
CONSIDERAłII ASUPRA TEHNOLOGIILOR MODERNE DE TĂIERE ...
65
CONSIDERAłII ASUPRA TEHNOLOGIILOR MODERNE DE TĂIERE MECANIZATĂ CU PLASMĂ - REZUMAT TEZA DE DOCTORAT - Ing. Alexandru VAS TEZĂ DE DOCTORAT - 1 - UNIVERSITATEA ,,TRANSILVANIA” BRAŞOV FACULTATEA DE ŞTIINłA ŞI INGINERIA MATERIALELOR Ing. Alexandru Livius VAS CONSIDERAłII ASUPRA TEHNOLOGIILOR MODERNE DE TĂIERE MECANIZATĂ CU PLASMĂ CONSIDERATIONS ON MODERN TECHNOLOGY FOR CUTTING MECHANIZED PLASMA Rezumatul tezei de doctorat Conducător ştiinŃific Prof. Dr. Ing. Radu IOVĂNAŞ BRAŞOV 2010
Transcript of CONSIDERAłII ASUPRA TEHNOLOGIILOR MODERNE DE TĂIERE ...
CONSIDERAłII ASUPRA TEHNOLOGIILOR MODERNE DE TĂIERE MECANIZATĂ CU PLASMĂ - REZUMAT TEZA DE DOCTORAT -
Ing. Alexandru VAS TEZĂ DE DOCTORAT - 1 -
UNIVERSITATEA ,,TRANSILVANIA” BRAŞOV
FACULTATEA DE ŞTIINłA ŞI INGINERIA MATERIALELOR
Ing. Alexandru Livius VAS
CONSIDERAłII ASUPRA TEHNOLOGIILOR
MODERNE DE TĂIERE MECANIZATĂ CU
PLASMĂ
CONSIDERATIONS ON MODERN TECHNOLOGY FOR
CUTTING MECHANIZED PLASMA
Rezumatul tezei de doctorat
Conducător ştiinŃific
Prof. Dr. Ing. Radu IOVĂNAŞ
BRAŞOV
2010
CONSIDERAłII ASUPRA TEHNOLOGIILOR MODERNE DE TĂIERE MECANIZATĂ CU PLASMĂ - REZUMAT TEZA DE DOCTORAT
Ing. Alexandru VAS TEZĂ DE DOCTORAT
- 2 -
CUPRINS Introducere
Cap. 1. ConsideraŃii privind stadiul actual al procedeelor de tăiere
termică 1. ConsideraŃii teoretice privind procedeele de
tăiere termică 5 1.1. Clasificarea procedeelor de tăiere termică 5 1.2. DirecŃiile de devoltare a tăierii termice cu plasmă 6 1.3. EvoluŃia principiilor de funcŃionare ale
generatoarelor de tăiere cu plasmă 7 1.4. Variante constructive ale generatoarelor de
tăiere cu plasmă 13 1.5. Procedee de tăiere cu plasmă de înaltă preciyie
şi productivitate 15 1.6. InstalaŃii de tăiere cu plasmă de ultimă generaŃie 15 1.7. Concluzii cu privire la caracteristicile constructive
şi a performanŃelor generatoarelor cu plasmă 16 Cap. 2. Obiectivele tezei de doctorat 2.1. Contextul ştiinŃific 17 2.2. Delimitarea domeniului de cercetare 17 2.3. Obiectivele tezei de doctorat 18 Cap. 3. ConsideraŃii de ordin tehnologic cu privire la alegerea
procedeului de tăiere cu plasmă 3.1. Parametrii regimurilor de tăiere pentru diferite
materiale cu gaze de protecŃie diferite 19 3.2. Clasificarea performanŃelor generatoarelor de
plasmă 19 3.3. Aspectul suprafeŃelor rezultate la tăierea cu
plasmă, analizarea defectelor şi cauzele lor 21 3.4. Microstructuri ale probelor prelevate din
materialul de bază şi din zona influienŃată termic a materialelor tăiate 24
Concluzii 29
CONSIDERAłII ASUPRA TEHNOLOGIILOR MODERNE DE TĂIERE MECANIZATĂ CU PLASMĂ - REZUMAT TEZA DE DOCTORAT
Ing. Alexandru VAS TEZĂ DE DOCTORAT
- 3 -
Cap.4. Cecetări experimentale privind determinarea duratei de viaŃă a electrozilor de tăiere cu plasmă şi crearea unui echipament electronic de determinare a eroziunii electrodului
4.1. Obiective propuse şi metodologia cercetărilor
experimentale 31 4.2. Cercetări şi experimentări cu echipamentul
electronic de determinare a eroziunii electrodului 32 4.2.1. Cercetări privind variaŃia eroziunii h funcŃie de
numarul de aprinderi si ore de funcŃionare 33 4.2.2. Etalonarea numărătorului şi cronometrului
electronic 37 4.2.3. Teste cu diferite tipuri de echipamente de tăiere
cu plasmă 46 Concluzii 53 Bibliografie selectivă 55 Lucrări ştiinŃifice ,Contracte de cercetare 58 Curriculum vitae 63
CONSIDERAłII ASUPRA TEHNOLOGIILOR MODERNE DE TĂIERE MECANIZATĂ CU PLASMĂ - REZUMAT TEZA DE DOCTORAT
Ing. Alexandru VAS TEZĂ DE DOCTORAT
- 4 -
INTRODUCERE
Dezvoltarea şi extinderea progresului ştiinŃei şi tehnicii în toate ramurile economiei,creşterea exigenŃei societaŃii în general, a condus la promovarea unor tehnici noi.Astfel cerinŃele actuale au impus implementarea în practica industriala a unor concepŃii noi in prelucrarea materialelor.
ApariŃia şi dezvoltarea anumitelor domenii, a condus la naşterea noŃiunilor de fiabilitate, mentenabilitate, disponibilitate care reflectă într-o manieră ştiinŃifică modul de comportare al produselor în faza de exploatare în raport cu timpul.
În acest context tăierea termica cu plasma aduce o contribuŃie deosebita, in promovarea unor tehnici de vârf, dezvoltând sursele de energie concentrata. Rezolvarea unor probleme fundamentale la generarea plasmei şi aplicarea acestora la construcŃia generatoarelor de plasma din Ńara noastră, au contribuit la utilizarea plasmei pe plan mondial şi în România in mod special. Pentru sprijinul acordat de-a lungul întregii perioade de realizare a lucrării,adresez cu deosebit respect şi consideraŃie cele mai sincere mulŃumiri Domnului Prof.dr.Ing.Radu Iovanaş în calitate de conducător ştiinŃific. MulŃumesc conducerii UniversităŃii “Transilvania”din Braşov, FacultaŃilor de Inginerie Tehnologică şi ŞtiinŃa şi Ingineria Materialelor, Domnului Prof.dr.Ing.Teodor Machedon , Domnului Prof.dr.Ing. Mircea łierean precum şi cadrelor didactice şi personalului tehnic de la Catedra. Ingineria Materialelor si Sudarii , pentru sprijinul acordat pe tot parcursul realizării lucrarii. Aduc cele mai profunde mulŃumiri si recunoştiinŃă domnului ing. Dorin Matei şi întregului colectiv de la SC CMMETAL SRL pentru tot sprijinul profesional şi material pe care l-am primit pentru formarea şi cariera mea profesională. Nu in ultimul rând mulŃumesc familiei mele pentru sprijinul,răbdarea şi încrederea de care a dat dovadă. Braşov, februarie 2010
CONSIDERAłII ASUPRA TEHNOLOGIILOR MODERNE DE TĂIERE MECANIZATĂ CU PLASMĂ - REZUMAT TEZA DE DOCTORAT
Ing. Alexandru VAS TEZĂ DE DOCTORAT
- 5 -
Cap. 1. ConsideraŃii privind stadiul actual al procedeelor de tăiere termică
Sub denumirea generică de tăiere termică se înŃeleg procedeele de tăiere prin
topire sau ardere cu ajutorul unei surse termice. În această grupă intră procedeele de tăiere cu flacără oxigaz, arc electric şi laser. Teza de doctorat se referă în primul rând la tăierea cu arc electric ştrangulat de gazul plasmagen şi duza, cunoscută ca tăierea cu plasmă .
1. ConsideraŃii teoretice privind procedeele de tăiere termică
Sunt cunoscute dezvoltările spectaculoase din ultimii ani a procedeelor de tăiere termică, datorită avantajelor de ordin tehnic şi economic în comparaŃie cu prelucrările mecanice clasice. La alegerea procedeului de tăiere trebuie să se Ńină seama de nivelul calităŃii tăierii, a preciziei privind dimensiunile geometrice ale materialului prelucrat şi nu în ultimul rând cheltuielile specifice ale tăieturii. Sub acest aspect pot fi luate în consideraŃie: tăierea cu oxigen, tăierea cu arc de plasmă şi tăierea cu fascicul laser.
1.1.Clasificarea procedeelor de tăiere termică
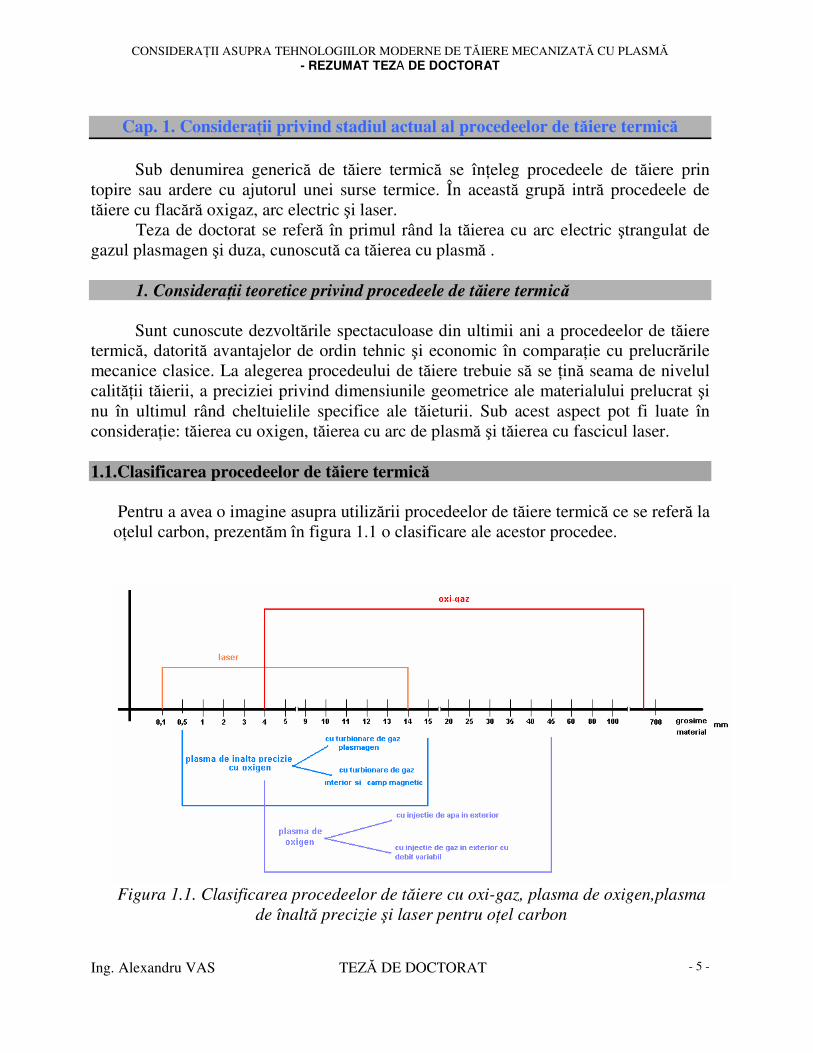
Pentru a avea o imagine asupra utilizării procedeelor de tăiere termică ce se referă la oŃelul carbon, prezentăm în figura 1.1 o clasificare ale acestor procedee.
Figura 1.1. Clasificarea procedeelor de tăiere cu oxi-gaz, plasma de oxigen,plasma
de înaltă precizie şi laser pentru oŃel carbon
CONSIDERAłII ASUPRA TEHNOLOGIILOR MODERNE DE TĂIERE MECANIZATĂ CU PLASMĂ - REZUMAT TEZA DE DOCTORAT
Ing. Alexandru VAS TEZĂ DE DOCTORAT
- 6 -
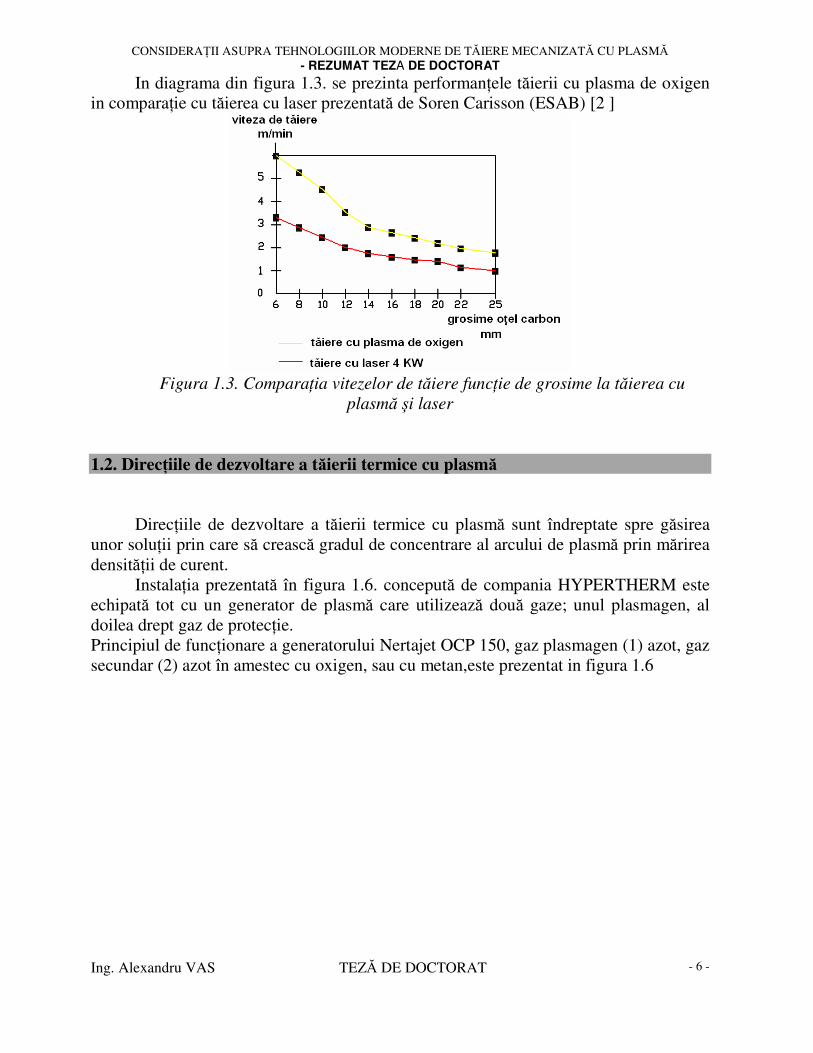
In diagrama din figura 1.3. se prezinta performanŃele tăierii cu plasma de oxigen in comparaŃie cu tăierea cu laser prezentată de Soren Carisson (ESAB) [2 ]
Figura 1.3. ComparaŃia vitezelor de tăiere funcŃie de grosime la tăierea cu
plasmă şi laser
1.2. DirecŃiile de dezvoltare a tăierii termice cu plasmă DirecŃiile de dezvoltare a tăierii termice cu plasmă sunt îndreptate spre găsirea
unor soluŃii prin care să crească gradul de concentrare al arcului de plasmă prin mărirea densităŃii de curent.
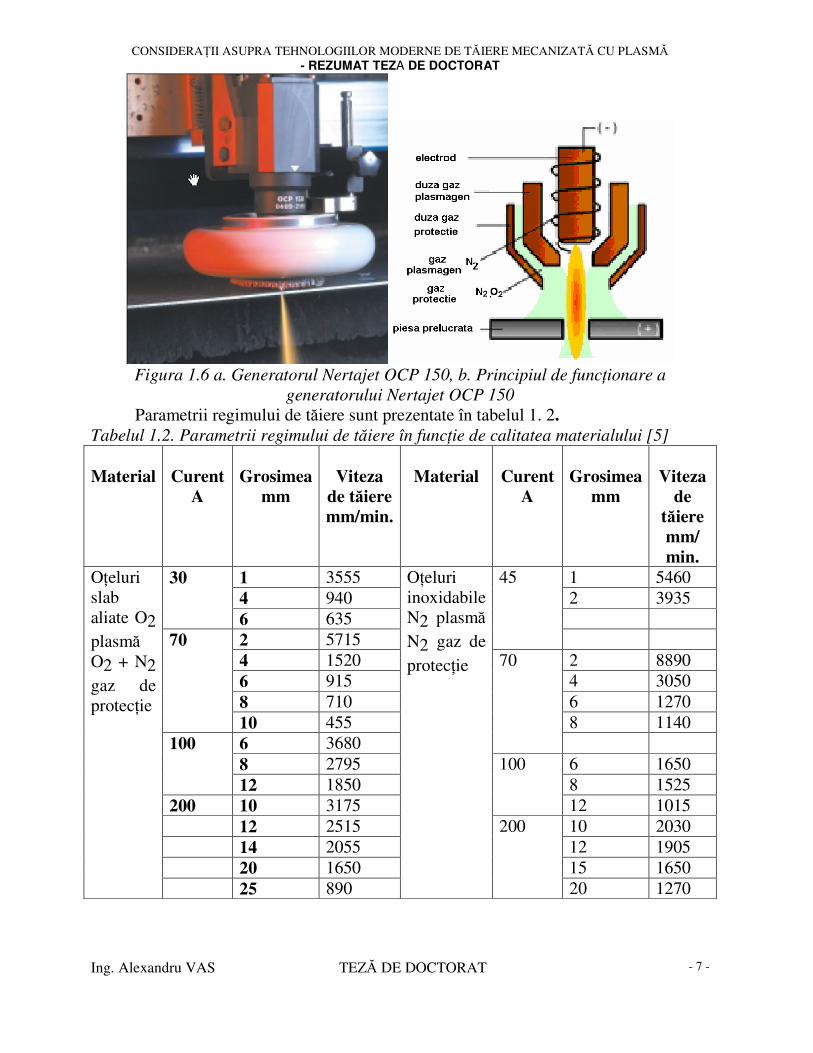
InstalaŃia prezentată în figura 1.6. concepută de compania HYPERTHERM este echipată tot cu un generator de plasmă care utilizează două gaze; unul plasmagen, al doilea drept gaz de protecŃie. Principiul de funcŃionare a generatorului Nertajet OCP 150, gaz plasmagen (1) azot, gaz secundar (2) azot în amestec cu oxigen, sau cu metan,este prezentat in figura 1.6
CONSIDERAłII ASUPRA TEHNOLOGIILOR MODERNE DE TĂIERE MECANIZATĂ CU PLASMĂ - REZUMAT TEZA DE DOCTORAT
Ing. Alexandru VAS TEZĂ DE DOCTORAT
- 7 -
Figura 1.6 a. Generatorul Nertajet OCP 150, b. Principiul de funcŃionare a
generatorului Nertajet OCP 150
Parametrii regimului de tăiere sunt prezentate în tabelul 1. 2. Tabelul 1.2. Parametrii regimului de tăiere în funcŃie de calitatea materialului [5]
Material
Curent
A
Grosimea
mm
Viteza
de tăiere
mm/min.
Material
Curent
A
Grosimea
mm
Viteza
de
tăiere
mm/
min. 1 3555 1 5460 4 940 2 3935
30
6 635 2 5715
45
4 1520 2 8890 6 915 4 3050 8 710 6 1270
70
10 455 8 1140 6 3680
70
8 2795 6 1650
100
12 1850 8 1525 200 10 3175
100
12 1015 12 2515 10 2030 14 2055 12 1905 20 1650 15 1650
OŃeluri slab aliate O2 plasmă O2 + N2 gaz de protecŃie
25 890
OŃeluri inoxidabile N2 plasmă N2 gaz de protecŃie
200
20 1270
CONSIDERAłII ASUPRA TEHNOLOGIILOR MODERNE DE TĂIERE MECANIZATĂ CU PLASMĂ - REZUMAT TEZA DE DOCTORAT
Ing. Alexandru VAS TEZĂ DE DOCTORAT
- 8 -
1.3. EvoluŃia pricipiilor de funcŃionare ale generatoarelor de tăiere cu plasmă
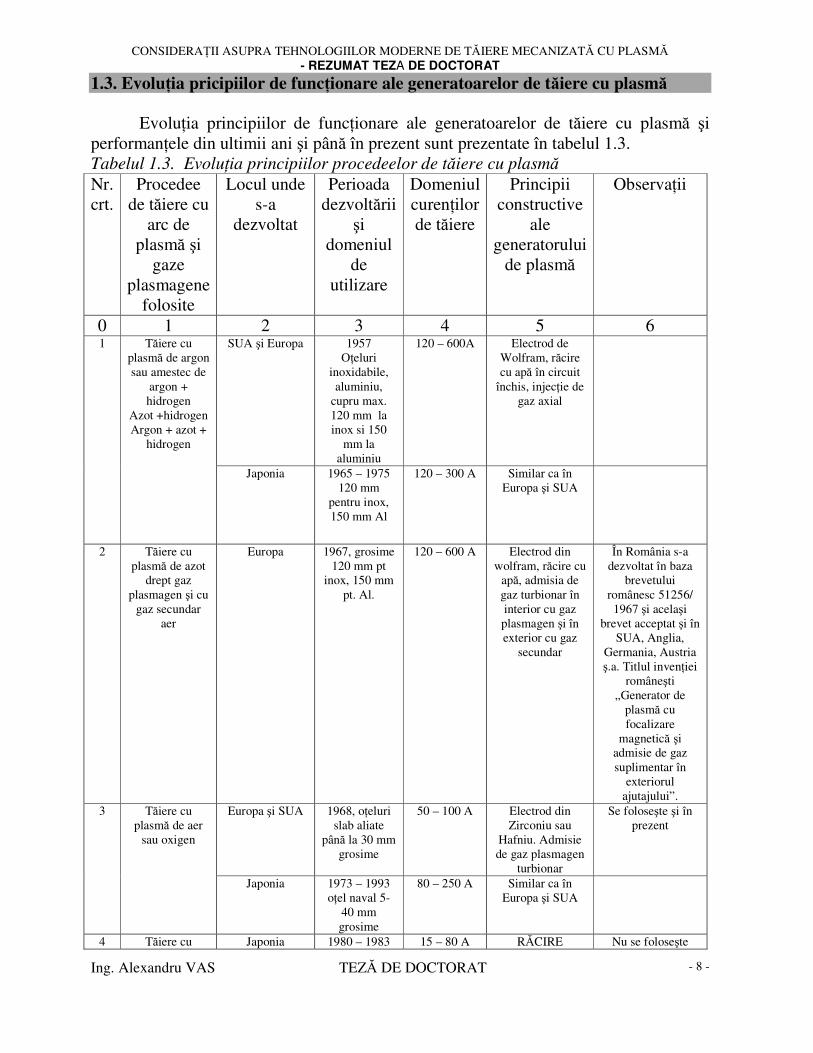
EvoluŃia principiilor de funcŃionare ale generatoarelor de tăiere cu plasmă şi
performanŃele din ultimii ani şi până în prezent sunt prezentate în tabelul 1.3. Tabelul 1.3. EvoluŃia principiilor procedeelor de tăiere cu plasmă
Nr. crt.
Procedee de tăiere cu
arc de plasmă şi
gaze plasmagene
folosite
Locul unde s-a
dezvoltat
Perioada dezvoltării
şi domeniul
de utilizare
Domeniul curenŃilor de tăiere
Principii constructive
ale generatorului
de plasmă
ObservaŃii
0 1 2 3 4 5 6 SUA şi Europa 1957
OŃeluri inoxidabile, aluminiu,
cupru max. 120 mm la inox si 150
mm la aluminiu
120 – 600A Electrod de Wolfram, răcire cu apă în circuit
închis, injecŃie de gaz axial
1 Tăiere cu plasmă de argon sau amestec de
argon + hidrogen
Azot +hidrogen Argon + azot +
hidrogen
Japonia 1965 – 1975 120 mm
pentru inox, 150 mm Al
120 – 300 A Similar ca în Europa şi SUA
2 Tăiere cu plasmă de azot
drept gaz plasmagen şi cu
gaz secundar aer
Europa 1967, grosime 120 mm pt
inox, 150 mm pt. Al.
120 – 600 A Electrod din wolfram, răcire cu
apă, admisia de gaz turbionar în interior cu gaz plasmagen şi în exterior cu gaz
secundar
În România s-a dezvoltat în baza
brevetului românesc 51256/ 1967 şi acelaşi
brevet acceptat şi în SUA, Anglia,
Germania, Austria ş.a. Titlul invenŃiei
româneşti „Generator de
plasmă cu focalizare
magnetică şi admisie de gaz suplimentar în
exteriorul ajutajului”.
Europa şi SUA 1968, oŃeluri slab aliate
până la 30 mm grosime
50 – 100 A Electrod din Zirconiu sau
Hafniu. Admisie de gaz plasmagen
turbionar
Se foloseşte şi în prezent
3 Tăiere cu plasmă de aer
sau oxigen
Japonia 1973 – 1993 oŃel naval 5-
40 mm grosime
80 – 250 A Similar ca în Europa şi SUA
4 Tăiere cu Japonia 1980 – 1983 15 – 80 A RĂCIRE Nu se foloseşte
CONSIDERAłII ASUPRA TEHNOLOGIILOR MODERNE DE TĂIERE MECANIZATĂ CU PLASMĂ - REZUMAT TEZA DE DOCTORAT
Ing. Alexandru VAS TEZĂ DE DOCTORAT
- 9 -
OŃeluri slab aliate şi navale
(3-12 mm)
DIRECTĂ CU AER. Nu s-a răspândit pt.
tăierea mecanizată. Se
foloseşte numai la tăierea manuală.
plasmă de azot sau aer, prin
contact direct între duză şi tabla de tăiat
Europa 1987 (3 – 6 mm)
15 – 40 A Similar ca în Japonia.
5 Tăiere cu plasmă de azot
cu injecŃie exterioară de
apă
Europa 1965 - 1968 50 – 200 A Electrod din carbine. Admisie de gaz turbionară
Nu s-a răspândit
6 Tăiere cu plasmă de argon sau azot sub apă
pt. reducerea noxelor
Europa 1977, oŃeluri aliate şi
nealiate (5-40 mm)
120 – 400 A Răcire cu apă. Electrod din Wolfram sau
Zirconiu
Nu s-a răspândit din cauza producerii
hidrogenului în apă prin disociere, cu pericol mare de
explozie. 7 Tăiere cu
plasmă de aer cu costuri
reduse
Japonia (Tanaka) şi în
Europa din 1986
1983 – 1999. OŃeluri carbon
(3-35 mm) 1986 – 1999 în Europa (5-
25 mm)
10 – 140 A Electrozidin Zr sau Hf, răcire cu
aer
Foarte răspândit în Japonia şi în
prezent în Europa, mai ales la tăiere
manuală.
8 Tăiere cu plasmă de
oxigen sau azot sub apă şi
injecŃie de apă cu două duze
SUA HYPERTHERM
1983 OŃel carbon
până la 32 mm şi aluminiu cu 760 A cu azot până la 75 mm
Maximum 340 A pentru oxigen şi 760 A pentru azot
Răcire cu apă. Electrod din
Hafniu. Generatorul este scufundat în apă, ceea ce asigură răcirea duzei.
Răspândit în SUA şi Europa
9 Tăiere cu plasmă de
oxigen sau azot sub apă şi
injecŃie de apă cu două duze
(duza exterioară poate fi şi din
ceramică)
SUA Hypertherm şi L’TEC ESAB
1990 OŃeluri pentru
industria navală
260 A pt. 8-25 mm
340 A pt. 8-32 mm
260 A sau 340 A
Răcire cu apă. Electrod din
Hafniu cu inserŃie de Ag-Ni pentru a
mări răcirea şi durata de viaŃă a electrodului. Se reglează debitul
de gaz şi curentul de taiere după
program
Răspândit în SUA şi Europa. Prin
opŃiune se poate echipa şi cu
dispozitive pt. sanfrenare. Este prevăzut şi cu însemnarea
reperelor prin vopsire sau gravare cu jet de plasmă cu programarea CNC
10 Tăiere cu plasmă de
oxigen cu două duze cu gaz de
protectie
Japonia KOMATSU, TANAKA şi
KOIKE
1991 OŃeluri pentru
industria navală 8-45 mm la 120 –
450 A
120 – 450 A Răcire cu apă. Electrod din Hf. Prin modificarea debitului gazului de protecŃie se
schimbă unghiul de înclinare a
deşeului. Partea activă rămâne perpendiculară
11 Tăiere cu plasmă de
oxigen de înaltă precizie cu o
singură duză şi
Japonia KOMATSU Co.
1989 OŃeluri aliate şi nealiate 0,5-8 mm la 5-40 A şi 3-12 mm
5-40 A Şli
12-90 A
Răcire cu apă. Electrod din Hf.
Turbionare puternică a
gazului
CONSIDERAłII ASUPRA TEHNOLOGIILOR MODERNE DE TĂIERE MECANIZATĂ CU PLASMĂ - REZUMAT TEZA DE DOCTORAT
Ing. Alexandru VAS TEZĂ DE DOCTORAT
- 10 -
gaz plasmagen în câmp magnetic
la 12-90 A plasmagen, suprapus în câmp
magnetic, care modifică unghiul
de înclinare a feŃelor. FaŃa activă este
perpendiculară, iar faŃa deşeului
rămâne înclinată. 12 Tăierea cu
plasmă de oxigen de înaltă
precizie cu turbionare
puternică în interior realizat prin evacuarea unei părŃi din
gazul plasmagen în
exterior şi introducerea între duze a
gazului suplimentar tot
turbionar
SUA HYPERTHERM
1991 OŃeluri aliate şi nealiate de
0,5 mm grosime la
15A şi 15 mm pentru 100 A.
În 2002 – 2007
domeniul grosimilor
mari s-a extins la 75 mm
(tabelul II/ 9)
16 – 100 A
I5 – 260 A
Răcire cu apă Electrod in HF cu inserŃie de Ag-Ni. Reglarea debitelor
de gaze se realizează în
timpul procesului de tăiere. Se
reglează atât gazul plasmagen prin
valoarea debitului de gaz plasmagen
evacuat în atmosferă, cât şi
prin valoarea gazului
suplimentar introdus între
duze.
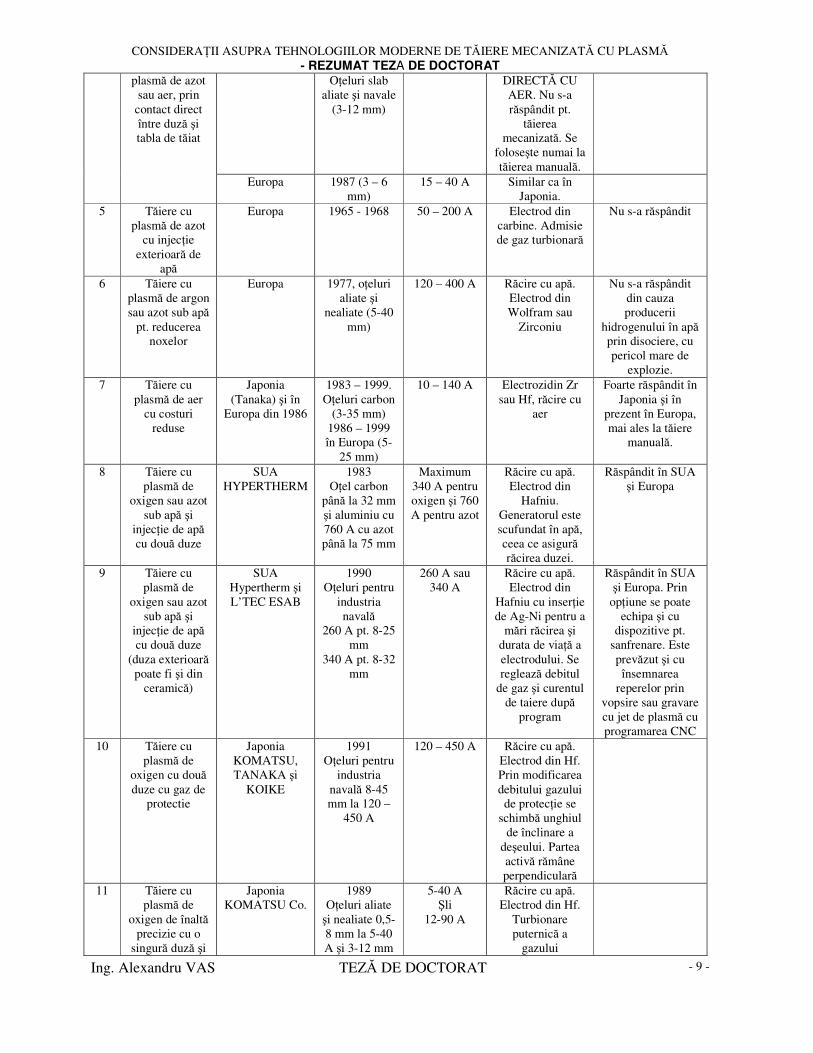
În baza acestor deziderate prezenta lucrare tratează o problemă de actualitate legată de prelucrarea aliajelor uşoare prin procedee de tăiere cu plasmă în locul procedeelor mecanice. Având în vedere că tăierea cu plasmă se apropie tot mai mult de tăierea cu fascicul laser la un preŃ mai redus şi o calitate comparabilă, decizia finală va fi luată Ńinând seama şi de economiile realizate. Aceste economii faŃă de tăierea cu laser şi raportul dintre costul investiŃiilor şi calitatea suprafeŃelor rezultate după tăiere din studiile după [7] sunt prezentate în figura 1.8.
Figura 1.8.Costurile tăierii cu laser si plasmă
CONSIDERAłII ASUPRA TEHNOLOGIILOR MODERNE DE TĂIERE MECANIZATĂ CU PLASMĂ - REZUMAT TEZA DE DOCTORAT
Ing. Alexandru VAS TEZĂ DE DOCTORAT
- 11 -
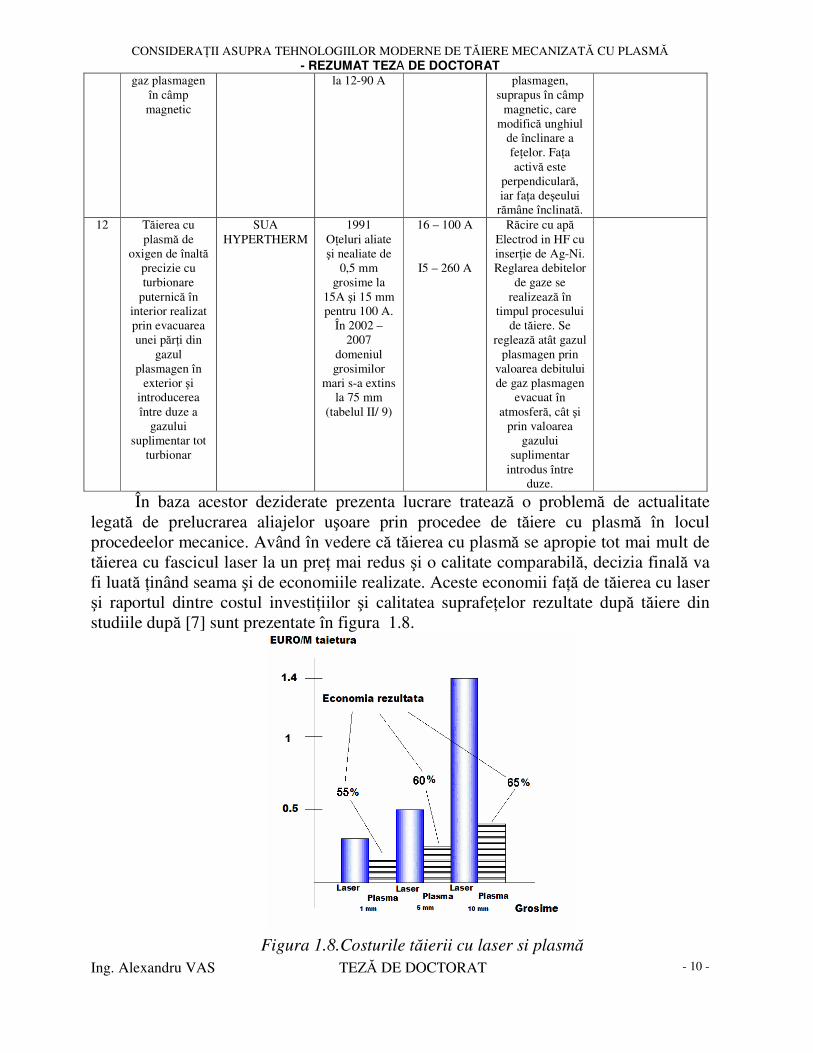
Dacă pentru oŃelurile de carbon nealiate tăierea oxigaz poate fi luată în considerare pentru grosimi ce depăşesc 3-5 mm, în cazul oŃelului inoxidabil şi a aluminiului, acest procedeu nu poate fi utilizat. Din acest motiv, din punct de vedere a vitezelor, tăierea cu plasmă, ocupă primul loc pentru grosimi cuprinde între 0,5 şi 120 mm.
Figura 1.9 VariaŃia vitezei de tăiere în funcŃie de grosime la tăierea oŃelului carbon
Principiile constructive ale generatoarelor de plasmă au determinat folosirea diferitelor amestecuri de gaze, aşa cum se prezintă în figura 1.11 .Injectia axiala la începutul dezvoltării generatoarelor de plasmă,a permis folosirea numai a gazelor inerte,in special al argonului in amestec cu hidrogenul sau a heliului.
Figura 1.11 EvoluŃia dezvoltării generatoarelor de plasmă folosind diferite gaze
Diferite moduri de realizare a injecŃiei de gaze şi vârtejuri
CONSIDERAłII ASUPRA TEHNOLOGIILOR MODERNE DE TĂIERE MECANIZATĂ CU PLASMĂ - REZUMAT TEZA DE DOCTORAT
Ing. Alexandru VAS TEZĂ DE DOCTORAT
- 12 -
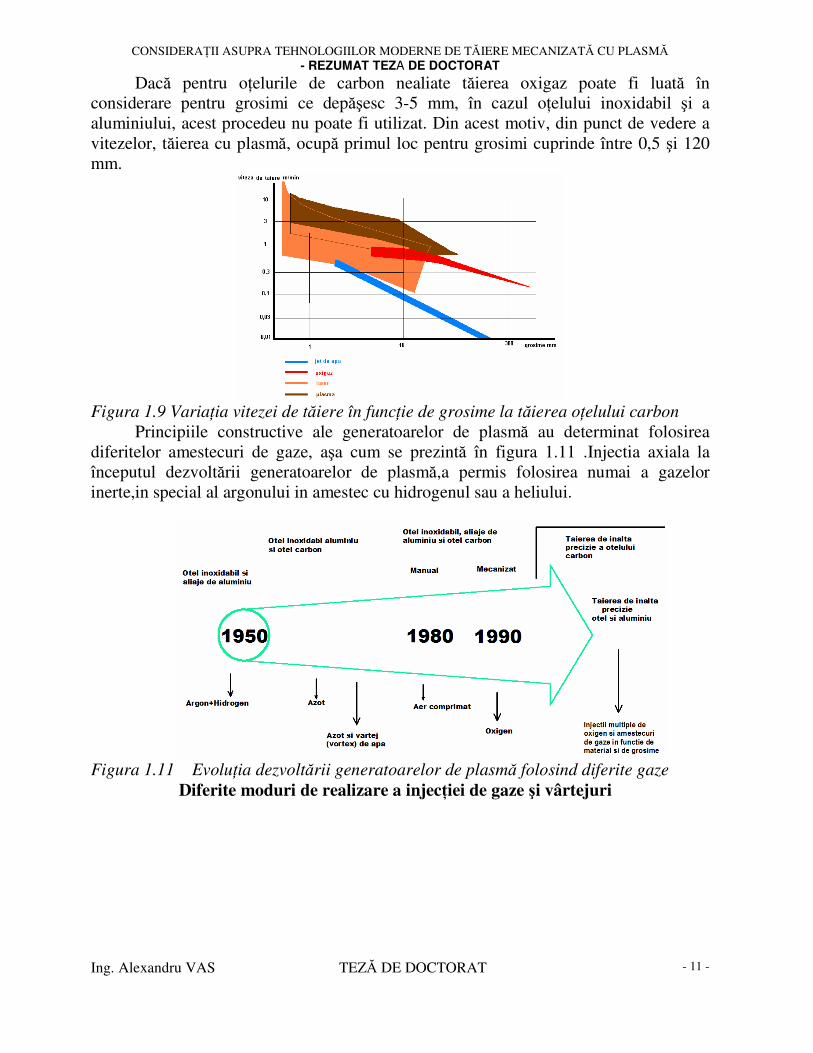
Figura 1.12 O singura injecŃie de gaz (axială),Figura 1.13 InjecŃie de gaz plasmagen
turbionară + injecŃie de gaz de protecŃie
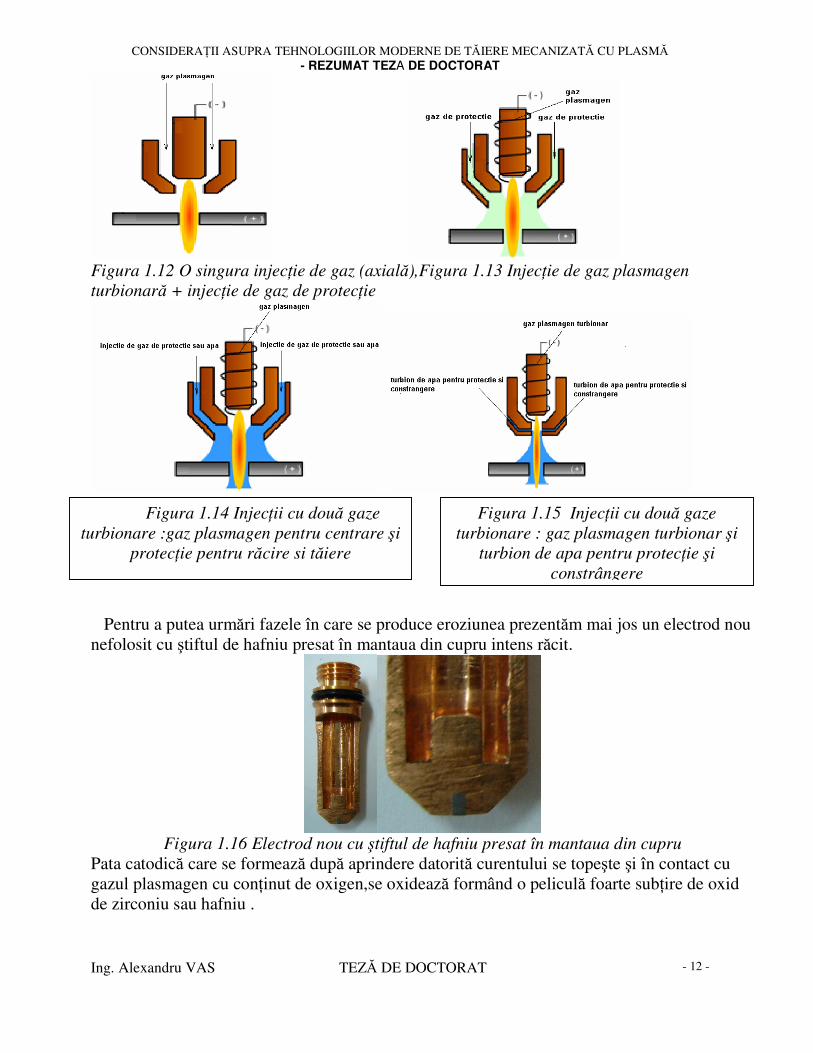
Pentru a putea urmări fazele în care se produce eroziunea prezentăm mai jos un electrod nou nefolosit cu ştiftul de hafniu presat în mantaua din cupru intens răcit.
Figura 1.16 Electrod nou cu ştiftul de hafniu presat în mantaua din cupru
Pata catodică care se formează după aprindere datorită curentului se topeşte şi în contact cu gazul plasmagen cu conŃinut de oxigen,se oxidează formând o peliculă foarte subŃire de oxid de zirconiu sau hafniu .
Figura 1.14 InjecŃii cu două gaze
turbionare :gaz plasmagen pentru centrare şi
protecŃie pentru răcire si tăiere
Figura 1.15 InjecŃii cu două gaze
turbionare : gaz plasmagen turbionar şi
turbion de apa pentru protecŃie şi
constrângere
CONSIDERAłII ASUPRA TEHNOLOGIILOR MODERNE DE TĂIERE MECANIZATĂ CU PLASMĂ - REZUMAT TEZA DE DOCTORAT
Ing. Alexandru VAS TEZĂ DE DOCTORAT
- 13 -
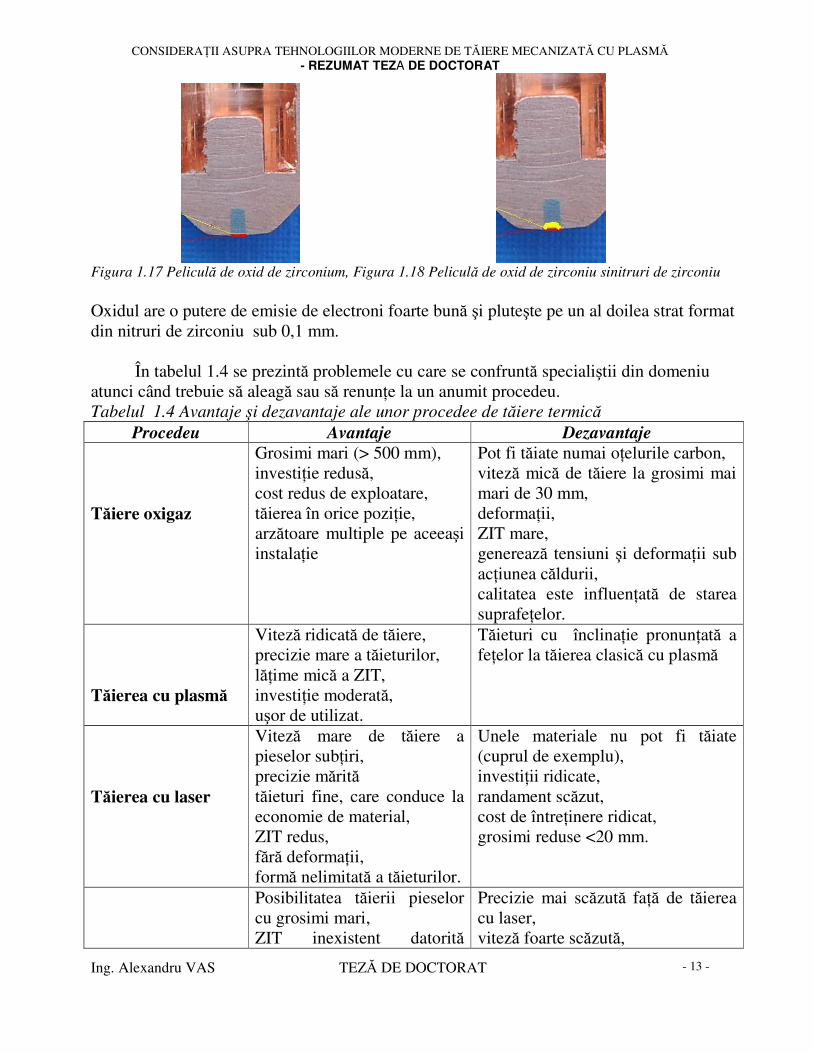
Figura 1.17 Peliculă de oxid de zirconium, Figura 1.18 Peliculă de oxid de zirconiu sinitruri de zirconiu
Oxidul are o putere de emisie de electroni foarte bună şi pluteşte pe un al doilea strat format din nitruri de zirconiu sub 0,1 mm.
În tabelul 1.4 se prezintă problemele cu care se confruntă specialiştii din domeniu atunci când trebuie să aleagă sau să renunŃe la un anumit procedeu. Tabelul 1.4 Avantaje şi dezavantaje ale unor procedee de tăiere termică
Procedeu Avantaje Dezavantaje
Tăiere oxigaz
Grosimi mari (> 500 mm), investiŃie redusă, cost redus de exploatare, tăierea în orice poziŃie, arzătoare multiple pe aceeaşi instalaŃie
Pot fi tăiate numai oŃelurile carbon, viteză mică de tăiere la grosimi mai mari de 30 mm, deformaŃii, ZIT mare, generează tensiuni şi deformaŃii sub acŃiunea căldurii, calitatea este influenŃată de starea suprafeŃelor.
Tăierea cu plasmă
Viteză ridicată de tăiere, precizie mare a tăieturilor, lăŃime mică a ZIT, investiŃie moderată, uşor de utilizat.
Tăieturi cu înclinaŃie pronunŃată a feŃelor la tăierea clasică cu plasmă
Tăierea cu laser
Viteză mare de tăiere a pieselor subŃiri, precizie mărită tăieturi fine, care conduce la economie de material, ZIT redus, fără deformaŃii, formă nelimitată a tăieturilor.
Unele materiale nu pot fi tăiate (cuprul de exemplu), investiŃii ridicate, randament scăzut, cost de întreŃinere ridicat, grosimi reduse <20 mm.
Posibilitatea tăierii pieselor cu grosimi mari, ZIT inexistent datorită
Precizie mai scăzută faŃă de tăierea cu laser, viteză foarte scăzută,
CONSIDERAłII ASUPRA TEHNOLOGIILOR MODERNE DE TĂIERE MECANIZATĂ CU PLASMĂ - REZUMAT TEZA DE DOCTORAT
Ing. Alexandru VAS TEZĂ DE DOCTORAT
- 14 -
Tăierea cu jet de
apă
căldurii reduse, fără gaze sau fum toxic, forma geometrică a tăieturilor nelimitată.
uzura rapidă a diuzei, zgomot foarte mare, cost ridicat al instalaŃiei.
1.4. Variante constructive ale generatoarelor de tăiere cu plasmă
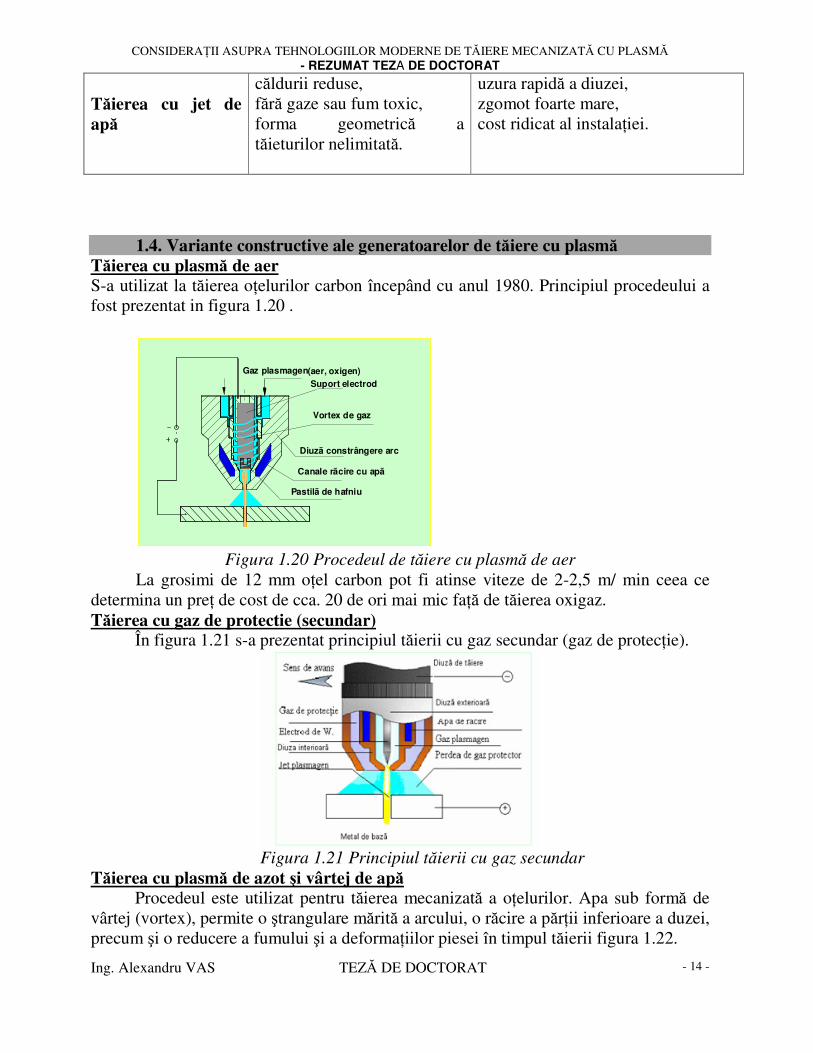
Tăierea cu plasmă de aer S-a utilizat la tăierea oŃelurilor carbon începând cu anul 1980. Principiul procedeului a fost prezentat in figura 1.20 .
Figura 1.20 Procedeul de tăiere cu plasmă de aer
La grosimi de 12 mm oŃel carbon pot fi atinse viteze de 2-2,5 m/ min ceea ce determina un preŃ de cost de cca. 20 de ori mai mic faŃă de tăierea oxigaz. Tăierea cu gaz de protectie (secundar)
În figura 1.21 s-a prezentat principiul tăierii cu gaz secundar (gaz de protecŃie).
Figura 1.21 Principiul tăierii cu gaz secundar
Tăierea cu plasmă de azot şi vârtej de apă Procedeul este utilizat pentru tăierea mecanizată a oŃelurilor. Apa sub formă de
vârtej (vortex), permite o ştrangulare mărită a arcului, o răcire a părŃii inferioare a duzei, precum şi o reducere a fumului şi a deformaŃiilor piesei în timpul tăierii figura 1.22.
Gaz plasmagen
Suport electrod
Diuzã constrângere arc
Canale rãcire cu apã
Vortex de gaz
Pastilã de hafniu
(aer, oxigen)
CONSIDERAłII ASUPRA TEHNOLOGIILOR MODERNE DE TĂIERE MECANIZATĂ CU PLASMĂ - REZUMAT TEZA DE DOCTORAT
Ing. Alexandru VAS TEZĂ DE DOCTORAT
- 15 -
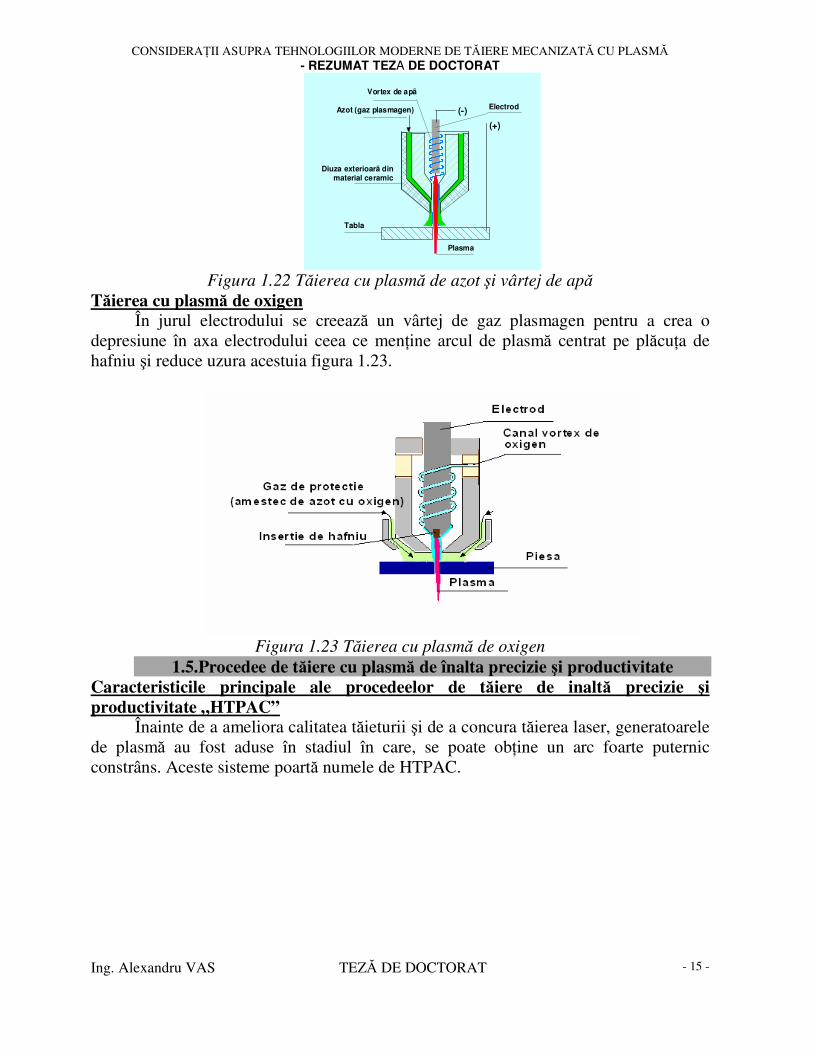
Figura 1.22 Tăierea cu plasmă de azot şi vârtej de apă
Tăierea cu plasmă de oxigen În jurul electrodului se creează un vârtej de gaz plasmagen pentru a crea o
depresiune în axa electrodului ceea ce menŃine arcul de plasmă centrat pe plăcuŃa de hafniu şi reduce uzura acestuia figura 1.23.
Figura 1.23 Tăierea cu plasmă de oxigen
1.5.Procedee de tăiere cu plasmă de înalta precizie şi productivitate
Caracteristicile principale ale procedeelor de tăiere de inaltă precizie şi productivitate „HTPAC”
Înainte de a ameliora calitatea tăieturii şi de a concura tăierea laser, generatoarele de plasmă au fost aduse în stadiul în care, se poate obŃine un arc foarte puternic constrâns. Aceste sisteme poartă numele de HTPAC.
(+)
(-)Electrod
material ceramic
Tabla
Plasma
Diuza exterioarã din
Vortex de apã
Azot (gaz plasmagen)
CONSIDERAłII ASUPRA TEHNOLOGIILOR MODERNE DE TĂIERE MECANIZATĂ CU PLASMĂ - REZUMAT TEZA DE DOCTORAT
Ing. Alexandru VAS TEZĂ DE DOCTORAT
- 16 -
Figura 1.24 Schema de principiu generator de plasmă HTPAC
Concluzii Principalele caracteristici ale procedeelor de tăiere de tip HTPAC sunt:
- calitatea tăieturii se situează între tăierea cu plasmă clasică şi tăierea cu laser; - viteza de tăiere este echivalentă cu cea de la tăierea cu laser; - cost inferior faŃă de tăierea cu laser; - domeniul optim de grosimi este între 1,6 şi 6,4 mm; - maşina de debitat trebuie să fie de înaltă precizie pentru a asigura stabilitatea
generatorului de plasmă; - tăierea dă rezultate optime la aluminiu şi oŃeluri carbon obişnuite; - noxe reduse.
1.6. InstalaŃii de tăiere cu plasmă din ultima generaŃie
Printre noutăŃi se poate aminti realizarea unui vârtej special de gaz adăugând azot în debitul de oxigen la începutul tăierii.
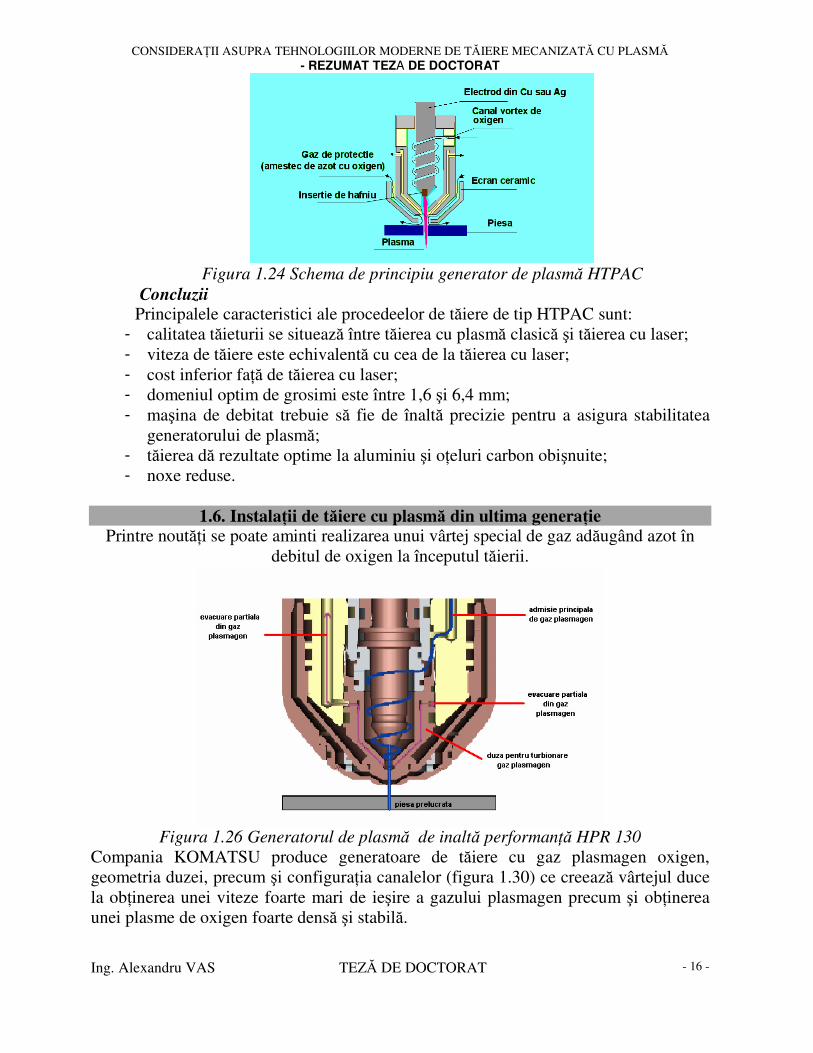
Figura 1.26 Generatorul de plasmă de inaltă performanŃă HPR 130
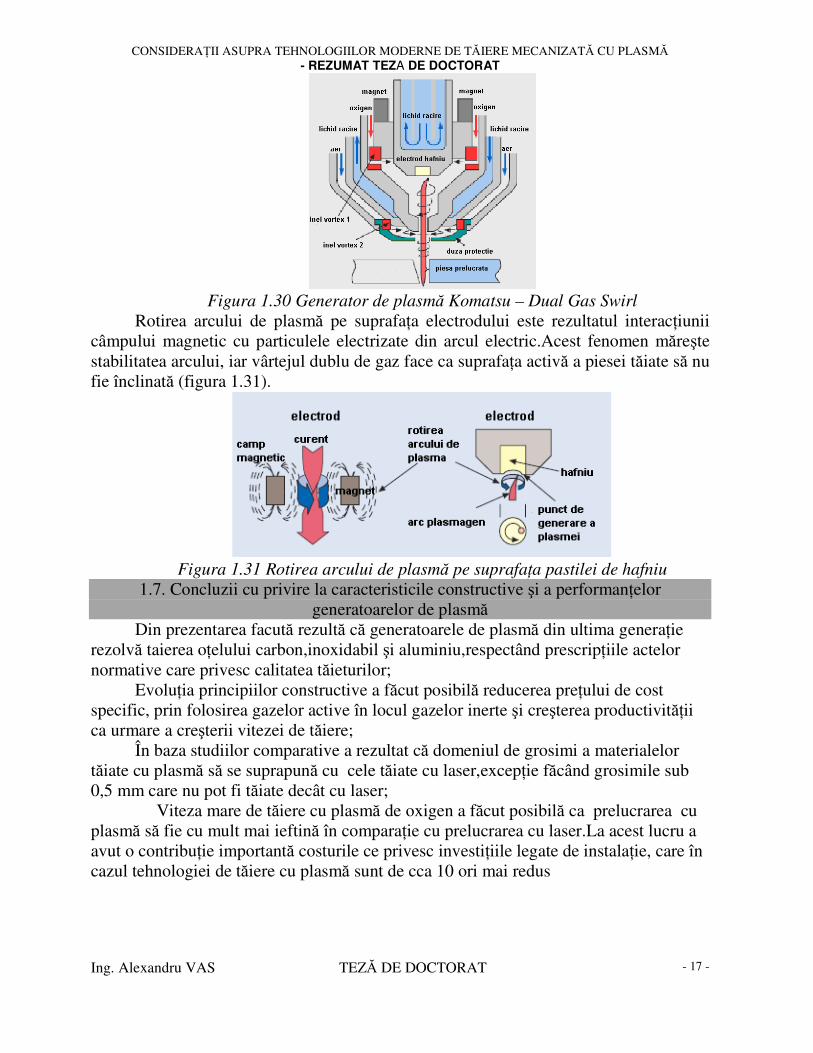
Compania KOMATSU produce generatoare de tăiere cu gaz plasmagen oxigen, geometria duzei, precum şi configuraŃia canalelor (figura 1.30) ce creează vârtejul duce la obŃinerea unei viteze foarte mari de ieşire a gazului plasmagen precum şi obŃinerea unei plasme de oxigen foarte densă şi stabilă.
CONSIDERAłII ASUPRA TEHNOLOGIILOR MODERNE DE TĂIERE MECANIZATĂ CU PLASMĂ - REZUMAT TEZA DE DOCTORAT
Ing. Alexandru VAS TEZĂ DE DOCTORAT
- 17 -
Figura 1.30 Generator de plasmă Komatsu – Dual Gas Swirl
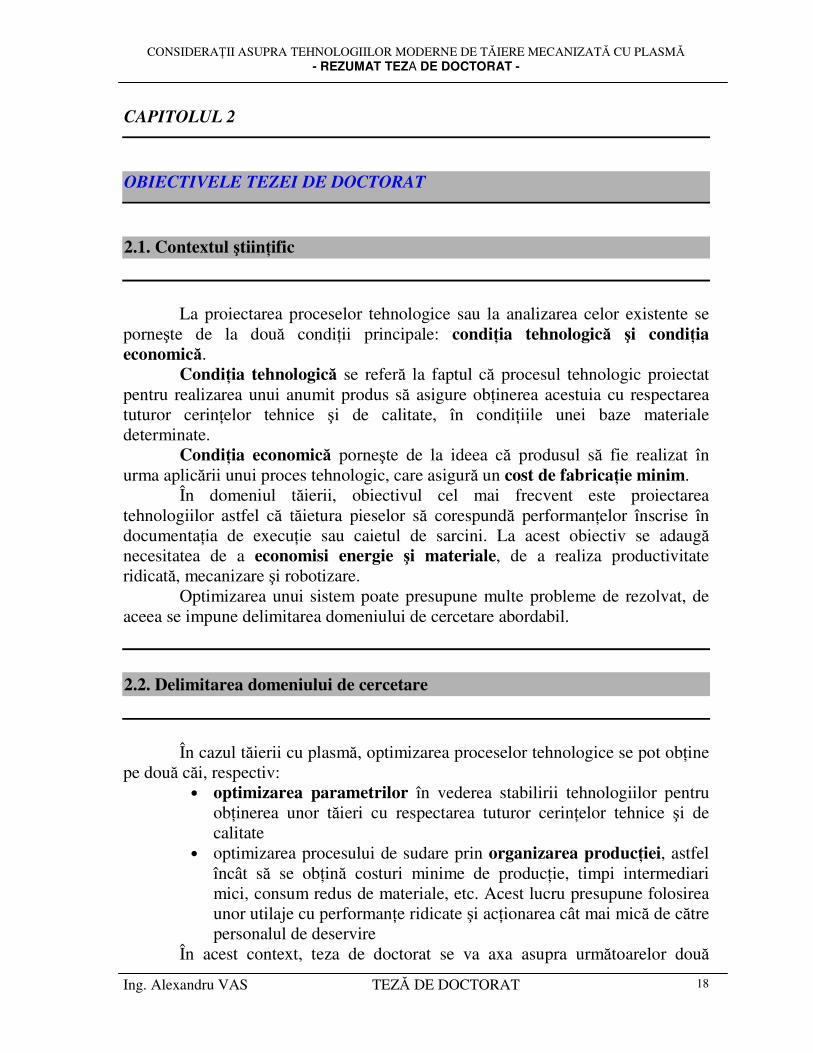
Rotirea arcului de plasmă pe suprafaŃa electrodului este rezultatul interacŃiunii câmpului magnetic cu particulele electrizate din arcul electric.Acest fenomen măreşte stabilitatea arcului, iar vârtejul dublu de gaz face ca suprafaŃa activă a piesei tăiate să nu fie înclinată (figura 1.31).
Figura 1.31 Rotirea arcului de plasmă pe suprafaŃa pastilei de hafniu
1.7. Concluzii cu privire la caracteristicile constructive şi a performanŃelor generatoarelor de plasmă
Din prezentarea facută rezultă că generatoarele de plasmă din ultima generaŃie rezolvă taierea oŃelului carbon,inoxidabil şi aluminiu,respectând prescripŃiile actelor normative care privesc calitatea tăieturilor;
EvoluŃia principiilor constructive a făcut posibilă reducerea preŃului de cost specific, prin folosirea gazelor active în locul gazelor inerte şi creşterea productivităŃii ca urmare a creşterii vitezei de tăiere;
În baza studiilor comparative a rezultat că domeniul de grosimi a materialelor tăiate cu plasmă să se suprapună cu cele tăiate cu laser,excepŃie făcând grosimile sub 0,5 mm care nu pot fi tăiate decât cu laser; Viteza mare de tăiere cu plasmă de oxigen a făcut posibilă ca prelucrarea cu plasmă să fie cu mult mai ieftină în comparaŃie cu prelucrarea cu laser.La acest lucru a avut o contribuŃie importantă costurile ce privesc investiŃiile legate de instalaŃie, care în cazul tehnologiei de tăiere cu plasmă sunt de cca 10 ori mai redus
CONSIDERAłII ASUPRA TEHNOLOGIILOR MODERNE DE TĂIERE MECANIZATĂ CU PLASMĂ - REZUMAT TEZA DE DOCTORAT -
Ing. Alexandru VAS TEZĂ DE DOCTORAT 18
CAPITOLUL 2
OBIECTIVELE TEZEI DE DOCTORAT
2.1. Contextul ştiinŃific
La proiectarea proceselor tehnologice sau la analizarea celor existente se
porneşte de la două condiŃii principale: condiŃia tehnologică şi condiŃia
economică. CondiŃia tehnologică se referă la faptul că procesul tehnologic proiectat
pentru realizarea unui anumit produs să asigure obŃinerea acestuia cu respectarea tuturor cerinŃelor tehnice şi de calitate, în condiŃiile unei baze materiale determinate.
CondiŃia economică porneşte de la ideea că produsul să fie realizat în urma aplicării unui proces tehnologic, care asigură un cost de fabricaŃie minim.
În domeniul tăierii, obiectivul cel mai frecvent este proiectarea tehnologiilor astfel că tăietura pieselor să corespundă performanŃelor înscrise în documentaŃia de execuŃie sau caietul de sarcini. La acest obiectiv se adaugă necesitatea de a economisi energie şi materiale, de a realiza productivitate ridicată, mecanizare şi robotizare.
Optimizarea unui sistem poate presupune multe probleme de rezolvat, de aceea se impune delimitarea domeniului de cercetare abordabil.
2.2. Delimitarea domeniului de cercetare
În cazul tăierii cu plasmă, optimizarea proceselor tehnologice se pot obŃine
pe două căi, respectiv: • optimizarea parametrilor în vederea stabilirii tehnologiilor pentru
obŃinerea unor tăieri cu respectarea tuturor cerinŃelor tehnice şi de calitate
• optimizarea procesului de sudare prin organizarea producŃiei, astfel încât să se obŃină costuri minime de producŃie, timpi intermediari mici, consum redus de materiale, etc. Acest lucru presupune folosirea unor utilaje cu performanŃe ridicate şi acŃionarea cât mai mică de către personalul de deservire
În acest context, teza de doctorat se va axa asupra următoarelor două
CONSIDERAłII ASUPRA TEHNOLOGIILOR MODERNE DE TĂIERE MECANIZATĂ CU PLASMĂ - REZUMAT TEZA DE DOCTORAT -
Ing. Alexandru VAS TEZĂ DE DOCTORAT 19
direcŃii independente: • optimizarea parametrilor de tăiere din punct de vedere calitativ şi
din punct de vedere al costurilor
• optimizarea consumului de piese consumabile cu implicare directă în procesul de tăiere în vederea scăderii consumului acestora şi a creşterii duratei de viaŃă, prin crearea unui echipament electronic de determinare a uzurii specifice ale acestora ce apar în timpul procesului de tăiere, mai ales că din studiul teoretic rezultă că nu există o metodă specifică în acest sens.
2.3. Obiectivele şi activităŃile de cercetare
După analiza stadiului actual al tăierii termice, a contextului ştiinŃific şi a
delimitării domeniului de cercetare descris s-au fixat următoarele obiective ale cercetării:
1. ConsideraŃii de ordin tehnologic cu privire la alegerea procedeului
de tăiere cu plasmă - prezentarea parametrilor regimurilor de tăiere - prezentarea aspectului tăieturii diverselor materiale; - prezentarea aspectului suprafeŃei tăiate cu diferite viteze de tăiere - prezentarea de microstructuri ale probelor prelevate din
materialul de bază, şi din zona influenŃată termic a materialelor tăiate;
- prezentarea defectelor şi cauzelor se au rezultat în urma procesului de tăiere
2. Cercetări experimentale privind determinarea duratei de viaŃă a
electrozilor de tăiere cu plasmă şi crearea unui echipament
electronic de determinare a eroziunii electrodului - tăieri de diferite dimensiuni şi grosimi, echipament de tăiere cu
plasmă - efectuarea măsurătorilor eroziunilor pentru electrozii de tăiere; - variaŃia eroziunii în funcŃie de numărul de aprinderi şi ore de
funcŃionare; - secŃionarea electrozilor pentru a determina stadiile de uzură; - metodă de apreciere a eroziunii electrozilor pe bază de calcul - alegerea dispozitivului de măsurare a eroziunii electrozilor; - realizarea echipamentului electronic compus din traductorul de
curent, programatorul electronic, soft cu algoritm de calcul laptop;
CONSIDERAłII ASUPRA TEHNOLOGIILOR MODERNE DE TĂIERE MECANIZATĂ CU PLASMĂ - REZUMAT TEZA DE DOCTORAT -
Ing. Alexandru VAS TEZĂ DE DOCTORAT 20
CAPITOLUL 3
Cap. 3. ConsideraŃii de ordin tehnologic cu privire la alegerea procedeului de
tăiere cu plasmă
3.1. Parametrii regimurilor de tăiere pentru diferite materiale cu gaze de
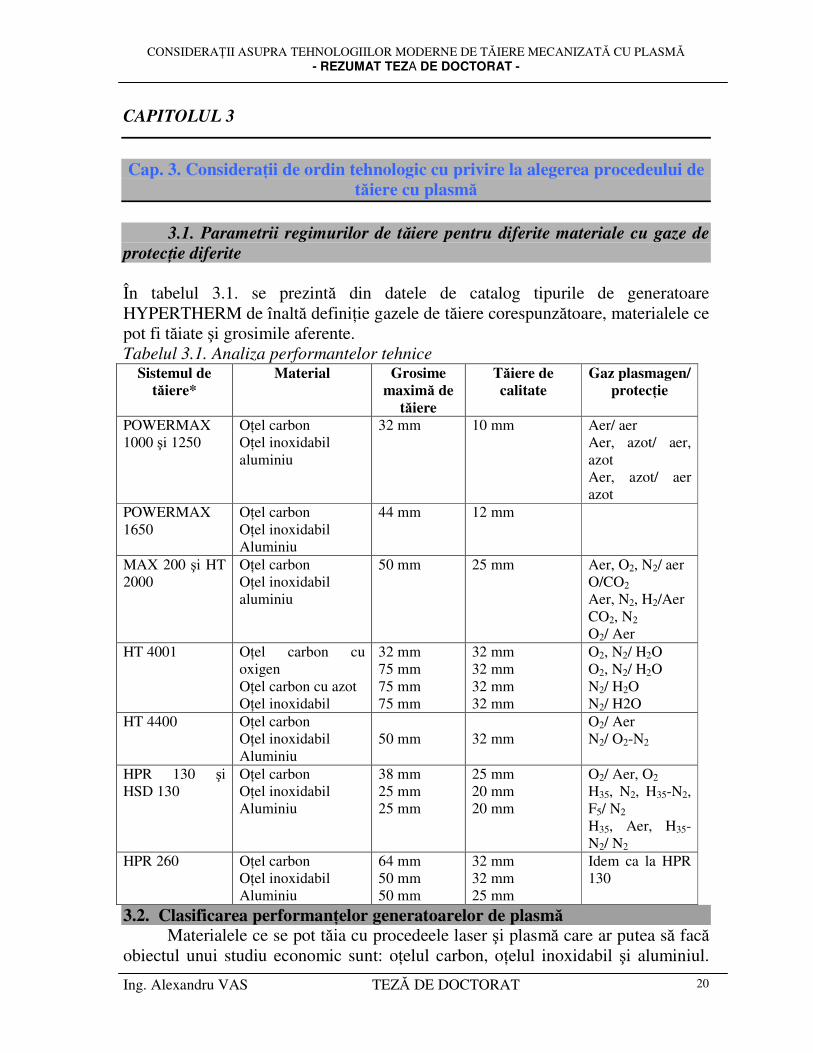
protecŃie diferite În tabelul 3.1. se prezintă din datele de catalog tipurile de generatoare HYPERTHERM de înaltă definiŃie gazele de tăiere corespunzătoare, materialele ce pot fi tăiate şi grosimile aferente. Tabelul 3.1. Analiza performantelor tehnice
Sistemul de
tăiere*
Material Grosime
maximă de
tăiere
Tăiere de
calitate
Gaz plasmagen/
protecŃie
POWERMAX 1000 şi 1250
OŃel carbon OŃel inoxidabil aluminiu
32 mm 10 mm Aer/ aer Aer, azot/ aer, azot Aer, azot/ aer azot
POWERMAX 1650
OŃel carbon OŃel inoxidabil Aluminiu
44 mm 12 mm
MAX 200 şi HT 2000
OŃel carbon OŃel inoxidabil aluminiu
50 mm 25 mm Aer, O2, N2/ aer O/CO2 Aer, N2, H2/Aer CO2, N2 O2/ Aer
HT 4001 OŃel carbon cu oxigen OŃel carbon cu azot OŃel inoxidabil
32 mm 75 mm 75 mm 75 mm
32 mm 32 mm 32 mm 32 mm
O2, N2/ H2O O2, N2/ H2O N2/ H2O N2/ H2O
HT 4400 OŃel carbon OŃel inoxidabil Aluminiu
50 mm
32 mm
O2/ Aer N2/ O2-N2
HPR 130 şi HSD 130
OŃel carbon OŃel inoxidabil Aluminiu
38 mm 25 mm 25 mm
25 mm 20 mm 20 mm
O2/ Aer, O2 H35, N2, H35-N2, F5/ N2 H35, Aer, H35-N2/ N2
HPR 260 OŃel carbon OŃel inoxidabil Aluminiu
64 mm 50 mm 50 mm
32 mm 32 mm 25 mm
Idem ca la HPR 130
3.2. Clasificarea performanŃelor generatoarelor de plasmă Materialele ce se pot tăia cu procedeele laser şi plasmă care ar putea să facă
obiectul unui studiu economic sunt: oŃelul carbon, oŃelul inoxidabil şi aluminiul.
CONSIDERAłII ASUPRA TEHNOLOGIILOR MODERNE DE TĂIERE MECANIZATĂ CU PLASMĂ - REZUMAT TEZA DE DOCTORAT -
Ing. Alexandru VAS TEZĂ DE DOCTORAT 21
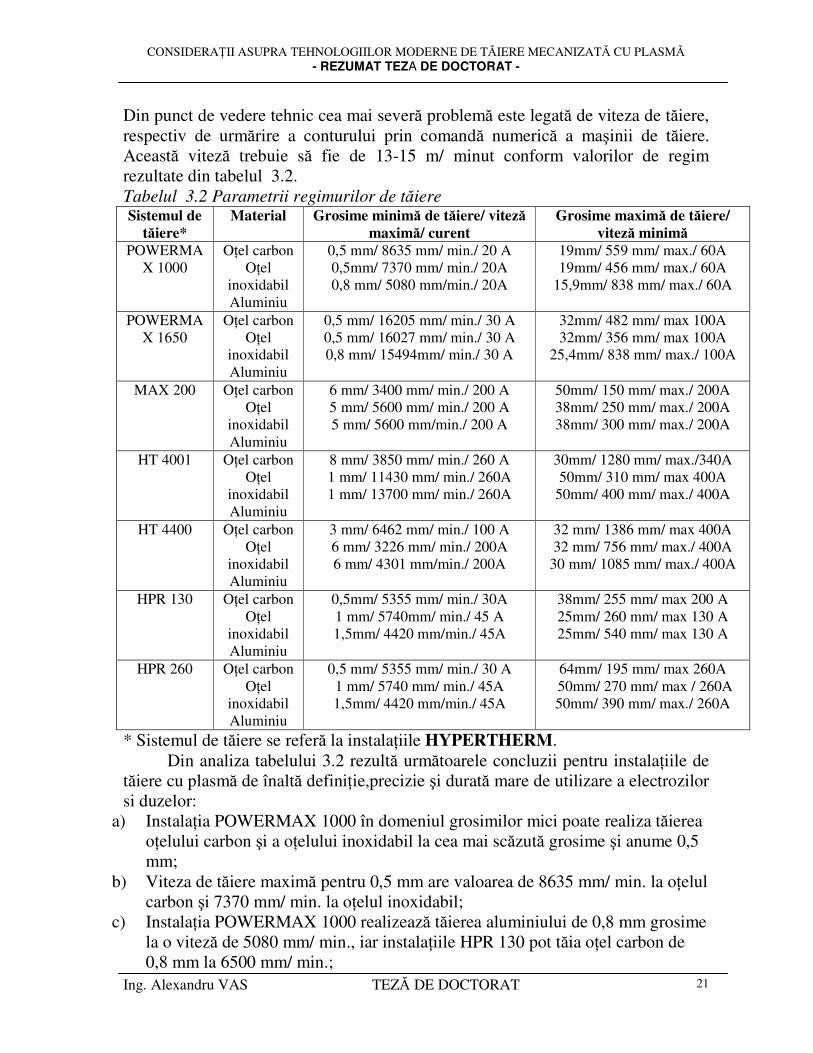
Din punct de vedere tehnic cea mai severă problemă este legată de viteza de tăiere, respectiv de urmărire a conturului prin comandă numerică a maşinii de tăiere. Această viteză trebuie să fie de 13-15 m/ minut conform valorilor de regim rezultate din tabelul 3.2. Tabelul 3.2 Parametrii regimurilor de tăiere Sistemul de
tăiere*
Material Grosime minimă de tăiere/ viteză maximă/ curent
Grosime maximă de tăiere/
viteză minimă POWERMA
X 1000 OŃel carbon
OŃel inoxidabil Aluminiu
0,5 mm/ 8635 mm/ min./ 20 A 0,5mm/ 7370 mm/ min./ 20A 0,8 mm/ 5080 mm/min./ 20A
19mm/ 559 mm/ max./ 60A 19mm/ 456 mm/ max./ 60A
15,9mm/ 838 mm/ max./ 60A
POWERMAX 1650
OŃel carbon OŃel
inoxidabil Aluminiu
0,5 mm/ 16205 mm/ min./ 30 A 0,5 mm/ 16027 mm/ min./ 30 A 0,8 mm/ 15494mm/ min./ 30 A
32mm/ 482 mm/ max 100A 32mm/ 356 mm/ max 100A
25,4mm/ 838 mm/ max./ 100A
MAX 200 OŃel carbon OŃel
inoxidabil Aluminiu
6 mm/ 3400 mm/ min./ 200 A 5 mm/ 5600 mm/ min./ 200 A 5 mm/ 5600 mm/min./ 200 A
50mm/ 150 mm/ max./ 200A 38mm/ 250 mm/ max./ 200A 38mm/ 300 mm/ max./ 200A
HT 4001 OŃel carbon OŃel
inoxidabil Aluminiu
8 mm/ 3850 mm/ min./ 260 A 1 mm/ 11430 mm/ min./ 260A 1 mm/ 13700 mm/ min./ 260A
30mm/ 1280 mm/ max./340A 50mm/ 310 mm/ max 400A
50mm/ 400 mm/ max./ 400A
HT 4400 OŃel carbon OŃel
inoxidabil Aluminiu
3 mm/ 6462 mm/ min./ 100 A 6 mm/ 3226 mm/ min./ 200A 6 mm/ 4301 mm/min./ 200A
32 mm/ 1386 mm/ max 400A 32 mm/ 756 mm/ max./ 400A
30 mm/ 1085 mm/ max./ 400A
HPR 130 OŃel carbon OŃel
inoxidabil Aluminiu
0,5mm/ 5355 mm/ min./ 30A 1 mm/ 5740mm/ min./ 45 A 1,5mm/ 4420 mm/min./ 45A
38mm/ 255 mm/ max 200 A 25mm/ 260 mm/ max 130 A 25mm/ 540 mm/ max 130 A
HPR 260 OŃel carbon OŃel
inoxidabil Aluminiu
0,5 mm/ 5355 mm/ min./ 30 A 1 mm/ 5740 mm/ min./ 45A 1,5mm/ 4420 mm/min./ 45A
64mm/ 195 mm/ max 260A 50mm/ 270 mm/ max / 260A
50mm/ 390 mm/ max./ 260A
* Sistemul de tăiere se referă la instalaŃiile HYPERTHERM. Din analiza tabelului 3.2 rezultă următoarele concluzii pentru instalaŃiile de
tăiere cu plasmă de înaltă definiŃie,precizie şi durată mare de utilizare a electrozilor si duzelor:
a) InstalaŃia POWERMAX 1000 în domeniul grosimilor mici poate realiza tăierea oŃelului carbon şi a oŃelului inoxidabil la cea mai scăzută grosime şi anume 0,5 mm;
b) Viteza de tăiere maximă pentru 0,5 mm are valoarea de 8635 mm/ min. la oŃelul carbon şi 7370 mm/ min. la oŃelul inoxidabil;
c) InstalaŃia POWERMAX 1000 realizează tăierea aluminiului de 0,8 mm grosime la o viteză de 5080 mm/ min., iar instalaŃiile HPR 130 pot tăia oŃel carbon de 0,8 mm la 6500 mm/ min.;
CONSIDERAłII ASUPRA TEHNOLOGIILOR MODERNE DE TĂIERE MECANIZATĂ CU PLASMĂ - REZUMAT TEZA DE DOCTORAT -
Ing. Alexandru VAS TEZĂ DE DOCTORAT 22
d) Grosimea maximă de 75 mm pentru aluminiu, oŃel carbon şi inoxidabil aparŃine instalaŃiei HT 4001. tăierea se realizează cu vârtej de apă în exteriorul duzei şi drept gaz plasmagen se foloseşte în toate cazurile azot, iar la oŃelul carbon azotul poate fi înlocuit cu oxigen;
e) Domeniul cel mai larg de reglare al curentului aparŃine instalaŃiei HPR 260 (45 – 260 A). La valorile maxime ale curentului instalaŃia poate tăia oŃel carbon la 64 mm grosime, respectiv aluminiu şi oŃel inoxidabil la 50 mm grosime;
f) În toate cazurile analizate problema cea mai grea constă în realizarea unor viteze de deplasare foarte mari a grinzii mobile a maşinii de tăiere;
g) Din punct de vedere a perforării directe cele mai bune rezultate se constată la: MAX 200 (32 mm) şi HPR 130 (25 mm).
3.3. Aspectul suprafeŃelor rezultate la tăierea cu plasmă, defectele şi cauzele
lor În cele ce urmează se prezintă câteva din rezultatele experimentale realizate:
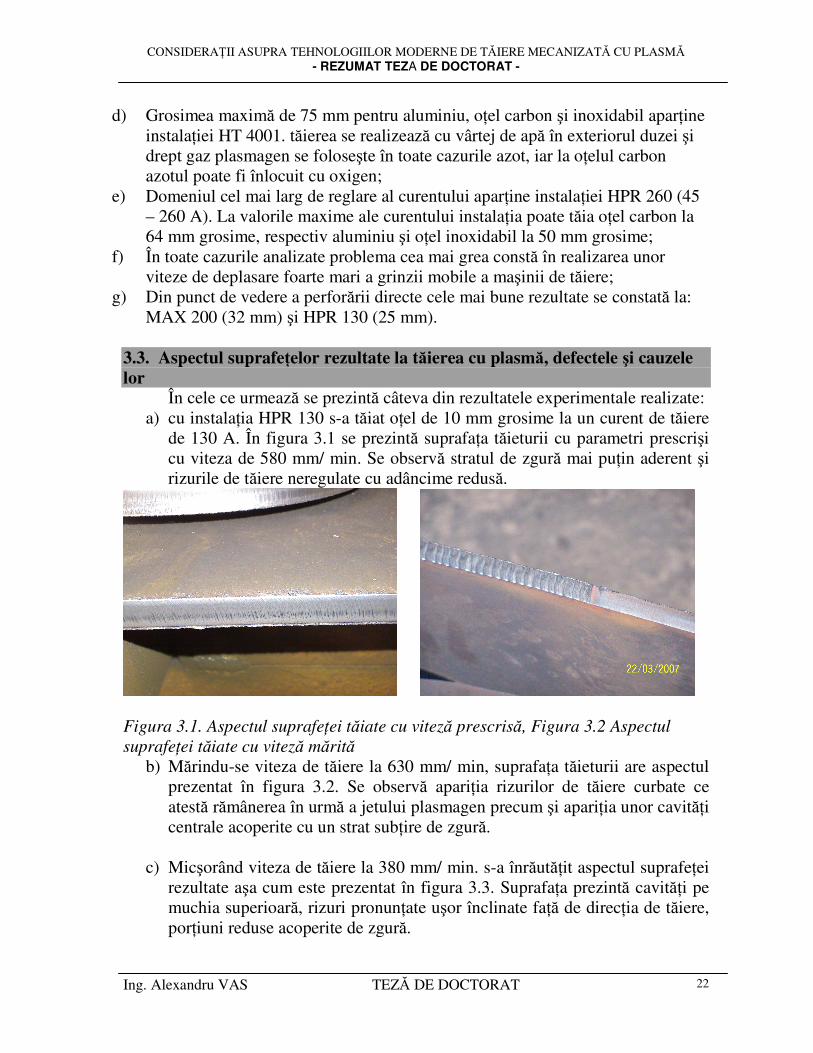
a) cu instalaŃia HPR 130 s-a tăiat oŃel de 10 mm grosime la un curent de tăiere de 130 A. În figura 3.1 se prezintă suprafaŃa tăieturii cu parametri prescrişi cu viteza de 580 mm/ min. Se observă stratul de zgură mai puŃin aderent şi rizurile de tăiere neregulate cu adâncime redusă.
Figura 3.1. Aspectul suprafeŃei tăiate cu viteză prescrisă, Figura 3.2 Aspectul
suprafeŃei tăiate cu viteză mărită
b) Mărindu-se viteza de tăiere la 630 mm/ min, suprafaŃa tăieturii are aspectul prezentat în figura 3.2. Se observă apariŃia rizurilor de tăiere curbate ce atestă rămânerea în urmă a jetului plasmagen precum şi apariŃia unor cavităŃi centrale acoperite cu un strat subŃire de zgură.
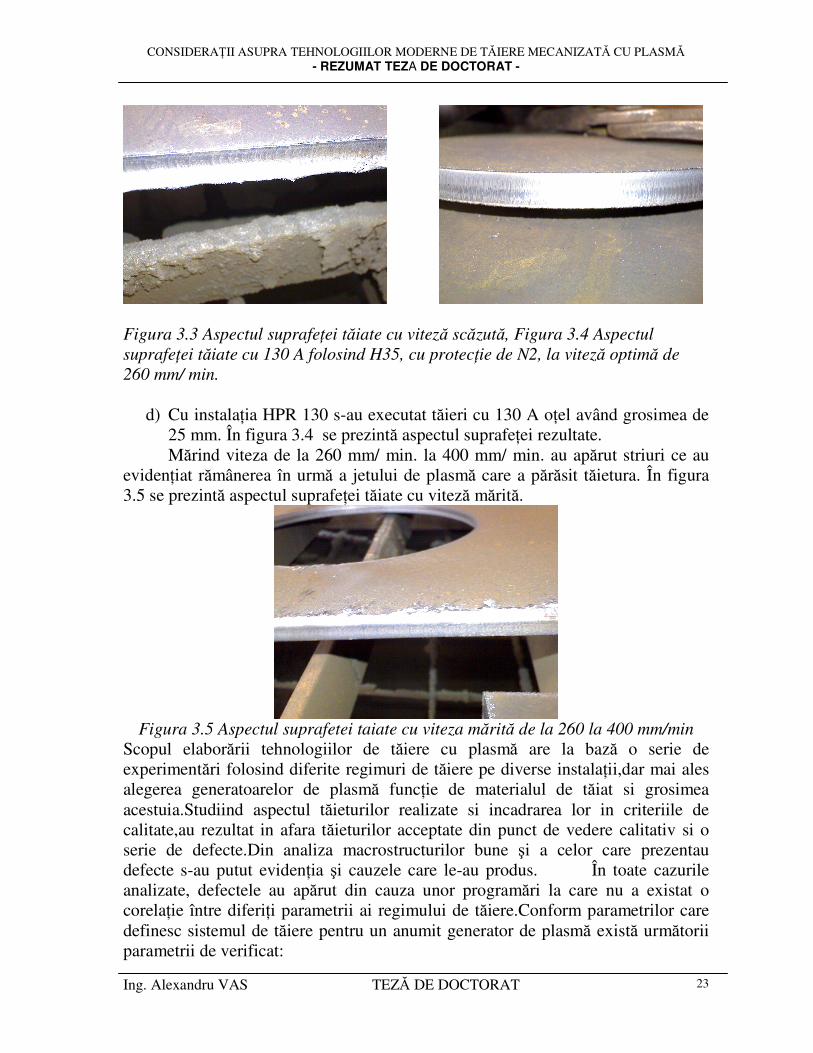
c) Micşorând viteza de tăiere la 380 mm/ min. s-a înrăutăŃit aspectul suprafeŃei rezultate aşa cum este prezentat în figura 3.3. SuprafaŃa prezintă cavităŃi pe muchia superioară, rizuri pronunŃate uşor înclinate faŃă de direcŃia de tăiere, porŃiuni reduse acoperite de zgură.
CONSIDERAłII ASUPRA TEHNOLOGIILOR MODERNE DE TĂIERE MECANIZATĂ CU PLASMĂ - REZUMAT TEZA DE DOCTORAT -
Ing. Alexandru VAS TEZĂ DE DOCTORAT 23
Figura 3.3 Aspectul suprafeŃei tăiate cu viteză scăzută, Figura 3.4 Aspectul
suprafeŃei tăiate cu 130 A folosind H35, cu protecŃie de N2, la viteză optimă de
260 mm/ min.
d) Cu instalaŃia HPR 130 s-au executat tăieri cu 130 A oŃel având grosimea de
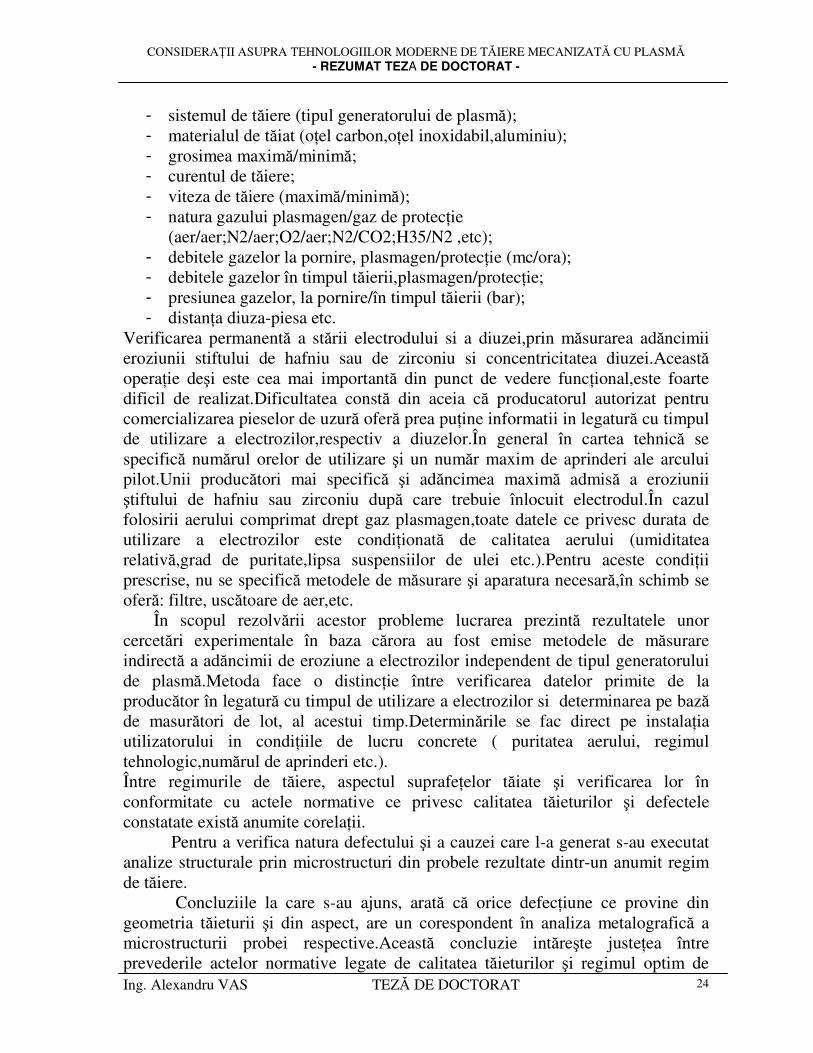
25 mm. În figura 3.4 se prezintă aspectul suprafeŃei rezultate. Mărind viteza de la 260 mm/ min. la 400 mm/ min. au apărut striuri ce au evidenŃiat rămânerea în urmă a jetului de plasmă care a părăsit tăietura. În figura 3.5 se prezintă aspectul suprafeŃei tăiate cu viteză mărită.
Figura 3.5 Aspectul suprafetei taiate cu viteza mărită de la 260 la 400 mm/min
Scopul elaborării tehnologiilor de tăiere cu plasmă are la bază o serie de experimentări folosind diferite regimuri de tăiere pe diverse instalaŃii,dar mai ales alegerea generatoarelor de plasmă funcŃie de materialul de tăiat si grosimea acestuia.Studiind aspectul tăieturilor realizate si incadrarea lor in criteriile de calitate,au rezultat in afara tăieturilor acceptate din punct de vedere calitativ si o serie de defecte.Din analiza macrostructurilor bune şi a celor care prezentau defecte s-au putut evidenŃia şi cauzele care le-au produs. În toate cazurile analizate, defectele au apărut din cauza unor programări la care nu a existat o corelaŃie între diferiŃi parametrii ai regimului de tăiere.Conform parametrilor care definesc sistemul de tăiere pentru un anumit generator de plasmă există următorii parametrii de verificat:
CONSIDERAłII ASUPRA TEHNOLOGIILOR MODERNE DE TĂIERE MECANIZATĂ CU PLASMĂ - REZUMAT TEZA DE DOCTORAT -
Ing. Alexandru VAS TEZĂ DE DOCTORAT 24
- sistemul de tăiere (tipul generatorului de plasmă); - materialul de tăiat (oŃel carbon,oŃel inoxidabil,aluminiu); - grosimea maximă/minimă; - curentul de tăiere; - viteza de tăiere (maximă/minimă); - natura gazului plasmagen/gaz de protecŃie
(aer/aer;N2/aer;O2/aer;N2/CO2;H35/N2 ,etc); - debitele gazelor la pornire, plasmagen/protecŃie (mc/ora); - debitele gazelor în timpul tăierii,plasmagen/protecŃie; - presiunea gazelor, la pornire/în timpul tăierii (bar); - distanŃa diuza-piesa etc.
Verificarea permanentă a stării electrodului si a diuzei,prin măsurarea adăncimii eroziunii stiftului de hafniu sau de zirconiu si concentricitatea diuzei.Această operaŃie deşi este cea mai importantă din punct de vedere funcŃional,este foarte dificil de realizat.Dificultatea constă din aceia că producatorul autorizat pentru comercializarea pieselor de uzură oferă prea puŃine informatii in legatură cu timpul de utilizare a electrozilor,respectiv a diuzelor.În general în cartea tehnică se specifică numărul orelor de utilizare şi un număr maxim de aprinderi ale arcului pilot.Unii producători mai specifică şi adăncimea maximă admisă a eroziunii ştiftului de hafniu sau zirconiu după care trebuie înlocuit electrodul.În cazul folosirii aerului comprimat drept gaz plasmagen,toate datele ce privesc durata de utilizare a electrozilor este condiŃionată de calitatea aerului (umiditatea relativă,grad de puritate,lipsa suspensiilor de ulei etc.).Pentru aceste condiŃii prescrise, nu se specifică metodele de măsurare şi aparatura necesară,în schimb se oferă: filtre, uscătoare de aer,etc. În scopul rezolvării acestor probleme lucrarea prezintă rezultatele unor cercetări experimentale în baza cărora au fost emise metodele de măsurare indirectă a adăncimii de eroziune a electrozilor independent de tipul generatorului de plasmă.Metoda face o distincŃie între verificarea datelor primite de la producător în legatură cu timpul de utilizare a electrozilor si determinarea pe bază de masurători de lot, al acestui timp.Determinările se fac direct pe instalaŃia utilizatorului in condiŃiile de lucru concrete ( puritatea aerului, regimul tehnologic,numărul de aprinderi etc.). Între regimurile de tăiere, aspectul suprafeŃelor tăiate şi verificarea lor în conformitate cu actele normative ce privesc calitatea tăieturilor şi defectele constatate există anumite corelaŃii. Pentru a verifica natura defectului şi a cauzei care l-a generat s-au executat analize structurale prin microstructuri din probele rezultate dintr-un anumit regim de tăiere. Concluziile la care s-au ajuns, arată că orice defecŃiune ce provine din geometria tăieturii şi din aspect, are un corespondent în analiza metalografică a microstructurii probei respective.Această concluzie intăreşte justeŃea între prevederile actelor normative legate de calitatea tăieturilor şi regimul optim de
CONSIDERAłII ASUPRA TEHNOLOGIILOR MODERNE DE TĂIERE MECANIZATĂ CU PLASMĂ - REZUMAT TEZA DE DOCTORAT -
Ing. Alexandru VAS TEZĂ DE DOCTORAT 25
tăiere.Se poate afirma că respectănd regimul optim de tăiere,în mod implicit sunt îndeplinite condiŃiile de calitate impuse şi condiŃiile ce privesc analiza structurală a probelor.Există totuşi situaŃii în care este obligatoriu să fie cunoscute şi rezultatele analizelor structurale (Registrul naval,construcŃii aerospaŃiale,autorutiere s.a.).În cazul în care aceste analize nu corespund,obligatoriu trebuie să se elaboreze alte tehnologii. 3.4. Microstructuri ale probelor prelevate din materialul de bază şi din zona
influienŃată termic a materialelor tăiate Din materialele tăiate au fost prelevate probe ce conŃin zona influenŃată
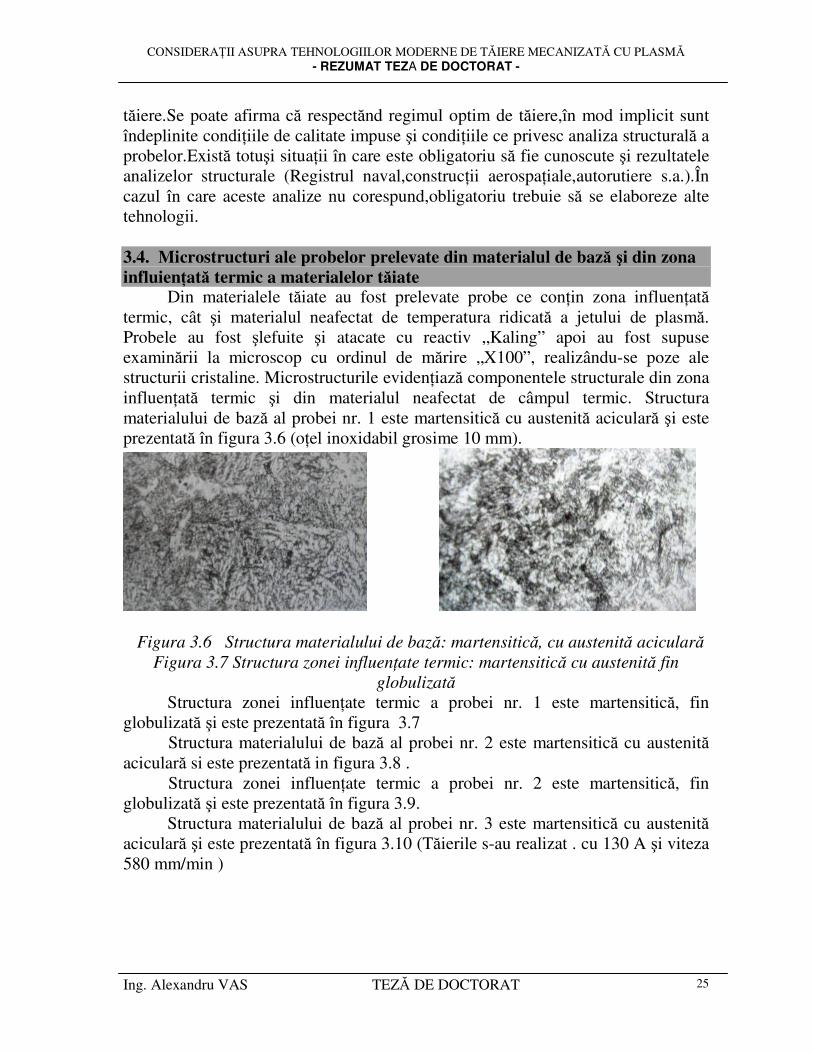
termic, cât şi materialul neafectat de temperatura ridicată a jetului de plasmă. Probele au fost şlefuite şi atacate cu reactiv „Kaling” apoi au fost supuse examinării la microscop cu ordinul de mărire „X100”, realizându-se poze ale structurii cristaline. Microstructurile evidenŃiază componentele structurale din zona influenŃată termic şi din materialul neafectat de câmpul termic. Structura materialului de bază al probei nr. 1 este martensitică cu austenită aciculară şi este prezentată în figura 3.6 (oŃel inoxidabil grosime 10 mm).
Figura 3.6 Structura materialului de bază: martensitică, cu austenită aciculară
Figura 3.7 Structura zonei influenŃate termic: martensitică cu austenită fin
globulizată
Structura zonei influenŃate termic a probei nr. 1 este martensitică, fin globulizată şi este prezentată în figura 3.7 Structura materialului de bază al probei nr. 2 este martensitică cu austenită aciculară si este prezentată in figura 3.8 .
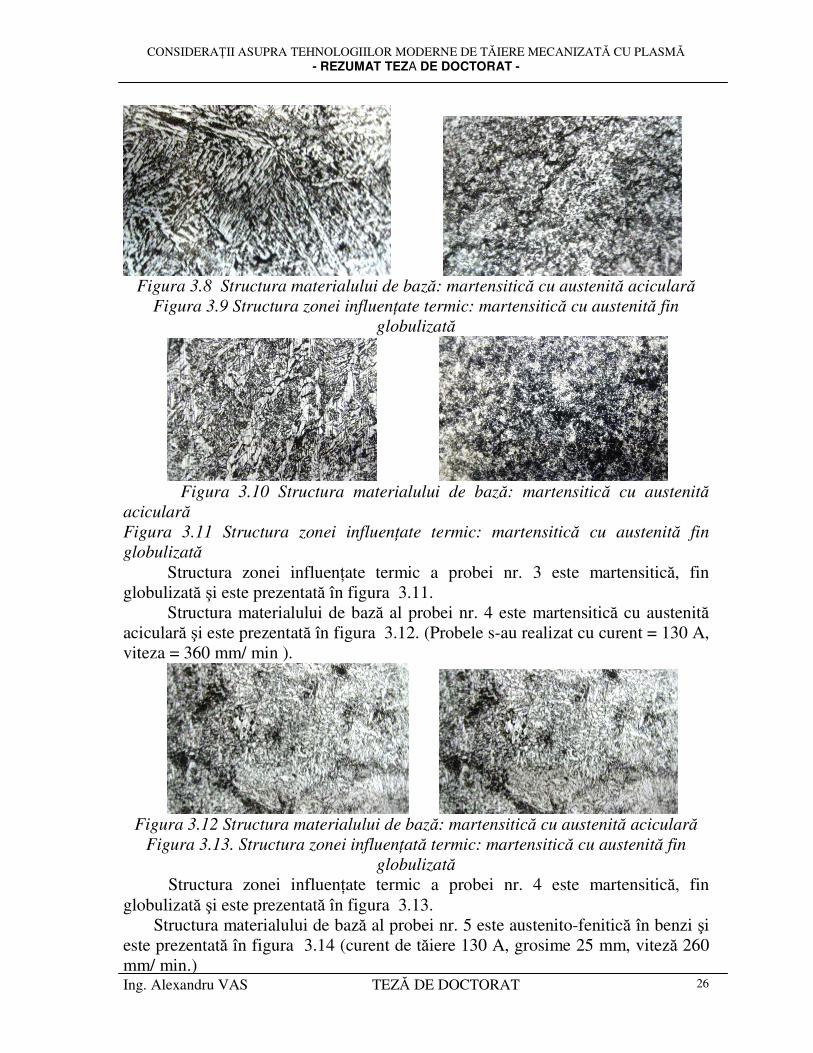
Structura zonei influenŃate termic a probei nr. 2 este martensitică, fin globulizată şi este prezentată în figura 3.9.
Structura materialului de bază al probei nr. 3 este martensitică cu austenită aciculară şi este prezentată în figura 3.10 (Tăierile s-au realizat . cu 130 A şi viteza 580 mm/min )
CONSIDERAłII ASUPRA TEHNOLOGIILOR MODERNE DE TĂIERE MECANIZATĂ CU PLASMĂ - REZUMAT TEZA DE DOCTORAT -
Ing. Alexandru VAS TEZĂ DE DOCTORAT 26
Figura 3.8 Structura materialului de bază: martensitică cu austenită aciculară
Figura 3.9 Structura zonei influenŃate termic: martensitică cu austenită fin
globulizată
Figura 3.10 Structura materialului de bază: martensitică cu austenită
aciculară
Figura 3.11 Structura zonei influenŃate termic: martensitică cu austenită fin
globulizată
Structura zonei influenŃate termic a probei nr. 3 este martensitică, fin globulizată şi este prezentată în figura 3.11.
Structura materialului de bază al probei nr. 4 este martensitică cu austenită aciculară şi este prezentată în figura 3.12. (Probele s-au realizat cu curent = 130 A, viteza = 360 mm/ min ).
Figura 3.12 Structura materialului de bază: martensitică cu austenită aciculară
Figura 3.13. Structura zonei influenŃată termic: martensitică cu austenită fin
globulizată
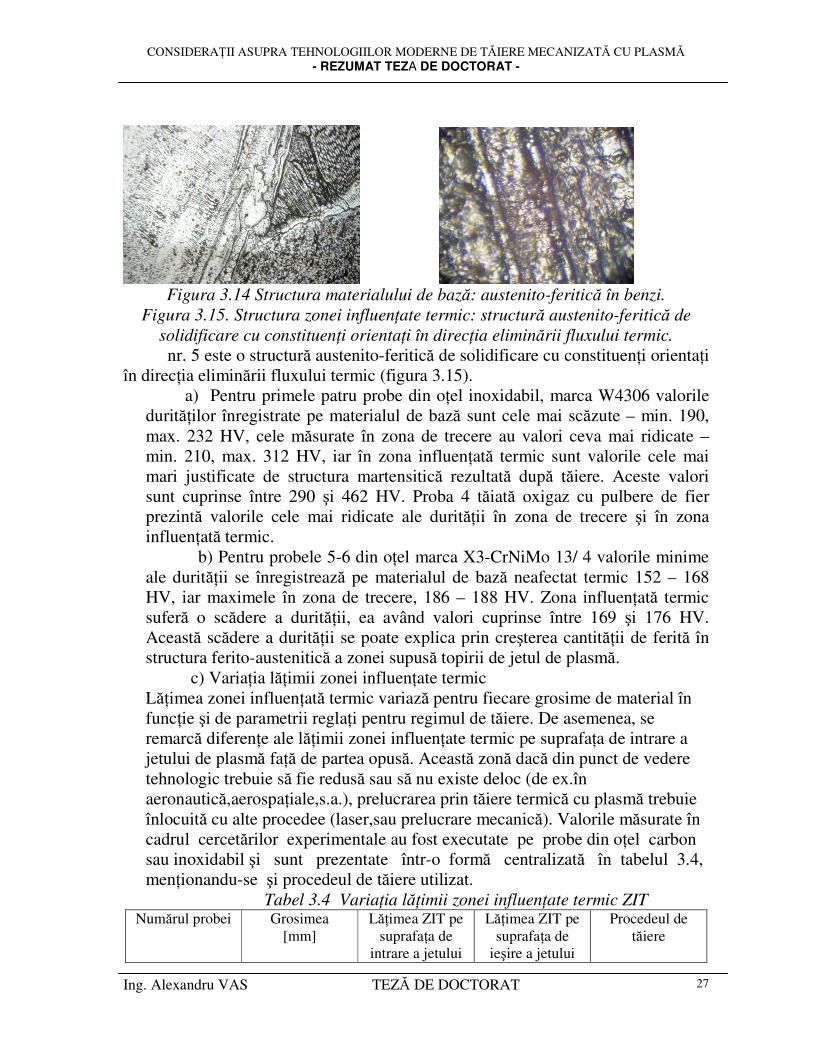
Structura zonei influenŃate termic a probei nr. 4 este martensitică, fin globulizată şi este prezentată în figura 3.13. Structura materialului de bază al probei nr. 5 este austenito-fenitică în benzi şi este prezentată în figura 3.14 (curent de tăiere 130 A, grosime 25 mm, viteză 260 mm/ min.)
CONSIDERAłII ASUPRA TEHNOLOGIILOR MODERNE DE TĂIERE MECANIZATĂ CU PLASMĂ - REZUMAT TEZA DE DOCTORAT -
Ing. Alexandru VAS TEZĂ DE DOCTORAT 27
Figura 3.14 Structura materialului de bază: austenito-feritică în benzi.
Figura 3.15. Structura zonei influenŃate termic: structură austenito-feritică de
solidificare cu constituenŃi orientaŃi în direcŃia eliminării fluxului termic.
nr. 5 este o structură austenito-feritică de solidificare cu constituenŃi orientaŃi în direcŃia eliminării fluxului termic (figura 3.15).
a) Pentru primele patru probe din oŃel inoxidabil, marca W4306 valorile durităŃilor înregistrate pe materialul de bază sunt cele mai scăzute – min. 190, max. 232 HV, cele măsurate în zona de trecere au valori ceva mai ridicate – min. 210, max. 312 HV, iar în zona influenŃată termic sunt valorile cele mai mari justificate de structura martensitică rezultată după tăiere. Aceste valori sunt cuprinse între 290 şi 462 HV. Proba 4 tăiată oxigaz cu pulbere de fier prezintă valorile cele mai ridicate ale durităŃii în zona de trecere şi în zona influenŃată termic. b) Pentru probele 5-6 din oŃel marca X3-CrNiMo 13/ 4 valorile minime ale durităŃii se înregistrează pe materialul de bază neafectat termic 152 – 168 HV, iar maximele în zona de trecere, 186 – 188 HV. Zona influenŃată termic suferă o scădere a durităŃii, ea având valori cuprinse între 169 şi 176 HV. Această scădere a durităŃii se poate explica prin creşterea cantităŃii de ferită în structura ferito-austenitică a zonei supusă topirii de jetul de plasmă.
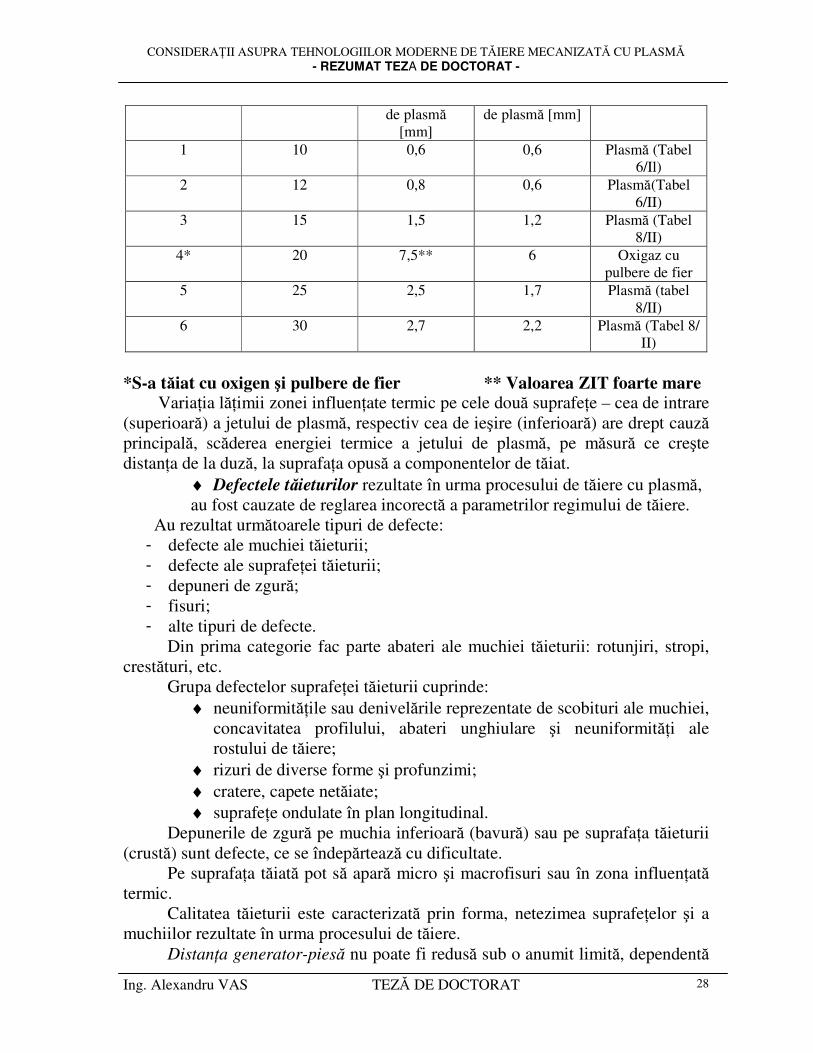
c) VariaŃia lăŃimii zonei influenŃate termic LăŃimea zonei influenŃată termic variază pentru fiecare grosime de material în funcŃie şi de parametrii reglaŃi pentru regimul de tăiere. De asemenea, se remarcă diferenŃe ale lăŃimii zonei influenŃate termic pe suprafaŃa de intrare a jetului de plasmă faŃă de partea opusă. Această zonă dacă din punct de vedere tehnologic trebuie să fie redusă sau să nu existe deloc (de ex.în aeronautică,aerospaŃiale,s.a.), prelucrarea prin tăiere termică cu plasmă trebuie înlocuită cu alte procedee (laser,sau prelucrare mecanică). Valorile măsurate în cadrul cercetărilor experimentale au fost executate pe probe din oŃel carbon sau inoxidabil şi sunt prezentate într-o formă centralizată în tabelul 3.4, menŃionandu-se şi procedeul de tăiere utilizat.
Tabel 3.4 VariaŃia lăŃimii zonei influenŃate termic ZIT Numărul probei Grosimea
[mm] LăŃimea ZIT pe
suprafaŃa de intrare a jetului
LăŃimea ZIT pe suprafaŃa de
ieşire a jetului
Procedeul de tăiere
CONSIDERAłII ASUPRA TEHNOLOGIILOR MODERNE DE TĂIERE MECANIZATĂ CU PLASMĂ - REZUMAT TEZA DE DOCTORAT -
Ing. Alexandru VAS TEZĂ DE DOCTORAT 28
de plasmă [mm]
de plasmă [mm]
1 10 0,6 0,6 Plasmă (Tabel 6/Il)
2 12 0,8 0,6 Plasmă(Tabel 6/II)
3 15 1,5 1,2 Plasmă (Tabel 8/II)
4* 20 7,5** 6 Oxigaz cu pulbere de fier
5 25 2,5 1,7 Plasmă (tabel 8/II)
6 30 2,7 2,2 Plasmă (Tabel 8/ II)
*S-a tăiat cu oxigen şi pulbere de fier ** Valoarea ZIT foarte mare VariaŃia lăŃimii zonei influenŃate termic pe cele două suprafeŃe – cea de intrare (superioară) a jetului de plasmă, respectiv cea de ieşire (inferioară) are drept cauză principală, scăderea energiei termice a jetului de plasmă, pe măsură ce creşte distanŃa de la duză, la suprafaŃa opusă a componentelor de tăiat.
♦ Defectele tăieturilor rezultate în urma procesului de tăiere cu plasmă, au fost cauzate de reglarea incorectă a parametrilor regimului de tăiere.
Au rezultat următoarele tipuri de defecte: - defecte ale muchiei tăieturii; - defecte ale suprafeŃei tăieturii; - depuneri de zgură; - fisuri; - alte tipuri de defecte.
Din prima categorie fac parte abateri ale muchiei tăieturii: rotunjiri, stropi, crestături, etc.
Grupa defectelor suprafeŃei tăieturii cuprinde: ♦ neuniformităŃile sau denivelările reprezentate de scobituri ale muchiei,
concavitatea profilului, abateri unghiulare şi neuniformităŃi ale rostului de tăiere;
♦ rizuri de diverse forme şi profunzimi; ♦ cratere, capete netăiate; ♦ suprafeŃe ondulate în plan longitudinal.
Depunerile de zgură pe muchia inferioară (bavură) sau pe suprafaŃa tăieturii (crustă) sunt defecte, ce se îndepărtează cu dificultate.
Pe suprafaŃa tăiată pot să apară micro şi macrofisuri sau în zona influenŃată termic.
Calitatea tăieturii este caracterizată prin forma, netezimea suprafeŃelor şi a muchiilor rezultate în urma procesului de tăiere.
DistanŃa generator-piesă nu poate fi redusă sub o anumit limită, dependentă
CONSIDERAłII ASUPRA TEHNOLOGIILOR MODERNE DE TĂIERE MECANIZATĂ CU PLASMĂ - REZUMAT TEZA DE DOCTORAT -
Ing. Alexandru VAS TEZĂ DE DOCTORAT 29
de puterea Pe absorbită în arc. Limitarea apare datorită formării arcului secundar, a acŃiunii radiaŃiilor termice asupra generatorului, etc.
S-a constatat că unghiul φ de înclinaŃie a marginilor creşte odată cu mărirea vitezei de tăiere Vp. Unghiul φ devine negativ dacă viteza de tăiere scade sub o anumită limită, sau când conŃinutul de hidrogen din amestecul gazului plasmagen H35 este prea mare. Prin creşterea puterii electrice absorbite Pe sau a debitului de gaz plasmagen, unghiul φ scade iar odată cu creşterea distanŃei generator – placă, unghiul φ creşte.
Rotunjirea muchiilor a fost cauzată de o puternică insuficienŃă, de viteza de lucru prea mare sau o distanŃă excesivă între generator şi placă. Prin reducerea vitezei de tăiere s-a obŃinut o ameliorare.
Gradul de neuniformitate privind rugozitatea suprafeŃelor tăiate în general este mai mare pe una din laturi, datorită efectului de turbionare. Dacă nu se include hidrogen în amestecul plasmagen (H35), suprafeŃele tăieturilor vor prezenta striuri.
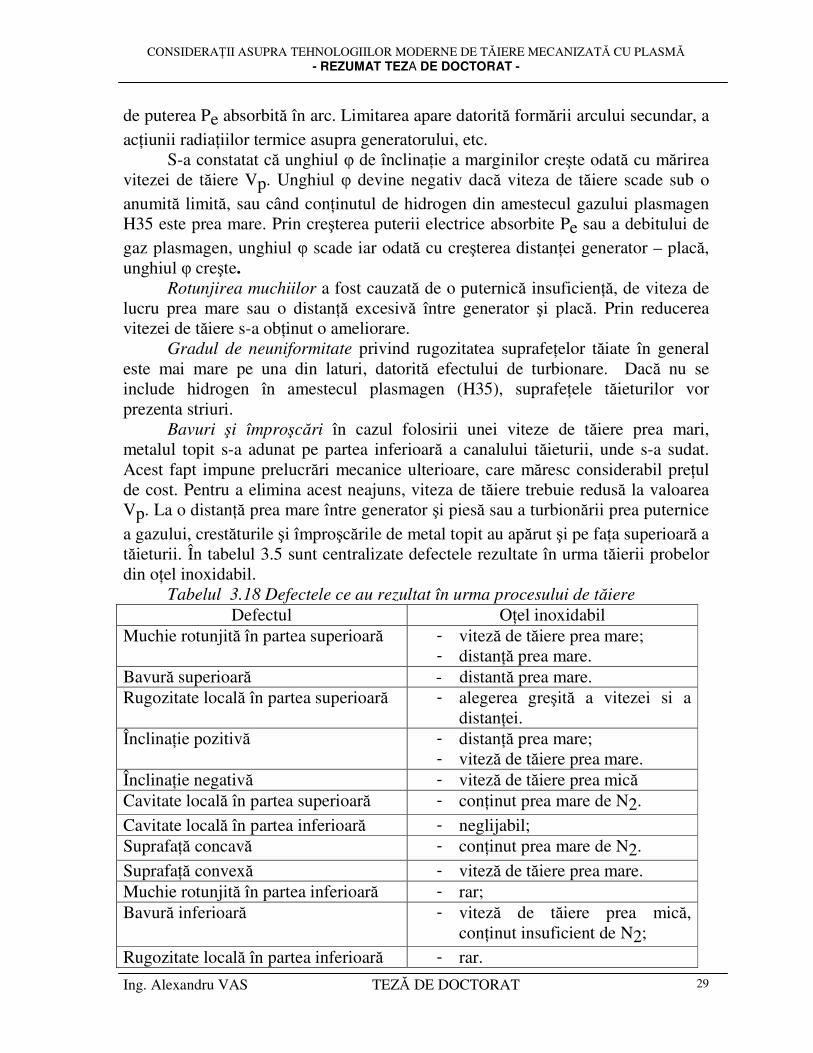
Bavuri şi împroşcări în cazul folosirii unei viteze de tăiere prea mari, metalul topit s-a adunat pe partea inferioară a canalului tăieturii, unde s-a sudat. Acest fapt impune prelucrări mecanice ulterioare, care măresc considerabil preŃul de cost. Pentru a elimina acest neajuns, viteza de tăiere trebuie redusă la valoarea Vp. La o distanŃă prea mare între generator şi piesă sau a turbionării prea puternice a gazului, crestăturile şi împroşcările de metal topit au apărut şi pe faŃa superioară a tăieturii. În tabelul 3.5 sunt centralizate defectele rezultate în urma tăierii probelor din oŃel inoxidabil.
Tabelul 3.18 Defectele ce au rezultat în urma procesului de tăiere Defectul OŃel inoxidabil
Muchie rotunjită în partea superioară - viteză de tăiere prea mare; - distanŃă prea mare.
Bavură superioară - distantă prea mare. Rugozitate locală în partea superioară - alegerea greşită a vitezei si a
distanŃei. ÎnclinaŃie pozitivă - distanŃă prea mare;
- viteză de tăiere prea mare. ÎnclinaŃie negativă - viteză de tăiere prea mică Cavitate locală în partea superioară - conŃinut prea mare de N2.
Cavitate locală în partea inferioară - neglijabil; SuprafaŃă concavă - conŃinut prea mare de N2.
SuprafaŃă convexă - viteză de tăiere prea mare. Muchie rotunjită în partea inferioară - rar; Bavură inferioară - viteză de tăiere prea mică,
conŃinut insuficient de N2;
Rugozitate locală în partea inferioară - rar.
CONSIDERAłII ASUPRA TEHNOLOGIILOR MODERNE DE TĂIERE MECANIZATĂ CU PLASMĂ - REZUMAT TEZA DE DOCTORAT -
Ing. Alexandru VAS TEZĂ DE DOCTORAT 30
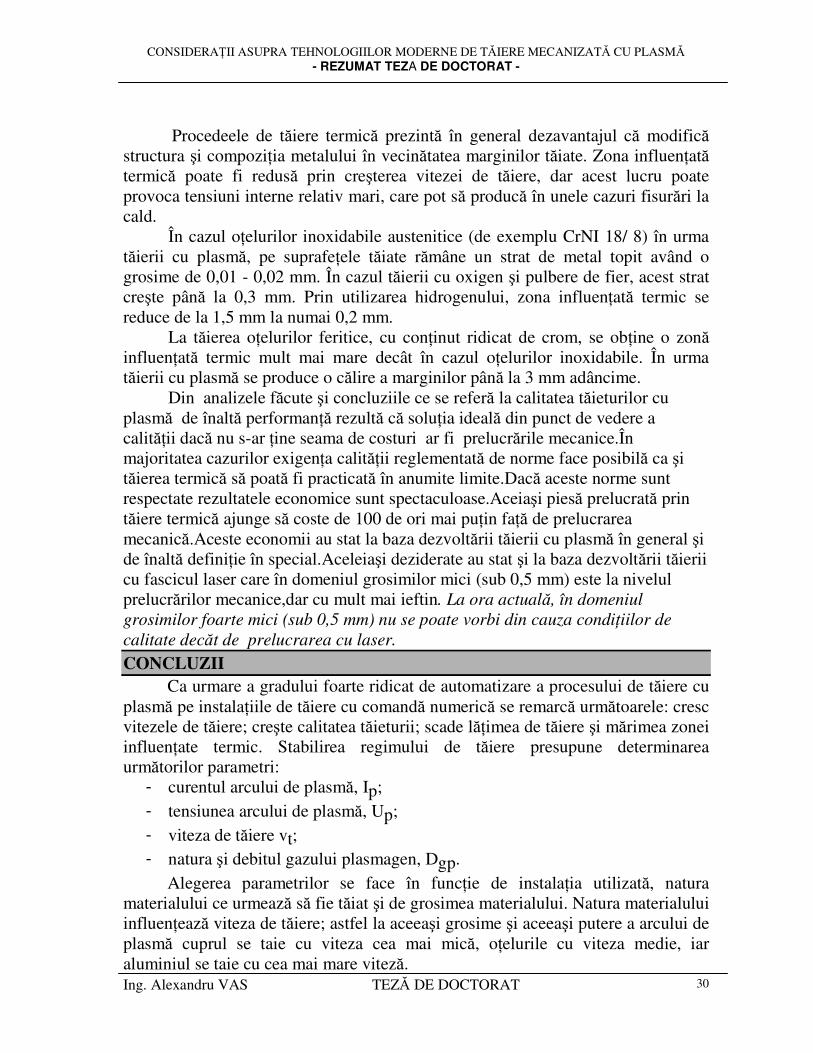
Procedeele de tăiere termică prezintă în general dezavantajul că modifică
structura şi compoziŃia metalului în vecinătatea marginilor tăiate. Zona influenŃată termică poate fi redusă prin creşterea vitezei de tăiere, dar acest lucru poate provoca tensiuni interne relativ mari, care pot să producă în unele cazuri fisurări la cald. În cazul oŃelurilor inoxidabile austenitice (de exemplu CrNI 18/ 8) în urma tăierii cu plasmă, pe suprafeŃele tăiate rămâne un strat de metal topit având o grosime de 0,01 - 0,02 mm. În cazul tăierii cu oxigen şi pulbere de fier, acest strat creşte până la 0,3 mm. Prin utilizarea hidrogenului, zona influenŃată termic se reduce de la 1,5 mm la numai 0,2 mm. La tăierea oŃelurilor feritice, cu conŃinut ridicat de crom, se obŃine o zonă influenŃată termic mult mai mare decât în cazul oŃelurilor inoxidabile. În urma tăierii cu plasmă se produce o călire a marginilor până la 3 mm adâncime.
Din analizele făcute şi concluziile ce se referă la calitatea tăieturilor cu plasmă de înaltă performanŃă rezultă că soluŃia ideală din punct de vedere a calităŃii dacă nu s-ar Ńine seama de costuri ar fi prelucrările mecanice.În majoritatea cazurilor exigenŃa calităŃii reglementată de norme face posibilă ca şi tăierea termică să poată fi practicată în anumite limite.Dacă aceste norme sunt respectate rezultatele economice sunt spectaculoase.Aceiaşi piesă prelucrată prin tăiere termică ajunge să coste de 100 de ori mai puŃin faŃă de prelucrarea mecanică.Aceste economii au stat la baza dezvoltării tăierii cu plasmă în general şi de înaltă definiŃie în special.Aceleiaşi deziderate au stat şi la baza dezvoltării tăierii cu fascicul laser care în domeniul grosimilor mici (sub 0,5 mm) este la nivelul prelucrărilor mecanice,dar cu mult mai ieftin. La ora actuală, în domeniul
grosimilor foarte mici (sub 0,5 mm) nu se poate vorbi din cauza condiŃiilor de
calitate decăt de prelucrarea cu laser. CONCLUZII
Ca urmare a gradului foarte ridicat de automatizare a procesului de tăiere cu plasmă pe instalaŃiile de tăiere cu comandă numerică se remarcă următoarele: cresc vitezele de tăiere; creşte calitatea tăieturii; scade lăŃimea de tăiere şi mărimea zonei influenŃate termic. Stabilirea regimului de tăiere presupune determinarea următorilor parametri:
- curentul arcului de plasmă, Ip; - tensiunea arcului de plasmă, Up; - viteza de tăiere vt; - natura şi debitul gazului plasmagen, Dgp.
Alegerea parametrilor se face în funcŃie de instalaŃia utilizată, natura materialului ce urmează să fie tăiat şi de grosimea materialului. Natura materialului influenŃează viteza de tăiere; astfel la aceeaşi grosime şi aceeaşi putere a arcului de plasmă cuprul se taie cu viteza cea mai mică, oŃelurile cu viteza medie, iar aluminiul se taie cu cea mai mare viteză.
CONSIDERAłII ASUPRA TEHNOLOGIILOR MODERNE DE TĂIERE MECANIZATĂ CU PLASMĂ - REZUMAT TEZA DE DOCTORAT -
Ing. Alexandru VAS TEZĂ DE DOCTORAT 31
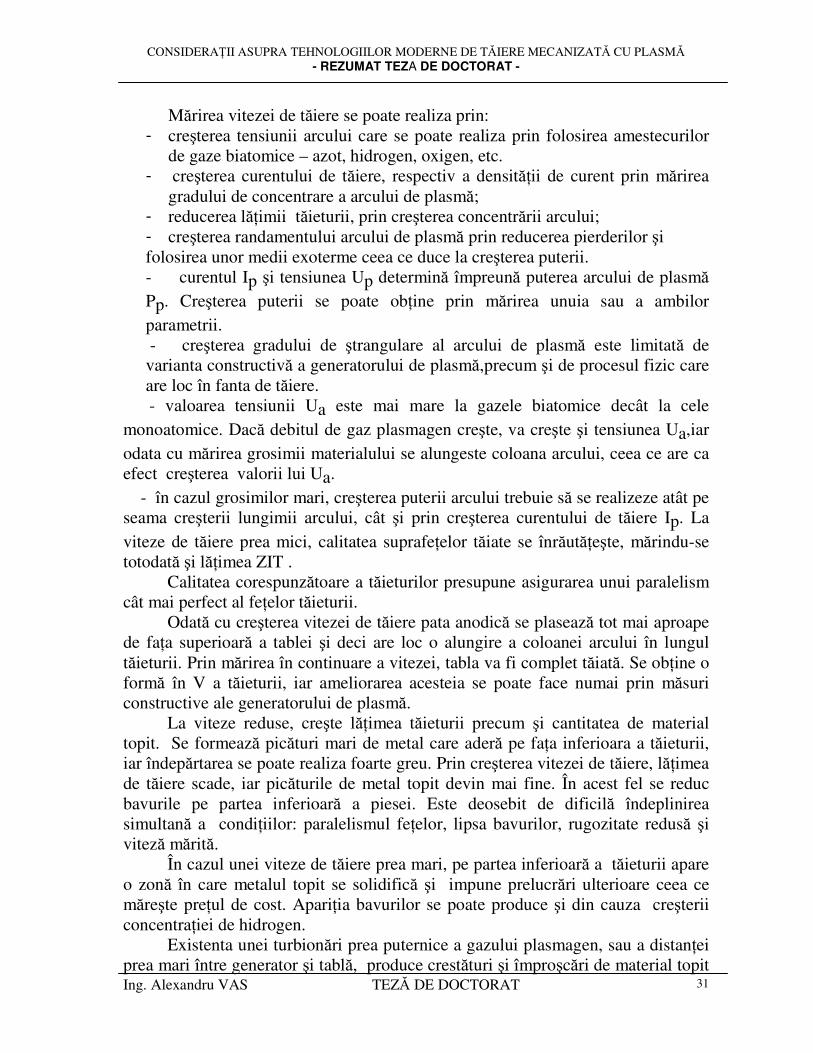
Mărirea vitezei de tăiere se poate realiza prin: - creşterea tensiunii arcului care se poate realiza prin folosirea amestecurilor
de gaze biatomice – azot, hidrogen, oxigen, etc. - creşterea curentului de tăiere, respectiv a densităŃii de curent prin mărirea
gradului de concentrare a arcului de plasmă; - reducerea lăŃimii tăieturii, prin creşterea concentrării arcului; - creşterea randamentului arcului de plasmă prin reducerea pierderilor şi folosirea unor medii exoterme ceea ce duce la creşterea puterii. - curentul Ip şi tensiunea Up determină împreună puterea arcului de plasmă Pp. Creşterea puterii se poate obŃine prin mărirea unuia sau a ambilor parametrii. - creşterea gradului de ştrangulare al arcului de plasmă este limitată de varianta constructivă a generatorului de plasmă,precum şi de procesul fizic care are loc în fanta de tăiere.
- valoarea tensiunii Ua este mai mare la gazele biatomice decât la cele monoatomice. Dacă debitul de gaz plasmagen creşte, va creşte şi tensiunea Ua,iar odata cu mărirea grosimii materialului se alungeste coloana arcului, ceea ce are ca efect creşterea valorii lui Ua. - în cazul grosimilor mari, creşterea puterii arcului trebuie să se realizeze atât pe seama creşterii lungimii arcului, cât şi prin creşterea curentului de tăiere Ip. La viteze de tăiere prea mici, calitatea suprafeŃelor tăiate se înrăutăŃeşte, mărindu-se totodată şi lăŃimea ZIT .
Calitatea corespunzătoare a tăieturilor presupune asigurarea unui paralelism cât mai perfect al feŃelor tăieturii.
Odată cu creşterea vitezei de tăiere pata anodică se plasează tot mai aproape de faŃa superioară a tablei şi deci are loc o alungire a coloanei arcului în lungul tăieturii. Prin mărirea în continuare a vitezei, tabla va fi complet tăiată. Se obŃine o formă în V a tăieturii, iar ameliorarea acesteia se poate face numai prin măsuri constructive ale generatorului de plasmă.
La viteze reduse, creşte lăŃimea tăieturii precum şi cantitatea de material topit. Se formează picături mari de metal care aderă pe faŃa inferioara a tăieturii, iar îndepărtarea se poate realiza foarte greu. Prin creşterea vitezei de tăiere, lăŃimea de tăiere scade, iar picăturile de metal topit devin mai fine. În acest fel se reduc bavurile pe partea inferioară a piesei. Este deosebit de dificilă îndeplinirea simultană a condiŃiilor: paralelismul feŃelor, lipsa bavurilor, rugozitate redusă şi viteză mărită.
În cazul unei viteze de tăiere prea mari, pe partea inferioară a tăieturii apare o zonă în care metalul topit se solidifică şi impune prelucrări ulterioare ceea ce măreşte preŃul de cost. ApariŃia bavurilor se poate produce şi din cauza creşterii concentraŃiei de hidrogen.
Existenta unei turbionări prea puternice a gazului plasmagen, sau a distanŃei prea mari între generator şi tablă, produce crestături şi împroşcări de material topit
CONSIDERAłII ASUPRA TEHNOLOGIILOR MODERNE DE TĂIERE MECANIZATĂ CU PLASMĂ - REZUMAT TEZA DE DOCTORAT -
Ing. Alexandru VAS TEZĂ DE DOCTORAT 32
pe faŃa superioară a suprafeŃelor tăiate. Unghiul de înclinare a marginilor creşte odată cu mărirea vitezei de tăiere.
Unghiul devine negativ dacă viteza de tăiere scade sub o anumită limită sau când conŃinutul de hidrogen din gazul plasmagen este prea mare. Prin creşterea puterii electrice absorbite Pe, sau a debitului de gaz plasmagen, unghiul de înclinare scade.
Natura gazului plasmagen – determină implicit creşterea vitezei de tăiere. Concentrarea energetică mărită se poate obŃine prin folosirea hidrogenului în amestec cu argonul. Hidrogenul absoarbe o cantitate însemnată de energie pentru ionizare, ceea ce are un efect de răcire asupra coloanei arcului de plasmă. Arcul se contractă şi energia specifică creşte. Dacă creşte puterea absorbită de arc, concentrarea de energie scade iar tăierea unor grosimi mari de material este imposibilă. Rugozitatea suprafeŃelor tăiate în majoritatea cazurilor este mai mare pe una din laturi.
DistanŃa generator – piesă, nu trebuie să fie redusă sub o anumită limită considerată critică. La micşorarea excesivă a distanŃei, apare pericolul amorsării arcelor electrice secundare şi topirea sau arderea diuzei generatorului de plasmă. Rezultatele experimentale prezentate în capitolul II pun în evidenŃă în cazul debitării unor probe de diferite grosimi, felul în care parametrii principali ai regimului de tăiere, influenŃează calitatea şi structura suprafeŃelor rezultate după tăiere.
CAPITOLUL 4
Cap. 4. Cercetări experimentale privind determinarea duratei de viaŃă a
electrozilor de tăiere cu plasmă si crearea unui echipament electronic de
determinare a eroziunii electrodului
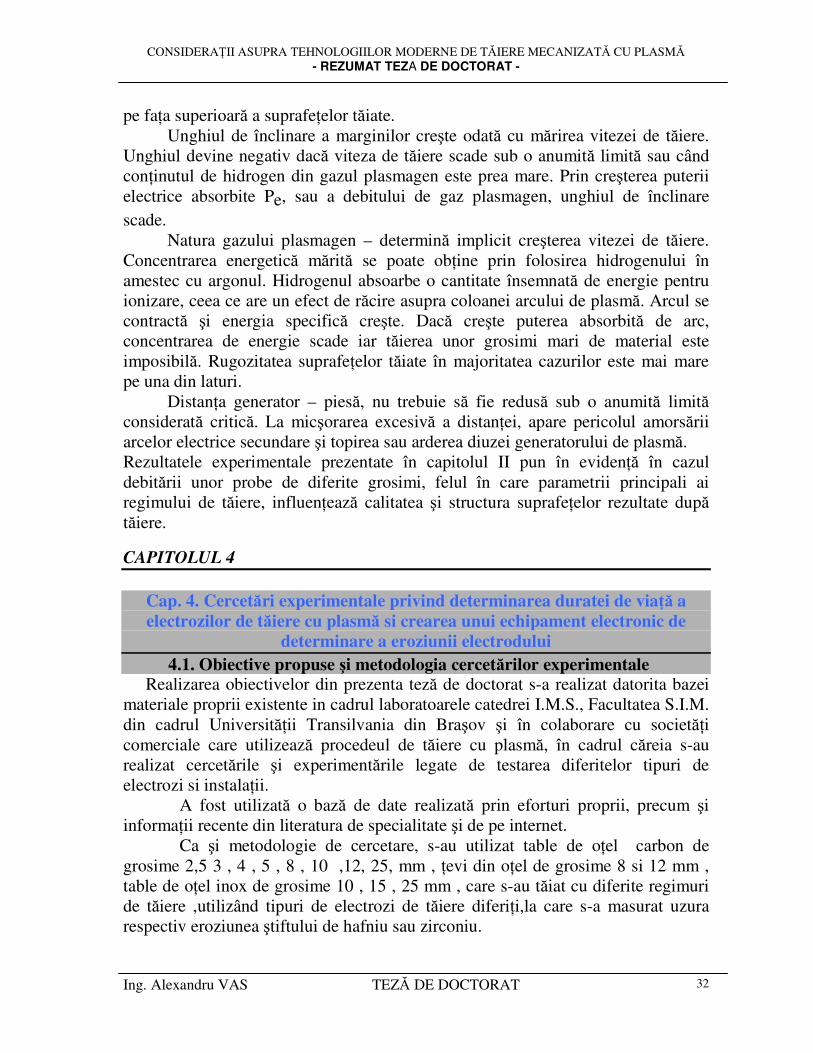
4.1. Obiective propuse şi metodologia cercetărilor experimentale Realizarea obiectivelor din prezenta teză de doctorat s-a realizat datorita bazei
materiale proprii existente in cadrul laboratoarele catedrei I.M.S., Facultatea S.I.M. din cadrul UniversităŃii Transilvania din Braşov şi în colaborare cu societăŃi comerciale care utilizează procedeul de tăiere cu plasmă, în cadrul căreia s-au realizat cercetările şi experimentările legate de testarea diferitelor tipuri de electrozi si instalaŃii.
A fost utilizată o bază de date realizată prin eforturi proprii, precum şi informaŃii recente din literatura de specialitate şi de pe internet.
Ca şi metodologie de cercetare, s-au utilizat table de oŃel carbon de grosime 2,5 3 , 4 , 5 , 8 , 10 ,12, 25, mm , Ńevi din oŃel de grosime 8 si 12 mm , table de oŃel inox de grosime 10 , 15 , 25 mm , care s-au tăiat cu diferite regimuri de tăiere ,utilizând tipuri de electrozi de tăiere diferiŃi,la care s-a masurat uzura respectiv eroziunea ştiftului de hafniu sau zirconiu.

CONSIDERAłII ASUPRA TEHNOLOGIILOR MODERNE DE TĂIERE MECANIZATĂ CU PLASMĂ - REZUMAT TEZA DE DOCTORAT -
Ing. Alexandru VAS TEZĂ DE DOCTORAT 33
4.2. Cercetări şi experimentări cu echipamentul electronic de
determinare a eroziunii electrodului În cazul utilizării gazelor plasmagene cu conŃinut de oxigen,cercetările au
arătat că metalele refractare ca: zirconiul, hafniul şi beriliul absorb oxigenul şi azotul, formănd straturi de oxizi şi nitruri în zona de emisie a electronilor.Aceste straturi se caracterizează printr-o mare capacitate de termoemisie şi o rezistenŃă electrică scăzuta.Cănd temperatura creşte de la 1000K la 2300K rezistenŃa specifică scade de la 0,0008 ohm/cm la 0,0000004 ohm/cm.Ca urmare,căldura dezvoltată în electrod prin trecerea curentului de tăiere l-ar putea distruge. Pentru a se evita acest fenomen nedorit,catozii din zirconiu sau hafniu se execută sub forma unor stifturi presate în corpul de cupru al electrodului.Rezultate bune s-au obŃinut în ultimul timp prin învelirea stiftului din zirconiu sau hafniu cu un strat de argint care mareşte cedarea căldurii.Pata catodică poate fi privită ca o sursă termică concentrată sub acŃiunea căreia apare un câmp termic.Conductibilitatea redusă a zirconiului determină un gradient de temperatură relativ mare,motiv pentru care porŃiunea topită la capătul de lucru al catodului este redusă.Cercetări efectuate au aratat că pelicula de pe suprafaŃa frontală a stiftului din zirconiu este formată din două straturi.Primul strat aflat în spre exterior este format din oxid de zirconiu ( ZrO2) şi asigură existenŃa petei catodice,datorită lucrului mecanic de ieşire scăzut.Cel de al doilea strat conŃine o cantitate însemnată de nitruri şi dacă curentul nu depăşeşte 85-90 A,grosimea acestuia este redusă (sub 0.1 mm).Cănd curentul atinge 100A,pelicula interioară se topeşte,iar metalul se combină cu oxigenul din aer,în felul acesta se formează o adâncitură sub forma unui crater.Diametrul şi adâncimea acestuia depind de intensitatea curentului, de centrarea craterului în axa generatorului de plasmă,numărul de aprinderi şi timpul total de folosire. Cercetările experimentale efectuate în cadrul prezentei lucrări au evidenŃiat faptul că durata de viaŃa a electrodului depinde de factorii enumeraŃi mai sus la care se mai adaugă şi calitatea aerului plasmagen care trebuie să fie lipsit de umiditate şi ulei.ToŃi aceşti factori determină în final în anumite condiŃii date timpul de viaŃa a electrodului Te. Firmele producătoare de electrozi şi diuze nu comunică un timp real de utilizare pentru electrozi.În cataloage se specifică numai condiŃiile şi foarte rar se menŃionează în cartea tehnică timpii după care este obligatoriu schimbarea electrozilor.Deoarece odată ce eroziunea stiftului depaşeşte anumite limite centrarea arcului nu se mai poate realiza,urmează imediat şi distrugerea diuzei.Dacă electrodul erodat a fost schimbat la timp,diuza se mai poate utiliza încă un interval de timp.In cadrul cercetărilor experimentale s-a pus accentul pe determinarea intervalului de timp pentru schimbarea obligatorie a electrodului (Te) şi de schimbare a diuzei (Td).Dacă electrodul nu se schimbă la depăşirea duratei Te, urmează distrugerea diuzei şi în condiŃiile tăierii cu maşini automate,este compromisă tăietura. În cadrul lucrării s-a conceput un dispozitiv pentru măsurarea adâncimii craterului (h) în ştiftul de hafniu sau zirconiu în anumite intervale de timp.Odată
CONSIDERAłII ASUPRA TEHNOLOGIILOR MODERNE DE TĂIERE MECANIZATĂ CU PLASMĂ - REZUMAT TEZA DE DOCTORAT -
Ing. Alexandru VAS TEZĂ DE DOCTORAT 34
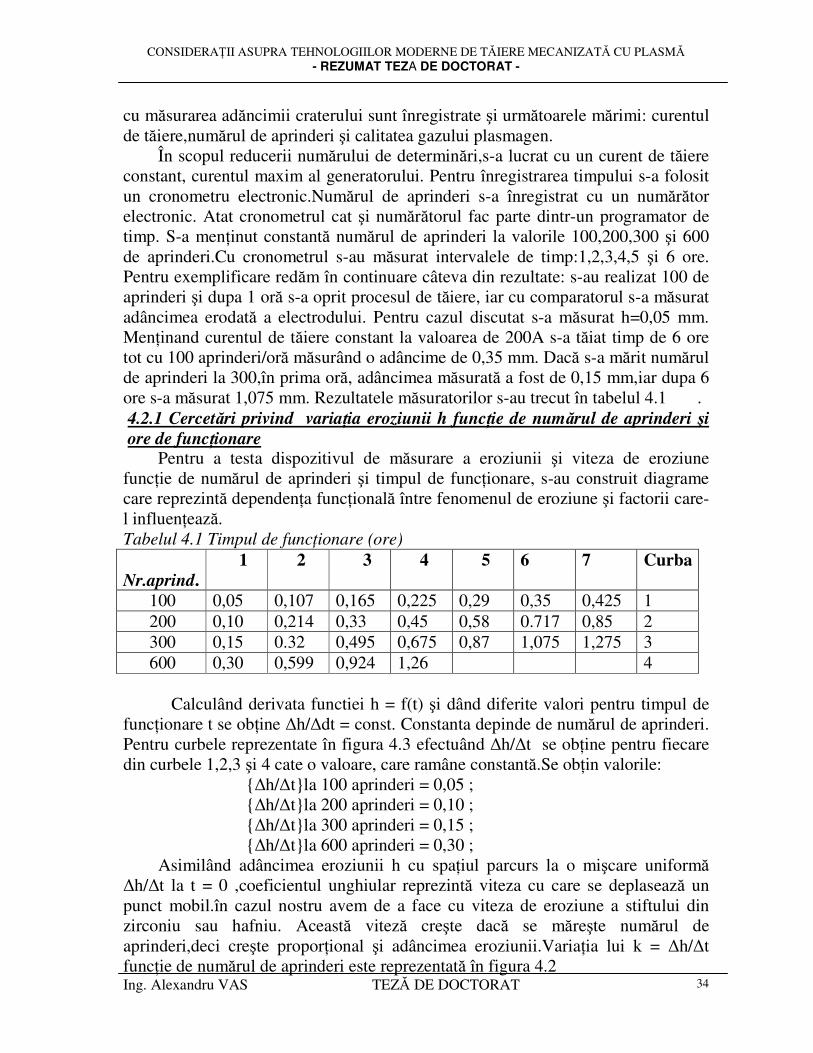
cu măsurarea adăncimii craterului sunt înregistrate şi următoarele mărimi: curentul de tăiere,numărul de aprinderi şi calitatea gazului plasmagen. În scopul reducerii numărului de determinări,s-a lucrat cu un curent de tăiere constant, curentul maxim al generatorului. Pentru înregistrarea timpului s-a folosit un cronometru electronic.Numărul de aprinderi s-a înregistrat cu un numărător electronic. Atat cronometrul cat şi numărătorul fac parte dintr-un programator de timp. S-a menŃinut constantă numărul de aprinderi la valorile 100,200,300 şi 600 de aprinderi.Cu cronometrul s-au măsurat intervalele de timp:1,2,3,4,5 şi 6 ore. Pentru exemplificare redăm în continuare câteva din rezultate: s-au realizat 100 de aprinderi şi dupa 1 oră s-a oprit procesul de tăiere, iar cu comparatorul s-a măsurat adâncimea erodată a electrodului. Pentru cazul discutat s-a măsurat h=0,05 mm. MenŃinand curentul de tăiere constant la valoarea de 200A s-a tăiat timp de 6 ore tot cu 100 aprinderi/oră măsurând o adâncime de 0,35 mm. Dacă s-a mărit numărul de aprinderi la 300,în prima oră, adâncimea măsurată a fost de 0,15 mm,iar dupa 6 ore s-a măsurat 1,075 mm. Rezultatele măsuratorilor s-au trecut în tabelul 4.1 . 4.2.1 Cercetări privind variaŃia eroziunii h funcŃie de numărul de aprinderi şi ore de funcŃionare
Pentru a testa dispozitivul de măsurare a eroziunii şi viteza de eroziune funcŃie de numărul de aprinderi şi timpul de funcŃionare, s-au construit diagrame
care reprezintă dependenŃa funcŃională între fenomenul de eroziune şi factorii care-l influenŃează. Tabelul 4.1 Timpul de funcŃionare (ore)
Nr.aprind.
1 2 3 4 5 6 7 Curba
100 0,05 0,107 0,165 0,225 0,29 0,35 0,425 1 200 0,10 0,214 0,33 0,45 0,58 0.717 0,85 2 300 0,15 0.32 0,495 0,675 0,87 1,075 1,275 3 600 0,30 0,599 0,924 1,26 4 Calculând derivata functiei h = f(t) şi dând diferite valori pentru timpul de funcŃionare t se obŃine ∆h/∆dt = const. Constanta depinde de numărul de aprinderi. Pentru curbele reprezentate în figura 4.3 efectuând ∆h/∆t se obŃine pentru fiecare din curbele 1,2,3 şi 4 cate o valoare, care ramâne constantă.Se obŃin valorile: {∆h/∆t}la 100 aprinderi = 0,05 ; {∆h/∆t}la 200 aprinderi = 0,10 ; {∆h/∆t}la 300 aprinderi = 0,15 ; {∆h/∆t}la 600 aprinderi = 0,30 ; Asimilând adâncimea eroziunii h cu spaŃiul parcurs la o mişcare uniformă ∆h/∆t la t = 0 ,coeficientul unghiular reprezintă viteza cu care se deplasează un punct mobil.în cazul nostru avem de a face cu viteza de eroziune a stiftului din zirconiu sau hafniu. Această viteză creşte dacă se măreşte numărul de aprinderi,deci creşte proporŃional şi adâncimea eroziunii.VariaŃia lui k = ∆h/∆t funcŃie de numărul de aprinderi este reprezentată în figura 4.2
CONSIDERAłII ASUPRA TEHNOLOGIILOR MODERNE DE TĂIERE MECANIZATĂ CU PLASMĂ - REZUMAT TEZA DE DOCTORAT -
Ing. Alexandru VAS TEZĂ DE DOCTORAT 35
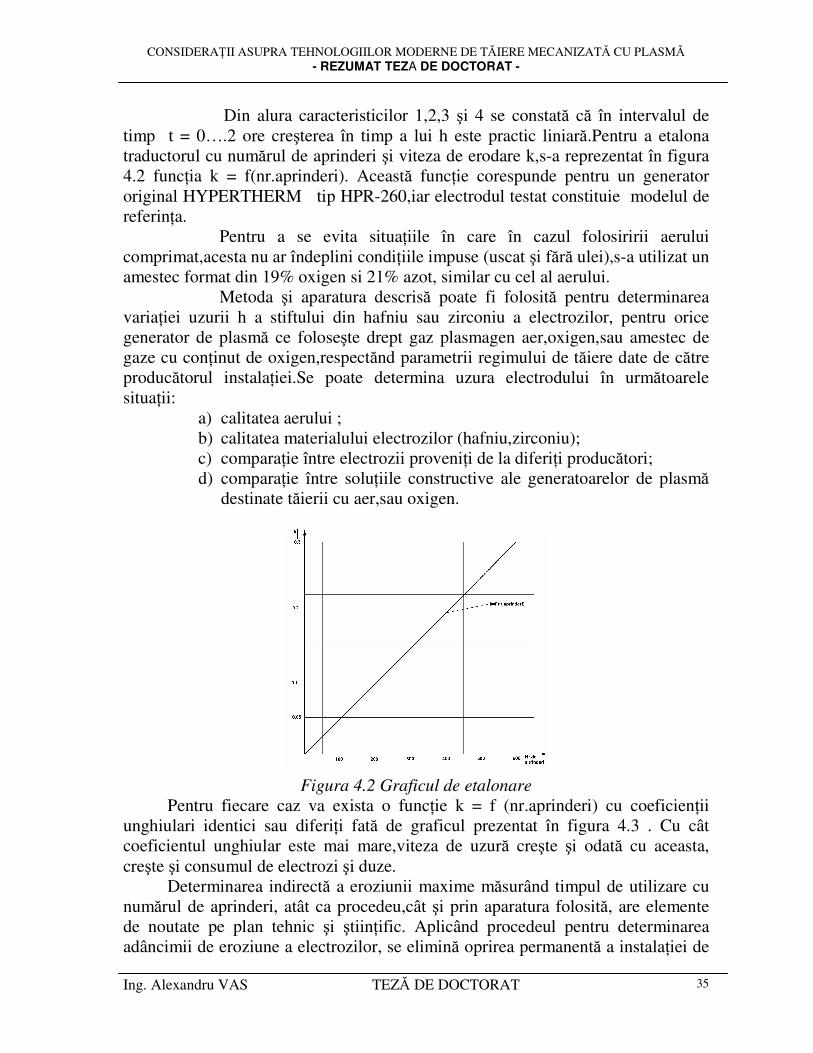
Din alura caracteristicilor 1,2,3 şi 4 se constată că în intervalul de timp t = 0….2 ore creşterea în timp a lui h este practic liniară.Pentru a etalona traductorul cu numărul de aprinderi şi viteza de erodare k,s-a reprezentat în figura 4.2 funcŃia k = f(nr.aprinderi). Această funcŃie corespunde pentru un generator original HYPERTHERM tip HPR-260,iar electrodul testat constituie modelul de referinŃa. Pentru a se evita situaŃiile în care în cazul folosiririi aerului comprimat,acesta nu ar îndeplini condiŃiile impuse (uscat şi fără ulei),s-a utilizat un amestec format din 19% oxigen si 21% azot, similar cu cel al aerului. Metoda şi aparatura descrisă poate fi folosită pentru determinarea variaŃiei uzurii h a stiftului din hafniu sau zirconiu a electrozilor, pentru orice generator de plasmă ce foloseşte drept gaz plasmagen aer,oxigen,sau amestec de gaze cu conŃinut de oxigen,respectănd parametrii regimului de tăiere date de către producătorul instalaŃiei.Se poate determina uzura electrodului în următoarele situaŃii:
a) calitatea aerului ; b) calitatea materialului electrozilor (hafniu,zirconiu); c) comparaŃie între electrozii proveniŃi de la diferiŃi producători; d) comparaŃie între soluŃiile constructive ale generatoarelor de plasmă
destinate tăierii cu aer,sau oxigen.
Figura 4.2 Graficul de etalonare
Pentru fiecare caz va exista o funcŃie k = f (nr.aprinderi) cu coeficienŃii unghiulari identici sau diferiŃi fată de graficul prezentat în figura 4.3 . Cu cât coeficientul unghiular este mai mare,viteza de uzură creşte şi odată cu aceasta, creşte şi consumul de electrozi şi duze.
Determinarea indirectă a eroziunii maxime măsurând timpul de utilizare cu numărul de aprinderi, atât ca procedeu,cât şi prin aparatura folosită, are elemente de noutate pe plan tehnic şi ştiinŃific. Aplicând procedeul pentru determinarea adâncimii de eroziune a electrozilor, se elimină oprirea permanentă a instalaŃiei de
CONSIDERAłII ASUPRA TEHNOLOGIILOR MODERNE DE TĂIERE MECANIZATĂ CU PLASMĂ - REZUMAT TEZA DE DOCTORAT -
Ing. Alexandru VAS TEZĂ DE DOCTORAT 36
tăiere pentru a se demonta electrodul în vederea măsurării eroziunii. Este suficientă o singură măsurătoare pentru a determina valoarea vitezei de eroziune k funcŃie de numărul de aprinderi pentru un electrod dat.Se introduc în memoria programatorului valorile lui k, care după trecerea unui timp egal cu Te corespunzător unei adâncimi de eroziune limita va emite un semnal de avertizare în vederea schimbării electrodului.
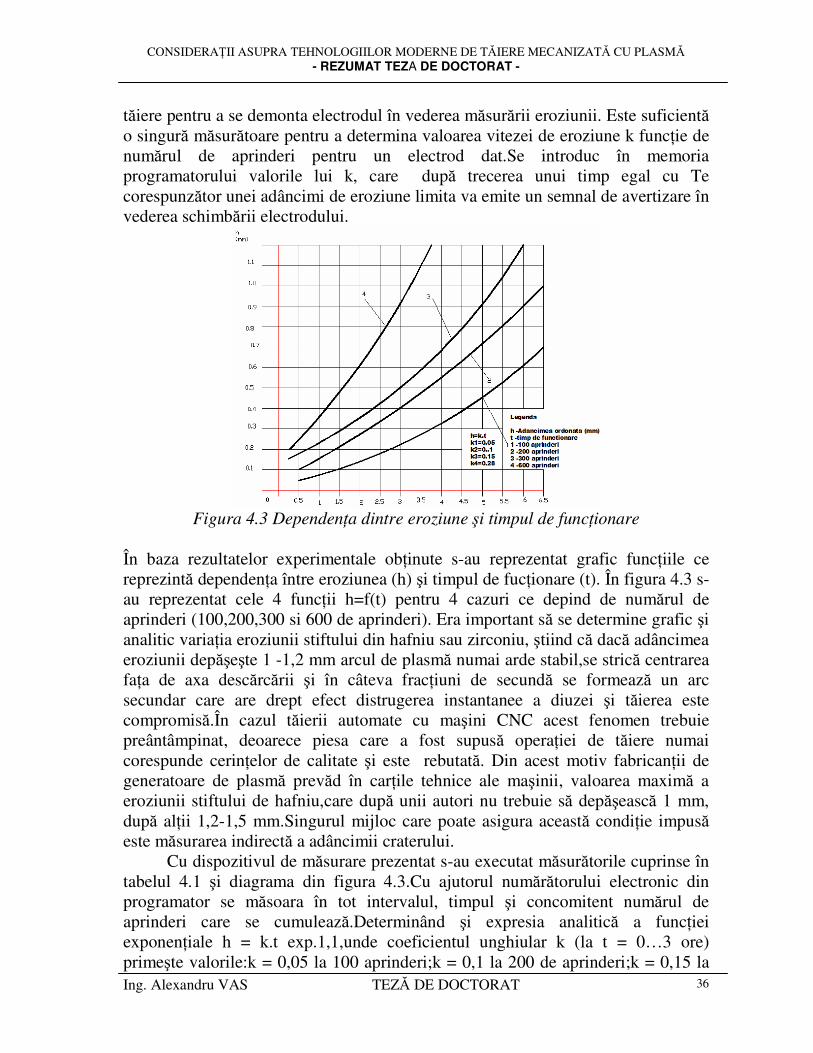
Figura 4.3 DependenŃa dintre eroziune şi timpul de funcŃionare
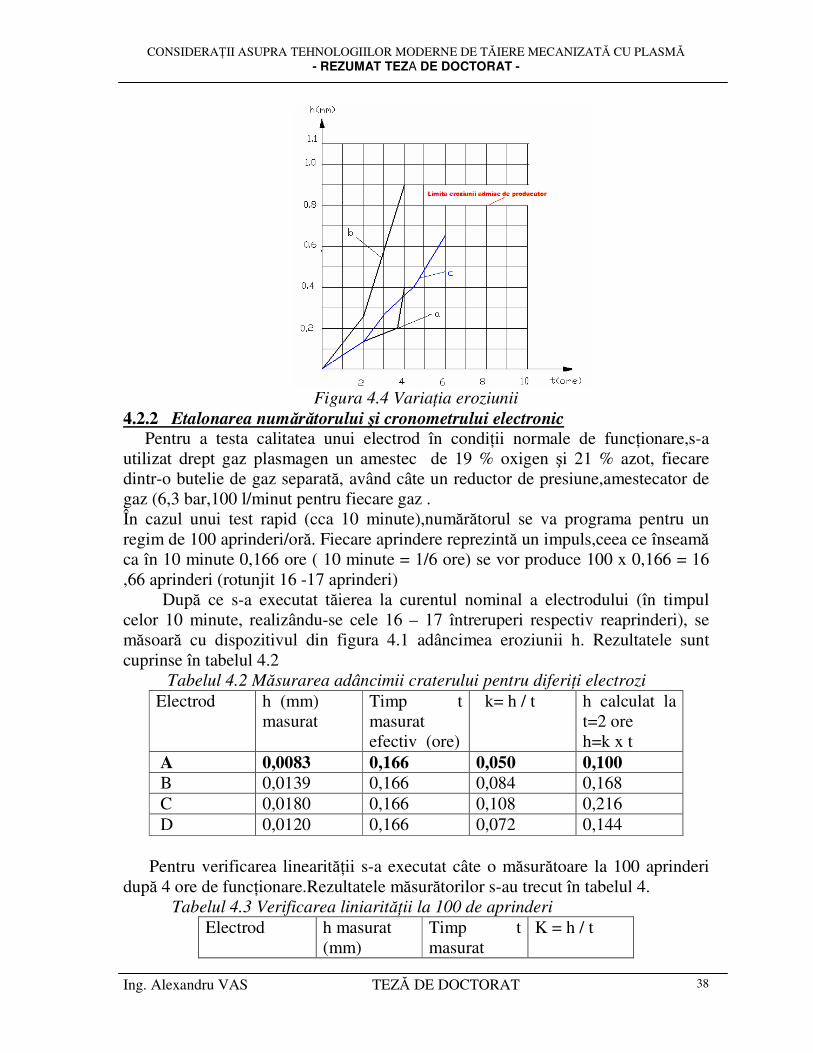
În baza rezultatelor experimentale obŃinute s-au reprezentat grafic funcŃiile ce reprezintă dependenŃa între eroziunea (h) şi timpul de fucŃionare (t). În figura 4.3 s-au reprezentat cele 4 funcŃii h=f(t) pentru 4 cazuri ce depind de numărul de aprinderi (100,200,300 si 600 de aprinderi). Era important să se determine grafic şi analitic variaŃia eroziunii stiftului din hafniu sau zirconiu, ştiind că dacă adâncimea eroziunii depăşeşte 1 -1,2 mm arcul de plasmă numai arde stabil,se strică centrarea faŃa de axa descărcării şi în câteva fracŃiuni de secundă se formează un arc secundar care are drept efect distrugerea instantanee a diuzei şi tăierea este compromisă.În cazul tăierii automate cu maşini CNC acest fenomen trebuie preântâmpinat, deoarece piesa care a fost supusă operaŃiei de tăiere numai corespunde cerinŃelor de calitate şi este rebutată. Din acest motiv fabricanŃii de generatoare de plasmă prevăd în carŃile tehnice ale maşinii, valoarea maximă a eroziunii stiftului de hafniu,care după unii autori nu trebuie să depăşească 1 mm, după alŃii 1,2-1,5 mm.Singurul mijloc care poate asigura această condiŃie impusă este măsurarea indirectă a adâncimii craterului. Cu dispozitivul de măsurare prezentat s-au executat măsurătorile cuprinse în tabelul 4.1 şi diagrama din figura 4.3.Cu ajutorul numărătorului electronic din programator se măsoara în tot intervalul, timpul şi concomitent numărul de aprinderi care se cumulează.Determinând şi expresia analitică a funcŃiei exponenŃiale h = k.t exp.1,1,unde coeficientul unghiular k (la t = 0…3 ore) primeşte valorile:k = 0,05 la 100 aprinderi;k = 0,1 la 200 de aprinderi;k = 0,15 la
CONSIDERAłII ASUPRA TEHNOLOGIILOR MODERNE DE TĂIERE MECANIZATĂ CU PLASMĂ - REZUMAT TEZA DE DOCTORAT -
Ing. Alexandru VAS TEZĂ DE DOCTORAT 37
300 aprinderi şi k = 0,28 la 600 aprinderi,în orice moment, măsurat cu cronometrul electronic din programator, se poate determina valoarea eroziunii (h). Numărătorul electronic conceput introduce numărul de aprinderi,calculează valoarea lui k şi inmulŃeşte cu t exp 1,1.Deoarece din alura curbelor 1,2,3 şi 4 se poate constata că pentru primele valori ale timpului (0-6 ore) variaŃia lui k este lineara,calculul eroziunii h poate fi asemănată cu variaŃia spaŃiului parcurs la o mişcare uniformă cu o viteză k.în orice moment valoarea lui k se modifică funcŃie de numărul de aprinderi. Pentru exemplificare vom prezenta 3 cazuri:
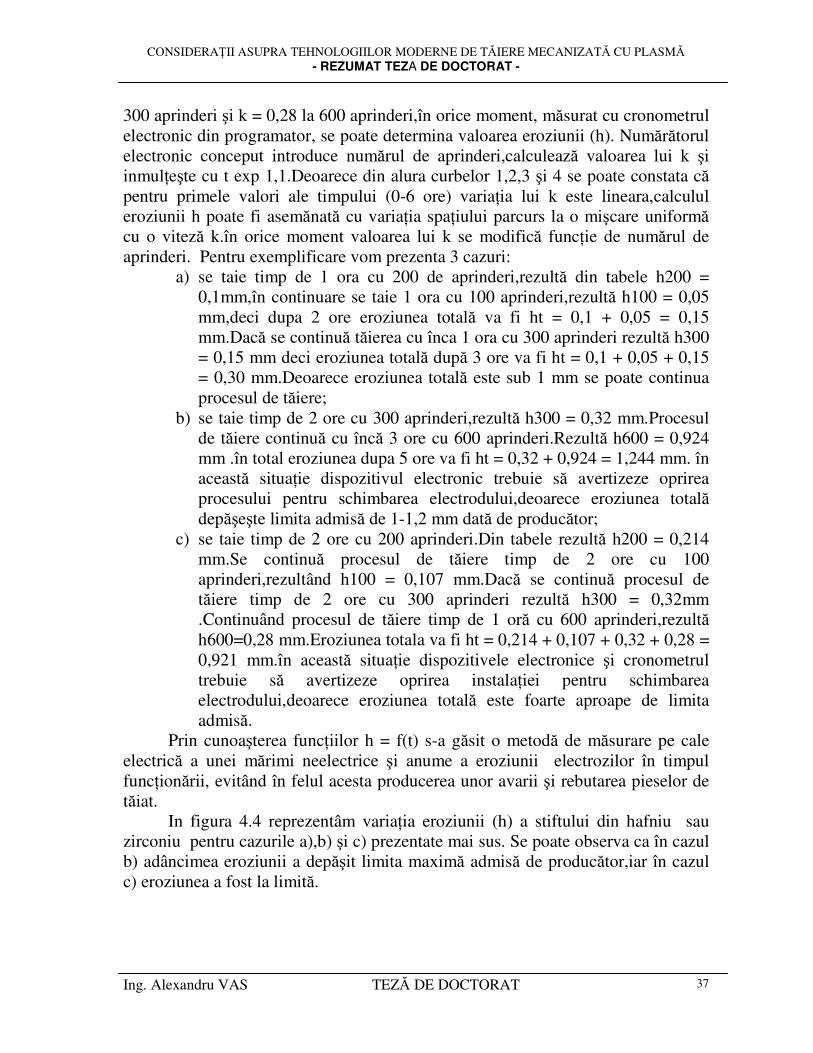
a) se taie timp de 1 ora cu 200 de aprinderi,rezultă din tabele h200 = 0,1mm,în continuare se taie 1 ora cu 100 aprinderi,rezultă h100 = 0,05 mm,deci dupa 2 ore eroziunea totală va fi ht = 0,1 + 0,05 = 0,15 mm.Dacă se continuă tăierea cu înca 1 ora cu 300 aprinderi rezultă h300 = 0,15 mm deci eroziunea totală după 3 ore va fi ht = 0,1 + 0,05 + 0,15 = 0,30 mm.Deoarece eroziunea totală este sub 1 mm se poate continua procesul de tăiere;
b) se taie timp de 2 ore cu 300 aprinderi,rezultă h300 = 0,32 mm.Procesul de tăiere continuă cu încă 3 ore cu 600 aprinderi.Rezultă h600 = 0,924 mm .în total eroziunea dupa 5 ore va fi ht = 0,32 + 0,924 = 1,244 mm. în această situaŃie dispozitivul electronic trebuie să avertizeze oprirea procesului pentru schimbarea electrodului,deoarece eroziunea totală depăşeşte limita admisă de 1-1,2 mm dată de producător;
c) se taie timp de 2 ore cu 200 aprinderi.Din tabele rezultă h200 = 0,214 mm.Se continuă procesul de tăiere timp de 2 ore cu 100 aprinderi,rezultând h100 = 0,107 mm.Dacă se continuă procesul de tăiere timp de 2 ore cu 300 aprinderi rezultă h300 = 0,32mm .Continuând procesul de tăiere timp de 1 oră cu 600 aprinderi,rezultă h600=0,28 mm.Eroziunea totala va fi ht = 0,214 + 0,107 + 0,32 + 0,28 = 0,921 mm.în această situaŃie dispozitivele electronice şi cronometrul trebuie să avertizeze oprirea instalaŃiei pentru schimbarea electrodului,deoarece eroziunea totală este foarte aproape de limita admisă.
Prin cunoaşterea funcŃiilor h = f(t) s-a găsit o metodă de măsurare pe cale electrică a unei mărimi neelectrice şi anume a eroziunii electrozilor în timpul funcŃionării, evitând în felul acesta producerea unor avarii şi rebutarea pieselor de tăiat.
In figura 4.4 reprezentâm variaŃia eroziunii (h) a stiftului din hafniu sau zirconiu pentru cazurile a),b) şi c) prezentate mai sus. Se poate observa ca în cazul b) adâncimea eroziunii a depăşit limita maximă admisă de producător,iar în cazul c) eroziunea a fost la limită.
CONSIDERAłII ASUPRA TEHNOLOGIILOR MODERNE DE TĂIERE MECANIZATĂ CU PLASMĂ - REZUMAT TEZA DE DOCTORAT -
Ing. Alexandru VAS TEZĂ DE DOCTORAT 38
Figura 4.4 VariaŃia eroziunii
4.2.2 Etalonarea numărătorului şi cronometrului electronic
Pentru a testa calitatea unui electrod în condiŃii normale de funcŃionare,s-a utilizat drept gaz plasmagen un amestec de 19 % oxigen şi 21 % azot, fiecare dintr-o butelie de gaz separată, având câte un reductor de presiune,amestecator de gaz (6,3 bar,100 l/minut pentru fiecare gaz . În cazul unui test rapid (cca 10 minute),numărătorul se va programa pentru un regim de 100 aprinderi/oră. Fiecare aprindere reprezintă un impuls,ceea ce înseamă ca în 10 minute 0,166 ore ( 10 minute = 1/6 ore) se vor produce 100 x 0,166 = 16 ,66 aprinderi (rotunjit 16 -17 aprinderi) După ce s-a executat tăierea la curentul nominal a electrodului (în timpul celor 10 minute, realizându-se cele 16 – 17 întreruperi respectiv reaprinderi), se măsoară cu dispozitivul din figura 4.1 adâncimea eroziunii h. Rezultatele sunt cuprinse în tabelul 4.2
Tabelul 4.2 Măsurarea adâncimii craterului pentru diferiŃi electrozi Electrod h (mm)
masurat Timp t masurat efectiv (ore)
k= h / t
h calculat la t=2 ore h=k x t
A 0,0083 0,166 0,050 0,100
B 0,0139 0,166 0,084 0,168 C 0,0180 0,166 0,108 0,216 D 0,0120 0,166 0,072 0,144
Pentru verificarea linearităŃii s-a executat câte o măsurătoare la 100 aprinderi după 4 ore de funcŃionare.Rezultatele măsurătorilor s-au trecut în tabelul 4.
Tabelul 4.3 Verificarea liniarităŃii la 100 de aprinderi
Electrod h masurat (mm)
Timp t masurat
K = h / t
CONSIDERAłII ASUPRA TEHNOLOGIILOR MODERNE DE TĂIERE MECANIZATĂ CU PLASMĂ - REZUMAT TEZA DE DOCTORAT -
Ing. Alexandru VAS TEZĂ DE DOCTORAT 39
(ore) A 0,198 4 0,0495 B 0,328 4 0,082 C 0,43 4 0,1075 D 0,28 4 0,07
Între măsurătorile de scurtă durată şi cele de 4 ore, erorile pentru valoarea lui k au fost:
(0,050-0,0495)/0,050 x 100 =1%; (0,084-0,082)/0,084 x 100 = 2,3%;
(0,108-0,1075)/0,108 x 100 = 0,46%; (0,072-007)/0,072 x 100 = 2,7%
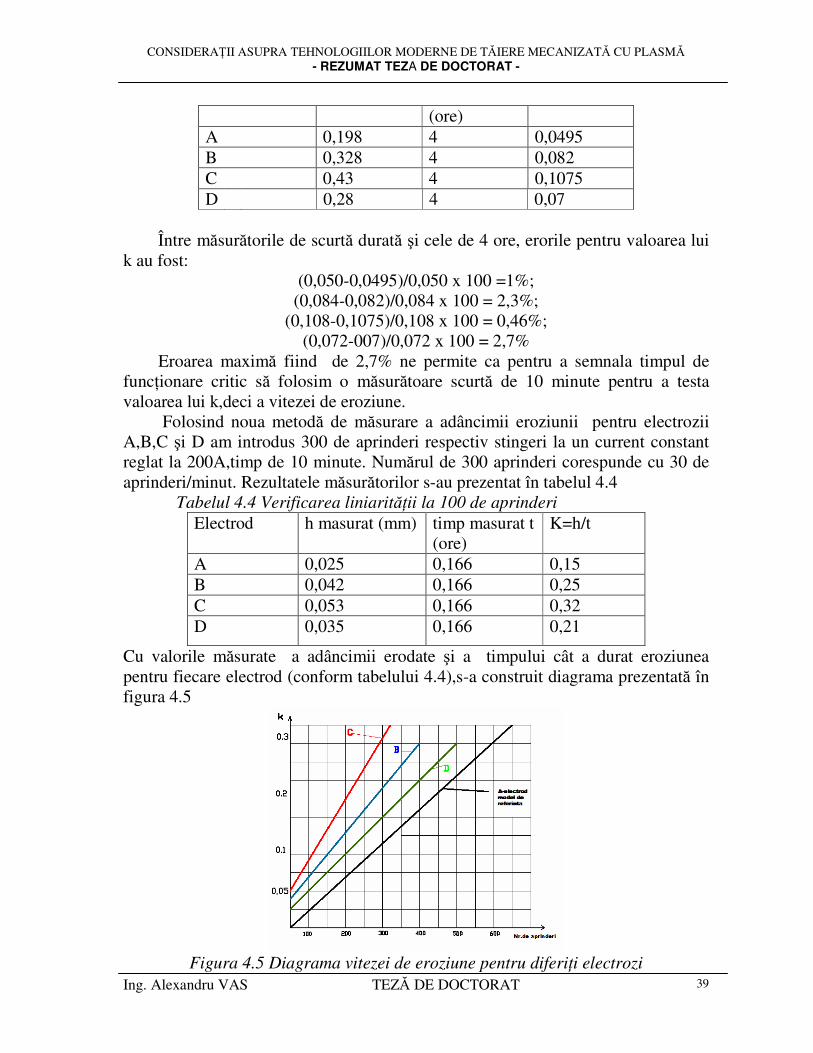
Eroarea maximă fiind de 2,7% ne permite ca pentru a semnala timpul de funcŃionare critic să folosim o măsurătoare scurtă de 10 minute pentru a testa valoarea lui k,deci a vitezei de eroziune. Folosind noua metodă de măsurare a adâncimii eroziunii pentru electrozii A,B,C şi D am introdus 300 de aprinderi respectiv stingeri la un current constant reglat la 200A,timp de 10 minute. Numărul de 300 aprinderi corespunde cu 30 de aprinderi/minut. Rezultatele măsurătorilor s-au prezentat în tabelul 4.4
Tabelul 4.4 Verificarea liniarităŃii la 100 de aprinderi
Electrod h masurat (mm) timp masurat t (ore)
K=h/t
A 0,025 0,166 0,15 B 0,042 0,166 0,25 C 0,053 0,166 0,32 D 0,035 0,166 0,21
Cu valorile măsurate a adâncimii erodate şi a timpului cât a durat eroziunea pentru fiecare electrod (conform tabelului 4.4),s-a construit diagrama prezentată în figura 4.5
Figura 4.5 Diagrama vitezei de eroziune pentru diferiŃi electrozi
CONSIDERAłII ASUPRA TEHNOLOGIILOR MODERNE DE TĂIERE MECANIZATĂ CU PLASMĂ - REZUMAT TEZA DE DOCTORAT -
Ing. Alexandru VAS TEZĂ DE DOCTORAT 40
Din analiza diagramelor prezentate în figura 4.5 rezultă ca valorile lui k pentru cei 3 electrozi testati B,C şi D sunt cu mult mai mari faŃa de electrodul A ales drept model de referinŃa.Viteza de eroziune k la un număr de 300 de aprinderi la electrodul C, este de 2,13 ori mai mare faŃa de modelul de referinŃa. Eroziunea h va atinge valoarea de 1,0 – 1,2 mm la 300 aprinderi în cazul electrodului C într-un timp de Te=1/0,32 = 3,125 ore, respectiv pentru o eroziune admisă de 1,2 mm adâncime,rezultă Te = 1,2/0,32 = 3,75 ore. în funcŃie de valorile vitezei de eroziune k pentru electrozii A,B,Cşi D rezultă la 300 aprinderi următoarele valori: TeA=1/0,15 = 6,66 ore; TeB=1/0,25 = 4,00 ore ; TeC= 1/0,32= 3,125 ore; TeD= 1/0,21= 4,76 ore In cazul în care adâncimea maximă admisă pentru eroziunea h este de 1,2 mm,valorile timpului de utilizare cresc cu 20%,respectiv: TA= 7,992 ore; TB = 4,80 ore; TC= 3,75 ore; TD = 5,712 ore. Pentru a verifica metoda propusă în legătură cu programarea timpului de utilizare a electrodului prin metoda indirectă,s-a folosit un electrod de la un generator HPR 130 tot din sistemul HYPERTHERM. S-au efectuat probe de tăiere pe oŃel carbon de 25 mm grosime folosind parametrii conform regimurilor de tăiere la un current de 200 A.Drept gaz plasmagen s-a folosit oxigen şi de protecŃie aer. Rezultatele măsurătorilor s-au trecut în tabelul 4.5. Tabelul 4.5 VariaŃia vitezei de erodare k funcŃie de un număr diferit de aprinderi
în intervale de timp egale Intervale de timp
de 1 ora,nr.apr.
t (ore) Viteza de
erodare k
(mm/ora)x
1/1000
Adancimea
erodata h (mm)x
1/1000
Eroare (x1/1000)
0 – 1;
nr.apr.=50;
1 25 h1 = 25 4,75
1 – 2:nr.apr.=20 1 10 h2 =10 1,90 2 - 3;nr apr.=300 1 150 h3 =150 2,85 3 – 4;nr.apr.=100 1 50 h4 = 50 9,50 4 – 5;nr.apr.=50 1 25 H5 = 25 4,75
5 - 6 ;nr.apr = 30 1 15 H6 =15 2,85 6 – 7;nr.apr.=50 1 25 h7 = 25 4,75 7 – 8;nr.apr.= 40 1 20 h8 = 20 3,80 8 – 9;nr.apr.=10 1 5 h9 = 5 0,95
9 – 10;nr.apr.=20 1 10 h10 =10 1,90
t =10 ore;nr.apr.= 670
Total 335/1000 = 0,335
63,65/1000 = 0,06365 6,36%
CONSIDERAłII ASUPRA TEHNOLOGIILOR MODERNE DE TĂIERE MECANIZATĂ CU PLASMĂ - REZUMAT TEZA DE DOCTORAT -
Ing. Alexandru VAS TEZĂ DE DOCTORAT 41
În baza rezultatelor cuprinse în tabelul 4.5 s-a trasat diagrama prezentată în figura 4.6. Din analiza acestei diagrame se poate constata că în cazul în care cronometrul electronic emite câte un semnal în intervale regulate de timp (în cazul de faŃă în fiecare oră) după care se măsoară adâncimea erodată h, se ajunge după 10 ore să se obŃină ∆h1,∆h2,∆h3,……………∆.h9 şi ∆h10 adâncimi de eroziune.Fiecare din aceste eroziuni s-a produs din cauza timpului de funcŃionare şi a numărului de aprinderi care a avut loc în intervalul de timp respectiv. însumând intervalele de timp: Σ∆t = ∆t1 + ∆t2 + ∆t3 +……………..∆t9 + ∆t10 =1 0 ore,respectiv eroziunile aferente: ∆h1 + ∆h2 + ∆h3 +…………..∆h9 + ∆h10, se obŃine eroziunea totală htotal = Σ∆hi.În cazul nostru însumând măsurătorile parŃiale ∆hi, se obŃine valoarea finală htotal = 0,335mm. În triunghiul dreptunghic format se observă că htotal = Σt x tgφ, unde tgφ este coeficientul unghiular al dreptei 0-h10 (colorat în roşu).Fiind vorba de o relaŃie spaŃiu-timp,respectiv adâncimea eroziunii şi timpul total Σt în care a avut loc această eroziune,se poate afirma că: eroziunea totala Σhi = htotal ,se mai poate obŃine din produsul Σt x viteza medie de eroziune,adică htotal = Σt x kmed. Valoarea lui kmed se citeşte din diagrama K=f(nr.apr) reprezentat în figura 4.2. Numărul de aprinderi se cunoaşte din impulsurile date de instalaŃie la fiecare aprindere.ÎmpărŃind deci timpul total de funcŃionare în intervale de timp egale ∆ti şi numărătorul de aprinderi făcând suma aprinderilor aferente intervalului de timp ∆ti se determină valoarea lui ki med.Pentru fiecare interval de timp se calculează produsul Ki med x ∆t obŃinându-se astfel valoarea lui ∆hi .Deoarece valoarea lui ∆t este aceiaşi (5 -10 min.),numărătorul de aprinderi poate fi etalonat direct la valoarea lui Ki med .Această valoare se înmulŃeşte cu constanta ∆t ( 1/12 sau 1/6 dintr-o oră) adică cu 0,083 sau 0,166 şi astfel se obŃine ∆hi .Adică ∆hi=Kimed x 0,083 (sau 0,166). Făcând suma ∆hi se obŃine: Htotal = Σ∆hi = nore 0,083(0,166) x {K1 +K2 + .............+Kn} (1) Dar K1 =f1(N1 apr.) ; K2 = f 2(N2 apr.) ; .........Kn = f n(Nn apr.) (conform figurii 3.2) Deci { K1+K2+......Kn }= f(N1 apr) +f( N2 apr) +........f(Nn apr) Rezulta ca Htotal = nore x 0,083 x { f1 +f2 +.........fn} (2) Dacă pentru un anumit electrod se cunoaşte Htotal adică eroziunea maximă permisă din relaŃia (1) se determină nore. Acesta va fi nore =Htotal/0,083(0,166)x{ f1+f2+.....fn} (3) Din relaŃia (3) se poate calcula numărul de ore de funcŃionare după care trebuie să se emită semnalul de oprire,în vederea schimbării electrodului. De exemplu:dacă Htotal = 1,2 mm şi au fost înregistrate n de aprinderi,valoarea lui nore va fi:nore = 1,2/0,08 {f1+ f2 + .....fn} (4).Dacă programatorul pentru exemplul dat a însumat pentru fiecare interval valorile: f1 = f2 = 0,05mm/oră; f3 = 0,1mm/oră; f4 = 0,2mm/oră; f5 = f6 = f7 = 0,2mm/oră s.a.m.d. în total se obŃine suma Σfn. în cazul exemplului dat, programatorul a însumat pentru Σfn valoarea Σfn= 3,3 mm/oră.Astfel valoarea lui nore va fi :
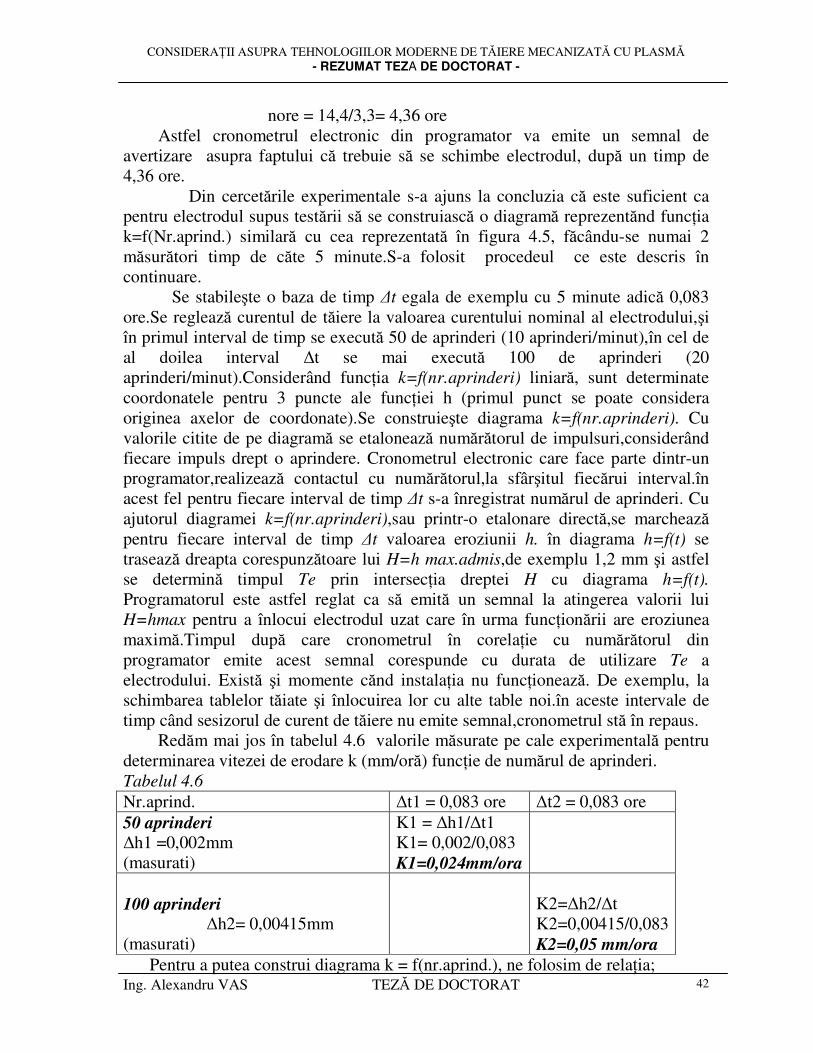
CONSIDERAłII ASUPRA TEHNOLOGIILOR MODERNE DE TĂIERE MECANIZATĂ CU PLASMĂ - REZUMAT TEZA DE DOCTORAT -
Ing. Alexandru VAS TEZĂ DE DOCTORAT 42
nore = 14,4/3,3= 4,36 ore Astfel cronometrul electronic din programator va emite un semnal de avertizare asupra faptului că trebuie să se schimbe electrodul, după un timp de 4,36 ore. Din cercetările experimentale s-a ajuns la concluzia că este suficient ca pentru electrodul supus testării să se construiască o diagramă reprezentănd funcŃia k=f(Nr.aprind.) similară cu cea reprezentată în figura 4.5, făcându-se numai 2 măsurători timp de căte 5 minute.S-a folosit procedeul ce este descris în continuare.
Se stabileşte o baza de timp ∆t egala de exemplu cu 5 minute adică 0,083 ore.Se reglează curentul de tăiere la valoarea curentului nominal al electrodului,şi în primul interval de timp se execută 50 de aprinderi (10 aprinderi/minut),în cel de al doilea interval ∆t se mai execută 100 de aprinderi (20 aprinderi/minut).Considerând funcŃia k=f(nr.aprinderi) liniară, sunt determinate coordonatele pentru 3 puncte ale funcŃiei h (primul punct se poate considera originea axelor de coordonate).Se construieşte diagrama k=f(nr.aprinderi). Cu valorile citite de pe diagramă se etalonează numărătorul de impulsuri,considerând fiecare impuls drept o aprindere. Cronometrul electronic care face parte dintr-un programator,realizează contactul cu numărătorul,la sfârşitul fiecărui interval.în acest fel pentru fiecare interval de timp ∆t s-a înregistrat numărul de aprinderi. Cu ajutorul diagramei k=f(nr.aprinderi),sau printr-o etalonare directă,se marchează pentru fiecare interval de timp ∆t valoarea eroziunii h. în diagrama h=f(t) se trasează dreapta corespunzătoare lui H=h max.admis,de exemplu 1,2 mm şi astfel se determină timpul Te prin intersecŃia dreptei H cu diagrama h=f(t). Programatorul este astfel reglat ca să emită un semnal la atingerea valorii lui H=hmax pentru a înlocui electrodul uzat care în urma funcŃionării are eroziunea maximă.Timpul după care cronometrul în corelaŃie cu numărătorul din programator emite acest semnal corespunde cu durata de utilizare Te a electrodului. Există şi momente cănd instalaŃia nu funcŃionează. De exemplu, la schimbarea tablelor tăiate şi înlocuirea lor cu alte table noi.în aceste intervale de timp când sesizorul de curent de tăiere nu emite semnal,cronometrul stă în repaus. Redăm mai jos în tabelul 4.6 valorile măsurate pe cale experimentală pentru determinarea vitezei de erodare k (mm/oră) funcŃie de numărul de aprinderi. Tabelul 4.6 Nr.aprind. ∆t1 = 0,083 ore ∆t2 = 0,083 ore 50 aprinderi ∆h1 =0,002mm (masurati)
K1 = ∆h1/∆t1 K1= 0,002/0,083 K1=0,024mm/ora
100 aprinderi ∆h2= 0,00415mm (masurati)
K2=∆h2/∆t K2=0,00415/0,083 K2=0,05 mm/ora
Pentru a putea construi diagrama k = f(nr.aprind.), ne folosim de relaŃia;
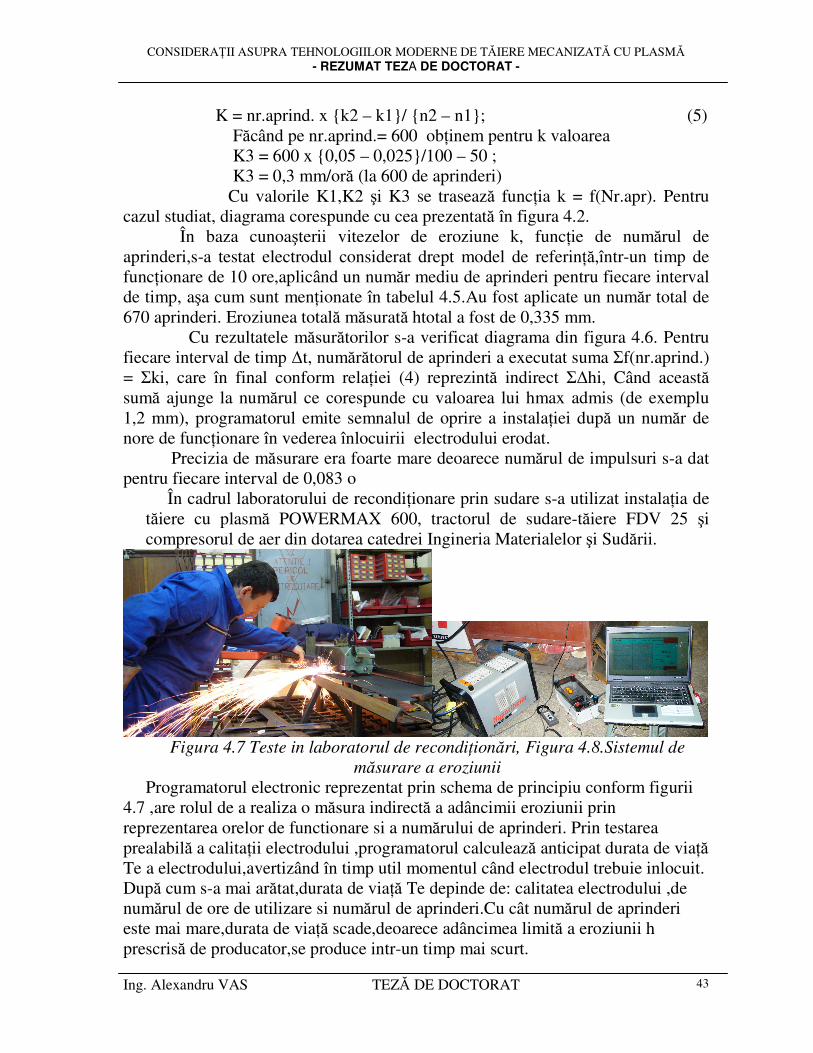
CONSIDERAłII ASUPRA TEHNOLOGIILOR MODERNE DE TĂIERE MECANIZATĂ CU PLASMĂ - REZUMAT TEZA DE DOCTORAT -
Ing. Alexandru VAS TEZĂ DE DOCTORAT 43
K = nr.aprind. x {k2 – k1}/ {n2 – n1}; (5) Făcând pe nr.aprind.= 600 obŃinem pentru k valoarea K3 = 600 x {0,05 – 0,025}/100 – 50 ; K3 = 0,3 mm/oră (la 600 de aprinderi) Cu valorile K1,K2 şi K3 se trasează funcŃia k = f(Nr.apr). Pentru cazul studiat, diagrama corespunde cu cea prezentată în figura 4.2. În baza cunoaşterii vitezelor de eroziune k, funcŃie de numărul de aprinderi,s-a testat electrodul considerat drept model de referinŃă,într-un timp de funcŃionare de 10 ore,aplicând un număr mediu de aprinderi pentru fiecare interval de timp, aşa cum sunt menŃionate în tabelul 4.5.Au fost aplicate un număr total de 670 aprinderi. Eroziunea totală măsurată htotal a fost de 0,335 mm. Cu rezultatele măsurătorilor s-a verificat diagrama din figura 4.6. Pentru fiecare interval de timp ∆t, numărătorul de aprinderi a executat suma Σf(nr.aprind.) = Σki, care în final conform relaŃiei (4) reprezintă indirect Σ∆hi, Când această sumă ajunge la numărul ce corespunde cu valoarea lui hmax admis (de exemplu 1,2 mm), programatorul emite semnalul de oprire a instalaŃiei după un număr de nore de funcŃionare în vederea înlocuirii electrodului erodat. Precizia de măsurare era foarte mare deoarece numărul de impulsuri s-a dat pentru fiecare interval de 0,083 o
În cadrul laboratorului de recondiŃionare prin sudare s-a utilizat instalaŃia de tăiere cu plasmă POWERMAX 600, tractorul de sudare-tăiere FDV 25 şi compresorul de aer din dotarea catedrei Ingineria Materialelor şi Sudării.
Figura 4.7 Teste in laboratorul de recondiŃionări, Figura 4.8.Sistemul de
măsurare a eroziunii
Programatorul electronic reprezentat prin schema de principiu conform figurii 4.7 ,are rolul de a realiza o măsura indirectă a adâncimii eroziunii prin reprezentarea orelor de functionare si a numărului de aprinderi. Prin testarea prealabilă a calitaŃii electrodului ,programatorul calculează anticipat durata de viaŃă Te a electrodului,avertizând în timp util momentul când electrodul trebuie inlocuit. După cum s-a mai arătat,durata de viaŃă Te depinde de: calitatea electrodului ,de numărul de ore de utilizare si numărul de aprinderi.Cu cât numărul de aprinderi este mai mare,durata de viaŃă scade,deoarece adâncimea limită a eroziunii h prescrisă de producator,se produce intr-un timp mai scurt.
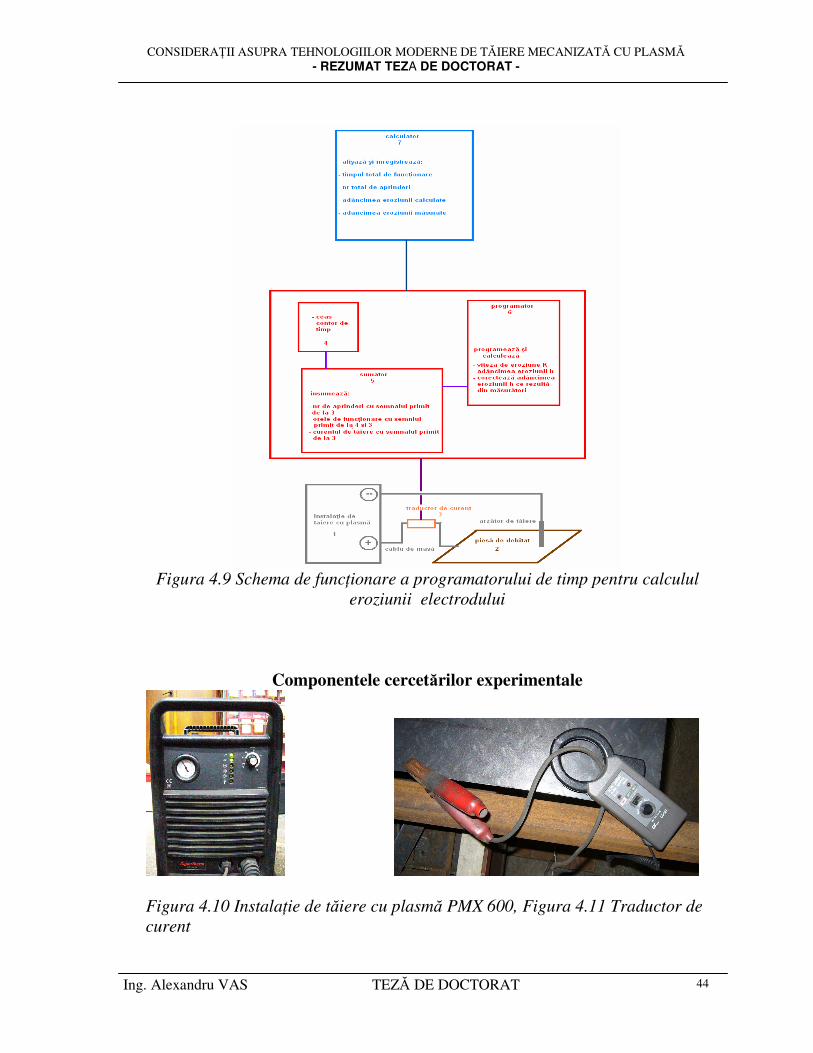
CONSIDERAłII ASUPRA TEHNOLOGIILOR MODERNE DE TĂIERE MECANIZATĂ CU PLASMĂ - REZUMAT TEZA DE DOCTORAT -
Ing. Alexandru VAS TEZĂ DE DOCTORAT 44
Figura 4.9 Schema de funcŃionare a programatorului de timp pentru calculul
eroziunii electrodului
Componentele cercetărilor experimentale
Figura 4.10 InstalaŃie de tăiere cu plasmă PMX 600, Figura 4.11 Traductor de
curent

CONSIDERAłII ASUPRA TEHNOLOGIILOR MODERNE DE TĂIERE MECANIZATĂ CU PLASMĂ - REZUMAT TEZA DE DOCTORAT -
Ing. Alexandru VAS TEZĂ DE DOCTORAT 45
Figura 4.12 Programator de timp pentru calculul şi corecŃia eroziunii,
Figura 4.14 Micrometru pentru măsurarea adâncimii de erodare a
electrodului
În cadrul lucrării s-a utilizat un un comparator electronic pentru a determina adâncimea craterului h în ştiftul de hafniu sau zirconiu in anumite intervale de timp figura 4.14.
În figura 4.15 sunt prezentate principalele piese consumabile ale generatorului de plasmă POWERMAX 600 ,piesele special studiate fiind electrodul şi duza deoarece sunt primele piese care se uzează.
Figura 4.15 Piese consumabile ale generatorului de plasmă POWERMAX
600
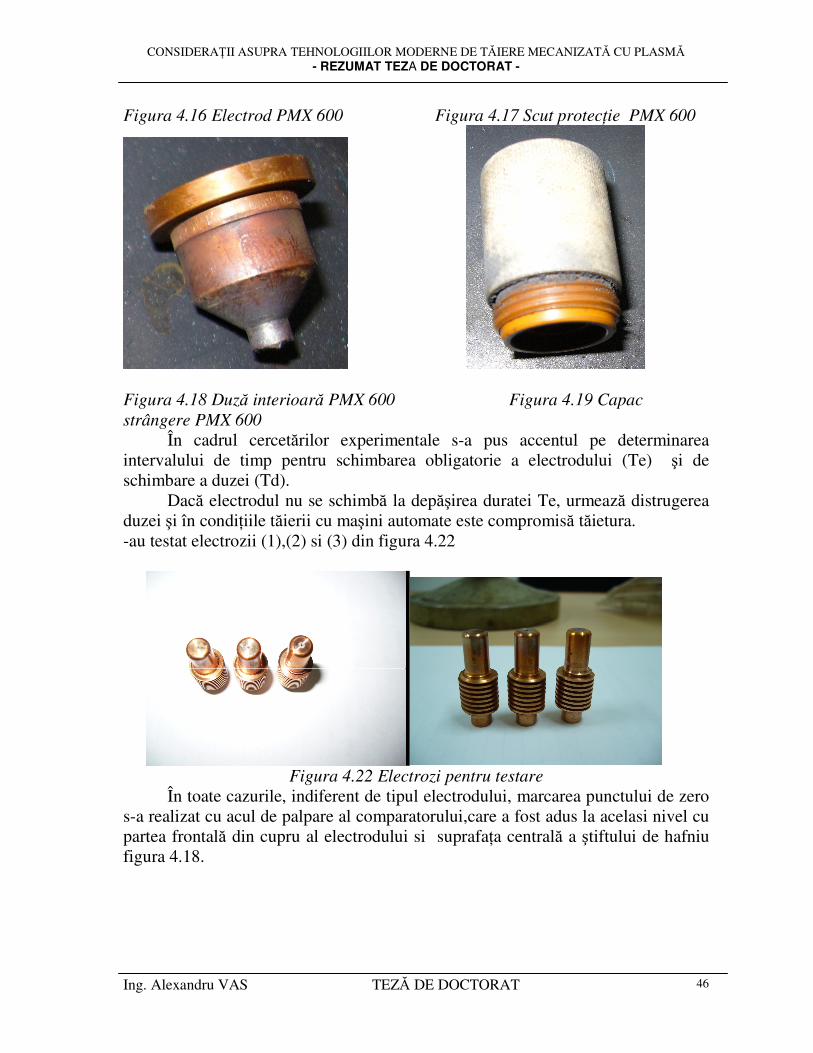
CONSIDERAłII ASUPRA TEHNOLOGIILOR MODERNE DE TĂIERE MECANIZATĂ CU PLASMĂ - REZUMAT TEZA DE DOCTORAT -
Ing. Alexandru VAS TEZĂ DE DOCTORAT 46
Figura 4.16 Electrod PMX 600 Figura 4.17 Scut protecŃie PMX 600
Figura 4.18 Duză interioară PMX 600 Figura 4.19 Capac
strângere PMX 600
În cadrul cercetărilor experimentale s-a pus accentul pe determinarea intervalului de timp pentru schimbarea obligatorie a electrodului (Te) şi de schimbare a duzei (Td).
Dacă electrodul nu se schimbă la depăşirea duratei Te, urmează distrugerea duzei şi în condiŃiile tăierii cu maşini automate este compromisă tăietura. -au testat electrozii (1),(2) si (3) din figura 4.22
Figura 4.22 Electrozi pentru testare
În toate cazurile, indiferent de tipul electrodului, marcarea punctului de zero s-a realizat cu acul de palpare al comparatorului,care a fost adus la acelasi nivel cu partea frontală din cupru al electrodului si suprafaŃa centrală a ştiftului de hafniu figura 4.18.
CONSIDERAłII ASUPRA TEHNOLOGIILOR MODERNE DE TĂIERE MECANIZATĂ CU PLASMĂ - REZUMAT TEZA DE DOCTORAT -
Ing. Alexandru VAS TEZĂ DE DOCTORAT 47
Figura 4.23 Marcarea punctului zero
Măsurarea adâncimii erodate a ştiftului din hafniu s-a putut realiza având ca reper partea din cupru a electrodului rămasă intactă.
4.2.3 Teste cu diferite tipuri de echipamente de tăiere cu plasmă Plasma tip HYPERTHERM PMX 600.
S-au testat electrozii A,B,C,s-a făcut media rezultatelor care s-au trecut în tabelul 4.7. Tăieturile efectuate au o durată de 120 secunde cu 12 amorsări.
Tabelul 4.7 Măsurări eroziune electrod
Nr
tăiere
Timp de tăiere Eroziune
măsurată µm
1 120 115 2 240 142 3 360 164 4 480 177 5 600 173 6 720 184 7 840 200 8 960 207 9 1080 220
10 1200 228 În baza rezultatelor obtinute s-a construit diagrama din figura 4.24.
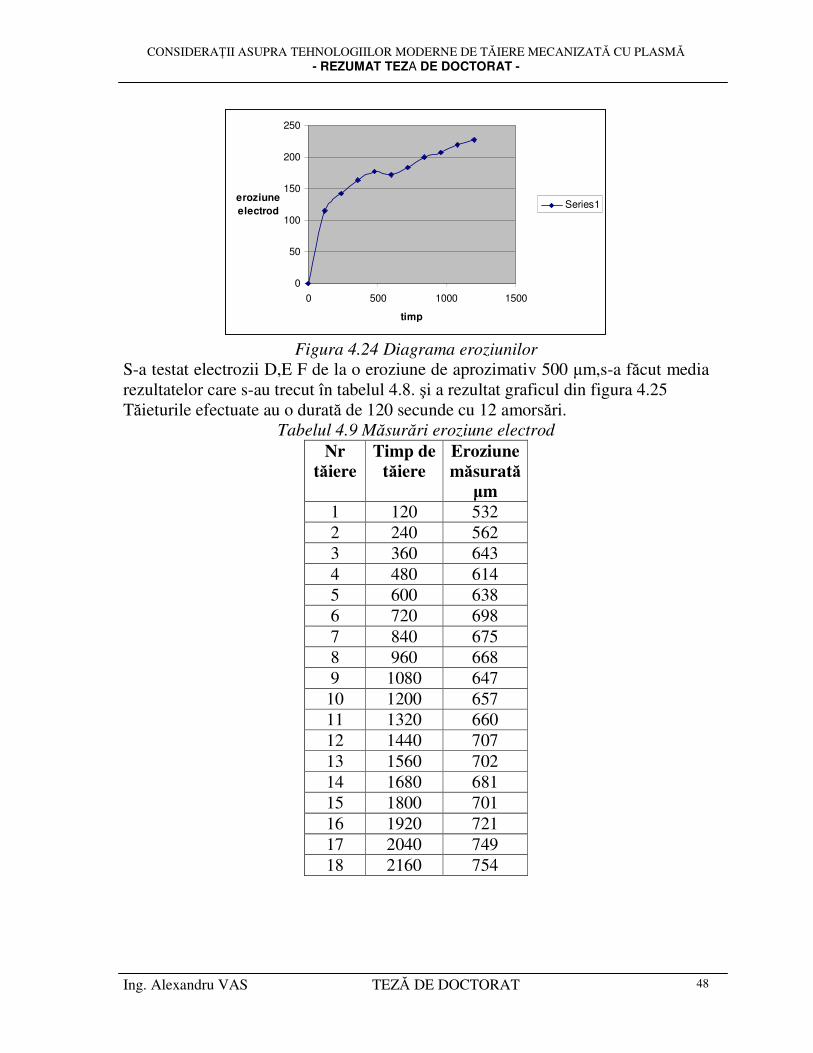
CONSIDERAłII ASUPRA TEHNOLOGIILOR MODERNE DE TĂIERE MECANIZATĂ CU PLASMĂ - REZUMAT TEZA DE DOCTORAT -
Ing. Alexandru VAS TEZĂ DE DOCTORAT 48
0
50
100
150
200
250
0 500 1000 1500
timp
eroziune
electrod Series1
Figura 4.24 Diagrama eroziunilor
S-a testat electrozii D,E F de la o eroziune de aprozimativ 500 µm,s-a făcut media rezultatelor care s-au trecut în tabelul 4.8. şi a rezultat graficul din figura 4.25 Tăieturile efectuate au o durată de 120 secunde cu 12 amorsări.
Tabelul 4.9 Măsurări eroziune electrod
Nr
tăiere
Timp de
tăiere
Eroziune
măsurată µm
1 120 532 2 240 562 3 360 643 4 480 614 5 600 638 6 720 698 7 840 675 8 960 668 9 1080 647
10 1200 657 11 1320 660 12 1440 707 13 1560 702 14 1680 681 15 1800 701 16 1920 721 17 2040 749 18 2160 754
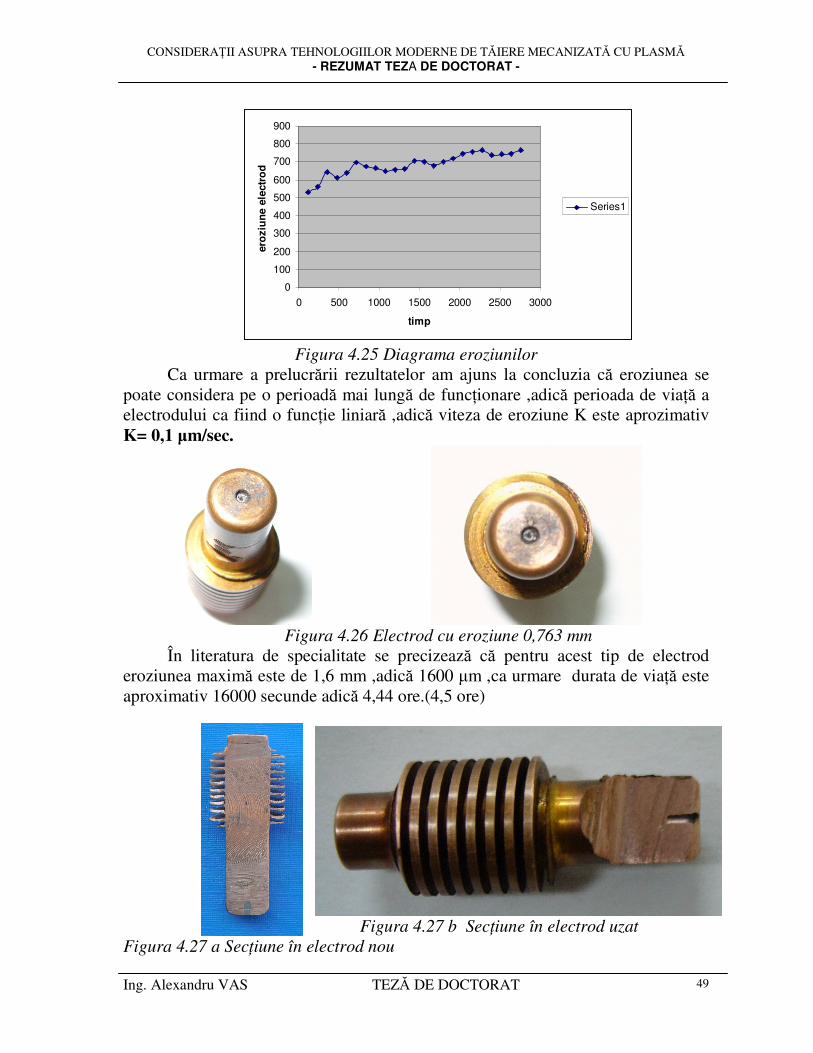
CONSIDERAłII ASUPRA TEHNOLOGIILOR MODERNE DE TĂIERE MECANIZATĂ CU PLASMĂ - REZUMAT TEZA DE DOCTORAT -
Ing. Alexandru VAS TEZĂ DE DOCTORAT 49
0
100
200
300
400
500
600
700
800
900
0 500 1000 1500 2000 2500 3000
timp
ero
ziu
ne e
lectr
od
Series1
Figura 4.25 Diagrama eroziunilor
Ca urmare a prelucrării rezultatelor am ajuns la concluzia că eroziunea se poate considera pe o perioadă mai lungă de funcŃionare ,adică perioada de viaŃă a electrodului ca fiind o funcŃie liniară ,adică viteza de eroziune K este aprozimativ K= 0,1 µm/sec.
Figura 4.26 Electrod cu eroziune 0,763 mm
În literatura de specialitate se precizează că pentru acest tip de electrod eroziunea maximă este de 1,6 mm ,adică 1600 µm ,ca urmare durata de viaŃă este aproximativ 16000 secunde adică 4,44 ore.(4,5 ore)
Figura 4.27 b SecŃiune în electrod uzat
Figura 4.27 a SecŃiune în electrod nou
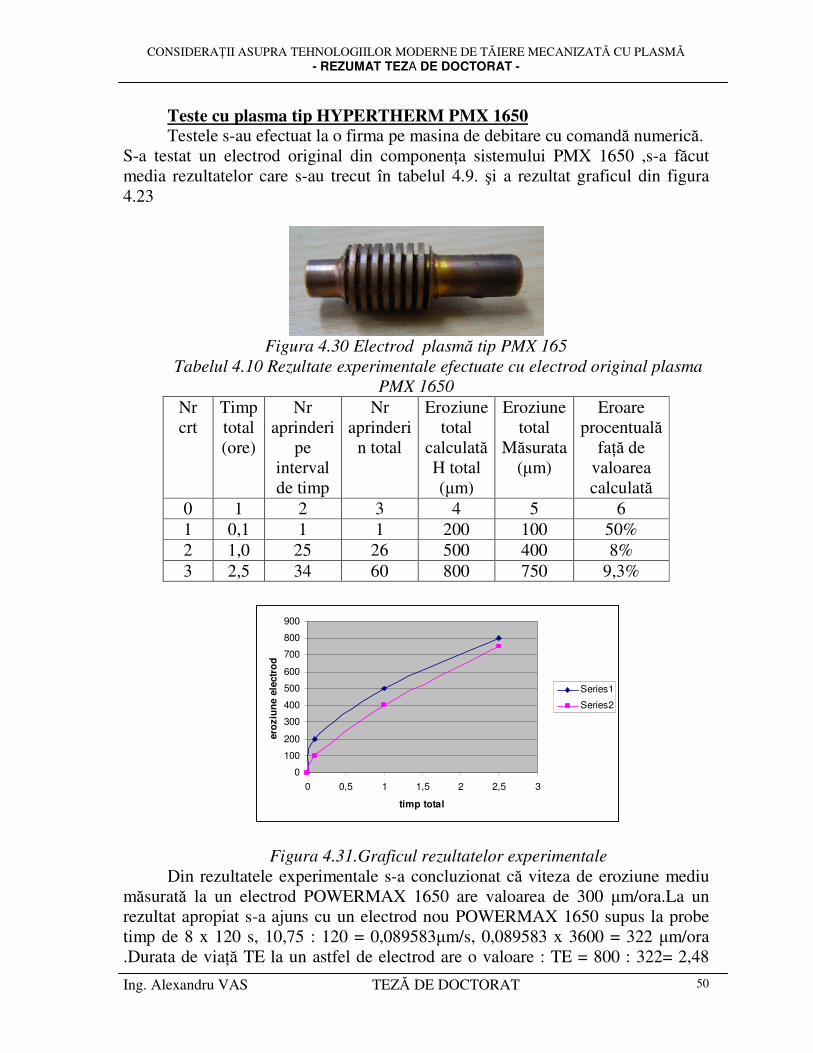
CONSIDERAłII ASUPRA TEHNOLOGIILOR MODERNE DE TĂIERE MECANIZATĂ CU PLASMĂ - REZUMAT TEZA DE DOCTORAT -
Ing. Alexandru VAS TEZĂ DE DOCTORAT 50
Teste cu plasma tip HYPERTHERM PMX 1650 Testele s-au efectuat la o firma pe masina de debitare cu comandă numerică.
S-a testat un electrod original din componenŃa sistemului PMX 1650 ,s-a făcut media rezultatelor care s-au trecut în tabelul 4.9. şi a rezultat graficul din figura 4.23
Figura 4.30 Electrod plasmă tip PMX 165
Tabelul 4.10 Rezultate experimentale efectuate cu electrod original plasma
PMX 1650
Nr crt
Timp total (ore)
Nr aprinderi
pe interval de timp
Nr aprinderi
n total
Eroziune total
calculată H total (µm)
Eroziune total
Măsurata (µm)
Eroare procentuală
faŃă de valoarea calculată
0 1 2 3 4 5 6 1 0,1 1 1 200 100 50% 2 1,0 25 26 500 400 8% 3 2,5 34 60 800 750 9,3%
0
100
200
300
400
500
600
700
800
900
0 0,5 1 1,5 2 2,5 3
timp total
ero
ziu
ne e
lectr
od
Series1
Series2
Figura 4.31.Graficul rezultatelor experimentale
Din rezultatele experimentale s-a concluzionat că viteza de eroziune mediu măsurată la un electrod POWERMAX 1650 are valoarea de 300 µm/ora.La un rezultat apropiat s-a ajuns cu un electrod nou POWERMAX 1650 supus la probe timp de 8 x 120 s, 10,75 : 120 = 0,089583µm/s, 0,089583 x 3600 = 322 µm/ora .Durata de viaŃă TE la un astfel de electrod are o valoare : TE = 800 : 322= 2,48
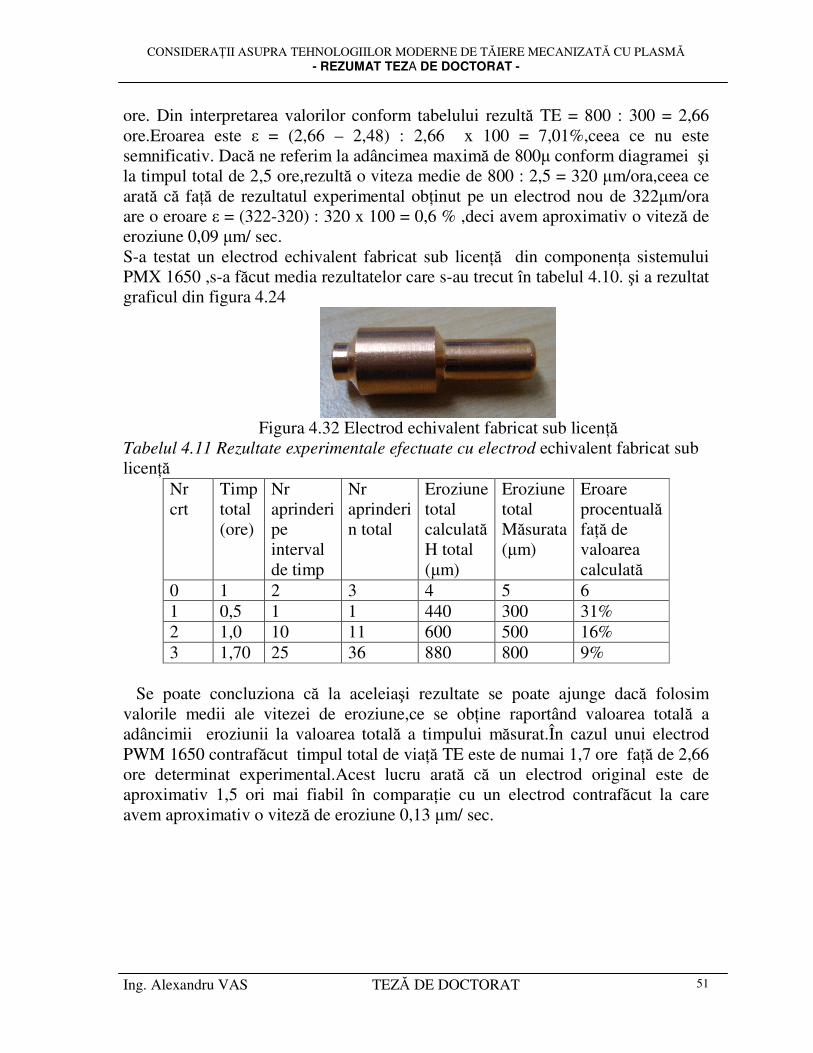
CONSIDERAłII ASUPRA TEHNOLOGIILOR MODERNE DE TĂIERE MECANIZATĂ CU PLASMĂ - REZUMAT TEZA DE DOCTORAT -
Ing. Alexandru VAS TEZĂ DE DOCTORAT 51
ore. Din interpretarea valorilor conform tabelului rezultă TE = 800 : 300 = 2,66 ore.Eroarea este ε = (2,66 – 2,48) : 2,66 x 100 = 7,01%,ceea ce nu este semnificativ. Dacă ne referim la adâncimea maximă de 800µ conform diagramei şi la timpul total de 2,5 ore,rezultă o viteza medie de 800 : 2,5 = 320 µm/ora,ceea ce arată că faŃă de rezultatul experimental obŃinut pe un electrod nou de 322µm/ora are o eroare ε = (322-320) : 320 x 100 = 0,6 % ,deci avem aproximativ o viteză de eroziune 0,09 µm/ sec. S-a testat un electrod echivalent fabricat sub licenŃă din componenŃa sistemului PMX 1650 ,s-a făcut media rezultatelor care s-au trecut în tabelul 4.10. şi a rezultat graficul din figura 4.24
Figura 4.32 Electrod echivalent fabricat sub licenŃă
Tabelul 4.11 Rezultate experimentale efectuate cu electrod echivalent fabricat sub licenŃă
Nr crt
Timp total (ore)
Nr aprinderi pe interval de timp
Nr aprinderi n total
Eroziune total calculată H total (µm)
Eroziune total Măsurata (µm)
Eroare procentuală faŃă de valoarea calculată
0 1 2 3 4 5 6 1 0,5 1 1 440 300 31% 2 1,0 10 11 600 500 16% 3 1,70 25 36 880 800 9%
Se poate concluziona că la aceleiaşi rezultate se poate ajunge dacă folosim valorile medii ale vitezei de eroziune,ce se obŃine raportând valoarea totală a adâncimii eroziunii la valoarea totală a timpului măsurat.În cazul unui electrod PWM 1650 contrafăcut timpul total de viaŃă TE este de numai 1,7 ore faŃă de 2,66 ore determinat experimental.Acest lucru arată că un electrod original este de aproximativ 1,5 ori mai fiabil în comparaŃie cu un electrod contrafăcut la care avem aproximativ o viteză de eroziune 0,13 µm/ sec.
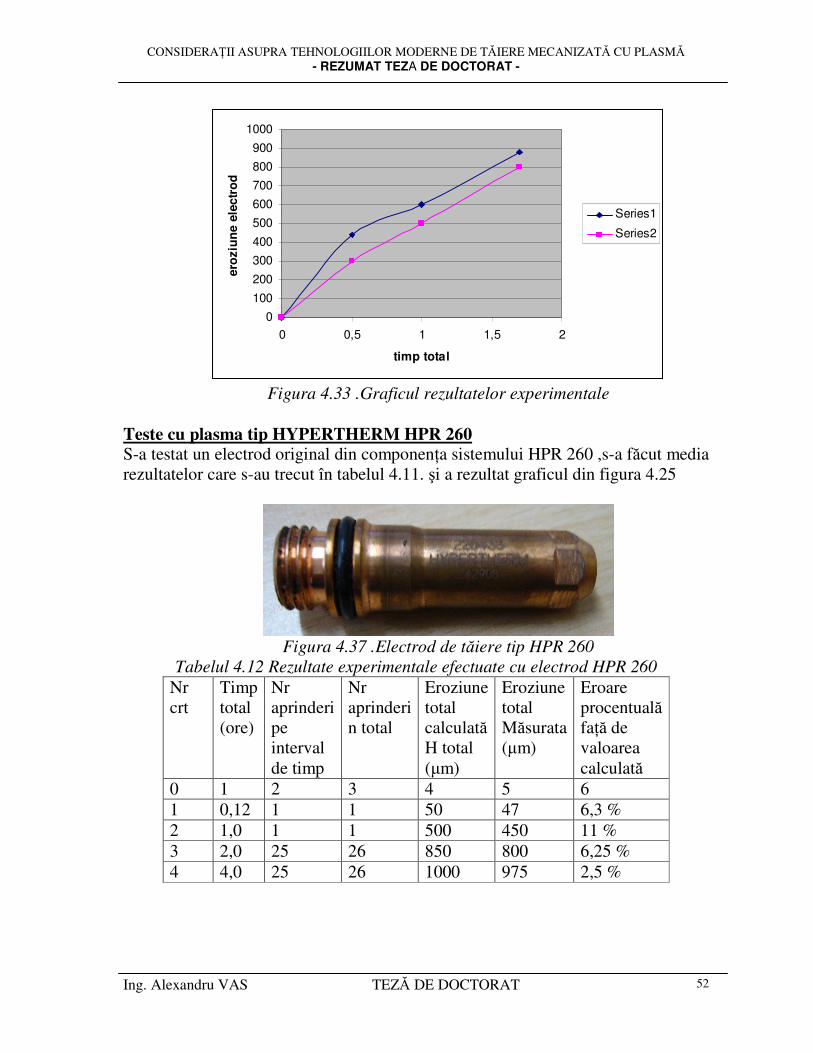
CONSIDERAłII ASUPRA TEHNOLOGIILOR MODERNE DE TĂIERE MECANIZATĂ CU PLASMĂ - REZUMAT TEZA DE DOCTORAT -
Ing. Alexandru VAS TEZĂ DE DOCTORAT 52
0
100
200
300
400
500
600
700
800
900
1000
0 0,5 1 1,5 2
timp total
ero
ziu
ne e
lectr
od
Series1
Series2
Figura 4.33 .Graficul rezultatelor experimentale
Teste cu plasma tip HYPERTHERM HPR 260 S-a testat un electrod original din componenŃa sistemului HPR 260 ,s-a făcut media rezultatelor care s-au trecut în tabelul 4.11. şi a rezultat graficul din figura 4.25
Figura 4.37 .Electrod de tăiere tip HPR 260
Tabelul 4.12 Rezultate experimentale efectuate cu electrod HPR 260
Nr crt
Timp total (ore)
Nr aprinderi pe interval de timp
Nr aprinderi n total
Eroziune total calculată H total (µm)
Eroziune total Măsurata (µm)
Eroare procentuală faŃă de valoarea calculată
0 1 2 3 4 5 6 1 0,12 1 1 50 47 6,3 % 2 1,0 1 1 500 450 11 % 3 2,0 25 26 850 800 6,25 % 4 4,0 25 26 1000 975 2,5 %
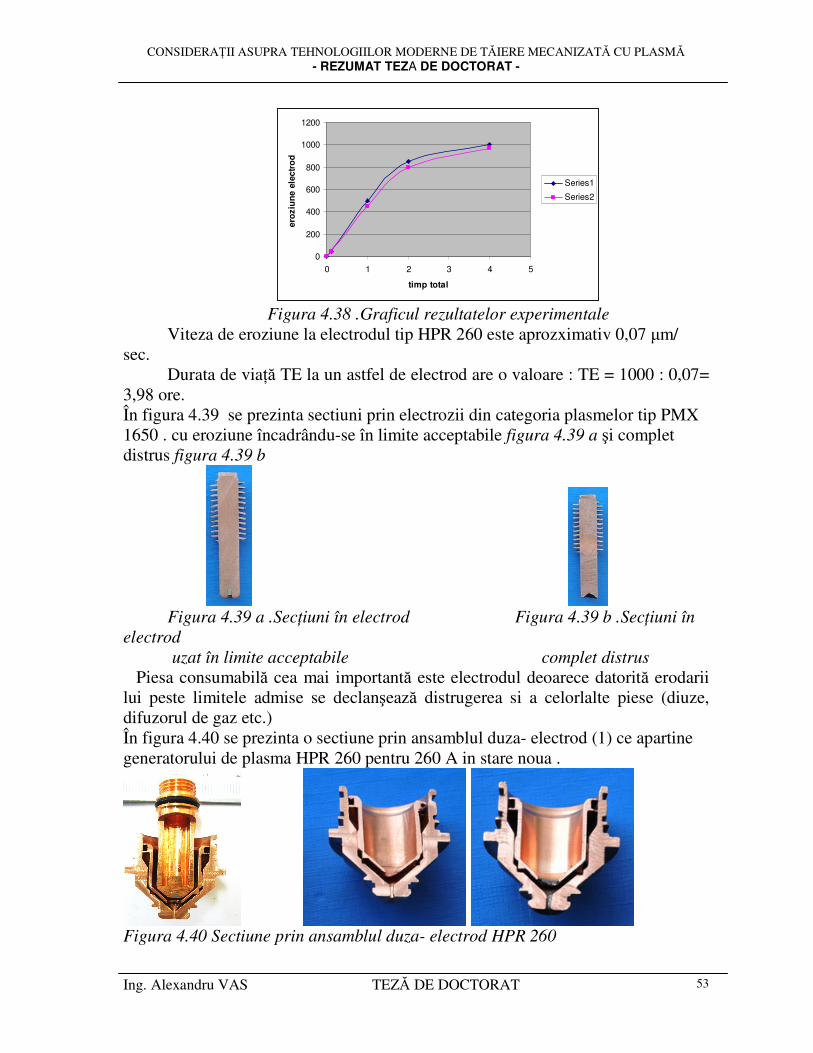
CONSIDERAłII ASUPRA TEHNOLOGIILOR MODERNE DE TĂIERE MECANIZATĂ CU PLASMĂ - REZUMAT TEZA DE DOCTORAT -
Ing. Alexandru VAS TEZĂ DE DOCTORAT 53
0
200
400
600
800
1000
1200
0 1 2 3 4 5
timp totalero
ziu
ne e
lectr
od
Series1
Series2
Figura 4.38 .Graficul rezultatelor experimentale
Viteza de eroziune la electrodul tip HPR 260 este aprozximativ 0,07 µm/ sec.
Durata de viaŃă TE la un astfel de electrod are o valoare : TE = 1000 : 0,07= 3,98 ore. În figura 4.39 se prezinta sectiuni prin electrozii din categoria plasmelor tip PMX 1650 . cu eroziune încadrându-se în limite acceptabile figura 4.39 a şi complet distrus figura 4.39 b
Figura 4.39 a .SecŃiuni în electrod Figura 4.39 b .SecŃiuni în
electrod
uzat în limite acceptabile complet distrus
Piesa consumabilă cea mai importantă este electrodul deoarece datorită erodarii lui peste limitele admise se declanşează distrugerea si a celorlalte piese (diuze, difuzorul de gaz etc.) În figura 4.40 se prezinta o sectiune prin ansamblul duza- electrod (1) ce apartine generatorului de plasma HPR 260 pentru 260 A in stare noua .
Figura 4.40 Sectiune prin ansamblul duza- electrod HPR 260
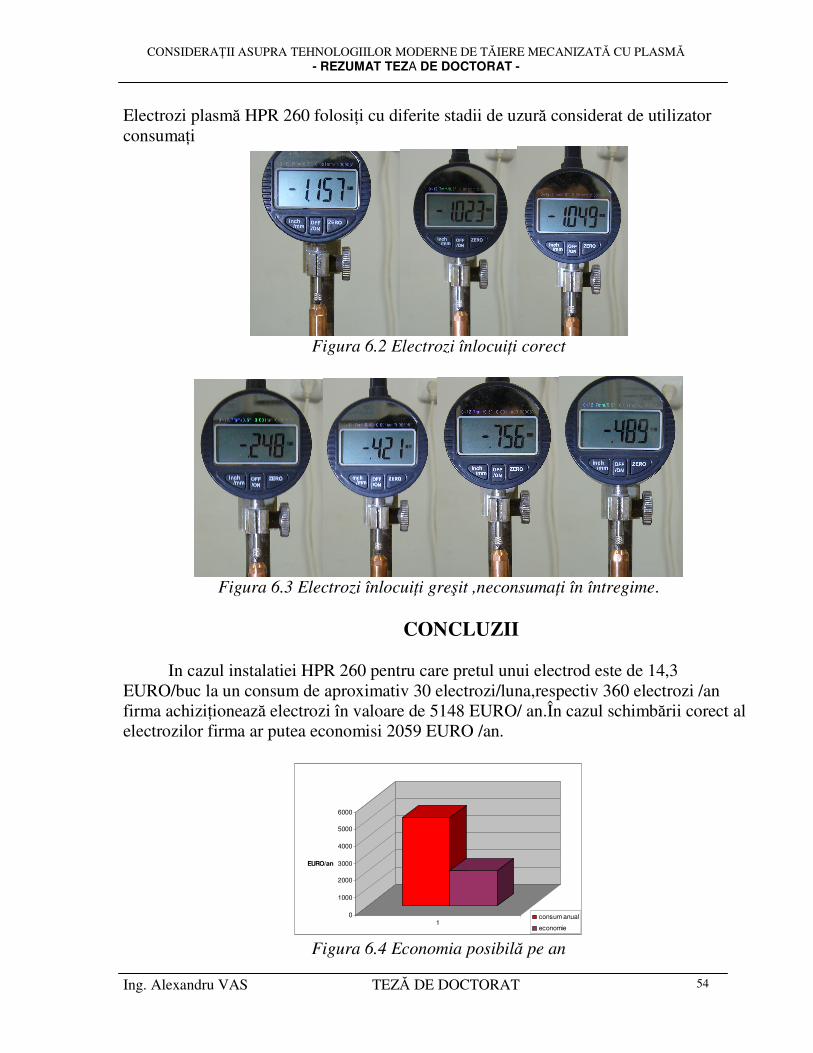
CONSIDERAłII ASUPRA TEHNOLOGIILOR MODERNE DE TĂIERE MECANIZATĂ CU PLASMĂ - REZUMAT TEZA DE DOCTORAT -
Ing. Alexandru VAS TEZĂ DE DOCTORAT 54
Electrozi plasmă HPR 260 folosiŃi cu diferite stadii de uzură considerat de utilizator consumaŃi
Figura 6.2 Electrozi înlocuiŃi corect
Figura 6.3 Electrozi înlocuiŃi greşit ,neconsumaŃi în întregime.
CONCLUZII
In cazul instalatiei HPR 260 pentru care pretul unui electrod este de 14,3
EURO/buc la un consum de aproximativ 30 electrozi/luna,respectiv 360 electrozi /an firma achiziŃionează electrozi în valoare de 5148 EURO/ an.În cazul schimbării corect al electrozilor firma ar putea economisi 2059 EURO /an.
0
1000
2000
3000
4000
5000
6000
EURO/an
1consum anual
economie Figura 6.4 Economia posibilă pe an
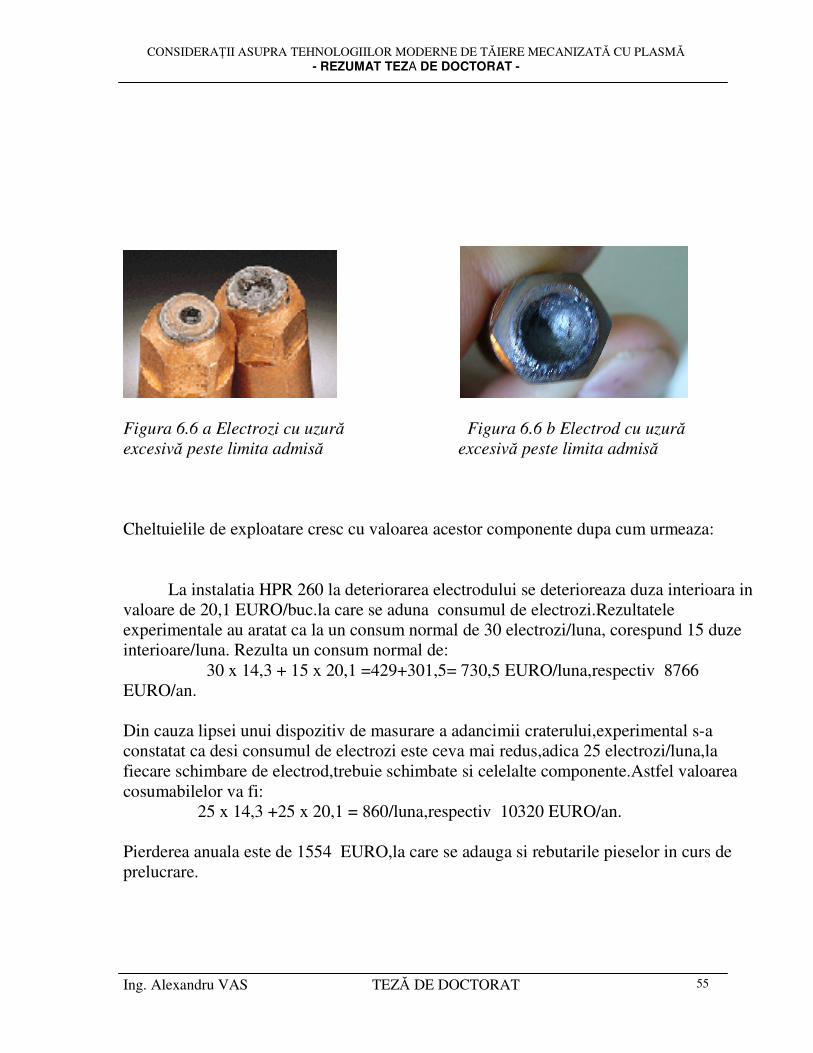
CONSIDERAłII ASUPRA TEHNOLOGIILOR MODERNE DE TĂIERE MECANIZATĂ CU PLASMĂ - REZUMAT TEZA DE DOCTORAT -
Ing. Alexandru VAS TEZĂ DE DOCTORAT 55
Figura 6.6 a Electrozi cu uzură Figura 6.6 b Electrod cu uzură
excesivă peste limita admisă excesivă peste limita admisă Cheltuielile de exploatare cresc cu valoarea acestor componente dupa cum urmeaza:
La instalatia HPR 260 la deteriorarea electrodului se deterioreaza duza interioara in valoare de 20,1 EURO/buc.la care se aduna consumul de electrozi.Rezultatele experimentale au aratat ca la un consum normal de 30 electrozi/luna, corespund 15 duze interioare/luna. Rezulta un consum normal de: 30 x 14,3 + 15 x 20,1 =429+301,5= 730,5 EURO/luna,respectiv 8766 EURO/an. Din cauza lipsei unui dispozitiv de masurare a adancimii craterului,experimental s-a constatat ca desi consumul de electrozi este ceva mai redus,adica 25 electrozi/luna,la fiecare schimbare de electrod,trebuie schimbate si celelalte componente.Astfel valoarea cosumabilelor va fi: 25 x 14,3 +25 x 20,1 = 860/luna,respectiv 10320 EURO/an. Pierderea anuala este de 1554 EURO,la care se adauga si rebutarile pieselor in curs de prelucrare.
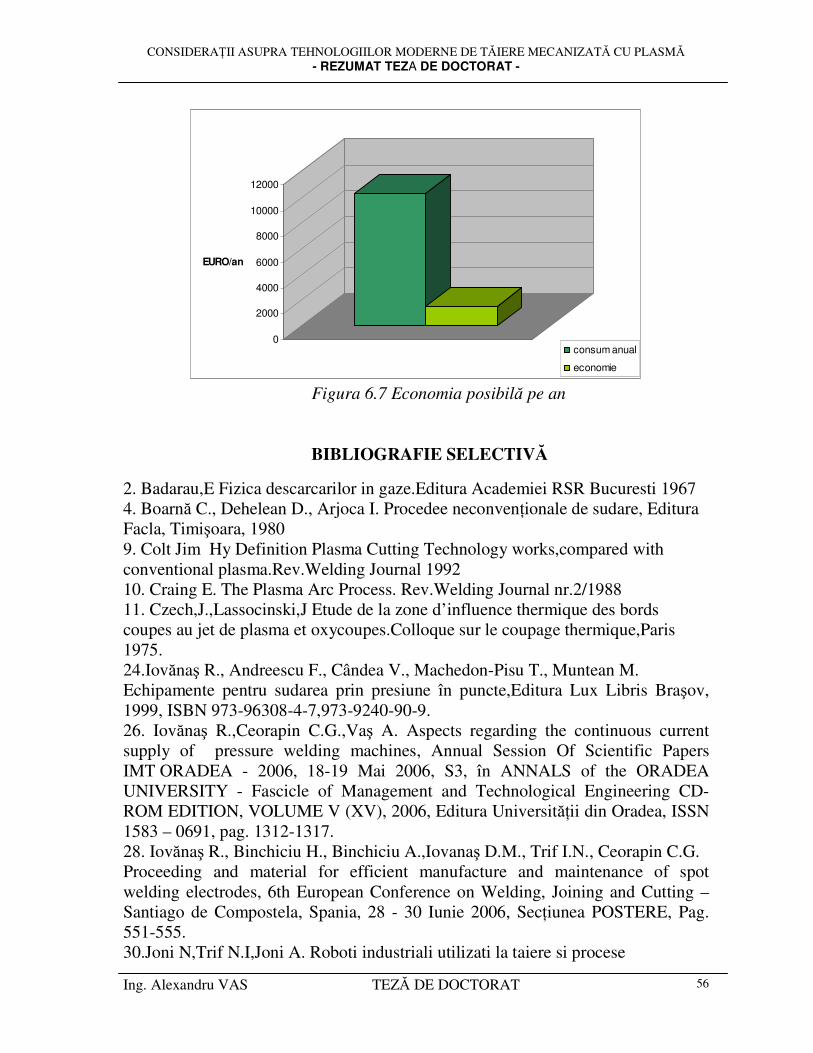
CONSIDERAłII ASUPRA TEHNOLOGIILOR MODERNE DE TĂIERE MECANIZATĂ CU PLASMĂ - REZUMAT TEZA DE DOCTORAT -
Ing. Alexandru VAS TEZĂ DE DOCTORAT 56
0
2000
4000
6000
8000
10000
12000
EURO/an
consum anual
economie
Figura 6.7 Economia posibilă pe an
BIBLIOGRAFIE SELECTIVĂ
2. Badarau,E Fizica descarcarilor in gaze.Editura Academiei RSR Bucuresti 1967 4. Boarnă C., Dehelean D., Arjoca I. Procedee neconvenŃionale de sudare, Editura Facla, Timişoara, 1980 9. Colt Jim Hy Definition Plasma Cutting Technology works,compared with conventional plasma.Rev.Welding Journal 1992 10. Craing E. The Plasma Arc Process. Rev.Welding Journal nr.2/1988 11. Czech,J.,Lassocinski,J Etude de la zone d’influence thermique des bords coupes au jet de plasma et oxycoupes.Colloque sur le coupage thermique,Paris 1975. 24.Iovănaş R., Andreescu F., Cândea V., Machedon-Pisu T., Muntean M. Echipamente pentru sudarea prin presiune în puncte,Editura Lux Libris Braşov, 1999, ISBN 973-96308-4-7,973-9240-90-9. 26. Iovănaş R.,Ceorapin C.G.,Vaş A. Aspects regarding the continuous current supply of pressure welding machines, Annual Session Of Scientific Papers IMT ORADEA - 2006, 18-19 Mai 2006, S3, în ANNALS of the ORADEA UNIVERSITY - Fascicle of Management and Technological Engineering CD-ROM EDITION, VOLUME V (XV), 2006, Editura UniversităŃii din Oradea, ISSN 1583 – 0691, pag. 1312-1317. 28. Iovănaş R., Binchiciu H., Binchiciu A.,Iovanaş D.M., Trif I.N., Ceorapin C.G. Proceeding and material for efficient manufacture and maintenance of spot welding electrodes, 6th European Conference on Welding, Joining and Cutting – Santiago de Compostela, Spania, 28 - 30 Iunie 2006, SecŃiunea POSTERE, Pag. 551-555. 30.Joni N,Trif N.I,Joni A. Roboti industriali utilizati la taiere si procese
CONSIDERAłII ASUPRA TEHNOLOGIILOR MODERNE DE TĂIERE MECANIZATĂ CU PLASMĂ - REZUMAT TEZA DE DOCTORAT -
Ing. Alexandru VAS TEZĂ DE DOCTORAT 57
conexe.Teza de doctorat Universitatea TRANSILVANIA Brasov 2006 31. Joni,N. Solutii moderne privind implementarea robotilor industriali pentru sudare si procese de taiere.Teza de doctorat.Universitatea Transilvania Brasov,2003 37. Machedon T., Andreescu F. Materiale metalice pentru produse sudate , Editura LuxLibris, Braşov, 1996. 38. Machedon T. Tratamente termice pentru produse sudate , Editura LuxLibris, Braşov, 1998 40. Milos L. Taierea Termica. Editura SEDONA 1996 41. Milos L, Sima Gh. Tusz Fr.Taierea Termica.Indrumator de laborator. Univ.Aurel Vlaicu 1995. 57. Salagean T, Vas A , Popovici D Plasma termica pentru taierea ,sudarea si acoperirea metalelor. Editura Academiei Romane 1989. 60. Serban V. Elemente de ştiinŃa şi ingineria materialelor, Editura Didactică şi Pedagogică, Timişoara, 1998. 64. Vas A, Pistirica D,Vas A Consideratii de ordin tehnic si economic la alegerea procedeelor de taiere.Congresul de taiere termica ISIM Timisoara 1999,brosura de comunicari 65 Vas A,Joni N, Cheveresan T,Zavulan G,Berinde V Aplicatiile industriale ale plasmei termice.Editura Facla 1979 66 Vas A. Sudarea,taierea si acoperirea metalelor.MICM,Oficiul de Documentare si Publicatii tehnice nr.5 1973 67 Vas A., Trif I.N., Iovanas Rz. JOINING ALUMINIUM AND ALUMINIUM ALLOYS USING LASERHYBRID WELDING 68 Vas A., Ioavanas R ASPECTS REGARDING LASERHYBRID WELDING 72. Contract PNII – PARTENERIATE Nr. 71-066/14.09.2007 Electrozi multistrat pentru sudarea prin rezistenta electrica in puncte si in linie – ELSUD. ConsorŃiu de cercetare: Universitatea Politehnica Bucureşti – CEMS – Coordonator, SUDOTIM Timişoara, Universitatea Transilvania din Braşov, TEHNOMAG Cluj-Napoca, Universitatea Tehnica din Cluj-Napoca, METAV-Cercetare Dezvoltare SA Bucureşti. 73. Contract PNII – INOVARE Nr. 57/2007 Formarea prin pulverizare a electrozilor compoziŃi, utilizaŃi pentru depuneri dure si sudare in puncte – PULVER. ConsorŃiu de cercetare: TEHNOMAG Cluj-Napoca – Coordonator, Universitatea Transilvania din Braşov, SUDOTIM Timişoara, Universitatea Politehnica Bucureşti – CEMS, SC Institutul de Cercetare si Proiectare Tehnologica CUG SA. 74. Contract CEEX – PROIECTE COMPLEXE NR. 221/2006 Materiale novative cu structură amorfă pentru brazare destinate aplicaŃiilor industriale speciale - NOVABRAZ. ConsorŃiu de cercetare: Universitatea Transilvania din Braşov – Coordonator, Universitatea Politehnica Bucureşti – CEMS, SUDOTIM Timişoara, Universitatea Politehnica Timişoara, Academia de ŞtiinŃe Tehnice din România, filiala Timişoara.
CONSIDERAłII ASUPRA TEHNOLOGIILOR MODERNE DE TĂIERE MECANIZATĂ CU PLASMĂ - REZUMAT TEZA DE DOCTORAT -
Ing. Alexandru VAS TEZĂ DE DOCTORAT 58
REZUMAT
ConsideraŃii asupra tehnologiilor moderne de tăiere mecanizată cu plasmă
Recentele progrese din domeniul tehnicii, creşterea exigenŃei clienŃilor şi, implicit, a
societăŃii, determină promovarea unor produse cu un grad ridicat al calităŃii, acest lucru fiind
facilitat de proiectarea şi implementarea unor idei inovative de fabricare a produselor.
În vederea îmbunătăŃirii calităŃii de tăiere ale pieselor dar şi pentru o diminuare a costului de
tăiere, trebuie să se Ńină seama de nivelul calităŃii tăierii, a preciziei privind dimensiunile
geometrice ale materialului prelucrat şi nu în ultimul rând cheltuielile specifice ale tăieturii.
Sunt cunoscute dezvoltările spectaculoase din ultimii ani a procedeelor de tăiere termică,
datorită avantajelor de ordin tehnic şi economic în comparaŃie cu prelucrările mecanice clasice şi
sub acest aspect pot fi luate în consideraŃie: tăierea cu oxigen, tăierea cu arc de plasmă şi tăierea
cu fascicul laser
Teza de doctorat, prin tematica abordată se înscrie în domeniul preocupărilor existente pe plan mondial privind
tehnologiile moderne de tăiere mecanizată cu plasmă, cercetările desfăşurate fiind orientate spre îmbunătăŃirea
calităŃii tăierii prin procedeele de tăiere moderne.
ABSTRACT
CONSIDERATIONS ON MODERN TECHNOLOGIES FOR
MECHANISED PLASMA CUTTING
The recent developments in the field of technology, the increasing exigency of the clients and society,
determines the promotion of products with a high degree of quality, this fact being facilitated by the projection and
implementation of innovative ideas for products fabrication.
In order to improve the cutting quality of the pieces and to reduce the cutting costs, the cut quality, the accuracy of
geometric dimensions of the processed materials and, not least, the specific cut costs must be
taken into consideration.
CONSIDERAłII ASUPRA TEHNOLOGIILOR MODERNE DE TĂIERE MECANIZATĂ CU PLASMĂ - REZUMAT TEZA DE DOCTORAT -
Ing. Alexandru VAS TEZĂ DE DOCTORAT 59
The spectacular developments in recent years of the thermal cutting processes are well-known, due to the
technical and economic advantages compared with conventional machining and in this respect
may be considered: oxygen cutting, plasma arc cutting and laser cutting.
The PhD thesis, through the theme tackled, is enlisted in the existing concerns in the world of modern
technologies of mechanized plasma cutting, research being conducted for improving cutting
quality cut by modern cutting processes.
LUCRĂRI ŞTIINłIFICE / CONTRACTE CERCETARE
A.Lucrări prezentate/publicate in reviste internaŃionale cu cotaŃie ISI
1. Vas Alexandru,Pistirica D-tru,Vas Alexandru Livius. ”Consideratii de ordin tehnic si economic la alegerea
procedeelor de taiere”.Congresul de taiere termica ISIM Timisoara 1999,brosura de comunicari
2. Voiculescu, R. Iovanas, D.M. Iovanas, C.G. Ceorapin, A VAS, H. Binchiciu - “Performance Testing of
Joints Brazed with Amorphous Filler Material Type CuSn”.
Lucrare publicata in METALURGIA INTERNATIONAL vol. XIV (2009) special issue no.2, pag. 143
B. Lucrări prezentate la manifestări ştiinŃifice internaŃionale si publicate in reviste
internaŃionale indexate BDI
1. Alexandru Vas, Radu Iovanas – ”Studies concerning the reliability factor of the surfaces reconditioned by
means of thermal pulverization, using the finite element analysis (FEA)”
Lucrare prezentata la International Conference “Safety and Reliability of welded Components”, organizata cu
ocazia 61st Anual Assembly and International Conference of the International Institute of Welding IIW, Poster,
Graz - Austria, Iulie 2008 si publicata in Proceeding, pag.749-752 , ISBN 978-3-85125-019-0, Editat de Verlag
Tecnischen Universitat Graz.
2. Iacob Nicolae Trif, Joni Nicolae, Alexandru Vas – „Soptic fiber modern welding equipments and technologies
for communication services”
Lucrare prezentata la International Conference “Safety and Reliability of welded Components”, organizata cu
ocazia 61st Anual Assembly and International Conference of the International Institute of Welding IIW, Poster,
Graz - Austria, Iulie 2008 si publicata in Proceeding, pag.789-791 , ISBN 978-3-85125-019-0, Editat de Verlag
Tecnischen Universitat Graz.
C. Lucrări prezentate la manifestări ştiinŃifice naŃionale/internaŃionale si publicate
în reviste naŃionale recunoscute CNCSIS
1. Vas Alexandru Livius “Protectia mediului contra exploziilor la instalatiile de taiere cu flacara oxigaz”
Buletinul AGIR nr 1-2 /2006
2. Al. Vas, R. Iovanas – “ASPECTS REGARDING LASERHYBRID WELDING Lucrare prezentata la International Conference On Material Science And Engineering BRAMAT 2007,22-24 Feb.
2007, Sectiunea 4 Modeling and Simulation in Material Science. Lucrare publicata în BULLETIN OF THE
TRANSILVANIA UNIVERSITY OF BRAŞOV – Suplemment of BRAMAT 2007, vol. III - Welding Engineering,
CONSIDERAłII ASUPRA TEHNOLOGIILOR MODERNE DE TĂIERE MECANIZATĂ CU PLASMĂ - REZUMAT TEZA DE DOCTORAT -
Ing. Alexandru VAS TEZĂ DE DOCTORAT 60
Modeling and Simulation in Material Science, Published by Transilvania University Press, Braşov, 2007, ISSN
1223-9631 (CNCSIS B).
3. A. Vas, I.N. Trif, Rz. Iovanas - JOINING ALUMINIUM AND ALUMINIUM ALLOYS USING
LASERHYBRID WELDING Lucrare prezentata la International Conference On Material Science And Engineering BRAMAT 2007,22-24 Feb.
2007, Sectiunea 4 Modeling and Simulation in Material Science. Lucrare publicata în BULLETIN OF THE
TRANSILVANIA UNIVERSITY OF BRAŞOV – Suplemment of BRAMAT 2007, vol. III - Welding Engineering,
Modeling and Simulation in Material Science, Published by Transilvania University Press, Braşov, 2007, ISSN
1223-9631 (CNCSIS B).
D. Contracte de cercetare naŃionale
1. Contract PNII – PARTENERIATE Nr. 72-216/2008 (0ct. 2008 – sept. 2010) - “Tehnologie de depunere
prin sudare hibrida laser-mig cu pulberi” – LASERDEP.
ConsorŃiu: CO – Univ. Politehnica Bucureşti – CEMS; P1 – Univ. Transilvania din Braşov; P2 - SUDOTIM; P3 -
ISIM; P4 - METAV; P5 - TMC; Resp. proiect UTBv: prof. Dr. Ing. Iovănaş Radu. Membru în colectiv - FuncŃia –
Inginer cercetare,.
2. Contract PNII – PARTENERIATE Nr. 72-203/2008 (0ct. 2008 – sept. 2011)“Solutii novative de realizare
prin autoformare a modelelor pentru turnarea pieselor de serie mica si unicate“ – AUTOFORMODEL.
ConsorŃiu de cercetare: CO - SC ICPT TEHNOMAG CUG SA; P1- Universitatea Politehnica Bucureşti – CEMS;
P2 - SC TEHNOMAG SA; P3 - Universitatea Transilvania din Braşov; P4-UTTIS SRL; P5- SUDOTIM AS SRL.
Responsabil de proiect UTBv: prof. Dr. Ing. Iovănaş Radu. Membru în colectiv - FuncŃia – Inginer cercetare,
3. Contract PNII – PARTENERIATE Nr. 71-039/14.09.2007 (sept. 2007 – sept. 2010) - “Tehnologii inovative
pentru realizarea de elemente modulate destinate fabricării sculelor pentru deformări plastice” – ELMOD.
ConsorŃiu de cercetare: Universitatea Transilvania din Braşov – Coordonator, Universitatea Politehnica Bucureşti –
CEMS, Universitatea Tehnica din Cluj-Napoca, SUDOTIM Timişoara, TEHNOMAG Cluj-Napoca, Director de
proiect: prof. Dr. Ing. Iovănaş Radu. Membru în colectiv - FuncŃia – Inginer cercetare,.
4. Contract PNII – PARTENERIATE Nr. 71-066/14.09.2007 (sept. 2007 – sept. 2010) - „Electrozi multistrat
pentru sudarea prin rezistenta electrica in puncte si in linie” – ELSUD.
ConsorŃiu: Univ. Politehnica Bucureşti – CEMS – Coordonator, SUDOTIM Timişoara, Univ. Transilvania din
Braşov, TEHNOMAG Cluj-Napoca, Univ. Tehnica din Cluj-Napoca, METAV-Cercetare Dezvoltare SA Bucureşti,
Director de proiect: prof. Dr. Ing. Geanta Victor. Resp. proiect UTBv: prof. Dr. Ing. Iovănaş Radu. Membru în
colectiv - FuncŃia – Inginer cercetare.
5. Contract PNII – INOVARE Nr. 57/2007 (sept. 2007 – sept. 2009) - „Formarea prin pulverizare a
electrozilor compoziŃi, utilizaŃi pentru depuneri dure si sudare in puncte” – PULVER.
ConsorŃiu de cercetare: TEHNOMAG Cluj-Napoca – Coordonator, Universitatea Transilvania din Braşov,
SUDOTIM Timişoara, Universitatea Politehnica Bucureşti – CEMS, SC Institutul de Cercetare si Proiectare
Tehnologica CUG SA, Director de proiect: prof. Dr. Ing. Canta Traian, Responsabil de proiect UTBv: prof. Dr. Ing.
Iovănaş Radu. Membru în colectiv - FuncŃia – Inginer cercetare.
6. Contract CEEX – PROIECTE COMPLEXE NR. 221/2006 (oct. 2006 – sept. 2008) - „Materiale novative
cu structură amorfă pentru brazare destinate aplicaŃiilor industriale speciale” - NOVABRAZ.
CONSIDERAłII ASUPRA TEHNOLOGIILOR MODERNE DE TĂIERE MECANIZATĂ CU PLASMĂ - REZUMAT TEZA DE DOCTORAT -
Ing. Alexandru VAS TEZĂ DE DOCTORAT 61
ConsorŃiu de cercetare: Universitatea Transilvania din Braşov – Coordonator, Universitatea Politehnica Bucureşti –
CEMS, SUDOTIM Timişoara, Universitatea Politehnica Timişoara, Academia de ŞtiinŃe Tehnice din România,
filiala Timişoara. Director de proiect: prof. Dr. Ing. Iovănaş Radu. Membru în colectiv - FuncŃia – Inginer cercetare,
SCIENTIFIC PAPERS/RESEARCH CONTRACTS
A.Papers presented/published in international magazines cotated ISI
1. Vas Alexandru,Pistirica D-tru,Vas Alexandru Livius. – ” Technical and economical considerations in the
selection of cutting processes”. Proceedings of Thermal Cutting Congress, ISIM Timisoara, 1999.
2. Voiculescu, R. Iovanas, D.M. Iovanas, C.G. Ceorapin, A VAS, H. Binchiciu - “Performance Testing of
Joints Brazed with Amorphous Filler Material Type CuSn”.
Paper published in METALURGIA INTERNATIONAL vol. XIV (2009) special issue no.2, pag. 143
B. Papers presented at international scientific manifestations and published in
international magazines that are BDI indexated
1. Alexandru Vas, Radu Iovanas – ”Studies concerning the reliability factor of the surfaces reconditioned by
means of thermal pulverization, using the finite element analysis (FEA)”
Paper presented at the International Conference “Safety and Reliability of welded Components”, organized with
the occasion of the 61st Anual Assembly and International Conference of the International Institute of Welding IIW,
Poster, Graz - Austria, Iulie 2008 and published in the Proceeding, pag.749-752 , ISBN 978-3-85125-019-0, Edited
de Verlag Tecnischen Universitat Graz.
2. Iacob Nicolae Trif, Joni Nicolae, Alexandru Vas – „Soptic fiber modern welding equipments and technologies
for communication services”
Paper presented at the International Conference “Safety and Reliability of welded Components”, organized with
the occasion 61st Anual Assembly and International Conference of the International Institute of Welding IIW,
Poster, Graz - Austria, Iulie 2008 and published in the Proceeding, pag.789-791 , ISBN 978-3-85125-019-0,
Edited de Verlag Tecnischen Universitat Graz.
C. Papers presented at national /international manifestations and published in
national magazines CNCSIS acknowledged
1. VAS ALEXANDRU – “Environmental protection against explosions for oxy-gas cutting installations ” Paper
published in AGIR no 1-2 / 2006
2. Al. Vas, R. Iovanas – “Aspects Regarding Laserhybrid welding”
Paper presented at the International Conference On Material Science And Engineering BRAMAT 2007, 22-24 Feb.
2007, section Modeling and Simulation in Material Science.
CONSIDERAłII ASUPRA TEHNOLOGIILOR MODERNE DE TĂIERE MECANIZATĂ CU PLASMĂ - REZUMAT TEZA DE DOCTORAT -
Ing. Alexandru VAS TEZĂ DE DOCTORAT 62
Paper published in BULLETIN OF THE TRANSILVANIA UNIVERSITY OF BRAŞOV – Suplemment of
BRAMAT 2007, vol. III - Welding Engineering, Modeling and Simulation in Material Science, Published by
Transilvania University Press, Braşov, 2007, ISSN 1223-9631 (CNCSIS B).
3. A. Vas, I.N. Trif, Rz. Iovanas – “Joining aluminium and aluminium allois using laserhybrid welding “
Paper presented at the International Conference On Material Science And Engineering BRAMAT 2007, 22-24 Feb.
2007, section Modeling and Simulation in Material Science.
Paper published in BULLETIN OF THE TRANSILVANIA UNIVERSITY OF BRAŞOV – Suplemment of
BRAMAT 2007, vol. III - Welding Engineering, Modeling and Simulation in Material Science, Published by
Transilvania University Press, Braşov, 2007, ISSN 1223-9631 (CNCSIS B).
D. National research contracts
1. Contract PNII – PARTENERSHIP Nr. 72-216/2008 (0ct. 2008 – sept. 2010) - “Technology of
deposition through laser – mig hybrid powder welding” – LASERDEP.
Syndicate: CO – POLITECHNIC UNIVERSITY BUCHAREST – CEMS; P1 – TRANSILVANIA UNIVERSITY
BRASOV ; P2 - SUDOTIM; P3 - ISIM; P4 - METAV; P5 - TMC; PROJECT RESPONSIBLE:UTBv: prof. Dr. Ing. Iovănaş Radu. Member in the research collective - Title – Research Engineer,
2. Contract PNII – PARTENERSHIP Nr. 72-203/2008 (0ct. 2008 – sept. 2011)“Novative solutions in
order to achieve ,through autoforming, models for unique and limited series casting “ –
AUTOFORMODEL.
Syndicate: CO - SC ICPT TEHNOMAG CUG SA; P1- POLITECHNIC UNIVERSITY BUCHAREST – CEMS; P2
- SC TEHNOMAG SA; P3 - TRANSILVANIA UNIVERSITY BRASOV ; P4-UTTIS SRL; P5- SUDOTIM AS
SRL. PROJECT RESPONSIBLE UTBv: prof. Dr. Ing. Iovănaş Radu. Member in the research collective - Title –
Research Engineer,
3. Contract PNII – PARTENERSHIP Nr. 71-039/14.09.2007 (sept. 2007 – sept. 2010) - “ Inovative
technologies in order to achieve modulated elements ordained to tools manufacturing for plastic
deformation” – ELMOD.
Syndicate: TRANSILVANIA UNIVERSITY BRASOV – Coordinator, POLITECHNIC UNIVERSITY
BUCHAREST – CEMS, TECHICAL UNIVERSITY Cluj-Napoca, SUDOTIM Timişoara, TEHNOMAG Cluj-
Napoca, PROJECT DIRECTOR UTBv: prof. Dr. Ing. Iovănaş Radu. Member in the research collective - Title –
Research Engineer,
4. Contract PNII – PARTENERIATE Nr. 71-066/14.09.2007 (sept. 2007 – sept. 2010) - „Multilayered
electrodes for welding through punctual and linear electrical resistance” – ELSUD.
Syndicate: POLITECHNIC UNIVERSITY BUCHAREST – CEMS – CoordInator, SUDOTIM Timişoara,
TRANSILVANIA UNIVERSITY BRASOV, TEHNOMAG Cluj-Napoca, TECHICAL UNIVERSITY Cluj-
Napoca, METAV-RESEARCH DEVELOPMENT SA Bucharest, PROJECT DIRECTOR: prof. Dr. Ing. Geanta
Victor. PROJECT RESPONSIBLE UTBv: prof. Dr. Ing. Iovănaş Radu. Member in the research collective - Title –
Research Engineer,
5. Contract PNII – INOVATION Nr. 57/2007 (sept. 2007 – sept. 2009) - „Forming through spraying of
the composite electrodes used for rough depositions and punctual welding” – PULVER.
Syndicate: TEHNOMAG Cluj-Napoca – Coordinator, TRANSILVANIA UNIVERSITY BRASOV, SUDOTIM
Timişoara, POLITECHNIC UNIVERSITY BUCHAREST – CEMS, RESEARCH AND TECHNOLOGICAL

CONSIDERAłII ASUPRA TEHNOLOGIILOR MODERNE DE TĂIERE MECANIZATĂ CU PLASMĂ - REZUMAT TEZA DE DOCTORAT -
Ing. Alexandru VAS TEZĂ DE DOCTORAT 63
PROJECTION INSTITUTE CUG SA, PROJECT DIRECTOR: prof. Dr. Ing. Canta Traian, PROJECT
RESPONSIBLE UTBv: prof. Dr. Ing. Iovănaş Radu. Member in the research collective - Title – Research Engineer.
6. Contract CEEX – COMPLEX PROJECTS NR. 221/2006 (oct. 2006 – sept. 2008) - „Novative
materials with amorphus structure for brazing ordained to special industrial aplications” -
NOVABRAZ.
Syndicate: TRANSILVANIA UNIVERSITY BRASOV – CoordInator, POLITECHNIC UNIVERSITY
BUCHAREST – CEMS, SUDOTIM Timişoara, POLITECHNIC UNIVERSITY TIMISOARA, TECHNICAL
SCIENCES ACADEMY from România, Timişoara. PROJECT DIRECTOR: prof. Dr. Ing. Iovănaş Radu. Member
in the research collective - Title – Research Engineer.
CONSIDERAłII ASUPRA TEHNOLOGIILOR MODERNE DE TĂIERE MECANIZATĂ CU PLASMĂ - REZUMAT TEZA DE DOCTORAT -
Ing. Alexandru VAS TEZĂ DE DOCTORAT 64
CURRICULUM VITAE
DATE PERSONALE: Numele: VAS Prenumele: ALEXANDRU LIVIUS Data naşterii: 09 August 1972 Locul naşterii: Timişoara, jud. Timiş Starea civila: căsătorit Adresa domiciliu: str. Calea Aradului nr. 8, Timişoara, jud. Timiş STUDII GIMNAZIALE: 1978-1986, Sc. Gen. Nr. 22 , Timişoara, jud. Timiş
STUDII LICEALE: 1986-1990, Liceul Grigore Moisil, Timişoara, jud. Timiş STUDII UNIVERSITARE: 1990-1996, Universitatea POLITEHNICA Timişoara, Facultatea de MECANICA , Specializarea Utilajul şi Tehnologia Sudării 1996-1997, Universitatea POLITEHNICA Timişoara, Facultatea de MECANICA , Specializarea Utilajul şi Tehnologia Sudării ,Specializarea Sudarea in mediu de gaz protector, Master SPECIALIZARI:
1. Atestat electronist in tehnica de calcul – din 1990 ACTIVITATEA PROFESIONALA:
1. Oct. 2005 – Oct. 2008, Doctorand cu frecvenŃă, UNIVERSITATEA TRANSILVANIA din Braşov, Facultatea de ŞTIINłA ŞI INGINERIA MATERIALELOR, Catedra de INGINERIA MATERIALELOR ŞI SUDĂRII
2. Oct. 2008 – Prezent, Doctorand fără frecventa, UNIVERSITATEA TRANSILVANIA din Braşov, Facultatea de ŞTIINłA ŞI INGINERIA MATERIALELOR, Catedra de INGINERIA MATERIALELOR ŞI SUDĂRII
ACTIVITATEA STIINTIFICA Manuale universitare: - Monografii: - Articole publicate: 3 InvenŃii si inovaŃii : - Contracte de cercetare: 2 contracte naŃionale, membru în colectivul de cercetare Alte lucrări: - LIMBI STRAINE CUNOSCUTE: Engleza
CONSIDERAłII ASUPRA TEHNOLOGIILOR MODERNE DE TĂIERE MECANIZATĂ CU PLASMĂ - REZUMAT TEZA DE DOCTORAT -
Ing. Alexandru VAS TEZĂ DE DOCTORAT 65
CURRICULUM VITAE
PERSONAL DATA: Name: VAS First name: ALEXANDRU LIVIUS
Date of birth: 09 August 1972 Place of birth: Timişoara, Timiş Countrz Adresa domiciliu: str. Calea Aradului nr. 8, Timişoara, jud. Timiş
Civil state: maried
GYMNASIAL STUDIES: 1978-1986, School General nr. 22, Timişoara, Timiş Countrz
HIGH SCHOOL STUDIES: 1986-1990, High school group Grigore Moisil , Timişoara, Timiş Countrz
UNIVERSITARY STUDIES 1990-1996, POLITEHNICA University of Timişoara, Materials Engineering and Science Faculty, Welding Equipment and Technology Specialization 1996-1997, POLITEHNICA University of Timişoara, Materials Engineering and Science Faculty, Welding Engineering, Master
SPECIALIZATION: 2. Certified electronic tehnician in computing – since 1990
PROFESSIONAL ACTIVITY:
3. Oct. 2005 – Oct. 2008, Doctoral student with frequency, TRANSILVANIA University of Brasov, Materials Engineering and Science Faculty, Materials Engineering and Welding Department
4. Oct. 2008 – Prezent, Doctoral student without frequency, TRANSILVANIA University of Brasov, Materials Engineering and Science Faculty, Materials Engineering and Welding Department
SCIENTIFIC ACTIVITY: Universitary manuals: - Books: - Published papers: 3 Inventions and innovations : - Research contracts: 2 national contracts, member of the research team Other papers: - KNOWN FOREIGN LANGUAGES: English








![2. Alexandru_grimut_thesis[1] Mg Tehnologiilor Informationale](https://static.fdocuments.net/doc/165x107/577c81a11a28abe054ad8b79/2-alexandrugrimutthesis1-mg-tehnologiilor-informationale.jpg)









