CHPE 5612 Chapter10 White

of 55
-
Upload
mahmood-alrawahi -
Category
Documents
-
view
226 -
download
0
Transcript of CHPE 5612 Chapter10 White
-
8/13/2019 CHPE 5612 Chapter10 White
1/55
CHPE 5612: Chemical
Process SafetyChapter 10
by
Dr. Omar Houache
-
8/13/2019 CHPE 5612 Chapter10 White
2/55
Hazards are everywhere
Unfortunately, a hazard is not always identified until anaccident occurs. It is essential to identify the hazards and
reduce the risk well in advance of an accident.
For each process in a chemical plant the following questions
must be asked:
1. What are the hazards? (Hazard Identification)
2. What can go wrong and how?
3. What are the chances?
4. What are the consequences?
Risk Assessment
-
8/13/2019 CHPE 5612 Chapter10 White
3/55
Definitions
HAZARD: A hazard introduces the potential for anunsafe condition, possibly leading to an accident.
RISKis the probability or likelihood of a Hazard
resulting in an ACCIDENT
INCIDENTis an undesired circumstance that produces
the potential for an ACCIDENT
ACCIDENTis an undesired circumstance that results in
ill health, damage to the environment, or damage to
property
HAZARD INCIDENT ACCIDENT
(includes near misses)
-
8/13/2019 CHPE 5612 Chapter10 White
4/55
Definitions
Risk assessment is sometimes called hazard analysis. Hazard identification and risk assessment are sometimes
combined into a general category called hazard evaluation.
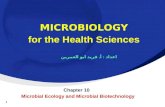
A risk assessment procedure that determines probabilities is
frequently called probabilistic risk assessment (PRA),whereas a procedure that determines probability and
consequences is called quantitative risk analysis (QRA).
Figure 10-1 illustrates the normal procedure for using
hazards identification and risk assessment.
-
8/13/2019 CHPE 5612 Chapter10 White
5/55
-
8/13/2019 CHPE 5612 Chapter10 White
6/55
6
HAZID Approach
What can go wrong?
What incidents or scenarios could
arise as a result of things going
wrong?
What could cause or could
contribute to these incidents?
-
8/13/2019 CHPE 5612 Chapter10 White
7/55
7
HAZID Approach
The HAZID approach can be used
in the first stages of the life cycle
phase of a project
Prior to design phase, little
information will be available andthe HAZID approach will need to
be undertaken on flow diagrams
Assumptionswill need to be
transparentand documented
Concept
Design
Commission
Production
Decommission
Disposal
Construction
Life Cycle Phases of a Project
-
8/13/2019 CHPE 5612 Chapter10 White
8/55
8
Conducting the HAZID Consider the Past, Present and Future
Existing
conditions
Future
conditions
Historical
conditions
What has gone wrong in the past?
What could go wrong currently?
What could go wrong due to change?
Root CauseHistorical RecordsProcess ExperienceNear Misses
Identified
HazardsHAZID WorkshopHAZOP StudyScenario DefinitionsChecklists
Change ManagementWhat-If JudgementPrediction
unforeseeable
-
8/13/2019 CHPE 5612 Chapter10 White
9/55
9
Conducting the HAZID
It is tempting to disregard Non-Credible Scenarios BUT
Non-credible scenarios have happened to others
Worst cases are important to emergency planning
-
8/13/2019 CHPE 5612 Chapter10 White
10/55
10
Issues for consideration
Equipment can be off-line
Safety devices can be disabled or fail to operate
Several tasks may be concurrent
Procedures are not always followed People are not always available
How we act is not always how we plan to act
Things can take twice as long as planned
Abnormal conditions can cross section limits
Power failure
Conducting the HAZID
-
8/13/2019 CHPE 5612 Chapter10 White
11/55
11
Conducting the HAZIDHAZID Process
Existing studies
Define boundary System description
Divide system into sections
Systematically record all hazards
Independent check
Revisit after risk assessmentHazard Register
Selected methods
asset or equipment failure
external events
process operational deviations
hazards associated with all materials
human activities which could contribute to incidents
interactions with other sections of the facility
Analyse each section
-
8/13/2019 CHPE 5612 Chapter10 White
12/55
12
Recording Detail The level of detail is important for:
- Clarity
- Transparency and
- Traceability
A system (hazard register) is required for keeping track of the process
for each analysed section of the facility
The items to be recorded are:
- Study team
- System being evaluated- Identified hazard scenario
- Consequences of the hazard being realised
- Controls in place to prevent hazard being realised and their
adequacy
- Opportunity for additional controls
Conducting the HAZID
-
8/13/2019 CHPE 5612 Chapter10 White
13/55
13
HAZID Techniques - Overview
Checklists - questions to assist in hazard identification
Brainstorming - whatever anyone can think of
What If Analysis - possible outcomes of change
HAZOP (Hazard and operability study )- identifiesprocess plant type incidents
FMEA/FMECA (Failure modes and effects analysis/
Failure modes and effects criticality analysis )-
equipment failure causes
Task Analysismaintenance activities, procedures
Fault Tree Analysis - combinations of failures
Increasing
eff
ortrequired
-
8/13/2019 CHPE 5612 Chapter10 White
14/55
14
Checklists
Simple set of prompts or checklist questions to assist inhazard identification
Can be used in combination with any other techniques, such
as What If
Can be developed progressively to capture corporatelearning of organisation
Particularly useful in early analysis of change within
projects
-
8/13/2019 CHPE 5612 Chapter10 White
15/55
15
Initiating Events General Causes Initiating Causes
Overfills And
Spills
Improper Operation Operating Error
Inadequate / Incorrect Procedure
Failure To Follow Procedure
Outside Operating Envelope
Inadequate Training
Vessel/Tanker
Shell Failure
Corrosion Wet H2S Cracking
General Process
Cooling Water
Steam / CondensateService Water
Mechanical Impact Missiles
Crane
Vehicles
Checklists
-
8/13/2019 CHPE 5612 Chapter10 White
16/55
16
Advantages Highly valuable as a cross check review tool following application of other
techniques
Useful as a shop floor tool to review continued compliance with SMS
Disadvantages
Tends to stifle creative thinking
Used alone introduces the potential of limiting study to already known
hazards - no new hazard types are identified
Checklists on their own will rarely be able to satisfy regulatory requirements
Checklists
-
8/13/2019 CHPE 5612 Chapter10 White
17/55
17
Brainstorm
Team based exercise Based on the principle that several experts with different
backgrounds can interact and identify more problems
when working together
Can be applied with many other techniques to vary thebalance between free flowing thought and structure
Can be effective at identifying obscure hazards which
other techniques may miss
-
8/13/2019 CHPE 5612 Chapter10 White
18/55
18
Advantages Useful starting point for many HAZID techniques to focus a groups
ideas, especially at the projects concept phase
Facilitates active participation and input
Allows employees experience to surface readily
Enables thinking outside the square
Very useful at early stages of a project or study
Disadvantages
Less rigorous and systematic than other techniques High risk of missing hazards unless combined with other tools
Caution required to avoid overlooking the detail
Relies on experience and competency of facilitator
Brainstorm
-
8/13/2019 CHPE 5612 Chapter10 White
19/55
19
What If
What if analysis is an early method of identifying hazards Brainstorming approach that uses broad, loosely structured
questioning to postulate potential upsets that may result in
an incident or system performance problems
It can be used for almost every type of analysis situation,especially those dominated by relatively simple failure
scenarios
-
8/13/2019 CHPE 5612 Chapter10 White
20/55
20
Normally the study leader will develop a list of questions to consider at thestudy session
This list needs to be developed before the study session
Further questions may be considered during the session
Checklists may be used to minimise the likelihood of omitting some areas
What If
-
8/13/2019 CHPE 5612 Chapter10 White
21/55
21
Example of a What If report for a single assessed item
What If
-
8/13/2019 CHPE 5612 Chapter10 White
22/55
22
Advantages Useful for hazard identification early in the process, such as when only PFDs
are available
What If studies may also be more beneficial than HAZOPs where the project
being examined is not a typical steady state process, though HAZOP
methodologies do exist for batch and sequence processes
Disadvantages
Inability to identify pre-release conditions
Apparent lack of rigour
Checklists are used extensively which can provide tunnel vision, thereby
running the risk of overlooking possible initiating events
What If
-
8/13/2019 CHPE 5612 Chapter10 White
23/55
23
HAZOP
A HAZOP study is a widely used method for theidentification of hazards
A HAZOP is a rigorous and highly structured hazard
identification tool
It is normally applied when PFDs and P&IDs are available The plant/process under investigation is split into study
nodes and lines and equipment are reviewed on a node by
node basis
Guideword and deviation lists are applied to processparameters to develop possible deviations from the design
intent
HAZOP results in a very systematic assessment of hazards
-
8/13/2019 CHPE 5612 Chapter10 White
24/55
24
Example of a HAZOP report for a single assessed item
HAZOP
-
8/13/2019 CHPE 5612 Chapter10 White
25/55
25
Advantages Will identify hazards, and events leading to an accident, release or
other undesired event
Systematic and rigorous process
The systematic approach goes some way to ensuring all hazards are
considered
Disadvantages
HAZOPs are most effective when conducted using P&IDs, though they
can be done with PFDs Requires significant resource commitment
HAZOPs are time consuming
The HAZOP process is quite monotonous and maintaining participant
interest can be a challenge
HAZOP
-
8/13/2019 CHPE 5612 Chapter10 White
26/55
26
FMEA/FMECA
Objective is to systematically address all possible failuremodes and the associated effects on a technical system
The underlying equipment and components of the system
are analysed in order to eliminate, mitigate or reduce the
failure or the failure effect Best suited for mechanical and electrical hardware systems
evaluations
-
8/13/2019 CHPE 5612 Chapter10 White
27/55
27
Example of an FMEA/FMCEA report for a single assessed item
PotentialFailureMode
PotentialEffects ofFailure
PotentialCausesofFailure
Comments Recommendations
Openindicatorswitch failed
Wrongindication ofvalve back tocontrol systemcausingpossibleincorrectcontrolleraction to betaken
Wear andtear
Commissioningand testproceduresmust ensurethat all diverterequipmentindicators arecorrectly wiredto the divertercontrol system
The integrity of theposition indicators forthe Diverter systemequipment is critical tothe logic of the controlsystem.
It is recommended thatthe position indicatorsare discretely functiontested prior to
commencement of eachprogram
FMEA/FMECA
-
8/13/2019 CHPE 5612 Chapter10 White
28/55
28
Advantages Generally applied to solve a specific problem or set of problems
FMEA/FMECA was primarily considered to be a tool or process toassist in designing a technical system to a higher level of reliability
Designed correction or mitigation techniques can be implemented so
that failure possibilities can be eliminated or minimized
Disadvantages
It is very time consuming and needs specialist skills from differentbackgrounds to obtain maximum effect
Very hard to assess operational risks within an FMEA/FMECA (likethey can be within a HAZOP or What if study)
FMEA/FMECA
-
8/13/2019 CHPE 5612 Chapter10 White
29/55
29
Task Analysis
Technique which analyses human interactions with thetasks they perform, the tools they use and the plant, process
or work environment
Approach breaks down a task into individual steps and
analyses each step for the presence of potential hazards Used widely to manage known injury related tasks in
workplace
Excellent tool for hazard identification related to human
tasks
-
8/13/2019 CHPE 5612 Chapter10 White
30/55
30
Disadvantages
Does not address plant process deviations which are not
related to human interaction
Caution
Relies on multi-disciplined input with specific input of
person who normally carries out the task
Often assumed to be the only tool of hazard identification orrisk assessment, as it is used generally at the shop floor
Task Analysis
-
8/13/2019 CHPE 5612 Chapter10 White
31/55
31
Fault Tree Analysis
Graphical technique approach Provides a systematic description of the combinations of
possible occurrences in a system which can result in an
identified undesirable outcome (top event)
This method combines hardware failures and humanfailures
Uses logic gates to define modes of interaction (ANDs/
ORs)
-
8/13/2019 CHPE 5612 Chapter10 White
32/55
32
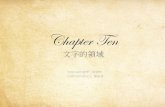
AND OR
PSV does not
relieve
Process
pressurerises
Control fails
high
PSV too
small
Set point too
high
PSV stuck
closed
Fouling inletor outlet
Pressure rises
Process
vessel overpressured
AND
Fault Tree Analysis
-
8/13/2019 CHPE 5612 Chapter10 White
33/55
33
Advantages Quantitative - defines probabilities to each event which can be used to
calculate the probability of the top event
Easy to read and understand hazard profile
Easily expanded to bow tie diagram by addition of event tree
Disadvantages
Need to have identified the top event first
More difficult than other techniques to document
Fault trees can become rather complex Time consuming approach
Quantitative data needed to perform properly
Fault Tree Analysis
-
8/13/2019 CHPE 5612 Chapter10 White
34/55
-
8/13/2019 CHPE 5612 Chapter10 White
35/55
35
Safety considerations of the facility layout will include the
provision of:
Separation between flammable hydrocarbons and ignition
sources.
Separation between hydrocarbon handling areas and
emergency services, main safety equipment,accommodation, temporary safe refuge areas, means of
evacuation and escape, muster points and control centers.
-
8/13/2019 CHPE 5612 Chapter10 White
36/55
-
8/13/2019 CHPE 5612 Chapter10 White
37/55
HAZOPHazard and Operability Study
-
8/13/2019 CHPE 5612 Chapter10 White
38/55
HAZOPis a formal and systematic procedure forevaluating a process
- It is time consuming and expensive
HAZOP is basically for safety
- Hazards are the main concern
- Operability problems degrade plant performance
(product quality, production rate, profit), so they are
considered as well
Considerable engineering insightis required - engineers
working independently could (would) develop different
results
HAZOP - Hazard and operability
-
8/13/2019 CHPE 5612 Chapter10 White
39/55
HAZOP keeps all team members
focused on the same topic andenables them to work as a team
1 + 1 + 1 = 5
NODE: Concentrate on one location in the process
PARAMETER: Consider each process variable individually(F, T, L, P, composition, operator action, corrosion, etc.)
GUIDE WORD: Pose a series of standard questions about deviations from
normal conditions. We assume that we know a safe normal operation.
HAZOP - Hazard and operability
-
8/13/2019 CHPE 5612 Chapter10 White
40/55
NODE: Pipe after pump and splitter
PARAMETER*: Flow rate
GUIDE WORD: Less (less than normal value)
DEVIATION: less flow than normal
CAUSE: of deviation, can be more than one
CONSEQUENCE: of the deviation/cause
ACTION: initial idea for correction/
prevention/mitigation
All group
members focus
on the sameissue
simultaneously
* For an expanded list of parameters and associated guide words, see Wells (1996)
HAZOP - Hazard and operability
-
8/13/2019 CHPE 5612 Chapter10 White
41/55
Guide Word Explanation
NO or NOT or NONE Negation of the design intent
MORE
LESS
Quantitative increase
Quantitative decrease
AS WELL AS
PART OF
Qualitative increase e.g.,
extra activity occursQualitative decrease
REVERSE Opposite of the intention
OTHER THAN Substitution
SOONER/LATER THAN Activity occurring a time other than
intended
TYPICAL GUIDEWORDS USED FOR PROCESSES
Selected Parameters with Applicable Guide Words (See Wells, 1996, p. 95-6)
Flow (no, more, less, reverse)
Temperature (higher, lower)
Pressure (higher, lower)
Level (none, higher, lower)
Composition (none, more, less, as well as, other than)
Action (sooner, later, insufficient, longer, shorter)
HAZOP - Hazard and operability
-
8/13/2019 CHPE 5612 Chapter10 White
42/55
fuel
air
feed
product
When do we use
a fired heater in
a process plant?
Fired heaters are used in process plants and have manypotential hazards. Lets perform a HAZOP study!
HAZOP - Hazard and operability
-
8/13/2019 CHPE 5612 Chapter10 White
43/55
Class Example: Fired Heater1. Discuss the first entry in the HAZOP form
2. Select another guide word for the parameter
3. Select a different parameter for the same node
4. Select a different node/parameter/guide word
fuel
air
feed
product
HAZOP - Hazard and operability
-
8/13/2019 CHPE 5612 Chapter10 White
44/55
HAZOP FORM
Unit: Fired Heater
Node: Feed pipe Parameter: Flow(after feed valve, before split)
Location (line or vessel) Process variables
or procedure (start up)
Guide Word Deviation Cause Consequence Action
Select from
official list ofwords to ensure
systematicconsideration ofpossibilities
applying guide
word to thisparameter
process
engineering
process
engineering
preliminary result
which should bereconsidered when
time is available
no no feed flow 1. feed pump stops damage to pipes inradiant section,
possible pipefailure
1. automaticstartup of backup
pump on low feedpressure
fuel
air
feed
product
-
8/13/2019 CHPE 5612 Chapter10 White
45/55
2. feed valve
closed 2. fail open valve
3. feed flow meter
indicates false high
flow (controllercloses valve)
3. redundant flow
meters
4. pipe blockage 4. a) test flow
before startup
4. b) place filter in
pipe
5. Catastrophicfailure of pipe
5.a) damage topipes in radiant
section
b) pollution and
hazard for oil
release to plant
environment
Install remotelyactivated block
valves at feed
tanks to allow
operators to stop
flow
For 1-5, SIS to
stop fuel flow on
low feed flow,
using separate feed
flow sensor
-
8/13/2019 CHPE 5612 Chapter10 White
46/55
HAZOP - PROCESS APPLICATIONS
Thorough review at or near the completion of a new process design
- Equipment and operating details known
- Can uncover major process changes
Review of existing processes (periodic update)
- Safe operation for years does not indicate that no Hazards exist
Review of changes to an existing process that had been HAZOPed -
Important part of Change Management- No consistency on what type of changes require formal HAZOP
HAZOP - Hazard and operability
-
8/13/2019 CHPE 5612 Chapter10 White
47/55
MANAGING THE HAZOP PROCESS The HAZOP group should contain people with different
skills and knowledge
- operations, design, equipment, maintenance, quality
control, ..- do not forget operators!!!
The team should understand the plant well
Documents should be prepared and distributed before the
meeting
The HAZOP leader should be expert in the HAZOP process
Results must be recorded and retained
HAZOP - Hazard and operability
-
8/13/2019 CHPE 5612 Chapter10 White
48/55
-
8/13/2019 CHPE 5612 Chapter10 White
49/55
Risk management
Risk managementis the identification, assessment, and
prioritization of risksfollowed by coordinated and
economical application of resources to minimize, monitor,
and controlthe probabilityand/or impactof unfortunate
events.
-
8/13/2019 CHPE 5612 Chapter10 White
50/55
Risk
A Riskis the amount of harm that can be expected to occur
during a given time period due to specific harm event (e.g.,
an accident).
Risk is a product of the likelihood of a hazard occurring and
the consequences that would follow:
RISK = HAZARD X CONSEQUENCE
In practice, the amount of risk is usually categorized into a
small number of levels because neither the probability nor
harm severity can typically be estimated with accuracy and
precision.
-
8/13/2019 CHPE 5612 Chapter10 White
51/55
Risk Matrix
A Risk Matrixis a matrix that is used during Risk
Assessmentto define the various levels of risk as the
productof the harm probability categories and harm
severity categories.
This is a simple mechanism to increase visibility of risks and
assist management decision making.
-
8/13/2019 CHPE 5612 Chapter10 White
52/55
Risk Matrix
Although many standard risk matrices exist in different
contexts individual projects and organizations may need to
create their own or tailor an existing risk matrix.
E.g., the harm severity can be categorized as:
Catastrophic- Multiple Deaths Critical- One Death or Multiple Severe Injuries
Marginal- One Severe Injury or Multiple Minor Injuries
Negligible - One Minor Injury
-
8/13/2019 CHPE 5612 Chapter10 White
53/55
-
8/13/2019 CHPE 5612 Chapter10 White
54/55
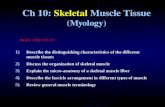
The resulting Risk Matrix could be :
Negligible Marginal Critical Catastrophic
Certain High High Extreme Extreme
Likely Moderate High High Extreme
Possible Low Moderate High Extreme
Unlikely Low Low Moderate Extreme
Rare Low Low Moderate High
Risk Matrix
-
8/13/2019 CHPE 5612 Chapter10 White
55/55
The resulting Risk Matrix could be :
Negligible Marginal Critical Catastrophic
Certain Stubbing Toe
LikelyMinor Car
Accident
PossibleMajor Car
Accident
Unlikely Aircraft Crash
Rare Major Tsunami
Risk Matrix