Composition and phase mineral variation of Portland cement ... · PDF fileAbstract--The raw...
10
International Journal of Basic & Applied Sciences IJBAS-IJENS Vol:12 No:06 109 126206-8585- IJBAS-IJENS @ December 2012 IJENS I J E N S Abstract -- The raw materials, clinker, and cement from the Mass cement factory in Sulaimani City- Kurdistan Region NE- Iraq have been investigated using polarizing microscopy, X-ray diffraction (XRD), Scanning Electron Microscopy SEM and chemical analysis. This study will discuss about the composition and phases mineral variation from different sample type of the factory. Chemical composition analysis using X-ray fluorescence is one of the important quality analyses for examining of cement and widely used in cement industries for a long time as a tool to estimate phase composition. X-ray diffraction is one of the established techniques as a qualitative tool to identify phase existing in the sample. Microscopic invistigation and X-ray diffraction of clinkers from Mass factory indicating the presence of five principle constitutes alite,(C 3 S ), belite (C 2 S), aluminate (C 3 A) , ferrite (C 4 AF), as well as minor isotropic residue (Periclase, and free- lime). The obtained SEM – micrographs show alite with well developed external shape and hexagonal outline and it is larger than the other existing phase while belite is semi rounded and irregular outline phase. The chemical analyses of raw materials used in Mass cement factory indicate that the local raw materials are suitable for cement industry after addition some additive such as iron oxide and sandstone. The chemical and mineralogical analyses for studied clinker samples show that the dominant phases composition are C 3 S and C 2 S while the C 3 A and C 4 AF are less abundant. Transformation of mineral phases is found affected by different temperature during cement production. The different types of mineral phases are observed during the production. Index Term-- Portland cement, Mass Factory, Raw material, Clinker, Phase composition I. INT RODUCT ION Portland cement is a hydraulic material composed primary of calcium silicates, aluminates, and ferrites. In a rotary kiln, at temperature reaching the 1450 ◦ C, clinker nodules are produced from a finely ground, homogenized blend of limestone, shale . and iron ore. The nodules are subsequently ground with gypsum, which serves to control setting, to a fine powder to produce finished Portland cement. The composition and texture (crystal size, abundance, and distribution) of clinker phases result from complex interactions of raw feed chemical and mineralogical composition, particle size distribution, feed homogenization, and the heating and cooling regime [1] and [2]. In order to simplify these phenomena, [3] proposed an approach for the development of the clinker phases. The ferric oxide (Fe 2 O 3 ) reacts with aluminum oxide (Al 2 O 3 ) and lime (CaO) to form the tetracalcium alumino ferrite (Ferrite C 4 AF or Ca 4 Al 2 Fe 2 O 10 ). The remaining aluminum oxide reacts with lime to form the tricalcium aluminates (C 3 A or Ca 3 Al 2 O 6 ). The lime reacts with the silicate oxide (SiO 2 ) to form two calcium silicates phases, the dicalcium silicate (Belite, C 2 S or Ca 2 SiO 4 ) and tricalcium silicate (Alite, C 3 S or Ca 3 SiO 5 ). One of the important quality parameters of Portland cement is its chemical and phase composition. It is necessary to determine a complete mineralogy of clinker cement to correctly understand, interpret and predict the outcome of any plant production process [4], and [5]. Every year a huge amount of Portland cement is produced and used for the construction of building, roads and highways and other local purposes in Kurdistan Region Northeast Iraq. Cement industry of Sulaimani City has been established and expanded very rapidly in the last six years, before that period, two cement companies have been established (Serchinar and Tasluja cement companies). Today, the industry comprises another two production sites (Bazian and Mass cement companies) beside the Tasluja cement company. The Serchinar cement company now stopped production of cement because it is located inside the population area. In order to understand phase transformation of mineral phases in clinker and powdered cement after mixing with gypsum for about 5 %, a feasibility study was carried out for seven samples of clinker and seven samples of powdered cement, from Mass Cement Company. Quantitative and qualitative analyses had done to understand correlation between phase estimation using Bogue calculation and mineral phase existing in the samples. Composition and phase mineral variation of Portland cement in Mass Factory Sulaimani – Kurdistan Region NE- Iraq Tola Ahmed Mirza Mohammed Department of Geology, Faculty of Science and Science Education, School of Science, University of Sulaimnai Email: [email protected]
Transcript of Composition and phase mineral variation of Portland cement ... · PDF fileAbstract--The raw...
International Journal of Basic & Applied Sciences IJBAS-IJENS Vol:12 No:06 109
126206-8585- IJBAS-IJENS @ December 2012 IJENS I J E N S
Abstract-- The raw materials, clinker, and cement from the
Mass cement factory in Sulaimani City- Kurdistan Region NE-
Iraq have been investigated using polarizing microscopy, X-ray
diffraction (XRD), Scanning Electron Microscopy SEM and
chemical analysis. This study will discuss about the composition
and phases mineral variation from different sample type of the
factory. Chemical composition analysis using X-ray
fluorescence is one of the important quality analyses for
examining of cement and widely used in cement industries for a
long time as a tool to estimate phase composition. X-ray
diffraction is one of the established techniques as a qualitative
tool to identify phase existing in the sample. Microscopic
invistigation and X-ray diffraction of clinkers from Mass factory
indicating the presence of five principle constitutes alite,(C3S),
belite (C2S), aluminate (C3A) , ferrite (C4AF), as well as minor
isotropic residue (Periclase, and free- lime). The obtained SEM
– micrographs show alite with well developed external shape
and hexagonal outline and it is larger than the other existing
phase while belite is semi rounded and irregular outline phase.
The chemical analyses of raw materials used in Mass cement
factory indicate that the local raw materials are suitable for
cement industry after addition some additive such as iron oxide
and sandstone. The chemical and mineralogical analyses for
studied clinker samples show that the dominant phases
composition are C3S and C2S while the C3A and C4AF are less
abundant. Transformation of mineral phases is found affected
by different temperature during cement production. The
different types of mineral phases are observed during the
production.
Index Term-- Portland cement, Mass Factory, Raw material,
Clinker, Phase composition
I. INTRODUCTION
Portland cement is a hydraulic material composed primary of
calcium silicates, aluminates, and ferrites. In a rotary kiln, at
temperature reaching the 1450◦C, clinker nodules are produced
from a finely ground, homogenized blend of limestone, shale
.
and iron ore. The nodules are subsequently ground with
gypsum, which serves to control setting, to a fine powder to
produce finished Portland cement. The composition and
texture (crystal size, abundance, and distribution) of clinker
phases result from complex interactions of raw feed chemical
and mineralogical composition, particle size distribution, feed
homogenization, and the heating and cooling regime [1] and
[2]. In order to simplify these phenomena, [3] proposed an
approach for the development of the clinker phases. The ferric
oxide (Fe2O3) reacts with aluminum oxide (Al2O3) and lime
(CaO) to form the tetracalcium alumino ferrite (Ferrite C4AF or
Ca4Al2Fe2O10). The remaining aluminum oxide reacts with lime
to form the tricalcium aluminates (C3A or Ca3Al2O6). The lime
reacts with the silicate oxide (SiO2) to form two calcium silicates
phases, the dicalcium silicate (Belite, C2S or Ca2SiO4) and
tricalcium silicate (Alite, C3S or Ca3SiO5).
One of the important quality parameters of Portland cement is
its chemical and phase composition. It is necessary to
determine a complete mineralogy of clinker cement to correctly
understand, interpret and predict the outcome of any plant
production process [4], and [5]. Every year a huge amount of
Portland cement is produced and used for the construction of
building, roads and highways and other local purposes in
Kurdistan Region Northeast Iraq. Cement industry of
Sulaimani City has been established and expanded very rapidly
in the last six years, before that period, two cement companies
have been established (Serchinar and Tasluja cement
companies). Today, the industry comprises another two
production sites (Bazian and Mass cement companies) beside
the Tasluja cement company. The Serchinar cement company
now stopped production of cement because it is located inside
the population area.
In order to understand phase transformation of mineral phases
in clinker and powdered cement after mixing with gypsum for
about 5 %, a feasibility study was carried out for seven
samples of clinker and seven samples of powdered cement,
from Mass Cement Company. Quantitative and qualitative
analyses had done to understand correlation between phase
estimation using Bogue calculation and mineral phase existing
in the samples.
Composition and phase mineral variation of
Portland cement in Mass Factory Sulaimani –
Kurdistan Region NE- Iraq
Tola Ahmed Mirza Mohammed Department of Geology, Faculty of Science and Science Education, School of Science, University of Sulaimnai
Email: [email protected]

International Journal of Basic & Applied Sciences IJBAS-IJENS Vol:12 No:06 110
126206-8585- IJBAS-IJENS @ December 2012 IJENS I J E N S
II. THE SCOPE AND LIMITATION OF THE STUDY
To describe the transformation in cement chemistry and
mineral composition during manufacturing process as well as
review the standards which cements must comply in
applications of different cement types this study was
established in Mass cement factory Sulaimani city Northeast
Iraq. This research supports the industrial activity in Kurdistan
Region northeast of Iraq especially in Sulaimani city which
show enrichment in essential raw material used in cement
production.
Potential of raw materials in Mass Factory Sulaimani City
Kurdistan Region
Limestone deposits are widespread in substantial part of the
Kurdistan Region Northeast Iraq. Large tonnage is available
from Bazian area, notably from the Sinjar Formation (Fig. 1).
Limestone from this source is used as feedstock for large
cement works at Bazian area specially used by Bazian Cement
Factory, Tasluja Cement Factory and Mass Cement Factory.
The limestone deposit described by good quality and huge
amount in this area, gypsum and sandstone occurs in
recoverable quantity in Tertiary rocks of Fatha Formation in
Bazian area. Iron materials are found in small zone as magnetite
and siliceous magnetite within metamorphic unit in Penjween
area but unfortunately it cannot be used for manufacturing of
cement because of these occurrence have limited potential for
cement industry therefore the iron oxide is imported from
Hamadan – Iran Country. Clay materials from recent valley
deposits as well as from Fatha Formation in the same area
provide feedstock for cement factory.
Geology of the studied area
The clinker samples were supplied by Cement Industries of Mass factory which is located northwest of
Bazian village, 35 km far to Sulaimani city – NE Iraq and
extended next Sulaimani-Kirkuk highway the elevation above
sea level is 849 m and located in N 35 ° 37ʹ 55.8″ and E 45° 5ʹ
50″ (Fig. 1). The study area represents the north flank of
Khaladan syncline known as extremely folded zone. Generally,
Tertiary rocks are outcropped at the studied area. Dips are
towards NW-SE and changed between 20° to 30 °. Paleocene
aged Kolosh Formation [7] is a base rock. Eocene aged Sinjar
Formation (limestone, dolometic limestone-crystalline
limestone) is intercalated with this Formation. Gercus
Formation, consist of red mudstone, sandstone, shale, pebbly
sandstone with conglomerate lenses overlays these units. At
the top Pila Sipi Formation, consist of dolomitic limestone and
limestone at the lower parts and thin calcareous marl, chalky
limestone and chert at the upper parts overlays them all. At the
Bazian Mass cement factory s ite and quarry area Lower Eocene
aged Sinjar Limestone Formation and Quaternary aged talus
and alluvium which covered wide area at the plain, are
outcropped.
Fig. 1. Geological map of studied area by [6]
III. MATERIALS AND METHODS
The laboratory work was carried out on five rock samples
representing local and imported raw materials (Table I), as well
as another seven samples were taken from the raw mix, seven
samples from outlet of the kiln (Clinker) and seven samples
from powdered clinker (cement) after blending with gypsum
with about 5 % (Table II, III, and IV). The chemical
composition of the Raw mix, Clinkers, cement and raw materials
analyzed by using XRF type MDX1000 Cox ford Model EG50H
(RH) in Mass Cement Factory. Mineralogical studies include
X-ray diffraction analysis of powdered samples, Scanning
electron microscopy (SEM) and polarizing microscopy in
polished sections. A polished section of clinker was prepared
by mixing clinker mass with a small amount of epoxy resin.
Mineralogical analyses have been carried out using reflected
light microscope in Geology department – optic laboratory. X-
ray powder diffractometry using Shimadzu XRD 7000
instrument and following the Iraqi Geological Survey standard
work procedure, part 21 [8] were used. Scanning Electron
Microscope was carried out on one cement clinker sample in
University of Jordan Faculty of Science using SEM (EDS
Bruker Quantax EDS system) Model Inspect F50 Schottky FEG
with accelerating voltage 200 KV magnification of 1756 up to
80000X.
Chemical analysis
Raw materials
The analyzed local limestone from Sinjar Formation is
almost pure consist mainly of CaO 52. 35 % with small
impurities of SiO2, and MgO 4.46 %, 0.06 % respectively
Table I. The analyzed clay and silica sand samples from

International Journal of Basic & Applied Sciences IJBAS-IJENS Vol:12 No:06 111
126206-8585- IJBAS-IJENS @ December 2012 IJENS I J E N S
recent valley deposits and Fatha Formation respectively
show relatively high content of SiO2 47.29 wt %, 52.43
wt % moderate amount of Al2O3 and CaO 11.89 Wt %,
14. 56 wt %, 10.69, and 12.98 wt % respectively Table I.
The imported iron oxide from Hamadan area Iran
country contain high Fe2O3 (58.43 wt %) and the gypsum
from Fatha Formation contains SO3 and CaO up to 30 wt
% (Table I).
Clinker The analyses of homogeneous samples of raw mix, clinkers and
cement powdered from Mass cement factory are given in Table
II, III; IV the composition of raw mix and clinker are relatively
similar to standard clinker composition (Table II, and III).
However is slightly different from cement composition (Table
IV) due to addition of gypsum to the latter.
T ABLE I
CHEMICAL COMPOSITION OF THE RAW MATERIALS USED IN MASS CEMENT FACTORY.
Raw
materials
Oxide
Limestone Clay Sand Iron Ore Gypsum
SiO2 4.46 47.29 52.43 19.96 0.53
Al2O3 1.46 11.89 10.69 3.49 0.58
Fe2O3 0.83 5.42 5.28 58.43 0.29
CaO 52.35 14.56 12.98 2.70 32.41
MgO 0.06 2.68 2.93 1.84 0.15
SO3 - - - - 42.68
L.O.I 41.73 14.59 12.08 11.65 21.07
T ABLE II
CHEMICAL COMPOSITIONS OF STUDIED SAMPLES FROM KILN FEED MIXTURE POSITION OF MASS CEMENT FACTORY.
Average
Composition of
cement rock after
Glausen in [9]
Av. 7 6 5 4 3 2 1
S . No.
Oxide
14.2 14.33 13.91 14.29 14.52 13.89 15.22 14.22 14.29 SiO2
4.8 3.64 3.70 3.64 3.64 3.46 3.66 3.73 3.65 Al 2O3
1.6 2.22 2.28 2.28 2.16 2.17 2.20 2.17 2.30 Fe2O3
40.2 42.19 42.34 42.00 42.02 42.40 41.91 42.31 42.36 CaO
2.8 1.34 1.42 1.33 1.46 1.40 1.12 1.28 1.34 MgO
34.2 34.90 34.64 34.43 34.40 35.37 34.97 35.34 35.13 L.O.I
34.2 98.62 98.29 97.97 98.20 98.69 99.08 99.05 99.07 Total
71.79 75.34 75.61 75.0 75.04 75.71 74.84 75.55 75.64 CaCO3- c
content
International Journal of Basic & Applied Sciences IJBAS-IJENS Vol:12 No:06 112
126206-8585- IJBAS-IJENS @ December 2012 IJENS I J E N S
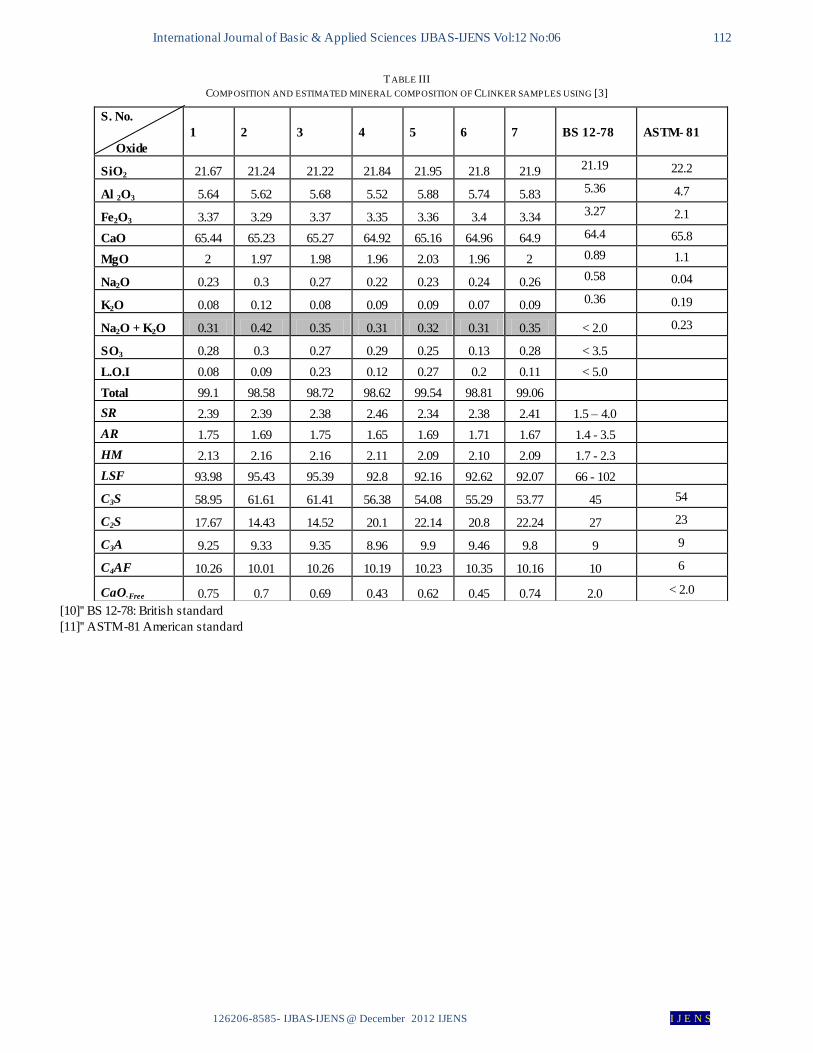
T ABLE III
COMPOSITION AND ESTIMATED MINERAL COMPOSITION OF CLINKER SAMPLES USING [3]
[10]'' BS 12-78: British standard
[11]'' ASTM-81 American standard
ASTM- 81 BS 12-78 7 6 5 4 3 2 1
S. No.
Oxide
22.2 21.19 21.9 21.8 21.95 21.84 21.22 21.24 21.67 SiO2
4.7 5.36 5.83 5.74 5.88 5.52 5.68 5.62 5.64 Al 2O3
2.1 3.27 3.34 3.4 3.36 3.35 3.37 3.29 3.37 Fe2O3
65.8 64.4 64.9 64.96 65.16 64.92 65.27 65.23 65.44 CaO
1.1 0.89 2 1.96 2.03 1.96 1.98 1.97 2 MgO
0.04 0.58 0.26 0.24 0.23 0.22 0.27 0.3 0.23 Na2O
0.19 0.36 0.09 0.07 0.09 0.09 0.08 0.12 0.08 K2O
0.23 < 2.0 0.35 0.31 0.32 0.31 0.35 0.42 0.31 Na2O + K2O
< 3.5 0.28 0.13 0.25 0.29 0.27 0.3 0.28 SO3
< 5.0 0.11 0.2 0.27 0.12 0.23 0.09 0.08 L.O.I
99.06 98.81 99.54 98.62 98.72 98.58 99.1 Total
1.5 – 4.0 2.41 2.38 2.34 2.46 2.38 2.39 2.39 SR
1.4 - 3.5 1.67 1.71 1.69 1.65 1.75 1.69 1.75 AR
1.7 - 2.3 2.09 2.10 2.09 2.11 2.16 2.16 2.13 HM
66 - 102 92.07 92.62 92.16 92.8 95.39 95.43 93.98 LSF
54 45 53.77 55.29 54.08 56.38 61.41 61.61 58.95 C3S
23 27 22.24 20.8 22.14 20.1 14.52 14.43 17.67 C2S
9 9 9.8 9.46 9.9 8.96 9.35 9.33 9.25 C3A
6 10 10.16 10.35 10.23 10.19 10.26 10.01 10.26 C4AF
< 2.0 2.0 0.74 0.45 0.62 0.43 0.69 0.7 0.75 CaO-Free

International Journal of Basic & Applied Sciences IJBAS-IJENS Vol:12 No:06 113
126206-8585- IJBAS-IJENS @ December 2012 IJENS I J E N S
T ABLE IV
CHEMICAL COMPOSITION OF STUDIED SAMPLES FROM POWDERED CEMENT OF MASS FACTORY
7 6 5 4 3 2 1
S. No.
Oxide
20.32 20.21 20.45 20.14 20.51 19.92 19.72 SiO2
5.12 5 5.05 5.08 5.08 4.97 4.8 Al 2O3
3.13 3.25 3.23 3.13 3.22 3.26 3.17 Fe2O3
63.14 63.18 63.24 63.16 63.3 62.94 63.18 CaO
1.58 1.64 1.57 1.7 1.63 1.56 1.72 MgO
2.65 2.11 2.4 2.61 2.31 3.19 3.2 L.O.I
95.94 95.39 95.94 95.82 96.05 95.84 95.79 Total
2.46 2.45 2.47 2.45 2.47 2.42 2.47 SR
1.64 1.54 1.56 1.62 1.58 1.52 1.51 AR
2.21 2.22 2.20 2.23 2.20 2.24 2.28 HM
97.03 97.65 96.67 97.89 96.47 98.56 100.2 LSF
63.69 65.32 63.43 65.41 63.03 66.74 70.5 C3S
10.22 8.68 10.79 8.41 11.26 6.78 3.36 C2S
8.27 7.75 7.92 8.17 8.02 7.66 7.36 C3A
9.53 9.89 9.83 9.53 9.8 9.92 9.65 C4AF
Mineralogical study
Microscopic and SEM investigation
Microscopic investigation indicate the presence of major
principles constitutes alite C3S, and belite C2S (Fig. 2 A, B &C)
the other constituents Ferrite C4AF and aluminates C3A are
often fine grained and they cannot be resolved with polarized
light microscopy. Most of these constitutes are nonmetallic,
very fine grain and show high refractive indices. Alite occurs
as brown phenocrysts and usually as hexagonal outline which
is makes up the major constituent in the studied sample. Belite
is the second major component occurs as rounded to semi
rounded blue grain and some time as irregular outline (Fig.2 C).
Ferrite occurs as lath-like while aluminate crystals may be
found between ferrite crystals (Fig. 3C).
The scanning electron microscope (SEM) appear to have
abettor potentials for the examination of cement clinker since
these are often fine grained that they cannot be resolved with
the polarized light microscope [12]. The obtained SEM –
micrographs show alite with well developed external shape and
hexagonal outline and it is larger than the other existing phase
(Fig.3A). Belite is semi rounded and irregular outline phase.
(Fig. 3B), as well as the minor isotropic residue of free lime are
also observed (Fig. 3 E)

International Journal of Basic & Applied Sciences IJBAS-IJENS Vol:12 No:06 114
126206-8585- IJBAS-IJENS @ December 2012 IJENS I J E N S
Fig. 2. ''A, B, & C'' Reflected light microscopic investigation for polished section of clinker sample

International Journal of Basic & Applied Sciences IJBAS-IJENS Vol:12 No:06 115
126206-8585- IJBAS-IJENS @ December 2012 IJENS I J E N S
Fig. 3. Scanning electron micrograph of clinker sample, A & B phynocryst well developed hexagonal crystal of alite; C &D
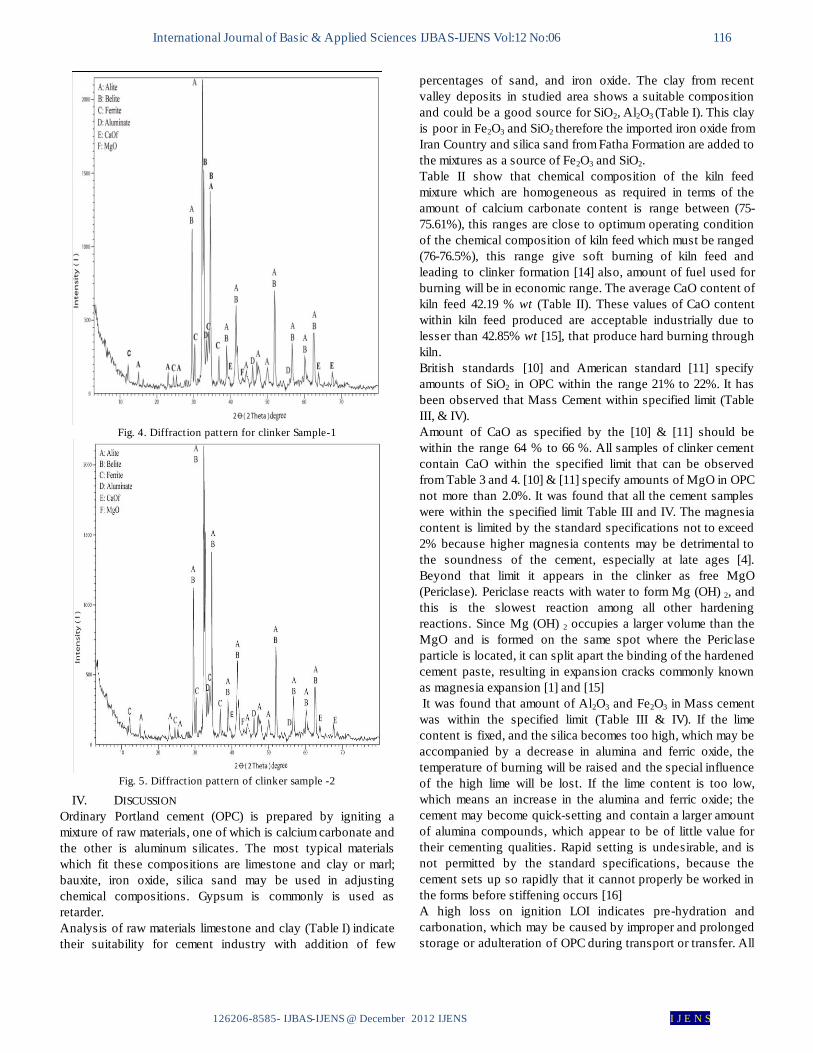
irregular and rounded crystal of belite; E free lime. X-Ray Diffraction (XRD)
XRD is a direct, bulk analysis technique where the patterns
provide phase, chemical and crystal structure information data
that may afford greater understanding of cement property
performance relationships [13].
The X-Ray diffraction analysis of clinker samples are given in
Figs 3 & 4. Both two clinkers samples contain alite and belite
as a major mineral phase, ferrite and aluminate represents as
minor constituents while the free lime and Periclase MgO
representative as trace phases (Figs 4 & 5).
International Journal of Basic & Applied Sciences IJBAS-IJENS Vol:12 No:06 116
126206-8585- IJBAS-IJENS @ December 2012 IJENS I J E N S
Fig. 4. Diffraction pattern for clinker Sample-1
Fig. 5. Diffraction pattern of clinker sample -2
IV. DISCUSSION
Ordinary Portland cement (OPC) is prepared by igniting a
mixture of raw materials, one of which is calcium carbonate and
the other is aluminum silicates. The most typical materials
which fit these compositions are limestone and clay or marl;
bauxite, iron oxide, silica sand may be used in adjusting
chemical compositions. Gypsum is commonly is used as
retarder.
Analysis of raw materials limestone and clay (Table I) indicate
their suitability for cement industry with addition of few
percentages of sand, and iron oxide. The clay from recent
valley deposits in studied area shows a suitable composition
and could be a good source for SiO2, Al2O3 (Table I). This clay
is poor in Fe2O3 and SiO2 therefore the imported iron oxide from
Iran Country and silica sand from Fatha Formation are added to
the mixtures as a source of Fe2O3 and SiO2.
Table II show that chemical composition of the kiln feed
mixture which are homogeneous as required in terms of the
amount of calcium carbonate content is range between (75-
75.61%), this ranges are close to optimum operating condition
of the chemical composition of kiln feed which must be ranged
(76-76.5%), this range give soft burning of kiln feed and
leading to clinker formation [14] also, amount of fuel used for
burning will be in economic range. The average CaO content of
kiln feed 42.19 % wt (Table II). These values of CaO content
within kiln feed produced are acceptable industrially due to
lesser than 42.85% wt [15], that produce hard burning through
kiln.
British standards [10] and American standard [11] specify
amounts of SiO2 in OPC within the range 21% to 22%. It has
been observed that Mass Cement within specified limit (Table
III, & IV).
Amount of CaO as specified by the [10] & [11] should be
within the range 64 % to 66 %. All samples of clinker cement
contain CaO within the specified limit that can be observed
from Table 3 and 4. [10] & [11] specify amounts of MgO in OPC
not more than 2.0%. It was found that all the cement samples
were within the specified limit Table III and IV. The magnesia
content is limited by the standard specifications not to exceed
2% because higher magnesia contents may be detrimental to
the soundness of the cement, especially at late ages [4].
Beyond that limit it appears in the clinker as free MgO
(Periclase). Periclase reacts with water to form Mg (OH) 2, and
this is the slowest reaction among all other hardening
reactions. Since Mg (OH) 2 occupies a larger volume than the
MgO and is formed on the same spot where the Periclase
particle is located, it can split apart the binding of the hardened
cement paste, resulting in expansion cracks commonly known
as magnesia expansion [1] and [15]
It was found that amount of Al2O3 and Fe2O3 in Mass cement
was within the specified limit (Table III & IV). If the lime
content is fixed, and the silica becomes too high, which may be
accompanied by a decrease in alumina and ferric oxide, the
temperature of burning will be raised and the special influence
of the high lime will be lost. If the lime content is too low,
which means an increase in the alumina and ferric oxide; the
cement may become quick-setting and contain a larger amount
of alumina compounds, which appear to be of little value for
their cementing qualities. Rapid setting is undesirable, and is
not permitted by the standard specifications, because the
cement sets up so rapidly that it cannot properly be worked in
the forms before stiffening occurs [16]
A high loss on ignition LOI indicates pre-hydration and
carbonation, which may be caused by improper and prolonged
storage or adulteration of OPC during transport or transfer. All
International Journal of Basic & Applied Sciences IJBAS-IJENS Vol:12 No:06 117
126206-8585- IJBAS-IJENS @ December 2012 IJENS I J E N S
the cement samples were found to be competent with regard to
maximum LOI limit of less than 5.0 % as specified by [10].
The silica ratio SR (SiO2 / Al2O3 + Fe2O3), Alumina ratio AR
(Al2O3 / Fe2O3) and the lime saturation factor LSF (CaO / 2.8
SiO2 + 1.2 Al2O3 + 0.65 Fe2O3) are important factors for chemical
control of cement [17], [18] and [4].
Increasing silica ratio impairs the burn ability of the clinker, by
reducing liquid phase content and tendency toward formation
of coating in the kiln. An increasing silica ratio causes a slow
setting and hardening of the cement. With decreasing silica
ratio the content of liquid phase increases, this improves the
burnability of the clinker and the formation of coating in the
kiln [15]. Generally and depending on [10] the silica ratio runs
between (1.5- 4.0), low values for silica ratios can be accepted
as low down to 1.5, for the all studied clinker and cement
powder samples the SR are more than 1.5 (Table III & IV) and
it is suited with standard specification for production of
Ordinary Portland cement.
Alumina Ratio (AR) it is characterizing the cement by the
proportion of alumina to iron oxide values of alumina ratio are
in the range from 1.4 to 3.5 [10]. The AR determines the
composition of liquid phase in the clinker, when it's lower than
1.4 both oxides are present in their molecular ratios and
therefore only tetracalcium aluminoferrite can be formed in the
clinker; consequently, the clinker cannot contain tricalcium
aluminate. This is the case called Ferrari-cement which is
characterized by low heat of hydration, slow setting and low
shrinking. A high alumina ratio together with a low silica ratio
results among other things, in a fast setting of the cement; this
requires the addition of a higher gypsum rate to control the
setting time. The studied clinker samples show that the AR are
range between (1.65 – 1.75) (Table III) and it fit to the market
requirements for cement.
The hydraulic modulus (HM) is generally limited by the values
(1.7-2.3), which has the following form; CaO / SiO2 +Al2O3 +
Fe2O3. It was found that with an increasing HM, more heat is
required for clinker burning; the strengths, especially the init ial
strengths set up and also the heat of hydration rises; and
simultaneously the resistance to chemical attack decreases [5].
Generally cements with HM lesser than 1.7 showed mostly
insufficient strength; cements with HM greater than 2.3 had
poor stability of volume hence the clinker of the Mass Factory
and powdered cement characterized by fitness of the HM it
ranges between (2.09 – 2.16) and ((2.20 – 2.28) respectively
(Table III & IV).
To attain complete lime saturation in the clinker the total silica
must be combined as C3S, all iron oxide must combine with the
equivalent amount of alumina to C4AF, and the remaining
alumina must combine to C3A. For technical purposes good
values of LSF ranged between (80-95), and the all studied
samples have a good value of LSF which are range between
(92.07 – 95.43) Table 3 and (96.47 – 100.2) Table IV. As a result
of market requirements for cements from different sources to
have similar properties and also to optimize clinker production
there has been a trend to converge on a ‘standard’ clinker
chemistry of LSF 95 – 97%, SR 2.4 – 2.6, AR 1.5 – 1.8. At most
plants the achievement of this ideal chemistry will require the
use of corrective materials such as sand and iron oxide.
Potential reaction and mineral phases formed in the clinker for
the studied samples were estimated by using Bogue
calculation (Table III). The estimation of alite mineral phases
(C3S) and belite (C2S) in clinker sample is range between (53.77
- 61.61) % and (14.42 – 22.24) % respectively ((Table III) that
values coincide with the mineral percentage content in
ordinary Portland cement specification described by [19],
(Table V).
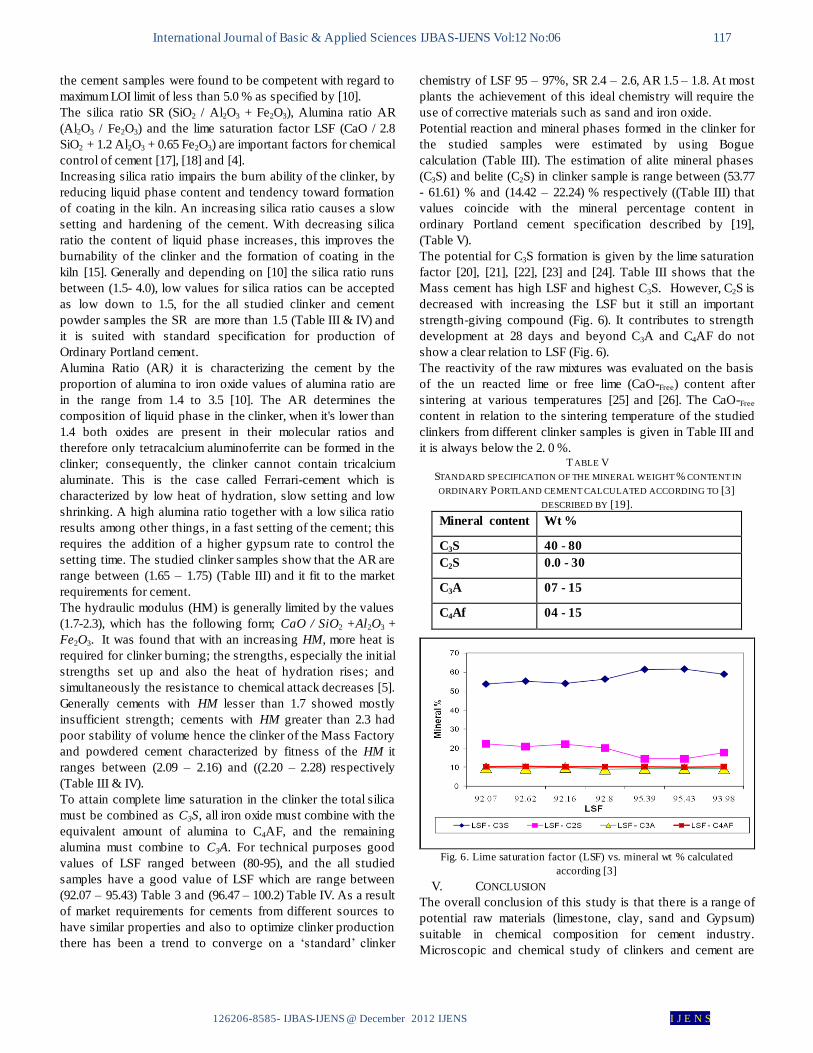
The potential for C3S formation is given by the lime saturation
factor [20], [21], [22], [23] and [24]. Table III shows that the
Mass cement has high LSF and highest C3S. However, C2S is
decreased with increasing the LSF but it still an important
strength-giving compound (Fig. 6). It contributes to strength
development at 28 days and beyond C3A and C4AF do not
show a clear relation to LSF (Fig. 6).
The reactivity of the raw mixtures was evaluated on the basis
of the un reacted lime or free lime (CaO-Free) content after
sintering at various temperatures [25] and [26]. The CaO-Free
content in relation to the sintering temperature of the studied
clinkers from different clinker samples is given in Table III and
it is always below the 2. 0 %. T ABLE V
STANDARD SPECIFICATION OF THE MINERAL WEIGHT % CONTENT IN
ORDINARY PORTLAND CEMENT CALCULATED ACCORDING TO [3]
DESCRIBED BY [19].
Mineral content Wt %
C3S 40 - 80
C2S 0.0 - 30
C3A 07 - 15
C4Af 04 - 15
Fig. 6. Lime saturation factor (LSF) vs. mineral wt % calculated
according [3]
V. CONCLUSION
The overall conclusion of this study is that there is a range of
potential raw materials (limestone, clay, sand and Gypsum)
suitable in chemical composition for cement industry.
Microscopic and chemical study of clinkers and cement are

International Journal of Basic & Applied Sciences IJBAS-IJENS Vol:12 No:06 118
126206-8585- IJBAS-IJENS @ December 2012 IJENS I J E N S
essentials for control of cement quality. The XRD and chemical
investigation of clinkers show that the alite phase occurred as
major well-formed crystals, the belite crystals were few and
evenly distributed in relation while the ferrite and aluminate
phases represent minor mineral phases in cement of Mass
Factory. The Periclase phase and free- lime occurred as fine
very fine grain. Transformation of mineral phases is found
affected by different temperature during cement production.
Clinkering process affect the transformation of mineral phases
which have similar element but different phase in the clinker.
The clinker of Mass cement has high LSF and highest C3S
while C2S is decreased with increasing the LSF but it still an
important strength-giving compound. It contributes to
strength development at 28 days and beyond C3A and C4AF
do not show a clear relation to LSF.
Variations in chemical constituents affect the cement
properties like, hardening/hydration, setting time, corrosion
resistance, color. Therefore comparative study between cement
factories in Sulaimani city Kurdistan Region Northeast Iraq is
recommended to encourage quality production.
ACKNOWLEDGMENTS
I would like to acknowledge support for this work by the Mass
Cement Factory for permission of taking samples and doing the
XRF analysis namely Mr. Abdulqadir director of laboratory
work.
REFERENCES [1] M. S., Ali, I. A. Khan, and M. I., Hossain, ''Chemical analysis
of ordinary Portland cement of Bangladesh,'' Chemical
Engineering Research Bulletin 12, 2008, pp. 7 -10.
[2] Y. C., Hwang, I., N., Hwang, Son, H., H., Kim, , ''Chemical
composition, radiopacity, and biocompatibility of Portland
cement with bismuth oxide,'' Jour. Of OOOOE, Vol. 107 No.
3, 2009; pp. 96 – 102.
[3] R.H, Bogue ''Calculation of the compounds in Portland
cement. Industrial Engineering and Chemical Analysis1,''
Camilleri J, Montesin FE, Papaioannou S, McDonald F, Pitt .,
1929, P.192–7.
[4] N. H., Deborah, D. E., Thomas, ''A life-cycle assessment of
Portland cement manufacturing: comparing the traditional
process with alternative technologies,'' Journal of Cleaner
Production. Vol.17, 2009, pp. 668–675.
[5] S. D., Rao, T .,V., Vijayakumr, S. Prabhaka, , and G., Bhaska
Raju, ''Geochemical assessment of a siliceous limestone sample
for cement making,'' Chinese journal of geochemistry, Volume
30, Issue 1, 2011, pp 33-39.
[6] S., H., S., Al-Hakari, ''Geometric Analysis and Structural
Evolution of NW Sulaimani Area, Kurdistan Region, Iraq,''
Unpublished PhD. Thesis, University of Sulaimani,
Department of Geology, 2011, 309p.
[7] S.Z. Jassim and C. ed., Goff,. ''Geology of Iraq'', Published by
Dolin, Prague and Moravian Museum, Brno, 2006, 341p.
[8] Y., Al-Janabi, , N., Al-Sa‟adi, , Y., Zainal, K., Al-Bassam, ,
and M., Al-Delaimy, , 1992, ''GEUSURV Work Procedures,
Part 21: Chemical Laboratories. GEUSURF, int. rep.
no.1991,'' 1992.
[9] C. F.., Glausen, , ''Cement materials, in Gillson, J. L. (ed),
Industrial minerals and rocks, 3rd
ed. ,'' AIME, NEW York,
1960, pp 203 – 213.
[10] C. Moore BS 12-78; '' British standard for Cement Portland
Grey Grade 42.5 Chemical Control of Portland Cement
Clinker,” Ceramic Bulletin, 61(4), 1982. pp. 511-515.
[11] ASTM (C150-81), ''American Standard specification for
Portland cement,'' Am. Soc. for testing materials, 1981.
[12] P., Stutzman, ''Scanning electron microscopy imaging of
hydraulic cement microstructure,'' Cement & Concrete
Composites 26, 2004, pp. 957-966.
[13] P., Stutzman, ''Phase Composition Analysis of the NIST
Reference Clinkers by Optical Microscopy and X-ray Powder
Diffraction,'' NIST national institute of standard s and
technology Technical Note 1441.Technology
Administration. U.S. Department of Commerce, 2002, 44 p.
[14] V.C., Johansen , L.M., Hills, F.M, Miller, and R.W.,
Stevenson, " The Importance of Cement Raw Mix
Homogeneity", International Cement, Chicago, USA, 2003,
online on America's Cement.
[15] M. A., Aldieb, and H.G., Ibrahim, ''Variation of Feed Chemical
Composition and Its Effect on Clinker Formation–Simulation
Process,'' Proceedings of the World Congress on Engineering
and Computer Science ,Vol. II , WCECS, San Francisco, USA,
2010, pp.1-7.
[16] A.M., Neville, ''Concrete Technology, 4th ed.,'' Singapore:
Long man Singapore Publishers Ltd., 1996.
[17] S., Nasir, and H., El Etr, ''The mineralogy and chemistry raw
materials in the United Arab Emirates,'' Qatar Univ. Sci.
Journal, Vol. 16, No. 2, 1996, pp. 315-323.
[18] M. S., Idris, K.N., Ismail, S.B., Jamaludin, C.R., Ghazali, and,
K., Hussin, ''Comparative Study of Clinker’s Transformation
at Different Temperature Zone during Cement Production,''
American Journal of Applied Sciences Vol.4 No. 5, 2007, pp.
328-332.
[19] B. A., Kohlhaas, et. al. (16 authors), ''Cement engineers
handbook. Fourth English edition,'' originated by Otto
Labahn, translated by C. Van, Amerongen from the sixth
German edition, Bauverlag GmbH, Wiesbaden and Berlin,
1983, 800p.
[20] F., D Baakakti,. Y., Bandopadhyay and U. Borah, ''Phyisco-
chemical characteristics of cement produced using sulphur
bearing fuels in black meal process for cement manufacture''.
Cement & concert, Res. 23: 1993, pp.1185-1194.
[21] D., Damidot, and F.P. Glasser, ''Thermodynamic investigation
of the CaO-Al2O3-CaSO4-K2O-H2O system at 25 C,''. Cement
& Concert Res. 23, 1993, 1195-1204.
[22] S., Majling, ''Phase compatibility in the system CaO- SiO2-
Al2O3-Fe2O3-SO3 – refered to sulphoaluminate belite cement
clinker,'' Cement & Concrete Res. 23, 1993, pp.1331-1339.
[23] S., Majling, M., VIna, and D. Roy, ''Relationship between raw
mixture and mineralogical composition of sulphoaluminate
belite clinkers in the system CaO - SiO2 - Al2O3 - Fe2O3 - SO3''
Cement and Concrete Res. 23, 1993, pp. 1351-1356.
[24] C., Douglas MacLaren and W., A., Mary, ''Cement: Its
Chemistry and Properties, Journal of Chemical Education,''
.JChemEd.chem.wisc.edu. Vol. 80 No. 6 June, 2003, pp. 623-
635.
[25] P.E., Tsakiridis , S., Agatzini-Leonardou, and P., Oustadakis,
'' Red mud addition in the raw meal for the production of
Portland cement clinker,'' Journal of Hazardous Materials,
Volume 116, Issues 1-2, December 2004, pp. 103-110.
[26] G., Roman , V., Tomaz, K., Venceslav, '' Evaluation of the
Hydration of Portland Cement Containing Various
Carbonates by Means of Thermal Analysis'' Acta Chim. Slov.,
53, 2006, pp. 159–165.