
Công nghiệp đóng tàu - HCMUTdantn/kalpakjian/w1-lecture.pdf · Hyundai Heavy Industries ở...
31
Th.S : Trần Ngọc Dân 2016 Công nghiệp đóng tàu
Transcript of Công nghiệp đóng tàu - HCMUTdantn/kalpakjian/w1-lecture.pdf · Hyundai Heavy Industries ở...

Th.S : Trần Ngọc Dân
2016
Công nghiệp đóng tàu

Kiến tạo một con tàu
Công nghiệp đóng tàu có đặc điểm riêng nào ?
Chế tạo và lắp ráp cấu trúc thép cở lớn & các trang thiết bị Công nghệ đóng tàu tiến hóa từ qui trình chế tạo sang qui trình lắp ráp
Shipyard (xưởng / nhà máy đóng tàu) là nơi lắp ráp các cấu kiện (tự chế tạo hoặc cung cấp bởi nhà thầu phụ) và các trang thiết bị mua sắm theo yêu cầu thiết kế.
Một con tàu cỡ lớn có cỡ 200.000 chi tiết cần lắp ráp Mua sắm vật liệu và trang thiết bị chiếm từ 60% đến 80% giá thành kiến tạo
con tàu
Các ngành công nghiệp khác cũng dựa vào hai nền tảng kỹ thuật chế tạo - công nghệ lắp ráp đó là : Công nghiệp auto Công nghiệp chế tạo máy bay Công nghiệp chế tạo máy tính / điện thoại ....
Có sự phát triển tương đồng giữa công nghiệp đóng tàu và các ngành đã nêu ?.Công nghệ lắp ráp giữa chúng có giống nhau ?

Công nghiệp đóng tàu và công nghiệp auto ?
Sự phát triển công nghiệp đóng tàu có nhiều điểm tương đồng và kế thừa các ý tưởng phát triển của công nghiệp auto.
NO: Các chi tiết lắp ráp auto được chế tạo tự động hàng khối lớn và
tương đối đồng nhất trong khi các kiến trúc thân tàu, trang thiết bị ...thường có kích thước lớn , cấu hình cần thỏa mãn đơn hàng, số lượng không lớn (thậm chí là duy nhất).
YES Thực tế thì thân & thiết bị auto cũng không kém phần đa dạng,
điểm khác biệt là chúng được thiết kế với sự kế thừa công nghệ cao và được sản xuất nhờ hệ thống sản xuất linh hoạt do vậy có thể vẫn hiệu quả với sản lượng tầm trung.
Các tàu cở lớn thường được thiết kế “theo tàu mẫu” - để giảm chi phí do vậy nếu tuân thủ tốt yêu cầu tiêu chuẩn hóa thì các cấu kiện, trang thiết bị vẫn có thể dùng trên nhiều seri tàu. Ít nhất là cùng loại / cùng phân cấp.
Ngoài thân tàu, các trang thiết bị mua sắm khác hoàn toàn chuẩn hóa và có khả năng và yêu cầu ứng dụng giống nhau trên các loại / seri tàu.

Hyundai Heavy Industries ở Ulsan là shipyard lớn nhất thế giới có khả năng đóng mới 12.6 triệu DWT / năm, HHI Group, đầu tư đa lỉnh vực và sở hữu nhiều xưởng đóng tàuvà các công ty tài chính, thươngg mại, đầu tư tầm cở
Xu thế “hàng khủng”
Nhà xưởngchế tạo cấu kiện hàng khối
Ụ tàu kíchthước lớn
Cẩu siêutrọng lắpcấu kiện cở lớn

Nhỏ - Nhanh & Nhiều
Damen tập đoàn của Hà Lan hàng đầu về đóng tàu dịch vụcở nhỏ trình độ công nghệ cao.
Những năm gần đây tập trung nghiên cứu thiết kế và chế tạo cáctàu cở nhỏ từ các modun tiêu chuẩn . Xu thế mới trong công nghệthiết kế và đóng mới.
Damen chỉ chào bán tàu tiêu chuẩn

Cấu trúc chia nhỏ theo công việc (Work breakdown structure)
WBS là một thuật ngữ được sử dụng phổ biến ở các shipyard hiện đại : đề cập đến cách phân thân tàu thành các modun (tổng đoạn), block, hoặc sub block tối ưu hóa thỏa mãn các ràng buộc kỹ thuật, thiết bị, nhân công, ở các khâu (cắt, hàn, vận chuyển, lắp đặt ...
Thuật ngữ này cũng bao hàm trình tự triển khai công việc, nhân lực ...thành các nhóm có cùng nội dung, chuyên môn sao cho có thể điều động tối ưu nhất. WBS cũng xác định “sản phẩm trung gian - interim products) từ đó sản phẩm sau cùng được cấu thành thành
WBS là nguyên lý cơ bản để lập kế hoạch, tiến độ và cách thức chia nhỏ các phần việc trong tiến trình đóng mới thân tàu.

Đóng tàu theo qui trình “truyền thống”
• Đến thập kỹ 1950 đóng tàu vẫn thực hiện theo mô hình công trường thủ công với đội ngủ công nhân lành nghề• Thợ đóng tàu lành nghề phải học việc ít nhất 6 năm và dành cả đời để hoàn thiện thăng tiến • Con tàu được kiến tạo tuần tự như xây nhà • Công việc được chia nhỏ theo hệ thống tàu : thân tàu, động lực, trang bị ... • Thân tàu là công trường chính

Đóng tàu theo kiểu “truyền thống”

Chế tạo / lắp khung
Lắp tôn bao
Lắp vách ngăn / boong
Lắp trang thiết bị
Thân tàu được kiến tàu tuần tự từ dưới lên và việc lắp trang thiết bị lảng phí rất nhiều thời gian và ảnh hưởng đến tiến độ thi công.
Công tác lắp đặt trang bi thường phải thực hiện sau hạ thủy Xung đột giữa các nhóm do khác biệt về kỹ năng trình độ, lợi ích Dễ xuất hiện tình trạng cạnh tranh / thiếu hợp tác giữa các
shipyard dẫn đến phá sản hoặc tạo ra các chuẩn mực riêng phục vụ lợi ích nhóm.
Tác động nghiêm trọng của thời tiết đến tiến độ do hầu hết công việc thực hiện ngoài trời.

Thay đổi từ công trường / xưởng thủ công
Ngay từ những năm 1950 yêu cầu hiện đại hóa công nghiệp đóng tàu đã trở nên cấp thiết. Các shipyards “mới” đã tổ chức lại không còn sản xuất theo kiểu công xưởng - “jobbing shops”.
Các cải tiến quan trọng hướng đến: Giảm sự phụ thuộc của công việc vào kỹ năng Cơ khí hóa , tự động hóa các công đoạn Nhân lực có tính đa năng / đa nhiệm Tiêu chuẩn hóa sản phẩm Tiêu chuẩn hóa qui trình sản xuất Cải thiện môi trường làm việc (chính sách lao động / tiền lương / hợp
tác giữa các nhóm)
Về cơ bản, công nghiệp đóng tàu đã tích hợp khoa học và công nghệ quản lý tương tự như ngành auto đã thực hiện trước đó.

Những thay đổi trong thập niên 60 - 70
Đấu nối trong nhà -“ship factory”
Ụ khô trong nhà
Cải tiến đột phá về qui trình chế tạo , lắp ráp . Cơ khí hóa và tự động hóa nhiều công đoạn
Kiến trúc tàu theo Block Tăng năng lực cẩu , phương tiện vận
chuyển

Công nghệ chế tạo & đấu lắp tổng đoạn (đơn nguyên)
Kiến trúc tàu từ các đơn nguyên (unit)
HHI tuyên bố 90% công việt hoàn thành trên blocks

Lịch sữ phát triển công nghiệp đóng tàu đánh dấu bởi các cột mốc
1890 1900 1910 1920 1930 1940 1950 1960 1970 1980 1990 2000 2010
WWII
Nhật bản đã cơ khí hóa công nghiệp đóng tàu, tạo bước nhảy vọt về năng suất
Công nghiệp đóng tàu hàn quốc phát triển ngoạn mục
Đóng tàu vỏ thép ở Châu Âu / Mỹ
Ngành đóng tàu Trung quốc chiếm ngôi đầu bảng về cạnh tranh (giá / đơn hàng)

Sự thay đổi đến từ kỹ thuật hàn nối
1890 1900 1910 1920 1930 1940 1950 1960 1970 1980 1990 2000 2010
WWII
Từ những năm 1940 đã triển khai các phương pháp hàn mới cơ khí hóa / tự động hóa / năng suất cao. Cho phép chế tạo sẵn
các cấu kiện với độ chính xác và năng suất cao.
Giảm sự phụ thuộc của chất lượng hàn bởi kỹ năng thợ.
Nhật bản đã cơ khí hóa công nghiệp đóng tàu, tạo bước nhảy vọt về năng suất
Công nghiệp đóng tàu hàn quốc phát triển ngoạn mục
Đóng tàu vỏ thép ở Châu Âu / Mỹ
Ngành đóng tàu Trung quốc chiếm ngôi đầu bảng về cạnh tranh (giá / đơn hàng)

Sự thay đổi nhờ công nghệ cắt phôi
1890 1900 1910 1920 1930 1940 1950 1960 1970 1980 1990 2000 2010
WWII
Thiết bị cắt bằng nhiệt điều khiển số được áp dụng từ thập niên 1960-1970 cho phép: Giảm yêu cầu kỹ
năng thợ khi vận hành.
Phôi liệu cắt nhanh và chính xác hơn.
Nền tảng để tích hợp công nghệ CAD-CAM sau đó.
•
Nhật bản đã cơ khí hóa công nghiệp đóng tàu, tạo bước nhảy vọt về năng suất
Công nghiệp đóng tàu hàn quốc phát triển ngoạn mục
Đóng tàu vỏ thép ở Châu Âu / Mỹ
Ngành đóng tàu Trung quốc chiếm ngôi đầu bảng về cạnh tranh (giá / đơn hàng)

Sự thay đổi nhờ tự động hóa hàn cấu kiện
1890 1900 1910 1920 1930 1940 1950 1960 1970 1980 1990 2000 2010
WWII
Việc thay thế phương pháp hàn que bằng các phương pháp hàn bảo vệ trong môi trường khí tạo tiền đề để tự động hóa công đoạn hàn các cấu kiện đơn giản : Giảm yêu cầu thợ hàn
lành nghề Tăng năng suất, độ
chính xác cấu kiện Tăng chất lượng hàn,
giảm chi phí kiểm tra sửa chữa.
Nhật bản đã cơ khí hóa công nghiệp đóng tàu, tạo bước nhảy vọt về năng suất
Công nghiệp đóng tàu hàn quốc phát triển ngoạn mục
Đóng tàu vỏ thép ở Châu Âu / Mỹ
Ngành đóng tàu Trung quốc chiếm ngôi đầu bảng về cạnh tranh (giá / đơn hàng)

Áp dụng công nghệ quản lý (network planning)
1890 1900 1910 1920 1930 1940 1950 1960 1970 1980 1990 2000 2010
WWII Development of mechanised shipbuilding in Japan
Development of shipbuilding to industrialise South Korea
Development of steel shipbuilding in Europe / US
China becomes global market leader
Ứng dụng quản lý tiến độ (network planning): Tăng hiệu quả khai thác
nguồn lực Cho phép tích hợp công
tác lắp ráp trang bị vào các đơn nguyên kết cấu
•
•

Tăng kích thước ụ và tải trọng cẩu
1890 1900 1910 1920 1930 1940 1950 1960 1970 1980 1990 2000 2010
WWII
Đưa vào khai thác các ụ tàu lớn cùng với cẩu siêu trọng cho phép : Tăng tối đa kích
thước đơn nguyên và mức độ trang bị lắp trước.
Tăng năng lực đóng mới
Nhật bản đã cơ khí hóa công nghiệp đóng tàu, tạo bước nhảy vọt về năng suất
Công nghiệp đóng tàu hàn quốc phát triển ngoạn mục
Đóng tàu vỏ thép ở Châu Âu / Mỹ
Ngành đóng tàu Trung quốc chiếm ngôi đầu bảng về cạnh tranh (giá / đơn hàng)

Sơ đồ tiến hóa công nghiệp đóng tàu
1890 1900 1910 1920 1930 1940 1950 1960 1970 1980 1990 2000 2010
WWII
Không có thay đổi đáng kể
Đột phá CN hàn
Hiện đại hóa
Thay đổi không đáng kể
Nhật bản đã cơ khí hóa công nghiệp đóng tàu, tạo bước nhảy vọt về năng suất
Công nghiệp đóng tàu hàn quốc phát triển ngoạn mục
Đóng tàu vỏ thép ở Châu Âu / Mỹ
Ngành đóng tàu Trung quốc chiếm ngôi đầu bảng về cạnh tranh (giá / đơn hàng)

Công nghiệp đóng tàu luôn đổi mới và phát triển
1890 1900 1910 1920 1930 1940 1950 1960 1970 1980 1990 2000 2010
WWII
Thay đổi không đáng kể
Trong vòng 30 năm gần đây, công nghiệp đóng tàu phát triển chậm song không có nghĩa là chúng không đổi mới & phát triển: Nghiên cứu các mô hình đầu tư nhằm tối ưu hóa
lợi nhận và tăng sức cạnh tranh (nhanh hơn, rẽ hơn, chất lượng hơn).
Modun hóa và tiêu chuẩn hóa sản phẩm (thân tàu, trang thiết bị)
Triển khai quản lý sản phẩm theo mô hình sản xuất linh hoạt (lean production).
Cải tiến chuổi cung ứng (logistics) Quản trị kế hoạch và kiểm soát quá trình
Nhật bản đã cơ khí hóa công nghiệp đóng tàu, tạo bước nhảy vọt về năng suất
Công nghiệp đóng tàu hàn quốc phát triển ngoạn mục
Đóng tàu vỏ thép ở Châu Âu / Mỹ
Ngành đóng tàu Trung quốc chiếm ngôi đầu bảng về cạnh tranh (giá / đơn hàng)

Phương thức đóng tàu trước 1950
“Wooden shipbuilding in steel” (Prof. G Bruce)
1. Các chi tiết thép lắp từng mảnh trên đà trượt (slipway) 2. Việc trang bị (Outfit) được thực hiện sau khi hoàn thành công
đoạn sắt hàn ( steelwork)
Nhược điểm 1. Phụ thuộc vào sự lành nghề của nhân công2. Chi phí cao (do năng suất kém, nhân lực
không khai thác tối ưu. 3. Các phần việc, thiết bị vật tư phải nằm chờ
đến phiên (gây lảng phí / tổn thất) 4. Năng lực thấp do đà trượt bị chiếm dụng chỉ 1
hoặc 2 chiếc / năm) Steel
Outfit
Total cycle time

từ 1950 đến 1970
1. Nhờ những tiến bộ về công nghệ hàn , các cấu kiện được chế tạo sẳn sau đó tiến hành lắp trên đà trượt.
2.Một phần trang bị, thiết bị được lắp song song trong giai đoạn thi công thân tàu.
Ưu điểm
1.Việc kiến trúc tàu từ các Blocks cho phép tăng năng suất giảm chi phí nhờ khai thác tốt thiết bị, nhân công.
2. Bắt đầu triển khai tự động hóa và giảm yêu cầu kỹ năng thợ 3. Việc tiến hành trang bị song song giảm thời gian chờ từ đó
giảm giá thành, tiến độ được rút ngắn.4. Năng lực đà triền được khai thác tốt hơn (gấp đôi thời kỳ
trước)
Steel
Outfit
Total cycle time
Steel
Outfit
Total cycle time

1960 – 1970 cũng tạo ra các đột phá công nghệ
1. Cẩu lớn hơn cho phép kích thước Block lớn hơn 2. Đà dài hơn cho phép triển khai song song nhiều hơn 1 tàu 3. Công nghệ này có tên là “semi-tandem construction”
Ưu điểm 1.Tăng năng lực đóng mới của shipyard với mức đầu tư vừa phải –( 8 tàu /năm)2.Cho phép tự động hóa sâu hơn & giảm yêu cầu kỹ năng nhiều hơn
Steel
Outfit
Total cycle time
Steel
Outfit
Total cycle time
Steel
Outfit
Total cycle time
1
2
3
Steel
Outfit
Total cycle time
Steel
Outfit
Total cycle time
Steel
Outfit
Total cycle time
Steel
Outfit
Total cycle time
4

Semi-tandem slipways
Phần đuôi tàu đang chế tạo đang lắp máy & thiết bị.
Phần đuôi tàu (Stern section) hoàn thành được đưa lên đà để hạ thủy
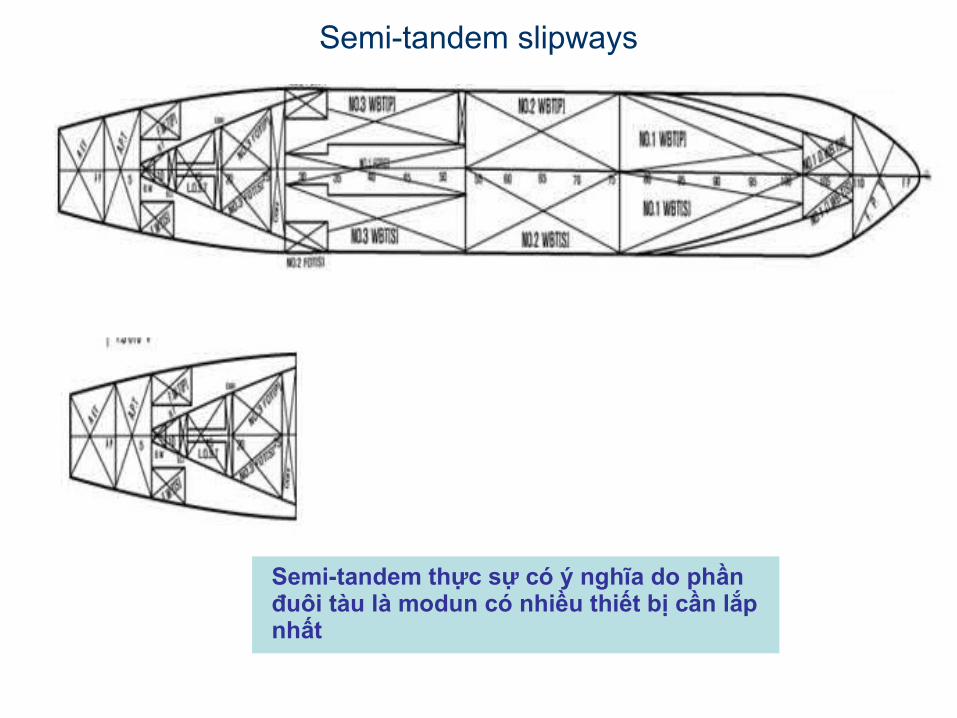
Semi-tandem slipways
Semi-tandem thực sự có ý nghĩa do phần đuôi tàu là modun có nhiều thiết bị cần lắp nhất




Sau - 1970
1. Tăng khối lượng lắp trang thiết bị lên tổng đoạn (modun trước khi đấu nối
2. Kích thước block (modun) tăng lên nhờ tăng năng lực cẩu 3. Triển khai đóng nhiều tàu cùng lúc nhờ semi-tandem construction 4. Sử dụng ụ khô (Dock) cho phép tăng kích thước tàu, tạo
thuận lợi hơn nhờ sử dụng cẩu cổng trượt phía trên
Ưu điểm 1.Tăng năng lực đock đến hơn 20 tàu / năm 2.Cẩu cổng có năng lực lớn, cơ động hơn giảm thời gian vận chuyển3.Kích thước blocks / modun tăng cho phép tăng năng suất


Tình hình phát triển sản lượng đóng mới
0
20
40
60
80
100
120
1960
1962
1964
1966
1968
1970
1972
1974
1976
1978
1980
1982
1984
1986
1988
1990
1992
1994
1996
1998
2000
2002
2004
2006
2008
2010
2012
2014
Mill
ion
GT
deliv
ered
Year


















