BA 301 Operations Management Spring 2003 Inventory Management Chapter 12.

Quantitative Techniques in
Management
4th Edition
N. D. Vohra
© 2010

Chapter 9
Inventory Management

Contents
1. Types of Inventory2. Inventory Decisions and Costs3. Fixed Order Quantity System
Classical EOQ ModelEOQ with Price BreaksEOQ Model for Production RunsEOQ with Planned Shortages
4. Determination of Safety Stocka) When Stock-out Costs are
Knownb) When Stock-out Costs are Not
Known

Contents (…continued)
5. Periodic Review System6. Ss System7. One-period Model of Inventory
Management8. Selective Approaches to Inventory
ControlABC Analysis VED Analysis HML Analysis SDE AnalysisS-OS Analysis FSN Analysis XYZ Analysis

Inventory Decisions and Costs
Basic Inventory Decisions1. When should the order be
placed?2. What is the quantity for which
the order be placed?3. What level of safety stock be
kept?
Inventory Costs4. Purchase cost (Nominal cost)5. Ordering cost/ Setup cost6. Carrying cost/Holding cost7. Stock out cost (Back-ordering
cost)

Inventory Management Systems
Fixed Order Quantity System (Q - system)Order quantity is fixed and order placed when the stock level reaches a pre-determined re-order point
Periodic Review System (P - system)Orders are placed periodically at fixed intervals while ordering quantities can vary
Ss SystemCombines the features of P and Q systems

Inventory Models: Classical EOQ ModelAssumptions:
1. The annual demand is fixed and uniformly distributed
2. The lead time is fixed3. The ordering cost per order if same
irrespective of the order quantity The holding cost per unit per year is fixed
4. The holding cost per unit per year is fixed5. The unit cost of the item is same
irrespective of the order quantity. No discounts for large orders
6. The units ordered for each time arrive in a single lot
7. Shortages are not permittedFor this model,
Relevant costs: Ordering and Holding costsAt EOQ: Ordering cost = Holding costAt EOQ, Total Cost is minimum

Classical EOQ Model (…continued)
The holding cost, h, may be given. If holding rate I is given, then h = ic, where c is the unit cost of the itemTotal Relevant Cost,
T(Q*) = Ordering Cost + Holding CostAlso,
Optimal interval between successive orders (Inventory cycle) T* = EOQ/DNumber of orders = D/EOQ or Rec. T*For an order quantity (Q) other than EOQ,
T(Q) = T(Q*)×0.5{k + 1/k}, where k = Q/EOQ. Thus, for an order quantity 25% higher than EOQ, k = 1.25, and T(Q) = T(Q*) × 1.025
hAD2*Q EOQ,
ADh2 T(Q*)

Classical EOQ Model (…continued)
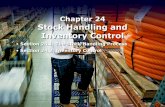
EOQ
Total Cost
Ordering Cost
Holding Cost
Order Size
Cost
Graphical Determination of the EOQ

Inventory Profile: Classical EOQ Model
Lead Time
Maximum Stock
Time
Re-order Level Inventory Cycle
Order QuantityQ
Average Stock Level
Re-order Level = Demand Rate × Lead Time

Inventory Models: EOQ with Price-breaks
Assumptions are the same as of classical model, except No. 5
Lower prices are offered for large orders. Hence the name price-breaks or quantity discount model
Since unit cost varies with order size, the relevant costs are: Nominal, Ordering and Holding costs
Total Cost determined at feasible EOQ and at each further price-break to find optimal order quantity. This is because the total cost curve is not regular and smooth. It is discontinuous at the points of price-breaks. The cost curve is evaluated at each price break after the feasible EOQ so as to determine the minimum point on the curve

Inventory Models:Build-up Model/EOQ Model for Production Runs
Used where source of supply is internalBased on same assumptions as classical EOQ model except that supplies are gradual here since source of supply is internalRelevant costs: Set-up and Holding costsAt Economic Lot Size (ELS), TC is minimum and Set-up cost = Holding costIf p be the rate of procurement and d is the rate of demand, then
pddpp
hAD
ADhQT
ELS
12*)(
2

Inventory Models:Planned Shortages Model
Used where back-ordering is possible and plannedBased on same assumptions as classical EOQ model except that shortages are permittedBack-ordering is possible and shortages are in fact plannedEOQ determined where TC is minimum and Ordering cost = Holding cost + Back-ordering cost
Maximum Stock, M = Q*×[b/(b+h)]Maximum Shortage Level, S = Q* - M
bhb
bbh
hAD
ADhQT
Q
2*)(
* 2

Safety StockRequired when lead time and/or demand rate are not fixedWhen lead time and demand rate are fixed, demand during lead time (DDLT) can be determined. Deliveries can be planned in such a manner that there are no stock-outsThere is a risk of running out of stock when lead time and demand rate are variable, when provision is made for only expected DDLTThe greater the variation in the two, the greater the requirement of safety stockFor a situation of never-out-of-stock,
Safety Stock = Maximum DDLT – Expected DDLT
where Max DDLT = Max Demand Rate × Max LT
For a smaller safety stock level, there are chances of being out of stock

Safety StockIf the DDLT has a normal distribution, with a given µ and σ then level of service provided by a given safety stock amount ss is equal to the area under the curve to the left of X (where X = µ + ss)Re-order Level = Expected DDLT + Safety Stock
Re-order Level
Re-order Level
Lead TimeExtended Lead Time
Demand
Inve
ntor
y Le
vel
Inve
ntor
y Le
vel Greater-than-average
DemandAverage Demand
SS
SS to meet (a) high demand and (b) a delayed delivery

Selective Approaches to Inventory Control
Inventory Classification Basis
ABC Usage Value
VED Criticality of Item
HML Unit Cost
SDE Availability
S-OS Seasonality
FSN Speed of Movement
XYZ Closing Inventory Value

ABC Classification of Items
Class A Class B Class C
Percentage of Items
Perc
enta
ge o
f Val
ue ABC Distribution Curve

Multiple Choice Questions
From the following statements relating to classical EOQ mode, mark the incorrect one:
1. Total Ordering Cost = Total Holding Cost.
2. Total Relevant Cost = 2AOH.
3. If annual demand doubles with all other parameters remaining constant, the EOQ is doubled.
4. The lead-time is constant.

Multiple Choice Questions
Mark the wrong statement:1. Inventory cycle is the time-period
occurring between successive procurement actions.
2. Shortage cost is the penalty incurred for being unable to meet a demand as it occurs.
3. Lead-time is the elapsed time between the initiation of an order and the receipt of replenishment stock.
4. Among all models, the EOQ, with similar inputs, under classical model is the minimum.

Multiple Choice Questions
Mark the wrong statement:
1. In general, when back-ordering cost is small, orders are made less often but of higher quantity.
2. When back-ordering cost becomes infinite, the EOQ formula for the planned shortages model becomes the same as that of the classical model.
3. In planned shortages model, it is possible for re-order point to be a negative value.
4. Like in classical EOQ model, the maximum stock level under back-ordering model is equal to the order quantity.

Multiple Choice QuestionsMark the wrong statement: 1. If ordering cost/order and holding
cost/unit are both doubled, it would double the quantity under classical EOQ model.
2. If ordering cost/order and holding cost/unit were both doubled, it would leave the order quantity under classical EOQ model unchanged.
3. If the annual demand increases by 20%, ordering cost is reduced by 20% and holding cost increases by 50%, it would reduce the order quantity by 20%.
4. In classical model, if lead-time = 8 working days and demand = 24 units a day, the re-order level = 192 units.

Multiple Choice QuestionsWhich of the following is not true?
1. In deterministic inventory models, Re-order level = Demand during lead time (DDLT).
2. In cases where demand is probabilistic, ROL = Expected DDLT + Safety Stock.
3. Greater the variation in demand and/or lead-time, greater the amount of safety stock needed.
4. Safety stock is the total stock kept to meet the demand during lead-time.

Multiple Choice Questions
If DDLT is known to be distributed normally with a variance of 6400, then a safety stock of 160 units will yield approximately what level of service? (Given: z = 2, Area = 0.4772)
1. 48%
2. 98%
3. 2%
4. 52%

Multiple Choice Questions
For a 25% increase in order quantity (under classical EOQ model) the total relevant cost would
1. Decrease by 2.5%
2. Decrease by 0.25%
3. Increase by 2.5%
4. Increase by 1.025%

Multiple Choice Questions
Mark the wrong statement: 1. The division of items into A, B and C
categories is accomplished by plotting the usage value of items to obtain Pareto curve.
2. FNSD analysis represents the speed classification of items.
3. XYZ analysis is based on the classification of items according to their unit cost.
4. SOS is the classification as seasonal and off-seasonal, done with the aim of determining proper procurement strategies.