CHAPTER 3 EXPERIMENTAL DETAILS -...
21
56 CHAPTER 3 EXPERIMENTAL DETAILS 3.1 INTRODUCTION In this Chapter a detailed account on the matrix materials, reinforcement materials, experimental setup used for fabrication etc are presented.Fabrication methods of Aluminium Matrix Composites (AMCs) can be widely divided into solid state process and liquid state process. A majority of products for commercial applications are now produced by liquid state process. The gravity mold casting, sand casting and squeeze casting of liquid state processes are the most common fabrication methods of Aluminium matrix composites. Stir casting process has been widely adapted for the fabrication of particulate dispersed metal matrix composites. Demonstrated advantages of this fabrication process include the lower cost, process simplicity and minimum process parameters. It was decided to fabricate Aluminium alloy (1101) composites reinforced with Alumina (Al 2 O 3 ) particulate by applying the stir casting process. As part of the experimentation for the study, was also decided to fabricate Aluminium alloy (LM4) composites reinforced with alumina silicate particulate by the same process. It was further decided to fabricate short fiber metal matrix composites using the squeeze infiltration technique. Among the various processing routes of short fiber MMCs, squeeze casting provide several
Transcript of CHAPTER 3 EXPERIMENTAL DETAILS -...

56
CHAPTER 3
EXPERIMENTAL DETAILS
3.1 INTRODUCTION
In this Chapter a detailed account on the matrix materials,
reinforcement materials, experimental setup used for fabrication etc are
presented.Fabrication methods of Aluminium Matrix Composites (AMCs) can be widely divided into solid state process and liquid state process. A majority
of products for commercial applications are now produced by liquid state
process. The gravity mold casting, sand casting and squeeze casting of liquid
state processes are the most common fabrication methods of Aluminium matrix composites.
Stir casting process has been widely adapted for the fabrication of
particulate dispersed metal matrix composites. Demonstrated advantages of
this fabrication process include the lower cost, process simplicity and
minimum process parameters. It was decided to fabricate Aluminium alloy
(1101) composites reinforced with Alumina (Al2O3) particulate by applying
the stir casting process. As part of the experimentation for the study, was also
decided to fabricate Aluminium alloy (LM4) composites reinforced with
alumina silicate particulate by the same process.
It was further decided to fabricate short fiber metal matrix
composites using the squeeze infiltration technique. Among the various processing routes of short fiber MMCs, squeeze casting provide several

57
advantages such as finer micro structure, freedom from porosity, more ductility, etc. The materials system consists of Aluminum Silicon alloy (LM 4
alloy) and Alumina-Silicate short fiber pre-form.
The aim of this research work includes optimizing of fabrication
processes involved in the manufacturing of composites and determine the mechanical properties of fabricated composites and compare them.
3.2 RESEARCH METHODOLOGY
The methodology (Figure 3.1) has been adopted to accomplish the research work being reported in this thesis. Fabrication of composite material
in manufacturing has been selected as a broad field of research. A literature survey has been conducted to investigate the research work already carried
out in this field with the focus on the properties of the composite materials.
The lack of extensive information pertaining to this domain from
the previous research works were experienced. The thrust activities in the
development of composite materials that influence the scope of the research
were identified for investigation and subsequently, research methodology was designed. Experiments were conducted by applying the designed research
methodology. The results of the application of research methodology were analyzed and reviewed. Based on the review of the results, conclusions have
been drawn. Finally, the scope for further research has been projected.

58
Figure 3.1 Research methodology

59
3.3 EXPERIMENTAL OUTLINE
The experimental outline of the study is as follows:
Optimization of Squeeze casting infiltration and Stir casting
processes for producing Metal matrix composite using
Taguchi techniques.
Fabrication of Aluminium 1101-Alumina particulate and
Aluminum LM4 alloy-Alumina silicate Particulate by stir
casting technique.
Fabrication of Aluminum LM4 alloy-Alumina silicate Short
fiber by squeeze infiltration technique.
Determining mechanical properties such as Tensile strength,
Impact strength etc for the fabricated composites.
Microstructral analysis by conventional and scanning electron
microscopy (SEM)
Empirical modeling of mechanical failure of the above
composites using Weibull distribution.
Finite Element Modeling and analysis of the Aluminium
(1101) Alloy -Alumina particulate, Aluminum LM4 alloy-
Alumina Silicate Particulate MMC and Aluminium LM4
alloy-Alumina Silicate Short fiber MMC.
3.4 ALUMINIUM ALLOY PARTICULATE MMC
The primary driving force for research and development on
particulate metal matrix composites is to produce a material with desirable
features and characteristic of metal matrix composites without paying a high
60
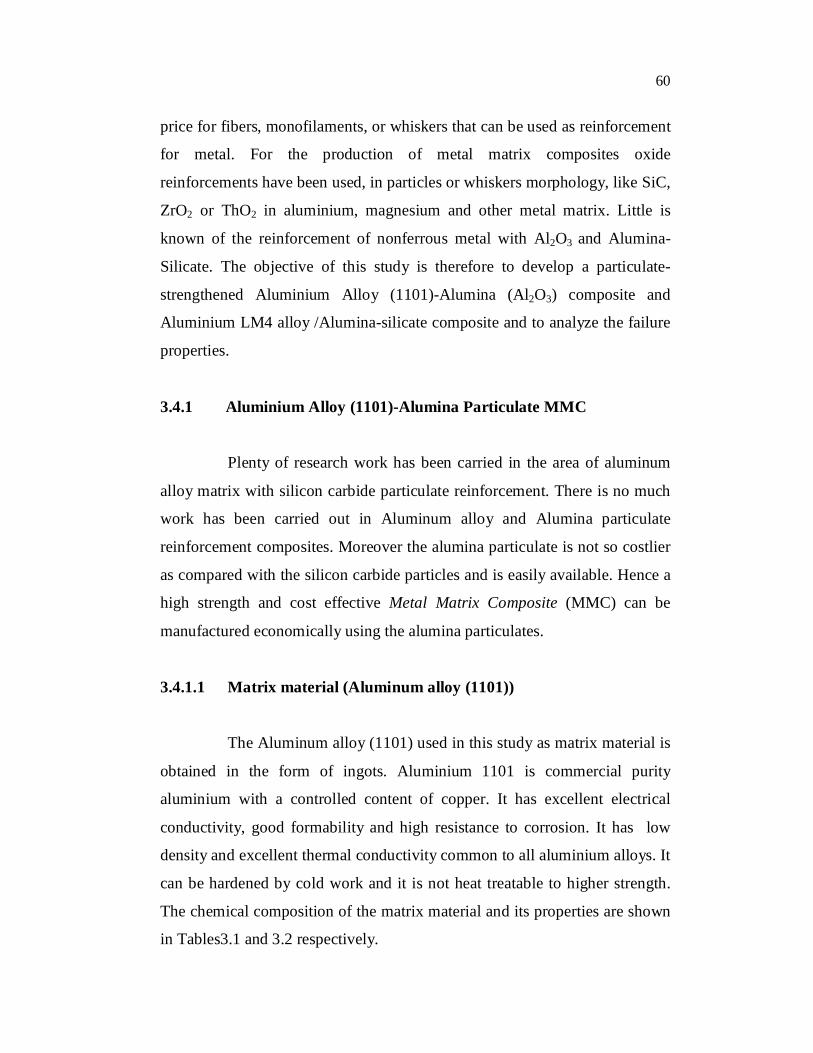
price for fibers, monofilaments, or whiskers that can be used as reinforcement
for metal. For the production of metal matrix composites oxide
reinforcements have been used, in particles or whiskers morphology, like SiC,
ZrO2 or ThO2 in aluminium, magnesium and other metal matrix. Little is
known of the reinforcement of nonferrous metal with Al2O3 and Alumina-
Silicate. The objective of this study is therefore to develop a particulate-
strengthened Aluminium Alloy (1101)-Alumina (Al2O3) composite and
Aluminium LM4 alloy /Alumina-silicate composite and to analyze the failure
properties.
3.4.1 Aluminium Alloy (1101)-Alumina Particulate MMC
Plenty of research work has been carried in the area of aluminum
alloy matrix with silicon carbide particulate reinforcement. There is no much
work has been carried out in Aluminum alloy and Alumina particulate
reinforcement composites. Moreover the alumina particulate is not so costlier
as compared with the silicon carbide particles and is easily available. Hence a
high strength and cost effective Metal Matrix Composite (MMC) can be
manufactured economically using the alumina particulates.
3.4.1.1 Matrix material (Aluminum alloy (1101))
The Aluminum alloy (1101) used in this study as matrix material is
obtained in the form of ingots. Aluminium 1101 is commercial purity
aluminium with a controlled content of copper. It has excellent electrical
conductivity, good formability and high resistance to corrosion. It has low
density and excellent thermal conductivity common to all aluminium alloys. It
can be hardened by cold work and it is not heat treatable to higher strength.
The chemical composition of the matrix material and its properties are shown
in Tables3.1 and 3.2 respectively.

61
Table 3.1 Chemical composition of Aluminium (1101)
Element Cu Mg Si Fe Mn Ni Zn Pb Sn Al
% 0.03 0.03 0.3 0.4 0.03 0.03 0.07 0.03 0.03 Balance
Table 3.2 Properties of Aluminium (1101)
Sl.No Property Value
1. Density 2.71g/cm3
2. Elastic Modulus 69 GPa
3. Shear Modulus 26 GPa
4. Tensile Strength 90 MPa
5. % of Elongation 3-10%
3.4.1.2 Reinforcement material (Alumina particulate)
Alumina is the most cost effective and widely used material in the
family of engineering ceramics. Available in purity ranges from 94% to
99.5% for the most demanding high temperature applications. It can exist in
several crystalline phases which revert to the most stable hexagonal alpha
phase at elevated temperatures.
Alpha phase alumina is the strongest and stiffest of the oxide
ceramics. Its high hardness, excellent dielectric properties, refractoriness and
good thermal properties make it a choice material for a wide range of
applications. The important properties of the reinforcement material (Alumina
particulate (Al2O3)) used in this study are shown in Table 3.3.

62
Table 3.3 Properties of alumina particulate
Sl.No Property Value
1. Density 3.89 gm/cm3
2. Elastic Modulus 375 GPa
3. Shear Modulus 152 GPa
3.4.2 Aluminium Alloy (LM4) – Alumina Silicate Particulate MMC
3.4.2.1 Matrix material (Aluminium alloy (LM4))
Aluminium (LM4) Alloy is widely used for a range of engineering
applications where moderate stress is envisaged. Its casting characteristics
make it ideal for castings of varying section thickness as it can cope with
heavy and moderately thin sections. Castings manufactured from this alloy
can be heat treated to improve the mechanical properties. LM 4 can be
considered where relatively high static loads are anticipated as creep
extension at moderately elevated temperatures.
LM 4 is general-purpose sand or gravity casting alloy which
conforms to BS 1490 1988 standards and is suitable for the manufacture of a
wide range of Aluminum casting applications. The chemical composition of
above alloy is shown in Table 3.4. The important properties of LM4 alloy
used in this study are shown in Table 3.5.
Table 3.4 Chemical composition of aluminium (LM4)
Element Cu Si Mg Fe Mn Ni Zn Pb Sn Ti Others Al
% 3.0 5.2 0.15 0.8 0.4 0.3 0.5 0.1 0.1 0.2 0.05 Remainder

63
Table 3.5 Properties of aluminium (LM4)
Sl.No property value
1. Density 2.75g / cm3
2. Elastic Modulus 71 GPa
3. Shear Modulus 28 GPa
4. Tensile Strength 140MPa
5. % of Elongation 2-8%
3.4.2.2 Reinforcement material (Alumina silicate particulate)
Alumina Silicate is light in weight and super white in color. It has
high degree of brightness, low plasticity, ease of dispersion. It has low bulk
density and very low moisture content. It improves electrical as well as
mechanical properties. It can partially replace TiO2 to give cost reduction. The
composition of the alumina-silicate particulate is shown in Table 3.6. The
properties of the reinforcement material (Al2O3-SiO2) are shown in Table 3.7.
Table 3.6 Composition of alumina silicate particulate
Sl.No. Element Percentage
1. SiO2 46 - 52
2. Al2O3 38 - 42
3. Fe2O3 0.05 - 0.3 max
4. Mixed Oxides 2.8 max
5. TiO2 Traces

64
Table 3.7 Properties of alumina silicate particulate
Sl.No. Properties Value
1. Density 2.7gm/cm3
2. Modulus of Elasticity 150 GPa
3. Shear Modulus 62 GPa
3.4.3 Fabrication Procedure for Particulate Reinforced MMC
The MMC for this study was prepared through stir casting route.
Stir casting setup used for the purpose is shown in Figure 3.2. The as received
Aluminium alloy ingots of known proportion were melted in the primary
furnace. Simultaneously Alumina or Alumina Silicate of calculated
proportion pre-heated and a secondary crucible was also pre-heated in a
secondary furnace. After complete melting, the charge in the primary furnace,
slag was removed if any. Degasifier, to remove gas pockets and flux, to
prevent oxidation was added to the charge (Figure 3.3 (a)). After the release
of reactive gases the impeller was immediately introduced at 2/3 height
(Balasivanandhaprabu et al 2006) from the top of melt surface into the
crucible and stirring was carried out. The pre-heated powder was introduced
in the vortex formed in the molten metal. The die was properly placed in
position to receive the molten composite from the tilting furnace (Figure 3.3
(b)). Immediately after stirring, the impeller was removed and the furnace was
tilted to pour out the molten composite to the die to cast slab of size 150 ×
100 x 20 mm.
Set of tensile and impact specimens consisting of twenty test
samples each were prepared as per ASTM standards B557 and A370
respectively. The best of specimens of varied composition were tested. Other

65
sets of twenty specimens were prepared each from 5, 10, 15 and 20 percent
volume fraction of alumina or Alumina silicate particulate reinforcement.
Tensile tests were carried out for representative specimen (Figures 3.4) from
aluminum alloy for evaluating the tensile strength with the given casting
conditions.
Figure 3.2 Tilting type melting furnace with stir casting setup
(a) (b)
(a) Degassing (b) Molten metal transferred to ladle
Figure 3.3 Melting process

66
Figure 3.4 Tensile specimen
where
G – Gauge length : 45 mm
A – Length of the reduced section: 54 mm
D – Nominal diameter : 9 mm
R – Radius of the fillet : 8 mm
T – Diameter of the rod : 12 mm
Impact tests were also carried out on prepared specimens
(Figure 3.5) and fracture strength values so obtained are presented in
chapter 6 and 7. Impact testing becomes essential in order to study the
behavior of materials under dynamic loading. An impact test determines the
behavior of materials when subjected to high rates of loading.
Figure 3.5 Impact specimen

67
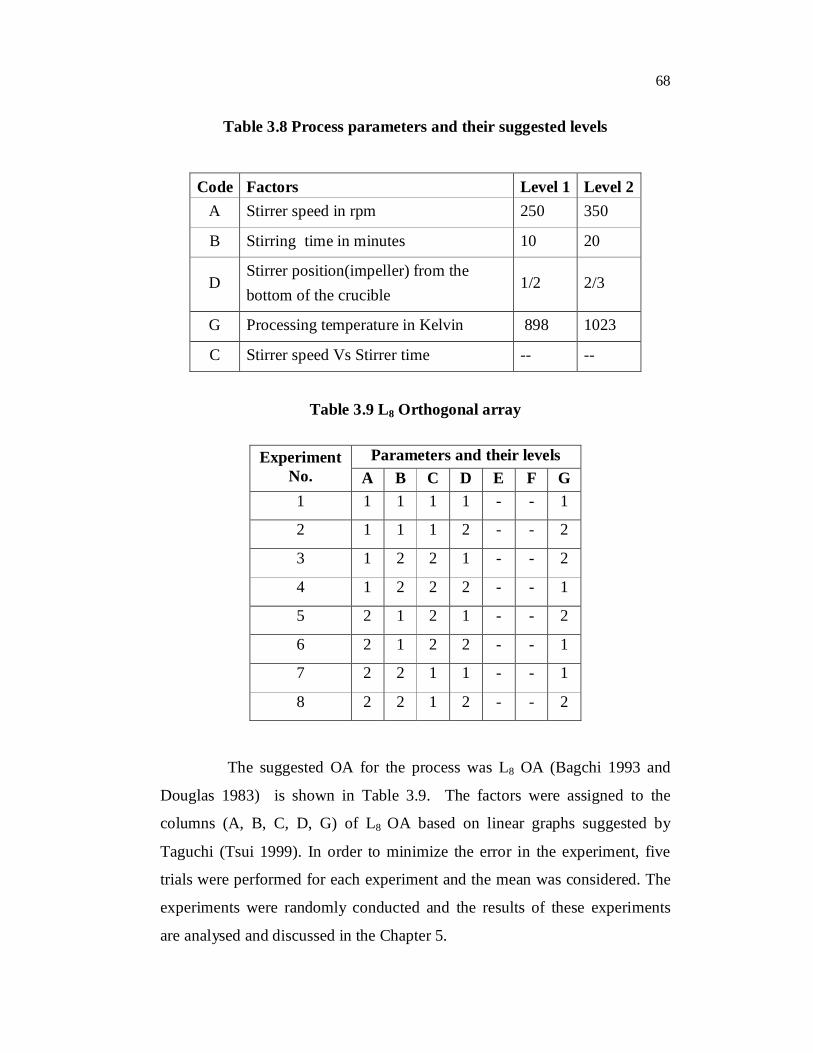
The microstructures were obtained photographically, by the use of Metallurgical Microscope with a built-in camera. The Scanning Electron Microscope (SEM) was also used to examine and characterize the fine scale topography and microscopic mechanisms governing the fracture, at higher magnification. 3.5 OPTIMIZATION OF STIR CASTING PROCESS In order to achieve the optimum properties of the particulate metal matrix composite, the distribution of the reinforcement material in the matrix alloy must be uniform, and the wettability or bonding between these substances should be optimized. The porosity levels need to be minimized, and chemical reactions between the reinforcement materials and the matrix alloy must be avoided. This problem is common to most production routes, including stir casting. The stirring time, stirring speed, the melt temperature, and the type, amount and nature of the particles are some of the important factors. Taguchi experimental methods are now widely used in many industries to minimize the number of experiments to optimize the manufacturing process parameters (Ross 1988 and Taguchi 1996).This approach allows multiple complex properties to be rapidly optimized with minimum number of experiments. Taguchi’s robust design methods incorporate orthogonal arrays (OA) to minimize the number of experiments required in determining the effect of change in process factors upon performance characteristics. The factors affecting the mechanical properties of the materials processed using stir casting were identified through literature survey. These factors and their levels are tabulated in Table 3.8. There were four two level factors with one interaction and the number of degrees of freedom considered was 5 (viz. A, B, C, D, G).
68
Table 3.8 Process parameters and their suggested levels
Code Factors Level 1 Level 2 A Stirrer speed in rpm 250 350
B Stirring time in minutes 10 20
D Stirrer position(impeller) from the bottom of the crucible
1/2 2/3
G Processing temperature in Kelvin 898 1023
C Stirrer speed Vs Stirrer time -- --
Table 3.9 L8 Orthogonal array
Experiment No.
Parameters and their levels A B C D E F G
1 1 1 1 1 - - 1
2 1 1 1 2 - - 2
3 1 2 2 1 - - 2
4 1 2 2 2 - - 1
5 2 1 2 1 - - 2
6 2 1 2 2 - - 1
7 2 2 1 1 - - 1
8 2 2 1 2 - - 2
The suggested OA for the process was L8 OA (Bagchi 1993 and
Douglas 1983) is shown in Table 3.9. The factors were assigned to the
columns (A, B, C, D, G) of L8 OA based on linear graphs suggested by
Taguchi (Tsui 1999). In order to minimize the error in the experiment, five
trials were performed for each experiment and the mean was considered. The
experiments were randomly conducted and the results of these experiments
are analysed and discussed in the Chapter 5.
69
3.6 ALUMINIUM ALLOY (LM4) – ALUMINA SILICATE SHORT
FIBER MMC
Short fiber reinforced MMCs can offer some attractive
combinations of properties and processability. The fibers used in modern
composites have strengths and stiffness levels far above those of traditional
bulk materials. Of course, these materials are not generally usable as fibers
alone, and typically they are impregnated by a matrix material that acts to
transfer loads to the fibers, and also to protect the fibers from abrasion and
environmental attack. The matrix dilutes the properties to some degree, but
even so very high specific (weight-adjusted) properties are available from
these materials (Vijian et al 2005). In this work Aluminium LM4 alloy matrix
material was reinforced using Alumina Silicate short fiber pre-form using
squeeze infiltration technique.
3.6.1 Matrix Material (Aluminum Alloy (LM4))
Aluminum alloy LM4 is selected as a matrix material. Its chemical
composition and properties are already given in section 3.4.2.1. The amount
of magnesium content should be very less to avoid formation of spinel
(MgAl2O4) oxide at fiber and matrix material interface.The spinel oxide is an
inter-metallic compound that will reduce the strength of composite.
3.6.2 Reinforcement (Alumina Silicate Short Fiber)
In this work Alumina silicate short fiber pre-forms are used as
reinforcemnt material. Pre-forms are porous and rigid materials made of short
fiber or both (hybrid) or whiskers. Fiber volume, chemical and physical
characteristics of fiber, fiber orientation and the type of binding materials

70
control the pre-form’s performances. Properties and chemical compostion of
Alumina Silicate Pre-form are shown in Table 3.10.
Table 3.10 Properties and composition of Al2O3- SiO2 Pre-form
Physical properties Chemical Composition %
Colour White Alumina, Al2O3 44
Density 256 Kg/m3 Silica , SiO2 56
Melting point 2033 K others <1
Modulus of rupture 200-250 Mpa Loss of burnable materials after sintering
4-7
Compressive strength 20-40 Mpa Organic materials 3-6
The rigid Pre-form as shown in Figure 3.6 is selected to withstand
the squeeze pressure without under going deformation and at the same time
allowing infiltration of liquid metal.
Figure 3.6 Alumina silicate fiber pre-form

71
3.6.3 Fabrication Procedure for Al2O3-SiO2 Short Fiber Reinforced
MMC
In general for fabricating short fiber reinforced MMC, the following product engineering types are adopted : Infiltration of pre-forms by squeeze casting, vacuum infiltration or Pressure infiltration (Yue et al 1996, Kleiner et al 2002), Reaction infiltration (Morton et al 1994) ), processing of precursor material by stirring the particles in metallic melts followed casting (Yong et al 1999). Of the several methods available ,the pressure infiltration , known as Squeeze Casting, has been identified as the most suitable method near–net shape components . The process which can be termed powder metallurgy and stir casting routes are seen to suffer from the problems of fiber agglomeration, segregation and flotation .There will be no control on distribution of reinforcing phase in the products. Interfacial chemical reactions due to longer exposure to liquid metal is yet another issue. The squeeze casting is free from several issues or the problems are of lesser magnitude and it is the most suitable method for high volume production. Squeeze casting is also known as extrusion casting (squeeze forming and liquid forging). It is developed for getting high quality components .In this method, pressure is applied on the solidifying liquid metal. Due to intimate contact between the casting and the mold, leading to higher rate of heat removal across the metal-mold interface, and premium quality castings are obtained.The steps involved in the process are :
Preparing of fiber pre-form
Preheating of pre-form, die and punch
Pouring the molten metal to the die cavity,
squeezing the molten metal with predetermined pressure and maintaining the same till solidification is complete.
Removal of the casting from the die using ejection pin.

72
(a)
(d) (c)
(b)
Figure 3.7 Concept of direct squeeze casting The experimental set-up is shown in Figure 3.8. A Hydraulic press was used to apply pressure during solidification of the aluminum alloy. The LM 4 aluminum alloy was melted in a tilting type melting furnace and the die was preheated using a ceramic electric heater. The pre-form was preheated and placed in die cavity. After degassing of the melt, maintained at a temperature of above melting point, a metered quantity was poured into the pre-heated die cavity.
Figure 3.8 Experimental setup (a) Hydraulic Press (b) Die punch
arrangement (c) Muffle furnace (d) Temperature controller

73
Whenever pieces of slag got into the die, they plastered themselves
to the die wall and became major surface imperfections and hence all care was
taken to prevent slag from falling into the die. Few seconds were allowed for
formation of thin film of solidified metal all around the die and top surface
which prevents the liquid metal being splashed out on pressurization.
Predetermined pressure was maintained through pre-heated punch till the
solidification was completed. Then, punch was withdrawn and the casting was
separated from the die. The experiment was carried out for rectangular cast
slab of dimensions 150×100×25mm.
Tensile specimen
3.7 OPTIMIZATION OF SQUEEZE CASTING PROCESS
Though several research works applying Taguchi methods on die
cast components have been reported in literature, it appears that very limited
works has been carried out for optimization of squeeze cast infiltrated
composites. On considering the importance of optimization of process
parameters for producing metal matrix composites, Taguchi method was
applied to find the optimal set of control parameters for squeeze infiltration of
LM4 aluminum alloy on the Alumina silicate (Al2O3-SiO2) pre-form. The factors affecting the mechanical properties of the materials processed using
squeeze casting were identified through trial runs and literature survey.
3.7.1 Squeeze Casting Process Parameters
The parameters that affect squeeze casting have been identified as
1. Melt Temperature (Tm): The aluminum (LM4) is heated about
1073 K above the melting point (1023K) to prevent the molten

74
metal from start solidification at lower temperature .Above 1073 K temperature hydrogen gas entrapment in the molten
starts increasing .So above 1073 K temperature heating is limited for composite fabrication.
2. Die Preheating temperature (Td): The die and punch is heated about 473-573 K. The temperature below 473K will lead to
rapid solidification on die punch wall surfaces. The temperature above 573K will slow down the cycle time of
squeeze casting process and also more temperature will lead to
less component quality .The temperature above 573K will lead to oxidation on outside of die and punch surfaces.
3. Squeezing pressure (P): The applied pressure plays most
important role in squeeze casting. Pressure below 5 MPa will lead to improper infiltration. So this pressure range was found
on trial and error basis.
4. Pre-form preheating temperature (Tp): The pre-form preheating temperature should be more than matrix material
pouring temperature .The preheating temperature should be
more than 1123K and less than 1173K.Because more than 1173K temperature pre-form will get change in size and shape
i.e pre-form will get compressed above 1173K. If Tp is less
than 1123K temperature, infiltration will stop at top surface of pre-form itself, lead to improper infiltration.
5. Solidification Time (ts):This is the time in between the
starting point for applying pressure on molten metal and
releasing pressure on molten metal .This time is normally 3 to
5minutes .This range Solidification Time was determined by trial and error method .If it is less than 3 minutes it will lead
to improper infiltration and loss of molten metal.

75
These factors and their levels are tabulated in Table 3.11. There
were five two levels factors with two interactions (Melting temperature vs Die
preheating temperature and Squeezing Pressure Vs Pre-form preheating
temperature) and the number of degrees of freedom considered was seven
(viz. A, B, D, H ,O ,C ,L).
Table 3.11 Process parameters and their suggested interactions and levels
Code Factors Level 1 Level 2 A Melting temperature in K 1023 1073
B Die preheating temperature in K 473 573
D Squeezing Pressure in MPa 5 15
H Pre-form preheating Temperature in K 1123 1173
O Solidification Time in minute 3 5
C Melting temperature Vs Die preheating temperature -- --
L Squeezing Pressure Vs Pre-form preheating Temperature
-- --
The suggested Orthogonal Array (OA) for the process was L16 OA
and this is shown in Table 3.12. The factors were assigned to the columns (A,
B, C, D, H, L and O) of L16 OA based on linear graphs suggested by Taguchi.
In order to minimize the error in the experiment, five trials were performed
for each experiment and the mean was considered. The observations and
findings of the research work on the effect of process parameters on the
tensile and impact behaviour of Aluminium Alloy (LM4)-Alumina Silicate
SFMMC are discussed in Chapter 5.

76
Table 3.12 L16 Orthogonal array
Experiment No.
Levels of factors
A B C D E F G H I J K L M N O
1 1 1 1 1 - - - 1 - - - 1 - - 1
2 1 1 1 1 - - - 2 - - - 2 - - 2
3 1 1 1 2 - - - 1 - - - 2 - - 2
4 1 1 1 2 - - - 2 - - - 1 - - 1
5 1 2 2 1 - - - 1 - - - 1 - - 2
6 1 2 2 1 - - - 2 - - - 2 - - 1
7 1 2 2 2 - - - 1 - - - 2 - - 1
8 1 2 2 2 - - - 2 - - - 1 - - 2
9 2 1 2 1 - - - 1 - - - 1 - - 2
10 2 1 2 1 - - - 2 - - - 2 - - 1
11 2 1 2 2 - - - 1 - - - 2 - - 1
12 2 1 2 2 - - - 2 - - - 1 - - 2
13 2 2 1 1 - - - 1 - - - 1 - - 1
14 2 2 1 1 - - - 2 - - - 2 - - 2
15 2 2 1 2 - - - 1 - - - 2 - - 2
16 2 2 1 2 - - - 2 - - - 1 - - 1