei portante adimensionale cu densitatea
texturării ρt pentru o adâncime a degajărilor s(adâncimea adimensională a degajărilor
pătrate)= ch (adâncimea adimensională a degajărilor sferice)=1.
(a) (b)
0.00
0.01
0.02
0.03
0.04
0 0.2 0.4 0.6 0.8 1
densitatea textur ării, ρρρρ t
degajări pătrate
degajări sferice
c= = 1s h
F
0.00
0.01
0.01
0.02
0.02
0.03
0.03
0 0.4 0.8 1.2 1.6 2
ρρρρ t =0.25
degajări pătrate
degajări sferice
, adâncimea adimensională a degajărilor s
F
Figura 15 VariaŃia forŃei adimensionale cu parametrii degajării
Se constată ca degajările pătrate conduc către o presiune adimensională mai mare faŃă
de degajările în formă de calotă sferică.
În Figura 15 (b) este reprezentată variaŃia forŃei portante adimensionale cu adâncimea
adimensională a degajărilor pentru o densitate de texturare ρt=0.25.
Se constată ca degajările pătrate conduc către o presiune adimensională mai mare faŃă
de degajările în formă de calotă sferică. De asemenea, pentru o adâncime adimensională a
degajării mai mare decât 1.5, presiunea adimensională este mai mare în cazul degajărilor
sferice.
2.3.1.2 COMPARAREA MODELELOR CU CONDI łIE DE CAVITAłIE
În Figura 16 (a) este reprezentată variaŃia forŃei portante adimensionale cu densitatea
texturării ρt pentru o adâncime a degajărilor s= ch =1 iar în Figura 16 (b) este reprezentată
variaŃia forŃei portante adimensionale cu adâncimea adimensională a degajărilor s pentru o
densitate a texturării de 0.25.

2. Modelarea teoretică a proceselor de lubrificaŃie pentru o celulă
20
(a) (b)
0.000.010.020.030.040.050.060.070.08
0 0.2 0.4 0.6 0.8 1densitatea textur ării, ρρρρ t
F
degajări pătrate
degajări sferice
= = 1cs h0.0000.0100.0200.0300.0400.0500.0600.070
0 0.5 1 1.5 2
ρ t=0.25
, adâncimea adimensională a degajărilor s
degajări pătrate
degajări sferice
F
Figura 16 VariaŃia forŃei adimensionale cu parametrii degajării
Se poate constata o forŃă portantă mai mare în cazul celulei cu degajare pătrată decât
în cazul celulei cu degajare sferică.
2.4. STUDIUL FENOMENULUI DE EXPULZARE ÎN CAZUL UNEI DEGAJĂRI DE FORMĂ CILINDRICĂ
În cazul contactului segment-cilindru [29] s-a constatat o densitate optimă mai mică
faŃă de densitatea optimă obŃinută în subcapitolul anterior. O explicaŃie a acestui fenomen îl
constituie apariŃia fenomenului de squeeze. În acest caz o densitate redusă a texturării are ca
efect creşterea timpului de coborâre până la grosimea de film admisibilă. Subcapitolul de faŃă
prezintă comportamentul unei degajări de formă cilindrică la acŃiunea unei forŃe normale pe
suprafaŃă. O schiŃă a modelului studiat este prezentată în Figura 17.
Figura 17 SchiŃă a unei celule de formă cilindric ă
EcuaŃia Reynolds în coordonate cilindrice este :
3( ) 12d dp
rh Vrdr dr
η= − (1.23)
Prin integrare se obŃine :
13
6dp VrC
dr h
η= − + (1.24)

2. Modelarea teoretică a proceselor de lubrificaŃie pentru o celulă
21
Datorită simetriei se obŃine C1=0
Astfel presiunea în interiorul degajării este :2
23
3( )i
m
Vrp C
h sη= − +
+ (1.25)
Iar presiunea în exteriorul degajării este : 2
33
3e
m
Vrp C
hη= − + (1.26)
Cele două constante se determină aplicând următoarele condiŃii la limită : p=pc la r=rc
p=0 la r=Re
Astfel presiunea în interiorul degajării devine :
2 2 2 2
3 3
3 ( ) 3 ( )( )
c e ci
m m
V r r V R rp
h s hη η− −= +
+ (1.27)
Dacă se notează presiunea interioară adimensională cu :
3 2
2 3(1 )
3 (1 )i m t
i te
p h rp
V R s
ρ ρη
−= = + −+
(1.28)
Presiunea din exteriorul degajării este :
2 2
3
3 ( )ee
m
V R rp
hη −= (1.29)
Dacă se notează presiunea exterioară adimensională cu :
3
22
(1 )3
e me
e
p hp r
V Rη= = − (1.30)
În Figura 18 este prezentată distribuŃia presiunilor pentru diferite valori ale densităŃii
de texturare şi adâncimi adimensionale.
Figura 18 DistribuŃia presiunilor la nivelul unei celule
ForŃa portantă se obŃine prin integrarea presiunii :
0
2 ( )c e
c
r R
eir
F p rdr p rdrπ= +∫ ∫ (1.31)
Înlocuind valorile celor două presiuni se obŃine :
0.2 0.4 0.6 0.8 1r¯
0.2
0.4
0.6
0.8
p¯
ρ=0.25
ρ=0.8
s =1
0.2 0.4 0.6 0.8 1r¯
0.2
0.4
0.6
0.8p¯
ρ=0.8
s =5 ρ=0.25

2. Modelarea teoretică a proceselor de lubrificaŃie pentru o celulă
22
4 4 4
3 332 ( )
c c e
m m
dh
dt
r r rF
s h hπη −
−= −+
(1.32)
Dacă se consideră h0 înălŃimea iniŃială se obŃine prin integrare timpul de coborâre la o
înălŃime hm:
( ) ( )
4 4 44
2 2 2 2 200
3 1 1 1
4e c e
cm mm
R r Rt r
F h h hs h s h
πη − = − − + + + +
(1.33)
Adimensionalizând ecuaŃia (1.33) se obŃine :
( ) ( )
2 22 2 2 22
00
1 1 1 1(1 )
1 1t t
mmh hh h
τ ρ ρ = − − − − + +
(1.34)
Unde timpul adimensional este 2
4
4
3 e
Fst
Rτ
πη= . De asemenea înălŃimile sunt
adimensionalizate cu adâncimea degajării, s. În Figura 19 este prezentată evoluŃia grosimii
filmului de lubrifiant în funcŃie de timp pentru două densităŃi de texturare diferite şi 0 1h = :
20 40 60 80 100τ
0.2
0.4
0.6
0.8
1
h¯m
ρt=0.8
ρt=0.5
ρt=0.1
Figura 19 EvoluŃia grosimii filmului în func Ńie de timp
Se poate remarca că suprafaŃa cu densitate scăzută prezintă o coborâre mai lentă faŃă
de suprafaŃa cu densitate ridicată.
Modelarea unei celule de textură constituie un prim pas esenŃial în înŃelegerea
fenomenelor ce se produc la nivelul suprafeŃelor texturate, constituind astfel o bază pentru
modelarea lagărului parŃial texturat de lăŃime infinită din capitolul următor.

3. Modelarea teoretică a proceselor de lubrificaŃie în cazul unui lagăr parŃial texturat de lăŃime
infinită
23
3. MODELAREA TEORETICĂ A PROCESELOR DE LUBRIFICAłIE ÎN CAZUL UNUI LAG ĂR PARłIAL
TEXTURAT DE LĂłIME INFINITĂ
Lagărele parŃial texturate produc un efect portant similar lagărelor treaptă sau celor cu
suprafeŃe înclinate.
În cadrul modelării s-au considerat următoarele ipoteze : fluidul este Newtonian ;
curgerea este laminară şi izotermă ; sunt valabile toate ipotezele lubrificaŃiei cu film subŃire
Lagărul fiind considerat de lăŃime infinită, modelarea va fi efectuată pe un singur rând
de celule cu condiŃia de debit nul pe zonele laterale (direcŃia z). Presiunea manometrică la
intrarea, respectiv ieşirea lagărului este considerată nulă.
3.1. MODELARE A LAG ĂRULUI CU DEGAJĂRI DE FORMĂ PĂTRATĂ
O schemă a lagărului este prezentată în Figura 20.
Figura 20 Modelarea unui rând de celule al lagărului
x
z
x
y
U
L
Ltot
ℓ
s
SuprafaŃă mobilă
Zonă texturată Lt
h p=0 p=0
(a) vedere din laterală
(b) vedere de sus a zonei fixe
SuprafaŃă fixă
Qx
Qz=0
Qz=0
Degajări

3. Modelarea teoretică a proceselor de lubrificaŃie în cazul unui lagăr parŃial texturat de lăŃime
infinită
24
3.1.1 MODELARE ANALITIC Ă
În cadrul modelării analitice distribuŃia presiunilor pe direcŃia longitudinală a fiecărei
degajări şi pe pragurile dintre degajări este considerată liniară.
Geometria modelului este prezentată în Figura 20. În zona corespunzătoare primei
degajări presiunea va fi negativă (datorită conservării debitului pe direcŃia x), deci vom asista
la apariŃia fenomenului de cavitaŃie. Deoarece presiunea de cavitaŃie pc este redusă în raport cu
celelalte presiuni, distribuŃia de presiuni ca fi cea considerată cu linie întreruptă din Figura 21.
Astfel, în zona OO’ din Figura 21, presiunea va fi considerată 0, ipoteză folosită şi în cazul
altor probleme de lubrificaŃie cum ar fi cazul lagărelor radiale. Rezultatele vor fi astfel
rectificate cu presiunea de cavitaŃie pc, obŃinându-se astfel distribuŃia de presiuni reală
(desenată cu linie continuă în Figura 21).
Figura 21 DistribuŃie de presiuni în cazul soluŃiei analitice
Qx Qx
Qz/2=0
a b
Qz/2=0
x
p
A
A″″″″
D
pc
B′′′′
C′′′′
pc pmax
prmax
distribuŃie de presiuni reală
distribuŃie de presiuni aproximativă
Vedere laterală V-V
p
pi
pm
z E′′′′ F C
U h O′
s
L
D′ pb
G
V
A′
2xQ′′' 2xQ
V
mmp
O

3. Modelarea teoretică a proceselor de lubrificaŃie în cazul unui lagăr parŃial texturat de lăŃime
infinită
25
Utilizând distribuŃia de presiuni desenată în Figura 22 şi similitudinea triunghiurilor
∆O`CD ~ ∆O`FB` se obŃine :
L
a
p
pp
b
mmax =−
(2.1)
Din similitudinea triunghiurilor ∆ ABC, respectiv ∆ A`B`C` rezultă :
ℓ−
=− L
b
Λpp
p
bm
max (2.2)
Combinând ecuaŃiile X(2.1)X, respectiv X(2.2)X şi trecând la notaŃiile adimensionale, se
obŃine:
( )t
max m
β Np p
N β=
Λ + − Λ (2.3)
respectiv :
( )t
b mt
βp p
N β
− Λ=Λ + − Λ
(2.4)
Un bilanŃ de debite va fi considerat la nivelul celulei pentru a Ńine cont de debitul
recirculant pe pragurile laterale:
Qz/2 = Q′x/2 + Q″x/2=0 (2.5)
Presupunând o distribuŃie parabolică a presiunii pe direcŃia z şi Ńinând cont de condiŃia
de debit nul pe direcŃiile laterale, rezultă :
ℓ−
−−=
= L
pp
z
p im
z
)(2
d
d
0
(2.6)
RelaŃia între presiunea medie mmp şi pm,, respectiv pi este (Figura 22):
2
3
mm m
i
ppp
−= (2.7)
În final se obŃine relaŃia între presiunea medie şi presiunea maximă locală :
Λ−Λ−=
56
)1(6m
mm pp (2.8)
În ultimii ani, numeroşi cercetători au constatat că la nivelul suprafeŃelor poate apare
efectul de alunecare la perete. Acest efect poate fi benefic în sensul sporirii forŃei portante la
nivelul unui lagăr [34]. El poate exista datorită unui tratament chimic al suprafeŃei sau datorită
rugozităŃii suprafeŃei [16]. Acest efect poate fi de asemenea constatat la suprafeŃele hidrofobe
din natură.
Din acest motiv vor fi considerate pentru modelare două condiŃii la limită diferite :
În primul caz (cazul A) se consideră că fluidul aderă la suprafaŃa lagărului pe întreaga
lungime a filmului (condiŃie de aderenŃă, întâlnită în mod normal în lubrificaŃie).

3. Modelarea teoretică a proceselor de lubrificaŃie în cazul unui lagăr parŃial texturat de lăŃime
infinită
26
În cazul al doilea (cazul B) se presupune că fluidul alunecă pe suprafaŃa bazei
degajării datorită unor tratamente speciale (chimice sau fizice). Totuşi, condiŃia de aderenŃă la
perete rămâne valabilă pe celelalte suprafeŃe ale celulei (Figura 22).
Figura 22 Zonă de alunecare la perete
În cazul alunecării la perete, alunecarea totală la suprafaŃa degajărilor necesită
următoarea condiŃie la limită :
0d
d =+= shy
y
u (2.9)
În consecinŃă, debitul pe direcŃia x în zona de alunecare la perete este :
x
pshshUQs d
d
3
)()(
3
η+−+= ℓ
ℓ (2.10)
Conservarea debitului poate fi scrisă într-o formă condensată introducând variabila γ care Ńine cont de condiŃia de alunecare la perete:
γ = 1 aderenŃă la perete – cazul A
γ = 2 alunecare la perete – cazul B
−−+−+−+
−−+
+−++=−+
ℓℓ
ℓ
ℓ
ℓ
ℓ
ℓℓ
L
ΛpppΛphL
L
Λpph
pΛpshhsh
U
bmmb
mmbm
bm
)1(
12
)(
)(12
)(
12))1(()(
])([2
33
32
ηη
ηγγ
(2.11)
Introducând ecuaŃiile X(2.3)X, X(2.4)X respectiv X(2.8)X în ecuaŃia X(2.11)X se obŃine presiunea
maximă (fără efectul de cavitaŃie) : 2
2 3
6 ( 1)(1 )6 ( )
( ) (1 ) ( )6 5 2
max tmax
ttott t
p h N Hp
Λ NU LH N N N
β γβη γ β β
− − Λ= =+ − Λ Λ Λ + − Λ + − Λ + + − − Λ
(2.12)
alunecare
y
U
hm
aderenŃă
O
hm+s
x
ℓ
L
aderenŃă

3. Modelarea teoretică a proceselor de lubrificaŃie în cazul unui lagăr parŃial texturat de lăŃime
infinită
27
Corectarea necesară pentru a obŃine presiunea maximă rpmax se obŃine din similitudinea
triunghiurilor ∆OO`G şi ∆A``BC (Figura 21).
max 2r
ct
Λp p
β= (2.13)
Deoarece pmax=rpmax+ pc, rezultă:
max max
2
2r t
t
βp p
β=
+ Λ (2.14)
În consecinŃă :
32
321
2max
max)1(
CCH
HC
UL
hpp
tot
rr
+−==
γγ
η (2.15)
Unde :
( )( )( )
12
0 5 2
2t
1t
β N 1C
N β . β− Λ
=+ − Λ + Λ
; ( )12 tC N β= Λ − + şi
( ) ( )3
61
6 5tN β )
C N )Λ + − Λ
= − Λ +− Λ
Raportul celor două valori ale presiunii maximale corespunzătoare celor două cazuri
(cu alunecare la perete, respectiv cu aderenŃă) este :
)4()1(
))(12(
323
323
CCHH
CCHH-
+−+
=R (2.16)
Analizând ecuaŃia (2.16), putem concluziona că pentru H → 1, R → ∞, respectiv
pentru cazul cu alunecare la baza degajărilor, presiunea maximă este strict pozitivă, pe când în
cazul cu aderenŃă la suprafaŃă presiunea generată pentru H = 1 este nulă (cazul suprafeŃelor
paralele netexturate).
În concluzie controlul realizării condiŃiei de alunecare la perete pe porŃiuni poate
înlocui texturarea. Procedeul mai poate fi numit “pseudotexturare” (tratare fizico-chimică).
3.1.2 MODELARE NUMERICĂ
EcuaŃiile folosite sunt similare cu cele din Capitolul 2 : ecuaŃia Reynolds (care devine
ecuaŃia Laplace pentru suprafeŃe plan paralele) respectiv ecuaŃia de conservare a debitului în
porŃiunile de discontinuitate. CondiŃiile la limită sunt presiune nulă la intrare şi ieşire
respectiv debit nul pe porŃiunile laterale ale unui rând de celule.
Sistemul de ecuaŃii se rezolvă cu ajutorul metodei Gauss-Seidel cu suprarelaxare. În
cazul în care se întâlnesc presiuni negative, acestea preiau valoarea 0 în interiorul fiecărei
iteraŃii.
Modelarea numerică a fost efectuată atât pentru degajări pătrate cât şi pentru degajări
în formă de calotă sferică (prezentate în capitolul 2).

3. Modelarea teoretică a proceselor de lubrificaŃie în cazul unui lagăr parŃial texturat de lăŃime
infinită
28
3.1.3 REZULTATE OBłINUTE
În Figura 23 este prezentată distribuŃia de presiuni în cazul unui lagăr cu degajări
pătrate cu următoarele caracteristici : N=3, α=0.5, H=2, numărul de intervale de discretizare
pe o celulă este 32.
Figura 23
O comparaŃie între rezultatele analitice şi soluŃia numerică este prezentată în Figura
24. În această figură este prezentată distribuŃia de presiuni într-o secŃiune longitudinală
reprezentând planul medial al lagărului. Lagărul parŃial texturat prezintă următoarele date de
intrare : Ltot=1.2mm, h=3µm, s=3µm, N=3, α=0.5, η=0.3Pa·s, U=1m/s. Rezultatele (doar
pentru cazul cu aderenŃă) sunt prezentate considerând două densităŃi de texturare diferite :
ρt=0.25 şi ρt=0.64.
După cum se poate observa în Figura 24, există o bună concordanŃă între rezultatele
analitice şi cele numerice, în special în cazul densităŃilor mari de texturare.
0.25
0.5
0.75
1
0.25
0.5
0.75
1
00
0.1112
0.25
0.5
0.75
p
x
y
N=3
αααα=0.5 H=2

3. Modelarea teoretică a proceselor de lubrificaŃie în cazul unui lagăr parŃial texturat de lăŃime
infinită
29
0
0,1
0,2
0,3
0,4
0 0,2 0,4 0,6 0,8 1 1,2x [mm]
Pre
siun
ea a
dim
ensi
onal
a in
pla
n m
edia
n
NumericAnaliticρρρρ t =0.6
Ν =3 Η =2 α =0.5
ρρρρ t =1Lagar treapta (Rayleigh)
ρρρρ t =0.2
2m
tot
p hp
U Lη⋅=
⋅ ⋅
Figura 24 ComparaŃie între rezultatele analitice şi numerice obŃinute
Este interesant de remarcat faptul că în dacă densitatea de texturare atinge limita
maximă (ρ→1), distribuŃia de presiuni devine identică cu cea a unui lagăr treaptă. Pentru
cazul particular din Figura 24, presiunea maximă adimensională este max max 0.34p = , valoare
obŃinută pentru un lagăr treaptă clasic. În figurile următoare sunt prezentate nişte analize
parametrice atât pentru cazul cu alunecare la perete cât şi pentru cazul fără alunecare la
perete. Pentru claritatea prezentării sunt menŃionate două relaŃii de legătură între parametrii
adimensionali ai suprafeŃelor texturate: tΛ 1 ρ= − şi 1
2t Nαβ
α− Λ= +
În Figura 25 este prezentată influenŃa numărului de celule, N, asupra presiunii maxime
adimensionale pentru două valori ale grosimii de film adimensionale. Densitatea de texturare
este de ρt=0.64 iar fracŃiunea texturată este α=0.5. Se poate remarca că această presiune
descreşte asimptotic cu N şi este practic constantă pentru N>5.
În Figura 26 este reprezentată influenŃa densităŃii de texturare asupra presiunii maxime
adimensionale. Se observă că această presiune creşte în mod aproximativ linear cu densitatea
de texturare ρt.

3. Modelarea teoretică a proceselor de lubrificaŃie în cazul unui lagăr parŃial texturat de lăŃime
infinită
30
0,0
0,1
0,2
0,3
0,4
0,5
0,6
0 5 10 15 20 25 30 35Număr de celule, N
Pre
siun
ea m
aximă a
dim
ensi
onală
Analitic cu alunecare
Analitic făra alunecare
Numeric
ρ t =0.64
α=0.5
0.1s =
0.1s =
1s =
Figura 25 VariaŃia presiunii maxime adimensionale cu numărul de celule
0,0
0,1
0,2
0,3
0,4
0,5
0 0,2 0,4 0,6 0,8 1Densitatea de texturare, ρρρρ t
Pre
siun
ea m
axim
ă ad
imen
sion
ală Analitic cu alunecare
Analitic fără alunecareNumeric
Ν =25α=0.5
0.1s =
0.1s =
1s =
Figura 26 VariaŃia presiunii maxime adimensionale cu densitatea de texturare
InfluenŃa grosimii de film adimensionale asupra presiunii maxime adimensionale este
prezentată în Figura 27. Se poate remarca existenŃa unui maxim al presiunii adimensionale
pentru o valoare a grosimii adimensionale situată în jurul valorii H=1.7 pentru cazul fără
alunecare la perete. Această valoare optimă este similară cu cea a unui lagăr treaptă. Pentru
cazul cu alunecare la perete această valoare optimă este H=1.

3. Modelarea teoretică a proceselor de lubrificaŃie în cazul unui lagăr parŃial texturat de lăŃime
infinită
31
0
0,1
0,2
0,3
0,4
0,5
0,6
0 0,5 1 1,5 2
Pre
siun
ea m
aximă a
dim
ensi
onală
AnaliticNumeric
N =25 α =0.5
ρ t =0.81
ρ t =0.49
Cualunecare
Fărăalunecare
, Adâncimea adimensională a degajărilor s
Figura 27 VariaŃia presiunii maxime adimensionale cu grosimea filmului adimensională
0,0
0,1
0,2
0,3
0,4
0,5
0,6
0,0 0,2 0,4 0,6 0,8 1,0FracŃiunea texturată, α α α α
Pre
siun
ea a
dim
ensi
onală
max
imă
Cu alunecareFără alunecareNumeric
N =25
ρ =0.81
0.1s =
0.1s =
1s =
Figura 28 VariaŃia presiunii maxime adimensionale cu fracŃiunea texturată
În Figura 28 este prezentată influenŃa ponderii texturării α asupra presiunii maxime
adimensionale pentru N=25, ρt=0.81, H=1.1 respectiv H=2. Se observă existenŃa unui maxim
pentru α ~ 0.7.

3. Modelarea teoretică a proceselor de lubrificaŃie în cazul unui lagăr parŃial texturat de lăŃime
infinită
32
3.2. MODELARE A LAG ĂRULUI CU DEGAJĂRI ÎN FORMĂ DE CALOTĂ SFERICĂ
O schemă a lagărului cu notaŃiile folosite este prezentată în Figura 29.
Figura 29 Schemă a lagărului infinit lat cu degaj ări sferice
În acest caz a fost elaborată doar o soluŃie numerică. În afara modelării cu diferenŃe
finite a ecuaŃiilor din lubrificaŃie s-a efectuat şi o modelare 3D prin metoda cu volumule finite
cu ajutorul programului CFD Fluent, rezultatele fiind comparate apoi cu modelul cu diferenŃe
finite.
Deoarece presiunea negativă apare doar la nivelul primei degajări şi prezintă o valoare
redusă iar programul CFD prezintă rezultate îndoielnice odată cu introducerea fenomenului de
cavitaŃie, nu s-a introdus modulul de cavitaŃie în simularea numerică.
În Figura 30 se prezintă o comparaŃie dintre rezultatele obŃinute cu ajutorul metodei cu
diferenŃe finite, respectiv cu ajutorul metodei volumului finit. DistribuŃia de presiuni este
prezentată într-o secŃiune prin mijlocul rândului de celule.
Datele de intrare sunt : L=400µm ; ℓ=200 µm ; N=3; α=0.5; s=10µm.
x
z
x
y
U
L
Ltot
2rc
hc
Sector în mişcare
Zona texturata Lt
hm p=0 p=0
(a) Vedere laterală
(b) Vedere de sus
Sector staŃionar
SuprafaŃă plană Degajare
L
Qz=0
Qz=0

3. Modelarea teoretică a proceselor de lubrificaŃie în cazul unui lagăr parŃial texturat de lăŃime
infinită
33
-10000
-5000
0
5000
10000
15000
20000
25000
30000
0 500 1000 1500 2000 2500
x (micrometri)
pres
iune
(P
asca
l)
volum finit (3D) diferenŃe finite (2D)
N =3α =0.5
L =400µmℓ=200µm
s =10µm
Figura 30 ComparaŃie diferenŃe finite – volum finit
Se poate remarca o bună concordanŃă între rezultatele obŃinute prin cele două metode
(o suprapunere quasi-perfectă a celor două metode).
3.3. REZULTATE OBłINUTE În Figura 31 este prezentată influenŃa densităŃii de texturare asupra presiunii maxime
adimensionale. Se observă o presiune maximă adimensională mai mică în cazul lagărului cu
degajări sferice. Pentru a spori viteza de calcul, datorită numărului mare de degajări, s-a
folosit algoritmul multigrid [49], incluzându-se şi algoritmul de cavitaŃie.
0.00
0.05
0.10
0.15
0.20
0.25
0.30
0 0.2 0.4 0.6 0.8 1
densitatea textur ării, ρρρρt
N =25
= = 1cs hα = 0.5
degajări pătrate
degajări sfericemaxp
Figura 31 VariaŃia presiunii maxime adimensionale cu densitatea texturării

3. Modelarea teoretică a proceselor de lubrificaŃie în cazul unui lagăr parŃial texturat de lăŃime
infinită
34
De asemenea se poate remarca o presiune medie adimensională maximă mai mare
pentru degajările pătrate decât pentru cele sferice pe toată gama adâncimi adimensionale a
degajărilor.
0.00
0.02
0.04
0.06
0.08
0.10
0.12
0 0.5 1 1.5 2
adâncimea adimensional ă a degajării
N =25α=0.5
ρρρρ t =0.25
maxp
degajări pătrate
degajări sferice
Figura 32 VariaŃia presiunii maxime adimensionale cu adâncimea adimensională a degajării
Modelarea numerică cât şi rezultatele obŃinute constituie o bază pentru modelarea
lagărului de lăŃime finită din capitolul viitor.

4. Studiu teoretic efectuat în cazul unui lagăr parŃial texturat de tip buzunar
35
4. STUDIU TEORETIC EFECTUAT ÎN CAZUL UNUI LAG ĂR PARłIAL TEXTURAT DE TIP BUZUNAR
Spre deosebire de lagărele de lăŃime infinită, lagărele întâlnite în practică sunt de
lăŃime finită. De aceea, pentru a modela mai bine lagărele întâlnite în practică se impune
modelarea unui lagăr de lăŃime finită. O schemă a unui astfel de lagăr este prezentată în
Figura 33.
Figura 33 Lagăr par Ńial texturat
În cadrul modelării sunt valide următoarele ipoteze : Fluidul este Newtonian ;
Curgerea este laminară şi neizotermă ; Modelul este considerat adiabatic ; Se neglijează
efectul forŃelor de inerŃie ; Nu se consideră alunecare la perete ; Sunt valabile ipotezele
lubrificaŃiei cu film subŃire ; Presiunea manometrică la marginile unui sector este considerată
nulă. În simulările numerice iniŃiale s-a introdus efectul forŃelor de inerŃie, dar s-a constatat că
acestea au un efect neglijabil. Efectul lor se face simŃit la turaŃii de peste 150.000 rot/min,
ceea ce nu reprezintă cazul studiului de faŃă.
4.1. MODELAREA TERMOHIDRODINAMIC Ă A UNUI LAGĂR PARłIAL TEXTURAT CU DEGAJ ĂRI PĂTRATE
Modelarea teoretică a lagărului parŃial texturat cu degajări pătrate a fost realizată în
coordonate cilindrice. Sistemul de ecuaŃii format a fost rezolvat numeric cu ajutorul metodei
diferenŃelor finite.
4.1.1 ECUAłII UTILIZATE
4.1.1.1 ECUAłIA REYNOLDS ŞI ECUAłIA ENERGIEI
EcuaŃiile mişcării fluidului în coordonate cilindrice sunt (a se vedea Figura 34):
2
2
1u p
y rη
θ∂ ∂ = ∂ ∂
(3.1)

4. Studiu teoretic efectuat în cazul unui lagăr parŃial texturat de tip buzunar
36
2
2
v p
y rη ∂ ∂=
∂ ∂ (3.2)
cu următoarele condiŃii la limită :
Pentru y=0 : u= rωr respectiv v=0
Pentru y=hm : u=0 respectiv v=0
Utilizând ecuaŃia (3.1) cu condiŃiile la limită aferente obŃinem expresia vitezei :
( )
( )2mr
m
y h yr pu h y
h r
ωη θ
− ∂= − +∂
(3.3) Bt
Figura 34 Schemă a unui sector al lagărului par Ńial texturat cu degajări pătrate
De asemenea viscozitatea fluidului este considerată variabilă în funcŃie de temperatură
după legea :
( )T Tiie
βη η − −= (3.4)
Pentru calculul temperaturii fluidului se consideră modelul adiabatic în care se
neglijează efectul gradientului de presiune asupra tensiunii de forfecare. Avantajul acestei

4. Studiu teoretic efectuat în cazul unui lagăr parŃial texturat de tip buzunar
37
metode constă în decuplarea ecuaŃiei energiei de ecuaŃia Reynolds, simplificându-se astfel
considerabil metoda de calcul.
Într-un regim staŃionar adiabatic, ecuaŃia energiei va exprima egalitatea lucrului
mecanic al tensiunilor vâscoase cu energia transportată masic-conductiv. Dacă se admite că
variaŃia căldurii specifice, c, a densităŃii ρ şi a vitezei locale u în direcŃia x sunt neglijabile în
raport cu variaŃia temperaturii, atunci ecuaŃia energiei este :
2
T ucu
x yρ η ∂ ∂= ∂ ∂
(3.5)
0T
r
∂ =∂
(3.6)
Înlocuind expresia vitezei u din ecuaŃia. X(3.3)X în ecuaŃia X(3.5)X şi neglijând efectul
gradientului de presiune asupra tensiunii de forfecare se obŃine :
2
2T r
c h
ηωθ ρ
∂ = ∂ ⋅ (3.7)
Inserând ecuaŃia X(3.4)X în ecuaŃia X(3.7)X se obŃine prin integrare:
( ) 22
0
1iT T rd
e Eh
θβ θ− = + ∫ (3.8)
unde :
2
2 i i
m
rE
c h
η ωβρ
= ⋅
(3.9)
Din ecuaŃiile (7) respectiv (4) se obŃine viscozitatea, respectiv temperatura
lubrifiantului:
2
20
1
1d
Erh
θηθ
=+ ∫
(3.10)
1ln
iT Tη
β
= + (3.11)
Utilizând ecuaŃiile X(3.1)X şi X(3.2)X, respectiv ecuaŃia continuităŃii se obŃine ecuaŃia
Reynolds în coordonate polare :
1 1
0r p p
r rr η θ η θ ∂ ∂ ∂ ∂+ = ∂ ∂ ∂∂
(3.12)
4.1.1.2 FORłA PORTANTĂ
ForŃa portantă adimensională este :

4. Studiu teoretic efectuat în cazul unui lagăr parŃial texturat de tip buzunar
38
2
41 0
i
e s
r
r
mc s
i i
FhF n p r d dr
r
θ
θη ω
= = ∫ ∫ (3.13)
4.1.1.3 COEFICIENTUL DE FRECARE
Pentru a efectua comparaŃii cu rezultatele experimentale s-a calculat momentul de
frecare la nivelul suprafeŃei fixe. Tensiunea de forfecare la nivelul suprafeŃei texturate
(suprafaŃa fixă) este :
2
h dp r
dx h
ωτ η= − + (3.14)
Tensiunea de forfecare în coordonate adimensionale este :
4 2
m
i i
h r h dp
r h r d
τ ητη ω θ
= = − (3.15)
ForŃa de frecare la nivelul lagărului este:
sup .sec
*f s
r tor
F n dsτ= ∫ (3.16)
ForŃa de frecare în coordonate adimensionale este :
3
supr.sect
f mfc s
i i
F hF n r d dr
rτ θ
η ω= = ∫∫ (3.17)
Coeficientul de frecare este :
fF
Fµ = (3.18)
Coeficientul de frecare în coordonate adimensionale este:
fc i
c m
F r
F h
µµ = = (3.19)
Momentul de frecare la nivelul lagărului este :
sup .sec
*f s
r tor
M n rdSτ= ∫ (3.20)
Momentul de frecare la nivelul lagărului în coordonate adimensionale este :
24
sect.surf .
f mf s
i i
M hM n r d dr
rτ θ
η ω= = ∫∫ (3.21)
4.1.2 REZOLVARE NUMERICĂ
EcuaŃiile (3.10)-(3.12) a fost rezolvate numeric cu ajutorul metodei diferenŃelor finite,
utilizând metoda Gauss-Seidel de rezolvare a sistemelor de ecuaŃii.

4. Studiu teoretic efectuat în cazul unui lagăr parŃial texturat de tip buzunar
39
A fost rezolvat iniŃial sistemul de ecuaŃii (3.10)-(3.11), obŃinându-se distribuŃia de
temperaturi şi vâscozităŃi, câmpul de vâscozităŃi obŃinut fiind folosit în rezolvarea ecuaŃiei
Reynolds. În punctele de discontinuitate s-a aplicat conservarea debitului.
Pentru a afla viscozitatea în fiecare nod al discretizării valoarea expresiei 20
d
h
θ θ∫ a
fost obŃinută prin integrare numerică.
4.2. MODELAREA TERMOHIDRODINAMIC Ă A UNUI LAGĂR PARłIAL TEXTURAT CU DEGAJ ĂRI SFERICE
Modelarea teoretică a lagărului parŃial texturat cu degajări sferice este realizată în
coordonate carteziene datorită pe de o parte dificultăŃii de a reprezenta degajarea în
coordonate cilindrice şi pe de altă parte diferenŃelor nesemnificative dintre modelarea în
coordonate cilindrice şi cea în coordonate carteziene constatată pentru lagărul cu degajări
paralelipipedice. O schiŃă a sectorului în coordonate carteziene este prezentată în Figura 35.
Figura 35 Schemă a lagărului par Ńial texturat cu degajări sferice
x
z
x
y
U
L
Ltot
2rc
hc
SuprafaŃă în mişcare
Zona texturata Lt
hm p=0 p=0
(a) Vedere laterală
(b) Vedere de sus
Sector staŃionar
SuprafaŃă plană Degajare
Bt Btot

4. Studiu teoretic efectuat în cazul unui lagăr parŃial texturat de tip buzunar
40
4.2.1 ECUAłII UTILIZATE
EcuaŃiile scrise în coordonate carteziene sunt similare ecuaŃiilor scrise în coordonate
polare în cazul degajărilor pătrate.
4.2.2 REZOLVARE NUMERICĂ
EcuaŃiile prezentate mai sus se rezolvă cu ajutorul metodei diferenŃelor finite. Sistemul
de ecuaŃii format se rezolvă prin metoda Gauss-Seidel cu suprarelaxare.
4.3. DETERMINAREA GEOMETRIEI OPTIME PENTRU OBłINEREA UNEI FORłE PORTANTE MAXIME
4.3.1 CALCULUL NUM ĂRULUI OPTIM DE SECTOARE
Determinarea unui număr de sectoare optim este esenŃială în stabilirea unui lagăr cu
performanŃe optime.
În Figura 36 s-a analizat influenŃa numărului de sectoare asupra unui lagăr parŃial
texturat cu degajări pătrate. Lagărele prezintă următoarele caracteristici :
Raza interioară a inelului ri=57mm
Raza exterioară a inelului re=90mm
Viteza de rotaŃie a inelului netexturat nr=500 rot/min
Grosimea minimă a filmului de lubrifiant hm=10µm
Adâncimea degajării s=10µm
Numărul de celule de textură pe lăŃime N2=28
Densitatea texturării ρt=0.25
Dimensiunile degajărilor au fost alese astfel încât să se obŃină o latură a celulei de
400µm şi ρt=0.25 :
Latura degajărilor pentru lagărul cu degajări pătrate ℓ=200µm
Raza degajărilor pentru lagărul cu degajări sferice rc=112 µm Ponderea texturării pe lungime α1=0.7
Ponderea texturării pe lăŃime α2=0.7
Temperatura de intrare a uleiului Ti=45ºC
Un ulei Castrol MTF95 cu următoarele caracteristici
Viscozitatea uleiului la temperatura de intrare ηi=0.0220 Pa s
Coeficientul viscozitate-temperatură al uleiului β= 0.0367 K-1
Densitatea uleiului ρ=848 kg/m3
Căldura specifică a uleiului c= 1.95 kJ/(kg ºK)
Caracteristicile uleiului vor fi păstrate şi în simulările ce vor urma.
Se poate observa că numărul optim de sectoare este în jurul valorii de 14. De
asemenea putem observa o forŃă portantă mai mare în cazul lagărului cu degajări pătrate.
4. Studiu teoretic efectuat în cazul unui lagăr parŃial texturat de tip buzunar
41
0,000
0,005
0,010
0,0150,020
0,025
0,030
0,035
0,040
0,045
6 8 10 12 14 16 18 20 22Numărul de sectoare, n s
cF
degajări pătrate
degajări sferice
αααα1111=0.7=0.7=0.7=0.7ΝΝΝΝ2222=28=28=28=28 αααα2222=0.7=0.7=0.7=0.7ρρρρt=0.25=0.25=0.25=0.25
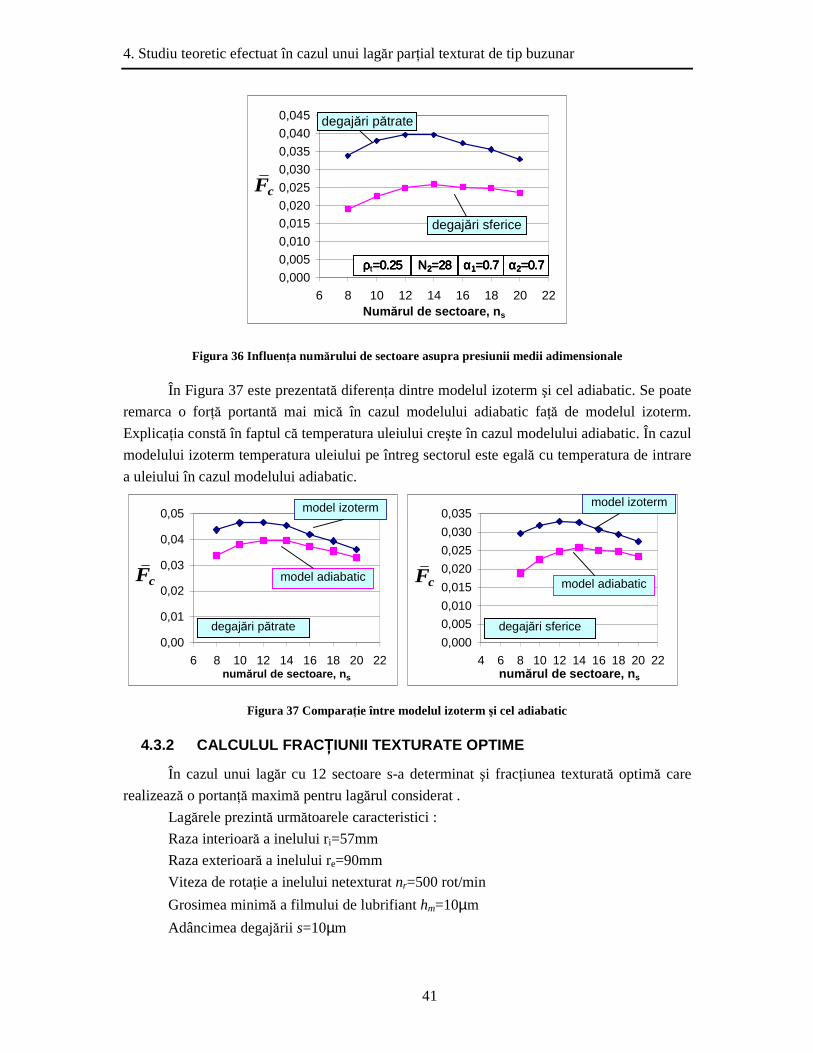
Figura 36 InfluenŃa numărului de sectoare asupra presiunii medii adimensionale
În Figura 37 este prezentată diferenŃa dintre modelul izoterm şi cel adiabatic. Se poate
remarca o forŃă portantă mai mică în cazul modelului adiabatic faŃă de modelul izoterm.
ExplicaŃia constă în faptul că temperatura uleiului creşte în cazul modelului adiabatic. În cazul
modelului izoterm temperatura uleiului pe întreg sectorul este egală cu temperatura de intrare
a uleiului în cazul modelului adiabatic.
0,00
0,01
0,02
0,03
0,04
0,05
6 8 10 12 14 16 18 20 22num ărul de sectoare, n s
degajări pătrate
cF
model izoterm
model adiabatic
0,000
0,005
0,010
0,015
0,020
0,025
0,030
0,035
4 6 8 10 12 14 16 18 20 22numărul de sectoare, n s
degajări sferice
cF
model izoterm
model adiabatic
Figura 37 ComparaŃie între modelul izoterm şi cel adiabatic
4.3.2 CALCULUL FRAC łIUNII TEXTURATE OPTIME
În cazul unui lagăr cu 12 sectoare s-a determinat şi fracŃiunea texturată optimă care
realizează o portanŃă maximă pentru lagărul considerat .
Lagărele prezintă următoarele caracteristici :
Raza interioară a inelului ri=57mm
Raza exterioară a inelului re=90mm
Viteza de rotaŃie a inelului netexturat nr=500 rot/min
Grosimea minimă a filmului de lubrifiant hm=10µm
Adâncimea degajării s=10µm

4. Studiu teoretic efectuat în cazul unui lagăr parŃial texturat de tip buzunar
42
Numărul de celule de textură N1=N2=20 pentru lagărul cu degajări sferice respectiv
N1=N2=40 pentru lagărul cu degajări pătrate.
Densitatea texturării ρt=0.25
Dimensiunile degajărilor au fost alese astfel încât să se obŃină o latură a celulei de
400µm şi ρt=0.25 :
Latura degajărilor pentru lagărul cu degajări pătrate ℓ=200µm
Raza degajărilor pentru lagărul cu degajări sferice rc=112 µm Ponderea texturării pe lungime α1=0.7
Ponderea texturării pe lăŃime α2=0.7
Temperatura de intrare a uleiului Ti=45ºC
Un ulei Castrol MTF95 cu următoarele caracteristicile definite anterior.
Se constată o fracŃiune texturată optimă de 0.4-0.5 pe lungime respectiv 0.9-1 pe lăŃime.
(a) (b)
0.2 0.4 0.6 0.8
0.2
0.4
0.6
0.8
1
α1
α2
0.003
0.055F−
c
0.2 0.4 0.6 0.8
0.2
0.4
0.6
0.8
1
α1
α2
0.001
0.013F−
c
Figura 38 VariaŃia presiunii medii adimensionale cu fracŃiunea texturată pentru lagărul cu degajări pătrate (a) respectiv degajări sferice (b)

5. Încercări experimentale efectuate în cazul unui lagăr parŃial texturat de tip buzunar
43
5. ÎNCERCĂRI EXPERIMENTALE EFECTUATE ÎN CAZUL UNUI LAGĂR PARłIAL TEXTURAT DE TIP BUZUNAR
Activitatea experimentală a avut loc la Universitatea din Kassel (Germania) în cadrul
unei burse DAAD pe o perioadă de 10luni (Octombrie 2004- Iunie 2005).
Activitatea experimentală a avut ca etape principale alegerea configuraŃiei cuplei în
conformitate cu dimensiunile posibile de lagăre ce puteau fi testate pe standul experimental
existent, analiza comparativă a tehnologiilor utilizabile pentru realizarea de suprafeŃe texturate
în concordanŃă cu cerinŃele dimensionale evidenŃiate prin studiile teoretice anterioare,
realizarea unor modele experimentale, evaluarea dimensională şi calitativă a acestora şi în
final, testarea acestora pe standul experimental adaptat pentru acest scop.
După studiul bibliografic extensiv şi tatonarea diferitelor posibilităŃi practice de
realizare (tehnologia dar şi locul de realizare) şi de testare a suprafeŃelor texturate s-a optat
pentru configuraŃia tipică lagărelor axiale cu suprafeŃe nominal paralele (denumită în limba
engleză „ thrust washer”). Este binecunoscut că, în cazul în care lagărul este rigid (deci
deformaŃiile temo-elastice sunt extrem de reduse), iar regimul termic este cvasi-uniform (nu
sunt variaŃii mari ale temperaturii pe suprafaŃa activă) portanŃa hidrodinamică este teoretic
nulă. Prin texturare se realizează condiŃiile necesare generării unui film de lubrifiant portant,
care are ca principal efect reducerea drastică a momentului de frecare şi deci efectele benefice
ale texturării pot fi foarte bine evidenŃiate pe o astfel de cuplă. În acelaşi timp configuraŃia
aleasă se pretează, cu adaptări minime, la testarea pe standul experimental existent.
Analizele comparative ale performanŃelor şi cerinŃelor diferitelor metode de realizare a
texturării dar şi posibilităŃile practice de colaborare au condus la alegerea în final a două
tehnologii: prelucrarea prin eroziune chimică respectiv prelucrarea cu fascicul laser.
5.1. REALIZAREA INELELOR TEXTURATE Pentru configuraŃia tip suprafaŃă inelară plană a cuplelor studiate s-a decis ca bază de
prelucrare (texturare) inelul din oŃel al unui rulment axial cu role cilindrice care prezintă
avantajul unei prelucrări extrem de precise (abaterea maximă de la planeitate 1 µm).
Dimensiunile principale ale acestuia sunt: diametrul interior d=57mm, diametrul exterior D =
90mm, grosimea g = 7 mm. După texturare s-au realizat (prin frezare în cazul inelelor
texturate prin eroziune chimică si prin prelucrare cu laser în cazul inelelor prelucrate cu laser)
cele 12 canale radiale de lăŃime variabilă (pentru realizarea unor sectoare cu marginile în
prelungirea razei) care delimitează tot atâtea sectoare (Figura 39 (a)).
Pentru fiecare din cele două tehnologii de realizare a alveolelor s-au executat mai
multe modele diferite iar în final au fost reŃinute pentru experimentare câte două modele ale
căror caracteristici sunt prezentate în continuare.

5. Încercări experimentale efectuate în cazul unui lagăr parŃial texturat de tip buzunar
44
5.1.1 INELE TEXTURATE CU AJUTORUL TEHNOLOGIEI LASER
Degajările rezultate în urma tehnologiei de prelucrare cu fascicul laser au forma unor
calote sferice (Figura 39 (b)) cu adâncimea medie de 25 µm şi raza de 100 µm (Tab 1). Cele
două modele (pattern) utilizate au alveole şi distanŃe inter-alveolare identice, diferenŃele fiind
doar la dimensiunile zonei texturate . Prelucrarea suprafeŃelor s-a efectuat cu ajutorul unui
laser de tip Nd:YAG cu lungime de undă de 1064 nm, Q-switched, cu pulsuri de 70-80 ns şi
o energie pe puls in jur de 5 - 8 mJ. Inelul LASER 02 a fost polisat după texturare pentru a
înlătura proeminenŃele create în urma prelucrării cu fascicul laser, proeminenŃe ce pot avea un
efect negativ din punct de vedere al coeficientului de frecare (în concordanŃă şi cu observaŃiile
altor cercetători(Cap.1)).
Tab 1Caracteristicile dimensionale ale suprafeŃelor texturate cu laser
MODELUL Ponderea
texturării pe
lungime α1 [%]
Ponderea
texturării pe
lăŃime α2 [%]
Diametrul
degajărilor
2*rc[µm]
Adâncimea
medie a
degajărilor
hc[µm]
LASER 01
(XFigura 40X) 50 % 90 %
100 µm
(XFigura 41X)
25 µm
LASER 02 50 % 60 % 100 µm
(XFigura 42X)
25 µm
(a) (b)
D=90mm
α=27 º
d=57mm
hm rc
hc
Inel rotitor
Figura 39 SchiŃă a dimensiunilor inelului, respectiv secŃiune longitudinală a unei degajări sferice obŃinută
prin prelucrare cu fascicul laser
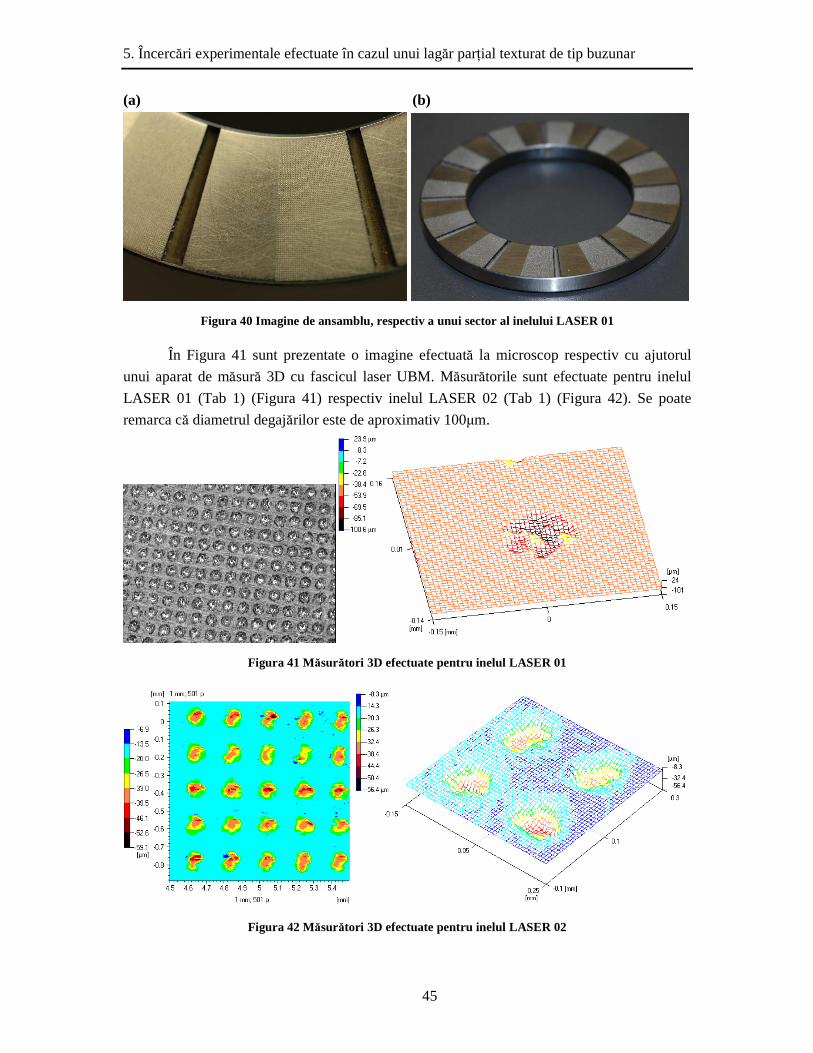
5. Încercări experimentale efectuate în cazul unui lagăr parŃial texturat de tip buzunar
45
(a) (b)
Figura 40 Imagine de ansamblu, respectiv a unui sector al inelului LASER 01
În Figura 41 sunt prezentate o imagine efectuată la microscop respectiv cu ajutorul
unui aparat de măsură 3D cu fascicul laser UBM. Măsurătorile sunt efectuate pentru inelul
LASER 01 (Tab 1) (Figura 41) respectiv inelul LASER 02 (Tab 1) (Figura 42). Se poate
remarca că diametrul degajărilor este de aproximativ 100µm.
Figura 41 Măsurători 3D efectuate pentru inelul LASER 01
Figura 42 Măsurători 3D efectuate pentru inelul LASER 02

5. Încercări experimentale efectuate în cazul unui lagăr parŃial texturat de tip buzunar
46
5.1.2 INELE TEXTURATE CU AJUTORUL EROZIUNII CHIMICE
Prelucrarea prin metoda fotolitografică s-a realizat în mai multe etape : centrifugare,
expunere, developare, corodare. S-au realizat două inele cu alveole de formă aproximativ
paralelipipedică de dimensiuni diferite: de 100µm respectiv 200µm.
5.1.2.1 CARACTERISTICI DIMENSIONALE ALE INELELOR OB łINUTE PRIN EROZIUNE CHIMICĂ
După aplicarea procedeelor descrise anterior au fost reŃinute pentru analiză două tipuri
de inele ale căror caracteristici sunt prezentate în Tab 2.
Tab 2 Caracteristicile dimensionale ale suprafe Ńelor texturate prin eroziune chimic ă
MODELUL
Dimensiune
degajare ℓ
[µm]
Densitatea
texturării ρt
Ponderea
texturării circumferenŃial
ă α1
Ponderea
texturării radială
α2
Adâncime
degajare s[µm]
EROZ 01
(Figura 44) 200 0.25 50% 90% 9
EROZ 02 () 100 0.25 50% 90% 8
Figura 43 SecŃiune longitudinală şi vedere de sus a unei degajări paralelipipedice obŃinută prin eroziune
chimică
U
s
x
z
L
ℓ
ℓ
hm
L

5. Încercări experimentale efectuate în cazul unui lagăr parŃial texturat de tip buzunar
47
Figura 44 Imagine de ansamblu, respectiv a unui sector al inelului EROZ 01
În Figura 45 sunt prezentate o măsurătoare efectuată cu ajutorul unui aparat de măsură
3D cu fascicul laser UBM. Măsurătorile sunt efectuate pentru inelul EROZ 01 (Tab 2) (Figura
45) respectiv inelul EROZ 02 (Tab 2). Se poate remarca că latura degajărilor este de
ℓ’=200µm în cazul inelului EROZ 01 respectiv ℓ’=100 µm, s=8 µm în cazul inelului EROZ
02.
Figura 45 Măsurători 3D efectuate pentru inelul EROZ 01
5.2. PREZENTAREA STANDULUI EXPERIMENTAL O schemă a standului experimental utilizat este prezentată în Figura 46. Inelul
netexturat (13) este antrenat în mişcare de rotaŃie de către motorul electric (1). ForŃa de
apăsare axială este produsă de către cilindrul hidraulic (3), care prin rulmentul (14) acŃionează
asupra inelului netexturat (13). ForŃa de apăsare a cilindrului hidraulic (3) este măsurată de
către captorul de forŃă (9) Ungerea între inelul texturat(10) şi cel netexturat (13) este asigurată
de sistemul de ungere (6). Sistemul nu este imersat în ulei, ci uleiul necesar este furnizat prin
stropire. Momentul de frecare la nivelul inelelor este determinat cu ajutorul captorului de forŃă
(9) care împiedică rotaŃia inelului texturat (10) fixat pe rulmentul (8). Pentru o mai bună
aliniere a cuplei de inele, inelul netexturat a fost fixat pe cinci resorturi.

5. Încercări experimentale efectuate în cazul unui lagăr parŃial texturat de tip buzunar
48
ungere prin stropire
14.rulment
1.Motor electric
3.cilindru hydraulic de încărcare axială
4.pompă hidraulică
6.sistem de ungere
7.captor de forŃă
10.inel texturat
2.Captor de deplasare
9.captor de forŃă
12.termocuple
13.inel netexturat
5.Tensiune de contact
11.rezervor de ulei
8.rulment
Fa
Figura 46 SchiŃă de principiu a standului experimental
Grosimea filmului de lubrifiant la nivelul inelelor este determinată cu ajutorul
captorului de deplasare (2). Inelele au fost iniŃial apropiate până s-a obŃinut starea de contact,
această stare reprezentând punctul de referinŃă pentru captorul de deplasare (5). De asemenea
a fost măsurată temperatura în două puncte ale standului (în spatele inelului texturat respectiv
pe sistemul de măsurare a momentului de frecare) cu ajutorul termocuplelor (12). Prin
intermediul sistemului de măsurare cu ajutorul tensiunii de contact (5) s-a putut constata dacă
inelele se află în regim de lubrificaŃie hidrodinamică sau mixtă.
O vedere de ansamblu a standului experimental este prezentată în Figura 47
Figura 47 Vederi de ansamblu ale standului experimental

6. Compararea rezultatelor teoretice cu cele experimentale
49
6. COMPARAREA REZULTATELOR TEORETICE CU CELE EXPERIMENTALE
Din portofoliul de date experimentale prezentat în Anexa 3 au fost extrase un set de
date reprezentative, aceste date fiind comparate cu rezultatele numerice obŃinute.
Parametrii comuni tuturor lagărelor sunt :
Raza interioară a inelului ri=57mm
Raza exterioară a inelului re=90mm
Temperatura de intrare a uleiului Ti=45ºC
Un ulei Castrol MTF95 cu următoarele caracteristici
Viscozitatea uleiului la temperatura de intrare ηi=0.0220 Pa s
Coeficientul viscozitate-temperatură al uleiului β= 0.0367 K-1
Densitatea uleiului ρ=848 kg/m3
Căldura specifică a uleiului c= 1.95 kJ/(kg K)
6.1. LAGĂR PARłIAL TEXTURAT CU DEGAJ ĂRI PĂTRATE Lagărul texturat cu degajări pătrate prezintă următoarele caracteristici :
Tab 3 Caracteristici ale lagărului texturat cu degajări pătrate
MODELUL Dimensiune
degajare ℓ [µm]
Densitatea
texturării
ρt
Ponderea texturării
pe direcŃie
circumferenŃială α1
Ponderea
texturării pe
direcŃie radială α2
Adâncime
degajare
s[µm]
EROZ 01 200 0.25 50% 90% 9
EROZ 02 100 0.25 50% 90% 8
În următoarele figuri sunt prezentate comparaŃii între rezultatele teoretice şi cele
experimentale în cazul inelului EROZ 01.
În Figura 48 este prezentată variaŃia grosimii filmului de lubrifiant în funcŃie de viteza
de rotaŃie pentru o forŃă de apăsare axială de 100N respectiv 200N.

6. Compararea rezultatelor teoretice cu cele experimentale
50
0
5
10
15
20
25
30
500 600 700 800Viteza de rotatie n r (rot/min)
Gro
sim
ea fi
lmul
ui d
e lu
brifi
ant h
(µ
m)
Fa = 100N
Fa = 200N
teoretic
experimental
Figura 48 VariaŃia grosimii filmului de lubrifiant cu viteza de rotaŃie
Se poate observa o grosime mai mare a filmului de lubrifiant în cazul teoretic faŃă de
cazul experimental. ExplicaŃia poate consta în faptul ca ungerea efectuându-se prin stropire şi
nu prin imersare, lubrificaŃia a fost săracă în unele regiuni ale inelului. De asemenea uşoare
diferenŃe pot apare şi din erorile de măsurare. Totuşi diferenŃele obŃinute nu sunt foarte mari
(2-5 µm între rezultatele teoretice şi cele experimentale).
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
500 600 700 800Viteza de rotatie n r (rot/min)
Mom
entu
l de
frec
are
(Nm
)
Fa = 100N
Fa = 200N
teoretic
experimental
Figura 49 VariaŃia momentului de frecare cu viteza de rotaŃie
În Figura 49 este prezentată variaŃia momentului de frecare cu viteza de rotaŃie. Se
poate remarca un moment de frecare mai mare obŃinut în cazul experimental faŃă de cel
teoretic.
6.2. LAGĂR PARłIAL TEXTURAT CU DEGAJ ĂRI SFERICE
Lagărul texturat cu degajări sferice prezintă următoarele caracteristici :

6. Compararea rezultatelor teoretice cu cele experimentale
51
Tab 4 Caracteristici ale lagărului par Ńial texturat cu degajări sferice
MODELUL Ponderea
texturării pe
lungime α1 [%]
Ponderea
texturării pe lăŃime
α2 [%]
Diametrul
degajărilor
2*rc[µm]
Adâncimea medie
a degajărilor
hc[µm]
LASER 01 50 % 90 % 100 µm 25 µm
LASER 02 50 % 60 % 100 µm 25 µm
În următoarele figuri sunt prezentate comparaŃii între rezultatele teoretice şi cele
experimentale în cazul inelului LASER 01. Deoarece numărul degajărilor este prea mare
pentru a putea fi rezolvat numeric(număr prea mare de noduri al discretizării) s-a recurs la o
simulare numerică cu degajări cu un diametru dublu, păstrându-se restul parametrilor
texturării. Metoda nu induce o eroare prea mare de calcul deoarece s-a constatat în cazul
lagărului infinit lat că forŃa portantă scade asimptotic cu numărul degajărilor (Figura 25). De
asemenea plaja de turaŃii a fost mai redusă decât în cazul inelului EROZ01 deoarece sistemul
de măsurare a momentului de frecare permite o valoare maximă de 0.7Nm.
În Figura 50 este prezentată variaŃia grosimii filmului de lubrifiant cu viteza de rotaŃie
a lagărului pentru o încărcare de 200N. Se poate constata că valorile teoretice sunt în bună
corelaŃie cu cele experimentale.
0123456789
10
300 400 500Viteza de rotatie n r (rot/min)
Gro
sim
ea fi
lmul
ui d
e lu
brifi
ant h
(µm
)
Fa = 200N
teoretic
experimental
Figura 50 VariaŃia grosimii filmului de lubrifiant cu viteza de rotaŃie
În Figura 51 este prezentată este prezentată variaŃia momentului de frecare cu viteza
de rotaŃie a lagărului pentru o încărcare de 200N.

6. Compararea rezultatelor teoretice cu cele experimentale
52
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
1 2 3Viteza de rotatie n r (rot/min)
Mom
entu
l de
frec
are
(Nm
)
Fa = 200N
teoretic
experimental
Figura 51 VariaŃia momentului de frecare cu viteza de rotaŃie
Se poate constata că valorile obŃinute teoretic sunt mai mici decât cele experimentale.
DiferenŃa dintre momentele de frecare teoretic şi experimental poate fi explicată prin existenŃa
proeminenŃelor apărute în urma texturării cu fascicul laser, prominenŃe care la valori mici ale
grosimii filmului de lubrifiant au ca efect creşterea momentului de frecare la nivelul lagărului.
Reamintim că inelul LASER 01 nu a fost polisat în urma texturării.
În concluzie pentru inelul LASER 01 putem constata că deşi în anumite condiŃii există
diferenŃe între rezultatele obŃinute teoretic şi cele experimentale, în general există o bună
concordanŃă între rezultatele obŃinute.
De asemenea se poate remarca obŃinerea unei forŃe portante mai mari în cazul inelului
EROZ 01 faŃă de inelul LASER 01.

Concluzii
53
Concluzii finale şi principalele contribu Ńii
Teza prezentată acoperă principalele probleme legate de modelarea analitică şi în
special numerică a suprafeŃelor texturate. Se porneşte de la modelarea unei celule, se extinde
această modelare la aceea a unui lagăr parŃial texturat de lăŃime infinită şi se încheie cu aceea
a unui lagăr parŃial texturat de lăŃime finită. Au fost făcute încercări experimentale pe lagăre
axiale parŃial texturate atât prin tehnologie laser cât şi prin eroziune chimică. Încercările s-au
efectuat pe un stand de lagăre axiale al UniversităŃii din Kassel, adaptat de mine în cadrul
stagiului de cercetare. S-a obŃinut o bună concordanŃă între rezultatele teoretice şi cele
experimentale obŃinute.
Analiza stadiului actual pe plan internaŃional în domeniul suprafeŃelor texturate,
realizat în primul capitol, prezintă o mare varietate de lucrări din acest domeniu. Studiile
efectuate relevă numeroase direcŃii de cercetare necesare pentru a completa studiile existente :
o analiză aprofundată a lubrificaŃiei celulelor cu degajări pătrate atât pe plan teoretic cât şi pe
plan experimental, analiza lagărelor parŃial texturate de lăŃime finită de tip buzunar cât şi
realizarea de modele analitice care să conducă direct la valori optime ale texturării
În cazul modelării unei celule dintr-o suprafaŃă texturată se poate constata că în
general celula cu degajare de formă pătrată asigură o forŃă portantă mai mare faŃă de celula cu
degajări sferice. De asemenea s-a constatat că parametrii optimi obŃinuŃi analitic în ceea ce
priveşte forŃa portantă, în cazul unei degajări de formă pătrată, sunt ρt*=0.6 şi *s =1.33, iar
parametrii ce minimizează coeficientul de frecare sunt s =1.58 şi ρt=0.74. S-a obŃinut o bună
corelaŃie între valorile analitice şi cele numerice. De asemenea în cazul unei modelări a
efectului de expulzare (efectul de squeeze), s-a constatat o creştere a timpului de coborâre
odată cu scăderea densităŃii de texturare.
Lagărul texturat parŃial de lăŃime infinită cu degajări de formă pătrată prezintă o forŃă
portantă mai mare în comparaŃie cu lagărul cu degajări sferice. De asemenea s-a constatat o
bună corelaŃie între valorile obŃinute numeric şi cele obŃinute analitic pentru lagărul cu
degajări pătrate. În cazul modelului cu alunecare la perete la suprafaŃa interioară a degajărilor
s-au obŃinut valori mai mari ale forŃei portante faŃă de modelul fără alunecare la perete. De
asemenea s-a constatat o creştere a forŃei portante cu densitatatea texturării, pentru toate
cazurile analizate.
Pasul final în modelarea numerică a constat în analiza termohidrodinamică în regim
adiabat a unui lagăr parŃial texturat de tip buzunar. În acest caz s-a obŃinut un număr optim de
12 sectoare pentru geometria lagărului axial analizat, fracŃiunea optimă de texturare fiind de
0,5 pe direcŃie circumferenŃială respectiv 0,8 pe direcŃie radială. Şi în acest caz lagărul axial
cu degajări pătrate conduce la o forŃă portantă mai mare faŃă de lagărul cu degajări sferice.
Atât în literatură, cât şi din experienŃa personală, am constatat că lagărele obŃinute prin
tehnologia laser sunt mai uşor/mai ieftin de realizat în comparaŃie cu cele obŃinute prin

Concluzii
54
eroziune chimică. Tehnologia eroziunii chimice conduce însă la abateri de formă mai mici ale
degajărilor.
S-a constatat o bună corelaŃie între valorile teoretice obŃinute şi cele experimentale atât
în cazul lagărului cu degajări pătrate cât şi în cazul lagărului cu degajări sferice. Această
corelaŃie este mai bună în cazul degajărilor pătrate.
În concordanŃă cu literatura de specialitate prezentată în prima parte a lucrării se pot
evidenŃia următoarele contribuŃii :
Pe plan teoretic : 1. La nivelul unei celule de textură au fost considerate degajările de formă pătrată, calotă
sferică şi cilindrică
• În cazul degajărilor de formă pătrată s-a studiat analitic şi numeric (prin diferenŃe
finite) forŃa portantă şi forŃa respectiv coeficientul de frecare. SoluŃia analitică
originală s-a bazat pe liniarizarea distribuŃiei de presiuni. Analitic s-a determinat
valorile optime ale geometriei considerate (densitatea şi adâncimea texturării) pentru
forŃă portantă minimă (ρt*=0.6 şi *s =1.33) respectiv coeficient de frecare minim
( s =1.58 şi ρt=0.74).
• Pentru degajările sferice s-a analizat numeric, cu diferenŃe finite, forŃa portantă şi
coeficientul de frecare.
• În cazul degajărilor cilindrice a fost analizat analitic variaŃia grosimii filmului în timp,
în condiŃiile unei mişcări normale, de expulzare (squeeze). S-a pus în evidenŃă
creşterea timpului de coborâre odată cu scăderea densităŃii.
2. În cazul modelării lagărelor parŃial texturate de lăŃime infinită au fost analizate degajările
de formă pătrată şi sferică.
• În cazul degajărilor de formă pătrată s-au efectuat studii analitice şi numerice prin
diferenŃe finite pentru forŃa portantă. Metoda analitică s-a bazat pe liniarizarea locală a
distribuŃiei de presiuni şi pe considerarea recirculării lubrifiatului pe praguri între
celule. Pe ambele căi s-au pus în evidenŃă valorile optime ale parametrilor geometrici
ai lagărului parŃial texturat de lăŃime infinită : adâncimea adimensională a degajărilor
s şi ponderea de texturării α.
• În cazul lagărului parŃial texturat cu degajări sferice s-a studiat numeric cu diferenŃe
finite şi volume finite distribuŃia de presiuni. S-a comparat presiunea maximă obŃinută
pentru cele două tipuri de degajări (pătrate şi sferice) şi a rezultat o creştere însemnată
a presiunii maxime cu densitatea texturării.
3. S-a realizat un model adiabatic pentru calculul distribuŃiei de presiuni şi a coeficientului
de frecare la nivelul unui lagăr parŃial texturat de tip buzunar. Analiza a fost realizată în
coordonate polare în cazul degajărilor de formă pătrată şi în coordonate carteziene în cazul
degajărilor de formă sferică. S-au determinat parametrii optimi care maximizează forŃa
portantă : numărul de sectoare şi ponderea texturării pe direcŃie circumferenŃială şi radială.

Concluzii
55
- Pe plan experimental : 1. Partea experimentală a fost realizată la Universitatea din Kassel în cadrul unui stagiu de
cercetare finanŃat de Serviciul German de Schimburi Academice. S-au realizat
experimental două lagăre parŃial texturate de tip buzunar prin procedeul eroziunii chimice
şi două lagăre parŃial texturat de tip buzunar cu ajutorul tehnologiei laser. Suportul
(inelele) pe care s-a realizat texturarea l-au consituit inelele unor rulmenŃi axiali cu role
cilindrice furnizate de firma INA. Texturarea cu fascicul laser a fost realizată în
colaborare cu Universitatea Tehnică din Aargau (ElveŃia).
2. S-a adaptat standul experimental existent în vederea măsurării momentului de frecare şi a
grosimii filmului de lubrifiant. Pentru aceasta a fost proiectat şi realizat un sistem pentru
măsurarea momentului de frecare, sistem care înglobează şi suportul pentru senzorul de
deplasare.
3. Lagărele texturate prin eroziune chimică şi cele texturate cu fascicul laser au fost testate
pe un stand experimental adaptat în acest scop măsurându-se grosimea filmului de
lubrifiant, momentul de frecare şi temperatura. S-a obŃinut o bună corelaŃie între
rezultatele teoretice şi cele experimentale.
Dintre direcŃiile de cercetare pentru viitor sunt de menŃionat :
- Studiul fenomenelor de cavitaŃie ce se petrec în interiorul unei celule de textură.
Elaborarea unor modele teoretice cât şi compararea cu rezultate experimentale obŃinute
în urma unor vizualizări;
- Trecerea de la un model de calcul adiabatic la un model care înglobează fenomenul de
conducŃie dintre lubrifiant şi pereŃii lagărelor, modelul conductiv îmbunătăŃind calitatea
rezultatelor teoretice obŃinute.
- ÎmbunătaŃirea subrutinelor de calcul numeric prin găsirea de metode iterative care
conduc la scăderea timpului de calcul necesar simulărilor numerice

56
Bibliografie selectiv ă
[1] Abeln, T., Klink, U., Laserstrukturierung-Verbesserung der tribologischen
Eigenschaften von Oberflachen, 14th International Colloquium Tribology, Esslingen,
Germany, Vol.1, pp.315-319, 2004
[2] Alberdi, A., Merino, S., Barriga, J., Arazabe, A., Microstructured surfaces for
tribological applications, 14th International Colloquium Tribology, Esslingen, pp.269-
278, 2004
[3] Anno, J.N., Walowit, J.A., Allen, C.M., Microasperity lubrication, ASME Annual
Meeting, November 12-17, Paper No. 67-WA/Lub-1, 1967
[4] Arghir, M., Roucou, N., Helene, M., and Frene, I., Theoretical analysis of the
incompressible laminar flow in a macro-roughness cell, ASME Journal of Tribology,
125(2), pp. 309-318, April 2003
[5] Brajdnic-Mitidieri ,P., Gosman, A. D., Ioannindes, E., Spikes, H., CFD Analysis of a
low friction pocketed pad bearing, Journal of Tribology, Vol.127, pp.803-812, 2006
[6] Brizmer V, Klingerman, Y, Etsion, I., A laser surface textured parallel thrust bearing,
Tribology Transactions, Vol 46, No 3, pp. 397-403, 2003
[7] Burstein, L., Ingman, D., Effect of pore ensemble statistics on load support of
mechanical seals with pore-covered faces, Journal of Tribology, Vol.121, pp.927-932,
1999
[8] Dobrică M., Fillon M., Thermohydrodynamic Behaviour of a Slider Pocket Bearing, Journal of Tribology, Vol. 128., pp. 312-318, 2006
[9] Etsion, I., A laser surface textured hydrostatic mechanical seal, Trybology
Transactions,Vol 45,No 3,pp 430-434, 2002
[10] Etsion, I., Burstein, L, A model for mechanical seals with regular microsurface
structure, Tribology Transactions, Vol. 39, No. 3, pp. 677-683, 1996
[11] Etsion, I., Halperin, G., Brizmer, V., Kligerman, Y., Experimental investigation of
laser surface textured parallel thrust bearings, Tribology Letters, Vol.17, No.2,
August 2004
[12] Etsion, I., Klingerman, Y., Analytical and experimental investigation of laser-textured
mechanical seal faces, Tribology Transactions, Vol 42, No. 3,pp. 511-516, 1999

57
[13] Etsion, I., Laser surface texturing-mesure to reduce friction, 14th International
Colloquium Tribology, Esslingen, Germany, Vol.1, pp.329-334, 2004
[14] Etsion, I., State of art in laser surface texturing, Proceedings of ESDA04: 7th Biennial
Conference on Engineering Systems Design and Analysis, Manchester, 2004
[15] Golloch, R., Merker, G.P., Kessen, U., Brinkmann , S., Benefits of laser-structured
cylinder liners for internal combustion engines, 14th International Colloquium
Tribology,Esslingen,Germany,Vol.1,pp.321-328, 2004
[16] Granick, S., Zhu, Y., Lee, H., Slippery questions about complex fluids flowing past
solids, Nature Materials, Vol. 2, pp. 221-227, 2003
[17] Haefke, H., Cerbig, Y., Gabriel, D., Romano, V., Microtexturing of functional
surfaces for improving their tribological performance, 2000, Proceedings of the
international tribology conference,Nagasaki, 2000, pp 217-221
[18] Hamilton, D.B., Walowit, J.A., Allen, C.M., A Theory of Lubrication by Micro-
irregularities, ASME-ASLE Lubrication Conference, October 18-20 Paper No. 65-Lub-
11, 1965
[19] Klingerman, Y., Etsion, I., Analysis of the hydrodynamic effects in a surface textured
circumferential gas seal, STLE Presentation, Preprint Number 01-AM-10, 2001
[20] Klingerman, Y., Etsion, I., Shinkarenko, A., Improving Tribological Performance of
piston rings by partial surface texturing, Journal of Tribology, Vol. 127, pp.632-638,
2005
[21] Kovalchenko, A., Ajayi O., Erdemir A., Fenske G., Etsion I., The effect of laser
surface texturing on transitions in lubrication regimes during unidirectional sliding contact, Tribology International, Vol 38, pp.219-225, 2005
[22] Lee, D., Triangular asperities control. Seal leakage and lubrication, Autometive
Engineering Congress, Detroit, Michigan, Feb. 1974
[23] Marian, V., Lubrication of textured surfaces, Lucrarile Stiintifice ale simpozionului
International "UNIVERSITARIA ROPET 2004" ,Inginerie Mecanica, pp. 117-121,
Petrosani, 16-18 Octombrie, 2004
[24] Marian, V., Pascovici, M., Cicone, T., Analytical and Numerical approach for load
capacity of a single square cell from a textured surface, acceptată la U.P.B. Scientific
Bulletin, No.3, 2006
[25] Pascovici, M., Marian, V., An analtical and numerical approach of load carrying
capacity for partially texturd sliders, VAREHD 12th Conference on EHD Lubrication
and Traction, Suceava, Romania, October 8-9 2004
[26] Pascovici, M., Marian, V., Gaman, D., Analtical and numerical approach of load
carrying capacity for partially texturd slider, International Nanotribology Conference

58
Nano Sikkim II : Friction and Biotribology, Peeling, Sikkim, India, November 8-12
2004
[27] Pettersson, U., Jacobson, S., Influence of surface texture on boundary lubricated
sliding contacts, Tribology International, Vol 36, pp. 857-864, 2003
[28] Pinkus, O., Lund, J.,W., Centrifugal Effects in Thrust Bearings and Seals Under
Laminar Conditions, Journal of Lubrication Technology, Vol. 103, pp. 126-136,
January 1981
[29] Ronen, A., Etsion,I., Klingerman, Y., Friction-reducing surface-texturing in
reciprocating automotive components, Tribology Transactions, Vol. 44, No. 3,pp. 359-
366, 2001
[30] Ronen, A., Klingerman, Y., Ryk, G., Etsion, I., Improving tribological properties of
automotive mechanical components by laser surface texturing, The 28th Israel
Conference on Mechanical Engineering, Ben-Gurion University of the Negev,Beer-
Sheva, Israel, 14-15 June 2000
[31] Ryk, G, Klingerman, Y., Etsion, I., Experimental investigation of laser surface
texturing for reciprocating automotive components, Tribology Transactions, Vol. 45,
No. 4, pp. 444-449, 2002
[32] Ryk, G, Klingerman, Y., Etsion, I., Shinkarenko, A., Experimental investigation of
partial laser surface texturing for piston ring friction reduction, Tribology Transactions, Vol 48, 583-588, 2005
[33] Sahlin, F., Glavatskih, S., Torbjörn, A., Larsson, R., Two-Dimensional CFD-Analysis
of Micro-Patterned Surfaces in Hydrodynamic Lubrication, Journal of Tribology, Vol.
127, pp. 96-102
[34] Salant, R. F., and Fortier, A. E., Numerical Analysis of a Slider Bearing with a
Heterogeneous Slip/No-Slip Surface, Tribology Transactions, 47, pp. 328–334, 2004
[35] Selesteanu, A., Principii si metode de proiectare a maşinilor, Editura Tehnica, 1969
[36] Siripuram, R., Stephens, L., Efect of deterministic asperity geometry on hydrodynamic
lubrication, Proceedings of 2003 STLE/ASME Joint Tribology Conference, October
26-29, 2003
[37] Tejima, Y., Ishiyama, A., Ura, A., The effects of the rounded pore shapes on
tribological characteristics under hydrodinamic lubrication, Proceedings of the
international tribology conference , Nagasaki, 2000, pp. 1919-1924, 2000
[38] Tonder, K., A new class of bearings based on roughness effects, STLE/ASME
Tribology Conference, Orlando, 1999
[39] Tonder, K., Hydrodynamic effects of tailored inlet roughnesses: extended theory,
Tribology International, Vol 37,No.2, pp.137-142, 2004

59
[40] Uehara, Y., Wakuda, M., Yamauchi, C., Kanzaki, S., Sakaguchi, S,. Tribological
properties of dimpled silicon nitride under oil lubrication, Journal of the European
Ceramic Society, Vol. 24 ,pp.369–373,2004
[41] Venkatesan, S., Stephens, L.S., Characterization of fabrication errors in deterministic
asperity geometry, Presented at the 59th STLE Annual Meeting, Toronto, Ontario,
Canada, May 17-20, 2004
[42] Victor, K.,H., Non-contact and wearless operating elasto-hzdro-dznamic (EHD)
mechanical seals for high pressure application, Pump Congress Karlsruhe `88, 04-06
October, 1988
[43] Vijayaraghavan, D., Keith, T.G., Development and Evaluation of a Cavitation
Algorithm, STLE Tribology Transactions, Vol.32, pp.255-233, 1989
[44] Wakuda, M., Yamauki, Y., Kanzaki, S., Yasuda, Y., Effect of surface texturing on
surface reduction between ceramic and steel materials under lubricated sliding contact, Wear, Vol. 254,pp. 356-363, 2003
[45] Wang, X., Adachi, K., Aizawa, K., Kato, K., The effect of surface texture on seizure
between SiC cylinders sliding in water, Proceedings of International Tribology
Conference Nagasaki, 2000, pp. 869-874, 2000
[46] Wang, X., Kato, K., Adachi, K., Aizawa, K., Loads carrying capacity map for the
surface texture design of SiC thrust bearing sliding in water, Tribology International,
Vol. 36, pp. 189-197, 2003
[47] Wang, X., Kato, K., Adachi, K., Aizawa, K., The effect of laser texturing of SiC
surface on the critical load for the transition of water lubrication mode from hydrodinamic to mixed, Tribology International, Vol. 34, pp. 703-711, 2001
[48] Wang, X., Kato, K., Adachi, K., The Lubrication effect of micro-pits on parallel
sliding faces of SiC in water, Tribology Transactions, Vol. 45, No. 3,pp. 294-301, 2002
[49] Venner, C.H., Lubrecht, A.A., Multilevel Methods in Lubrication, Elsevier, 2000
[50] Werner H.E., Hydrostatic support device and method, U.S. Patent No.4,822,181, 1988
[51] Wilcock D. F., Schenectady N.Z., The Hydrodynamic Pocket Bearing, Transactions of
the ASME, April, 1955
[52] Wood, K.L., Dean, N., MEMs hydrodynamic bearings : application to and
implications for machine failure prevention, Tribotest Journal 4-3, pp.275-288, 1998
[53] Yu,X., He, S., Cai, R., L., Frictional characteristics of mechanical seals with a laser textured seal face, Journal of Materials Processing Technology, Vol. 129, pp.463-
466,2002


















