
Company presentation-linkedin
27
Company Presentation
Transcript of Company presentation-linkedin
Company Presentation

1. Growth of Exactaform- Company History- Plant & Machinery- Exactaform Staff- Growth of Capacity
2. The modern day Exactaform- Body Shop- Diamond Finishing Shop- Inspection - R&D
Contents
3. Existing Aerospace Solutions- Drilling- Countersinking- Edge of Part - Surface Machining
4. Looking to the Future- Planned Company Growth- Future Tooling Developments
Company History
1979 – Established by John Inglis for the manufacture of PCD and CNB inserts
1990 – Introduction of Coborn Grinding Machines
1996 – Moved to current premises
1999 – ISO Accreditation Awarded
2002 – First Volmer Wire Erosion machine purchased
The Company began to focus on the future, which it saw to be PCD tipped rotary cutting
tools for the machining of complex modern materials. This led primarily to the aerospace,
automotive and motorsport industries.
Introduction Movie
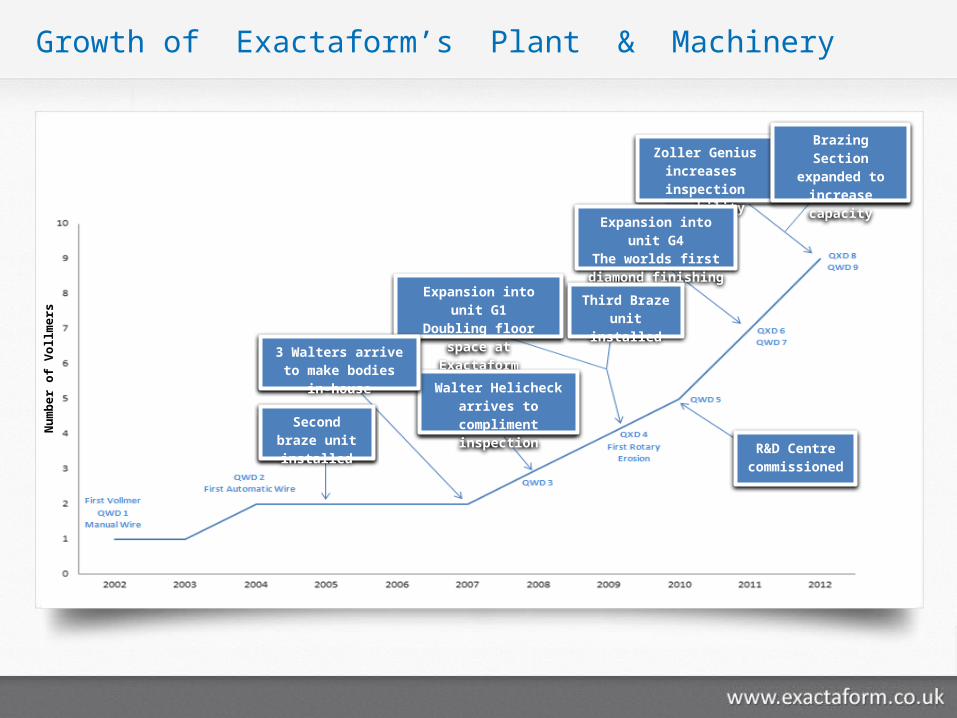
Growth of Exactaform’s Plant & MachineryN
umbe
r of V
ollm
ers
Zoller Genius increases
inspection capability
Brazing Section expanded to
increase capacity
Expansion into unit G4The worlds first diamond
finishing shop
Third Braze unit installed
R&D Centre commissioned
Expansion into unit G1Doubling floor space at
Exactaform
Walter Helicheck arrives to compliment
inspection
3 Walters arrive to make bodies in-house
Second braze unit installed
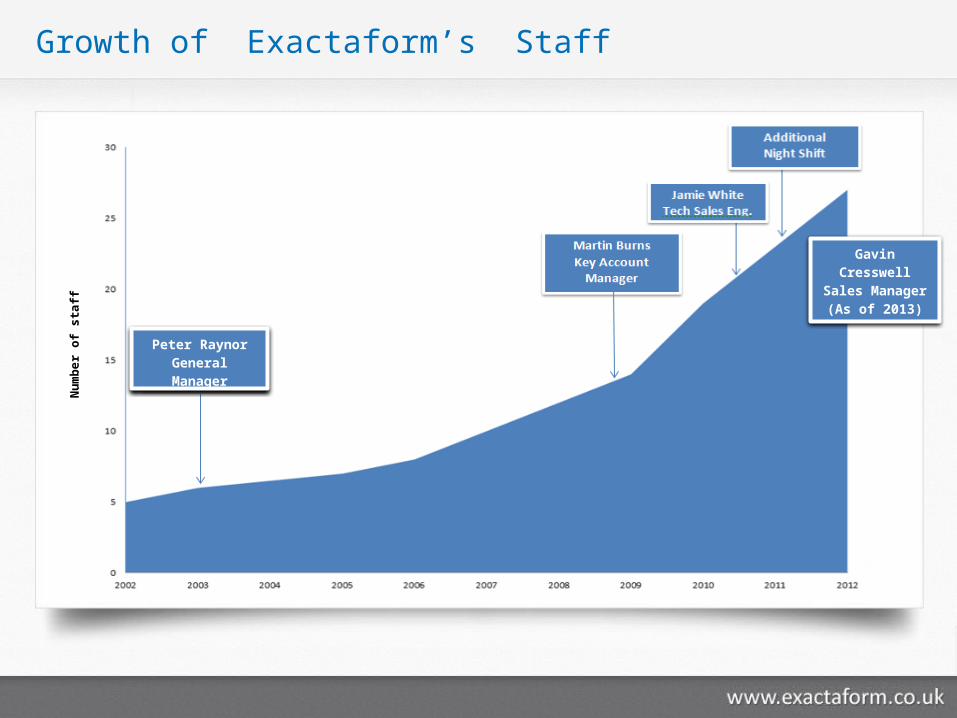
Growth of Exactaform’s StaffN
umbe
r of s
taff
Peter RaynorGeneral Manager
Gavin CresswellSales Manager
(As of 2013)
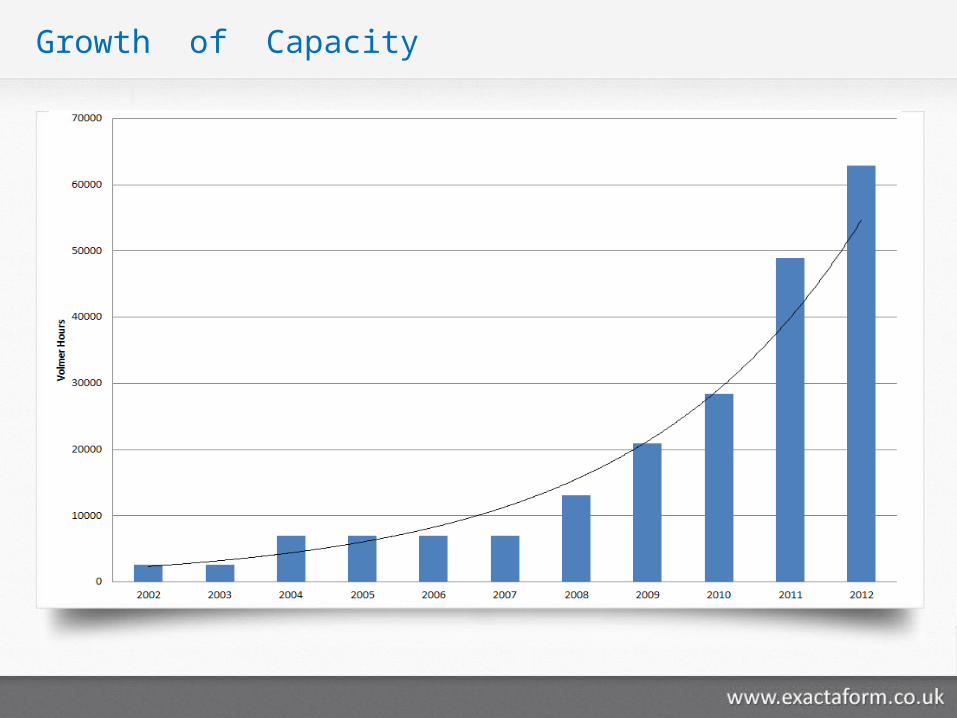
Growth of Capacity
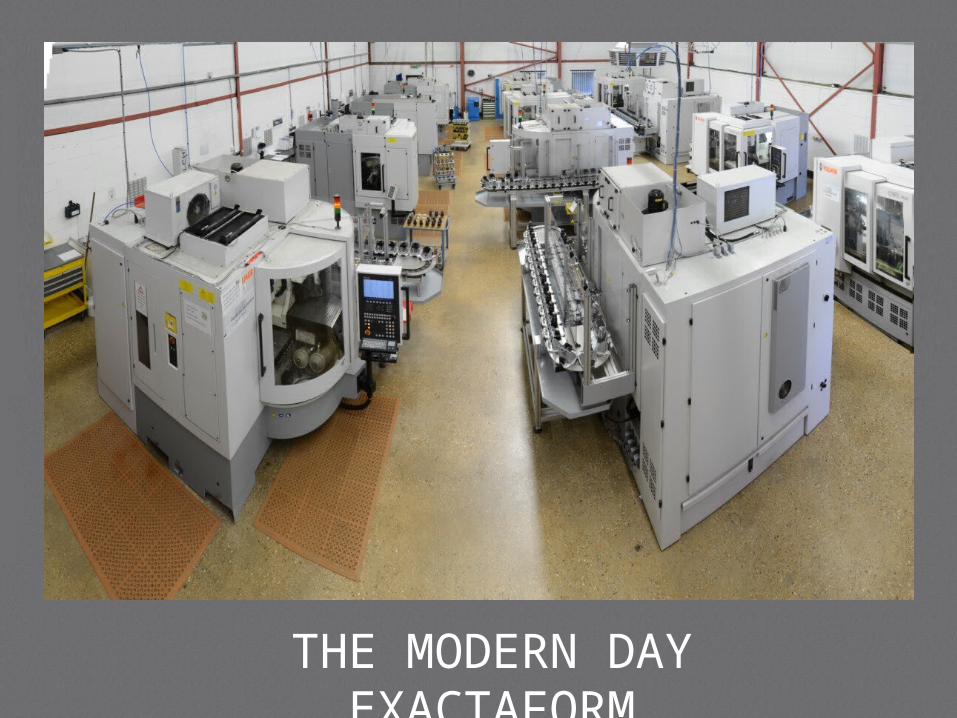
THE MODERN DAY EXACTAFORM

The Exactaform Body Shop
Studer Grinding Machine:For manufacturing carbide blanks in-house, ranging from roughing diameters to multi-step profile grinding and thread grinding.
Also used for finishing diameters of multi-step PCD tools and reamers.
Walter Power Diamond:Allowing maximum flexibility for manufacturing carbide bodies in-house, as well as a range of special solid TCT tooling.

The Exactaform Body Shop
Rollomatic NP5For high speed manufacturing of carbide blanks in-house, ranging from 0.025mm – 20mm, with super fine finish.
This machine is the bench mark for blank grinding, with in process gauging, it can run up to 8 hours unmanned with 100% accuracy.

The Diamond Finishing Shop
Vollmer QXD Rotary disc erosion:Rotary disc erosion benefits from increased erosion speed
Automated 29 piece carousel enables maximum productivity.
The QXD’s are used primarily for drills and countersinks
Vollmer QWD wire erosion:6 axis wire erosion machine capable of holding repeatable tolerance of +/- 0.005mm
Automated 12 piece loader carousel for unattended operation.
The wires are ideal for multi-step and form tools.
Our Vollmer machines, wherever possible, run 24/7 including bank holidays and Christmas

Quality Control
Walter Helicheck:Full inspection reports provided, CNC tool check on all lengths and diameters. Repeatable to 0.002mm
Zoller Genius:Full inspection reports provided, including 360o
contour scans and edge wear measurements
Laser Micrometers:Repeatable measurements of +/- 0.001mm
Optical Inspection Equipment:Full visual checks on all tooling ensuring guaranteed tool quality and results.
All Exactaform’s tooling is subjected to 100% quality checks and can be provided with full inspection reports.
Quality & process monitoring by iso9001:2001 verification
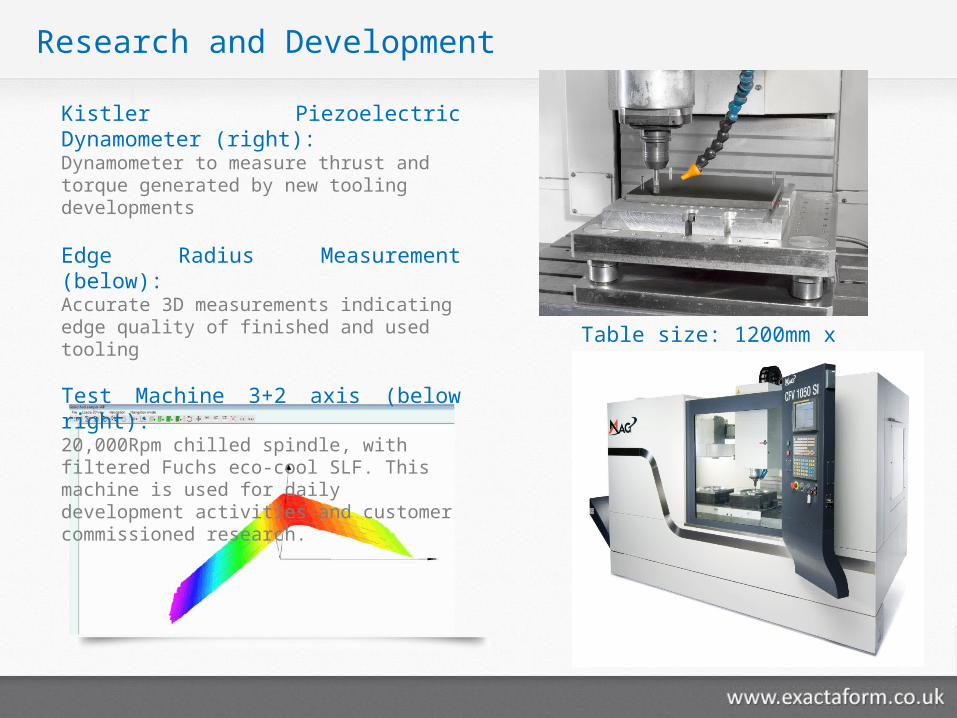
Research and Development
Kistler Piezoelectric Dynamometer (right):Dynamometer to measure thrust and torque generated by new tooling developments
Edge Radius Measurement (below):Accurate 3D measurements indicating edge quality of finished and used tooling
Test Machine 3+2 axis (below right):20,000Rpm chilled spindle, with filtered Fuchs eco-cool SLF. This machine is used for daily development activities and customer commissioned research.
Table size: 1200mm x 500mm

AUTOMOTIVE SOLUTIONSAEROSPACE TOOLING SOLUTIONS

Drilling
Exactaform’s Standard DrillA 118° drill point with extra point thinning mean this is our entry level solution for easy to drill CFRP/ AL stacks.
Currently deployed on a number of military and commercial applications.
This low cost solution offers an ideal bridge between coated carbide and our more advanced geometry drills.
Drilling
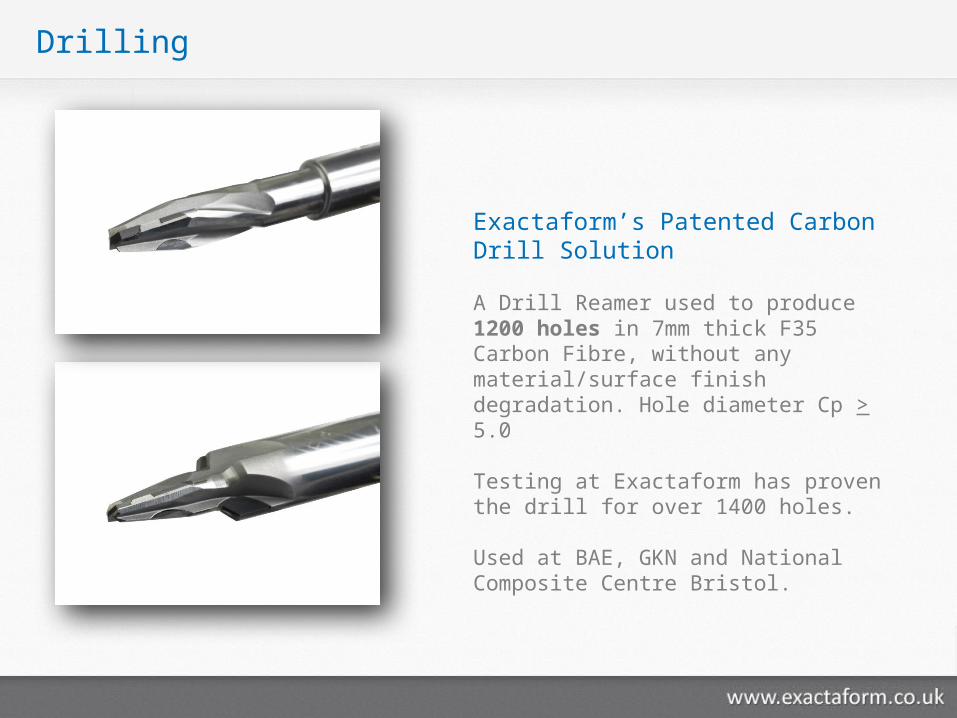
Exactaform’s Patented Carbon Drill Solution
A Drill Reamer used to produce 1200 holes in 7mm thick F35 Carbon Fibre, without any material/surface finish degradation. Hole diameter Cp > 5.0
Testing at Exactaform has proven the drill for over 1400 holes.
Used at BAE, GKN and National Composite Centre Bristol.
Drilling
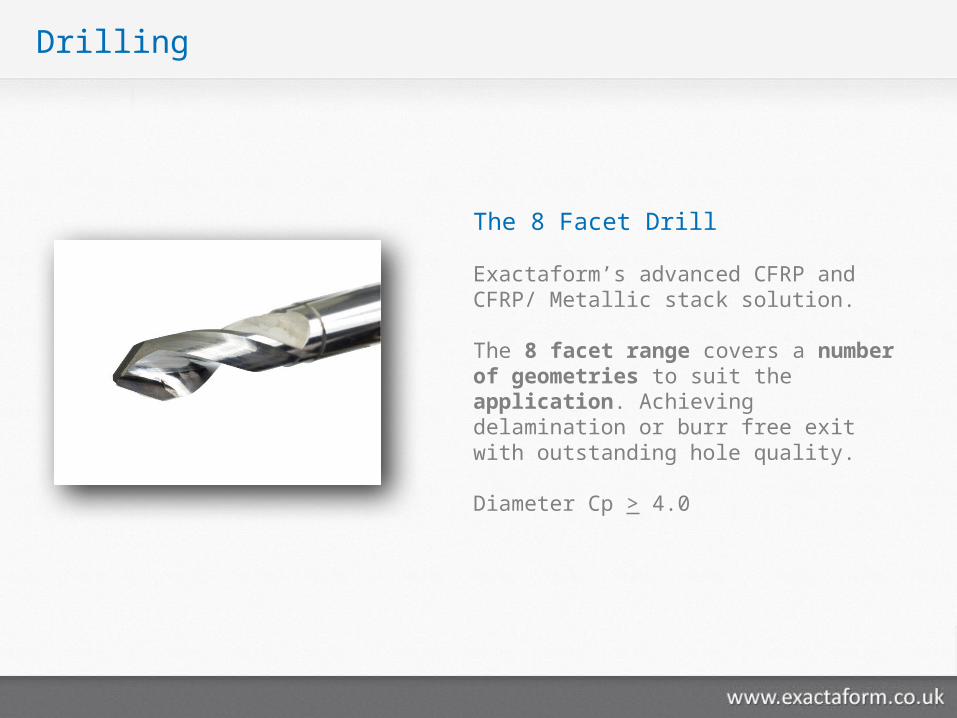
The 8 Facet Drill
Exactaform’s advanced CFRP and CFRP/ Metallic stack solution.
The 8 facet range covers a number of geometries to suit the application. Achieving delamination or burr free exit with outstanding hole quality.
Diameter Cp > 4.0
Drilling
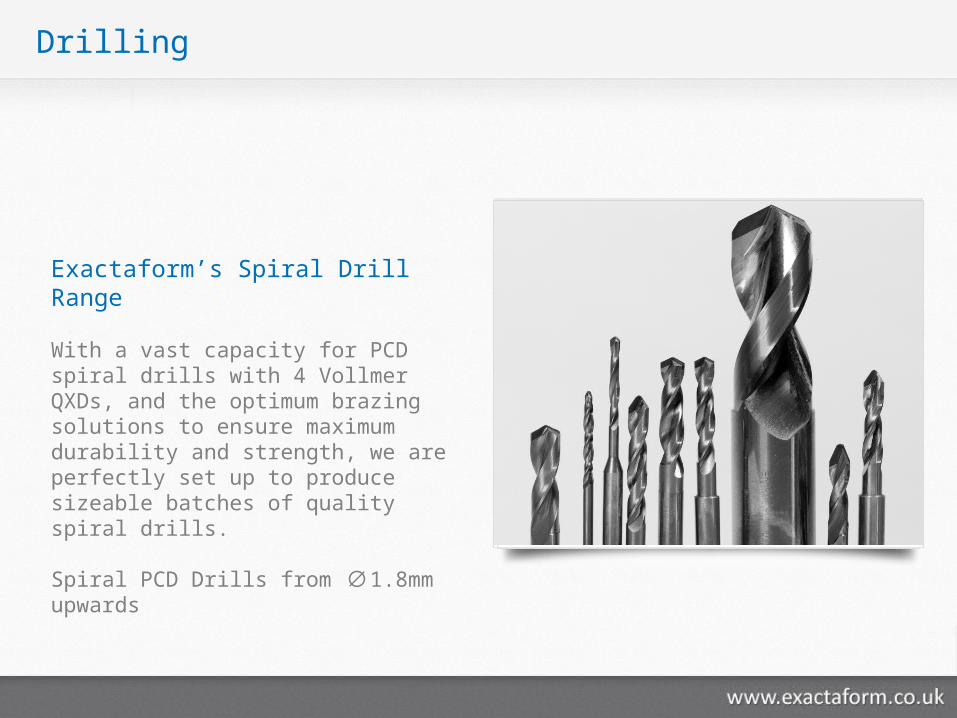
Exactaform’s Spiral Drill Range
With a vast capacity for PCD spiral drills with 4 Vollmer QXDs, and the optimum brazing solutions to ensure maximum durability and strength, we are perfectly set up to produce sizeable batches of quality spiral drills.
Spiral PCD Drills from ∅1.8mm upwards
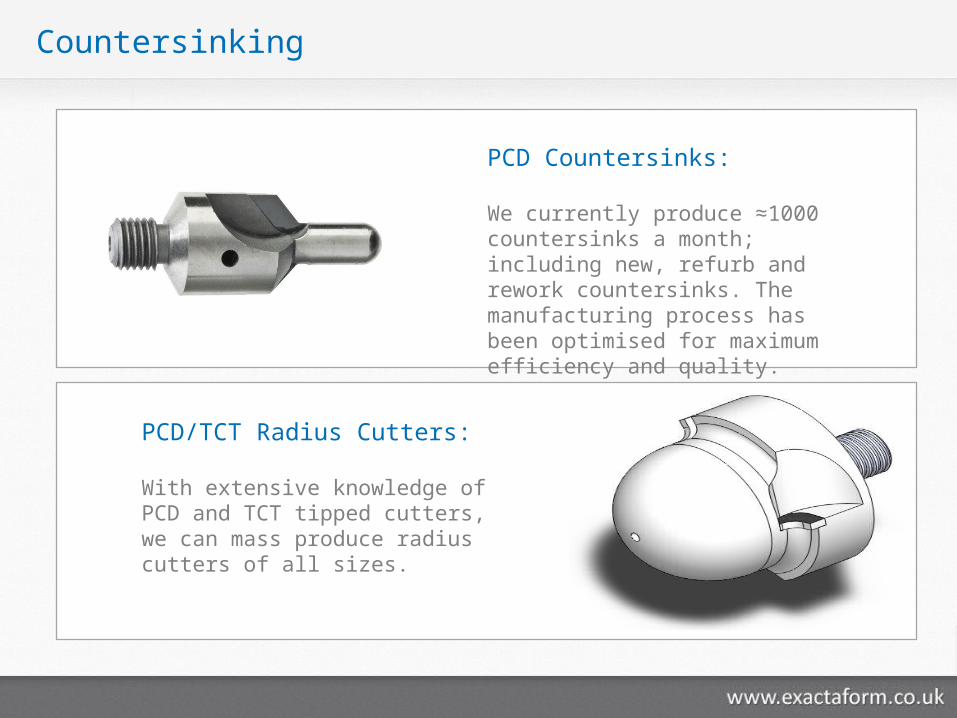
PCD Countersinks:
We currently produce ≈1000 countersinks a month; including new, refurb and rework countersinks. The manufacturing process has been optimised for maximum efficiency and quality.
Countersinking
PCD/TCT Radius Cutters:
With extensive knowledge of PCD and TCT tipped cutters, we can mass produce radius cutters of all sizes.
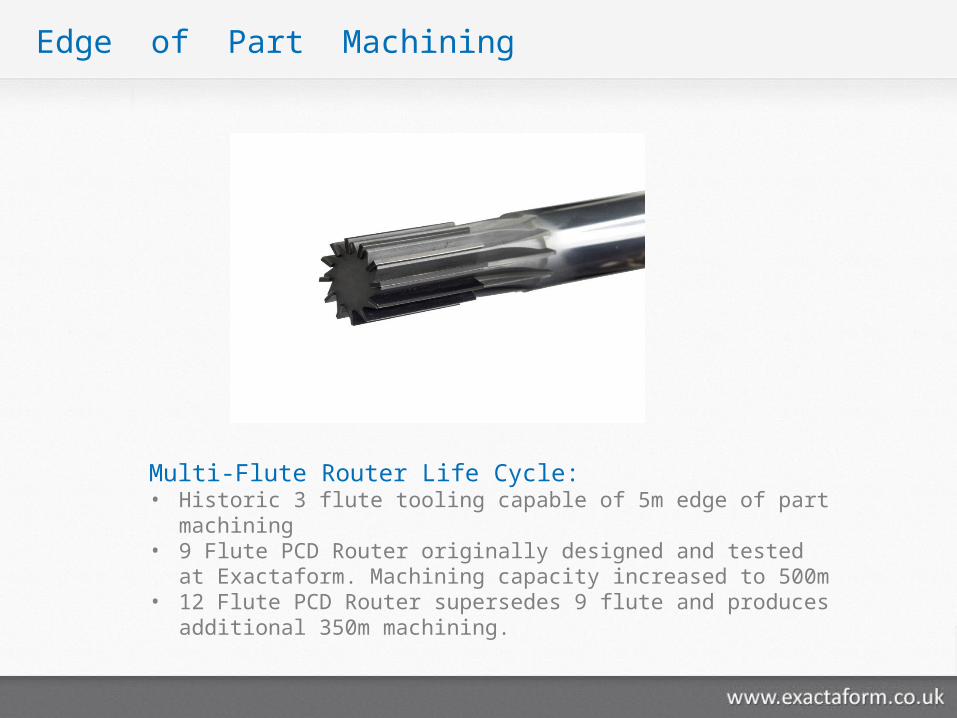
Multi-Flute Router Life Cycle:• Historic 3 flute tooling capable of 5m edge of part machining• 9 Flute PCD Router originally designed and tested at Exactaform. Machining
capacity increased to 500m• 12 Flute PCD Router supersedes 9 flute and produces additional 350m
machining.
Edge of Part Machining
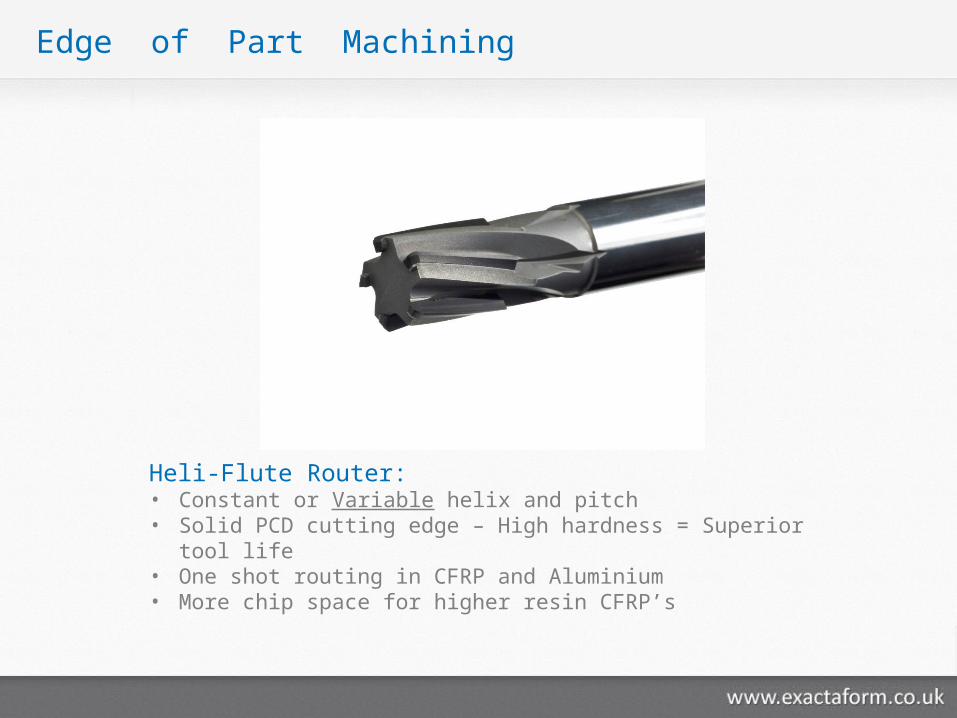
Heli-Flute Router:• Constant or Variable helix and pitch• Solid PCD cutting edge – High hardness = Superior tool life• One shot routing in CFRP and Aluminium• More chip space for higher resin CFRP’s
Edge of Part Machining
Patent Pending
Edge of Part Machining
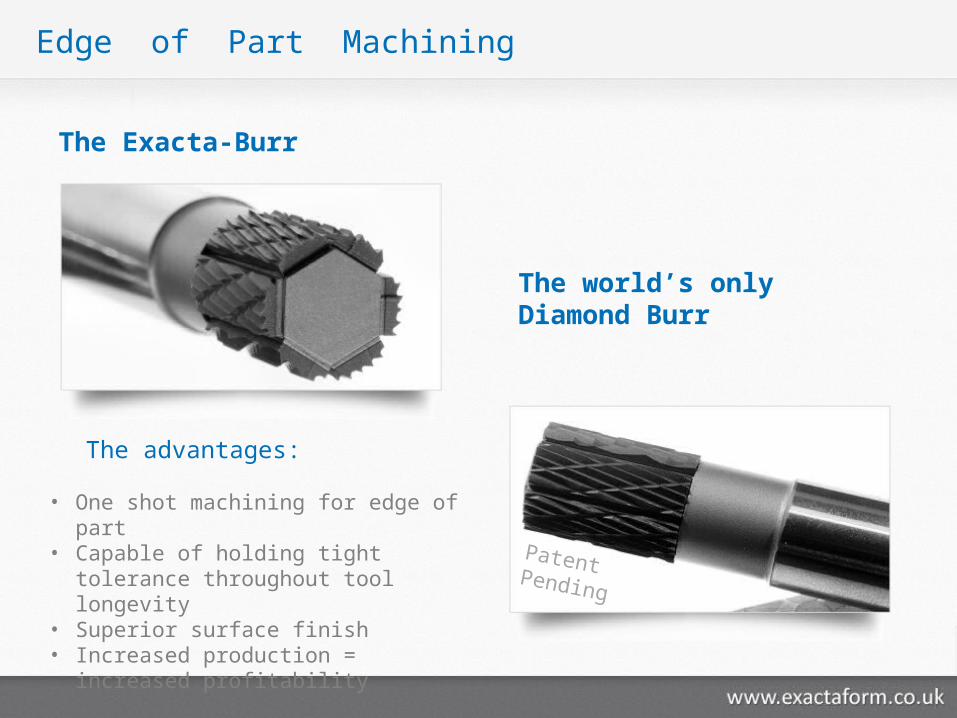
The Exacta-Burr
The world’s only Diamond Burr
The advantages:
• One shot machining for edge of part• Capable of holding tight tolerance throughout
tool longevity• Superior surface finish• Increased production = increased profitability
Edge of Part Machining
Routing Demonstration video
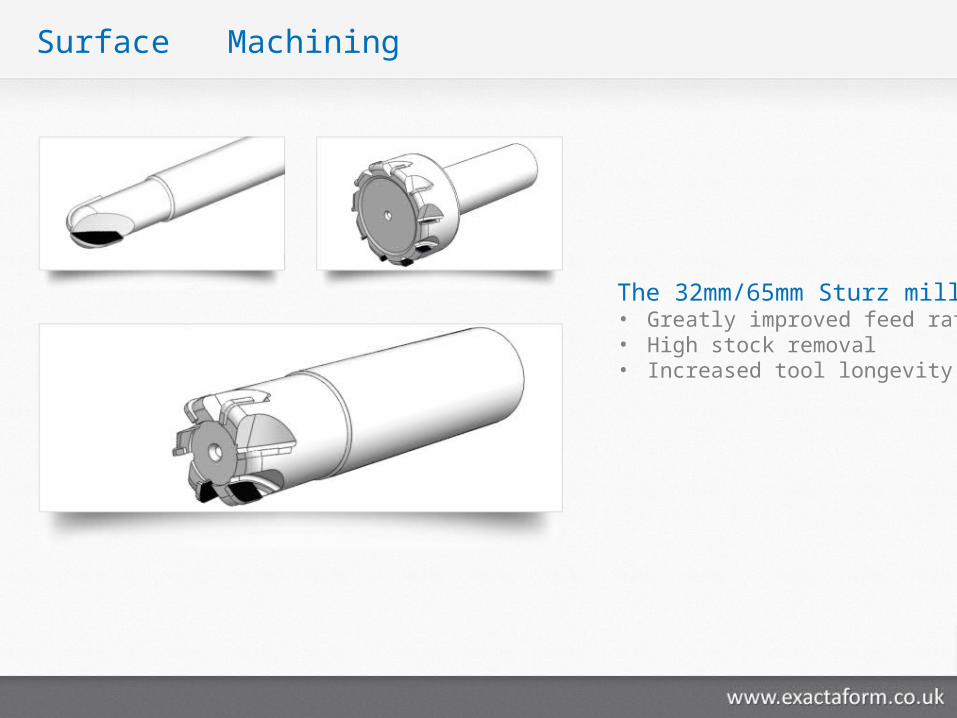
The 32mm/65mm Sturz mill:• Greatly improved feed rates• High stock removal• Increased tool longevity
Surface Machining
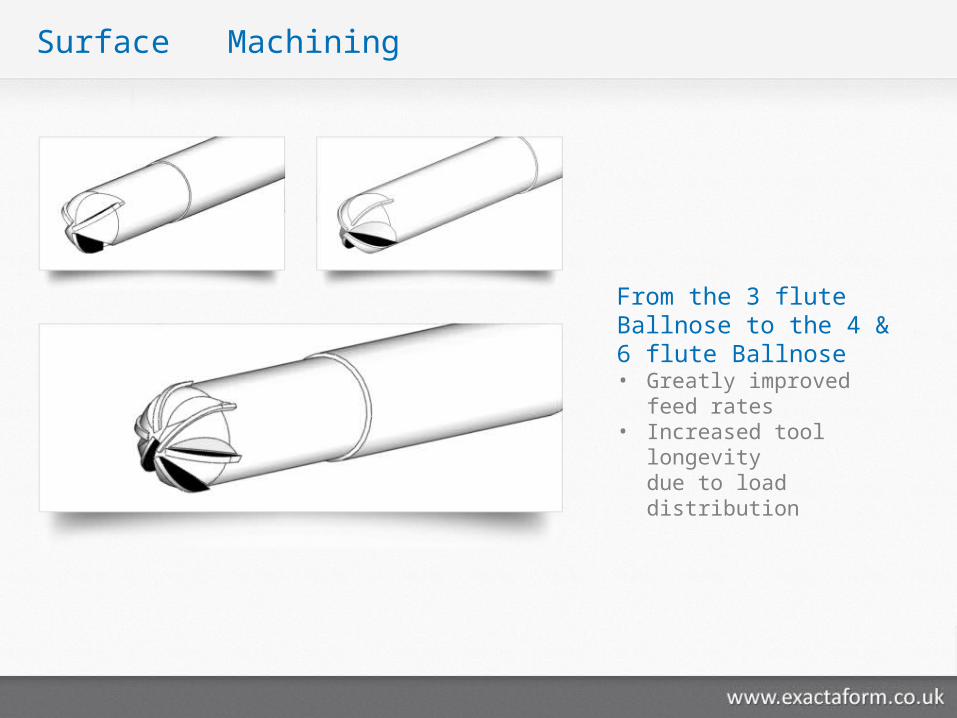
From the 3 flute Ballnose to the 4 & 6 flute Ballnose• Greatly improved feed rates• Increased tool longevity
due to load distribution
Surface Machining
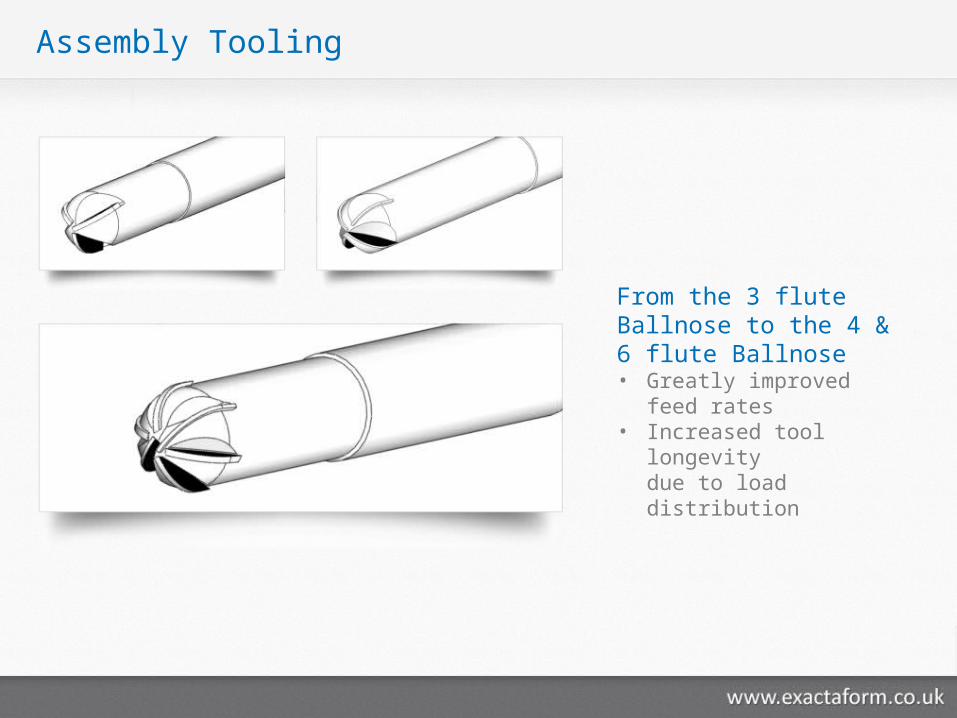
From the 3 flute Ballnose to the 4 & 6 flute Ballnose• Greatly improved feed rates• Increased tool longevity
due to load distribution
Assembly Tooling
THE FUTURE IS EXACTAFORM...
“FOCUSED ON THE FUTURE”














