CHAPTER 2 LITERATURE REVIEW - Shodhgangashodhganga.inflibnet.ac.in/bitstream/10603/24222/7/07... ·...
33
10 CHAPTER 2 LITERATURE REVIEW Coverage of literature includes organic cotton, organic cotton textile standard, scope of biotechnology and enzyme applications in textile wet processing. This chapter also discusses the previous researchers involved in production and characterization of various enzymes such as alpha amylase, lipase, protease, pectinase and cellulase, with various factors that influence the growth of microbes and yield of enzymes. Application of these enzymes on cotton fabric for desizing, scouring and bleaching, their influence on structure and properties of cotton fibres and fabrics have discussed. Single stage process using combinations of various enzymes in the above process made by researchers have also been highlighted in this chapter. Importance and significance of ultrasonic and aerodynamic techniques for enhancement of enzyme reactions on the cotton fabrics have been discussed for ecofriendly processing of cellulosic materials. 2.1 ORGANIC COTTON Organic cotton is grown in subtropical countries such as United States, China, India, Pakistan, Republic of Uzbekistan, Brazil, Australia, Egypt, Argentina, Turkey, Greece and Syria, from non genetically modified plants. Organic cotton originates from organic agriculture and is grown without the use of any synthetic agricultural chemicals such as fertilizers or pesticides. Its production also promotes and enhances biodiversity and biological cycles. Organic cotton is currently being grown successfully in many countries; the largest producers (as of 2011) are United States, Turkey,
Transcript of CHAPTER 2 LITERATURE REVIEW - Shodhgangashodhganga.inflibnet.ac.in/bitstream/10603/24222/7/07... ·...
10
CHAPTER 2
LITERATURE REVIEW
Coverage of literature includes organic cotton, organic cotton
textile standard, scope of biotechnology and enzyme applications in textile
wet processing. This chapter also discusses the previous researchers involved
in production and characterization of various enzymes such as alpha amylase,
lipase, protease, pectinase and cellulase, with various factors that influence
the growth of microbes and yield of enzymes. Application of these enzymes
on cotton fabric for desizing, scouring and bleaching, their influence on
structure and properties of cotton fibres and fabrics have discussed. Single
stage process using combinations of various enzymes in the above process
made by researchers have also been highlighted in this chapter. Importance
and significance of ultrasonic and aerodynamic techniques for enhancement
of enzyme reactions on the cotton fabrics have been discussed for ecofriendly
processing of cellulosic materials.
2.1 ORGANIC COTTON
Organic cotton is grown in subtropical countries such as United
States, China, India, Pakistan, Republic of Uzbekistan, Brazil, Australia,
Egypt, Argentina, Turkey, Greece and Syria, from non genetically modified
plants. Organic cotton originates from organic agriculture and is grown
without the use of any synthetic agricultural chemicals such as fertilizers or
pesticides. Its production also promotes and enhances biodiversity and
biological cycles. Organic cotton is currently being grown successfully in
many countries; the largest producers (as of 2011) are United States, Turkey,
11
India and China. The strategy of organic cotton production in global status is
forecasted that the need of organic cotton may be increased to 20% higher in
the 2012-13.
2.2 ORGANIC TEXTILE STANDARD
The Global Organic Textile Standard (GOTS) was developed by
the International Working Group on the Global Textile Standard as part of the
International Conference on Organic Textiles (INTERCOT). The Global
Organic Textile Standard (GOTS) is emerged as a result of a technical
harmonization procedure for organic cotton processing. During last few years
GOTS has become the leading organic textile processing standard in spinning,
weaving and textile wet processing (Rakesh Goyal 2009). The sizing of
organic cotton fabric recommended by the GOTS is natural sizing agents such
as maize, potato starch and thin boil starch, and in case of synthetic binders
such as PVA – polyvinyl alcohol and CMC – carboxyl methyl cellulose can
be used. In case of scouring of organic cotton fabric may be with mild alkali
or prefer to go with biochemical method or go with enzyme technology. In
case of bleaching of organic cotton fabric may use hydrogen peroxide or
biochemical method of handling with safe and ecofriendly chemicals.
2.3 APPLICATIONS OF ORGANIC COTTON
Organic cotton is not only better for our bodies but better for
environment. It makes a world of difference in the health and comfort of
people, especially those with allergies, asthma, or multiple chemical
sensitivities (Nallankilli 1992). Some of applications of organic cotton in
textile and apparels are T-shirts, Shirts, Trousers, Underwear, Vests, Socks,
Baby wear, Towels, Bathrobes, Denim, Bed-sheet, Napkins and Diapers.
Applications of organic cotton in medical textiles are wound dressing,
surgical clothing’s, stockings, hygienic and healthcare dressings etc.
12
2.4 BIOTECHNOLOGY – SCOPE AND IMPORTANCES
Biotechnology, in pure scientific term, is defined as “Application of
biological organisms, systems and processes to manufacturing and processing
industries”. A bioprocess is any process that uses complete living cells or
their components (e.g., bacteria, enzymes, chloroplasts) to obtain desired
products. It also offers the potential for new industrial processes that requires
less energy and are based on renewable raw materials (Gubitz and Cavaco-
Paulo 2001; Opwis et al 2006). It is important to note that biotechnology is
not just concerned with biology, but it is a truly interdisciplinary subject
involving the integration of natural and engineering sciences (Tyndall 1996).
Defining the scope of biotechnology is not easy because it overlaps with so
many industries, such as the chemical industry and food industry being
majors, but biotechnology has found many applications in textile industry
also, especially in genetic engineering, textile processing and effluent
management (Emilia Csiszar et al 1998; Traore and Buschle-Diller 2000).
2.4.1 Enzyme Structures and Mechanisms
Enzymes are generally globular proteins and range from 62 amino
acid residues in size. Most of the enzymes are much larger than the substrates,
they act on and only a small portion of the enzyme (around 3–4 amino acids)
is directly involved in catalysis (Carlier 2001). The region that contains these
catalytic residues, binds the substrate and then carries out the reaction is
known as the ‘active site’. Enzymes can also contain sites that bind cofactors,
which are needed for catalysis. Some enzymes also have binding sites for
small molecules, which are often direct or indirect products or substrates of
the reaction catalyzed (Alat 2001). This binding can serve to increase or
decrease the enzyme's activity, providing a means for feedback regulation.
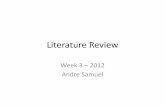
The mechanism of enzyme catalysis is shown in Figure 2.1.

13
Figure 2.1 Mechanism of enzyme catalysis
The active site continues to change until the substrate is completely
bound, at which point the final shape and charge is determined (Etters and
Anis 1998).
2.4.2 Enzyme Kinetics and Their Reactions
The enzyme (E) binds a substrate (S) and produces a product (P).
Enzyme kinetics is the investigation of how enzymes bind substrates and turn
them into products. Enzymatic reactions are having in two stages. In the first
stage, the substrate binds reversibly to the enzyme, forming the enzyme –
substrate complex. This is called as the ‘michaelis complex’. The mechanism
of single substrate enzyme catalytic reaction is shown in Figure 2.2.
Figure 2.2 Mechanism of single substrate enzyme catalytic reaction
Enzymes can catalyze up to several million reactions per second.
Enzyme rates depend on solution conditions and substrate concentration
(Jayam et al 2005). The maximum speed of an enzymatic reaction is based on
the substrate concentration and it reaches until a constant rate of product
14
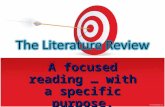
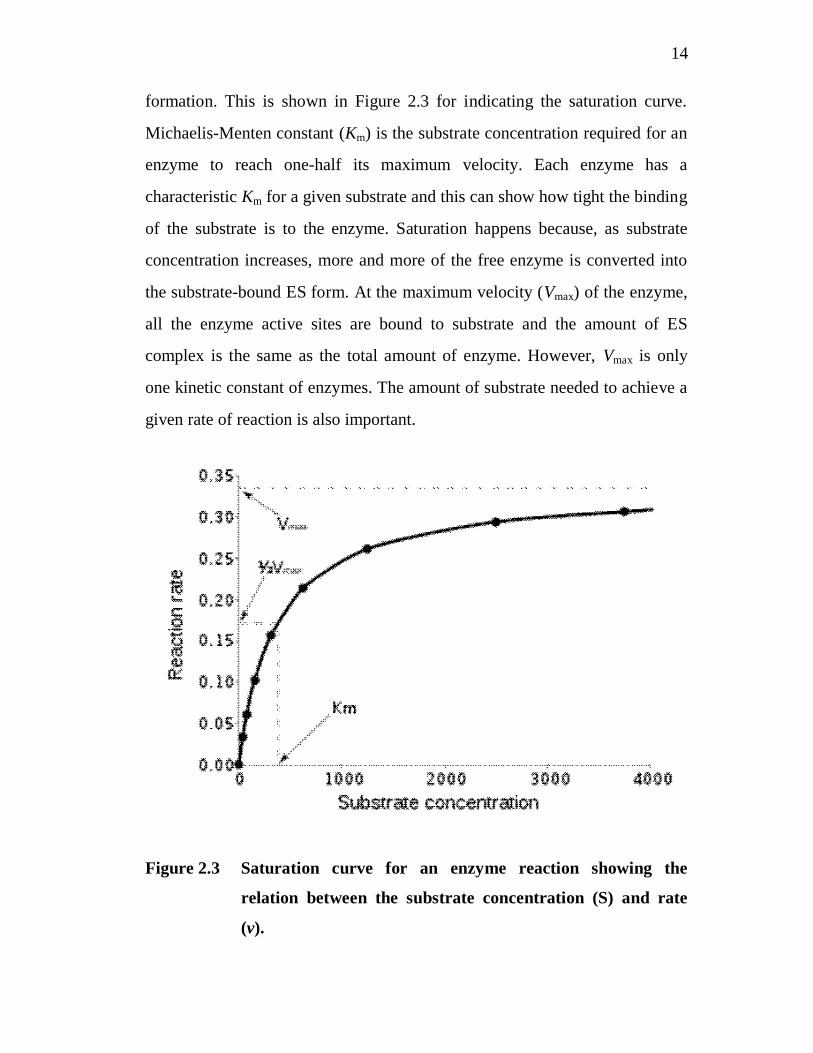
formation. This is shown in Figure 2.3 for indicating the saturation curve.
Michaelis-Menten constant (Km) is the substrate concentration required for an
enzyme to reach one-half its maximum velocity. Each enzyme has a
characteristic Km for a given substrate and this can show how tight the binding
of the substrate is to the enzyme. Saturation happens because, as substrate
concentration increases, more and more of the free enzyme is converted into
the substrate-bound ES form. At the maximum velocity (Vmax) of the enzyme,
all the enzyme active sites are bound to substrate and the amount of ES
complex is the same as the total amount of enzyme. However, Vmax is only
one kinetic constant of enzymes. The amount of substrate needed to achieve a
given rate of reaction is also important.
Figure 2.3 Saturation curve for an enzyme reaction showing the
relation between the substrate concentration (S) and rate
(v).
15
2.5 APPLICATIONS OF ENZYMES IN TEXTILE WET
PROCESSING
Textile processing has benefited greatly in both environmental and
product quality aspects through the use of enzymes. New enzymatic processes
are being developed (cellulase, hemicellulase, pectinase, protease, xylanase,
cutinase and lipase), which offer the potential to replace the use of other
chemicals in textile preparation processes for natural and synthetic materials
(Warke and Chandratre, 2003). Environmental benefits are lower discharge of
chemicals and wastewater and decreased handling of hazardous chemicals for
textile workers. Many R&D works are being under progress in genetically
modified micro-organisms and dyestuffs for the textile field. The use of
enzymes in textile processing and after care is already the best established
example of the application of biotechnology to textiles in the near-to medium-
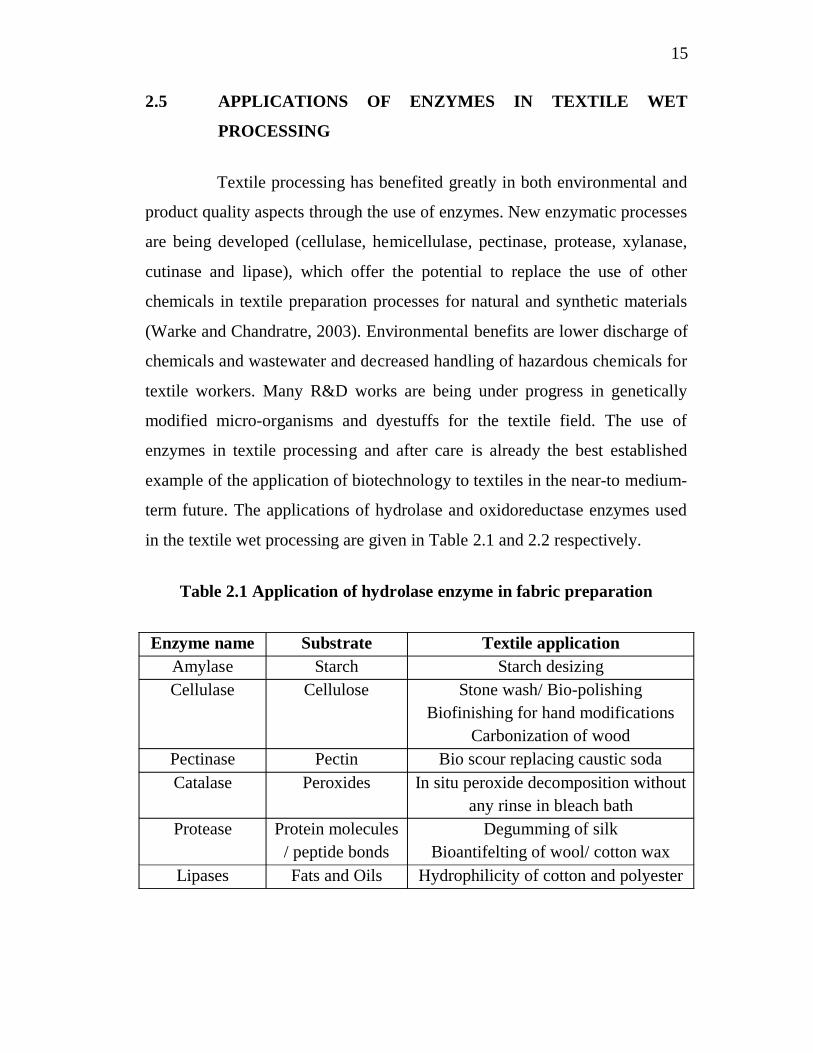
term future. The applications of hydrolase and oxidoreductase enzymes used
in the textile wet processing are given in Table 2.1 and 2.2 respectively.
Table 2.1 Application of hydrolase enzyme in fabric preparation
Enzyme name Substrate Textile applicationAmylase Starch Starch desizingCellulase Cellulose Stone wash/ Bio-polishing
Biofinishing for hand modificationsCarbonization of wood
Pectinase Pectin Bio scour replacing caustic sodaCatalase Peroxides In situ peroxide decomposition without
any rinse in bleach bathProtease Protein molecules
/ peptide bondsDegumming of silk
Bioantifelting of wool/ cotton waxLipases Fats and Oils Hydrophilicity of cotton and polyester
16
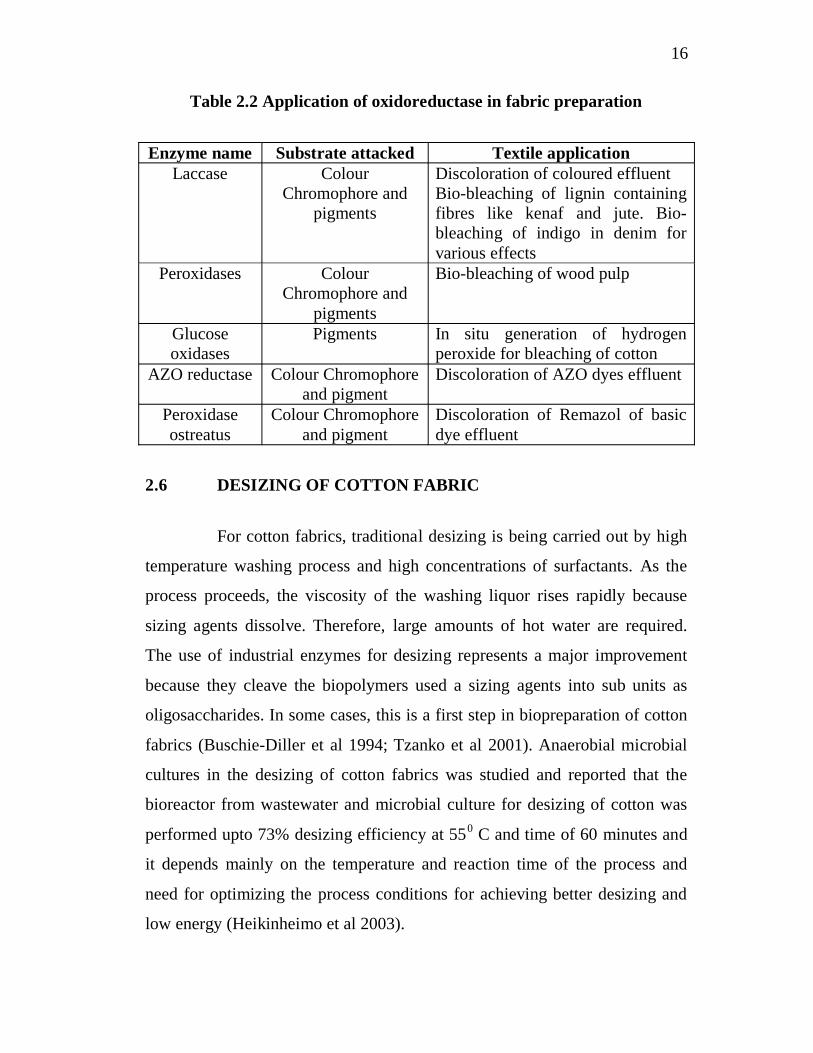
Table 2.2 Application of oxidoreductase in fabric preparation
Enzyme name Substrate attacked Textile applicationLaccase Colour
Chromophore andpigments
Discoloration of coloured effluentBio-bleaching of lignin containingfibres like kenaf and jute. Bio-bleaching of indigo in denim forvarious effects
Peroxidases ColourChromophore and
pigments
Bio-bleaching of wood pulp
Glucoseoxidases
Pigments In situ generation of hydrogenperoxide for bleaching of cotton
AZO reductase Colour Chromophoreand pigment
Discoloration of AZO dyes effluent
Peroxidaseostreatus
Colour Chromophoreand pigment
Discoloration of Remazol of basicdye effluent
2.6 DESIZING OF COTTON FABRIC
For cotton fabrics, traditional desizing is being carried out by high
temperature washing process and high concentrations of surfactants. As the
process proceeds, the viscosity of the washing liquor rises rapidly because
sizing agents dissolve. Therefore, large amounts of hot water are required.
The use of industrial enzymes for desizing represents a major improvement
because they cleave the biopolymers used a sizing agents into sub units as
oligosaccharides. In some cases, this is a first step in biopreparation of cotton
fabrics (Buschie-Diller et al 1994; Tzanko et al 2001). Anaerobial microbial
cultures in the desizing of cotton fabrics was studied and reported that the
bioreactor from wastewater and microbial culture for desizing of cotton was
performed upto 73% desizing efficiency at 550 C and time of 60 minutes and
it depends mainly on the temperature and reaction time of the process and
need for optimizing the process conditions for achieving better desizing and
low energy (Heikinheimo et al 2003).
17
The mechanical properties of synthetic size materials are better than
starch based materials. Among different synthetic sizes, PVA exhibits overall
better performance (Bayard 1983). Sizing is a process used for the application
of a film forming polymer to provide temporary protection to the warp yarns
from abrasive and other types of stresses generated on the weaving machines
in order to reduce the warp breakages. Sizing helps in forming a coating
which encapsulates the yarn, embeds the protruding fibres and also causes
some inter-fibre binding by penetration. The spun yarns being hairy usually
require size add on exceeding 8-10%; depending on the fabric to be woven.
The small addition of synthetic binder to starch causes plasticization and
increases the adhesion. Major drawback of the starch, brittleness of the film,
can be reduced by providing internal plasticization (Shah et al 1976; Moghe
and Khera 2005).
Enzymatic degradation of polyvinyl alcohol (PVA) was studied in
the desizing of cotton fabrics. A mixture of two different PVA-degrading
enzyme activities, including PVA oxidizing, was partially purified from the
culture filtrate of a PVA-degrading mixed culture by ionic exchange
chromatography. Optimum conditions for PVA-degradation by using this
enzyme mixture were reported at pH 8·0 and temperatures ranging from 30°C
to 55°C. Cotton fabrics sized with a PVA solution (25 g dm-3) were desized
with the enzyme mixture after a 1 h treatment at 30°C and pH 8·0. In this
case, similar amounts of residual PVA in fabrics were detected in comparison
with the conventional desizing process which uses hot water at 80°C, 30 min
(Tatsuma Mori et al 1999). Several factors affecting the starch-size removal
were studied and are (a) the effectiveness of enzymatic desizing can be
enhanced by raising the desizing temperature up to 70°C; prolonging the
desizing time up to 60 min; increasing the material-to-liquor ratio up to 20:1;
increasing the Aquazym® 240-L dosage up to 6 g/L; treating at pH 7 (Nabil
et al 2004; Csiszar et al 2001). All enzymes work within a range of
18
temperature specific to the organism. Increases in temperature generally lead
to increase in reaction rates (Daniel et al 2010). Most enzymes are sensitive to
pH and have specific ranges of activity. The pH can stop enzyme activity by
denaturating (altering) the three dimensional shape of the enzyme. Most
enzymes function between a pH of 6 and 10 (Li and Hardin, 1999).
2.6.1 Alpha Amylase Enzyme
Amylase enzymes used in the desizing of cotton fabrics, are
obtained from different sources with different activity levels. There are two
kinds of amylases available in sources namely endoamylase and exoamylases.
Endoamylases cleave , 1-4 glycosidic bonds present in the inner parts of
amylose, while exoamylases act on external glucose residues of starch
molecules. Exo enzymes include alpha amylases (1,4 D glucan
glucanohydrolase, EC 3.2.1.2): exomaltotriohydrolases (EC 3.2.1.95),
exomaltohexohydrolases (EC 3.2.1.98) and glucoamylases (EC 3.2.1.3). Endo
enzymes include alpha amylases (1, 4 D glucan, glucanohydrolase,
EC 3.2.1.1), pullulanases (pullulan 6 glucanohydrolase EC 3.2.1.41) and
isoamylases (glycogen 6 glucanohydrolase, EC 3.2.1.68).
2.6.2 Alpha Amylases – Culture and Production
Amylase used in the desizing of cotton fabric for hydrolysing the
starch component were cultured from many sources like bacterial, fungal and
yeast. Many published reports on amylase production concentrate on bacterial
sources like Bacillus subtilis (Pettier and Beckord 1945; Tomazic and
Klibanov 1969; Asgar et al 2007), Bacillus cerens (Anto et al 2006), Bacillus
lichenijormis (lyer 2004), Bacillus stearothermophilus (Hartman and Tetrault
1955; Manning and Campbell 1961; Srivastava and Baruah 1986), Bacillus
amyloliquifaciens (Declerck et al 2000; Declerck et al 2003; Gangadharan et
al 2006), Bacillus thennooleovorans (Malhotra et al 2000), Bacillus
19
macerans, Bacillus coagulans, Bacillus circulans (Okudubo et al 1964;
Bleismer and Hartman 1973; Mamo and Gessesse 1999; Lee et al 2000;
Teodoro and Martins 2000; Santos and Martins 2003; Kiran et al 2005; Ajayl
and Fagade 2006). Fungal sources like Aspergillus awaniori, Aspergillus
niger (Abu et al 2005), Thermoactinomyces thalpophilus (Shaw et al 1995)
and Saccharomyces cerevisae, Penicillium fellutanum and Thennomyces
lanoginosus (Kunanmneni et al 2005) due to wide distribution and simple
nutritional requirements, though amylases have been isolated from
mammalian pancreas and yeasts.
Growth of microorganisms and production of amylases, in the
ferment, are highly influenced by moisture, temperature and pH of the culture
medium (Mamo and Gessesse 1999; Teodoro and Martins 2000; Hartman and
Tetrault 1955; Kiran et al 2005; Ajayl and Fagade 2008; Anto et al 2006;
Gangadharan et al 2006). At lower incubation temperatures higher yields are
observed, which reduce with increase in temperatures (Shaw et al 1995;
Horikoshi 1999). Many alpha amylases have calcium, in their structure, for
maintaining the structural integrity and stability during hydrolytic reaction
(Hartman and Tetrault 1955; Vallee et al 1959; Srivastava and Baruah 1986;
Malhotra et al 2000; Hagihara et al 2001; Lan et al 2007). However, certain
alkaIiphiIic mutant Bacillus sp strains, thermophile a amylases do not contain
calcium ions, whose activities are dependent on sodium ions, and they exhibit
optimum activities at 85 to 90° C with higher diffusion rate and lower
contamination risks (Campbell 1955; Hyun and Zeikus 1985; Mamo and
Gessesse 1999; Hagihara et al 2001; Richardson et al 2002; Varavinit et al
2002; Callen et al 2007).
2.6.3 Enzymatic Desizing of Cotton Fabric
Activity of amylases has been studied extensively using pure starch
as a model compound (Opwis et al 2000; Aranjo et al 2004; Ibrahim et al
20
2004; Baks et al 2006; Lee et al 2006; Liu et al 2000; Reshmi et al 2006;
Tester 2006; Shewale and Pandit 2007) and attempts have been made to
analyse the hydrolytic activities of pancreatic, malt, bacterial amylases and
cellulases, in desizing (Appleyard 1953; Fetouh et al 1974; Khalil et al 1974;
Shah and Sadhu 1976; Bayard 1983; Bhatawdekar 1983; Levene and Prozan
1992; Hahn et al 1998; Opwis et al 2000; Feitkenhauer and Meyer 2003; Ali
and Khan 2005). Amylase assisted desizing of textile materials is carried out
in machines such as jigger, jets, pad-batch and pad-stream ranges, employing
different levels of mechanical agitations. Among various steps involved in
enzyme reaction, hydrolysis of starch needs longer time, depending upon the
activity levels of enzyme and temperature conditions used in desizing.
Composition, properties of starch (Azevedo et al 2003; Aranjo et al 2004;
Moghe and Khera 2005), ingredients added in size mix (Tomazic and
Klibanov 1969; Shah and Sadhu 1976; Lange 1997; Azevedo et al 2003;
Declerek et al 2003) and process conditions employed in desizing (Fetouh et
al 1974; Khalil et al 1974; Levene and Prozan 1992; Mori et al 1997; Ibrahim
et al 2004) have marked influence on the efficiency of desizing. Common
waxes do not inactivate amylases but prevent quick wetting, penetration of
enzymes and, other factors that affect the efficiency of size removal include
viscosity of starch, amount of size applied, fabric construction and method of
washing off (Shamey and Hussein 2005).
2.6.4 Assessment of Enzyme Desizing
The assessment of alpha amylase enzyme based desized cotton
fabric has been carried out by two methods namely (a) Tegawa scale, a
qualitative spotting test using iodine solution and (b) percent weight loss
(Fielf 1931; Scott 1940; Lorentz and Oltmanns 1970; Bayard 1983; Hyun and
Zeikus 1985; Shukla and Jaipura 2004). Amylose binds, ~ 20% of its weight
of iodine at 20° C, shows deep blue colour, violet and reddish brown, pale
21
yellowish brown for undegraded starch, partially degraded dextrin, degraded
dextrin and completely hydrolysed starch, while amylopectin binds 2% iodine
only.
2.7 SCOURING OF COTTON FABRICS
The scouring process is carried out to make the material
hydrophilic, before it undergoes other processes like bleaching, dyeing and
printing in the textile wet processing (Holme, 2001). A desired hydrophilicity
during the scouring can be achieved by removing non-cellulosic material from
the cotton fabric, especially from the cuticle (waxes and fats) and the primary
wall (e.g. pectin, protein and organic acids). More precisely scouring not only
removes non-cellulosic material from cotton fibres but also removes
substances that have adhered to the fibres during the production of the yarn or
fabric. Substances like, dirt, lint, pesticides, oils, and any sizing agent applied
to yarns to facilitate weaving (Eisisi et al 1990; Ammayappan et al 2003).
Effective scouring is essential for subsequent processing of any cotton made
substrate, regardless of its natural source. Even today, alkaline scouring of
cotton is still the most widespread commercial technique for removing or
rupturing the fibre cuticle to make the fibre absorbent for the cotton
processing. Although sodium hydroxide is used generally for the scouring,
sodium carbonate and calcium hydroxide are mentioned as a scouring agent
(Hsieh and Cram, 1999). Scouring of cotton fabric is typically done with a hot
solution (90°C to 100°C) of sodium hydroxide (± 1 mol/L) for up to one hour
(Emilla Csiszar et al 1998). The concentration of alkali used and the time and
temperature conditions needed depend on the desired quality of the scoured
fabric. Other chemicals for instance, wetting agents, emulsifying agents and
chelating agents (Nallankilli et al 2008; Tyndall 1996) are included in typical
preparation baths for scouring. Wetting agents act by reducing the surface
tension of water enabling improved penetration of the chemicals into the
22
cotton fabric. Emulsifying agents assist in removing waxy materials.
Chelating agents remove polyvalent metal ions such as calcium, magnesium,
iron or other salts that can have a harmful effect on subsequent wet-
processing operations.
2.7.1 Drawbacks Associated with Alkaline Scouring
The scouring process requires large quantities of chemicals, energy
and water and is rather time consuming (Yonghua and Hardin, 1997). Owing
to the high sodium hydroxide concentration and its corrosive nature, intensive
rinsing is required that leads to high water consumption. The use of high
concentrations of sodium hydroxide also requires the neutralization of
wastewater, which requires additional acid chemicals. Furthermore, the
alkaline effluent requires special handling because of very high BOD and
COD values. Apart from the above wet processing problems, the biggest
drawback of alkaline scouring is a non-specific degradation of cellulose that
produces fabrics of lower tensile strength and therefore of lower quality
(Wang et al 2006). Moreover alkaline scouring is hazardous to the workers
and creates an unpleasant work atmosphere. Although, alkaline scouring is
effective and the costs of NaOH are low, this process can be improved
considerably to meet today’s energy and environmental demands (Anon
1982).
2.8 OVERVIEW OF ENZYMATIC SCOURING
Enzymes are substrate specific bio-catalysts; they operate best at
ambient pressures, mild temperatures and often at a neutral pH range.
Enzymes are gaining an increasingly important role as a tool in various wet
textile pre-treatment and finishing processes (Alat 2001; Anon 2001; Carlier
2001). Biocatalysts have proven to be a flexible and reliable tool in wet textile
processing and a promising technology to fulfill the expected future
23
requirements. Enzymatic scouring has been investigated extensively by
various institutes and laboratories now for nearly one decade (Hartzell and
Hsieh, 1998; Emilla Csiszar et al 1998; Qiang Wang et al 2006)). Initial
investigations explored the possibility of cotton scouring with enzymes, to see
if cotton could be made hydrophilic in a reasonable time. Extracellular
enzymes involved in the degradation of the plant cell wall’s outer layer during
the invasion of the plant, excreted by phyto-pathogenic fungi and by bacteria
have been considered as candidates. Different enzymes like pectinases such as
lyases (EC 4.2.2.2); polygalacturonase endo acting type (EC 3.2.1.15) and
polygalacturonase exo acting type (EC 3.2.1.67), proteases (EC 3.4.21-25),
cellulases such as endoglucanases (EC 3.3.1.4); cellobiohydrolases (EC
3.2.1.91), xylanases (EC 3.2.1.8), lipases (EC 3.1.1.3) and recently cutinases
(EC 3.1.1.74) have been examined to degrade and subsequently remove the
natural component present in the outer layer of cotton fibres (Buschie-Diller
et al 1998; Hartzell and Hsieh et al 1998; Yonghua and Hardin, 1997). These
studies incorporated staining tests, scanning electron microscopy (SEM),
weight loss analysis, cotton wax residue and nitrogen content analysis.
The scheme essentially contains the impregnation of cotton fabric
with one or more enzymes in presence or absence of surfactants and chelators,
followed by a high temperature rinsing step. The enzyme incubation time
used was up to 24 hours depending on other process conditions and the
density of the fabric. Lipases were found to be less effective in fulfilling this
task (Dahod 1987; El-Shafei and Rezkallah, 1997). Proteases were found to
be efficient to improve whiteness rather than hydrophilicity (Ellaiah et al
2002; Hsieh and Cram, 1999). Cellulases were the only enzymes reported to
improve the wettability efficiently when applied without any other treatment
or in combination with other enzymes. However, cellulase also cause a
decrease in fibre strength and hence a decrease in fabric quality (Ghose, 1987;
Emilla Csiszar et al 1998; Emre Karapinar and Merih, 2004). The best results
24
have been obtained by alkaline pectinases or pectinases in combination with
cellulase. Especially bacterial alkaline pectinase, a pectate lyase (EC 4.2.2.2)
has been proven to be effective (Ghanem et al 2000; Etters et al 2003). Pectin
acts as cement in the primary wall of cotton fibres. After enzymatic
destabilisation of a pectin structure, the different components present in the
primary wall layer can be removed easily in subsequent rinsing steps (Hardin
and Kim 2000). A proper interpretation of the enzymatic action on cotton
fibres on a molecular basis was not possible because of the lack of structural
knowledge of cotton fibre.
2.9 PECTINASES IN BIOSCOURING OF COTTON
Pectinase is an enzyme that catalyses hydrolysis / depolymerisation
of the glycosidic bonds in the pectin polymers, classified according to their
preferential substrates (high or low methylesterified pectin and
polygalacturonic acid / pectate) and their reaction mechanism (Kristensen
2001; Jayam et al 2005). Pectinases are either endo-acting, cutting the
polymer at random sites within the chain to give a mixture of oligomers or
exo-acting attacking from one end of the polymer and producing monomers
or dimers, identified by the rate of release of reducing sugars (Friend and
Chang 1982). Pectinases have been produced using solid state and submerged
fermentation (Arguelles et al 1995; Pandey et al 1999; Maldonado and Saad
2000; Andersen et al 2001; Alves et al 2002; Pererra et al 1993; Martin et al
2004; Csiszar et al 2007), with various bacterial (Bjo et al 2002; Andersen et
al 2002; Andersen et al 2006; Vallee et al 1959), fungal (Arguelles et al 1995;
Sharma and Gupta 2001; Alves et al 2002; Pyc et al 2003; Solbak et al 2005;
Csiszar et al 2007) sources and different schools of thought exist to
demonstrate their relative merits and demerits.
Alkaline pectinases are produced predominantly from Bacillus and
Pseudomonas (Lawson and Hsieh 2000), while Aspergillus appears to be the
25
major acid pectinase producer (Csiszar et al 2007). Comparisons have been
made in the past, to assess the performance of acid pectinases (Pyc et al 2003;
Calafell and Garriga 2004; Canal et al 2004; Sahin and Gursoy 2005; Agrawal
et al 2007) and alkaline pectinases (Bruhlmann 1995; Etters 1999; Etters et al
1999; Almeida et al 2003; Canal et al 2004; Agrawal et al 2007; Wan et al
2007; Wang et al 2007a; Wang et al 2007b; Wang et al 2007c). Effects of
various carbon sources, carbon supplements and other components in the
culture medium have been well documented (Pererra et al 1993; Kashyap et al
2000; Maldonado and Saad 2000; Miller et al 2003; Presa 2007).
2.9.1 Pectin
Pectin is a complex carbohydrate, which is found both in the cell
walls of plants, and between the cell walls, helping to regulate the flow of
water in between cells and keeping them rigid. Pectins are considered as
intracellular adhesives, combining hydrophobic molecules like proteins,
waxes, hemicelluloses with various degrees of branching and, the three
dimensional structure of pectin breaks the cellulose array in cotton fibres (Mc
Call and Jurgens 1951; Anon 1954; Potikha et al 1999; Hardin and Kim 2000;
Lawson and Hsieh 2000; Devries and Visser 2001; Brushwood 2003;
Gambler 2003). Pectic acid, present in the primary wall of cotton fibres,
contains negatively charged galacturonic acid residues, forms a bridge with
calcium (pectates), thereby holding the inner primary wall of cotton that gives
stability at high temperature (Whistler et al 1940). Pectolytic activity of pectin
lyase, pectin methyl esterase and polygalacturonase enzymes are shown in
Figure 2.4.

26
Figure 2.4 Pectolytic activity of pectin lyase, pectin methyl esterase and
polygalacturonase enzymes
2.9.2 Pectinase Treatments and Evaluation Methods
In enzymatic scouring of cotton, nonionic surfactants are used to
overcome hydrophobicity of the substrate, which assist enzymes to penetrate
through micro-pores or cracks and help them to orient themselves in favorable
positions for catalytic actions (Sahin and Gursoy 2005), while ionic
surfactants complex with enzymes and disrupt their structure to different
extents (Tzanov et al 2000). Concentration of pectinase, pH, time and
temperature range used in scouring, influence efficiency of the process (Etters
et al 1999; Canal et al 2004). Microscopic observations (Li and Hardin 1998b;
Sahin and Gursoy 2005), absorbency (Li and Hardin 1998b; Lenting et al
2002; Wang et al 2007b; Wang et al 2007c), selective staining methods (Li
and Hardin 1998a; Canal et al 2004; Calafell et al 2005), weight loss
(Hathway and Sekins 1958; Li and Hardin 1999; Lenting et al 2002; Lenting
and Warmoeskerken 2004; Ramasamy and Kandasamy 2004; Calafell et al
2005; Sahin and Gursoy 2005; Schnitzhofer et al 2006), residual cotton wax
and nitrogen content have been used for the assessment of bio-scoured fabrics
27
(Boer 1980; Etters et al 1999; Lawson and Hsieh 2000; Degari et al 2002;
Lenting et al 2002; Brushwood 2003; Choe et al 2004; Chung et al 2004;
Church and Woodhead 2005; Bargel et al 2006).
2.10 LIPASES IN PROCESSING OF COTTON FABRICS
Lipases (triacylglycerol acylhydrolases, EC 3.1.1.3) are widely
distributed among the animals, plants and microorganisms, capable of
hydrolyzing ester bonds of oils, fats and certain waxy substances. Lipases
catalyse reactions including synthesis, transesterification of glycerides and
phosphoglycerides as well as a variety of non-glycerides, ester bonds (Inoue
et al 2003; Sammour 2005).
2.10.1 Lipase - Culture Medium
Amount of lipases produced, in a medium, depends on several
environmental factors such as incubation temperature, pH, nitrogen and
carbon sources, concentration of inorganic salts, availability of moisture and
oxygen (Lie et al 1991; Ghanem et al 2000; Sharmaa et al 2001; Kashmiri et
al 2006; Mala et al 2007). Plant oils like olive, soybean, sunflower, sesame,
cottonseed, rapseed, corn and peanut, have been attempted for lipase
production with OphiostOlna piceae (fungal source) (Sharmaa et al 2001;
Sammour 2005). Bacillus sp also produces equivalent activity levels as that of
fungi at relatively lower nutritional levels (Shah et al 2007; Abada 2008). It
has been reported that lipases produced from Penicillium chrysogenum
exhibit activity in the pH range of 6.0 to 8.2 and, about 80% of activity
retention in the pH range of 5.0 - 6.0 (Sharmaa et al 2001; Schafer et al 2006),
while lipases produced by Bacillus exhibit maximum activity at 37° C with
stability in the temperature range of 30-50° C and wider pH range 5 to 12
(Shah et al 2007; Abada 2008).
28
2.10.2 Applications of Lipases in Cotton Processing
The term cotton wax includes all lipids found in the cotton fiber
surface, including waxes, fats and oils (Lawson and Hsieh 2000; Brushwood
2003; Bargel et al 2006). Cuticular lipids, of cotton, are complex mixtures of
aliphatic and aromatic components, most of them resembling derivatives of
nacyl alkanes. Benzene, chloroform, carbon tetrachloride, ethanol, isopropyl
alcohol, alcohol-benzene mixture, and trichloroethylene have been
recommended for extraction of the cotton wax (Kettering et al 1946).
Lipase activity is often determined with reagents comprising a low
concentration of buffer and a diglyceride dissolved therein (Dahod 1987;
Kokusho et al 1982; Obendorf et al 2001; Varanasi et al 2001; Obendorf et al
2003; Pera et al 2006; Imamura 2007). Lipases with, activity of pH > 6.5 at 30
- 600 C, ability to withstand many surfactants (linear alkyl benzene
sulphonates) and proteases, meant for detergent formulations, can also
withstand bleaching agents like hydrogen peroxide and peracids (Fujii et al
1986). Lipases increase lipid removal from all morphological locations on the
cotton fibres including lumen and fibre surfaces (Obendorf et al 2003).
2.11 PROTEASES IN COTTON FABRIC PROCESSING
Proteins that occur (~ 1.3%) in the lumen and primary wall of the
cotton fibres, are the residual, dead protoplasm from biosynthesis, composed
of several proteins and peptides, formed by various amino acids, rather than
single protein. Proteases belong to the sub-class of peptide hydrolase or
peptidase and more conveniently proteases are classified into serine, cysteine,
aspartic and metalloproteases (Gupta et al 2002).
29
2.11.1 Protease Culture
Proteases are generally produced by submerged fermentation,
though solid state fermentation offers certain advantages in terms of reduced
energy consumption during extraction of enzymes from the culture
(Battaglino et aI 1991; Dahot 1993; Uttrup and Conrad 1999; Alves et al
2002). Though addition of glucose to the media increases the growth of
Penicillium aeruginosa, Penicillium expansum, there is a marked reduction in
the amount of protease production, due to catabolite repression (Wang et al
1974). Rice husk is used as the carbon source and corn steep liquor increases
the yield of protease significantly (Battaglino et al 1991). Soybean meal, corn
steep liquor, tryptone and casein serve as excellent nitrogen sources in
protease production. Though low pH of the medium does not limit the growth
of Aspergillus oryzae, it limits protease yields, slightly above 6.5. Attempts
have been made to analyse the gene coding for the expression of enzymes, for
inserting into a suitable host cell or organism for the development of detergent
formulations and cleaning agents (Lassen et al 2007).
2.11.2 Removal of Cotton Proteins and Proteases
Most of the nitrogen containing compounds of cotton can be
removed by a mild alkali boil and a very low residue remains in scoured and
bleached cotton (Wakelyn 1975; Hartzell and Hsieh 1998; Najafi et al 2005).
Denaturation of protein substances by ageing, heating and oxidation makes
them less accessible to enzymatic degradation (Andrade et al 2002).
Pretreatments with boiling water enhance the accessibility of proteins in
cotton beneath the waxes and improve scouring efficiency. Since protein
contents are high among the non-cellulosics in cotton fibre, potential of
proteolytic enzymes as scouring agents for raw cotton can not be
underestimated (Hartzell and Hsieh 1998; Silva et al 2006). Hydrolysates
produced in the protease reactions depend on the source of proteases with 9 -
30
12 major amino acids (Wang et al 2007a). Nitrogen content of untreated
cotton ~ 0.4% reduces to ~ 0.2% after treatment with proteases (Andrade et al
2002). Water absorption and retention capacity and K/S values have also been
advocated for characterization of protease treated fabrics (Sae et al 2007).
Though protease treatments in both scouring and detergency offer a range of
advantages, there are certain limitations, also, in terms of proteolysis of
enzymes in the crude cultures (Pererra et al 1993).
2.11.3 Fabric Weight Loss and Strength Loss
Cotton fibres, free from pectic substances show, no damage in
tensile strength and fluidity (Whistler et al 1940). Pectinase of Aspergillus
niger, at pH 4.2, 40° C shows weight loss ~ 4 to 5.5%, however, lower weight
losses in the range of 0.31% to 1.04% has also been reported. Strength loss of
about 3.23% (warp) and 2.24% (weft) has been reported in fabrics, while the
loss of single yarn strength has been reported at 2.6% (Calafell and Garriga
2004; Calafell et al 2005; Sahin and Gursoy 2005; Schnitzhofer et al 2006).
2.11.4 Fabric Absorbency, Wettability and Dyeability
Practically no difference in absorbency and wettability has been
reported between alkali and bioscoured samples, alkaline pectinases and
certain acidic pectinases (Etters 1999; Lenting et al 2002; Pyc et al 2003;
Canal et al 2004; Calafell et al 2005; Sahin and Gursoy 2005; Schnitzhofer et
al 2006; Agrawal et al 2007). Drop absorbency, similar to that of alkali scour,
(~ 1 sec), has been reported in most of the literature, except in certain cases
where acidic pectinases have been used in the process (Calafell and Garriga
2004). Degree of whiteness (CIE) of bioscoured fabrics shows lower value
compared to alkali scoured cotton fabrics (Canal et al 2004; Calafell et al
2005). When long chain pectin (fully methylated pectic acid) is completely
degraded to galacturonic acid, the iodine reducing value increases from zero
31
to 8.95 (Karmakar 1998). Dyeing of samples scoured with commercial
pectinases shows no difference in absorbance values and colour depth
compared to the alkali scoured samples however, substantively of the dyes is
lower on bioprepared fabric, due to 'beneficial wax' that remains in the fibres
(Etters 1999; Calafell et al 2005). Ruthenium red, a basic dye, selectively
binds the carboxyl oxygen of galacturonide moiety and hydroxy oxygen of an
adjacent galacturonide in the pectate chain, a characteristic reaction that helps
to measure free carboxyl groups available in cotton fibres (Li and Hardin
1998a; Li and Hardin 1999; Lenting et al 2002; Calafell et al 2005;
Chinnadurai and Selvakumar 2009).
2.12 CELLULASES ON COTTON FABRICS
Cotton fabrics, using cellulases, is aimed to remove cellulosic
impurities, individual and loose fibre ends that protrude from fabric surfaces
and to provide an enhanced appearance and handle, with or without the aid of
mechanical agitations but without degrading the properties of the fabrics
significantly. Cellulase enzymes are complex mixtures of three major
constituents enzymes namely, endo l-4 D glucanases (ED) (EC 3.2.1.4),
which randomly cleave internal glucosidic bonds, 1-4, D glucan
cellobiohydrolases (CBH) (EC 3.2.1.91), which cleave them into cellobiases.
Hydrolysis of cellobiose into the glucose end product is completed by
glucosidases or cellobiases (EC 3.2.1.21), which split cellobiose units into
soluble glucose monomers and complete hydrolysis of native celluloses,
largely, depends on the synergistic actions of these three component enzymes.
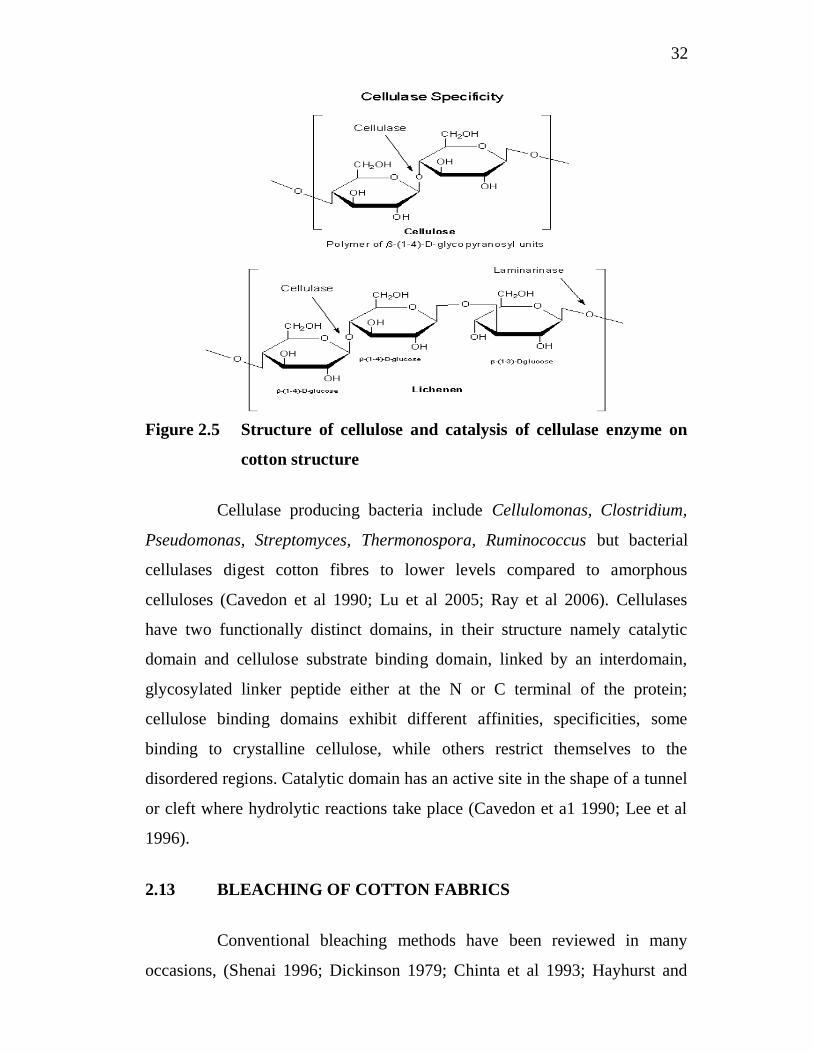
Figure 2.5 shows the structure of cellulose and catalysis of cellulase enzyme
on cotton structure.
32
Figure 2.5 Structure of cellulose and catalysis of cellulase enzyme on
cotton structure
Cellulase producing bacteria include Cellulomonas, Clostridium,
Pseudomonas, Streptomyces, Thermonospora, Ruminococcus but bacterial
cellulases digest cotton fibres to lower levels compared to amorphous
celluloses (Cavedon et al 1990; Lu et al 2005; Ray et al 2006). Cellulases
have two functionally distinct domains, in their structure namely catalytic
domain and cellulose substrate binding domain, linked by an interdomain,
glycosylated linker peptide either at the N or C terminal of the protein;
cellulose binding domains exhibit different affinities, specificities, some
binding to crystalline cellulose, while others restrict themselves to the
disordered regions. Catalytic domain has an active site in the shape of a tunnel
or cleft where hydrolytic reactions take place (Cavedon et a1 1990; Lee et al
1996).
2.13 BLEACHING OF COTTON FABRICS
Conventional bleaching methods have been reviewed in many
occasions, (Shenai 1996; Dickinson 1979; Chinta et al 1993; Hayhurst and
33
Smith 1995; Chakraborthy et al 1998; Pardeshi 2000; Singh 2000; Menezes
and Chaudhari 2005; Maekawa et al 2007), oxidative chemical pretreatments
are effective in degrading colourants and other impurities, though such
methods often lead to oxidative degradation of substrates. However, peroxide
bleaches are often referred to as the "colour safe bleaches", due to minimal
degradation of substrates.
2.13.1 Enzymatic Bleaching
Many attempts have been made to utilize various enzymes that
belong to oxidoreductases, in bleaching of cotton fabrics (Nalankilli and
Sundar 2002; Tzanko et al 2002; Opwis et al 2006; Diller and Traore 1998;
Anis et al 2008; Anis et al 2009) and post-bleaching processes (Jensen 1998).
Peroxidases are used to activate oxidizing agents like hydrogen peroxide,
however rapid deactivation of these agents in bleaching process does not
guarantee satisfactory bleaching effects (Bernards et al 2004).
2.13.2 Effects of Process Parameters on Bioscouring
Besides the nature of substrates, efficiency of hydrolysis is also
influenced by process conditions (Hemmpel 1991; Tyndall 1996; Paulo et al
1996; Andreaus et al 1999), co-reactants present in the process (Cavedon et al
1990; Hemmpel 1991; Ueda et al 1994; Traore and Diller 1999; Heikinheimo
et al 2003) and mechanical agitations employed in the reaction systems
(Pendersen et al 1992; Tyndall 1996; Koo et al 1994; Lee et al 1996; Paulo
1998; Andreaus et al 1999; Traore and Diller 1999; Lee et al 2000; Cortez et
al 2001; Tzanko et al 2001; Heikinheimo et al 2003). Material to liquor ratio
of process bath alters the efficiency of all the components exhibited by weight
loss values and, little changes are observed in the range of 1: 10 to 1: 40
(Paulo et al 1996). Mechanical actions, winch machines and jet systems,
between fabrics and equipment or surface to surface contact of fabrics
34
enhance reactivity of cellulases by improving two way mass transfers and
enhance weight loss, removal of weakened fibres from surfaces of yams and
fabrics, thereby facilitating a clean surface to the fabrics (Ogiwara and Arai
1968; Tyndall 1996; Paulo and Almeida 1994; Lee et al 1996; Gama et al
1998; Andreaus et al 1999; Traore and Diller 1999; Lee et al 2000;
Heikinheimo et al 2003; Ramkumar and Abdalah 2001).
2.14 MIXED ENZYMATIC PROCESS IN SCOURING OF
COTTON FABRICS
2.14.1 Binary Combinations of Enzymes
Combinations of pectinases with protease, hemicellulase, cellulase
and lipase have been attempted, which are not efficient in scouring process
when used alone. Combinations of amylases with other enzymes, preparatory
chemicals have been attempted in the past to combine scouring or bleaching
(Etters 1999; Tzanov et al 2000; Lu 2005; Opwis et al 2006; Kuilderd and Wu
2008; Lenting 2008). In the case of amylase desizing, addition of hydrogen
peroxide improves whiteness, while neutral cellulases increase weight loss
and desizing efficiency. Alkaliphile amylases with sodium hydroxide and
hydrogen peroxide have been recommended for a combined desizing-
scouring-bleaching process (Etters 1999; Csiszar et al 2007). Integrated
desizing and scouring using a-amylase and polygalacturonate lyase process
involves two steps, in which fabrics are desized first, using a-amylases, then
by a combination treatment of amylase and pectate lyase at 45 - 55° C at pH
of 8.5 - 9.0, followed by washing in presence of chelating agent at 90 - 100° C
(Lenting 2008). Simultaneous desizing and scouring using amylase and
pectinase obtained from single source, i.e. Bacillus and different sources have
been attempted in the past (Lenting and Warmoeskerken 2004; Dalvi et al
2007). Higher weight loss values (7.0 to 15.3%), better drop absorbency (~1
sec), dye absorption (KIS values of 7.45 against 6.9 of acid desized samples)
35
have been reported with higher concentration of enzymes and longer
incubation time (Dalvi et al 2007). Whenever a very high whiteness in the
fabrics is not required, desizing is combined with bleaching and scouring,
incorporating protease, cellulase and pectinase enzymes (Lange et al 2001;
Miller et al 2003).
Combinations of pectinase or cellulase with hemicellulases like
arabinases or, pectinases with hemicellulase activities have been used for
scouring. Crude mixtures of xylanase, cellulolytic and pectinolytic enzymes
destroy lignocellulosic structure of the seed coat fragments, produce soluble
forms of lignin (Kalum and Andersen 2000; Csiszar et al 2001a; Lange et al
2001 Opwis et al 2006). However, such combinations does not improve the
drop absorbency (~ 290 sec), while no differences are observed in terms of
strength loss, whiteness index, compared to commercially scoured samples.
Hemicellulases, in the pectinase scouring is expected to give strong action
against seed coat fragments but their combinations with cellulase prove to
show detrimental effects in terms of strength loss (Csiszar et al 2001 b).
Pectinase and cellulase act synergistically to improve the wettability within
shorter process time, in which addition of non-ionic surfactants, mechanical
agitations enhance their reactions. Presence of cellulase does not increase the
pectin removal but results in higher weight losses (Lu 2005; Schnitzhofer et al
2006). Cellulase containing pectinases results in flat ridges, concave grooves
with polished surface in presence of surfactants, while alkali scoured fabrics
often show fuzzy and blurred surface (Li and Hardin 1998b; Li and Hardin
1999; Hsieh et al 2002; Lu 2005; Schnitzhofer et al 2006). In cellulase
assisted protease scouring, hydrolysis of cellulosic chains in primary wall is
expected to enhance scouring action of protease synergistically (Diller et al
1999; Guha and Shah 2001).
36
Scouring using acid and alkaline pectinases, combined bleaching
together with peracetic acid has been attempted in one bath, as one step or
two step processes to yield commercially acceptable whiteness (Liu et al
2000; Patra et al 2004; Wan 2007). Combined scouring and bleaching process
using peroxide in a single step or two steps has also been advocated, by
adding hydrogen peroxide at the end of pectinase scouring at higher pH
(Tavcer et al 2005) and such process is capable of retaining fabric strength up
to ~ 90% with Hunter whiteness index and yellowness index of 84 and 16,
respectively. An attempt has been made to utilize desize bath for bleaching
using immobilized glucose oxidase in an aerated system at pH 10 – 11 and
temperature of 90° C (Diller et al 1999; Tzanko et al 2000; Kuilderd and Wu
2008). However, such combined desizing and bleaching using glucose
oxidase, often, results in non-uniform wetting properties, though wicking
(~2.0 cm) and average drop absorbency (~1 sec) show similar values as that
of commercial processes (Kuilderd and Wu 2008). Single bath dyeing and
biopreparation either simultaneously or sequentially using pectate lyase, at
alkaline pH ( > 8), suitable for reactive dyes which result in wash fastness,
rubbing fastness grades at least 3.5 to 4.0 (Liu et al 2000).
2.14.2 Ternary and Quadruplet Combinations of Enzymes
In many situations, combinations of three or four different enzymes
including amylase, pectinase, protease, cellulase, glucose oxidase and various
hemicellulases have been attempted since pectinases alone is often ineffective
in removal of impurities from cotton fibres and to improve absorbency of the
scoured samples (Cziszar et al 1998; Diller et al 1999; Traore and Diller
2000; Degari et al 2002). Presence of xylanase and pectinase in commercial
cellulase preparations also facilitates removal of seed coats up to 70 - 85%
(Cziszar et al 1998). Protease and lipase are used together with pectate lyase
to remove spinning, coning and slashing lubricants from the fabrics (Li and
37
Hardin 1998a; Lange et a12001; Miller et al 2003; Wang et al 2007a). Lipase
or protease treatments, alone, do not improve wetting or water retention
values (Buchert et al 2000). Researches have been carried out (Diller et al
1999; Traore and Diller 2000) to study the effects of combined enzymes on
the efficiency of scouring, using lipase, pectinase, xylanase and cellulase,
with strong agitation levels that result in weight loss up to 13.9%. Higher
wickability is observed in the case of pectinase and xylanase combinations
than pectinase and cellulase, pectinase and lipase combinations and the
highest wicking observed in all-enzymes combination (Kim et al 2005).
Two-step scouring of cotton has also been suggested, with lipase
and protease in the first step and cellulase in the second step. Pectinase
scouring produces 18-fold higher amounts of reducing sugars and
galacturonic acid than any of the two step processes, while lipase / proteases /
cellulase scouring produces 5-fold higher amounts of amino acids than the
pectinase scouring (Sae et al 2007; Karapinar and Sariisik, 2004). Pectinase -
cellulase or, pectinase - cellulase with protease, or pectinase - cellulase -
xylanase produces better scouring results than those individual enzymes, in
terms of dyeability, K/S and fastness properties. However, after hydrogen
peroxide bleach, all the combinations (Wang et al 2007a) shows similar CIE
whiteness index (68 - 70).
2.15 ULTRASONIC TREATMENT
Ultrasonic technique holds a promise in applications in the field of
textiles. Ultrasonics represents a special branch of general acoustics, the
science of mechanical oscillations of solids, liquids and gaseous media.
Ultrasound can enhance a wide variety of chemical and physical processes,
mainly by generating cavitation in liquid medium. The sonicator used is of
20 kHz frequency which is found to be suitable for inducing cavitation
(Abramov 1998; Kamel et al 2005). It is well known that cavitation which
38
causes formation and collapse of microbubbles are most effective for better
fiber opening which enhances water absorbency and dye uptake. This
activated state causes chemical reaction between the fabric and the enzyme by
forming waves and severe shear force capable of breaking chemical bonds.
Ultrasound energy has great potential in industrial processes as it offers
reduction in cost, time, energy and effluents. Ultrasound reduces processing
time and energy consumption, maintains or improves product quality, and
reduces the use of auxiliary chemicals (Yachmenev 2005).
2.15.1 Sonication - Basic Principle
In a solid, both longitudinal and transverse, waves can be
transmitted whereas in gas and liquids only longitudinal waves can be
transmitted. In liquids, longitudinal vibrations of molecules generate
compression and refractions, i.e., areas of high pressure and low local
pressure. The latter gives rise to cavities or bubbles, which expand and
finally, during the compression phase, collapse violently generating shock
waves. The phenomena of bubble formation and collapse (known as
cavitations) are generally responsible for most of ultrasonic effects observed
in solid/ liquid or liquid/liquid systems (Arvind prince 2006).
2.15.2 Ultrasonic Application – Textile Wet Processing
New bio-preparation processes that utilize highly specific enzymes
instead of conventional organic/inorganic chemicals are becoming
increasingly popular in the textile industry (Val G Yachmenev et al 2002).
The major shortcoming of this new technology is that the processing time is
much longer than the conventional method. This limitation was overcome by
use of ultrasound energy in combination with enzyme processing (Val G
Yachmenev et al 2006). The combined enzyme/ultrasound bio-preparation of
greige cotton offers significant advantages such as less consumption of
39
expensive enzymes, shorter processing time, better uniformity of treatment
and a notable decrease in the amount and toxicity of the resulting textile
wastewater effluents. Sonolysis, enzyme treatment, and a combination of the
two processes were tested for the degradation of phenol in aqueous medium.
Degradation of starch followed by ultrasonic desizing could lead to
considerable energy saving as compared to conventional starch sizing and
desizing (Sakakibara et al 1996). Desizing of the pure cotton fabric with alpha
amylase was conducted by the ultrasonic wave method and the traditional one
respectively (Wan Qingyu 2004). Research on the effect of ultrasonic wave
on the enzyme desizing of the fabric indicated that it can improve desizing
percentage, wettability and whiteness of the fabric, reduce the strength loss,
treatment time and temperature, and save energy. Therefore, it has bright
prospect of application (Gao Shu-zhen 2003).
Introduction of ultrasonic energy during enzymatic bio-
preparation/bio-finishing of cotton textiles significantly improved enzyme
performance but did not contribute to a decrease in fabric strength.
Experimental data indicate that the maximum benefit provided by sonication
of enzyme processing solution occurred at lower enzyme concentrations (Val
G Yachmenev et al 2004).
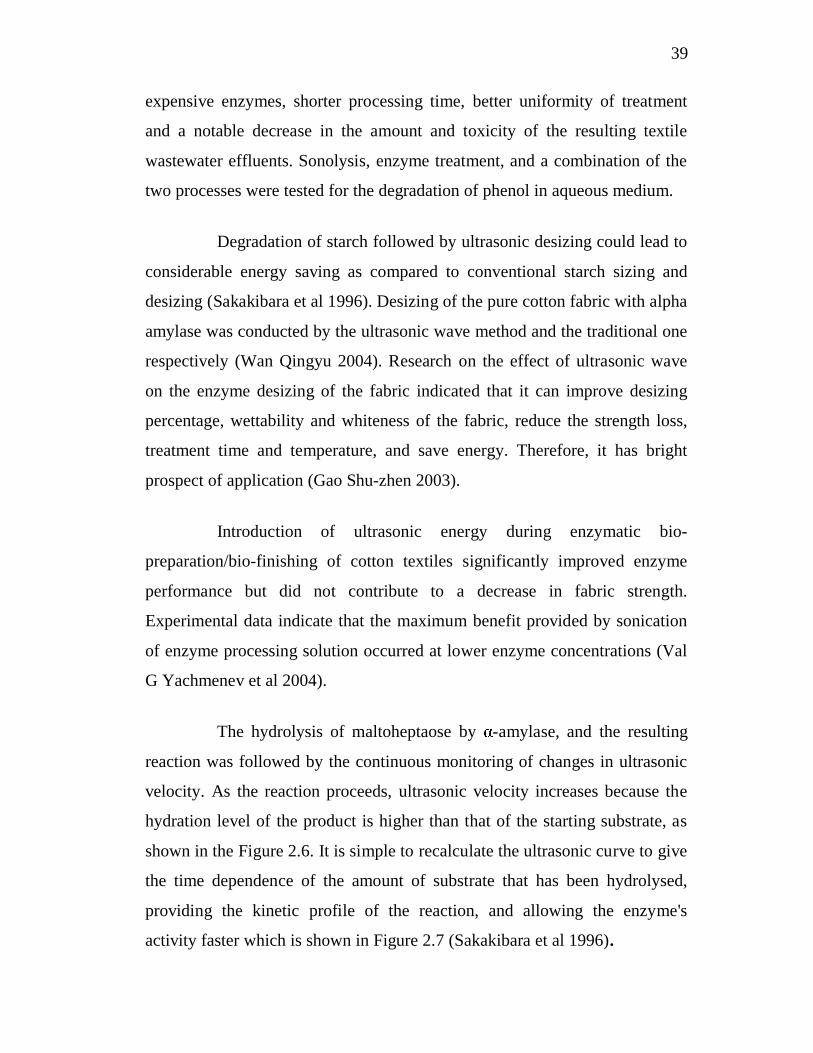
The hydrolysis of maltoheptaose by -amylase, and the resulting
reaction was followed by the continuous monitoring of changes in ultrasonic
velocity. As the reaction proceeds, ultrasonic velocity increases because the
hydration level of the product is higher than that of the starting substrate, as
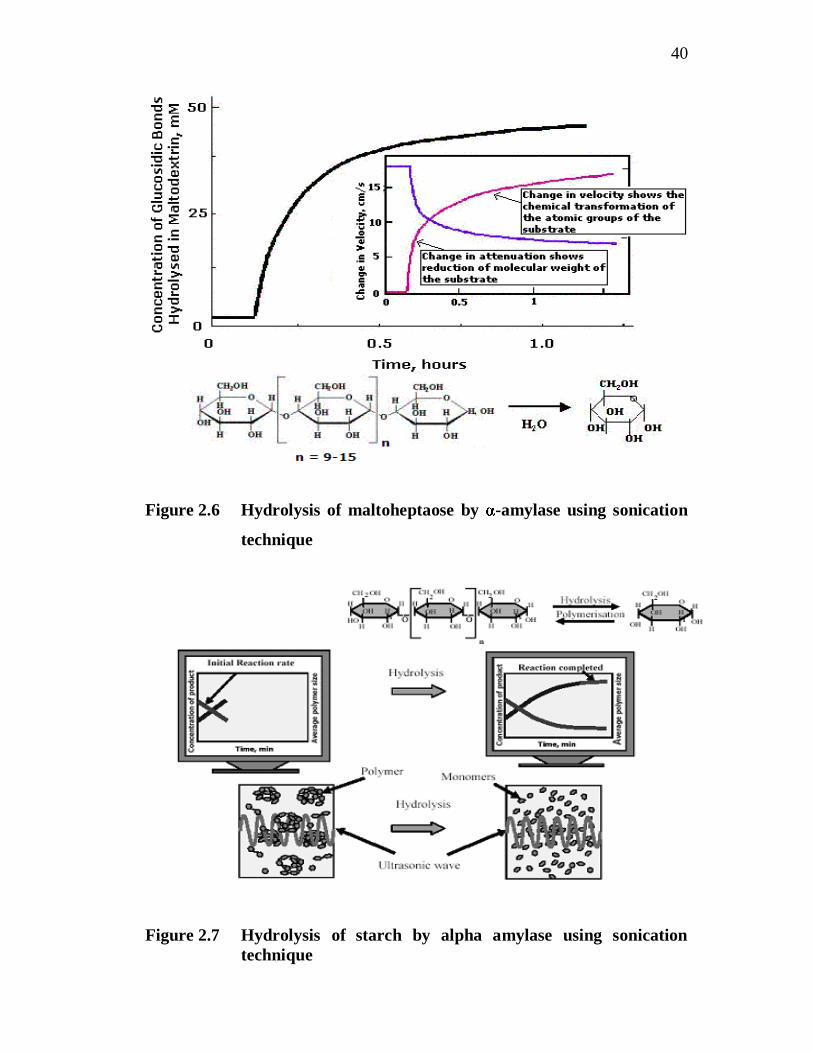
shown in the Figure 2.6. It is simple to recalculate the ultrasonic curve to give
the time dependence of the amount of substrate that has been hydrolysed,
providing the kinetic profile of the reaction, and allowing the enzyme's
activity faster which is shown in Figure 2.7 (Sakakibara et al 1996).
40
Figure 2.6 Hydrolysis of maltoheptaose by -amylase using sonication
technique
Figure 2.7 Hydrolysis of starch by alpha amylase using sonicationtechnique
41
2.16 AERODYNAMIC SYSTEM
Aerodynamic technique has been studied and used for a variety of
applications in liquids, dispersions and polymers (Pinheiro 2000; Volkar et al
2007). Limited research works have been reported to acceleration of enzyme
kinetics through aerodynamic system (air pressure) to improve the reaction of
substrate and enzyme binding to high quality and standardization of process
parameters (Xia Yuan-jing and Li Zhi-yi, 2009; Michal Gross and Rainer
Jaenicke, 1994). Aerodynamic system of enzyme acceleration has great
potential in industrial processes as it offers reduction in cost, time, energy and
effluents.
2.16.1 Effect of Air Pressure on Enzyme Activity
Elevated hydrostatic pressure has been used to increase catalytic
activity and thermal stability of enzymes. For increase in pressure at 20°C
results in an exponential acceleration of the hydrolysis rate catalyzed by
cellulase reaching a 6.5-fold increase in activity at 4700 atm (4.7 kbar). Due
to a strong temperature dependence of the enzyme, acceleration effect of high
pressure becomes more pronounced at high temperatures. At 50°C, under a
pressure of 3.6 kbar, cellulase enzyme shows activity which is more than 30
times higher than the activity at normal conditions (20°C, 1 atm). At pressures
of higher than 3.6 kbar, the enzymatic activity is decreased due to a pressure-
induced denaturation (Vadim Mozhaev 1996). Air pressure amplitude serves
as a critical control parameter of periodic pressure solid state fermentation
process. Effects of different air pressure amplitudes on cellulase production
by Trichoderma viride-SL were investigated. The effects of these two factors
on the stability of Rhizomucor miehei lipase have been investigated. The
stability criterion used was residual hydrolytic activity of the lipase.
Experimental and theoretical parameters, obtained by linear regression
analysis, were compared with theoretical kinetics in order to validate the
42
series-type inactivation model. The lipase enzyme was activated by either
thermal or pressure treatment. Moreover conformational studies made by
fluorescence spectroscopy suggest that the conformational changes induced
by pressure were different from those induced by temperature. In addition
they show that after thermal deactivation there were less intermolecular
hydrogen bonded structures formed than was the case for deactivation by high
pressure.
2.17 SUMMARY
A comprehensive review of biotechnology in pretreatment of
textiles reveals that enzymatic processing is environmental safe and
replacement of conventional harsh chemicals. The textile industry was
identified as a key sector where opportunities available from adapting
biotechnology are high, but current awareness of biotechnology is low.
Enzymes are catalyzed and process operates under mild conditions of pH,
temperature and pressure than their chemical counterparts. Utilization of
highly specific enzymes for various textile-processing applications is
becoming increasingly popular because of their ability to replace harsh
organic/inorganic chemicals currently used by the textile industry. It was
established that ultrasound does activate the complex structures of enzyme
molecules and as a consequence there was significant improvement in the
performance of both cellulase and pectinase enzymes in the previous research
work. The combined enzyme/sonication treatment of cellulosic textiles offers
significant advantages such as less consumption of expensive enzymes,
shorter processing time, less fiber damage and better uniformity of treatment.
The bioscientist recommends and identified that the enzymes can be activated
fast in reaction by sonication and aerodynamic techniques which will pave the
shorter in processing time and better quality of fabrics in textiles.