CertainTeed Gypsum - Better Buildings Initiative... · CT Gypsum 54%. CT Insulation 27%. CT RPG...
21
NORTH AMERICAN DELEGATION Catherine Collison September 2017 CertainTeed Gypsum
Transcript of CertainTeed Gypsum - Better Buildings Initiative... · CT Gypsum 54%. CT Insulation 27%. CT RPG...

NORTH AMERICAN DELEGATION
Catherine CollisonSeptember 2017
CertainTeed Gypsum

High Level Goals

2025 Global Goals• Energy consumption: -15%
• Total CO2 emissions: -20%
• Water discharge: -80%• Long-term: Zero industrial
water discharge in liquid form
• Non-recovered waste: -50%• Long-term: Zero non-
recovered waste
How are we going to achieve these targets?
Presenter
Presentation Notes
Saint-Gobain, globally, has committed to a 15% reduction in energy and a 20% reduction in CO2 emissions as part of the COP21 agreements. While we have water goals and waste goals, the energy goals are really what we will be focusing on today.

NORTH AMERICAN DELEGATION
Saint-Gobain North America – Focus on Gypsum
CP Total79%
IM Total21%
Saint-Gobain North America Energy
CT Ceilings5%
CT Gypsum54%
CT Insulation
27%
CT RPG11%
CT SPG3%
Construction Products Energy
Presenter
Presentation Notes
In particular, we have a large focus on the gypsum industry in Saint-Gobain North America because of the proportion of energy we use. Saint Gobain is composed of two major sectors – Construction Products and Innovative Materials. All construction products fall under the CertainTeed umbrella. Within CertainTeed, we can see that Gypsum is consuming 54%. So, 54% of 79% - CertainTeed Gypsum us consuming roughly 40% of Saint-Gobain North America’s energy overall. Talk about job security for me! So, clearly being such a large consumer, we have to have a clear plan in place in order to reach our COP21 goals.

NORTH AMERICAN DELEGATION
Saint-Gobain North America – Focus on North America
Saint-Gobain Gypsum: Global Energy Consumption
13%
34%50%
3%
Asia
North America
Europe
ROW
Presenter
Presentation Notes
Not only is CertainTeed gypsum a major focus for Saint-Gobain North America because of our large contribution, but for the Gypsum Activity globally we are a rather large slice of the pie. How many people here work for global companies? Right, so you know that sometimes the organizational matrix structure can be clear as mud. Needless to say, in terms of energy reduction we have the same message coming from every cell in the matrix.

CertainTeed GypsumWhat do we do?

NORTH AMERICAN DELEGATION
CertainTeed Gypsum Plasterboard Manufacturing
CertainTeed Gypsum has 8 plasterboard sites in the United States and 6 in Canada for a total of 14 in North America
Presenter
Presentation Notes
CertainTeed Gypsum has 14 sites in North America. The above map shows all of the Saint-Gobain sites in North America, and the fun animated stars will show where our plasterboard sites are located. So, a lot of people here might be thinking; what is your manufacturing process that it is so energy intensive? Do we have a lot of sites, or are our sites so inefficient to the extent that we are just venting natural gas into the air? Well, we do have quite a few sites – 14 in North America to be exact, with 3 of those 14 being in the top 5 largest lines we have worldwide. We have 6 sites in Canada and 8 in the United States, and while none of our sites are carbon copies of each other, the process is quite similar in each site – and, unfortunately, quite energy-intensive.

NORTH AMERICAN DELEGATION
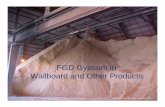
Gypsum Process
- H2O+ H2O
Gypsum rockPlasterboard
stucco
Plaster board production is a mineral processing & chemistry
from the gypsum rock to a gypsum board
8/137
• Heat of vaporization to dry the gypsum
• Heat of reaction for chemical change to stucco
• Heat of vaporization to dry the plasterboard
Presenter
Presentation Notes
A really general way to explain our process would be that we take rock, remove moisture and chemically reacted water, and then add water back to shape it into the rock we want. It seems pretty basic, but realistically it’s a lot more complicated than that. However, this process is quite energy intensive. When we are drying and chemically reacting the gypsum, we have both the heat of vaporization and heat of reaction to contend with, and when we are drying our plasterboard we have yet again the heat of vaporization. So, while our process isn’t exactly venting natural gas straight into atmopshere, it does use quite a bit of energy for something that seems relatively straightforward. In fact, energy is our third of fourth highest cost in the manufacturing process.

NORTH AMERICAN DELEGATION CertainTeed Gypsum
9 /
How are we going to achieve our targets?
Do we know what our energy losses are in our plants?
What needs to be done to achieve our 2025 targets?
Presenter
Presentation Notes
So, I’ve spent quite a bit of time explaining that we are big energy users and that we have some pretty lofty targets coming at us from every angle. I know that a lot of you all do as well – so I suppose the big question is, what are we doing about it? How are we planning on achieving our 2025 targets?

NORTH AMERICAN DELEGATION Benchmarking is Key!
WEEC September 201710 /
• Pillar board: example – gas usage• Keeps track of overall and equipment gas
consumption normalized by production per month
Presenter
Presentation Notes
On the bright side, we have been looking at energy for decades because it is such a big cost to us in all of our plants. CertainTeed Gypsum uses the World Class Manufacturing model – which is a type of lean manufacturing. We have an entire “Energy Pillar Board” which has been really great for seeing how the plant has been performing month over month. The Energy Pillar Board consists of Step 0 – essentially metering and where our energy is going. After that we have benchmarking equations for our equipment and heat and mass balances on this board to help us establish what our gaps our and where we should be focusing our resources at each site. This systems is really useful in our sites and has been a great backbone to help our sites understand where they are as a whole. However, our metering systems weren’t very sophisticated and while we had a good broad understanding of what was going on, we really need having a more detailed and comprehensive idea – which is why we are pushing for stronger energy management systems

NORTH AMERICAN DELEGATION Energy Management System
Phase 1
• Site-owned main meters for electric and gas• Sub-metering for all gas• Data concentrator linked to all existing meters
Phase 2
• Electrical sub-metering to MCC level• Visualization of energy performance via HMI• Monthly reports developed for controllers for benchmarking
Phase 3• Further electrical sub-metering by major pieces of equipment
Presenter
Presentation Notes
We’re implementing an energy management system in 3 phases. We have really had Phase 1 done for quite some time with the exception of site-owned meters – we were formerly just taking a pulse off of the utility owned meters. This energy management system is going to enable us to really understand our energy efficiencies on an instantaneous basis in every area of the plant. There is a lot of energy consumption which cannot be avoided, but hopefully this system will enable us to trim the fat. You might be asking why we are focusing on gas submetering prior to electrical submetering – well, over 90% of our energy usage in Gypsum is via natural gas.

NORTH AMERICAN DELEGATION
2017 – 2019:Systems & Restoration
2021-2025:Innovative Upgrades
2019-2021:Known Capital
Upgrades
CertainTeed Gypsum Energy Route Map
Energy Maintenance
Basic Conditions
Energy Management
System
Major Capital Project
Implementation Phase 2
Gap assessments for future projects
Pre-engineering of identified
projects
Pre-engineering of projects identified
from gap assessments
Major Capital Project
Implementation Phase 1 Process
Improvement
Process Innovation
Presenter
Presentation Notes
Each of our sites will have slightly different journeys with the energy management systems and the projects which will emerge following the energy management systems. We have asked for each of them to put together routemaps in detail so that we can ensure that we are staying on our path. However, for the continent as a whole, we can really summarize the path with Systems & Restoration, Known Capital Upgrades, and Innovative Upgrades.

Current Examples of Capital Improvements
Presenter
Presentation Notes
I want to take a second to emphasize that our timeline is a bit nebulous. Although we are only in the pre-engineering phase for many of our major capital upgrades now, any equipment upgrades which we do will already have some of designs in them. Since this is an engineering conference, I wanted to take a bit of time to nerd out over some of the examples.

NORTH AMERICAN DELEGATION
Known Capital ImprovementRecirculating Air
GRINDERCALCINER
DUST COLLECTOR
• In some cases our systems are single-pass, exhausting hot air straight to atmosphere
• We plan to ensure that we are recirculating as much air as possible
• We also have the opportunity to recirculate air from one piece of equipment to another (or use a heat exchanger)

NORTH AMERICAN DELEGATION Known Capital Improvements
Board Drying
Zone 3
Entréeair
T° entrée
T° sortie
Zone 1
Entréeiair
T° entrée
T° sortie
T° input
T° sortie
Zone 2
Entréeair
T° entrée Zone 3
Entréeair
T° entrée
T° sortie
Zone 1
Entréeiair
T° entrée
T° sortie
T° input
T° sortie
Zone 2
Entréeair
T° entrée
• Earlier zones have delivery temperatures in the range of 500-600°F
• Exit temperatures are around 300°F• Final zone delivery temperatures are around 300°F
Presenter
Presentation Notes
One of the phases of our process which uses the most energy is the board drying process. We have several zones in our board dryers – anywhere from 2-4 in North America, but let’s use an example of 3. Our inlet temperatures in the earlier zones can be up to 600 F, with outlet temperatures near 300 F. In our third zone we are a bit more gentle in our process and have inlet temperatures of near 300 F with outlet temperatures near 200 F.

NORTH AMERICAN DELEGATION Known Capital Improvements
Board Drying
• Basic: each dryer zone exhausts individually
Zone 1 Zone 2 Zone 3
Ex ExEx
Zone 1 Zone 2 Zone 3
Ex ExCA ExFA FA
EOS
Zone 1 Zone 2 Zone 3
EOS
HEX
• EOS: Energy Optimization System: Recover exhaust from early zones and use in final zone
• Add heat exchanger to add a pre-heat section and pre-heat combustion air
Presenter
Presentation Notes
One of the phases of our process which uses the most energy is the board drying process. We have several zones in our board dryers – anywhere from 2-4 in North America, but let’s use an example of 3. Our inlet temperatures in the earlier zones can be up to 600 F, with outlet temperatures near 300 F. In our third zone we are a bit more gentle in our process and have inlet temperatures of near 300 F with outlet temperatures near 200 F.

NORTH AMERICAN DELEGATION Known Capital Improvement
Air:Gas Ratio Control
• Electronic Air:Gas ratio control has enabled us to run our combustion in tighter excess air ranges for energy and process optimization
• SmartLink valves are put on both combustion air actuators and gas trains and coupled with measurement devices.
• Electronic controller then enables site to safely choose electronic air/gas ratio
• Measuring devices keep us more aware of when our burners do not have full combustion
• Resulted in 4% natural gas savings by ensuring that the burners had full combustion and operated in a more ideal excess air range
Before: incomplete combustion
After: efficient, complete combustion

NORTH AMERICAN DELEGATION Future Capital Improvements – To be
Researched
18 /
Combined Heat & Power?
Making the Process Leaner
Unknown Innovations?
Presenter
Presentation Notes
We know that we can make a lot of progress with known capital improvements; however we still run into the issue that this won’t be enough for our 2025 targets. We have a lot of improvements which really need to be investigated. Fortunately for us, our European counter-parts will likely investigate them first; however that doesn’t mean that we have no work to do!

NORTH AMERICAN DELEGATION Roles in Energy Management and Reduction
Gypsum WCM Forum 4-6 April 201719 /
Understand energy losses through systems
Keep track of plant metrics through
psystemsBuild plant awarenessConduct projects to
reduce energy consumption
Provide technical training and guidance
Provide financial and technical resources
Ensure that energy is a priority for the plants
Presenter
Presentation Notes
Everyone has their role to play in energy reduction. In our company we divide the responsibilities between the plant, central teams such as myself, and management. The biggest obstacle for us is getting buy in on a plant level because the best way to improve a site’s performance is through Operational Efficiency. However, thanks to influence from the management arena, we are really on track to have solid energy reduction by 2025.

• Clear, established targets• Systems, basic capital
improvements, and then major capital improvements
• Must have involvement on every level
Conclusion

NORTH AMERICAN DELEGATION
Questions?