Chapter 3 Changing the Properties of Metals 3 Changing the...1/26/2011 1 Alessandro Anzalone Ph...
28
1/26/2011 1 Alessandro Anzalone Ph D Alessandro Anzalone, Ph.D. Hillsborough Community College Brandon Campus 1. Heating and Cooling of Metals 2. The Iron-Carbon Phase Diagram 2. The Iron Carbon Phase Diagram 3. Nonferrous Phase Diagrams 4. Principles of Heat Treating 5. Heat Treating Ferrous Metals 6. Solution Heat Treating and Precipitation Hardening (Hardening Nonferrous Metals) 7. Strengthening by Plastic Deformation and Alloying 8. Annealing 9. Heating Equipment 10. References
Transcript of Chapter 3 Changing the Properties of Metals 3 Changing the...1/26/2011 1 Alessandro Anzalone Ph...

1/26/2011
1
Alessandro Anzalone Ph DAlessandro Anzalone, Ph.D.
Hillsborough Community College
Brandon Campus
1. Heating and Cooling of Metals2. The Iron-Carbon Phase Diagram2. The Iron Carbon Phase Diagram3. Nonferrous Phase Diagrams4. Principles of Heat Treating5. Heat Treating Ferrous Metals6. Solution Heat Treating and Precipitation Hardening
(Hardening Nonferrous Metals)7. Strengthening by Plastic Deformation and Alloying8. Annealing9. Heating Equipment10. References

1/26/2011
2
Temperature versus Time Curves
Temperature versus Time Curves
1/26/2011
3
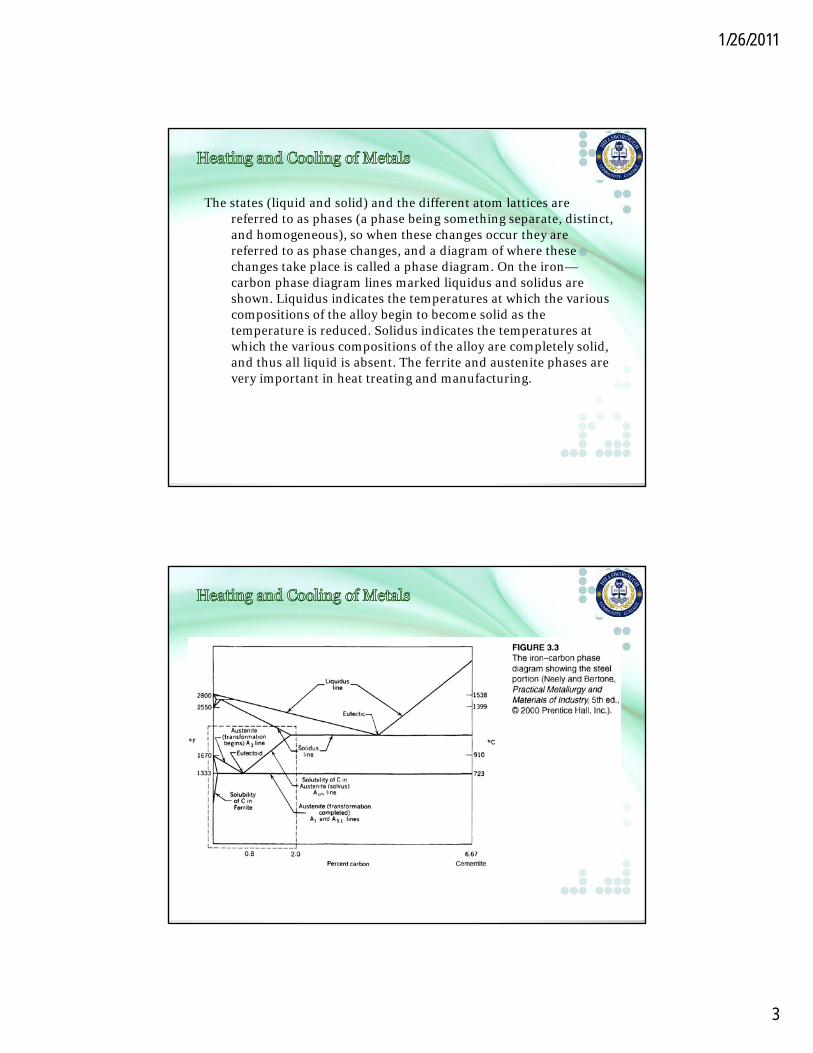
The states (liquid and solid) and the different atom lattices are referred to as phases (a phase being something separate, distinct, and homogeneous), so when these changes occur they are
f d t h h d di f h th referred to as phase changes, and a diagram of where these changes take place is called a phase diagram. On the iron—carbon phase diagram lines marked liquidus and solidus are shown. Liquidus indicates the temperatures at which the various compositions of the alloy begin to become solid as the temperature is reduced. Solidus indicates the temperatures at which the various compositions of the alloy are completely solid, and thus all liquid is absent. The ferrite and austenite phases are q pvery important in heat treating and manufacturing.

1/26/2011
4
Fe-Fe3C Phase Diagram, Materials Science and Metallurgy, 4th ed., Pollack, Prentice-Hall, 1988

1/26/2011
5
http://www.azom.com/work/pAkmxBcSVBfns037Q0LN_files/image003.gif
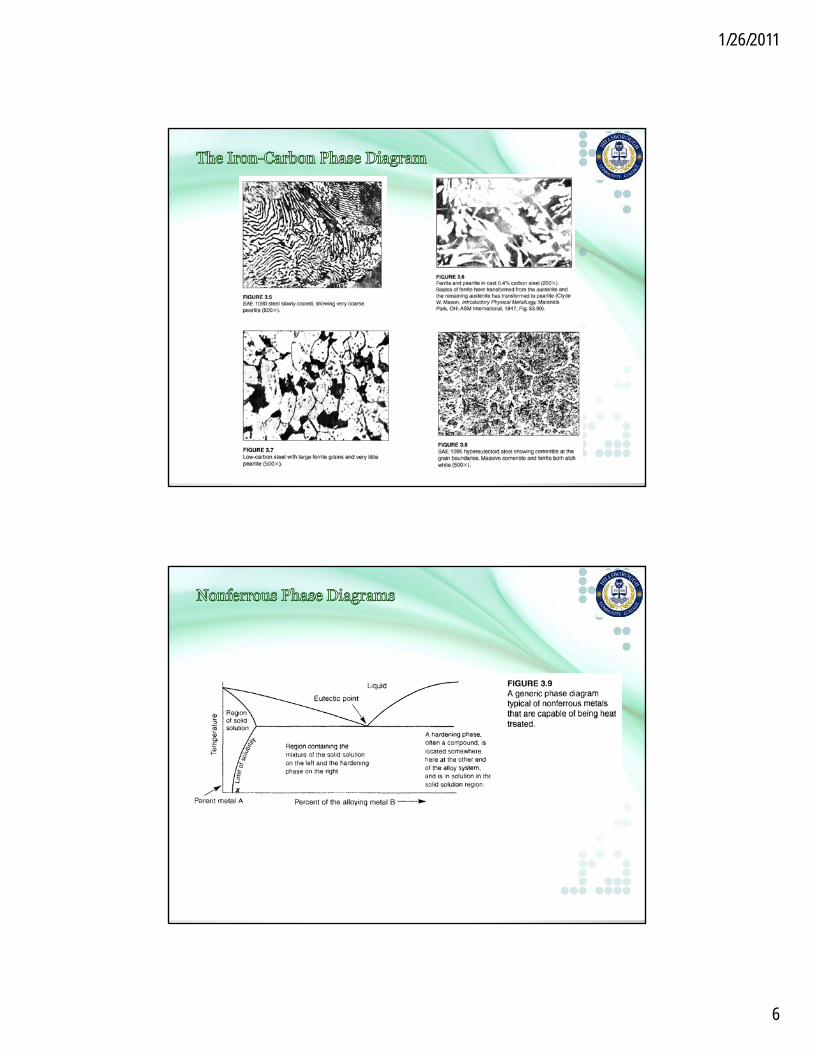
Eutectic The root of this word means the lowest melting point. In Figure 3.4 the lowest melting point can be seen at 4.3 percent carbon, and this point is identified as the eutectic in Figure 3.3. A
t ti b th t t l i l d i th ll eutectic can occur because the two metals involved in the alloy system lack complete solubility; that is, they have partial solubility, which also means they are partially insoluble.
Eutectoid This word has the same root as eutectic but now refers to metals that are solids, so instead of being the lowest melting point it is the lowest temperature at which one solid phase transforms into other solid phases. The eutectoid also occurs pbecause of insolubility, and in Figure 3.4 it can be seen that the single-phase austenite transforms into two phases, ferrite and cementite.
1/26/2011
6

1/26/2011
7
Heat treating is generally identified with processes in which a metal is heated to an elevated temperature from which it is cooled very rapidly, and in the process the metal somehow gets harder and stronger. But what is really going on?what is really going on?
The phase diagrams of Figures 3.3 and 3.9 tell us what happens when the various compositions of alloys are heated or cooled under “equilibrium” conditions; for our purposes we can interpret equilibrium to mean that the alloys are heated or cooled very slowly. If, instead of cooling slowly, say we cool very rapidly by quenching in water, what can the phase diagram tell us? If our attempts at cooling are completely successful, we will retain at room temperature whatever phase existed at the higher temperature. That is, we will have made the metal do something that by its original nature it was not supposed to do. Thus, for Figure 3.3 if we heat a steel (iron with 2 percent or less of carbon) into the austenite range and then quench it we will have austenite at room temperature containing much more carbon than iron should at that temperature. Note that the ferrite phase that normally exists at room temperature contains almost zero carbon.
http://www.sv.vt.edu/classes/MSE2094_NoteBook/96ClassProj/examples/icnew2.gif
http://www.technoforgeindia.com/Quality_clip_image007.jpg

1/26/2011
8
http://www.azom.com/work/pAkmxBcSVBfns037Q0LN_files/image004.gif
Hardening Steels
Plain carbon steel contains no alloying elements other than carbon and small percentages of elements such as manganese that are necessary in steel percentages of elements such as manganese that are necessary in steel manufacture. It is used for knives, files, and fine cutting tools such as wood chisels because it will hold a keen edge. The hardness and strength of alloy steels is determined by the carbon they contain, and other elements contribute properties to the steel such as corrosion resistance, and high- or-low- temperature strength. One of the major reasons for using alloying elements is to gain hardenability, or as the word suggests, the ability to become hard. When alloying elements are added they usually slow down the rate at which austenite can change into the softer products that result from cooling, for example, pearlite. The effect of the alloy- ing elements is to move the TTT diagram to the right, giving the steel the time needed to cool to the Ms temperature and transform to martensite.

1/26/2011
9
The process of hardening steel is carried out in two operations. The first step is to heat the steel to a temperature that is slightly above the A3 and A3,1 lines on the iron—carbon phase diagram. This operation is called austenitizing by metallurgists. The austenitized steel (FCC crystal austenitizing by metallurgists. The austenitized steel (FCC crystal structure) contains all the carbon in the interstices (spaces or voids in the lattice structure). The second step is to cool the red-hot metal so quickly that it has no opportunity to transform into softer microstructures but still holds the carbon in solution in the austenite. This operation is called quenching. Quenching media, such as brine, tap water, fused salts, oil, and air, all have different cooling rates. Slower cooling is necessary for tool steels, and rapid rates are needed for plain carbon steel. Rapid quenching can produce cracking in thicker sections and therefore is normally used on small or thin sections with low mass and for plain carbon steels.

1/26/2011
10

1/26/2011
11
Hardening Cast Irons
In Figure 3.4 it can be seen that in the cast iron region, above the A31 transformation line, is an area containing austenite. This austenite can transformation line, is an area containing austenite. This austenite can be cooled slowly to form pearlite, or rapidly to form martensite. Thus, all the forms of cast iron (white, gray, ductile, malleable) can be produced with the same options as steels. Austenite can also be cooled on a path that will hold it above the Ms temperature and allow it to transform to bainite. This process is known as austempering and a currently popular form of cast iron is ADI, or austempered ductile iron.
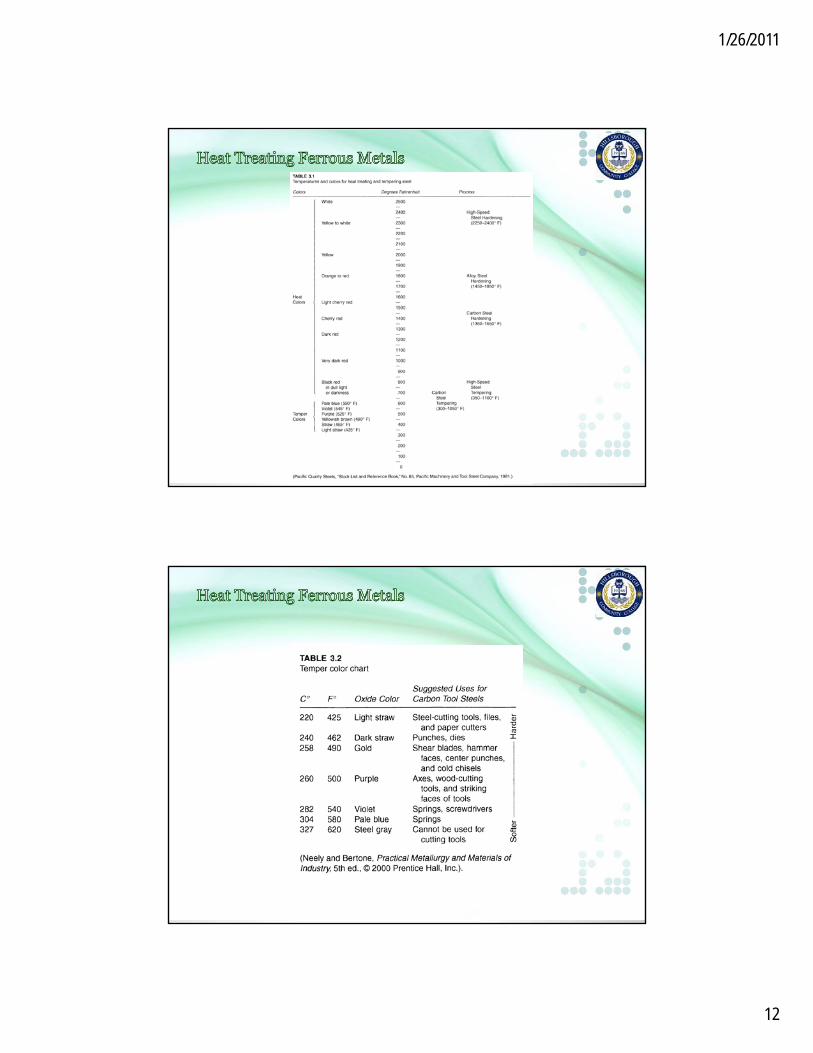
Tempering
Martensite, whether in a carbon or alloy steel, is very brittle until it is tempered. A tool that is hardened and not tempered will break in pieces tempered. A tool that is hardened and not tempered will break in pieces when first used. Tempering involves reheating the hardened steel to a much lower temperature than that used for hardening, but it is more than just a low-temperature anneal. During tempering some of the carbon leaves the BCT martensite lattice and forms a complex carbide. In this process the steel loses some of its hardness, depending on the temperature, and gains toughness, reducing brittleness. The higher the tempering temperature used, the softer the metal becomes. Oxide colors that form on the clean surfaces of steel in a given temperature range show heat treaters the approximate temperature of the metal. This color method of tempering was used by black- smiths to determine the temperature before they plunged the part into a water tank to stop the heating action. It is still used to some extent in small shops, but more exact methods are used in the manufacturing of heat-treated steel parts.
1/26/2011
12

1/26/2011
13
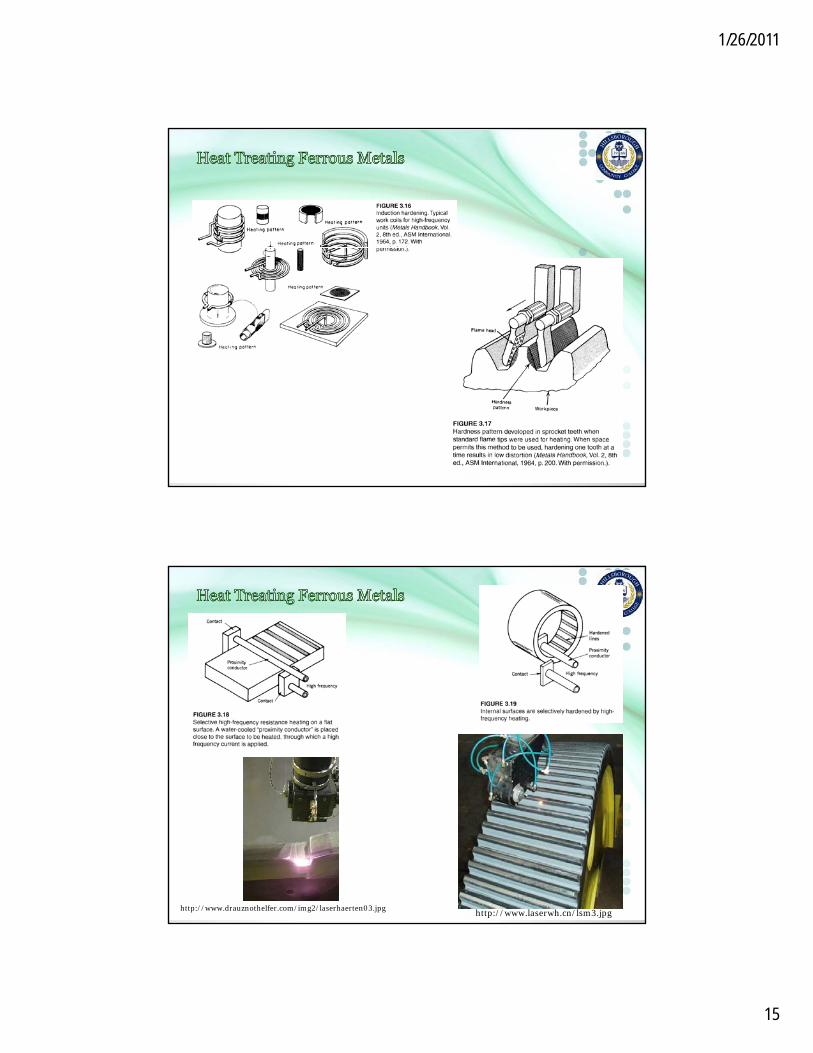
Surface Hardening
Often, it is desirable to harden only the outer surface of a steel part, or to surface harden it to create a hard case around a softer core. A gear, for surface harden it to create a hard case around a softer core. A gear, for example, needs to be hard on its surface to resist wear but tough and impact-resistant in its interior so it can resist sudden and repetitive loads. There are two basic approaches to meeting this requirement: (1) adding carbon at the surface of an otherwise low carbon steel to change the chemistry of the surface and then heat treating the whole gear or (2) starting with sufficient carbon in the steel to achieve the hardness required and heat treating only the outer surface. In the first method the surface chemistry of the steel is changed, and in the second it is selectively heat treated.
Changing the Surface Chemistry. Carburization has been used for many years as a means of raising the car- bon content of the surface. This is done by diffusing carbonaceous or nitrogenous substances into the surface followed by heating and quenching in most cases. Some of the surface followed by heating and quenching in most cases. Some of these processes are carburizing, nitriding, carbonitriding, and cyaniding. Low-carbon steel can be carburized and surface hardened to a depth of about 0.003 in. by heating it with a torch to about 17000 F (927° C) and rolling it in a carbon compound such as Kasenit® followed by reheating and water quenching. In order to harden to 1/16 in. deep, the part must be packed in the carburizing compound and held at that temperature for about 8 hours. Nitriding produces a harder case with a lower temperature and less distortion. Other methods produce a more uniform, harder case than carburizing in a shorter time. Some of the disadvantages to these methods of surface hardening are that the entire part must often be heated and quenched, altering its entire chemical structure. Rising energy costs and the need for increased production efficiency have brought about the development of better surface hardening methods.

1/26/2011
14
http://img.tradeindia.com/fp/0/251/374.jpg
Selective Heat Treating of the Surface. Although induction hardening has been used for many years to harden small parts or the ways on machine tools newer processes make use of this hardening process in a selective manner so that wear surfaces are hardened only in stripes selective manner so that wear surfaces are hardened only in stripes moving progressively along the surface. This is done on flat surfaces, inside cylinders, and for hearing races on shafts. In these quick-heating processes the heated area is self-quenched by the adjacent cold metal, resulting in a shallow hardened area in the form of a line (stripe) or spiral. Electron beam equipment is also capable of producing selectively hardened areas, but it usually is done in a vacuum. Laser systems can operate in ambient conditions for selective heat treating.
1/26/2011
15
http://www.drauznothelfer.com/img2/laserhaerten03.jpg http://www.laserwh.cn/lsm3.jpg

1/26/2011
16
1/26/2011
17
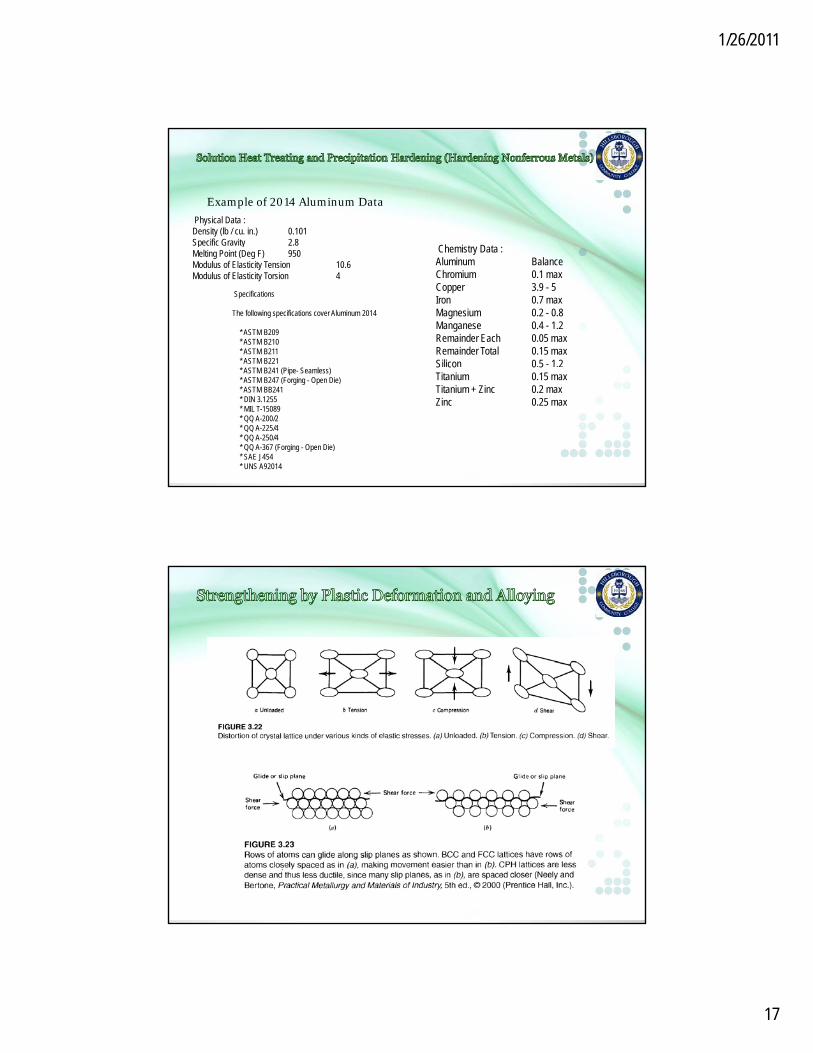
Example of 2014 Aluminum Data
Physical Data : Density (lb / cu. in.) 0.101Specific Gravity 2.8
Chemistry Data : Melting Point (Deg F) 950Modulus of Elasticity Tension 10.6Modulus of Elasticity Torsion 4
Chemistry Data : Aluminum BalanceChromium 0.1 maxCopper 3.9 - 5Iron 0.7 maxMagnesium 0.2 - 0.8Manganese 0.4 - 1.2Remainder Each 0.05 maxRemainder Total 0.15 maxSilicon 0.5 - 1.2
Specifications
The following specifications cover Aluminum 2014
* ASTM B209* ASTM B210* ASTM B211* ASTM B221 S co 0 5
Titanium 0.15 maxTitanium + Zinc 0.2 maxZinc 0.25 max
* ASTM B241 (Pipe- Seamless)* ASTM B247 (Forging - Open Die)* ASTM BB241* DIN 3.1255* MIL T-15089* QQ A-200/2* QQ A-225/4* QQ A-250/4* QQ A-367 (Forging - Open Die)* SAE J454* UNS A92014
1/26/2011
18
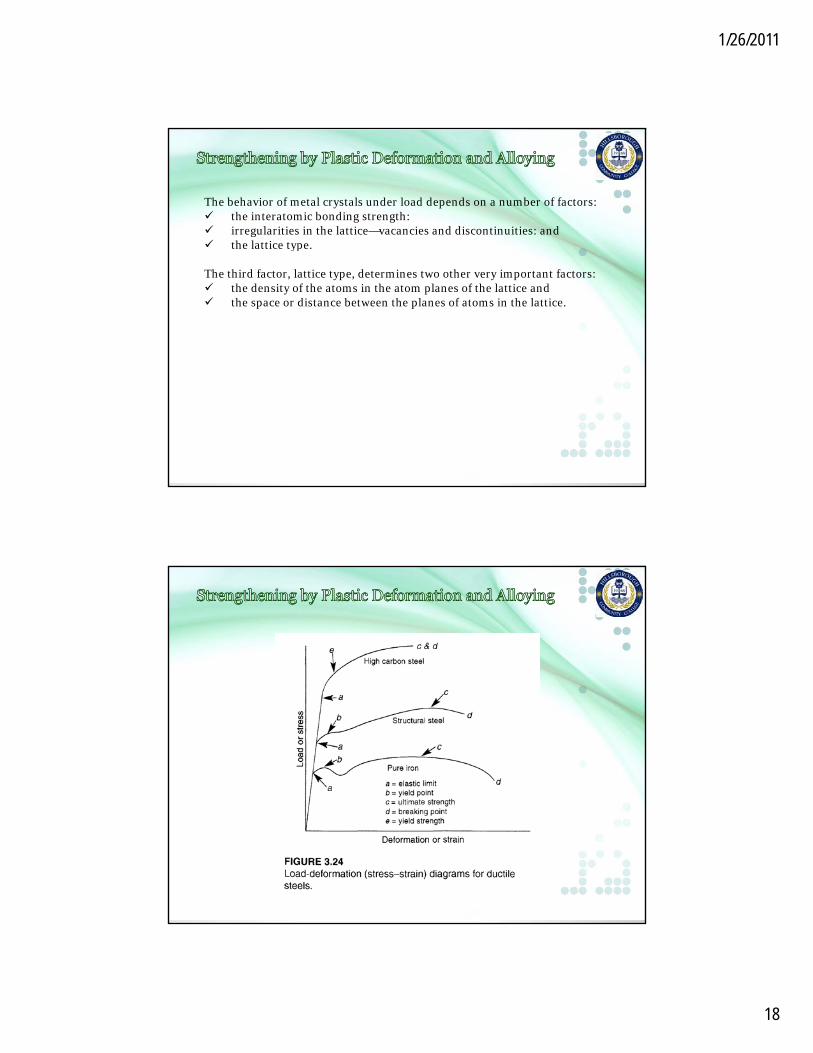
The behavior of metal crystals under load depends on a number of factors: the interatomic bonding strength: irregularities in the lattice—vacancies and discontinuities: and the lattice type.the lattice type.
The third factor, lattice type, determines two other very important factors: the density of the atoms in the atom planes of the lattice and the space or distance between the planes of atoms in the lattice.

1/26/2011
19

1/26/2011
20
Alloying
Metals may also he hardened by blocking the slip planes with atoms of other elements or compounds, by alloying. The diameters of the atoms of two elements or compounds, by alloying. The diameters of the atoms of two metals can vary by as much as ± 14 percent and the two metals will still have some solubility. Although these differences may seem small, the combining of two such atoms in the same lattice can double the strength of the alloy. This phenomenon is referred to as solid solution strengthening. Such an increase is not as dramatic as what can he accomplished with heat treating, but alloying can still improve properties enough to make some alloys useful as engineering materials.
The term annealing refers to any one of several thermal processes: stress relieving, process annealing, normalizing, full annealing, or spheroidizing. In general, the purpose of these processes is to return a metal to a softer, more workable condition than before the treatment. metal to a softer, more workable condition than before the treatment. Compared with heat treating annealing involves much slower cooling rates; in effect it is the opposite of heat treating. It should be appreciated that metals do not have to undergo one of these controlled thermal treatments for the effects to occur. That is, if a part is heated to cure an epoxy adhesive, and the temperature and time are sufficient, then the part can experience stress relief. Also, a heat-treated part may be fully annealed if it is welded.
Metals go through three stages in turn as they are heated at increasing temperatures: stress relief, recrystallization, and grain growth. These stages occur in all metals, ferrous and nonferrous. We shall therefore consider these stages first and then apply that knowledge to special applications with ferrous metals including normalizing, full annealing, and spheroidizing.
1/26/2011
21
Stress ReliefAs its name suggests the stress relief process requires that the metal has
experienced a forming or heating process (for example, welding) that has left behind stresses that are called residual stresses. Such stresses has left behind stresses that are called residual stresses. Such stresses are not the stresses that produced the plastic deformation of a rolling or forging process, for example, but rather these are elastic stresses left residing in the metal by these operations.
Stress relief is often needed for castings and weldments. Large welded structures such as tanks are sometimes stress relieved by covering them on the outside with thermal insulation blankets and heating them on the inside with propane burners.
Thermal stress relief is preferred for most manufacturing processes; however, vibratory stress relief (VSR) is often used for cast or welded structures that are too large to fit into a heat-treat furnace. To use VSR effectively, there must be
1. loading of a structure by means of resonance by close control of a vibrator’s frequency,
2. proper instrumentation to display the pertinent VSR data.
RecrystallizationRecrystallization takes place when cold-worked metals are heated to their
specific recrystallization temperatures. The stored energy from cold working combines with the heat energy of the annealing furnace, working combines with the heat energy of the annealing furnace, enabling small nucleating sites to form that contain unstrained atom lattices. With time additional atoms form up on these lattices, and gradually the whole cold-worked structure is replaced with a new “recrystallized” structure. Because the number of nucleating sites is determined by the amount of cold work, highly cold worked metals will have the smaller grains after annealing.

1/26/2011
22
The following factors are important in recrystallization:1. A minimum amount of deformation is necessary for
recrystallization to occur, regardless of the temperature.2. Similarly, a minimum temperature is required for recrystallization 2. Similarly, a minimum temperature is required for recrystallization
to occur regardless of the amount of cold work present.3. The larger the grain size before cold working the greater the
amount of cold work, or temperature, is required to cause a given amount of recrystallization.
4. Increasing the time of anneal decreases the tempera- ture necessary for recrystallization.
5. The recrystallized grain size depends mostly on the degree of deformation and, to some extent, on the annealing temperature.
6. Continued heating after recrystallization (re-forming of grains) is complete increases the grain size.
7. The higher the temperature at which the cold work is done, the larger the amount of deformation required to cause an equivalent percentage of cold work.
1/26/2011
23
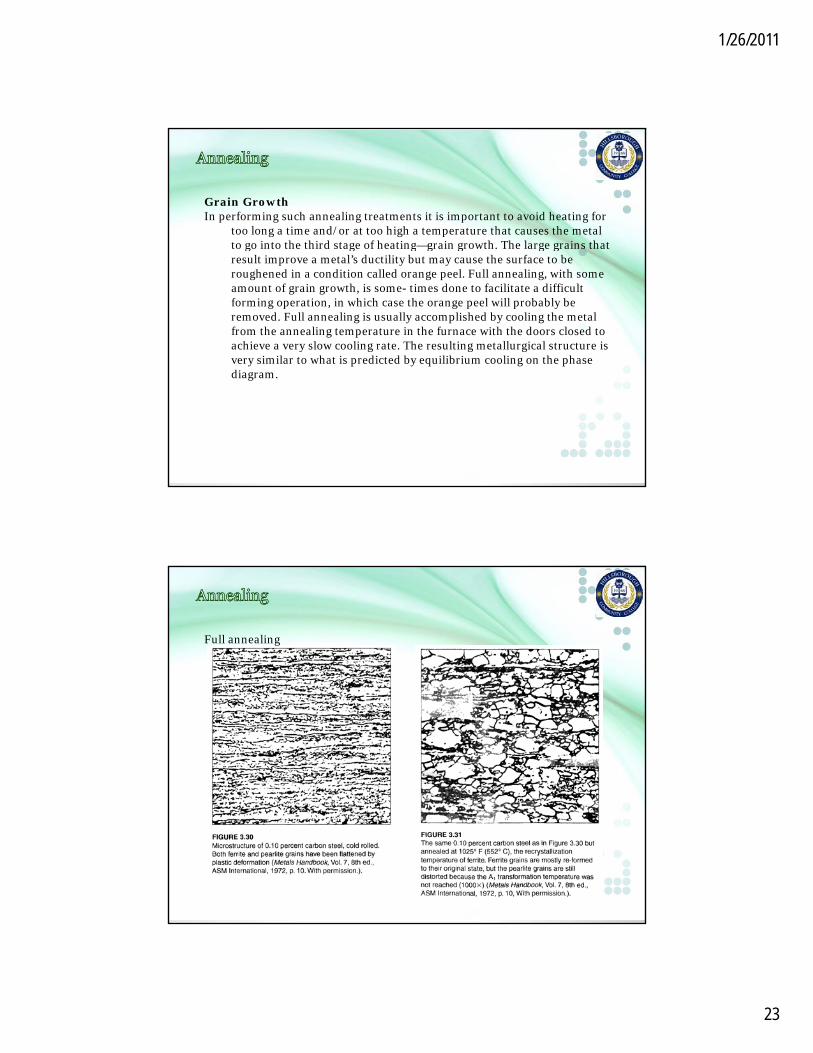
Grain GrowthIn performing such annealing treatments it is important to avoid heating for
too long a time and/or at too high a temperature that causes the metal to go into the third stage of heating—grain growth. The large grains that to go into the third stage of heating grain growth. The large grains that result improve a metal’s ductility but may cause the surface to be roughened in a condition called orange peel. Full annealing, with some amount of grain growth, is some- times done to facilitate a difficult forming operation, in which case the orange peel will probably be removed. Full annealing is usually accomplished by cooling the metal from the annealing temperature in the furnace with the doors closed to achieve a very slow cooling rate. The resulting metallurgical structure is very similar to what is predicted by equilibrium cooling on the phase diagram.
Full annealing
1/26/2011
24
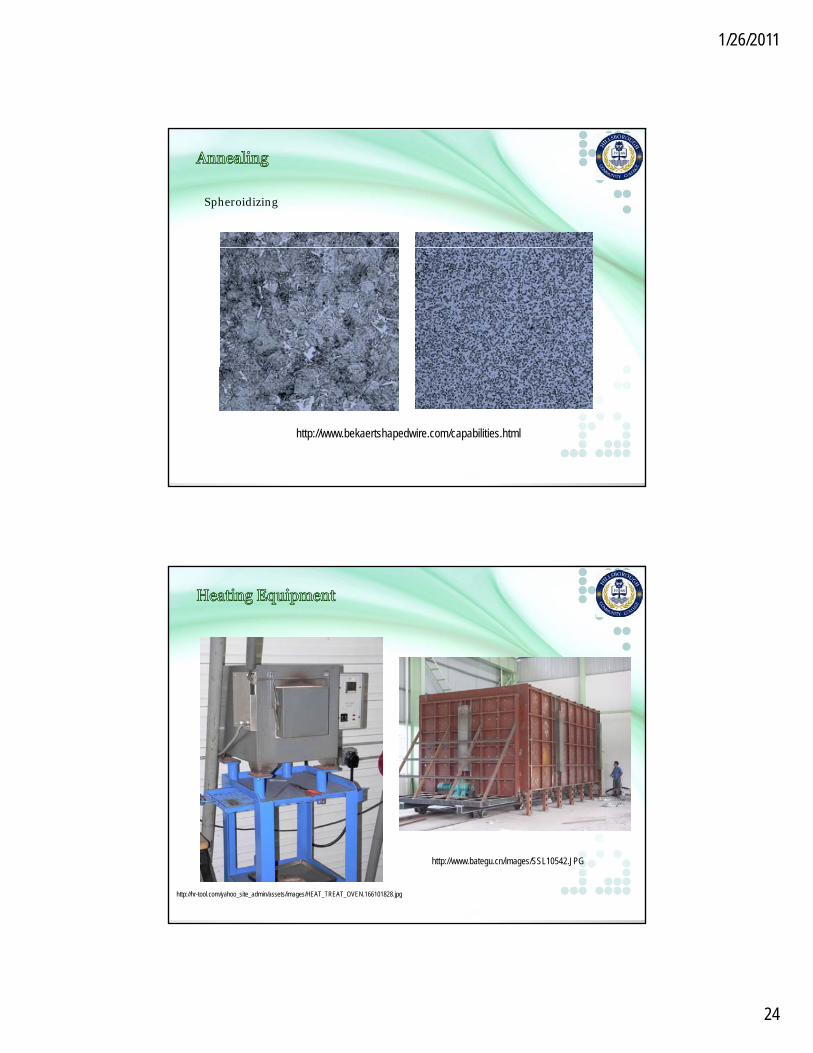
Spheroidizing
http://www.bekaertshapedwire.com/capabilities.html
http://hr-tool.com/yahoo_site_admin/assets/images/HEAT_TREAT_OVEN.166101828.jpg
http://www.bategu.cn/images/SSL10542.JPG

1/26/2011
25
http://img.directindustry.com/images_di/photo-g/salt-bath-furnace-36594.jpg
http://product-image.tradeindia.com/00074169/b/0/Electrode-Salt-Bath-Furnace.jpg
http://www.heattreatfurnaces.com/unique/forcedconvection.jpg

1/26/2011
26
http://www.secowarwick.com/alumsht/bulletins/rollerhearthimage.jpg
http://img.directindustry.com/images_di/photo-g/paternoster-furnace-352728.jpg
http://img.directindustry.com/images_di/photo-g/aluminum-heat-treatment-bell-type-furnace-396269.jpg

1/26/2011
27
http://web.tradekorea.com/upload_file/prod/emp/2008/oimg_GC00030132_CA00030133.jpg http://www.wva.army.mil/Images/manufacturing/DSCN5810.JPG
1. R Gregg Bruce, William K. Dalton, John E Neely, and Richard R Kibbe, , Modern Materials and Manufacturing Processes, Prentice Hall, 3rd edition, 2003, ISBN: 9780130946980
2. http://www.azom.com/default.asp3. http://www.suppliersonline.com/propertypages/2014.asp
1/26/2011
28
Alessandro Anzalone Ph DAlessandro Anzalone, Ph.D.
Hillsborough Community College
Brandon Campus