CCS in Industrial Processes - IEAGHG
31
CCS in Industrial Processes John Davison IEA Greenhouse Gas R&D Programme Cheltenham, UK Workshop organised by the Swiss Federal Office of Energy Bern, 1 st September 2014
Transcript of CCS in Industrial Processes - IEAGHG

CCS in Industrial Processes
John DavisonIEA Greenhouse Gas R&D Programme
Cheltenham, UK
Workshop organised by the Swiss Federal Office of Energy
Bern, 1st September 2014

2
IEA Greenhouse Gas R&D Programme (IEAGHG)
established in 1991 by the International Energy Agency
Aim: To provide information on the role that technology can play in reducing greenhouse gas emissions from use of fossil fuels.
Objective, independent, policy relevant but not policy prescriptive
Focus on CCS
Activities:
Technical studies - over 250, freely available to our member countries
Organise networks of researchers, conferences and summer schools
Provide information to policy makers and regulators

3
Industrial Sources of CO2
About a quarter of global emissions
A large proportion of emissions are in developing countries
Source: IEA/UNIDO Technology
Roadmap, Carbon capture and
storage in industrial
applications, 2011

4
Cement Production
CaCO3 → CaO + CO2
Mill
Flue gas
Fuel
Clinker
Precalciner
Rotary kiln
e.g. CaO + SiO2 etc →calcium silicates etc
Fuel
Cement
Additives
Preheaters
(multiple stages)
Hot gas
Cooler
1350°C
900°C
Limestone
etc.
Mill and drier
Around 60% of the CO2 is from decomposition of limestone
Cannot be avoided by use of non-fossil energy sources

5
Post Combustion CaptureSolvent scrubbing
CO2 to
storage
Fuel
Cement
plant
Solvent
scrubbingESP, SCR,
FGD
Air
Power
CO2-reduced
flue gas
CHP plant Steam
CO2
compression
Coal
Clinker
Solvent
stripping
Raw
meal
24%
CO2

6
Post-combustion Capture
Advantages for cement plantsFlue gas CO2 concentration is high (around 24%vol.)
o Advantageous, particularly for alternative capture technologies
The cement plant itself is unaffectedo But more stringent flue gas cleaning may be needed
Retrofit to existing plants is possibleo Provided space is available and CO2 can be transported off site
DisadvantagesA large quantity of low pressure steam is needed for solvent stripping, requiring an on-site CHP plant
o Coal is usually available at cement plants but coal CHP plants have relatively high investment costs and high emissions
o Natural gas CHP plants have lower investment costs

7
Oxy-Combustion CapturePrecalciner and kiln
Clinker
Vent gas
Fuel
Raw
Mill
Purification/
compression
Precalciner
Air
separation
Raw
meal
Oxygen
CO2
Recycled flue gas
KilnPreheater
FuelFlue gas
Hot
gas
Air

8
Oxy-combustion Capture Pre-calciner only
Clinker
Air
Vent gas
Fuel
Raw
Mill
Purification/
compression
Precalciner
Air
separation
Raw
meal
Oxygen
CO2
Recycled flue gas
Preheater 1Kiln
Preheater 2
FuelFlue gas
Hot gas
Air

9
Oxy-combustion Capture
Advantages for cement plantsLow oxygen consumption
o 1/3 of the amount of O2 is needed per tonne of CO2 captured, compared to a coal fired boiler
Potentially low cost process
DisadvantagesRetrofit may be more difficult
Involves changes to the core cement processo Impacts on plant design and chemistry etc.

10
Status of Cement Plant CCS
Post combustion captureTest centre for small scale and pilot trials at a cement plant, Norcem, Brevik, Norway
o Amine scrubbing, Dry adsorption, Membranes, Ca looping
ITRI/Taiwan Cement Corp.o 1t/h CO2 calcium looping unit
Skyonic Corp, Texas
o 83 kt/y CO2 plant at a cement plant, NaOH + CO2→ NaHCO3
Oxy-combustionLaboratory studies ECRA, Germany
Pre-calciner pilot plant, Denmark, o Lafarge, FL Smidth, Air Products, c1t/h CO2
11
Oil Refineries
Many CO2 emission sources
Complex plants - all are different
Space can be a constraint for retrofits
Design standards for capture plants at refineries may be different to power plants
Potentially higher costs

12

13

14

15
Emissions from Simple and Complex Refineries
Data from CONCAWE 2011
CDU: Crude distillation unit
VDU: Vacuum distillation unit
FCC: Fluid catalytic cracker

16
CO2 Capture at Refineries
Post combustion capture
Fired heaters, fluid catalytic cracker and utility steam and power generation
Centralised solvent stripping may be feasible
Pre-combustion capture
Hydrogen plants (steam reforming, residue gasif.)
Hydrogen could also be used in fired heaters and utility steam and power generation
Oxy-combustion
Fired heaters and steam/power generation
Fluid catalytic crackers

17
Capture from Refinery Flue gasTest Centre Mongstad, Norway
2 capture plants: Amine and Chilled Ammonia processes
100,000t/y CO2 capture
Flue gases from the refinery:
Combined cycle power plant
Fluid catalytic cracker

18
Oxy-Combustion FCC
Courtesy: CCP / Petrobras
Retrofit at Petrobras research facility, Brazil
1t/d CO2
Operated 2011-12
CCP consider oxy-combustion to be viable and competitive with post combustion capture for FCCs

19
Capture at a Hydrogen PlantAir Products, Port Arthur, Texas
• Capture retrofit to 2 steam methane reformer units
• Vacuum swing adsorption process
• 1Mt/y CO2 for EOR
• >90% CO2 capture
• Started operation Dec. 2012 / March 2013
Existing SMR
VSA Vessels

20
Capture of CO2 from 3 steam methane reformer units
H2 provided to the Athabasca Oil Sand Upgrader
Shell amine technology (ADIP-X system based on MDEA/Pz)
~1.2 million tonne of CO2/y
Saline Aquifer with potential EOR application
Operation starts 2015/16
Capture at a Hydrogen PlantShell Quest Project, Canada

21
Natural Gas ProcessingCO2 sometimes has to be separated from natural gas to satisfy purity standards
Separation is usually by amine scrubbing, e.g. MDEA
Physical solvents and low temperature separation are also used for high CO2 gas
CO2 just has to be compressed and dried
Several million tonnes/year of CO2 separated from natural gas is used for EOR
CO2 is also used for storage demonstration projects

22
CO2 Capture in Gas Production
Sleipner, Norway; 9% CO2, Around 1 Mt/y CO2 captured Snøhvit, Norway; 5-8% CO2
Around 0.7 Mt/y CO2 captured
In Salah, Algeria; up to 10% CO2
Around 1.2 Mt/y CO2 capturedLaBarge, USA; 65% CO2,
Around 6 Mt/y CO2 capturedand used for EOR

23
Other High Purity CO2 SourcesBio-ethanol production
Dacatur project, USA, 1Mt/y CO2
Synthetic natural gas from coal
Dakota Gasification plant, USA, ~2.5Mt/y CO2
Coal-based chemicals plants
Coffeyville ammonia plant, USA, ~0.7Mt/y CO2
Many Chinese coal to chemicals plants

24
Capture at Iron and Steel Plants
2
Steel plants are complex integrated plants with many sources of emissions
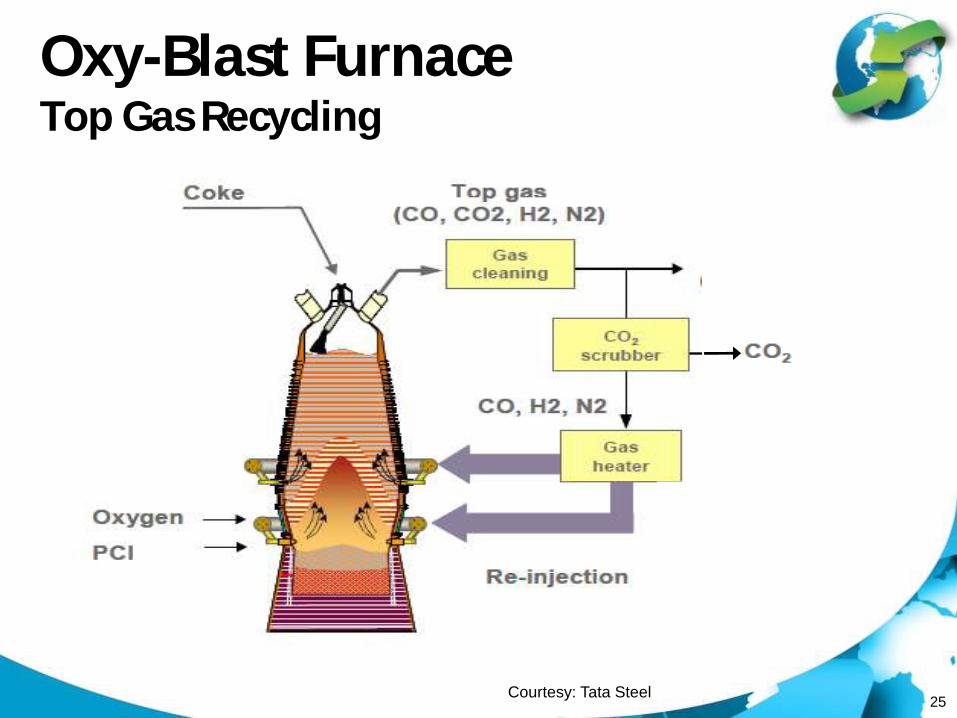
Blast furnaces are the core of most large plants
Chemical reduction of iron oxide to iron
The focus of capture R&D, e.g Europe (ULCOS project), Japan (COURSE 50 project), and Korea
New iron and steel processes with integrated capture are being developed
25
Oxy-Blast Furnace Top Gas Recycling
Courtesy: Tata Steel

26
Technical Issues for CCS in Industries
CO2 capture technologies are well proven for some industries but not others
Need to demonstrate CCS, particularly in cement, iron and steel and refineries
Different CO2 concentrations and pressures
Impacts of different impurities
Operational profiles etc.
Develop and demonstrate new processes with integrated CO2 capture
Learn from technology demonstrations in the power sector

27
Costs of CCS in Industries
Shortage of information on industrial CCS costs
Especially for developing countries, where most industrial emissions occur
Estimating costs is difficult
Different costs for each CO2 source at each site
Partial capture of CO2 at a site may be preferred

28
Industrial CCS Costs
IEA CCS Technology Roadmap 2013
‘Low Hanging Fruit’

29
Economics of Industrial CCSSome industrial capture is already economic
CO2 is sold, particularly for EOR
Economic incentives for industrial CCS without CO2
utilisation in most countries are low or zero
Industrial products are traded globally, unlike electricity
Transfer of production to countries with low GHG abatement requirements may be the most attractive choice for industries
A significant challenge for policy makers
30
ConclusionsTechnology status
CO2 is already captured in some industries but is at a relatively early stage of development in other industries
Further R&D and demonstration is needed, particularly for iron and steel, cement and oil refineries
Industries can learn from deployment of CO2 capture technologies in the power industry
EconomicsIndustrial CCS cost estimates have high uncertainties
EOR can make some industrial CCS economic but further incentives are needed in most cases
Agreements are needed to minimise the risk of industries re-locating to countries where CCS is not required