Generalites Sur Le Soudage MetallurgieGENERALITES SUR LE SOUDAGE metallurgie.pdf
2009
EBM LASER David Leroux
[CONTRAINTES ET DÉFORMATIONS DUES AU SOUDAGE]

Contraintes et déformations dues au soudage David Leroux/EBM Laser
1 | P a g e
Table des matières
Table des matières .............................................................................................................. 1
1. Dilatation thermique .......................................................................................... 2
2. Dilatation thermique dans la soudure ................................................................ 3
3. Propriété du matériau qui influence la déformation ........................................... 6
3.1 Coefficient de dilatation thermique ..................................................................... 6
3.2 Conductivité thermique ........................................................................................ 6
3.3 Limite d’élasticité .................................................................................................. 6
3.4 Module d’élasticité ............................................................................................... 7
3.5 Matériaux .............................................................................................................. 7
4. Contrôle des déformations ................................................................................. 7
4.1 Déposer le minimum de soudure ......................................................................... 7
4.2 Utilise des pas de soudure (soudure discontinue) ........................................... 8
4.3 Nombre de passes de soudure ............................................................................. 8
4.4 Mettre les soudures le plus proche de l’axe neutre......................................... 9
4.5 Balancer les soudures autour de l’axe neutre .................................................. 9
4.6 Utilise la méthode « backstep welding » ....................................................... 10
4.7 Anticipe les forces de retrait .......................................................................... 10
4.8 Cédule la séquence de soudage ..................................................................... 12
4.9 Enlever les contraintes résiduelles après soudage ........................................ 12
4.10 Minimise le temps de soudage ......................................................................... 14
Références .............................................................................................................. 14

Contraintes et déformations dues au soudage David Leroux/EBM Laser
2 | P a g e
1. Dilatation thermique Afin de bien comprendre le phénomène de distorsion dans le soudage, nous
avons besoin d’expliquer le phénomène de dilatation thermique. La dilatation thermique est la propriété d’un matériel à ce déformé sous l’application de différente température. Si on considère une barre d’acier de longueur L0 entièrement libre que l’on chauffe à haute température. La barre s’allonge d’une distance D et grossis en épaisseur. Lors de son refroidissement, la même barre d’acier de longueur L0+D va se contracter et retombé à température pièce avec une longueur Lf qui est égale à L0 et avec la même épaisseur initiale. Cependant que va‐t‐il se passer si l’on restreint la barre aucun allongement possible? Le comportement est différent que lorsque la barre est libre. Dans ce cas, la déformation va dans le sens libre de la pièce. Alors durant la chauffe la longueur L0 reste identique, cependant la déformation se passe dans les autres axes (épaisseur et largeur) et il y a phénomène de gonflement. Lors du refroidissement la barre se contracte dans tous les sens, alors la longueur refroidit est inférieur à celle chauffé (Lo – R). Examinons maintenant lorsque la pièce est restreinte totalement en longueur. La dilatation se fait sur les autres axes de la barre et il y a gonflement. Lors du refroidissement le retrait longitudinal est empêcher et engendre des contraintes internes qui peut causer un fissure.
Figure 1 : Comportement d'une barre de métal chauffée puis refroidie sous différentes conditions de dilatation

Contraintes et déformations dues au soudage David Leroux/EBM Laser
3 | P a g e
Figure 2: Comportement d'une barre de métal chauffée puis refroidie, dans le cas où la dilatation et le retrait longitudinal sont empêchés.
2. Dilatation thermique dans la soudure Dans la soudure, le phénomène de dilatation thermique se produit au niveau du
métal fondu et du métal de base (adjacent). La soudure atteint son maximum d’expansion thermique lorsque le métal se solidifie et fusionne avec les bords soudés. Il occupe alors le plus de place possible dans son état solide. En refroidissant, le métal veut se contracter pour obtenir sa dimension qu’il occuperait normalement à basse température, mais il en ait restreint par le métal de base adjacent. Il y a apparition de contrainte interne dans la soudure jusqu’à temps que la limite élastique soit atteint. À partir de ce point, la soudure tend à déformer (à se réduire) et s’ajuste au volume requis à basse température. Cependant, seules les contraintes internes qui ont dépassé la limite élastique sont maintenant libres de contrainte. Les contraintes n’ayant pas dépassé cette limite emprisonne des contraintes résiduelles environnent la limite élastique du matériau. Voici un exemple pour illustrer plus facilement ce phénomène; On installe des pinces sur les plaques à souder afin de permettre aucun déplacement. En exécutant la soudure, le phénomène décrit plus haut se passe et emprisonne des contraintes de tension dans les plaques. Lorsque les pinces sont retirées, les contraintes sont partiellement relâchées créant de la déformation.
Lorsque les pièces sont libres ou partiellement libre, des déformations ont lieu dans l’assemblage du à la grande différence de température entre le bain de fusion et les bords de plaques. On verra plus loin l’importance de l’uniformité de la répartition de chaleur dans les plaques. Voici les déformations possibles selon les axes de la plaque.

Contraintes et déformations dues au soudage David Leroux/EBM Laser
4 | P a g e
‐ Selon l’axe OX : Déformation angulaire ou pliage ‐ Selon l’axe OY : Retrait longitudinale et/ou cintrage ‐ Selon l’axe OZ : Retrait transversal ou serrage
Figure 3: Déformation selon les 3 axes
La déformation angulaire ou pliage est causée par la contraction non uniforme de la soudure. Une mauvaise répartition de soudure vis‐à‐vis l’axe neutre (racine refroidit avant le haut). Dépend beaucoup de l’épaisseur de la plaque (rigidité), plus la tôle est mince, moins la plaque est rigide et plus la déformation est grande. De plus, des conceptions favorise se genre de déformation comme par exemple les préparations d’un côté seulement en V ou en U.
Figure 4: Déformation angulaire

Contraintes et déformations dues au soudage David Leroux/EBM Laser
5 | P a g e
Le retrait longitudinal est la différence de longueur avec la pièce finale et la pièce initiale. La différence entre l’initiale est la finale est dans la majorité des cas négative. Il y a aussi l’effet de cintrage qui est causé par une dissymétrie par rapport à l’axe neutre. Le cintrage est souvent visible dans les soudures d’angle. La figure suivante montre l’effet de la position de l’axe neutre.
Figure 5: Effet de l'axe neutre dans un assemblage en T
Retrait transversal est une diminution de la dimension latéral du joint. Ce phénomène tend a rapprocher les pièces et à diminuer l’espacement entre les plaques d’où le nom de serrage.
Figure 6: Retrait transversal

Contraintes et déformations dues au soudage David Leroux/EBM Laser
6 | P a g e
Figure 7: Moyen pour contrer le retrait transversal
3. Propriété du matériau qui influence la déformation Une connaissance de l’influence des propriétés vis‐à‐vis la distorsion aide les
concepteurs et le département de soudage afin d’anticipé et à réduire le problème.
3.1 Coefficient de dilatation thermique Le coefficient est la propriété d’un matériau à s’étirer ou a se contracter sous
l’effet de la température. Un coefficient élevé de dilatation thermique se traduit par un matériau qui s’allonge beaucoup lors du chauffage et qui se contracte beaucoup lors du refroidissement. Donc pour le soudage, ceci veut dire que plus le coefficient est élevé plus la distorsion du au soudage est élevé.
3.2 Conductivité thermique La propriété d’un matériau de conduire le flux de chaleur à l’intérieur de celui‐ci.
Une bonne conductivité thermique (aluminium) résulte à une bonne dissipation de la chaleur et crée moins de déformation. Une mauvaise conductivité thermique (acier inox) crée une mauvaise uniformité de la température dans la pièce et favorise le retrait et la déformation.
3.3 Limite d’élasticité La limite élastique est la limite supérieure au régime élastique et la limite
inférieure au régime plastique de la courbe de traction d’un matériau. Sachant que la limite élastique doit être atteinte lors du refroidissement pour compenser le retrait de la soudure et que les contraintes résiduelles sont à proximité de cette valeur, on favorise

Contraintes et déformations dues au soudage David Leroux/EBM Laser
7 | P a g e
alors un matériau avec une basse limite d’élasticité. Plus haute est cette limite, plus grand sera les contraintes internes résiduelles agiront dans le matériau pour la déformation.
3.4 Module d’élasticité Cette propriété est considérée comme la rigidité du matériau. Plus grande est la
rigidité, plus le matériau aura tendance à s’opposer à la déformation.
3.5 Matériaux Le tableau suivant montre différente propriétés des matériaux.
Tableau 1 : Propriétés des métaux qui influencent la déformation
Métal Module d’élasticité
(psi)
Limite élastique (psi)
Coefficient de dilatation thermique
(μin/in/°F)
Conductivité thermique
(cal/cm²/cm/°C/sec)Acier au carbone
30*106 38*103 7 0,12
Acier Inoxydable
29*106 45*103 10 0,04
Aluminium 10*106 20*103 12 0,5 Cuivre 15*106 10*103 9 0,9
4. Contrôle des déformations Les prochains paragraphes présentent 10 suggestions au concepteur et au
contremaitre en charge du soudage afin de prévenir et de minimiser la déformation.
4.1 Déposer le minimum de soudure Plus il y a de métal fondu dans le joint, plus il y a de contrainte résiduelle. Un bon
contrôle sur la quantité de métal déposé permet de réduire la déformation et les contraintes résiduelles et permet aussi de sauver sur la productivité et la rentabilité. Dans les soudures d’angles ont préfèrent un profil plat ou légèrement convexe et dans un joint bout‐à‐bout une préparation optimiser. De ce fait, une préparation en U est meilleure qu’une préparation en V car plus le volume de métal fondu n’est proportionnel au retrait de la soudure. Il est important que le concepteur ne demande pas des soudures plus grosses que celles déterminées par ses calculs de contraintes et que le soudeur n’effectue pas des soudures plus grosses.

Contraintes et déformations dues au soudage David Leroux/EBM Laser
8 | P a g e
Figure 8: Montre les endroits de sur soudage et quelques préparations
4.2 Utilise des pas de soudure (soudure discontinue) L’avantage de ce type de soudure est de minimiser l’apport de chaleur à la
plaque. Utiliser une soudure discontinue permet de minimiser la quantité de soudure déposé tout en assurant la force au joint soudés. Cependant, il n’est vraiment pas conseiller d’utiliser ce genre de soudure dans les assemblages sous charge cyclique ou pour un joint d’étanchéité, sinon il est fortement recommandé.
Figure 9: Soudure discontinue dans un assemblage en T
4.3 Nombre de passes de soudure Moins de passe avec une électrode de fort diamètre est mieux que plusieurs
petites passes avec une électrode de petit diamètre lorsque la déformation transversale pourrait être un problème. Les contraintes résiduelles s’accumulent de passe en passe. Toutefois, plus petite est la passe, plus petite est la force qu’elle exerce contre la rigidité des plaques. Ce qui diminue la déformation angulaire et le retrait longitudinal.
Figure 10: Nombre de passes

Contraintes et déformations dues au soudage David Leroux/EBM Laser
9 | P a g e
4.4 Mettre les soudures le plus proche de l’axe neutre Plus la section de la soudure est symétrique, plus les mouvements dus aux
retraits sont équilibrés et plus les déformations angulaires sont faibles. Donc, une préparation en X est préférable à la préparation en V. Le concepteur doit essayer le plus possible de placer ces soudures proches de l’axe neutre.
Figure 11: Répartition des soudures le long de l'axe neutre
4.5 Balancer les soudures autour de l’axe neutre Afin de réduire la déformation, il faut balancer le plus possible symétriquement
les soudures autour de l’axe neutre de la pièce. Un autre facteur important est que plus la pièce est soudée, moins la déformation est possible, alors un contrôle particulier devrait être exécuté lorsque la déformation est importante.
Figure 12: Balancement des soudures

Contraintes et déformations dues au soudage David Leroux/EBM Laser
10 | P a g e
4.6 Utilise la méthode « backstep welding » La méthode consiste à souder de droite à gauche de petite passe de soudage
tout en progressant la soudure de gauche à droite. Ceci permet de restreindre la déformation transversale et permet de garder l’écartement à la racine presque intacte.
Figure 13: Méthode "backstep welding"
4.7 Anticipe les forces de retrait Lorsque l’on connait quantitativement la déformation du soudage (calcul ou
expérience), on peu utiliser des techniques de pré‐déformation des pièces. Après soudage, les pièces tombent à leur position souhaitable et contiennent moins de contrainte résiduelle car les pièces ne sont souvent pas retenus, ou sont relâché en position. Une technique souvent utiliser est de balancer la déformation par serrage de deux pièces identiques dos‐a‐dos.
Figure 14: Divers méthodes d'assemblage des pièces

Contraintes et déformations dues au soudage David Leroux/EBM Laser
11 | P a g e
Une autre méthode est utilisée et se nomme « strongback » qui retient les pièces ensembles et permet aucune déformation.
Figure 15: Méthode "strongback"
Pour des tôles minces, on peut utiliser un gabarit refroidit à l’eau pour des applications à répétition.
Figure 16: Gabarit de refroidissement
L’idéal serait d’appliquer de la chaleur à tout le joint de soudure en même temps. Au niveau du bain de fusion, les bords du joint sont chauffes, ils se dilatent et se déforment de sorte que le métal d’apport est déposé dans des conditions de dilatation maximale. Derrière le bain de fusion, les bords des plaques et la soudure se refroidissent et se contractent. Devant le bain de fusion, les bords du joint sont relativement froids et ne sont pas encore sujets à la dilatation. Le préchauffage permet de diminuer l’effet de refroidissement rapide et l’effet du non uniformité de la chaleur.
Contraintes et déformations dues au soudage David Leroux/EBM Laser
12 | P a g e
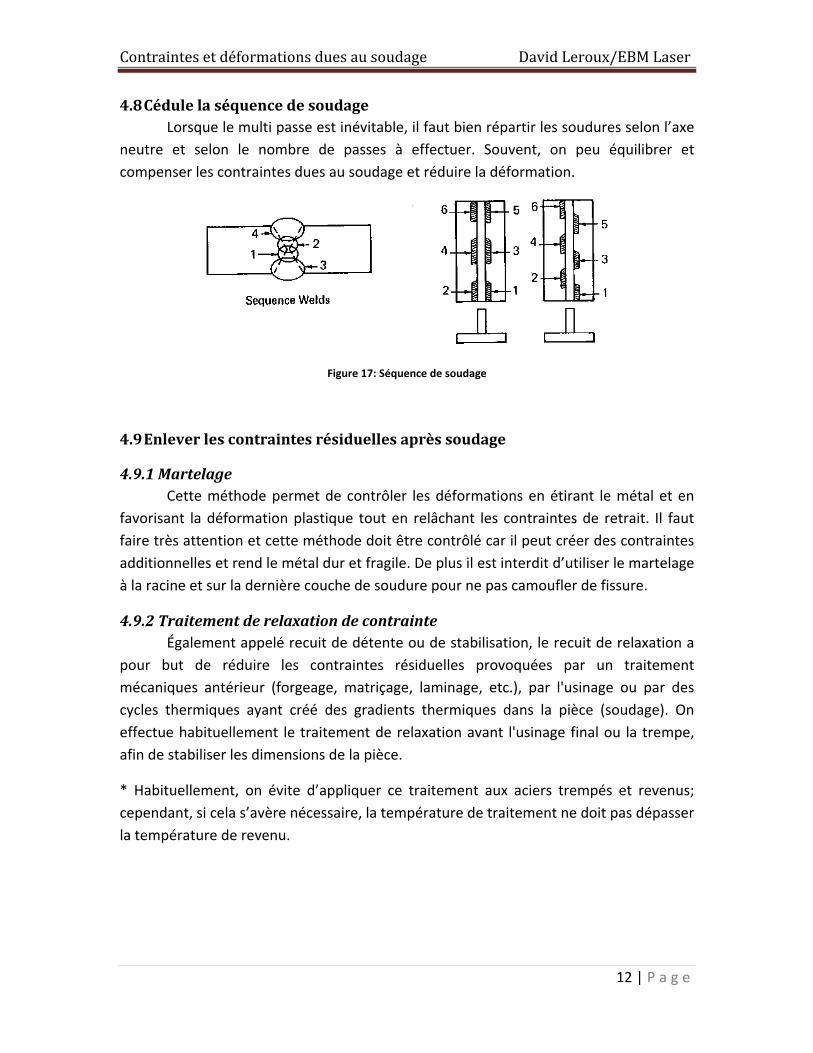
4.8 Cédule la séquence de soudage Lorsque le multi passe est inévitable, il faut bien répartir les soudures selon l’axe
neutre et selon le nombre de passes à effectuer. Souvent, on peu équilibrer et compenser les contraintes dues au soudage et réduire la déformation.
Figure 17: Séquence de soudage
4.9 Enlever les contraintes résiduelles après soudage
4.9.1 Martelage Cette méthode permet de contrôler les déformations en étirant le métal et en
favorisant la déformation plastique tout en relâchant les contraintes de retrait. Il faut faire très attention et cette méthode doit être contrôlé car il peut créer des contraintes additionnelles et rend le métal dur et fragile. De plus il est interdit d’utiliser le martelage à la racine et sur la dernière couche de soudure pour ne pas camoufler de fissure.
4.9.2 Traitement de relaxation de contrainte Également appelé recuit de détente ou de stabilisation, le recuit de relaxation a
pour but de réduire les contraintes résiduelles provoquées par un traitement mécaniques antérieur (forgeage, matriçage, laminage, etc.), par l'usinage ou par des cycles thermiques ayant créé des gradients thermiques dans la pièce (soudage). On effectue habituellement le traitement de relaxation avant l'usinage final ou la trempe, afin de stabiliser les dimensions de la pièce.
* Habituellement, on évite d’appliquer ce traitement aux aciers trempés et revenus; cependant, si cela s’avère nécessaire, la température de traitement ne doit pas dépasser la température de revenu.
Contraintes et déformations dues au soudage David Leroux/EBM Laser
13 | P a g e
4.9.3 Redressage à la presse On utilise la presse pour déformer l’assemblage soudé. Cet outil est simple,
rapide et efficace.
Figure 18 : Exemple de pièce à redresser à la presse
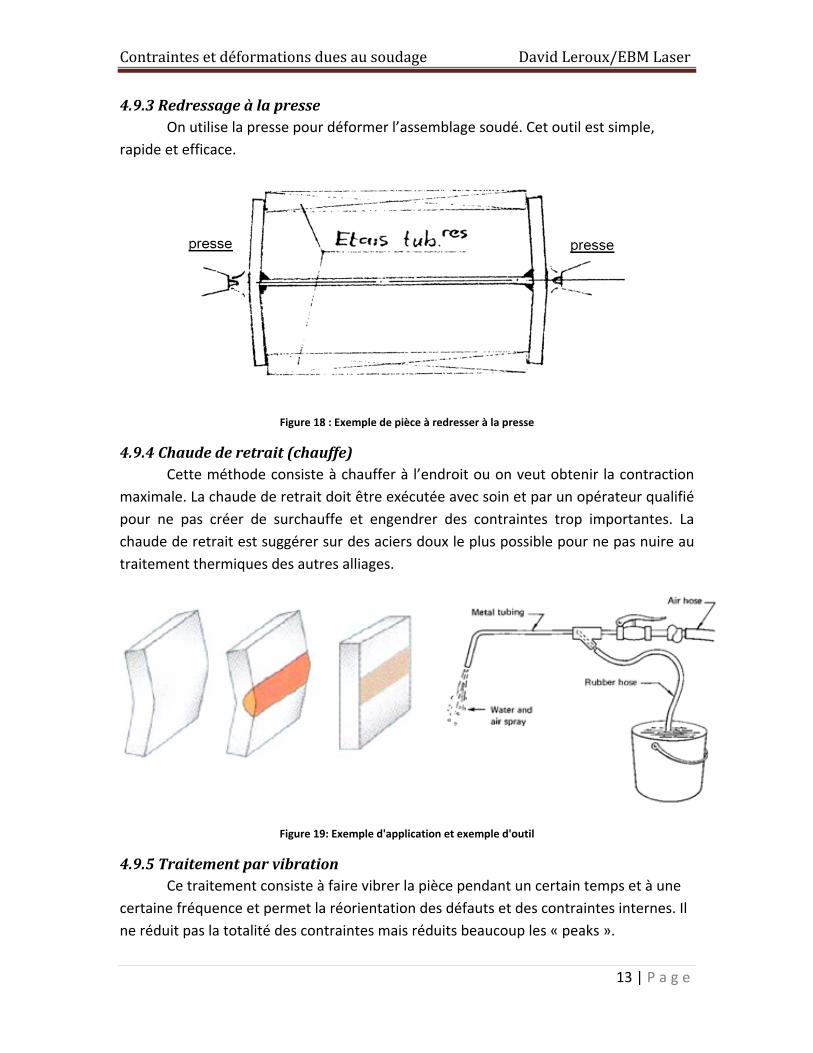
4.9.4 Chaude de retrait (chauffe) Cette méthode consiste à chauffer à l’endroit ou on veut obtenir la contraction
maximale. La chaude de retrait doit être exécutée avec soin et par un opérateur qualifié pour ne pas créer de surchauffe et engendrer des contraintes trop importantes. La chaude de retrait est suggérer sur des aciers doux le plus possible pour ne pas nuire au traitement thermiques des autres alliages.
Figure 19: Exemple d'application et exemple d'outil
4.9.5 Traitement par vibration Ce traitement consiste à faire vibrer la pièce pendant un certain temps et à une certaine fréquence et permet la réorientation des défauts et des contraintes internes. Il ne réduit pas la totalité des contraintes mais réduits beaucoup les « peaks ».

Contraintes et déformations dues au soudage David Leroux/EBM Laser
14 | P a g e
4.10 Minimise le temps de soudage Toute chaleur qui se trouve en avant du bain de fusion déforme les bords libres
du joint et doit, par conséquent, être maintenue à un minimum. Donc plus la vitesse de soudage est rapide, moins la déformation est importante. De plus, il faut essayer de minimiser l’apport de chaleur dans le bain de fusion en mécanisant les procédés pour obtenir de plus grande vitesse
Figure 20: Chaleur du bain de fusion
Références • LINCOLN ELECTRIC, The Procedure Handbook of Arc Welding, The James F.
Lincoln Arc Welding Foundation, section 3.1
• VINCENT HOULE, Mec 625 technologie du soudage, École de Technologie Supérieure, Cours #7‐ Contraintes et déformations.
• GROUPE CWB, Déformations et contraintes résiduelles dues au soudage, Centre d’apprentissage industriel Gooderham, Module 7.
.