Circuito de flotación de zn
14
Palafox Méndez y col., 1 XV Encuentro Sobre Procesamiento de Minerales 13-15 Octubre 2010, San Luis Potosí, S.L.P., México REDISEÑO DEL CIRCUITO DE FLOTACIÓN DE ZINC USANDO MODELACIÓN MATEMÁTICA Carlos Palafox Méndez 1 , Dagoberto de la Fuente Zamarripa 1 , Jorge Castillo Mendoza 1 , Juan Luis Reyes Bahena 2 1 Unidad Charcas, Industrial Minera México S.A. de C.V., Domicilio Conocido, Charcas, 78576 San Luis Potosí, S.L.P., México, Tel (52-486) 8525000, e-mail: [email protected] ; [email protected] ; [email protected] 2 Zamarripa 1307-2, Himno Nacional, 78280 San Luis Potosí, S.L.P., México. Tel (52-444) 1297821, e-mail: [email protected] (Asesor Metalúrgico) RESUMEN El circuito de flotación de zinc fue rediseñado usando técnicas de modelación matemática. El modelo matemático desarrollado en el circuito de zinc describe la flotabilidad de los principales minerales procesados en el circuito, la hidrodinámica de las celdas de flotación y la eficiencia de la cama de espuma. El modelo que describe el comportamiento de los principales minerales de interés fue el de tres componentes; un componente que flota rápido, un segundo componente que flota lento y finalmente un componente que no flota. La simulación matemática fue usada para buscar el diagrama de flujo del circuito de flotación de zinc que permita un incremento de recuperación y grado. Los resultados implementados a nivel industrial confirmaron los resultados de la simulación matemática concluyendo que abriendo el circuito primario de zinc al modificar las cargas circulantes se tiene un incrementó en la recuperación de zinc de 93.0 a 96.7%; mientras que el concentrado de zinc se mantuvo constante en 57.0%. 1. INTRODUCCION Flotación es un proceso usado para separar minerales de valor de los minerales de ganga para producir un producto mineral concentrado. Este proceso involucra pasar aire a través de una mezcla perfectamente agitada de agua y partículas finamente molidas. Varios reactivos son usados para favorecer la hidrofobicidad de las partículas minerales de valor y favorecer así la adherencia a las burbujas de aire que son elevadas a la superficie de la celda de flotación y puedan así ser separadas del mineral de ganga (partículas hidrofílicas) las cuales permanecen en el fondo de la celda.
-
Upload
chavz-kllup -
Category
Education
-
view
146 -
download
0
Transcript of Circuito de flotación de zn

Palafox Méndez y col., 1
XV Encuentro Sobre Procesamiento de Minerales 13-15 Octubre 2010, San Luis Potosí, S.L.P., México
REDISEÑO DEL CIRCUITO DE FLOTACIÓN DE ZINC USANDO MODELACIÓN
MATEMÁTICA
Carlos Palafox Méndez1, Dagoberto de la Fuente Zamarripa1, Jorge Castillo Mendoza1, Juan Luis Reyes Bahena2
1 Unidad Charcas, Industrial Minera México S.A. de C.V., Domicilio Conocido, Charcas, 78576 San
Luis Potosí, S.L.P., México, Tel (52-486) 8525000, e-mail: [email protected]; [email protected]; [email protected]
2 Zamarripa 1307-2, Himno Nacional, 78280 San Luis Potosí, S.L.P., México.
Tel (52-444) 1297821, e-mail: [email protected] (Asesor Metalúrgico)
RESUMEN
El circuito de flotación de zinc fue rediseñado usando técnicas de modelación matemática. El modelo matemático desarrollado en el circuito de zinc describe la flotabilidad de los principales minerales procesados en el circuito, la hidrodinámica de las celdas de flotación y la eficiencia de la cama de espuma. El modelo que describe el comportamiento de los principales minerales de interés fue el de tres componentes; un componente que flota rápido, un segundo componente que flota lento y finalmente un componente que no flota. La simulación matemática fue usada para buscar el diagrama de flujo del circuito de flotación de zinc que permita un incremento de recuperación y grado. Los resultados implementados a nivel industrial confirmaron los resultados de la simulación matemática concluyendo que abriendo el circuito primario de zinc al modificar las cargas circulantes se tiene un incrementó en la recuperación de zinc de 93.0 a 96.7%; mientras que el concentrado de zinc se mantuvo constante en 57.0%.
1. INTRODUCCION
Flotación es un proceso usado para separar minerales de valor de los minerales de ganga para
producir un producto mineral concentrado. Este proceso involucra pasar aire a través de una
mezcla perfectamente agitada de agua y partículas finamente molidas. Varios reactivos son
usados para favorecer la hidrofobicidad de las partículas minerales de valor y favorecer así la
adherencia a las burbujas de aire que son elevadas a la superficie de la celda de flotación y
puedan así ser separadas del mineral de ganga (partículas hidrofílicas) las cuales permanecen
en el fondo de la celda.

Palafox Méndez y col., 2
XV Encuentro Sobre Procesamiento de Minerales 13-15 Octubre 2010, San Luis Potosí, S.L.P., México
La flotación es casi siempre utilizada después de la trituración y molienda, etapas requeridas
para reducir el tamaño de las partículas, favorecer la liberación de los minerales y llevar a
cabo una separación mucho más eficiente. Los circuitos de flotación industrial consisten de
muchas unidades ó celdas de flotación arregladas de tal manera que la recuperación y el grado
de separación de los minerales dentro del proceso pueda ser mejorado. El concentrado mineral
de cada una de las unidades es con frecuencia sometido a etapas futuras de flotación para
incrementar la pureza ó calidad del concentrado final; mientras que las colas o residuos son
tratados posteriormente para incrementar la recuperación del mineral.
El desarrollo de nuevas técnicas de medición y/o control en los procesos de flotación han
mostrado un exitoso beneficio para optimizar la recuperación y separación de minerales en el
circuito de flotación. Una representación matemática o modelos de los subprocesos en la
flotación son una poderosa herramienta para ser usados con el propósito de optimización. Un
modelo matemático de este tipo podría ser usado para el diseño de nuevos circuitos o bien
optimizar circuitos existentes a través de algoritmos en computadoras eliminando así la
necesidad de los tediosos ejercicios de prueba-error; el tiempo requerido para las pruebas y
sobre todo los programas caros de implementación que se requieren para este propósito.
Los modelos de flotación que han sido desarrollados y presentados por muchos investigadores
son de diferentes tipos; tales como fundamentales, cinéticos y/o estadísticos[1,6,9]
. Los modelos
más comunes son del tipo cinético en el cual la flotación es comparada como un proceso
análogo a una reacción química en la cual las burbujas de aire reaccionan con las partículas
minerales a una velocidad específica. En un circuito de flotación, las variables que afectan la
velocidad de flotación pueden ser divididas en aquellas asociadas al mecánico de la celda de
flotación, al efecto de la cama de espuma; y aquellas asociadas a las características de las
partículas minerales en la alimentación de la celda de flotación. La flotabilidad del mineral es
una propiedad de la corriente de alimentación al proceso o celda de flotación y no depende de
las condiciones de operación. Esta flotabilidad es definida como la probabilidad de la partícula
en la corriente de alimentación que flota. Las propiedades de las partículas que afectan la
respuesta de flotación pueden ser; el tamaño de la partícula[3,8,11,18]
, composición

Palafox Méndez y col., 3
XV Encuentro Sobre Procesamiento de Minerales 13-15 Octubre 2010, San Luis Potosí, S.L.P., México
mineralógica[16,17]
, adsorción de reactivos sobre la superficie de la partícula[11,12,16]
, el grado de
oxidación[13,15]
y el grado agregación de las partículas en el sistema[1,7]
.
Estudios recientes han mostrado que existen relaciones entre las variables del mecanismo
(velocidad de aire, aire retenido, cama de espuma, etc.) y el rendimiento de la flotación lo que
ha despertado el interés para el desarrollo de nuevas tecnologías y desarrollar modelos
matemáticos mucho más robustos que permitan optimizar los procesos de flotación[2,4,5,12]
.
1.1 Principios de simulación
El principal método de cálculo para la simulación está basado en una hoja de cálculo en Excel
de Microsoft Office. La flotabilidad de los minerales se define con el concepto de diferentes
componentes ó clases de partícula que tienen las mismas características. La metodología usada
en este trabajo considera que la flotación verdadera y el arrastre mecánico son los dos
principales mecanismos de recuperación para cada uno de los componentes de flotabilidad en
una celda de flotación o circuito[14]
. La flotación verdadera es una función de las condiciones
de operación en la celda (ejemplo; flujo superficial de área de burbuja, eficiencia en la cama
de espuma) y la flotabilidad de cada componente. Mientras tanto la recuperación por arrastre
es una función de la recuperación de agua en la celda de flotación y el grado de arrastre de
cada componente (Ecuación 1).
(1)
Donde P es la flotabilidad inherente del mineral.
Sb es el flujo superficial de área de burbuja.
Rf es la eficiencia en la cama de espuma.
Rw es la recuperación de agua.
Ent es el grado de arrastre mecánico.
El flujo de área superficial de burbuja es calculado a partir de la caracterización de la
dispersión de aire en las celdas de flotación:
(2)

Palafox Méndez y col., 4
XV Encuentro Sobre Procesamiento de Minerales 13-15 Octubre 2010, San Luis Potosí, S.L.P., México
Donde Jg es la velocidad de aire superficial.
d32 es el diámetro Sauter de burbuja.
La eficiencia de la cama de espuma es estimada mediante[4]
:
(3)
(4)
Donde es el parámetro que describe la estabilidad de la cama de espuma.
FRT es el tiempo de retención de la espuma.
p es el parámetro de drenado en la cama de espuma.
Pd es la probabilidad de rompimiento del agregado burbuja-partícula.
La recuperación de agua es directamente proporcional al flujo volumétrico de sólidos en el
concentrado y es descrito por:
(5)
Donde Qw es el flujo volumétrico de agua en el concentrado.
Qs es el flujo volumétrico de sólidos en el concentrado.
a,b son constantes de regresión.
Finalmente, el tiempo de residencia promedio es calculado:
(6)
Donde V es el volumen de pulpa.
Qcolas es el flujo volumétrico de pulpa en las colas.
g es la retención de aire en la celda de flotación.
La flotabilidad inherente (P), puede ser descrita en términos de múltiple componentes; es
decir, dependiendo de las características de la partícula mineral que se alimenta a la celda o

Palafox Méndez y col., 5
XV Encuentro Sobre Procesamiento de Minerales 13-15 Octubre 2010, San Luis Potosí, S.L.P., México
circuito de flotación, esta puede presentar características de rápida flotabilidad y aquellas que
definitivamente no flotan[10]
. En este trabajo, se determinó la flotabilidad del mineral usando
un modelo de tres componentes, el componente que presenta una rápida flotabilidad, el
componente que tiene una lenta flotabilidad y aquellas que no flotan.
(7)
Donde mf es la proporción de material que flota rápido.
ms es la proporción de material que flota lento.
mnf es la proporción de material que no flota.
kf es la cinética de flotación de primer orden del material que flota rápido.
ks es la cinética de flotación de primer orden del material que flota lento.
knf es la cinética de flotación de primer orden del material que no flota (knf = 0)
t es el tiempo de retención promedio.
La proporción de material en los tres diferentes componentes debe cumplir la siguiente
restricción:
(8)
2. DATOS EXPERIMENTALES
Los datos experimentales fueron colectados del circuito de flotación de la Unidad Charcas de
Industrial Minera México S.A. de C.V.; la cual está localizada a 110 km al norte de la ciudad
de San Luis Potosí (Figura 1). La planta, en el mes de septiembre de 2007, procesó en
promedio 4500 ton/día de minerales; con contenidos de plomo (0.31% Pb), cobre (0.23% Cu),
zinc (5.7% Zn), hierro (4.3% Fe) y con contenidos de plata (46 g/ton Ag).
La alimentación al circuito de zinc corresponde a las colas del circuito de flotación plomo-
cobre (Figura 2). La pulpa de alimentación al circuito es acondicionada en dos tanques a pH
aproximadamente de 9.5; y posteriormente se obtiene un concentrado primario el cual es
limpiado en tres etapas subsecuentes para obtener el concentrado final de zinc.

Palafox Méndez y col., 6
XV Encuentro Sobre Procesamiento de Minerales 13-15 Octubre 2010, San Luis Potosí, S.L.P., México
Figura 1: Localización de la Unidad Charcas
Bajo el esquema de operación del mes de septiembre 2007 y el circuito de la Figura 2, el
promedio del grado de zinc en el concentrado final reportó 56.9% Zn con una recuperación del
93.1%.
Figura 2: Circuito de flotación de zinc
3. ANALISIS DE RESULTADOS
Se realizaron varios muestreos en el circuito de flotación de zinc para investigar las posibles
oportunidades de mejora mediante la modelación y simulación matemática. La Tabla 1
LIMPIA 1
LIMPIA 2
LIMPIA 3
AGOTATIVO
PRIMARIO PTE
PRIMARIO OTE
600 g/ton Cal
186 g/ton CuSO4
18 g/ton X-Flex31
18 g/ton X-Flex31
300 g/ton Cal

Palafox Méndez y col., 7
XV Encuentro Sobre Procesamiento de Minerales 13-15 Octubre 2010, San Luis Potosí, S.L.P., México
muestra las cinéticas de flotación del mineral de zinc las cuales determinadas en función del
tamaño de la partícula.
Tabla 1: Componentes de flotabilidad del mineral de zinc
k (seg
-1) Proporción en masa (%)
Tamaño (m) Rápida Lenta Rápida Lenta No Flota
+212 0.069 0.005 35.1 19.2 45.7
-212+150 0.069 0.007 52.4 30.3 17.3
-150+106 0.083 0.011 53.7 38.2 8.1
-106+75 0.084 0.011 53.2 41.9 4.9
-75+53 0.095 0.014 44.9 51.5 3.6
-53+38 0.106 0.013 39.8 57.8 2.4
-38+20 0.099 0.010 33.8 63.9 2.3
-20 0.083 0.005 15.6 71.2 13.2
La caracterización del mineral de zinc alimentado al circuito de flotación permite concluir las
posibles oportunidades de mejora para incrementar la recuperación de zinc; las cuales son:
Optimizar el circuito de molienda para tener una molienda más fina y eliminar la
fracción gruesa (+150m); la cual presenta una mayor proporción de material de zinc
que no flota.
Optimizar la dispersión del gas en las celdas de flotación para tener las condiciones de
operación ideales e incrementar la recuperación de zinc al convertir el porcentaje
material que flota lento en un mayor porcentaje de material que flota rápido.
Optimizar la dosificación de reactivos usados en el circuito de flotación para
incrementar la proporción de flotabilidad rápida al reducir el porcentaje de material
que flota lento y aquella que no flota.
Para propósitos de la modelación matemática, se determinaron también los componentes de
flotabilidad para los minerales de plata, plomo, cobre, hierro y mineral de ganga; así como la
dispersión del gas (velocidad de aire superficial, Jg; aire retenido, g; y tamaño de burbuja, d32)
y la eficiencia de la cama de espuma (Rf) en cada una de las celdas de flotación del circuito de
zinc de la unidad Charcas.
Los casos de simulación matemática investigadas en este trabajo fueron:

Palafox Méndez y col., 8
XV Encuentro Sobre Procesamiento de Minerales 13-15 Octubre 2010, San Luis Potosí, S.L.P., México
Caso I: Concentrado de la primera celda del banco primario al concentrado final
junto con el concentrado de la tercera limpia de zinc (Figura 3).
Caso II: Circuito primario abierto y colas de la primera limpia a colas finales (Figura
4).
Caso III: Circuito primario abierto y colas de la primara limpia al banco agotativo de
zinc (Figura 5).
3.1 Caso I
La Figura 3 muestra el diagrama de flujo simulado en la cual, el concentrado de la primera
celda del banco primario de zinc se envío como concentrado final junto con el concentrado de
la tercera limpia. Es importante observar que el concentrado agotativo y las colas de la primera
limpia son enviadas nuevamente a cabeza de flotación; por lo que la operación del primario de
zinc es en circuito cerrado.
Figura 3: Diagrama de flujo del circuito de flotación de zinc (Caso I)
La Tabla 2 muestra los datos de recuperación y grado de zinc resultados de la simulación del
circuito del Caso I comparado con los datos de producción promedio del mes de septiembre de
2007.
CuSO4
ColectorLime
CuSO4
ColectorLime
Lime
Palafox Méndez y col., 9
XV Encuentro Sobre Procesamiento de Minerales 13-15 Octubre 2010, San Luis Potosí, S.L.P., México
Tabla 2: Recuperación y grado de zinc simulado (Caso I)
Concentrado de Zinc
Recuperación, % Grado, %
Línea Base 93.1 56.89
Simulación Caso I 97.3 56.32
Como puede observarse, la recuperación de zinc se incrementa 4.2 unidades porcentuales;
mientras que el grado de zinc disminuye ligeramente en 0.57 unidades. El menor grado de zinc
se debe a una mayor recuperación de los minerales no deseables, tales como los sulfuros de
hierro y el mineral de ganga.
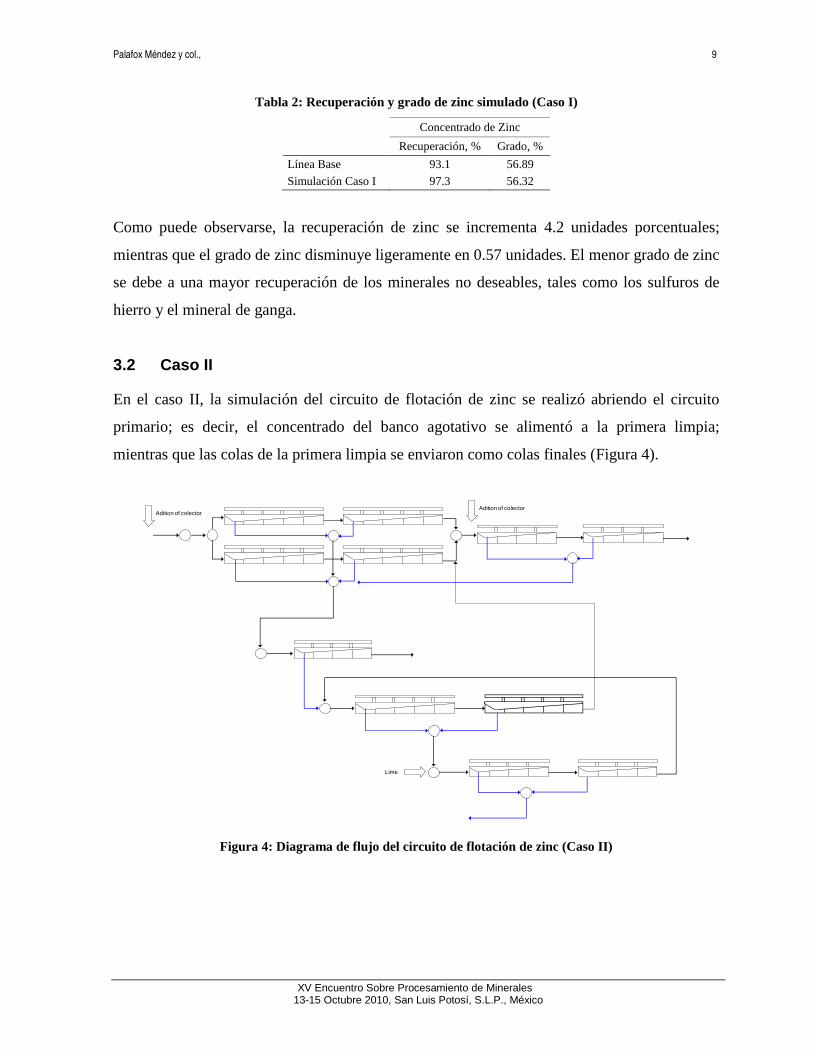
3.2 Caso II
En el caso II, la simulación del circuito de flotación de zinc se realizó abriendo el circuito
primario; es decir, el concentrado del banco agotativo se alimentó a la primera limpia;
mientras que las colas de la primera limpia se enviaron como colas finales (Figura 4).
Figura 4: Diagrama de flujo del circuito de flotación de zinc (Caso II)
Adition of colectorAdition of colector
Lime

Palafox Méndez y col., 10
XV Encuentro Sobre Procesamiento de Minerales 13-15 Octubre 2010, San Luis Potosí, S.L.P., México
La recuperación y el grado de zinc simulado en el concentrado final son mostrados en la Tabla
3. En este caso, la recuperación de zinc disminuye 4.4 unidades así como el grado de zinc (-
2.3 unidades) con relación a la operación del mes de septiembre, 2007.
Tabla 3: Recuperación y grado de zinc simulado (Caso II)
Concentrado de Zinc
Recuperación, % Grado, %
Línea Base 93.1 56.89
Simulación Caso II 88.7 54.55
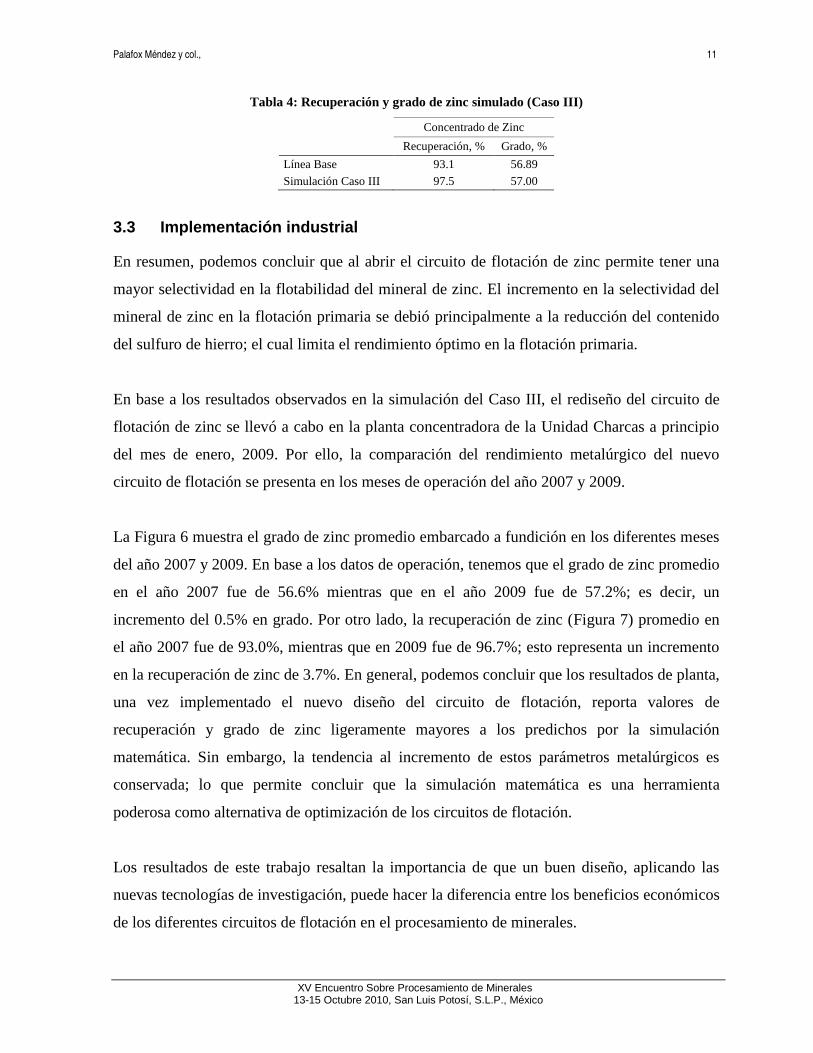
3.2 Caso III
En el caso III (Figura 5), las colas de la primera limpia se alimentaron al banco agotativo de
zinc, buscando una mayor recuperación de valores de zinc y enriqueciendo aún más la
operación de la etapa agotativa. Los resultados de esta simulación son mostrados en la Tabla
4. La comparación de la recuperación y grado de zinc simulado y operacional muestran que
con este rediseño del circuito de flotación de zinc se tiene un incremento en la recuperación de
zinc de 4.4%; mientras que el grado de zinc se mantiene constante con un incremento
ligeramente de 0.11%.
Figura 5: Diagrama de flujo del circuito de flotación de zinc (Caso III)
SCAVENGER Zn
ROUGHER PTE Zn
ROUGHER OTE Zn
1st CLEANER Zn
2nd CLEANER Zn
3rd CLEANER Zn
FINALTAILINGS
FINALZn CONC
Palafox Méndez y col., 11
XV Encuentro Sobre Procesamiento de Minerales 13-15 Octubre 2010, San Luis Potosí, S.L.P., México
Tabla 4: Recuperación y grado de zinc simulado (Caso III)
Concentrado de Zinc
Recuperación, % Grado, %
Línea Base 93.1 56.89
Simulación Caso III 97.5 57.00
3.3 Implementación industrial
En resumen, podemos concluir que al abrir el circuito de flotación de zinc permite tener una
mayor selectividad en la flotabilidad del mineral de zinc. El incremento en la selectividad del
mineral de zinc en la flotación primaria se debió principalmente a la reducción del contenido
del sulfuro de hierro; el cual limita el rendimiento óptimo en la flotación primaria.
En base a los resultados observados en la simulación del Caso III, el rediseño del circuito de
flotación de zinc se llevó a cabo en la planta concentradora de la Unidad Charcas a principio
del mes de enero, 2009. Por ello, la comparación del rendimiento metalúrgico del nuevo
circuito de flotación se presenta en los meses de operación del año 2007 y 2009.
La Figura 6 muestra el grado de zinc promedio embarcado a fundición en los diferentes meses
del año 2007 y 2009. En base a los datos de operación, tenemos que el grado de zinc promedio
en el año 2007 fue de 56.6% mientras que en el año 2009 fue de 57.2%; es decir, un
incremento del 0.5% en grado. Por otro lado, la recuperación de zinc (Figura 7) promedio en
el año 2007 fue de 93.0%, mientras que en 2009 fue de 96.7%; esto representa un incremento
en la recuperación de zinc de 3.7%. En general, podemos concluir que los resultados de planta,
una vez implementado el nuevo diseño del circuito de flotación, reporta valores de
recuperación y grado de zinc ligeramente mayores a los predichos por la simulación
matemática. Sin embargo, la tendencia al incremento de estos parámetros metalúrgicos es
conservada; lo que permite concluir que la simulación matemática es una herramienta
poderosa como alternativa de optimización de los circuitos de flotación.
Los resultados de este trabajo resaltan la importancia de que un buen diseño, aplicando las
nuevas tecnologías de investigación, puede hacer la diferencia entre los beneficios económicos
de los diferentes circuitos de flotación en el procesamiento de minerales.

Palafox Méndez y col., 12
XV Encuentro Sobre Procesamiento de Minerales 13-15 Octubre 2010, San Luis Potosí, S.L.P., México
Figura 6: Grado de zinc embarcado
Figura 7: Recuperación de zinc
4. CONCLUSIÓN
La caracterización hidrodinámica así como la eficiencia de la cama de espuma de las celdas de
flotación; y la caracterización de los componentes de flotabilidad de los diferentes minerales
son una realidad práctica hoy en día para propósitos de simulación y optimización en un
circuito de flotación. La simulación matemática mediante el rediseño de la configuración del
55.5
56.0
56.5
57.0
57.5
58.0
0 2 4 6 8 10 12
Gra
do
de
Zn
, %
Mes
2007 Simulado 2009
89.0
90.0
91.0
92.0
93.0
94.0
95.0
96.0
97.0
98.0
99.0
0 2 4 6 8 10 12
Re
cup
era
ció
n d
e Z
n,
%
Mes
2007 Simulado 2009
Palafox Méndez y col., 13
XV Encuentro Sobre Procesamiento de Minerales 13-15 Octubre 2010, San Luis Potosí, S.L.P., México
circuito de flotación reporta un incremento de 4.4% en la recuperación del mineral de zinc
manteniendo constante el grado. Implementado los resultados del nuevo diseño del circuito de
flotación a nivel industrial, los resultados operacionales promedio confirman que se tiene una
magnitud similar a la simulada (3.7% incremento en recuperación) mientras que el grado de
zinc se mantiene constante.
5. AGRADECIMIENTOS
Los autores desean agradecer la contribución de Unidad Charcas (Industrial Minera México
S.A. de C.V.); especialmente al Ing. Victor M. Morales y al Ing. Eduardo Nava por el apoyo
financiero otorgado para la realización de este trabajo. Así mismo, reconocen el apoyo por
parte del personal de planta, muestreo y laboratorio químico por el tiempo dedicado al
proyecto.
5. REFERENCIAS
1. Chander, S., Polat, M., “In quest of a more realistic flotation kinetics model”, in Proceedings of the
4th Meeting of the Southern Hemisphere on Mineral Technology, (Ed. Castro, S. and Alvarez, J.),
Chile, 2, pp. 481-500 (1994).
2. Doucet, R., Gomez, C.O., Finch, J.A., “A first step towards gas dispersion management:
Manipulation of gas distribution in flotation circuits”, 38th Annual Meeting of the Canadian Mineral
Processors, Volume 423, pp. 302-310 (2006).
3. Gaudin, A.M., Schuhmann, R., Schlechten, W., “Flotation Kinetics II: The effect of size on the
behaviour of galena particles”, Journal of Physical Chemistry, Volume 46, pp. 902-910 (1942).
4. Gorain, B.K., Harris, M.C., Franzidis, J.P., Manlapig, E.V., “The effect of froth residence time on
the kinetics of flotation”, Minerals Engineering, Volume 11, Number 7, pp. 627-638 (1998).
5. Gomez, C.O., Finch, J.A., “Gas dispersion measurements in flotation cells”, International Journal
of Mineral Processing, Volume 84, pp. 51-58 (2007).
6. Imaizumi, T., Inoue, T., “Kinetic considerations of froth flotation”, in Proceedings of the 6th
International Mineral Processing Congress, Cannes, pp. 581-593 (1963).
7. Koh, P.T.L., Warren, L.J., “Flotation of flocs of ultrafine scheelite”, Transactions of The Institute of
Mini ng and Metallurgy, Volume 86, pp. C94-95 (1977).
8. Morris, T.M., “Measurement and evaluation of the rate of flotation as a function of particle size”,
AIME Transactions, Volume 193, pp. 794-798 (1952).
9. Niemi, A.J., “Role of kinetics in modelling and control of flotation plants”, Powder Technology,
Volume 82, pp. 69-77 (1995).
Palafox Méndez y col., 14
XV Encuentro Sobre Procesamiento de Minerales 13-15 Octubre 2010, San Luis Potosí, S.L.P., México
10. Pérez Alonso, C.A., “Evaluación del parámetro de flotabilidad (P) en función del tamaño de
partícula de la esfalerita”, Tesis de Maestría, Facultad de Ingeniería, Universidad Autónoma de
San Luis Potosí, San Luis Potosí, S.L.P., México (2008).
11. Reyes Bahena, J.L., Franzidis, J.P., Manlapig, E.V., Lopez Valdivieso, A., Ojeda Escamilla, M.C.,
“Assessment of reagent and regrinding in a flotation circuit”, XVI Congreso Internacional de
Metalurgia Extractiva, Abril 26-28, Saltillo, Coah., México, pp. 195-205 (2006).
12. Reyes Bahena, J.L., Lopez Valdivieso, A., Manlapig, E.V., Franzidis, J.P., “Optimization of
flotation circuits by modeling and simulations”, 2006 China-México Workshop on Minerals Particle
Technology, A. Lopez Valdivieso, S. Song, y J.L. Reyes Bahena (Eds.), Diciembre 5-7, San Luis
Potosí, S.L.P., México (2006).
13. Rumball, J.A., Richmond, G.D., “Measurement of oxidation in a base metal flotation circuit by
selective leaching with EDTA”, International Journal of Mineral Processing, Volume 48, pp. 1-20
(1996).
14. Savassi, O.N., Alexander, D.J., Franzidis, J.P., Manlapig, E.V., “An empirical model for
entrainment in industrial flotation”, Minerals Engineering, Volume 11, Number 3, pp. 243-256
(1998).
15. Schuhmann, R., “Flotation kinetics I: Methods for steady state study of flotation problems”, Journal
of Physical Chemistry, Volume 46, pp. 891-902 (1942).
16. Steiner, H.J., “Kinetic aspects of the flotation behaviour of locked particles”, in Proceedings of the
10th International Mineral Processing Congress, London, Section 8, pp. 653-666 (1973).
17. Sutherland, D.N., “Batch flotation behaviour of composite particles”, Minerals Engineering, Volume
2, Number 3, pp. 351-367 (1989).
18. Trahar, W.J., “A rational interpretation of the role of particle size in flotation”, International Journal
of Mineral Processing, Volume 8, pp. 289-327 (1981).