Ch36- Quality Assurance

of 17
Transcript of Ch36- Quality Assurance
-
7/29/2019 Ch36- Quality Assurance
1/17
Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.
ISBN 0-13-148965-8. 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
Chapter 36
Quality Assurance, Testing, and Inspection
-
7/29/2019 Ch36- Quality Assurance
2/17
Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.
ISBN 0-13-148965-8. 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
Life Expectancy of Some Products
-
7/29/2019 Ch36- Quality Assurance
3/17
Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.
ISBN 0-13-148965-8. 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
Demings 14 Points
-
7/29/2019 Ch36- Quality Assurance
4/17
Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.
ISBN 0-13-148965-8. 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
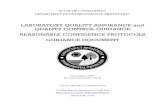
Example of Robust Design
Figure 36.1 A simple example of robust design. (a) Location of two mounting holes on
a sheet-metal bracket where the deviation keeping the top surface of the bracket from
being perfectly horizontal is . (b) New location of holes where the deviation (keeping
the top surface of the bracket from being perfectly horizontal) is reduced to /2.
-
7/29/2019 Ch36- Quality Assurance
5/17
Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.
ISBN 0-13-148965-8. 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
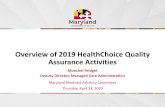
Taguchi Loss Function in Television Sets
Figure 36.2 (a) Objective-function value distribution of color density for television
sets. (b) Taguchi loss function showing the average replacement cost per unit to
correct quality problems. Source: Courtesy of G. Taguchi.
Loss cost k YT 2 2k
Replacement cost
LSL -T 2
-
7/29/2019 Ch36- Quality Assurance
6/17
Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.
ISBN 0-13-148965-8. 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
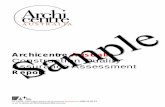
Frequency Distributions
Figure 36.3 (a) A histogram of
the number of shafts measured
and their respective diameters.
This type of curve is called a
frequency distribution. (b) A
normal distribution curve
indicating areas within each
range of standard deviation.
Note: The greater the range, the
higher is the percentage of parts
that fall within it.
Arithmetic mean, x x1 x2 x3 xn
n
Standard deviation, x1 x
2 x2 x
2 xn x
2
n1
-
7/29/2019 Ch36- Quality Assurance
7/17
Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.
ISBN 0-13-148965-8. 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
Frequency Distribution Curve
Figure 36.4 Frequency distribution curve showing lower and upper limits.
-
7/29/2019 Ch36- Quality Assurance
8/17
Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.
ISBN 0-13-148965-8. 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
Statistical
Quality Control
Charts
Figure 36.5 Control charts
used in statistical quality
control. The process
shown is in good statisticalcontrol because all points
fall within the lower and
upper control limits. In this
illustration, the ample size
is 5, and the number of
samples is 1.5.
-
7/29/2019 Ch36- Quality Assurance
9/17
Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.
ISBN 0-13-148965-8. 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
Constants for Control Charts
UCLx x 3x A2RLCLx x 3x A2R
UCLR D4R
LCLR D3R
-
7/29/2019 Ch36- Quality Assurance
10/17
Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.
ISBN 0-13-148965-8. 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
Control Charts
Figure 36.6 Control charts. (a) Process
negins to become out of control because of
such factors as tool wear (drift). The tool is
changed and the process is then in statistical
control. (b) Process parameters are not setproperly; thus, all parts are around the upper
control limit (shift in mean). (c) Process
becomes out of control because of factors
such as a change in the properties of the
incoming material (shift in mean).
-
7/29/2019 Ch36- Quality Assurance
11/17
Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.
ISBN 0-13-148965-8. 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
Unstable and Stable Processes
Figure 36.7 Illustration of processes that are (a) unstable or out of control and (b)
stable or in control. Note in sketch (b) that all distributions have lower standard
deviations and have means closer to the desired value. Source: After K. Crow.
-
7/29/2019 Ch36- Quality Assurance
12/17
Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.
ISBN 0-13-148965-8. 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
Operating-Characteristics Curve used in
Acceptance Sampling
Figure 36.8 A typical operating-characteristics curve used in acceptance
sampling. The higher the percentage of defective parts, the lower is the
probability of acceptance by the consumer. There are several methods of
obtaining these curves.
-
7/29/2019 Ch36- Quality Assurance
13/17
Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.
ISBN 0-13-148965-8. 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
Liquid-Penetrant Inspection
Figure 36.9 Sequence of operations for liquid-penetrant inspection to detect the presence
of cracks and other flaws in a workpiece. Source: Metals Handbook, Desk Edition.
Copyright 1985, ASM International, Metals Park, Ohio. Used with permission.
-
7/29/2019 Ch36- Quality Assurance
14/17
Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.
ISBN 0-13-148965-8. 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
Magnetic-Particle Inspection
Figure 36.10 Schematic illustration of magnetic-particle inspection of a part with a
defect in it. Cracks that are in a direction parallel to the magnetic field (such as in
A) would not be detected, whereas the others shown would. Cracks F, G, and H
are the easiest to detect. Source: Metals Handbook, Desk Edition, Copyright
1985, ASM International, Metals Park, Ohio. Used with permission.
-
7/29/2019 Ch36- Quality Assurance
15/17
Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.
ISBN 0-13-148965-8. 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
Radiographic Inspection Methods
Figure 36.11 Three methods of radiographic inspection: (a) conventional radiography,
(b) digital radiography, and (c) computed tomography. Source: Courtesy ofAdvanced
Materials and Processes, November 1990. ASM International.
-
7/29/2019 Ch36- Quality Assurance
16/17
Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.
ISBN 0-13-148965-8. 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
Eddy-Flow Current Changes
Figure 36.12 Changes in eddy-current flow caused by a defect in a workpiece.
Source: Metals Handbook, Desk Edition, Copyright 1985, ASM International,
Metals Park, Ohio. Used with permission.
-
7/29/2019 Ch36- Quality Assurance
17/17
Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.
ISBN 0-13-148965-8. 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
Basic Optical System for Detecting Flaws in Radiography
Figure 36.13 Schematic illustration of the basic optical system used in
holography elements in radiography for detecting flaws in workpieces. Source:
Metals Handbook, Desk Edition. Copyright 1985, ASM International, Metals
Park, Ohio. Used with permission.