Cnc lecture3
24
10/24/2016 1 Numerical Control Machines CNC-MDP471 Design and Production Engineering Department, Faculty of Engineering, Ain Shams University. Lecture 3 DR. AMR SHAABAN
-
Upload
mohamed-atef -
Category
Engineering
-
view
80 -
download
4
Transcript of Cnc lecture3

10/24/2016 1 Numerical Control Machines
CNC-MDP471
Design and Production Engineering Department,
Faculty of Engineering,
Ain Shams University.
Lecture 3
DR. AMR SHAABAN

10/24/2016 2
•Turning part program exercise
•CNC machine tool structure
•Introduction
•Mechanical structure
•Machine control unit
•Tool magazines

10/24/2016 Dr.Amr Shaaban-Numerical Control Machines 3
PART PROGRAMMING
Example

10/24/2016 Dr.Amr Shaaban-Numerical Control Machines 4
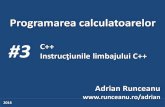
PART PROGRAMMING
1 Select the right holder Turning machine
2 Raw material specification
cylinder (φ 43*105) Allowance for D [Turning=0]
Allowance for L : [Facing (1mm)+parting off (3mm)+safety from part holder(15mm)]
3 Decide the operation
sequence 1-Facing/ 2-straight and taper from φ43 to 36/ 3-straight and taper from φ36 to 17/ 4-Turning the arc/ 5-Chamfering/ 6-Grooving/ 7-parting off
4 Tooling Facing tool(T01)/ turning tool(T02)/ Chamfering tool (T03)/ grooving tool
3mm width (T04)/ parting off tool 3mm width (T05) Tool changer coordinate: 200mm from chuck face & 50mm from center
5 Part program Next slide
105mm
ϕ43

10/24/2016 Dr.Amr Shaaban-Numerical Control Machines 5
PART PROGRAMMING
1 Facing
N0010 G21 G90 G94 G97 Unit definition/ absolute positioning (safety block)
N0020 G00 X100 Z200 T01 M06 Rapid motion to tool changer/ mounting facing tool
N0030 Z104 Facing starting point z
N0040 X45 S500 M03 Facing starting point x/ spindle rotate c.w
N0050 G01 X0 F20 M08 Facing

10/24/2016 Dr.Amr Shaaban-Numerical Control Machines 6
PART PROGRAMMING
2 Turning from ϕ43 to ϕ 36
N0060 G92 X0 Z0 Temporary m/c zero offset to the part face
N0070 G00 X100 Z96 T02 M06 Rapid motion to tool changer/ mounting turning tool
N0080 X36 Turning starting point x
N0090 Z1 Turning starting point z
N0100 G01 Z-57.5 F40 Turning straight
N0110 X43 Z-61 Turning taper
Note: Depth of cut 3.5mm is
considered large, it should be machined by multi-step, but ignore
for now

10/24/2016 Dr.Amr Shaaban-Numerical Control Machines 7
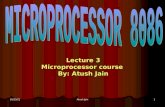
PART PROGRAMMING
3 Turning from ϕ36 to ϕ 17
1
2
3
4
Z-30 Z-48
X17
X21
X26
X31
X36
Z-3
4.7
37
Z-3
9.4
74
Z-4
4.2
11
N0120 G00 X45 retract
N0130 Z1 To the start point Z of track1
N0140 X31 To the start point X of track1
N0140 G01 Z-30 F40 straight turning track1
N0150 X36 Z-34.737 Taper turning track1
N0160 G00 X38 retract
N0170 Z1 To the start point Z of track2

10/24/2016 Dr.Amr Shaaban-Numerical Control Machines 8
PART PROGRAMMING
3 Turning from ϕ36 to ϕ 17 (Continue)
1
2
3
4
Z-30 Z-48
X17
X21
X26
X31
X36
Z-3
4.7
37
Z-3
9.4
74
Z-4
4.2
11
N0180 X26 To the start point X of track2
N0190 G01 Z-30 F40 straight turning track2
N0200 X36 Z-39.474 Taper turning track2
N0210 G00 X38 retract
N0220 Z1 To the start point Z of track3
N0230 X21 To the start point X of track3
N0240 G01 Z-30 F40 straight turning track3
N0250 X36 Z-44.211 Taper turning track3

10/24/2016 Dr.Amr Shaaban-Numerical Control Machines 9
PART PROGRAMMING
3 Turning from ϕ36 to ϕ 17 (Continue)
1
2
3
4
Z-30 Z-48
X17
X21
X26
X31
X36
Z-3
4.7
37
Z-3
9.4
74
Z-4
4.2
11
N0260 G00 X38 retract
N0270 Z1 To the start point Z of track4
N0280 X17 To the start point X of track4
N0290 G01 Z-30 F40 straight turning track4
N0300 X36 Z-48 Taper turning track4
N0310 G00 X38 retract
Note: The retract after each track may better be adjusted to Z-48 to ease calculating turning points, however, it causes longer retract paths

10/24/2016 Dr.Amr Shaaban-Numerical Control Machines 10
PART PROGRAMMING
4 Turning arc R3.5
N0360 X100 Z96 T03 M06 Rapid motion to tool changer/ mounting Chamfering tool
N0320 Z-57.5 To the start point of the arc z
N0330 X36 To the start point of the arc x
Z-57.5 Z-61
X36
X43
N0340 G02 X43 Z-61 I3.5 K0 F40 Turning the arc
N0350 G00 X45 Retract

10/24/2016 Dr.Amr Shaaban-Numerical Control Machines 11
PART PROGRAMMING
5 Chamfering
N0370 Z-0.5 To the start point of the chamfer z
N0380 X19 To the start point of the chamfer x
N0390 G01 X16 F20 Chamfering
N0400 G00 X20 retract
N0410 X100 Z96 T04 M06 Rapid motion to tool changer/ mounting Grooving tool

10/24/2016 Dr.Amr Shaaban-Numerical Control Machines 12
PART PROGRAMMING
6 Grooving to ϕ10
N0420 Z-12.5 To the start point of the undercut z
N0430 X19 To the start point of the undercut x
N0440 G01 X10 F20 Grooving radial
N0460 G00 X20 retract
N0470 X100 Z96 T05 M06 Rapid motion to tool changer/ mounting Parting off tool
N0450 Z-17.5 Grooving axial
Note: Depth of cut 3.5mm is
considered large, it should be machined by multi-step, but ignore
for now

10/24/2016 Dr.Amr Shaaban-Numerical Control Machines 13
PART PROGRAMMING
7 PARTING OFF
N0480 Z-87.5 To the start point of the parting off z
N0490 X45 To the start point of the undercut x
N0500 G01 X0 F20 Parting off
N0510 G00 X50 Z0 retract
N0510 M30 End program

10/24/2016 Dr.Amr Shaaban-Numerical Control Machines 14
CNC MACHINE TOOL PARTS
CNC MACHINE
TOOL
MCU Guide ways
Actuators & Drives
Mechanical structure
Sensors Tool magazine

10/24/2016 Dr.Amr Shaaban-Numerical Control Machines 15
CNC MECHANICAL STRUCTURE

10/24/2016 Dr.Amr Shaaban-Numerical Control Machines 16
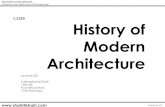
CNC MECHANICAL STRUCTURE
VMC Open structure VMC Closed structure

10/24/2016 Dr.Amr Shaaban-Numerical Control Machines 17
CNC MECHANICAL STRUCTURE
CAD Model
FE Model
Analysis

10/24/2016 Dr.Amr Shaaban-Numerical Control Machines 18
CNC MECHANICAL STRUCTURE
Note: Overall evaluation of a CNC
machine tool should not ignore
the behavior of the mechanical
structure. But it should also
include the performance of the
control system.

10/24/2016 Dr.Amr Shaaban-Numerical Control Machines 19
Machine Control Unit
•Read the coded instructions.
•Decode the coded instructions.
•Implement interpolation.
•Feed the motion commands to the amplifier
circuits for driving the axis mechanism.
•Receive the feedback signal.
•Implement auxiliary control functions.

10/24/2016 Dr.Amr Shaaban-Numerical Control Machines 20
TOOL MAGAZINE
The required turret station is specified on the program; hence the turret indexes
from one tool station to the next desired station in accordance with the input
data.
The accuracy claimed for indexing (at the spindle nose) is 0.005 mm. Indexing
accuracy is achieved by means of a hydrostatic location bolt which also acts as
the plunger of an oil pump; the plunger is surrounded by a film of oil under
pressure which effectively centralizes and eliminates wear.
INDEXING TURRET

10/24/2016 Dr.Amr Shaaban-Numerical Control Machines 21
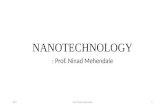
TOOL MAGAZINE
Two types of drum magazine are used in CNC machines:
The first is without a tool catcher. In this case as soon as a tool is required and
been programmed , orders are given by the controller to rotate the drum and
move it to spindle nose to receive the used tool and fix the new one.
Second type a special mechanism (tool catcher), is employed to select the
correct tool and transfer it to the machine spindle, where it is automatically
clamped in position..
DRUM TYPE

10/24/2016 Dr.Amr Shaaban-Numerical Control Machines 22
TOOL MAGAZINE
The cutting tools are stored in the magazine in a regular rectangular pattern.
The position of each tool is known by the rectangular co-ordinates of its
location. To select a tool, the program is compiled to position the spindle
opposite and co-axial with the required tool. The spindle moves forward and
engages with the shank of the tool and the shank is then gripped by a drawbar
or collets. The spindle is retracted to remove the tool from the magazine, and
the slides are actuated to move the tool to its machining position.
BOX TYPE

10/24/2016 Dr.Amr Shaaban-Numerical Control Machines 23
TOOL MAGAZINE
Tools are exchanged between the chain magazine, and the spindle by means
of an automatic tool transfer unit. An advantage is that machining can
continue uninterrupted, using the tool in one spindle while tool changing is
taking place between the magazine and the spindle in the rear position. The
table may be traversed in X and Y directions under rapid or feed rates without
interfering with the exchange. On completion of a machining cycle with one
tool, the spindles index through 180° and machining can immediately starts
with the new selected tool.
CHAIN TYPE

10/24/2016 Dr.Amr Shaaban-Numerical Control Machines 24
THE END