Cleanroom Insulation Performance of Nitrogen Expanded Low ... · Cellular Polymers, Vol. 27, No. 6,...
15
363 Cellular Polymers, Vol. 27, No. 6, 2008 © Smithers Rapra Technology, 2008 Cleanroom Insulation Performance of Nitrogen Expanded Low Density Polyvinylidene Fluoride (PVDF) Foams Dr. Neil Witten Director of Technology & Development, Zotefoams PLC ABSTRACT Zotefoams plc is a world leading manufacturer of low density, closed-cell, crosslinked block foams and is recognised globally for producing the highest performance polyolefin foams. In recent years the company has developed a new generation of low density foams based on materials where foaming has traditionally been an insurmountable technical challenge or other limitations have existed to the reduction in density possible. One of these new commercially available foam products, sold under the trademark ZOTEK ® F, is based on the fluoropolymer Polyvinylidene Fluoride (PVDF). The properties of the products, not surprisingly, reflect the general properties of the fluoropolymer family however as cellular materials the combination of material attributes is unsurpassed in the industry. This paper will describe these novel foam products covering the key aspects of the current commercial grades of ZOTEK ® F and the technology used to manufacture them. The paper will then focus on a specific application area in cleanroom insulation, where the product performance will be reviewed against the combination of technically challenging requirements such as low flammability, low smoke generation, low thermal conductivity, low moisture absorption, chemical inertness and resistance to fungal growth. 1. INTRODUCTION Zotefoams plc operates a unique, proprietary technology (1,2,3,4) for the manufacture of low-density foams. The process involves three key stages: KYNAR ® is a registered trademark of ARKEMA. T-TUBES ® is a registered trademark of UFP TECHNOLOGIES INC. ZOTEK ® is a registered trademark of ZOTEFOAMS PLC.
Transcript of Cleanroom Insulation Performance of Nitrogen Expanded Low ... · Cellular Polymers, Vol. 27, No. 6,...

363Cellular Polymers, Vol. 27, No. 6, 2008
Cleanroom Insulation Performance of Nitrogen Expanded Low Density Polyvinylidene Fluoride (PVDF) Foams
©Smithers Rapra Technology, 2008
Cleanroom Insulation Performance of Nitrogen Expanded Low Density Polyvinylidene Fluoride (PVDF) Foams
Dr. Neil Witten
Director of Technology & Development, Zotefoams PLC
ABSTRACT
Zotefoams plc is a world leading manufacturer of low density, closed-cell,
crosslinked block foams and is recognised globally for producing the highest
performance polyolefi n foams. In recent years the company has developed a
new generation of low density foams based on materials where foaming has
traditionally been an insurmountable technical challenge or other limitations
have existed to the reduction in density possible.
One of these new commercially available foam products, sold under the trademark
ZOTEK® F, is based on the fl uoropolymer Polyvinylidene Fluoride (PVDF). The
properties of the products, not surprisingly, refl ect the general properties of the
fl uoropolymer family however as cellular materials the combination of material
attributes is unsurpassed in the industry.
This paper will describe these novel foam products covering the key aspects
of the current commercial grades of ZOTEK® F and the technology used to
manufacture them. The paper will then focus on a specifi c application area in
cleanroom insulation, where the product performance will be reviewed against
the combination of technically challenging requirements such as low fl ammability,
low smoke generation, low thermal conductivity, low moisture absorption,
chemical inertness and resistance to fungal growth.
1. INTRODUCTION
Zotefoams plc operates a unique, proprietary technology(1,2,3,4) for the manufacture of low-density foams. The process involves three key stages:
KYNAR® is a registered trademark of ARKEMA.T-TUBES® is a registered trademark of UFP TECHNOLOGIES INC.ZOTEK® is a registered trademark of ZOTEFOAMS PLC.
364 Cellular Polymers, Vol. 27, No. 6, 2008
Dr. Neil Witten
a) Extrusion and crosslinking of a high quality solid sheet extrudate.
b) Exposure of the sheet to nitrogen gas at extremely high pressure and temperature (up to 10,000 psi and 250 °C) to dissolve gas into the polymer structure, followed by a nucleation step induced by thermodynamic instability. This second stage takes place in a large pressure vessel or autoclave, hence the process technology being described as ‘the nitrogen autoclave’ process.
c) Re-heating of the nucleated, gas-laden polymer sheet to affect very high volume expansions.
The volume expansions possible in the process are in excess of 60x, leading to commercially available crosslinked polyolefi n foams with densities as low as 15 kg/m3. As the process does not rely on the use of chemical foaming agents, the crosslinking and foaming stages are discrete and this in turn offers scope to apply the technology to a wide range of materials. In the polyolefi n family for instance, materials ranging from 18% Ethylene-Methyl Acrylate (EMA) co-polymers through EVA, LDPE, LLDPE, HDPE to Polypropylene (PP) grades have all been expanded commercially under the AZOTE brand name.
The company is committed to developing and commercialising differentiated, high value foam materials and over the past four to fi ve years signifi cant investment has been made in the technical and commercial development of the novel foam products, one of which will be described in this paper.
2. ZOTEK® F FLUOROPOLYMER FOAMS
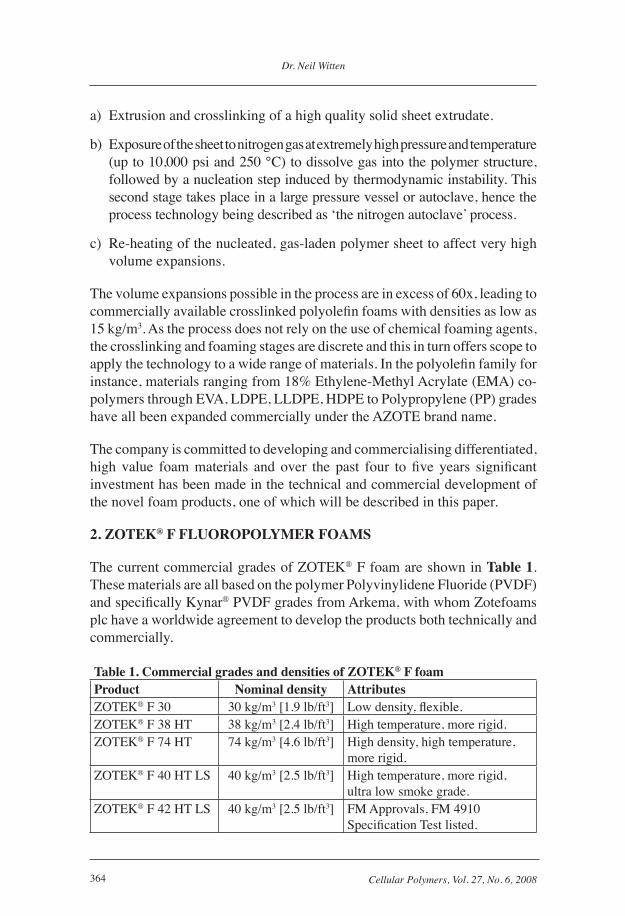
The current commercial grades of ZOTEK® F foam are shown in Table 1. These materials are all based on the polymer Polyvinylidene Fluoride (PVDF) and specifi cally Kynar® PVDF grades from Arkema, with whom Zotefoams plc have a worldwide agreement to develop the products both technically and commercially.
Table 1. Commercial grades and densities of ZOTEK® F foamProduct Nominal density AttributesZOTEK® F 30 30 kg/m3 [1.9 lb/ft3] Low density, fl exible.ZOTEK® F 38 HT 38 kg/m3 [2.4 lb/ft3] High temperature, more rigid.ZOTEK® F 74 HT 74 kg/m3 [4.6 lb/ft3] High density, high temperature,
more rigid.ZOTEK® F 40 HT LS 40 kg/m3 [2.5 lb/ft3] High temperature, more rigid,
ultra low smoke grade.ZOTEK® F 42 HT LS 40 kg/m3 [2.5 lb/ft3] FM Approvals, FM 4910
Specifi cation Test listed.

365Cellular Polymers, Vol. 27, No. 6, 2008
Cleanroom Insulation Performance of Nitrogen Expanded Low Density Polyvinylidene Fluoride (PVDF) Foams
PVDF is in reality a large family of materials, similar to polyolefi ns, covering homo-polymer grades and co-polymer grades offering the customer a broad range of temperature stability and tailored properties. The additional possibility of employing functional additives gives rise to an even wider range of material and performance options.
The key properties of the PVDF polymer are those typical of the fl uoropolymer family, namely excellent fl ame resistance, extremely low heat release and smoke generation, outstanding UV resistance, high purity and broad resistance to chemical attack. Combined with these inherent properties are the attributes derived by foaming the material such as buoyancy, impact absorption and reduced mass of polymer per unit volume to yield products with markedly different behaviour to those of foams currently available.
3. GENERAL PVDF FOAM CHARACTERISTICS
Figure 1 shows an SEM of the structure of the PVDF foam. The structure is closed-cell and extremely consistent. The foam, being physically expanded, can be 100% PVDF polymer. This combination of structural homogeneity and formulation simplicity optimises mechanical performance of the materials.
Flammability
The ZOTEK® F foams have been tested to some of the most stringent large scale fl ammability tests that industry applies, covering markets such as aerospace
Figure 1. Scanning electron micrograph of the structure of ZOTEK® F-30 PVDF foam
366 Cellular Polymers, Vol. 27, No. 6, 2008
Dr. Neil Witten
(FAR 25.856(a), commonly referred to as the ‘Radiant Panel’ test for thermal acoustic insulation), construction (ASTM E-84, ANSI / UL 723, based on the well known ‘Steiner Tunnel’ test) where the material has been formally certifi ed with outstanding results [File # R25257] and general fl ammability (an indicative UL94 V-0 has been achieved).
Environmental Resistance
PVDF raw materials have traditionally been used as an additive in paints and coatings for exterior use because of the exceptional UV / weathering resistance of the polymer as well as its broad range chemical resistance. The UV/weathering resistance has been maintained(5) in the foam and as an example of this the ZOTEK® F 30 grade foam was subjected to several thousand hours of exposure in three separate accelerated UV/weathering instruments simulating indoor, outdoor and extreme outdoor conditions.
The foam was evaluated by a combination of mechanical (tensile), microscopical and colour measurements (Yellowness Index). The results showed a slight shift in Yellowness Index in the fi rst few hundred hours of exposure which was barely perceptible to the naked eye. Samples evaluated in tensile tests showed no signifi cant change in tensile or elongation behaviour. Finally, microscopy showed no evidence of crazing or cracking after the long exposure time (>250 days), even after fl exing of the sample.
Other Attributes
As demonstrated above, the ZOTEK® F foams have outstanding FST and environmental resistance. Allied to this the foams have also demonstrated:
• Broad chemical resistance. Immersion and extended contact tests in a number of fuels and other chemicals have been successfully undertaken.
• High purity. PVDF raw polymer is known to be of ultra high purity, giving rise to its’ widespread use in high-purity water systems. The ZOTEK® F foams maintain this purity.
• Medical compliance. Foams have been tested in accordance with the requirements of ISO 10993: Biological Evaluation of Medical Devices. The materials comfortably met the requirements of Pharmacopoeia Monograph USP 661 tests. In extraction tests in isopropanol, total maximum extractables were around 30ppm, none of which were considered harmful. The conclusion from this work is that the foam is suitable for use in medical devices for use

367Cellular Polymers, Vol. 27, No. 6, 2008
Cleanroom Insulation Performance of Nitrogen Expanded Low Density Polyvinylidene Fluoride (PVDF) Foams
in skin contact and those in contact with mucosal membranes or breached and compromised surfaces for limited or prolonged exposure (up to 30 days).
• Food contact. The foams are FDA & EC compliant.
• Temperature stability. The ZOTEK® F HT foams are characterised by a relatively high melting point and the foams are dimensionally stable up to temperatures of around 150 °C [300 °F].
4. CLEANROOM INSULATION DEMANDS
In the sophisticated pharmaceutical, semiconductor and biotechnology industries, the requirements set for materials to perform in modern cleanroom environments demand a very high level of performance. These demands obviously apply to materials that are used ‘in process’ but also to those used in construction of the cleanroom, such as in benches, panels and insulation.
The demands may be more easily understood by considering the implications of a fi re situation. In cases where fi re or smoke damage occurs, the interruption costs to daily production alone can stretch into the millions of dollars range extremely quickly.
In addition to the risk of fi re/smoke damage, materials for use in cleanroom environments must also demonstrate:
• Good chemical resistance, primarily to resist the range of cleaning chemicals that may be employed.
• Low thermal conductivity to offer insulation and personal protection to operatives.
• Moisture resistance (low water absorption).
• Resistance to fungal growth (related to the point above).
• Low outgassing. This is important to ensure that the cleanroom environment is maintained.
The ZOTEK® F foam sheets have been developed into a cleanroom insulation product range6 by UFP Technologies Inc. and Zotefoams plc. These products are marketed as T-Tubes®. Figure 2 shows an example of the product in-situ in a pharmaceutical plant where the primary purpose is to offer personal protection.

368 Cellular Polymers, Vol. 27, No. 6, 2008
Dr. Neil Witten
The simple clamshell design gives the insulation contractor and end-user a number of signifi cant benefi ts in ease of installation and maintenance.
Cleanroom Flammability
In the industries where cleanroom environments are employed, the damage which can be caused from even a small fi re situation can be devastating.
In 1997 following two signifi cant fi res in the industry and in order to reduce the risk of disruptive events due to fi re, FM Global, one of the leading commercial insurance groups worldwide developed the Cleanroom Materials Flammability Test Protocol, Class FM 4910(7,8). This is now considered the industry standard for the classifi cation of materials for use in cleanroom construction.
The test evaluation of most materials takes place in a small scale combustion unit where the classifi cation is based upon two assessment criteria. The fi rst of these, the Fire Propagation Index (FPI), describes the tendency of the material to ignite and propagate the fi re whilst the second, the Smoke Developed Index (SDI), describes the quantity of smoke generated in a fi re situation. A material is considered to be non-fi re propagating if the FPI ≤ 6.0 and the SDI ≤ 0.4.
For some materials where either the small-scale test yields results in an uncertain range (i.e. values of FPI = 6 to 7) or where, such as in the case of many foams, excessive shrinking / melting or other unusual reaction to fi re occurs then a large scale parallel panel test may be undertaken.
Figure 2. Example of pharmaceutical plant installation insulated using T-Tubes®

369Cellular Polymers, Vol. 27, No. 6, 2008
Cleanroom Insulation Performance of Nitrogen Expanded Low Density Polyvinylidene Fluoride (PVDF) Foams
The test evaluation on the ZOTEK® F 42HT LS foam involved the large scale parallel panel test. In this test set-up, two large panels (0.6 m x 2.4 m) of the material are arranged to stand vertically parallel to one another. The panel faces are separated by a distance of 0.3 m. At the base of the foam panels a large propane sand burner is lit and then controlled to ensure a heat release rate of 60 kW and a heat fl ux >40 kW/m2. This is then allowed to burn for twelve minutes, followed by a further two minutes without the burner ignited. Material vapour release rates are measured via a load transducer underneath the entire panel set-up. Calorimetry and smoke density measurements are taken continuously during the test. The test set-up is shown schematically in Figure 3.
The evaluation of performance in this test differs from the small scale. The maximum heat fl ux and visual observation of the fi re propagation are used to
Figure 3. Schematic test set-up for parallel panel testing of the PVDF foam to FM 49107
370 Cellular Polymers, Vol. 27, No. 6, 2008
Dr. Neil Witten
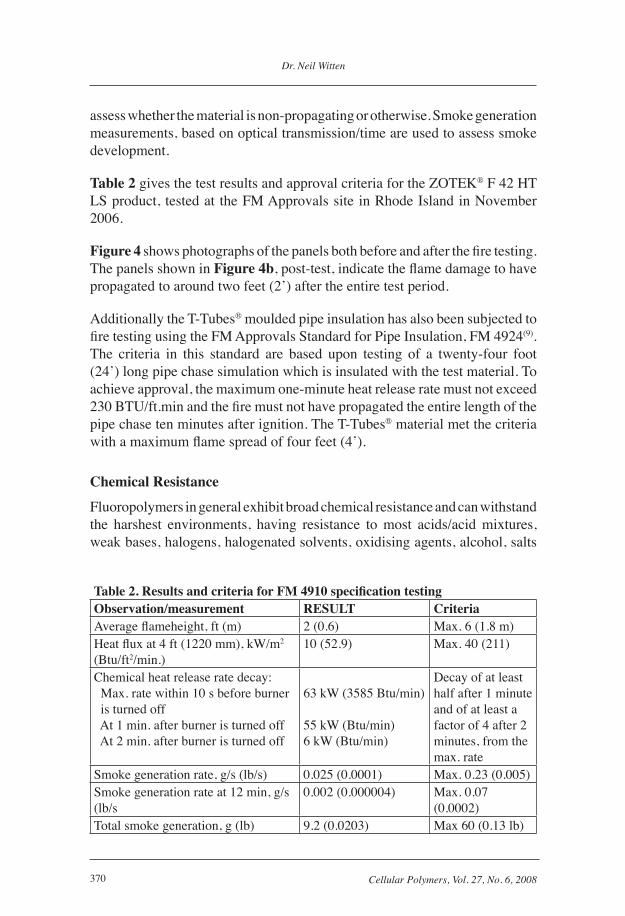
assess whether the material is non-propagating or otherwise. Smoke generation measurements, based on optical transmission/time are used to assess smoke development.
Table 2 gives the test results and approval criteria for the ZOTEK® F 42 HT LS product, tested at the FM Approvals site in Rhode Island in November 2006.
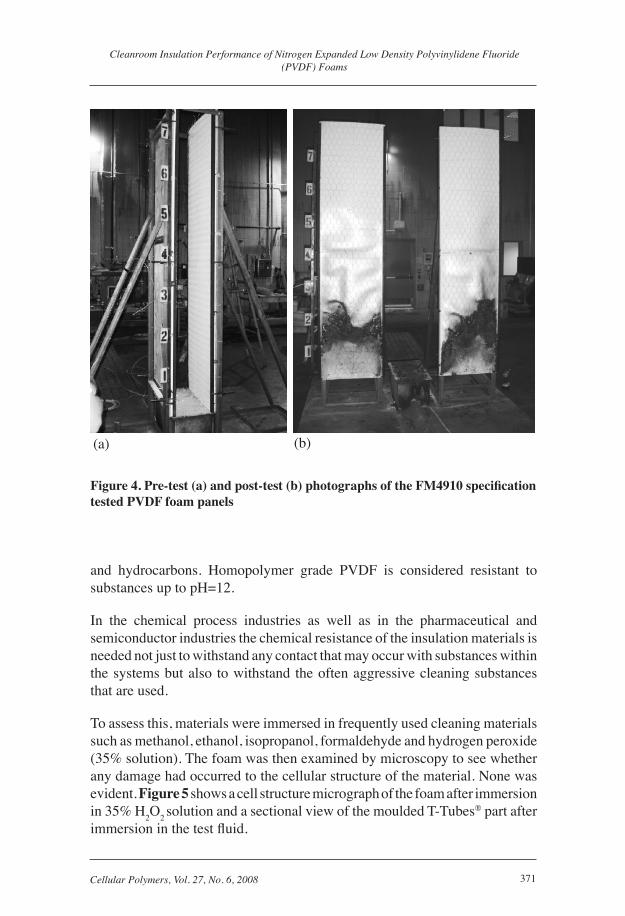
Figure 4 shows photographs of the panels both before and after the fi re testing. The panels shown in Figure 4b, post-test, indicate the fl ame damage to have propagated to around two feet (2’) after the entire test period.
Additionally the T-Tubes® moulded pipe insulation has also been subjected to fi re testing using the FM Approvals Standard for Pipe Insulation, FM 4924(9). The criteria in this standard are based upon testing of a twenty-four foot (24’) long pipe chase simulation which is insulated with the test material. To achieve approval, the maximum one-minute heat release rate must not exceed 230 BTU/ft.min and the fi re must not have propagated the entire length of the pipe chase ten minutes after ignition. The T-Tubes® material met the criteria with a maximum fl ame spread of four feet (4’).
Chemical Resistance
Fluoropolymers in general exhibit broad chemical resistance and can withstand the harshest environments, having resistance to most acids/acid mixtures, weak bases, halogens, halogenated solvents, oxidising agents, alcohol, salts
Table 2. Results and criteria for FM 4910 specifi cation testingObservation/measurement RESULT CriteriaAverage fl ameheight, ft (m) 2 (0.6) Max. 6 (1.8 m)Heat fl ux at 4 ft (1220 mm), kW/m2 (Btu/ft2/min.)
10 (52.9) Max. 40 (211)
Chemical heat release rate decay: Max. rate within 10 s before burner is turned off At 1 min. after burner is turned off At 2 min. after burner is turned off
63 kW (3585 Btu/min)
55 kW (Btu/min)6 kW (Btu/min)
Decay of at least half after 1 minute and of at least a factor of 4 after 2 minutes, from the max. rate
Smoke generation rate, g/s (lb/s) 0.025 (0.0001) Max. 0.23 (0.005)Smoke generation rate at 12 min, g/s (lb/s
0.002 (0.000004) Max. 0.07 (0.0002)
Total smoke generation, g (lb) 9.2 (0.0203) Max 60 (0.13 lb)
371Cellular Polymers, Vol. 27, No. 6, 2008
Cleanroom Insulation Performance of Nitrogen Expanded Low Density Polyvinylidene Fluoride (PVDF) Foams
and hydrocarbons. Homopolymer grade PVDF is considered resistant to substances up to pH=12.
In the chemical process industries as well as in the pharmaceutical and semiconductor industries the chemical resistance of the insulation materials is needed not just to withstand any contact that may occur with substances within the systems but also to withstand the often aggressive cleaning substances that are used.
To assess this, materials were immersed in frequently used cleaning materials such as methanol, ethanol, isopropanol, formaldehyde and hydrogen peroxide (35% solution). The foam was then examined by microscopy to see whether any damage had occurred to the cellular structure of the material. None was evident. Figure 5 shows a cell structure micrograph of the foam after immersion in 35% H
2O
2 solution and a sectional view of the moulded T-Tubes® part after
immersion in the test fl uid.
Figure 4. Pre-test (a) and post-test (b) photographs of the FM4910 specifi cation tested PVDF foam panels
(a) (b)

372 Cellular Polymers, Vol. 27, No. 6, 2008
Dr. Neil Witten
Thermal Resistance
Clearly a primary function of insulation materials is to insulate the pipework in order to reduce excessive heat build up in the surrounding environment and also to reduce energy input to the system. In pharmaceutical, biotechnology and semiconductor plant the pipework is often installed in very dense arrangements to reduce pipe runs, space and cost. Traditional cleanroom insulation materials such as rockwool / glass fi bre with a stainless steel sheath or other materials in use such as melamine/PVC sheath combinations require relatively thick section and therefore restrict the pipework installation design and proximity. Often the insulation is far greater in diameter than the original pipe.
The thermal conductivity of the ZOTEK® F foams is low, of the order of 0.030 to 0.040 W/m.K [0.017 to 0.023 BTU/ft.h.°F], making them ideally suited for insulating applications. The values of thermal conductivity, k, and thermal resistance, R are shown in Table 3 for a range of test temperatures.
There are many situations where the primary purpose of the insulation is not for control of temperature but more simply for personal protection of the maintenance and other personnel who will occasionally need to enter
Figure 5. Cell structure (a) and T-Tubes ® section (b) following immersion tests in 35% H202
(a)
(b)

373Cellular Polymers, Vol. 27, No. 6, 2008
Cleanroom Insulation Performance of Nitrogen Expanded Low Density Polyvinylidene Fluoride (PVDF) Foams
the dense pipe arrangement and work. In these cases the T-Tubes® offer a signifi cant advantage as they are both insulating and fl exible. This latter point is important; since the foam is non-friable any impact has almost no risk of contaminating the cleanroom environment and the foam will also soon recover to its original shape.
Moisture Absorption
One of the defi ning features of the foam products produced by the nitrogen autoclave process described earlier is the closed cell nature of the foams. The closed cell structure allied to the moulded skin on the T-Tubes® materials results in insignifi cant levels of moisture absorption.
In cleanroom areas, the traditional materials are either fi brous (such as rockwool/glass fi bre) or are semi-open cell. Although jacketing of such materials with steel or rigid PVC prevents direct moisture ingress, if damage is sustained to the jacket or in unsecured joint areas, the insulation is susceptible to moisture ingress. The impact of moisture is two-fold. Firstly the insulating characteristics of the materials used are affected and secondly the combination of moisture, environment and materials can lead to fungal growth which is clearly undesirable in a cleanroom environment. Results of in-house testing to the international standard, ISO 2896: Method A, produced mean moisture absorption levels of 0.03% for the base foam material.
Fungal Resistance
Pure synthetic polymers usually offer little or no support to fungal growth since they offer no carbon source for the growing organism. Polymer additives such as stabilisers, lubricants and plasticizers however can often help in this respect and contribute to fungal growth.
Table 3. Thermal Conductivity and Thermal Resistance Values for ZOTEK® F 42 HT LSTest Temperature°F [°C]
Thermal Conductivity Thermal Resistance‘k’ Value
BTU.in/ft2.h.°F [W/m.K]‘R’ Value
ft2.h.°F/ BTU [m2.K/W]50 [10] 0.222 [0.032] 4.51 [0.79]122 [50] 0.256 [0.037] 3.90 [0.69]181 [83] 0.284 [0.041] 3.52 [0.62]266 [130] 0.367 [0.053] 2.72 [0.48]
374 Cellular Polymers, Vol. 27, No. 6, 2008
Dr. Neil Witten
PVDF is recognised as an inherently pure polymer material and does not contain plasticizers or process additives. An additional benefi t of fl uoropolymer materials is that they tend to have low surface energy, which also complicates the process of mould growth on the foam surface.
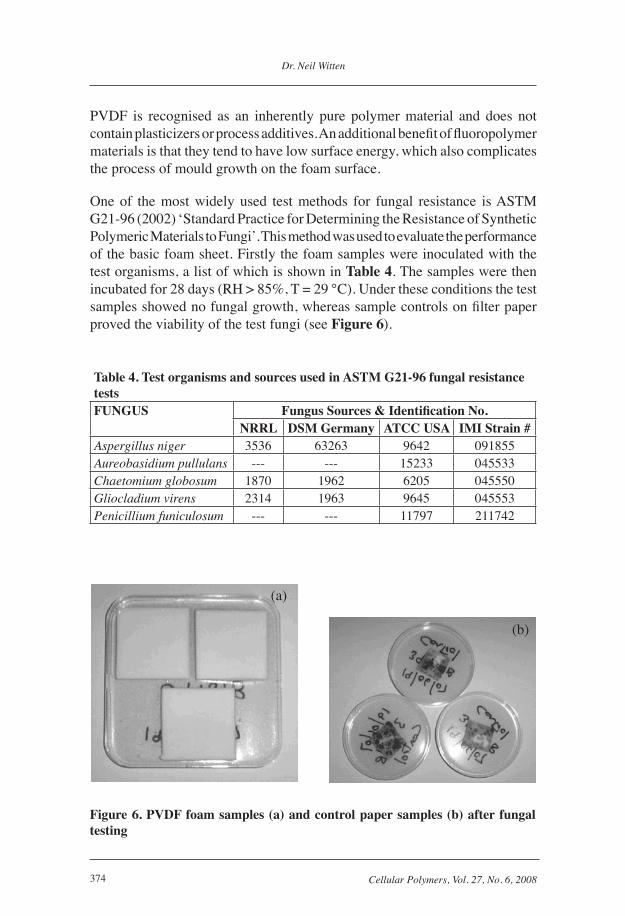
One of the most widely used test methods for fungal resistance is ASTM G21-96 (2002) ‘Standard Practice for Determining the Resistance of Synthetic Polymeric Materials to Fungi’. This method was used to evaluate the performance of the basic foam sheet. Firstly the foam samples were inoculated with the test organisms, a list of which is shown in Table 4. The samples were then incubated for 28 days (RH > 85%, T = 29 °C). Under these conditions the test samples showed no fungal growth, whereas sample controls on fi lter paper proved the viability of the test fungi (see Figure 6).
Table 4. Test organisms and sources used in ASTM G21-96 fungal resistance testsFUNGUS Fungus Sources & Identifi cation No.
NRRL DSM Germany ATCC USA IMI Strain #Aspergillus niger 3536 63263 9642 091855Aureobasidium pullulans --- --- 15233 045533Chaetomium globosum 1870 1962 6205 045550Gliocladium virens 2314 1963 9645 045553Penicillium funiculosum --- --- 11797 211742
Figure 6. PVDF foam samples (a) and control paper samples (b) after fungal testing
(a)
(b)
375Cellular Polymers, Vol. 27, No. 6, 2008
Cleanroom Insulation Performance of Nitrogen Expanded Low Density Polyvinylidene Fluoride (PVDF) Foams
Outgassing
Particularly in the semiconductor industry, the cleanroom environment can be unbalanced by the emissions from materials used in construction and equipment.
In late 2006, foam materials were submitted to M + W Zander in Germany, a specialist in high technology facility design, installation and validation, for outgassing measurements of VOC, ammonia and other substances. The materials were evaluated against a set of suitability criteria determined by M + W Zander for materials to be used in the semiconductor industry.
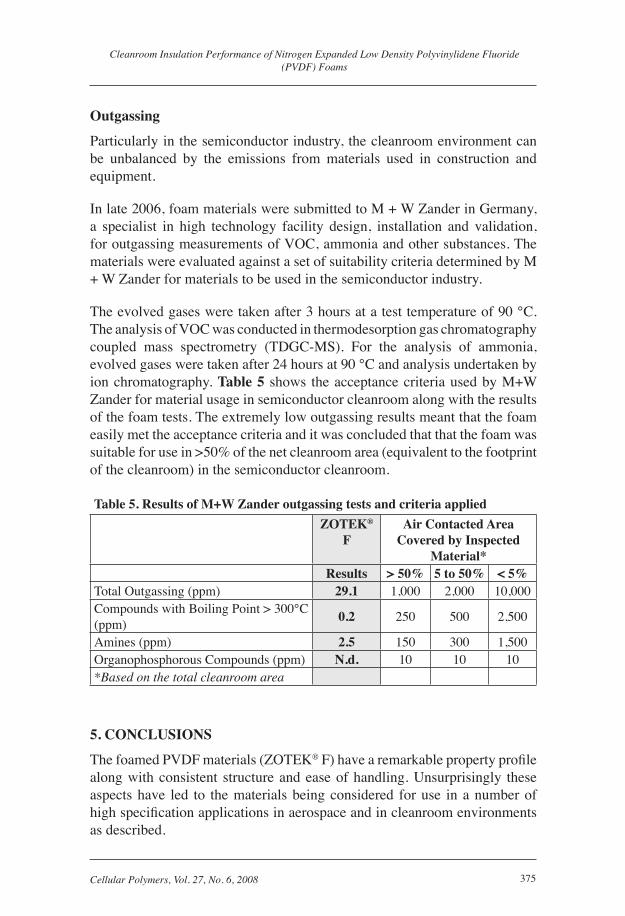
The evolved gases were taken after 3 hours at a test temperature of 90 °C. The analysis of VOC was conducted in thermodesorption gas chromatography coupled mass spectrometry (TDGC-MS). For the analysis of ammonia, evolved gases were taken after 24 hours at 90 °C and analysis undertaken by ion chromatography. Table 5 shows the acceptance criteria used by M+W Zander for material usage in semiconductor cleanroom along with the results of the foam tests. The extremely low outgassing results meant that the foam easily met the acceptance criteria and it was concluded that that the foam was suitable for use in >50% of the net cleanroom area (equivalent to the footprint of the cleanroom) in the semiconductor cleanroom.
Table 5. Results of M+W Zander outgassing tests and criteria applied
ZOTEK® F
Air Contacted Area Covered by Inspected
Material*Results > 50% 5 to 50% < 5%
Total Outgassing (ppm) 29.1 1,000 2,000 10,000Compounds with Boiling Point > 300°C (ppm)
0.2 250 500 2,500
Amines (ppm) 2.5 150 300 1,500Organophosphorous Compounds (ppm) N.d. 10 10 10*Based on the total cleanroom area
5. CONCLUSIONS
The foamed PVDF materials (ZOTEK® F) have a remarkable property profi le along with consistent structure and ease of handling. Unsurprisingly these aspects have led to the materials being considered for use in a number of high specifi cation applications in aerospace and in cleanroom environments as described.
376 Cellular Polymers, Vol. 27, No. 6, 2008
Dr. Neil Witten
The material, in the form of the insulation product T-Tubes®, has met a most demanding performance requirements list and offers the cleanroom insulation engineer the following property profi le:
• FM 4910 specifi cation test listed raw material and pipe insulation.
• FM 4924 approved pipe insulation.
• Extremely low outgassing.
• Closed cell materials giving low moisture absorption and resistance to the growth of mould and bacteria.
• Low thermal conductivity and ‘R’ value.
• Excellent chemical resistance.
• Ease of installation and maintenance.
• Impact resistance and recoverability.
• Space saving materials to aid maintenance and modifi cation of plant and machinery.
6. REFERENCES
1. Cooper, A., British Patent 899389.
2. Eaves, D.E., ‘Ethylene Homo and Copolymer Foams’, Cellular Polymers, 7, 4, 1988, p297, (RAPRA Technology Ltd.).
3. Eaves, D.E. and Witten, N., ‘Product and Process Developments in the Nitrogen Autoclave Process for Polyolefi n Foam Manufacture’, Proceedings of ANTEC ’98, Volume II, p1842, April 26th – 30th 1998 (SPE).
4. Witten, N., ‘Extending the Conventional Boundaries of Crosslinked Polyolefi n Foam Production’, Proceedings of Foamplas ’98, May 19th – 20th 1998 (Schotland Business Research).
5. Van der Weide, I., and Werth, M., ‘High Purity Plus Outstanding Resistance – PVDF Foams’, Kunstoffe, July 2006, p54 (Hanser).
6. More information available at http://www.t-tubes.com.

377Cellular Polymers, Vol. 27, No. 6, 2008
Cleanroom Insulation Performance of Nitrogen Expanded Low Density Polyvinylidene Fluoride (PVDF) Foams
7. DeGiorgio, V., ‘The Fire-Safe Cleanroom Journey Continues’, Cleanrooms, May 2008. Article at http://cr.pennet.com/display_article/328683/15/ARTCL/none/Feat/1/The-fi re-safe-cleanroom-journey-continues
8. www.fmglobal.com/assets/pdf/fmapprovals/4910.pdf
9. www.fmglobal.com/assets/pdf/fmapprovals/4924.pdf