
Conservas-Eval. de Sellos
24
¡-- ~~~- --~ . , ISBN 99,72'.J41-DO-8(O-C) o70fo~2(j02-021'7 '1 j I I INSTITUTO TECNOLÓGICO PESQUERO DEL PERÚ - ITP - AÑO 4 N° 3 DICIEMBRE 2001 ~_. '.' ,,_oo.. '- '1. -". .. . \ .. _.' ." . m . ',- ". ... ., _, . .."..~.. ... on'. " , , , EVAlU"ACIÓN DE SELLOS POBLE~ EN ,"iENVASE:S M~TAlICOS¡ '- \. '- I I J '- i I I -- .
Transcript of Conservas-Eval. de Sellos

¡-- ~~~- --~. ,ISBN 99,72'.J41-DO-8(O-C)
o70fo~2(j02-021'7
'1
jI
I
INSTITUTO TECNOLÓGICO PESQUERO DEL PERÚ - ITP - AÑO 4 N° 3 DICIEMBRE 2001~_. '.' ,,_oo.. '- '1. -". .. . \ .. _.' ." . m . ',- ". ... ., _, . .."..~.. ... on'."
, ,,
EVAlU"ACIÓNDE SELLOS POBLE~ EN,"iENVASE:SM~TAlICOS¡ '-
\. '-
IIJ'- iI
I
-- .

_III<"""'~ ~
::¡::.:: ::::@
Ing. Carlos Alegre SalazatIng.GuillermoMacCotrina
.".,. . . ...',. )4,,,.- '.. .. "':.;"Y,n._'-:':>:':,:-__ ... »" Jfilli
RevisfpnYEdicf6n wj; ,,,
Direcciónde Transferencia
,T~cno{,99tCéJ" W $(~ ni !ti:::
Primera Edición
Q~Qiernbre,2tl01 ~, &
Impresión
"" ""1t~
Telf:428.0739 427-0496 427-2322Fax: 427,.2825
>1 gr'Publicación: .del 'InstiftJtot~chd10gica;Pesquero del Perú (ITP), Dirección deInspección y Control Sanitario
5". 1)
Fax: (511) 577.Q019 577~202E-mail:[email protected]
íS~N., ¡AA 't~, '" "1@. él
"' !
I¡¡¡
J I IX.
(InternationalStandard Bo()kNumber). ) J} L ~901 1 X.
Depósito Legal. ~ &.,.~.
¡ '9g;;17'~9' ~ 'w ,'" '.
, Hecho el Depósito LegaJ Ley 26905
,$ ?té;,:-:~¿
Ican
pueden ser reproducidos parejaI ototalmente, siempre y cuandó se
¡ ~9!,si~T!elafent~.r':"% w. . ~~
,: XII.
1
~
GUlA DE PRACTICASEVALUACiÓN DE SELLOS DOBLES EN
ENVASES METÁLICOS
INDICE
V.
VI.
VII.
VIII.
XI.
)
I 1.
lj11.
111.
a !
IV.
Pág.
IMPORTANCIADE LA OPERACiÓN 3
DEFINICIONES 4
ACEPTABILlDAD DE LOSSELLOS DOBLES 16
ESPECIFICACIONES QUE DEBEN SERSUMINISTRADAS POR EL PRODUCTORDE ENVASES METALlCOS 16
FRECUENCIA DE INSPECCiÓNDE SELLOS DOBLES 17
MEDIDAS DE LOS SELLOS DOBLES 19
MEDIDA DEL SELLO DOBLE MEDIANTEMÉTODOS ÓPTICOS 20
MÉTODO RECOMENDADO PARA LAEVALUACiÓN DE FUGAS 21
EQUIPOS PARA LA EVALUACiÓNDE SELLOS DOBLES 21
PERSONAL TÉCNICO YRESPONSABILIDADES 22
REGISTROS DE LAS EVALUACIONES 22
BIBLIOGRAFíA 23

EVALUACiÓN DE SELLOS DOBLES
EN ENVASES METÁLICOS .EVALUACiÓN DE SELLOS DOBLES EN ENVASES METÁLICOS
1. IMPORTANCIA DE LA OPERACiÓN
El tratamiento térmico que se aplica a las conservas puede ser considerado como laetapa más importante y científicamente más complicada de un proceso de enlatado,aunque ésta no tendría ningún sentido si la operación por la que se produce lahermeticidad en el envasese hace impropiamente.
Las conservas - particularmente las empacadas en envases de metal, ya sea dehojalata, lámina de acero estañada, acero al cromo, hoja de aluminio o aleaciones -secierran mediante una técnica llamada de sellado doble, por la cual se hace un doblezajustado de la pestaña del cuerpo y la tapa, en un procedimiento de dos operacionesseparadas y consecutivas.
Desde que este sistema de sellado o cerrado de envases de metal se conceptuó eintrodujo en la fabricación de conservas, han pasado muchos años, y si bien muchasmejoras - como el perfeccionamiento de las máquinas para el logro de mayorescapacidades de sellado y operaciones automatizadas-se han introducido en ese lapso,en la práctica el concepto del cierre es prácticamente el mismo tal como fuera fijado alprincipio. Sin embargo, lo más importante es saber que la aplicación de esta tecnología,durante todo ese tiempo, ha demostrado que es confiable y apropiada como paraasegurar la esterilidad obtenida por el proceso térmico y así contribuir al objetivo demanufacturar productosseguros e inocuossanitariamente.
Al igual que los procesos térmicos comerciales de esterilización, que normalmenteproducen productos seguros, los resultadosde las operaciones de sellado doble logranenvases herméticamente cerrados que permiten mantener la esterilidad comercial; sinembargo, se considera que estos procedimientos tienen más altos riesgos de fallar,como consecuencia de contaminaciones post-proceso,aún en cierres adecuadamenteconstruidos y dentro de las especificaciones, pudiendo producir porcentajes dedefectos mayores que los que normalmente tienen los procesos de esterilizacióncomercial (10.7 - 10.1°).Así, cualquier desviación o imperfección en la operación desellado Incrementará el riesgo de contaminación por lo que la vigilancia y control sobreésta operación, representa una de las tareas más importantes a realizar en lafabricación de conservas.
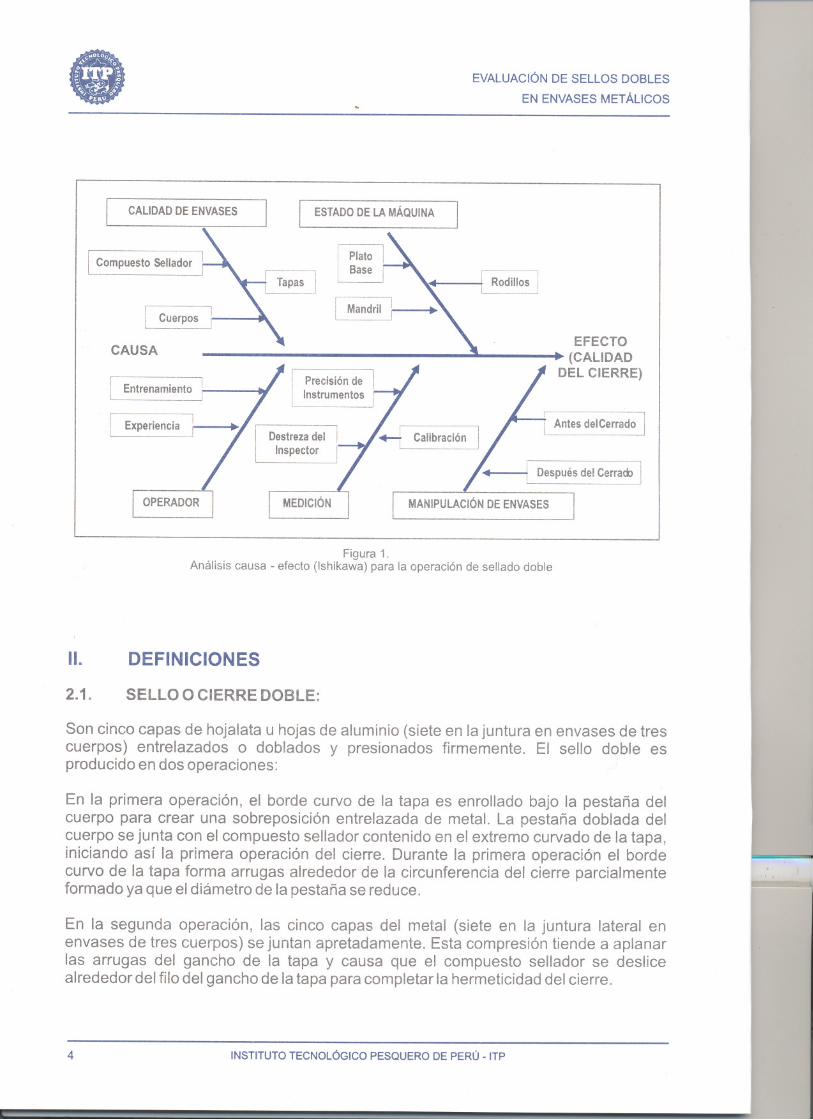
Teóricamente aplicando los criterios de Ishikawa a una operación de sellado doble, losresultados estarán influenciados por: la máquina cerradora, el personal a cargo de sucalibración y operación, la calidad de las latas recibidas y la precisión o exactitud de losinstrumentos de medición empleados.
Nota: Las orientaciones presentadas deben ser utilizadas como una Gura de Prácticas. hasta que éstas sean aprobadas por elMinisterio de Pesquería como Código de Prácticas. La aplicación de la Guía tiene carácter recomendatorio y deberá ser usada bajoesta consideración.
INSTITUTO TECNOLóGICO PESQUERO DE PERÚ - ITP 3
. EVALUACiÓN DE SELLOS DOBLES
EN ENVASES METÁLICOS
CALIDAD DE ENVASES ESTADODELA MÁQUINA
Experiencia
Rodillos ])
LcompuestoSellad;!
Cuerpos I Mandril f
EntrenamientoI Precisiónde IInstrumentos
EFECTO
(CALIDADDEL CIERRE)
CAUSA
AntesdelCerradoDestrezadelInspector
DespuésdelCerrado]
Figura 1.Análisis causa - efecto (Ishikawa) para la operación de sellado doble
11. DEFINICIONES
2.1. SELLO O CIERRE DOBLE:
Son cinco capas de hojalata u hojas de aluminio (siete en lajuntura en envases de trescuerpos) entrelazados o doblados y presionados firmemente. El sello doble esproducido en dos operaciones:
En la primera operación, el borde curvo de la tapa es enrollado bajo la pestaña delcuerpo para crear una sobreposición entrelazada de metal. La pestaña doblada delcuerpo se junta con el compuesto sellador contenido en el extremo curvado de la tapa,iniciando así la primera operación del cierre. Durante la primera operación el bordecurvo de la tapa forma arrugas alrededor de la circunferencia del cierre parcialmenteformado ya que el diámetro de la pestañase reduce.
En la segunda operación, las cinco capas del metal (siete en la juntura lateral enenvases de tres cuerpos) se juntan apretadamente. Esta compresión tiende a aplanarlas arrugas del gancho de la tapa y causa que el compuesto sellador se deslicealrededor del filo del gancho de latapa paracompletar la hermeticidaddel cierre.
4 INSTITUTO TECNOLÓGICO PESQUERO DE PERÚ - ITP
EVALUACiÓN DE SELLOS DOBLES
EN ENVASES METÁLICOS ...... .....
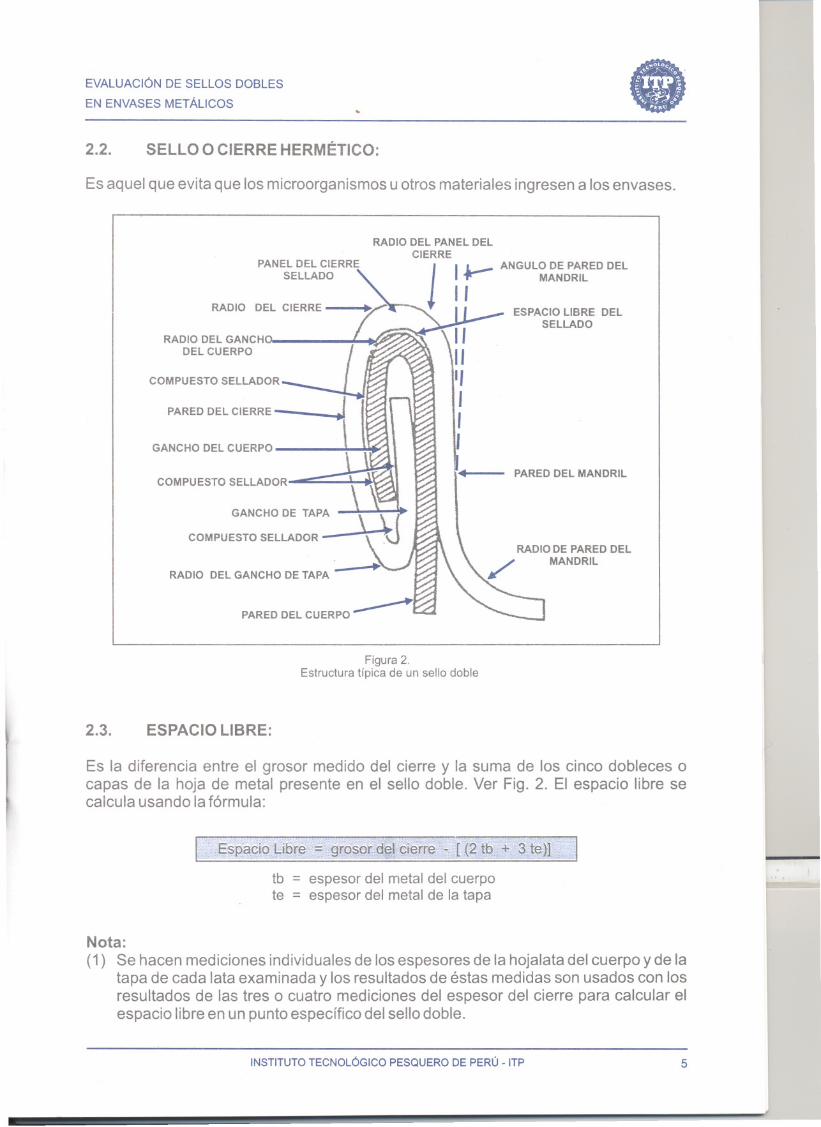
2.2. SELLO O CIERRE HERMÉTICO:
Es aquel que evita que los microorganismos u otros materiales ingresen a los envases.
PANEL DEL CIERRE;SELLADO
RADIO DEL PANEL DELCIERRE
1
I 1.-- ANGULO DE PARED DEL., MANDRIL
11. . ESPACIO LIBRE DEL
SELLADO
RADIO DEL CIERRE
RADIO DEL GANCHDEL CUERPO
COMPUESTO SELLADOR
PARED DEL CIERRE-GANCHO DEL CUERPO
COMPUESTO SELLADOR.. PARED DEL MANDRIL
GANCHO DE TAPA
COMPUESTO SELLADOR -RADIO DE PARED DEL
MANDRILRADIO DEL GANCHO DE TAPA -
PARED DEL CUERPO
Figura 2.Estructura típica de un sello doble
2.3. ESPACIOLIBRE:
Es la diferencia entre el grosor medido del cierre y la suma de los cinco dobleces ocapas de la hoja de metal presente en el sello doble. Ver Fig. 2. El espacio libre secalcula usando lafórmula:
¡;$eC!Ci()~i~~..=:*~~~r~~~rf~..:J(~J~:~!;_~~~l._
tb = espesordel metaldel cuerpote = espesordel metalde la tapa
Nota:(1) Se hacen mediciones individuales de los espesores de la hojalata del cuerpo y de la
tapa de cada lata examinada y los resultados de éstas medidas son usados con losresultados de las tres o cuatro mediciones del espesor del cierre para calcular elespacio libre en un punto específico del sello doble.
INSTITUTO TECNOLÓGICO PEsaUERO DE PERÚ - ITP 5

. EVALUACiÓN DE SELLOS DOBLES
EN ENVASES METAucos
(2) El espacio libre no deberá exceder de 0,25 mm. Para latas no redondas puedepermitirse unespacio libre máximode 0,33 mmen cualquier puntode las esquinas.
,---,¡
I Grosor del cierre I
1
1. Longitud decierre
2. Ganchode tapa3. Traslape4. Gancho de
cuerpo5. Profundidad de la
tapa
5
Espesor de la- hoja de metal de
-t - la tapa de la lata
Figura 3.Denominaciones estándares para los componentes del sello doble
2.4. COMPUESTO SELLADOR:
Es una empaquetadura o material sellante constituido de látex o material sintético, que secoloca en la pestaña de la tapa, sobre la zona de sellado. Sirve para llenar los espaciosdentro del sello doble y ayudar en la formación de un cierre hermético. Ver Fig. 2
2.5. PROFUNDIDAD DETAPA:
Es la distancia de la parte superior del sello doble a la base del radio de la pared del mandril.
2.6. GANCHO DELCUERPO:
Es la parte del sello doble formado por la porción volteada de la pestaña del cuerpo.Para la determinación de este atributo se deberá utilizar, métodos ópticos comoreferencia. Ver Fig.3
2.7. GANCHO DE LATAPA:
Es aquella porción de la pestaña de la tapa que está volteada hacia atrás, entre elcuerpo y el gancho del cuerpo para laformacióndel sello doble.Ver Fig.3
6 INSTITUTO TECNOLÓGICO PEsaUERO DE PERÚ - ITP
EVALUACiÓN DE SELLOS DOBLES
EN ENVASES METÁLICOS .2.8. LONGITUD DEL CIERRE:
Es la máxima dimensión del cierre medida en paralelo al eje horizontal de la lata. Ver Fig. 3
2.9. GROSOR DEL CIERRE:
Es la máxima dimensión del cierre medido en ángulo recto a la pared de mandril. Ver Fig. 3
2.10. JUNTURA:
Es la región del sello doble que coincide con el sello o cierre lateral del cuerpo.
2.11. GROSOR DE LAJUNTURA:
Es la dimensión formada por el cierre lateral del cuerpo y el sello doble de la tapa,medido en ángulos rectos a la pareddel mandril.
2.12. PORCENTAJEDE ENGARCEDELGANCHO DELCUERPO:
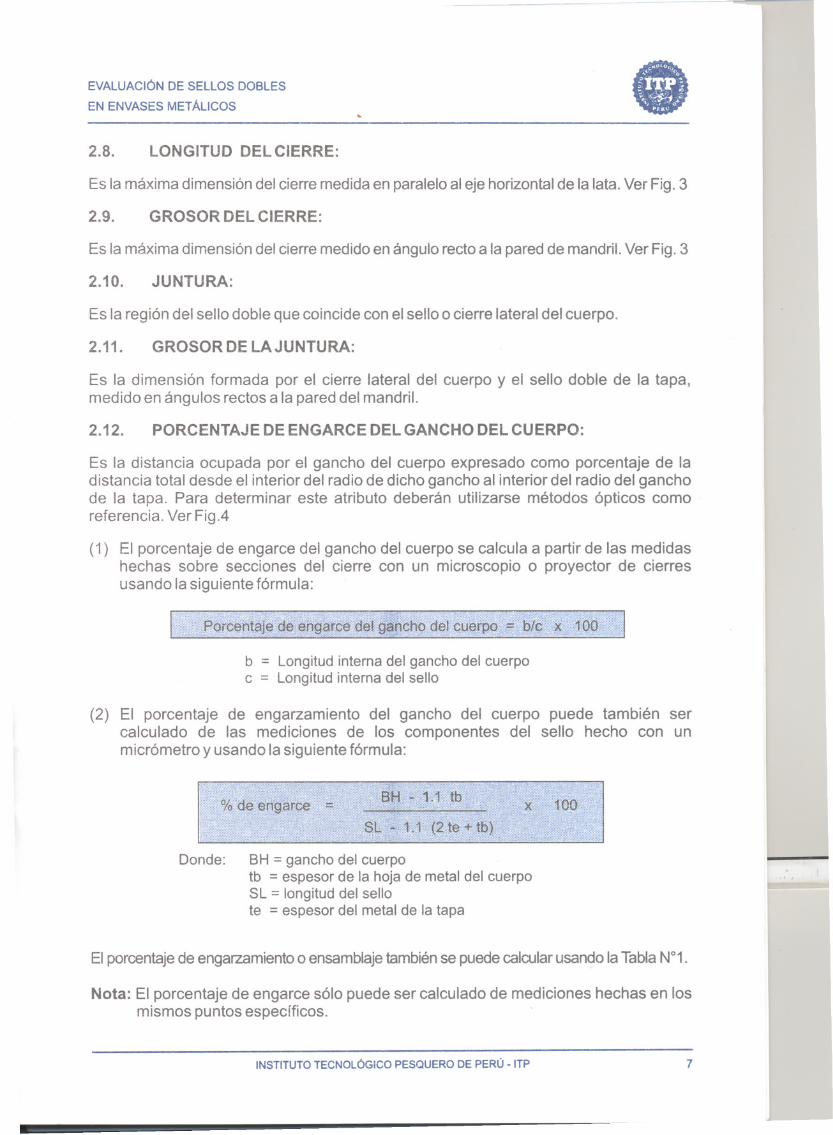
Es la distancia ocupada por el gancho del cuerpo expresado como porcentaje de ladistancia total desde el interior del radiode dicho gancho al interior del radio del ganchode la tapa. Para determinar este atributo deberán utilizarse métodos ópticos comoreferencia. Ver Fig.4
(1) El porcentaje de engarce del gancho del cuerpo se calcula a partir de las medidashechas sobre secciones del cierre con un microscopio o proyector de cierresusando la siguiente fórmula:
b = Longitud interna del gancho del cuerpoc = Longitud interna del sello
(2) El porcentaje de engarzamiento del gancho del cuerpo puede también sercalculado de las mediciones de los componentes del sello hecho con unmicrómetro y usando la siguiente fórmula:
-..;;;.. n' tij'd(J
1.1 (2,W:'t \6>"*,:,;"""»x-»_<,;,,,;:;,»'>.-,.>:...lli_,,,:.-:,:y:,:.:.',,;,:,;,,>,,;.:~,,,,,,,».~~~"'~~~ ; ,~"'"
Donde: BH = gancho del cuerpotb = espesor de la hoja de metal del cuerpoSL = longitud del sellote = espesor del metal de la tapa
El porcentaje de engarzamiento o ensamblaje también se puede calcular usando la Tabla N°1.
Nota: El porcentaje de engarce sólo puede ser calculado de mediciones hechas en losmismos puntos específicos.
INSTITUTO TECNOLÓGICO PESQUERO DE PERÚ - ITP 7

. EVALUACiÓN DE SELLOS DOBLES
EN ENVASES METÁLICOS
E.§.oa..o:::w~U...1WeO::J:UZ«C)
EJEMPLO: Si las medidas del cierre son: SL (longitud del sello) = 2,96 mm, BH(gancho de cuerpo) = 2,11 mm, EH (gancho de tapa) = 2 mm y los espesores del metalde la tapa (te) son 0,20 mm y del metal del cuerpo (tb) 0,15 mm respectivamente. Hallarel % de engarce del gancho del cuerpo usando la Tabla N° 1
1. Ubicar en la Tabla N° 1 la suma de dos espesores de tapa y uno de cuerpo =0,55mm
2. Luego correr hacia la izquierda hasta encontrar el valor de la longitud del sello (SL)2,96 mm. .
3. Ubicar en laTabla N° 1el espesordel cuerpo =0,15 mm.4. En la columna vertical del espesor del cuerpo se ubica el valor 2,11 mm que
corresponde al gancho de cuerpo.5. La intersección de los valores 2,96y 2,11en laTablaN° 1 indica el % de engarce del
gancho de cuerpo, quees de82%.
8 INSTITUTOTECNOLÓGICOPESQUERODEPERÚ- ITP
LONGITUD DEL CIERRE (mm)3.16 3.21 3.26 3.31 3.36 3.41 3.46 3.51 3.56 3.61 3.66 3.71 3.76 1.05
3.11 3.16 3.21 3.26 3.31 3.36 3.41 3.46 3.51 3.56 3.6] 3.66 3.71 1.00 -enTABLA N° 1 DI e
3.65 3.10 3.15 3.20 3.25 3.30 3.35 3.40 3.45 3.50 3.55 3.60 3.65 0.95 "'g3
3.00 3.05 3.10 3.]5 3.20 3.25 3.30 3.35 3.40 3.45 3.50 3.55 3.60 0.90 '< DIPara cálculo de a.c a.
2.95 2.99 3.04 3.09 3.14 3.19 3.24 3.29 3.34 3.39 3.44 3.49 3.54 0.85 ;:, CD
engarza miento del nCDa.2.89 2.94 2.99 3.04 3.09 3.14 3.]9 3.24 3.29 3.34 3.39 3.44 3.49 0.80 e UI ogancho del cuerpo (%) CD "C UI
2.83 2.88 2.93 2.98 3.03 3.08 3.13 3.18 3.23 3.28 3.33 3.38 3.43 0.75 -aCDCDUI UI2.78 2.83 2.88 2.93 2.98 3.03 3.08 3.13 3.]8 3.23 3.28 3.33 3.38 0.70 o O"C- CD
2.72 2.77 2.82 2.87 2.92 2.97 3.02 3.07 3.12 3.]7 3.22 3.27 3.32 0.65 3a.UI3
2.67 2.72 2.77 2.82 2.87 2.92 2.97 3.02 3.07 3.]2 3.]7 3.22 3.27 0.60 -3m2.61 2.66 2.7] 2.76 2.81 2.86 2.91 2.96 3.01 3.06 3.11 3.16 3.21 0.55 DI a.
CDCD
ESPESOR DEL CUERPO (mm) 2.56 2.61 2.66 2.7] 2.76 2.81 2.86 2.91 2.96 3.01 3.06 3.11 3.16 0.50-
i:DI0.10 0.15 0.20 0.25 0.30 0.35 0.40 0.45 2.50 2.55 2.60 2.65 2.70 2.75 2.80 2.85 2.90 2.95 3.00 3.05 3.10 0.45
1.50 1.56 1.61 1.67 1.72 1.78 1.83 1.89 69 68 66 65 63 62 60 59 58 57 55 54 53
1.55 1.61 1.66 1.72 1.77 1.83 1.88 1.94 72 70 68 67 65 64 62 61 60 59 57 56 55
1.60 1.66 1.7] 1.77 1.82 1.88 1.93 1.99 74 73 71 69 68 66 65 63 62 61 59 58 57
1.65 1.71 1.76 1.82 1.87 1.93 1.98 2.04 77 75 73 71 70 68 67 65 64 63 61 60 59
1.70 1.76 1.81 1.87 1.92 1.98 2.03 2.09 79 77 76 74 72 71 69 68 66 65 63 62 61
1.75 1.81 1.86 1.92 1.97 2.03 2.08 2.14 82 80 78 76 74 73 71 70 68 67 65 64 63
1.80 1.86 1.91 1.97 2.02 2.08 2.13 2.19 84 82 80 78 77 75 73 72 70 69 67 66 65
1.85 1.91 1.96 2.02 2.07 2.13 2.18 2.24 87 85 83 81 79 77 75 74 72 7] 69 68 67
1.90 1.96 2.01 2.07 2.12 2.18 2.23 2.29 89 87 85 83 81 79 78 76 74 73 71 70 69
1.95 2.01 2.06 2.12 2.17 2.23 2.28 2.34 92 90 87 85 83 82 80 78 77 75 73 72 71
2.00 2.06 2.11 2.17 2.22 2.28 2.33 2.39 94 92 90 88 86 84 82 80 79 77 75 74 73
2.05 2.11 2.16 2.22 2.27 2.33 2.38 2.44 97 94 92 90 88 86 84 82 81 79 77 76 74
2.10 2.16 2.21 2.27 2.32 2.38 2.43 2.49 99 97 95 92 90 88 86 85 83 81 79 78 76
2.15 2.21 2.26 2.32 2.37 2.43 2.48 2.54 99 97 95 93 90 89 87 85 83 8] 80 78
2.20 2.26 2.31 2.37 2.42 2.48 2.53 2.59 - 99 97 95 93 91 89 87 85 83 82 80
2.25 2.31 2.36 2.42 2.47 2.53 2.58 2.64 - 99 97 95 93 91 89 87 85 84 82
2.30 2.36 2.41 2.47 2.52 2.58 2.63 2.69 - - - 99 97 95 93 9] 89 87 86 84
2.35 2.41 2.46 2.52 2.57 2.63 2.68 2.74 - - - - 99 97 95 93 91 89 88 86
2.40 2.46 2.51 2.57 2.62 2.68 2.73 2.79 - - 99 97 95 93 91 90 88
2.45 2.51 2.56 2.62 2.67 2.73 2.78 2.84 - - - 99 97 95 93 92 90
2.50 2.56 2.61 2.67 2.72 2.78 2.83 2.89 - - 99 97 95 94 92
EVALUACiÓN DE SELLOS DOBLES
EN ENVASES METÁLICOS .1-1---1~r
J___¡_
a = Traslape
b = Longitud interna delgancho del cuerpo
c = Longitud interna desellado
Espesor del metal delcuerpo = tb
Espesor del metal de latapa = te
-~--t-tb
Figura 4.Atributos del sello doble
30 40 50 60
Figura 5.Porcentaje de engarzamiento. Una típica vista, usada para medir el porcentaje
de engarzamiento del gancho de cuerpo y el porcentaje de traslape, coninstrumento óptico. Está considerado como un atributo para la evaluación del
sello doble.
INSTITUTOTECNOLÓGICOPESaUERODEPERÚ- ITP 9

'..........
EVALUACiÓN DE SELLOS DOBLES
EN ENVASES METAucos
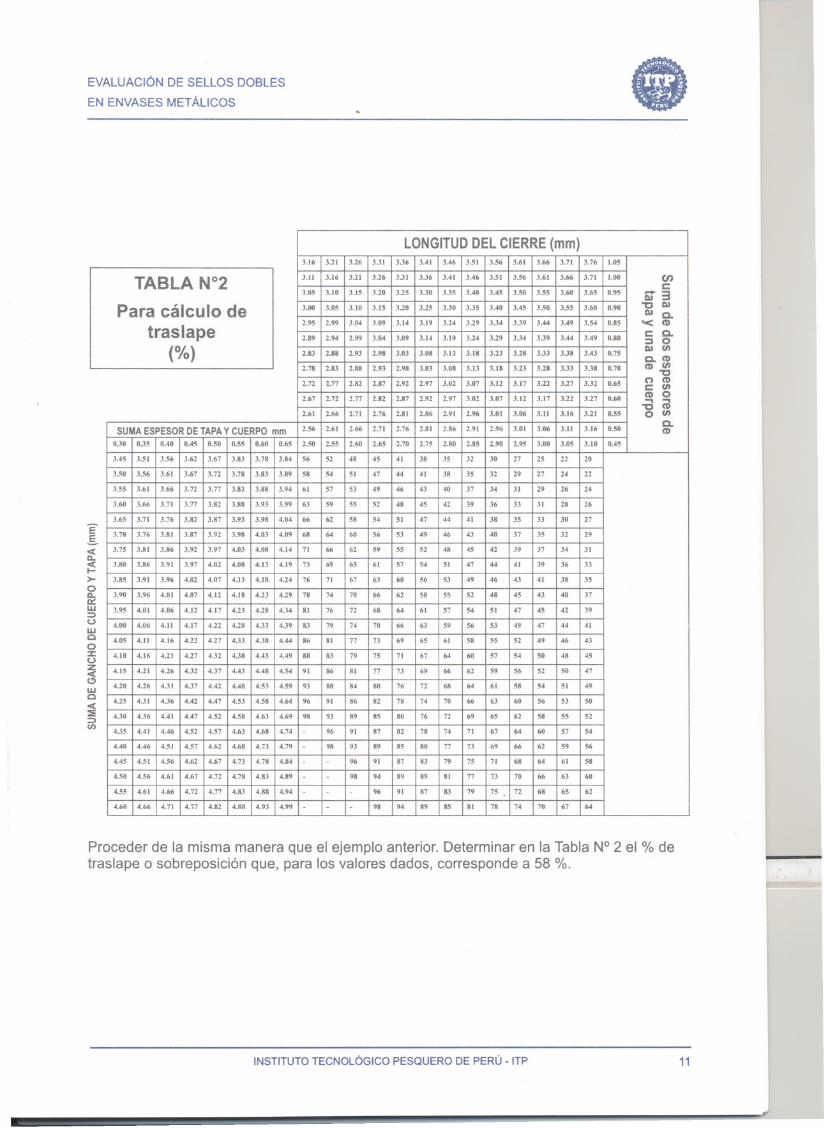
2.13. PORCENTAJE DE TRASLAPE O SOBREPOSICiÓN:
Es el grado de sobreposición entre el gancho del cuerpo y el gancho de la tapaexpresado como un porcentaje de la longitud total interna del cierre (Fig. 4.) Losmétodosde referencia para la determinaciónde este atributo son los métodosópticos.
(1) El porcentaje de sobreposición se calcula de mediciones hechas sobre seccionesdel cierre con un microscopioo proyectorde cierresusando la siguiente fórmula:
Donde a y c se muestran en la Fig. 4
(2) El porcentaje de sobreposición también puede ser calculado de las mediciones delos componentes del cierre hechoscon un micrómetrousando la siguiente fórmula:
Donde: EH = longituddel gancho de la tapaBH = longituddel ganchodel cuerpote = espesor del materialde la tapaSL = longituddel cierretb = espesor del materialdel cuerpo
El porcentaje del Traslape también puede ser calculado usando la Tabla N° 2
(3) La longitud del traslape o sobreposición puede ser calculado teóricamente por lasiguiente formula:
Longitud = EH + BH + te- SL
EH = longitud del gancho de la tapaBH = longitud del gancho de cuerpote = espesor del metal de la tapaSL = longitud del sello
Nota: El porcentaje de traslape debe ser sólo calculado de las mediciones tomadas enlos mismos puntos específicosdel sello doble.
10 INSTITUTO TECNOLÓGICO PEsaUERo DE PERÚ - ITP
EVALUACiÓN DE SELLOS DOBLES
EN ENVASES METÁLICOS .
E.s.c(a..
~>oa..a::w::::1(.,)WCIo:%:(.,)Zc(C)WCIc(:lE::::1en
Proceder de la misma manera que el ejemplo anterior. Determinar en la Tabla N° 2 el % detraslape o sobreposición que, para los valores dados, corresponde a 58 %.
INSTITUTO TECNOLÓGICO PESQUERO DE PERÚ - ITP 11
LONGITUDDELCIERRE(mm)3.16 3.21 3.26 3.31 3.36 3.41 3.46 3.51 3.56 3.61 3.66 3.71 3.76 1.05
TABLA N°23.11 3.16 3.21 3.26 3.31 3.36 3.41 3.46 3.51 3.56 3.61 3.66 3.71 1.00 en
e3.05 3.10 3.15 3.20 3.25 3.30 3.35 3.40 3.45 3.50 3.55 3.60 3.65 0.95 1:3
Para cálculo de 3.00 3.05 3.10 3.15 3.20 3.25 3.30 3.35 3.40 3.45 3.50 3.55 3.60 0.90 'OQ.
traslape2.95 2.99 3.04 3.09 3.14 3.19 3.24 3.29 3.34 3.39 3.44 3.49 3.54 0.85 '< el)
2.89 2.94 2.99 3.04 3.09 3.14 3.19 3.24 3.29 3.34 3.39 3.44 3.49 0.80 e Q.o
(%) 2.83 2.88 2.93 2.98 3.03 3.08 3.13 3.18 3.23 3.28 3.33 3.38 3.43 0.75en
Q.eI)2.78 2.83 2.88 2.93 2.98 3.03 3.08 3.13 3.18 3.23 3.28 3.33 3.38 0.70 el) en
'O2.72 2.77 2.82 2.87 2.92 2.97 3.02 3.07 3.12 3.17 3.22 3.27 3.32 0.65 n el)
e en2.67 2.72 2.77 2.82 2.87 2.92 2.97 3.02 3.07 3.12 3.17 3.22 3.27 0.60 el) O
...CiJ'O
2.61 2.66 2.71 2.76 2.81 2.86 2.91 2.96 3.01 3.06 3.11 3.16 3.21 0.55 O en
2.56 2.61 2.66 2.71 2.76 2.81 2.86 2.91 2.96 3.01 3.06 3.11 3.16 0.50 Q.SUMA ESPESOR DETAPAY CUERPOmm el)
0.30 0.35 0.40 0.45 0.50 0.55 0.60 0.65 2.50 2.55 2.60 2.65 2.70 2.75 2.80 2.85 2.90 2.95 3.00 3.05 3.10 0.45
3.45 3.51 3.56 3.62 3.67 3.83 3.78 3.84 56 52 48 45 41 38 35 32 30 27 25 22 20
3.50 3.56 3.61 3.67 3.72 3.78 3.83 3.89 58 54 51 47 44 41 38 35 32 29 27 24 22
3.55 3.61 3.66 3.72 3.77 3.83 3.88 3.94 61 57 53 49 46 43 40 37 34 31 29 26 24
3.60 3.66 3.71 3.77 3.82 3.88 3.93 3.99 63 59 55 52 48 45 42 39 36 33 31 28 26
3.65 3.71 3.76 3.82 3.87 3.93 3.98 4.04 66 62 58 54 51 47 44 41 38 35 33 30 27
3.70 3.76 3.81 3.87 3.92 3.98 4.03 4.09 68 64 60 56 53 49 46 43 40 37 35 32 29
3.75 3.81 3.86 3.92 3.97 4.03 4.08 4.14 71 66 62 59 55 52 48 45 42 39 37 34 31
3.80 3.86 3.91 3.97 4.02 4.08 4.13 4.19 73 69 65 61 57 54 51 47 44 41 39 36 33
3.85 3.91 3.96 4.02 4.07 4.13 4.18 4.24 76 71 67 63 60 56 53 49 46 43 41 38 35
3.90 3.96 4.01 4.07 4.12 4.18 4.23 4.29 78 74 70 66 62 58 55 52 48 45 43 40 37
3.95 4.01 4.06 4.12 4.17 4.23 4.28 4.34 81 76 72 68 64 61 57 54 51 47 45 42 39
4.00 4.06 4.11 4.17 4.22 4.28 4.33 4.39 83 79 74 70 66 63 59 56 53 49 47 44 41
4.05 4.11 4.16 4.22 4.27 4.33 4.38 4.44 86 81 77 73 69 65 61 58 55 52 49 46 43
4.10 4.16 4.21 4.27 4.32 4.38 4.43 4.49 88 83 79 75 71 67 64 60 57 54 50 48 45
4.15 4.21 4.26 4.32 4.37 4.43 4.48 4.54 91 86 81 77 73 69 66 62 59 56 52 50 47
4.20 4.26 4.31 4.37 4.42 4.48 4.53 4.59 93 88 84 80 76 72 68 64 61 58 54 51 49
4.25 4.31 4.36 4,42 4.47 4.53 4.58 4.64 96 91 86 82 78 74 70 66 63 60 56 53 50
4.30 4.36 4.41 4.47 4.52 4.58 4.63 4.69 98 93 89 85 80 76 72 69 65 62 58 55 52
4.35 4.41 4.46 4.52 4.57 4.63 4.68 4.74 - 96 91 87 82 78 74 71 67 64 60 57 54
4.40 4.46 4.51 4.57 4.62 4.68 4.73 4.79 - 98 93 89 85 80 77 73 69 66 62 59 56
4.45 4.51 4.56 4.62 4.67 4.73 4.78 4.84 - - 96 91 87 83 79 75 71 68 64 61 58
4.50 4.56 4.61 4.67 4.72 4.78 4.83 4.89 - 98 94 89 85 81 77 73 70 66 63 60
4.55 4.61 4.66 4.72 4.77 4.83 4.88 4.94 - - 96 91 87 83 79 75 72 68 65 62
4.60 4.66 4.71 4.77 4.82 4.88 4.93 4.99 - - - 98 94 89 85 81 78 74 70 67 64
........, ,
EVALUACiÓN DE SELLOS DOBLES
EN ENVASES METÁLICOS
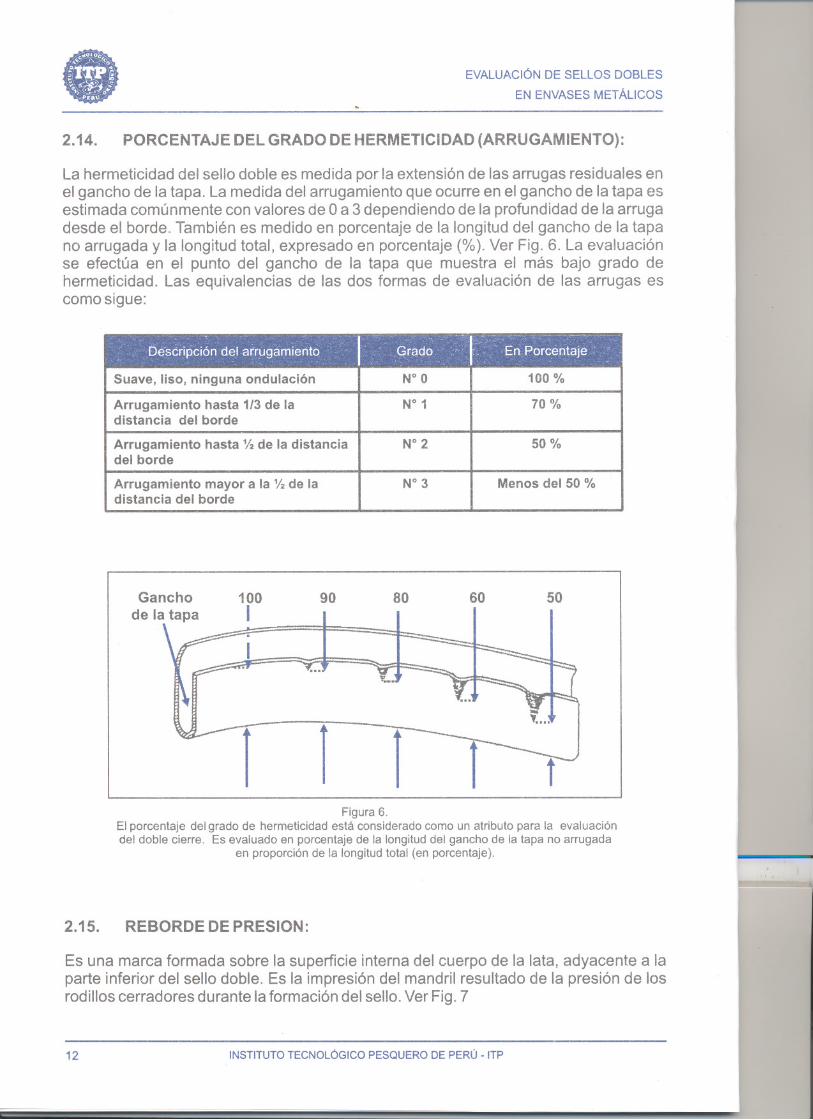
2.14. PORCENTAJE DEL GRADO DEHERMETICIDAD (ARRUGAMIENTO):
La hermeticidad del sello doble es medida por la extensión de las arrugas residuales enel gancho de la tapa. La medidadel arrugamientoque ocurre en el gancho de la tapa esestimada comúnmente con valores de Oa 3 dependiendode la profundidad de la arrugadesde el borde. También es medido en porcentaje de la longitud del gancho de la tapano arrugada y la longitud total, expresado en porcentaje (%). Ver Fig. 6. La evaluaciónse efectúa en el punto del gancho de la tapa que muestra el más bajo grado dehermeticidad. Las equivalencias de las dos formas de evaluación de las arrugas escomo sigue:
Figura6.El porcentaje del grado de hermeticidad está considerado como un atributo para la evaluacióndel doble cierre. Es evaluado en porcentaje de la longitud del gancho de la tapa no arrugada
en proporción de la longitud total (en porcentaje).
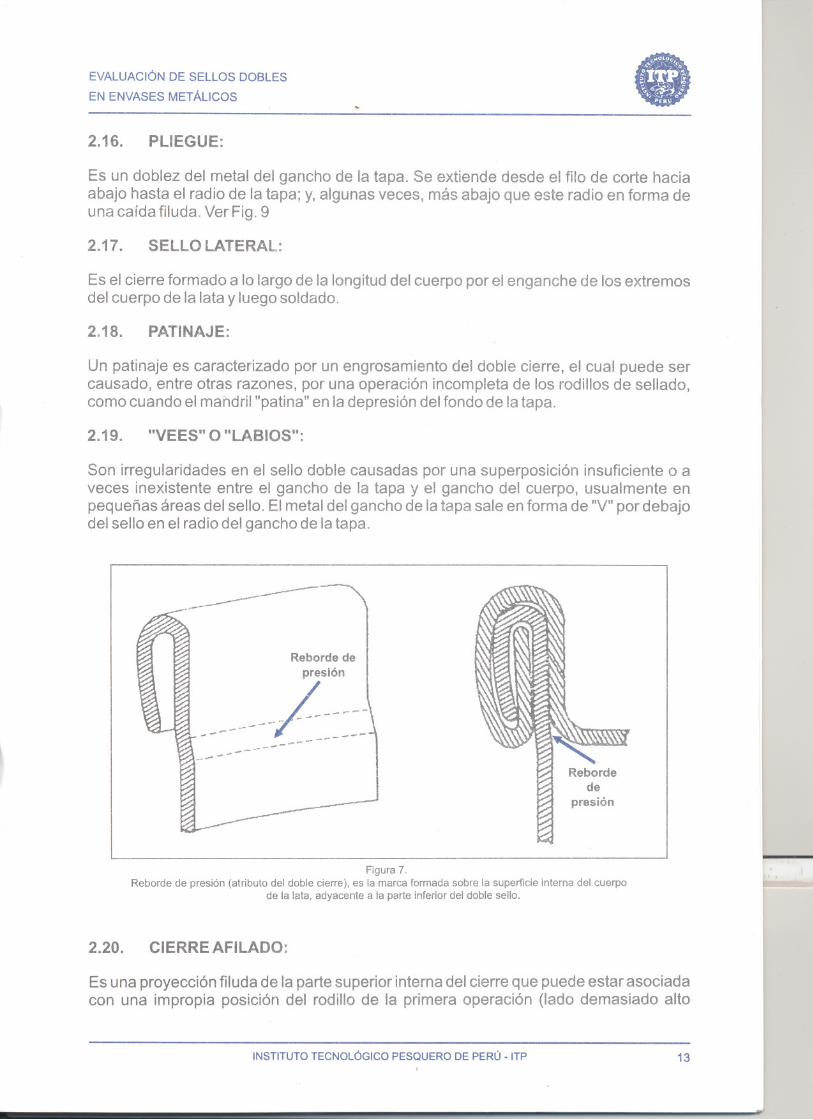
2.15. REBORDE DE PRESION:
Es una marca formada sobre la superficie interna del cuerpo de la lata, adyacente a laparte inferior del sello doble. Es la impresión del mandril resultado de la presión de losrodillos cerradores durante laformación del sello.Ver Fig.7
12 INSTITUTO TECNOLÓGICO PESQUERO DE PERÚ - ITP
....'..:......:.........D.S¿¡¿¡..ri;I-aE.i01?'?,; 1.'..?;9f6-S.,;,.I::.:'..-::..?(),eij.;......:?;
Suave, liso, ninguna ondulación N°O 100 %
Arrugamiento hasta 1/3 de la N° 1 70%distancia del borde
Arrugamiento hasta % de la distancia W2 50%del borde
Arrugamiento mayor a la % de la N°3 Menos del 50 %distancia del borde
Gancho 100 90 80 60 50de la tapa I
IF ., Y:
t r r
EVALUACiÓN DE SELLOS DOBLES
EN ENVASES METÁLICOS .~
. .
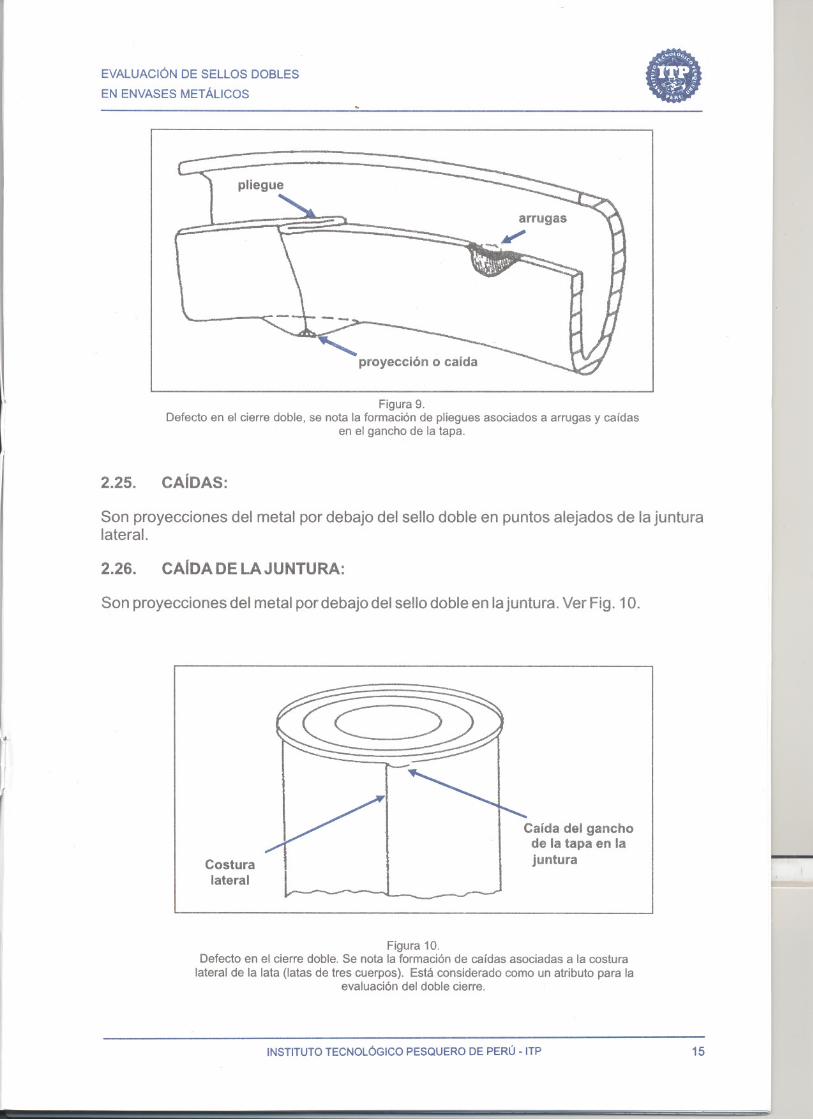
2.16. PLIEGUE:
Es un doblez del metal del gancho de la tapa. Se extiende desde el filo de corte haciaabajo hasta el radio de la tapa; y, algunas veces, más abajo que este radio en forma deuna caída filuda. Ver Fig.9
2.17. SELLO LATERAL:
Es el cierre formado a lo largo de la longitud del cuerpo por el enganche de los extremosdel cuerpo de la lata y luego soldado.
2.18. PATINAJE:
Un patinaje es caracterizado por un engrosamiento del doble cierre, el cual puede sercausado, entre otras razones, por una operación incompleta de los rodillos de sellado,como cuando el mandril "patina" en la depresión del fondo de la tapa.
2.19. "VE ES" O "LABIOS":
Son irregularidades en el sello doble causadas por una superposición insuficiente o aveces inexistente entre el gancho de la tapa y el gancho del cuerpo, usualmente enpequeñas áreas del sello. El metaldel gancho de la tapa sale en forma de "V" por debajodel sello en el radio del gancho de la tapa.
-----------
Rebordede
presión
Reborde de
/ ~:s~:n___~--- ----.--- - ---
Figura 7.Reborde de presión (atributo del doble cierre), es la marca formada sobre la superficie interna del cuerpo
de la lata, adyacente a la parte inferior del doble sello.
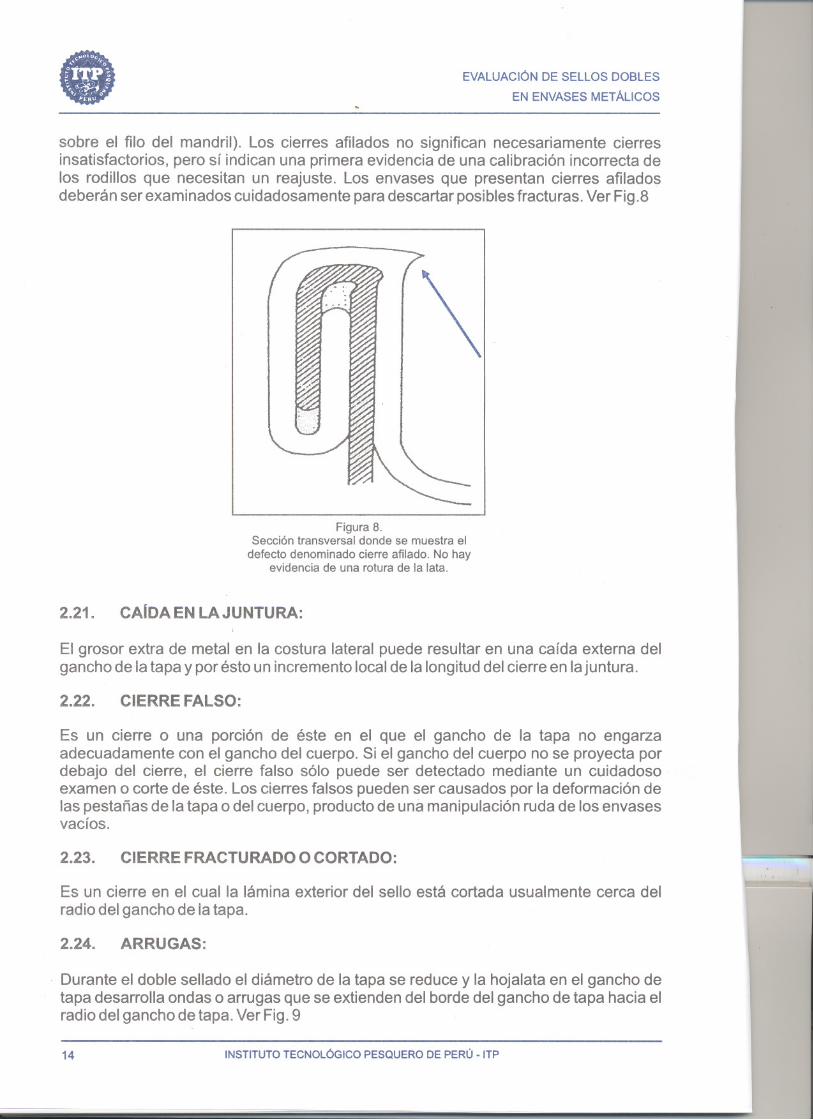
2.20. CIERRE AFILADO:
Es una proyección filuda de la parte superior interna del cierre que puede estar asociadacon una impropia posición del rodillo de la primera operación (lado demasiado alto
INSTITUTO TECNOLÓGICO PEsaUERO DE PERÚ - ITP 13
. EVALUACiÓN DE SELLOS DOBLES
EN ENVASES MET ALlCOS
sobre el filo del mandril). Los cierres afilados no significan necesariamente cierresinsatisfactorios, pero sí indican una primera evidencia de una calibración incorrecta delos rodillos que necesitan un reajuste. Los envases que presentan cierres afiladosdeberán ser examinados cuidadosamente paradescartar posibles fracturas. Ver Fig.8
Figura8.Sección transversal donde se muestra el
defecto denominado cierre afilado. No hayevidencia de una rotura de la lata.
2.21. CA[DAEN LA JUNTURA:
El grosor extra de metal en la costura lateral puede resultar en una caída externa delgancho de la tapa y por ésto un incremento local de la longituddel cierre en lajuntura.
2.22. CIERRE FALSO:
Es un cierre o una porción de éste en el que el gancho de la tapa no engarzaadecuadamente con el gancho del cuerpo. Si el gancho del cuerpo no se proyecta pordebajo del cierre, el cierre falso sólo puede ser detectado mediante un cuidadosoexamen o corte de éste. Los cierres falsos pueden ser causados por la deformación delas pestañas de la tapa o del cuerpo, productode una manipulación ruda de los envasesvacíos.
2.23. CIERRE FRACTURADO O CORTADO:
Es un cierre en el cual la lámina exterior del sello está cortada usualmente cerca delradiodel gancho de la tapa.
2.24. ARRUGAS:
Durante el doble sellado el diámetro de la tapa se reduce y la hojalata en el gancho detapa desarrolla ondas o arrugas que se extienden del bordedel gancho de tapa hacia elradio del gancho de tapa.Ver Fig.9
14 INSTITUTO TECNOLÓGICO PESQUERO DE PERÚ - ITP
EVALUACiÓN DE SELLOS DOBLES
EN ENVASES METÁLICOS .pliegue
proyección o caída
Figura 9.Defecto en el cierre doble, se nota la formación de pliegues asociados a arrugas y caídas
en el gancho de la tapa.
2.25. CAlDAS:
Son proyecciones del metal por debajo del sello doble en puntos alejados de la junturalateral.
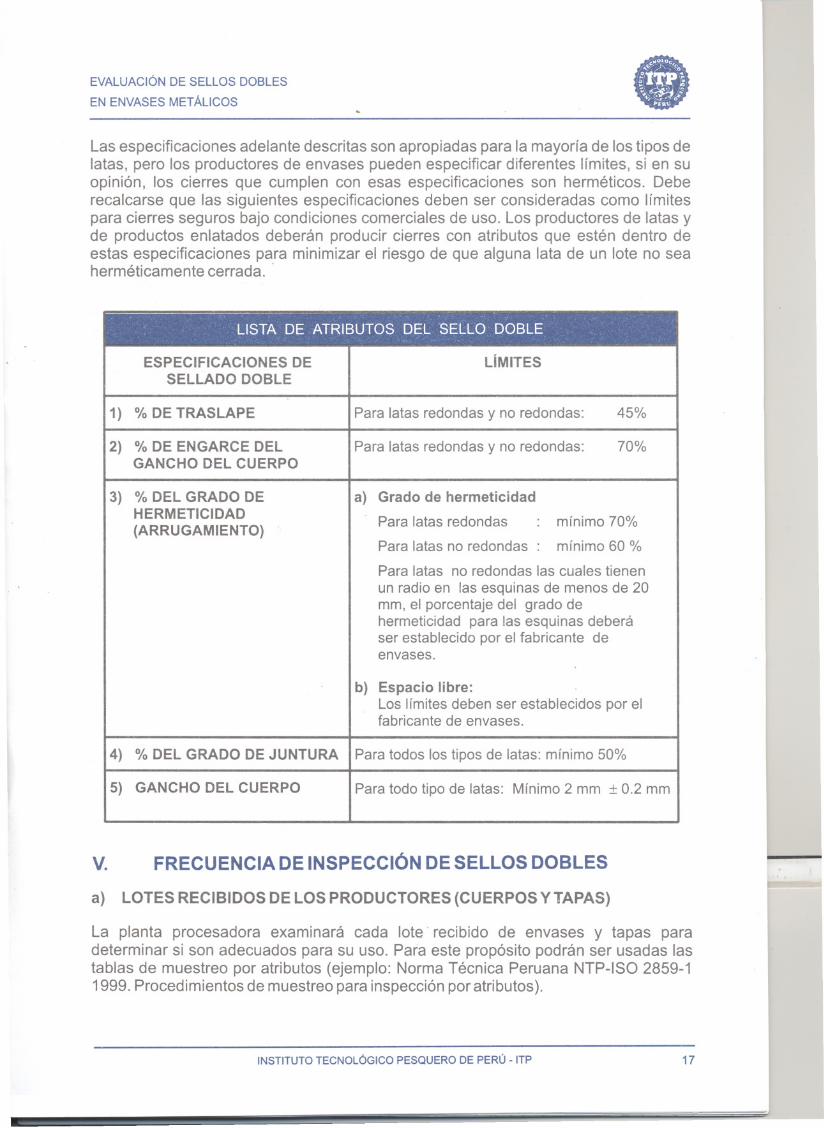
2.26. CAlDA DE LA JUNTURA:
Son proyecciones del metal por debajo del sello doble en la juntura. Ver Fig. 10.
Costuralateral
Caída del ganchode la tapa en lajuntura
Figura 10.Defecto en el cierre doble. Se nota la formación de caídas asociadas a la costura
lateral de la lata (latas de tres cuerpos). Está considerado como un atributo para laevaluación del doble cierre.
INSTITUTO TECNOLÓGICO PEsaUERO DE PERÚ - ITP 15

."
. ..EVALUACiÓN DE SELLOS DOBLES
EN ENVASES METÁLICOS
11I. ACEPTABILlDAD DE LOS SELLOS DOBLES
CONCEPTO:
Un sello doble es aceptable si éste cumple con todos los siguientes criterios:
a) Estará libre de defectos que puedan dar lugar a deficiencias en las propiedades delsellado o de hermeticidad del cierre, como fracturas, caídas, pendientes,patinadas, labios, cierres falsos, etc. Estos defectos son fácilmente visibles.
b) Los siguientes atributos deberán cumplirse de acuerdo con las especificacionessuministradas por los fabricantes de envases:
· Longitud del cierre· % de sobreposición o traslape de los ganchos· % de engarzamiento del gancho del cuerpo· % de hermeticidad del cierre (arrugamiento)· % del grado de juntura
c) El reborde de presión deberá ser visible y continuo en todo el contorno de losenvases redondos. En los envases no redondos el borde de presión deberá servisible en las esquinas y punta de la lata, pudiendo mostrarse apenas visibles encualquier otro lado del envase.
d) El compuesto sellador deberá estar presente en cantidad suficiente yadecuadamente distribuido para asegurar un cierre hermético.
Nota: La evaluación del compuesto sellador depende en gran medida de la experienciadel evaluador. Deberá recordarse que éste podrá ser dañado groseramente si elcierre es desarmado. No obstante, el compuesto deberá ser claramente visibleen secciones transversales adecuadamente preparadas del cierre.
Si el cierre no cumple con los criterios presentados se asume que éste esinsatisfactorio.
Será responsabilidad de los establecimientos verificar los sellos, configuración ycalidad de losenvases vacíos y de losproductos terminados.
Los fabricantes de envases metálicos deberán proporcionar especificaciones de losatributos del sello doble para ayudar, por ejemplo, en el ajuste de las máquinascerradoras.
IV. ESPECIFICACIONES QUE DEBEN SER SUMINISTRADAS POREL PRODUCTOR DE LOS ENVASES METÁLICOS
Los productores de envases deberán proporcionar especificaciones para los atributosdel sello doble en acuerdo a la lista abajo indicada y para cada tipo de envase. Lasespecificaciones pueden ser diferentes para el productor de envases como para lafábrica conservera en relación a la misma lata.
16 INSTITUTO TECNOLÓGICO PEsaUERO DE PERÚ - ITP
1
EVALUACiÓN DE SELLOS DOBLES
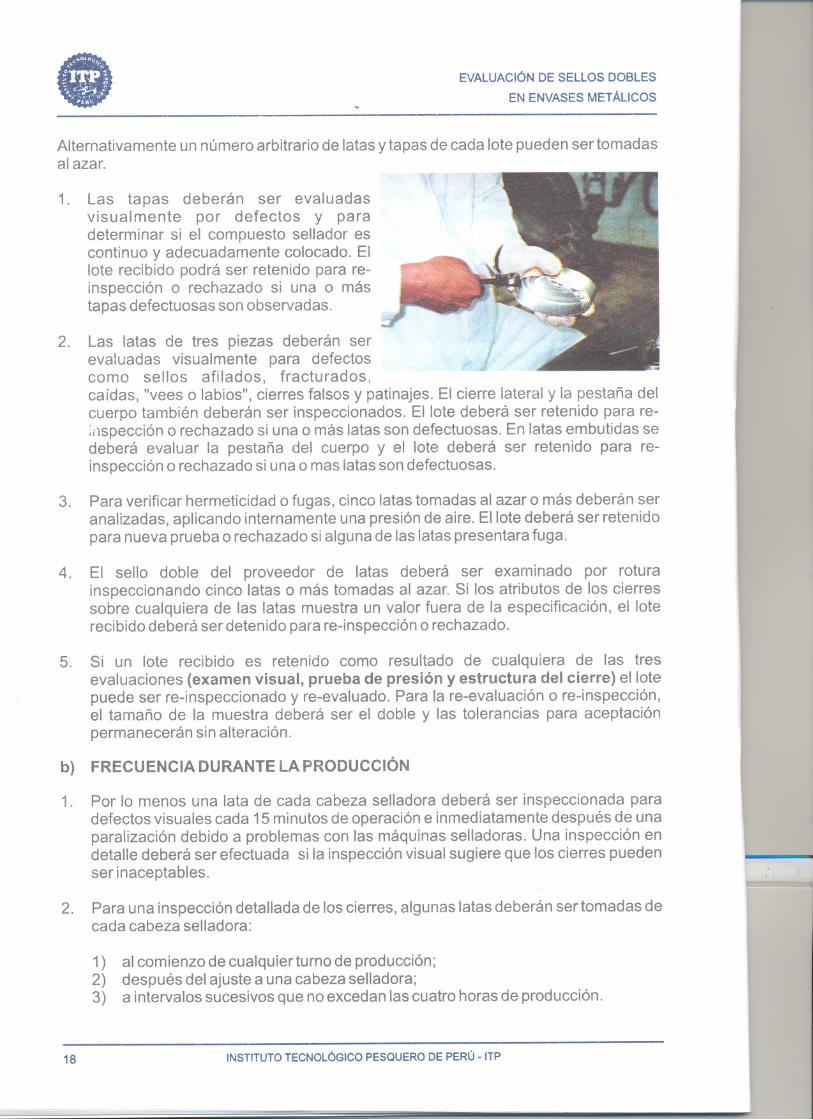
EN ENVASES METÁLICOS .Las especificaciones adelante descritas son apropiadas para la mayoría de los tipos delatas, pero los productores de envases pueden especificar diferentes límites, si en suopinión, los cierres que cumplen con esas especificaciones son herméticos. Deberecalcarse que las siguientes especificaciones deben ser consideradas como límitespara cierres seguros bajo condiciones comerciales de uso. Los productores de latas yde productos enlatados deberán producir cierres con atributos que estén dentro deestas especificaciones para minimizar el riesgo de que alguna lata de un lote no seaherméticamente cerrada. .
. -- -- - --", ',. 0,'
. . LISTA DE .ATRIBUTOS DEL SELLO DOBLE
v. FRECUENCIA DE INSPECCiÓN DE SELLOS DOBLESL
a) LOTES RECIBIDOS DE LOS PRODUCTORES(CUERPOSY TAPAS)
La planta procesadora examinará cada lote' recibido de envases y tapas paradeterminar si son adecuados para su uso. Para este propósito podrán ser usadas lastablas de muestreo por atributos (ejemplo: Norma Técnica Peruana NTP-ISO 2859-11999.Procedimientos de muestreo para inspecciónpor atributos).
INSTITUTO TECNOLÓGICO PESQUERO DE PERÚ - ITP 17
. EVALUACiÓN DE SELLOS DOBLES
EN ENVASES METÁLICOS
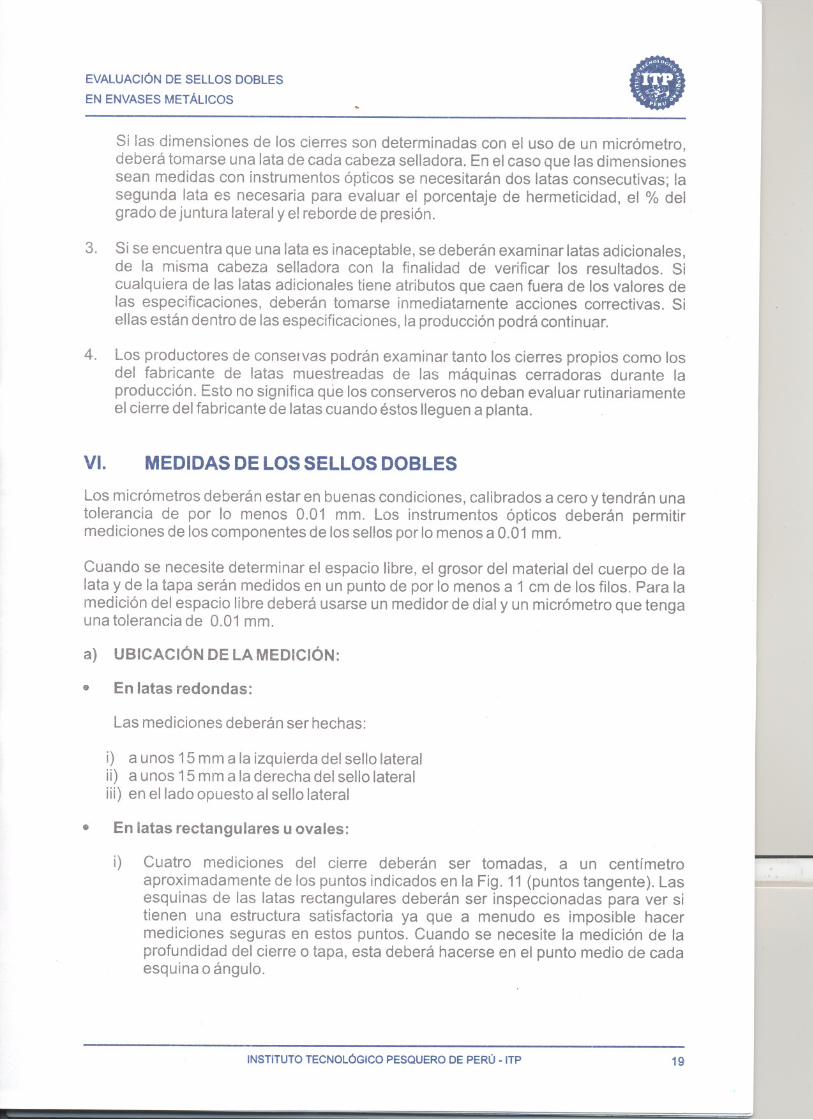
Alternativamente un número arbitrario de latas y tapas de cada lote pueden ser tomadasal azar.
1. Las tapas deberán ser evaluadasvisual mente por defectos y paradeterminar si el compuesto sellador escontinuo y adecuadamente colocado. Ellote recibido podrá ser retenido para re-inspección o rechazado si una o mástapas defectuosas son observadas.
2. Las latas de tres piezas deberán serevaluadas visualmente para defectoscomo sellos afilados, fracturados,caídas, "vees o labios", cierres falsos y patinajes. El cierre lateral y la pestaña delcuerpo también deberán ser inspeccionados. El lote deberá ser retenido para re-;¡1speccióno rechazado si una o más latas son defectuosas. En latas embutidas sedeberá evaluar la pestaña del cuerpo y el lote deberá ser retenido para re-inspección o rechazado si unao mas latasson defectuosas.
3. Paraverificar hermeticidad o fugas, cinco latas tomadas al azar o más deberán seranalizadas, aplicando internamenteuna presión de aire. El lote deberá ser retenidopara nueva pruebao rechazadosi algunade las latas presentarafuga.
4. El sello doble del proveedor de latas deberá ser examinado por roturainspeccionando cinco latas o más tomadas al azar. Si los atributos de los cierressobre cualquiera de las latas muestra un valor fuera de la especificación, el loterecibido deberá ser detenido para re-inspeccióno rechazado.
5. Si un lote recibido es retenido como resultado de cualquiera de las tresevaluaciones (examen visual, prueba de presión y estructura del cierre) el lotepuede ser re-inspeccionado y re-evaluado. Para la re-evaluación o re-inspección,el tamaño de la muestra deberá ser el doble y las tolerancias para aceptaciónpermanecerán sin alteración.
b) FRECUENCIA DURANTE LA PRODUCCiÓN
1. Por lo menos una lata de cada cabeza selladora deberá ser inspeccionada paradefectos visuales cada 15minutosde operacióne inmediatamentedespués de unaparalización debido a problemas con las máquinas selladoras. Una inspección endetalle deberá ser efectuada si la inspecciónvisual sugiere que los cierres puedenser inaceptables.
2. Para una inspeccióndetallada de loscierres, algunas latasdeberán ser tomadas decada cabeza selladora:
1) al comienzo de cualquier turno de producción;2) después del ajustea una cabezaselladora;3) a intervalos sucesivos que noexcedan lascuatro horasde producción.
18 INSTITUTO TECNOLÓGICO PEsaUERo DE PERÚ - ITP
EVALUACiÓN DE SELLOS DOBLES
EN ENVASES METAucos .Si las dimensiones de los cierres son determinadas con el uso de un micrómetro,deberá tomarse una lata de cada cabeza selladora. Enel caso que las dimensionessean medidas con instrumentos ópticos se necesitarán dos latas consecutivas; lasegunda lata es necesaria para evaluar el porcentaje de hermeticidad, el % delgrado dejuntura lateraly el rebordede presión.
3. Si se encuentra que una lata es inaceptable,se deberánexaminar latasadicionales,de la misma cabeza selladora con la finalidad de verificar los resultados. Sicualquiera de las latas adicionales tiene atributosque caen fuera de los valores delas especificaciones, deberán tomarse inmediatamente acciones correctivas. Siellas estándentro de las especificaciones,la producciónpodrácontinuar.
4. Los productores de conservas podrán examinar tanto los cierres propios como losdel fabricante de latas muestreadas de las máquinas cerradoras durante laproducción. Esto no significa que los conserveros no deban evaluar rutinariamenteel cierre del fabricante de latascuandoéstos lleguena planta.
VI. MEDIDAS DE LOS SELLOS DOBLES
Los micrómetros deberán estar en buenas condiciones, calibrados a cero y tendrán unatolerancia de por lo menos 0.01 mm. Los instrumentos ópticos deberán permitirmediciones de los componentes de los sellos por lo menos a 0.01 mm.
Cuando se necesite determinar el espacio libre, el grosor del material del cuerpo de lalata y de la tapa serán medidos en un punto de por lo menos a 1cm de los filos. Para lamedición del espacio libre deberá usarse un medidor de dial y un micrómetro que tengauna tolerancia de 0.01 mm.
a) UBICACiÓN DE LA MEDICiÓN:
· En latas redondas:
Las mediciones deberán ser hechas:
i) a unos 15mma la izquierda del sello lateralii) a unos 15mma la derecha del sello lateraliii) en el lado opuesto al sello lateral
· En latas rectangulares u ovales:
i) Cuatro mediciones del cierre deberán ser tomadas, a un centímetroaproximadamente de los puntos indicadosen la Fig. 11(puntos tangente). Lasesquinas de las latas rectangulares deberán ser inspeccionadas para ver sitienen una estructura satisfactoria ya que a menudo es imposible hacermediciones seguras en estos puntos. Cuando se necesite la medición de laprofundidad del cierre o tapa, esta deberá hacerse en el punto medio de cadaesquina o ángulo.
INSTITUTO TECNOLÓGICO PESQUERO DE PERÚ - ITP 19

EVALUACiÓN DE SELLOS DOBLES
EN ENVASES METÁLICOS
Puntotangente
Puntotangente
Puntotangente
tCostura lateral
Medición del doble cierre en envases ovales o redondos (puntos 1, 2, 3 Y 4)
Figura 11.Puntos típicos de evaluación del doble cierre
VII. MEDIDA DEL SELLO DOBLE MEDIANTE MÉTODOS ÓPTICOS
Los siguientes pasos deberán ser observados en la preparación de una sección dels.ellodoble:
a) Fijar la lata sobre sus lados de tal manera que la sierra pase simultáneamente através de las cinco capas de hojalatadel sello.
b) Use una hoja de sierra de alta calidad que tenga por lo menos un diente por mm.Reemplace la hoja cuando la sección de corte muestreevidencia de asperezas queindiquen la perdida de filo de la sierra.
c) Asegure que el cortese hagaenángulo rectoal cierre.
d) Lasuperficie de corte puedeser limpiada por cualquierade los siguientes métodos:frotar con un borrador grueso, aplicando un solvente con una brocha dura y corta opor inmersión en ácido nítrico al 5 % por 20 segundos, seguido de un enjuague conagua y posterior secado. No se deberá requerir limpieza o pulido adicional de lasuperficie de corte, a noserque la hojade la sierra haya perdido su filo.
20 INSTITUTO TECNOLÓGICO PESQUERO DE PERÚ - ITP
EVALUACiÓN DE SELLOS DOBLES
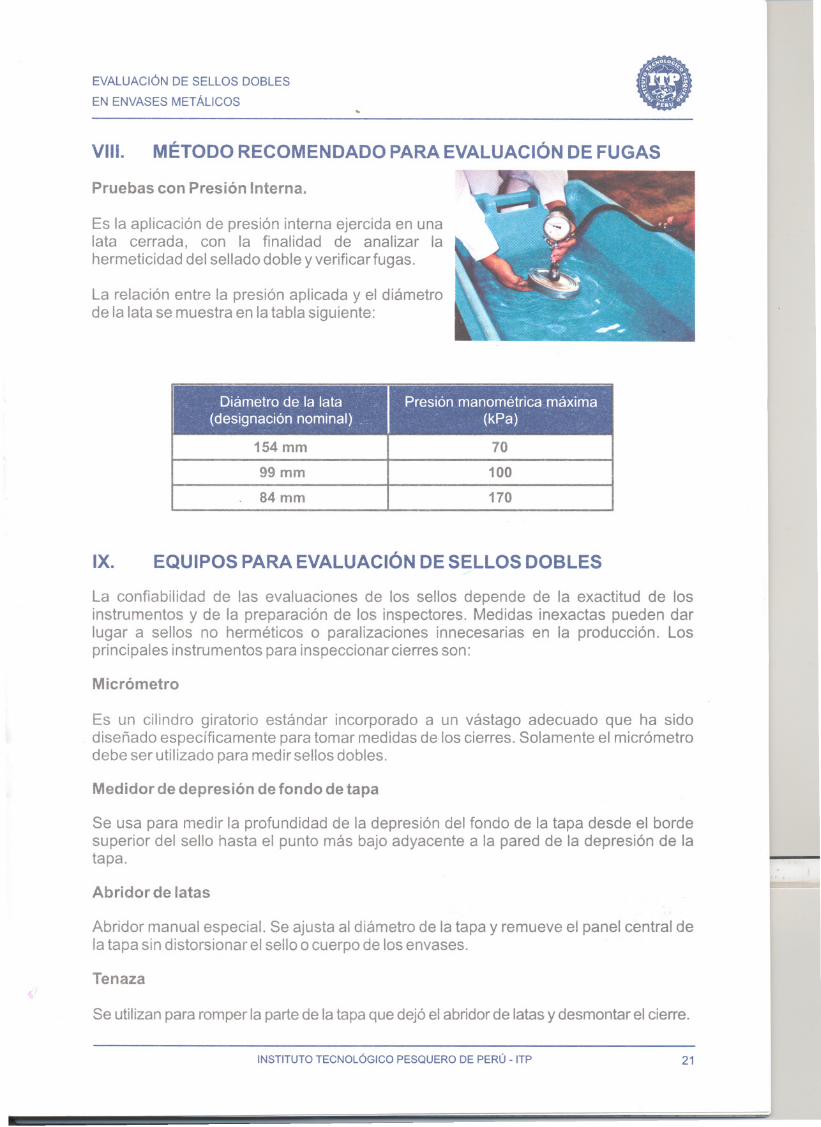
EN ENVASES METÁLICOS .VIII. MÉTODO RECOMENDADO PARA EVALUACiÓN DE FUGAS
Pruebas con Presión Interna.
Es la aplicación de presión interna ejercida en unalata cerrada, con la finalidad de analizar lahermeticidad del sellado doble y verificar fugas.
La relación entre la presión aplicada y el diámetrode la lata se muestra en latabla siguiente:
154 mm
99mm
84mm
70
100
170
IX. EQUIPOS PARAEVALUACiÓNDESELLOS DOBLES
La confiabilidad de las evaluaciones de los sellos depende de la exactitud de losinstrumentos y de la preparación de los inspectores. Medidas inexactas pueden darlugar a sellos no herméticos o paralizaciones innecesarias en la producción. Losprincipales instrumentos para inspeccionarcierresson:
Micrómetro
Es un cilindro giratorio estándar incorporado a un vástago adecuado que ha sidodiseñado específicamente para tomar medidas de los cierres. Solamente el micrómetrodebe ser utilizado para medir sellos dobles.
Medidor de depresión de fondo de tapa
LSe usa para medir la profundidad de la depresión del fondo de la tapa desde el bordesuperior del sello hasta el punto más bajo adyacente a la pared de la depresión de latapa.
Abridor de latas
Abridor manual especial. Se ajusta al diámetro de la tapa y remueve el panel central dela tapa sin distorsionar el sello o cuerpo de losenvases.
Tenaza
Se utilizan para romper la parte de la tapa que dejó el abridor de latas y desmontar el cierre.
INSTITUTO TECNOLÓGICO PEsaUERO DE PERÚ - ITP 21

. EVALUACiÓN DE SELLOS DOBLES
EN ENVASES METÁLICOS
Sierra
Sierra fina manual para cortar metal para efectuar cortes transversales de los sellos dobles.
Proyector de sellos
Permite una inspección total del sello y la medición directa de la sobreposición. El usodel proyector no elimina la necesidadde inspeccionar los sellos por rotura para efectuarunaevaluación completa.
X. PERSONALTÉCNICOY RESPONSABILIDADES
El personal que evalúa los sellos doblesdebe ser entrenadoy capacitado y estar bajo lasupervisión de una persona que haya recibido entrenamiento y aprobado cursos en uninstituto u organismo especializado en operaciones de sellado. Los sellos dobles nopueden juzgarse solamente por medidas o por medios mecánicos sino que a menudorequieren de exámenes visuales minuciosos e interpretaciones que sólo puedenrealizarlos técnicos hábiles y experimentados. Enaspectos de evaluación de cierres nohay sustituto parael entrenamiento ni para la experiencia.
No debe olvidarse que la administración, los supervisores e inspectores son todosresponsables de la seguridad de los cierres de los envases. El productor es elresponsable de la calidad de los sellos producidos en su planta y debe proveer deadecuado entrenamiento al personal que efectúa evaluaciones de cierres así como alos responsables de las maquinas selladoras. Hacer cierres consistentemente buenosrequiere de un cuidadoso mantenimiento de las máquinas selladoras, de un programafrecuente de evaluación de cierres, mantenimiento de un registro completo deinspecciones de cierre y de una inmediata corrección de las condiciones de los cierrescuando escapan de las tolerancias establecidas.
XI. REGISTROS DE LASEVALUACIONES
- -- --:... ~ Deberán registrarse oportunamente todas las~, inspecciones visuales y las medidas realizadas.
Se especificará la naturaleza de cualquierdefecto encontrado y las medidas correctivasaplicadas. Las regulaciones sanitarias exigenregistros completos y exactos. Los registrosescritos de las evaluaciones de los sellos doblesdeberán indicar el código del producto, fecha yhora de la inspección. El supervisor firmará losregistros y éstos deberán ser revisados porfuncionarios responsables designados por laempresa. Los registrosdeberán serexaminados
regularmente por personal de supervisores y guardarse por tres años en la planta deprocesamiento. Estarándisponiblesen cualquier momento a la autoridad sanitaria.
22 INSTITUTO TECNOLÓGICO PEsaUERO DE PERÚ - ITP

EVALUACiÓN DE SELLOS DOBLES
EN ENVASES METAucos .XII. BIBLIOGRAFIA
1) Wagner D. (1983). Fish canning technology. RMIT for the college of fisheries,University Philippines.
2) FAO. (1986). Guidelines for can manufacturers and food canners. FAO Foodand Nutrition paper 36. Rome.
3) Judge, E. (1978). The almanac of de canning, freezing, preserving industries.Maryland 21157.
4) Jarvis, N. (1943). Principies and methods in canning of fishery products.Research report N°7. Fishandwildlife service U.S.A.
5) López, A. (1975).A complete Course in Canning. Basic Informationon Canningand Ingredients Used in CannedFoods.Volumen 1.
6) NCA (1968). Laboratory manual for food canners and processors. Volumen 11.Research Laboratory.
7) NCA (1968) Laboratory manual for food canners and processors. NationalCanners Association. Research laboratoríes.Berkeley,California.
8) NCA (1971) Alimentos Enlatados. National Canners Association. Berkeley,California.
9) Codex.(1976). Recommended InternationalCode of Practice for Canned Fish.Codex Alimentarius Commission. Joint FAO/WHO Food Standards ProgramoFAO, Rome.AC/RCP 10-1976.
10) American Can Company (1978). Double Seam Inspection and EvaluationSanitary Canso
11) W. R. Grace & Co. (1979). Evaluatinga DoubleSeam.
i
LI
INSTITUTO TECNOLÓGICO PEsaUERo DE PERÚ. ITP 23

Km. 5.2 Carretera a Ventanilla, CallaoApartado Postal 0360 - Callao 1 - PERU
Web: portal.minpes.gob.peE-mail: [email protected]
Teléfono: (511) 577-0116 577-0118Fax: (511) 577-0019 577-0202
,"
\
"
"
\. \.
\.
"
"
"


















