Castolin Eutectic Brazing Technologyase-castolin.com/pdf/BrazingCatalogue_English_br.pdf ·...
12
Castolin Eutectic Brazing Technology OEM Catalogue Stronger, with Castolin Eutectic Joining Solutions…
Transcript of Castolin Eutectic Brazing Technologyase-castolin.com/pdf/BrazingCatalogue_English_br.pdf ·...
Castolin Eutectic
Brazing Technology
OEM Catalogue
Stronger, with Castolin Eutectic
Joining Solutions…
Stronger, with Castolin Eutectic
www.castolin.com www.eutectic.com
2
WelcomeContents
Our Brazing Tradition
Over 100 years ago in 1906, Mr. Wasserman started his business with the development, production and sales of brazing fluxes. In the following years, Castolin was formed and began to develop new low temperature and eutectic brazing alloys. Castolin was not only revolutionary in terms of its developments, in patents and in manufacturing processes, but also in training salesmen and customers on the brazing and soldering methods. Castolin Eutectic has always been years ahead of the competition. For example, Castolin developed the first non-corrosive aluminium fluxes in the 60’s, the first
Above : some of the first documented flux
packages from Castolin Eutectic
aluminium pastes in the 70’s and the first nickel pastes in the late 70’s. These products were 15 to 20 years before their time.
Castolin Eutectic has patented over 200 products in its history and is still developing and improving products and processes for its customers today.
Castolin Eutectic, with its 100 years tradition of developing and innovating soldering and brazing solutions, is the right partner for you.
Solutions for OEM
Wide Selection of Coatings .................................................................................................................................................................................................. p.3
CadFree™ Silver Alloys ............................................................................................................................................................................................................... p.4
Silver Cadmium Alloys .............................................................................................................................................................................................................. p.5
Copper Phosphor Alloys ........................................................................................................................................................................................................... p.6
Brass Alloys ............................................................................................................................................................................................ p.7
Aluminium Alloys .............................................................................................................................................................................. p.8
Foils ............................................................................................................................................................................................................................................................... p.8
Selection Chart .................................................................................................................................................................................... p.9
Brazing Pastes
SolarCast ................................................................................................................................................................................................................................................. p.10
Silver Pastes .......................................................................................................................................................................................................................................... p.10
Aluminium / Light Metal Pastes ..................................................................................................................................................................................... p.10
Nickel Pastes .......................................................................................................................................................................................... p.10
Solder Pastes ......................................................................................................................................................................................... p.10
HIstory ..................................................................................................................................................................................................... p.11
Addresses of Castolin Eutectic Companies in Europe .................................................................................................... p.11
Stronger, with Castolin Eutectic 3
www.castolin.com www.eutectic.com
At Castolin Eutectic, we understand that each application has individual and specific requirements. Therefore we have designed and manufactured several types of coated rods to meet the demands of our customers.
Unlike most competitors, Castolin Eutectic does not use a universal flux for all rods, each rod contains the type of flux required by the alloy being coated.
The Coating Names
Each alloy has a name, like for example 1020. Behind the name of the alloy, there are letters which specify the type of flux coating: 1020 F is a 1020 alloy with an “F” coating. The product name and coating type along with the batch number is printed on each rod. Additionally, each alloy has a specific flux coating colour which helps operators to know which
Solutions for OEMWide Selection of Coatings
alloy/colour to use. This colour coating prevents users from mixing the alloys in their processes and it is easy to train users by colour.
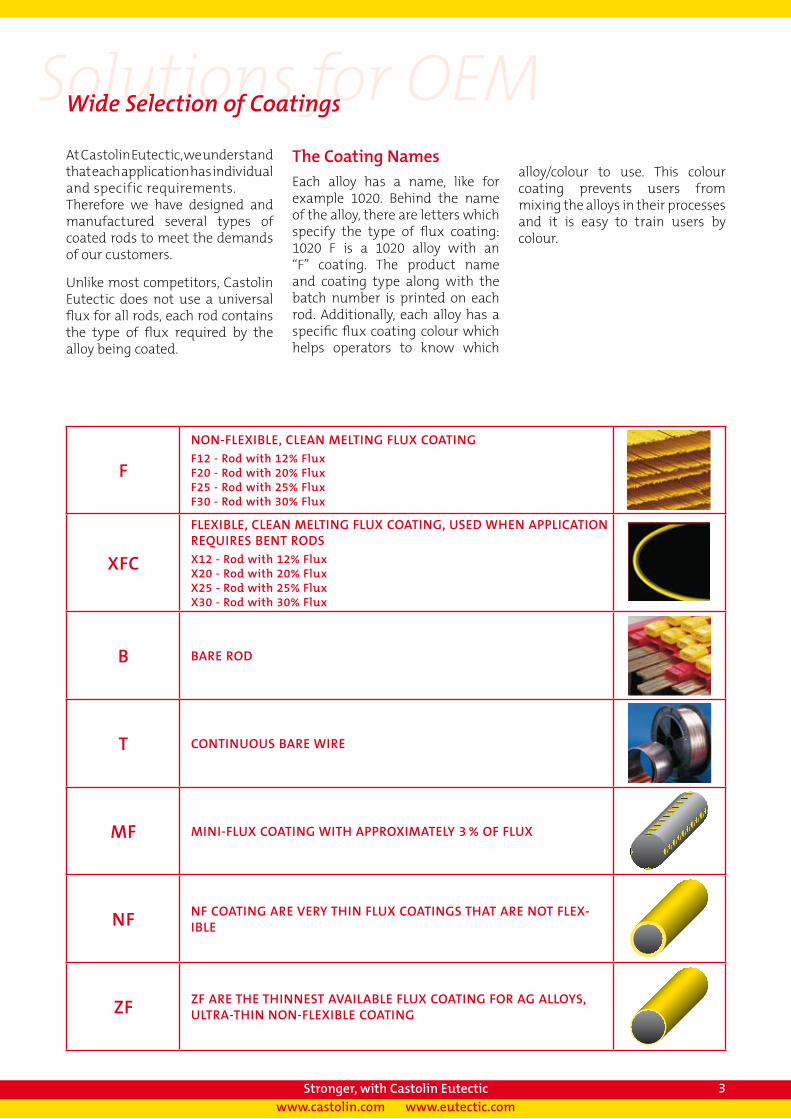
F
NON-FlExiBlE, ClEaN MElTiNg Flux COaTiNgF12 - Rod with 12% Flux F20 - Rod with 20% Flux F25 - Rod with 25% Flux F30 - Rod with 30% Flux
xFC
FlExiBlE, ClEaN MElTiNg Flux COaTiNg, uSEd whEN aPPliCaTiON REquiRES BENT ROdSx12 - Rod with 12% Flux x20 - Rod with 20% Flux x25 - Rod with 25% Flux x30 - Rod with 30% Flux
B BaRE ROd
T CONTiNuOuS BaRE wiRE
MF MiNi-Flux COaTiNg wiTh aPPROxiMaTEly 3 % OF Flux
NF NF COaTiNg aRE vERy ThiN Flux COaTiNgS ThaT aRE NOT FlEx-iBlE
ZF ZF aRE ThE ThiNNEST availaBlE Flux COaTiNg FOR ag allOyS, ulTRa-ThiN NON-FlExiBlE COaTiNg
Stronger, with Castolin Eutectic
www.castolin.com www.eutectic.com
4
Typical applications includePiping, air-conditioning, food industry, automotive, medical instuments, cutting tools, refrigeration, spectacles, etc.
Solutions for OEMCadFree™ Silver Alloys
ProductComposition % Melting
Range °C
Operating
Temp. °C
density g/cm3
Tensil Streng. N/mm2
international Standards Corespondences
ag Cu Zn Sn OthersawS a58
EN 1044diN
8513NFa
81-362BS 1845
38212 12 48 40 - 0,2% Si 800-830 830 8.5 410 - Ag 207 L-Ag 12 - -
38216 16 50 34 - - 790-830 820 8.6 505 - - - - -
38225 25 41 34 - - 700-800 780 8.8 420 - Ag 205 L-Ag 25 25 A1° -
38230 30 38 32 - - 650-750 740 8.8 505 B Ag 20 Ag 204 L-Ag 30 - -
38230 Sn 30 36 32 2 - 680-765 750 8.9 460 - Ag 107L-Ag 30Sn
- AG21
38233 33 34 33 - - 700-740 730 8.9 535 - - - - -
38235 35 32 33 - - 680-750 740 9 430 B Ag 35 - - - -
38238 Sn 38 31 29 2 - 650-720 710 8.8 430 B Ag 34 - - - -
38240 Ni 40 30 28 - Ni 2 670-780 780 8.9 350 B Ag 4 - - - -
38243 43 37 20 - - 690-770 760 9.1 400 - - - - AG5
38244 44 30 26 - 0,2% Si 675-735 730 9.1 545 - Ag 203 L-Ag 44 44 A1 -
38250Ni 50 20 28 - Ni 2 660-750 740 9 450 B Ag 24 - - - -
38260 60 30 10 - 600-720 710 420 B Ag 18 - - 60 A1 -
38260 Sn 60 23 14 3 - 620-685 680 9.6 420 - Ag 101L-Ag 60Sn
- -
38272 72 28 - - 779 779 10 350 B Ag 8 Ag 401 - 72 A1
38220 20 44 36 - * 690-810 810 8.7 330 - Ag 206 L-Ag 20 20 A1 -
38234 34 36 27 3 - 630-730 710 9 420 - Ag 106L-Ag 34Sn
- -
38240 40 30 28 2 - 640-700 690 9.1 430 B Ag 28 Ag 105L-Ag 40Sn
- AG20
38245 45 27 25 3 - 640-680 670 9.2 350 B Ag 36 Ag 104°L-Ag 45Sn
- -
38245 45 30 25 - - 660-740 730 9.2 410 B Ag 5 - - 45 A2° -
38249 49 16 23 -Ni 4,5
Mn 7,5 625-705 690 8.9 B Ag 22 Ag 502 L-Ag 49 - AG18
38255 55 21 22 2 - 620-660 650 9.4 390 - Ag 103L-Ag
55Sn°- AG14
38256 56 22 17 5 - 620-650 650 9.5 410 B Ag 7 Ag 102 - 56 A1 -
38265 65 20 15 - - 670-720 710 9.6 400 B Ag 9 Ag 201° - 63 A1° -
Note: According to the RoHS standard, only CadFree™ alloy should be used in specific industries. Castolin Eutectic products are certified to be RoHS compliant.
Stronger, with Castolin Eutectic 5
www.castolin.com www.eutectic.com
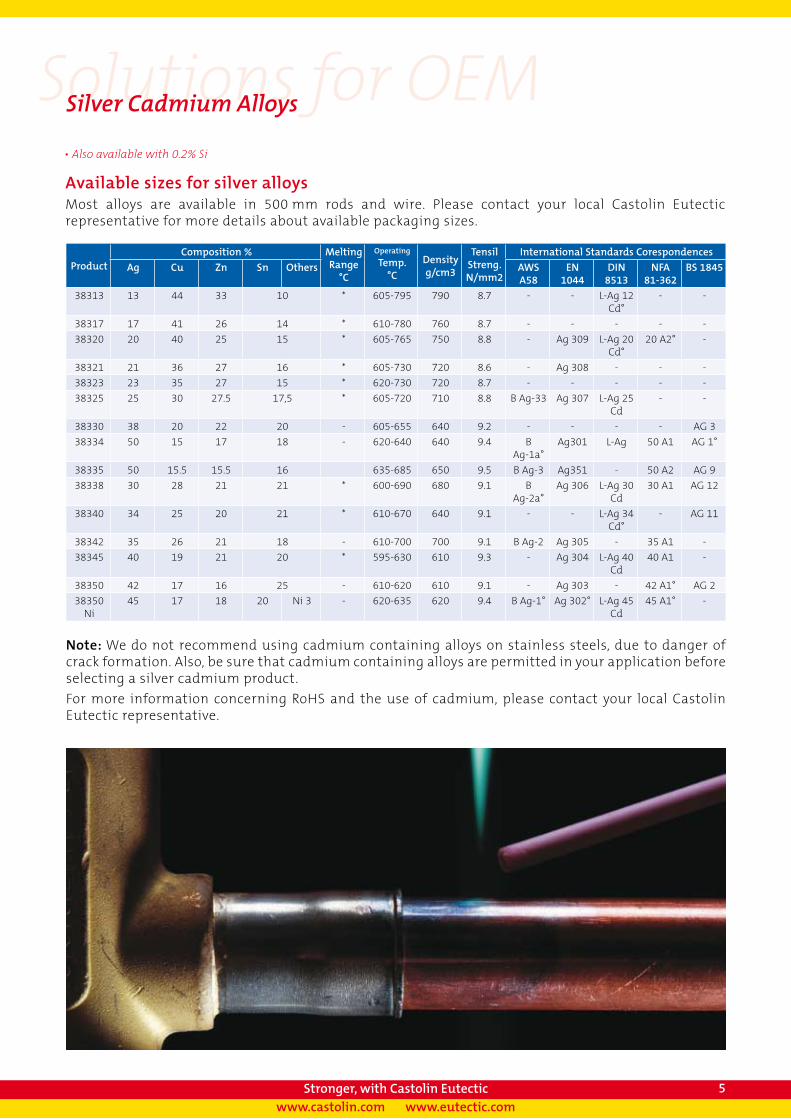
Solutions for OEMavailable sizes for silver alloys Most alloys are available in 500 mm rods and wire. Please contact your local Castolin Eutectic representative for more details about available packaging sizes.
ProductComposition % Melting
Range °C
Operating
Temp. °C
density g/cm3
Tensil Streng. N/mm2
international Standards Corespondences
ag Cu Zn Sn Others awS a58
EN 1044
diN 8513
NFa 81-362
BS 1845
38313 13 44 33 10 * 605-795 790 8.7 - - L-Ag 12 Cd°
- -
38317 17 41 26 14 * 610-780 760 8.7 - - - - -
38320 20 40 25 15 * 605-765 750 8.8 - Ag 309 L-Ag 20 Cd°
20 A2° -
38321 21 36 27 16 * 605-730 720 8.6 - Ag 308 - - -
38323 23 35 27 15 * 620-730 720 8.7 - - - - -
38325 25 30 27.5 17,5 * 605-720 710 8.8 B Ag-33 Ag 307 L-Ag 25 Cd
- -
38330 38 20 22 20 - 605-655 640 9.2 - - - - AG 3
38334 50 15 17 18 - 620-640 640 9.4 B Ag-1a°
Ag301 L-Ag 50 A1 AG 1°
38335 50 15.5 15.5 16 635-685 650 9.5 B Ag-3 Ag351 - 50 A2 AG 9
38338 30 28 21 21 * 600-690 680 9.1 B Ag-2a°
Ag 306 L-Ag 30 Cd
30 A1 AG 12
38340 34 25 20 21 * 610-670 640 9.1 - - L-Ag 34 Cd°
- AG 11
38342 35 26 21 18 - 610-700 700 9.1 B Ag-2 Ag 305 - 35 A1 -
38345 40 19 21 20 * 595-630 610 9.3 - Ag 304 L-Ag 40 Cd
40 A1 -
38350 42 17 16 25 - 610-620 610 9.1 - Ag 303 - 42 A1° AG 2
38350 Ni
45 17 18 20 Ni 3 - 620-635 620 9.4 B Ag-1° Ag 302° L-Ag 45 Cd
45 A1° -
Silver Cadmium Alloys
• Also available with 0.2% Si
Note: We do not recommend using cadmium containing alloys on stainless steels, due to danger of crack formation. Also, be sure that cadmium containing alloys are permitted in your application before selecting a silver cadmium product.
For more information concerning RoHS and the use of cadmium, please contact your local Castolin Eutectic representative.
Stronger, with Castolin Eutectic
www.castolin.com www.eutectic.com
6
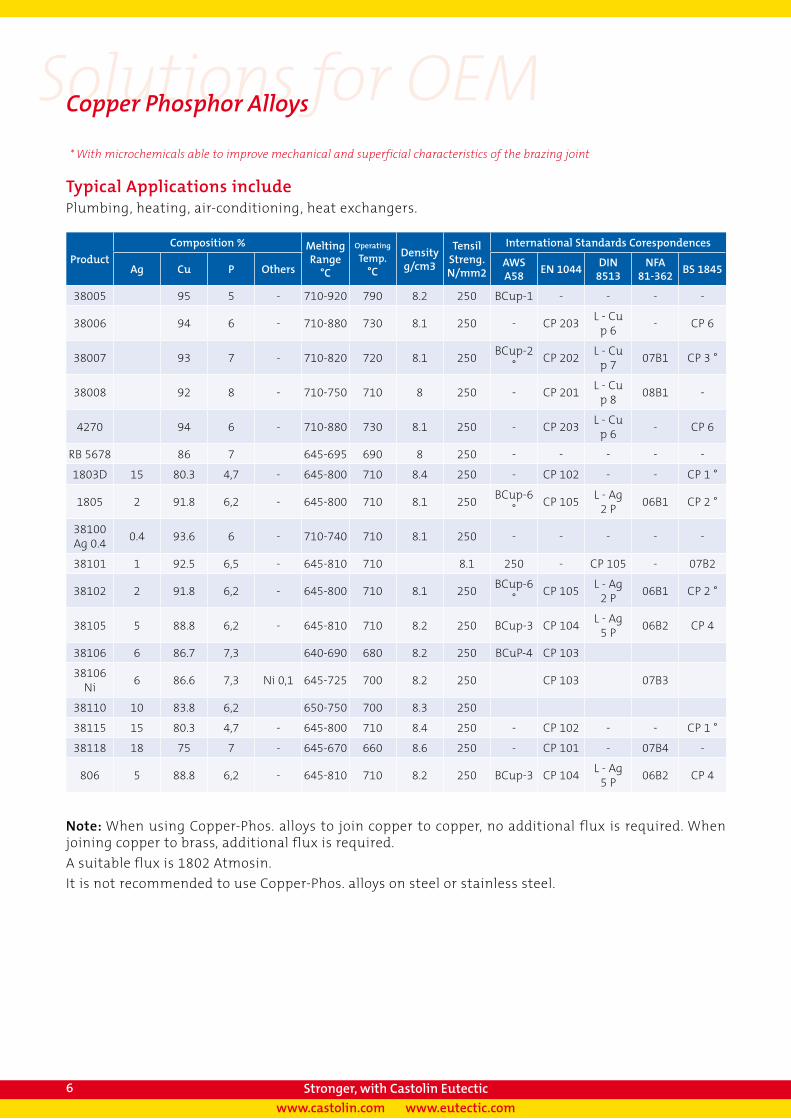
Solutions for OEMTypical applications includePlumbing, heating, air-conditioning, heat exchangers.
Copper Phosphor Alloys
* With microchemicals able to improve mechanical and superficial characteristics of the brazing joint
Product
Composition % Melting Range
°C
Operating
Temp. °C
density g/cm3
Tensil Streng. N/mm2
international Standards Corespondences
ag Cu P OthersawS a58
EN 1044diN
8513NFa
81-362BS 1845
38005 95 5 - 710-920 790 8.2 250 BCup-1 - - - -
38006 94 6 - 710-880 730 8.1 250 - CP 203L - Cu
p 6- CP 6
38007 93 7 - 710-820 720 8.1 250BCup-2
°CP 202
L - Cu p 7
07B1 CP 3 °
38008 92 8 - 710-750 710 8 250 - CP 201L - Cu
p 808B1 -
4270 94 6 - 710-880 730 8.1 250 - CP 203L - Cu
p 6- CP 6
RB 5678 86 7 645-695 690 8 250 - - - - -
1803D 15 80.3 4,7 - 645-800 710 8.4 250 - CP 102 - - CP 1 °
1805 2 91.8 6,2 - 645-800 710 8.1 250BCup-6
°CP 105
L - Ag 2 P
06B1 CP 2 °
38100 Ag 0.4
0.4 93.6 6 - 710-740 710 8.1 250 - - - - -
38101 1 92.5 6,5 - 645-810 710 8.1 250 - CP 105 - 07B2
38102 2 91.8 6,2 - 645-800 710 8.1 250BCup-6
°CP 105
L - Ag 2 P
06B1 CP 2 °
38105 5 88.8 6,2 - 645-810 710 8.2 250 BCup-3 CP 104L - Ag
5 P06B2 CP 4
38106 6 86.7 7,3 640-690 680 8.2 250 BCuP-4 CP 103
38106 Ni
6 86.6 7,3 Ni 0,1 645-725 700 8.2 250 CP 103 07B3
38110 10 83.8 6,2 650-750 700 8.3 250
38115 15 80.3 4,7 - 645-800 710 8.4 250 - CP 102 - - CP 1 °
38118 18 75 7 - 645-670 660 8.6 250 - CP 101 - 07B4 -
806 5 88.8 6,2 - 645-810 710 8.2 250 BCup-3 CP 104L - Ag
5 P06B2 CP 4
Note: When using Copper-Phos. alloys to join copper to copper, no additional flux is required. When joining copper to brass, additional flux is required.
A suitable flux is 1802 Atmosin.
It is not recommended to use Copper-Phos. alloys on steel or stainless steel.
Stronger, with Castolin Eutectic 7
www.castolin.com www.eutectic.com
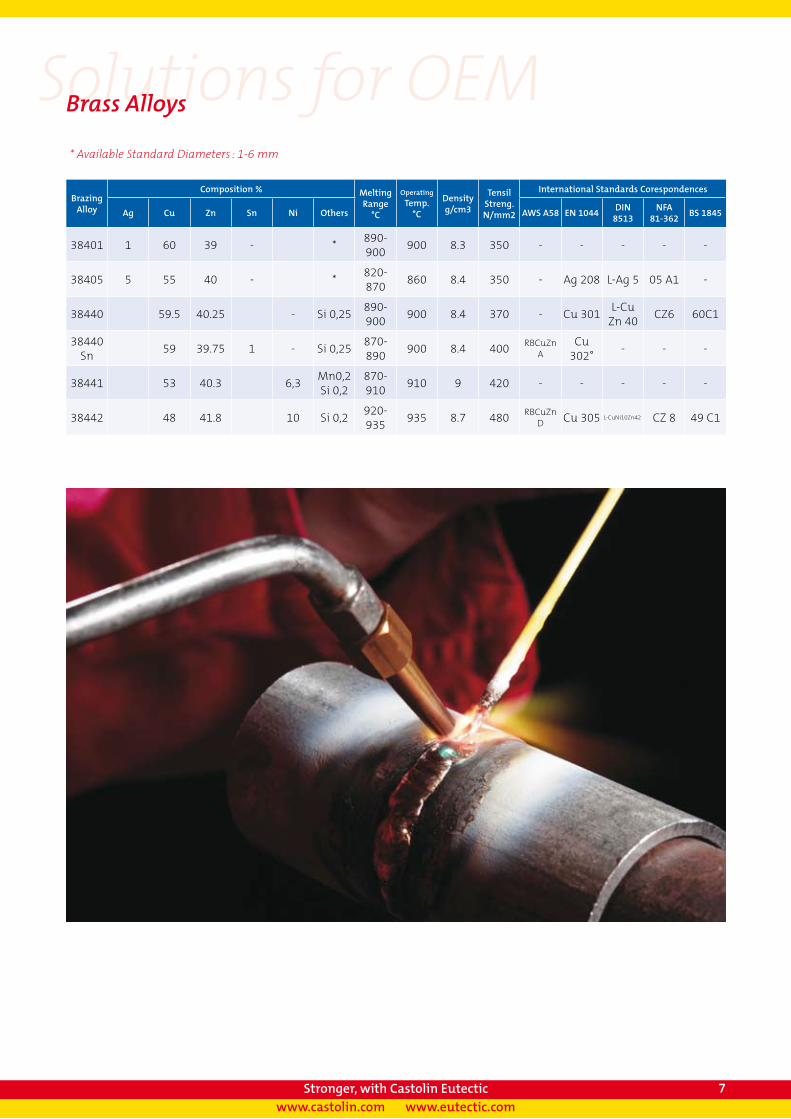
Solutions for OEMBrass Alloys
* Available Standard Diameters : 1-6 mm
Brazing alloy
Composition % Melting Range
°C
Operating
Temp. °C
density g/cm3
Tensil Streng. N/mm2
international Standards Corespondences
ag Cu Zn Sn Ni Others awS a58 EN 1044diN
8513NFa
81-362BS 1845
38401 1 60 39 - *890-900
900 8.3 350 - - - - -
38405 5 55 40 - *820-870
860 8.4 350 - Ag 208 L-Ag 5 05 A1 -
38440 59.5 40.25 - Si 0,25890-900
900 8.4 370 - Cu 301L-Cu
Zn 40CZ6 60C1
38440 Sn
59 39.75 1 - Si 0,25870-890
900 8.4 400 RBCuZn A
Cu 302°
- - -
38441 53 40.3 6,3Mn0,2 Si 0,2
870-910
910 9 420 - - - - -
38442 48 41.8 10 Si 0,2920-935
935 8.7 480 RBCuZn D Cu 305 L-CuNi10Zn42 CZ 8 49 C1

Stronger, with Castolin Eutectic
www.castolin.com www.eutectic.com
8
Solutions for OEMaluminium alloys
Typical applications includeRefrigeration, air-conditioning, automotive piping, pots and pans
Other Products
Brazing
alloy
alluminium
Composition
%
Others
Melting
Range
°C
Operating
Temp.
°C
density
g/cm3
Tensil
Streng.
N/mm2
international Standards Corespondences
awS a58 EN 1044 diN 8513 NFa 81-362 BS 1845
38512 AlSi12 576-582 590 2.65 125 BAlSi-12 AL 104 L-AL Si 12 -B/SB
AL88Si
38512 PA AlSi12 576-582 590 2.65 125 BAlSi-12 AL 104 L-AL Si 12 -B/SB
AL88Si
38512 PC AlSi12 576-582 590 2.65 125 BAlSi-12 AL 104 L-AL Si 12 -B/SB
AL88Si
Foils
ProductComposition %
OthersMelting Range
°C
Operating
Temp. °C
density g/cm3
Tensil Streng. N/mm2
international Standards Corespondences
ag Cu Zn Sn Cd Ni PawS a58
EN 1044diN
8513NFa
81-362BS 1845
8270 49 16 23 - 4,5 Mn 7,5625-705
690 8.9 B Ag 22 Ag 502 L-Ag 49 - AG18
38115 L 15 80.3 4,7 -645-800
710 8.4 250 - CP 102 - - CP 1 °
38240 L 40 30 28 2 -640-700
690 9.1 430 B Ag 28 Ag 105L-Ag 40Sn
- AG20
Stronger, with Castolin Eutectic 9
www.castolin.com www.eutectic.com
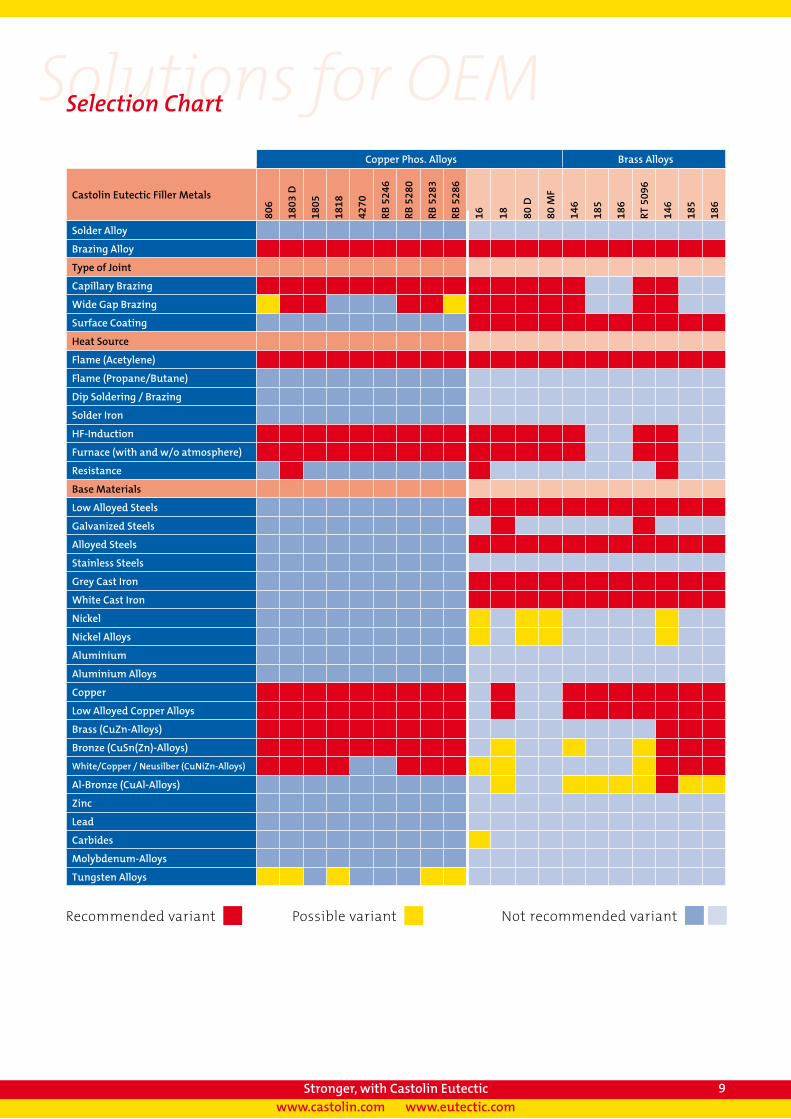
Copper Phos. alloys Brass alloys
Castolin Eutectic Filler Metals
806
1803
d
1805
1818
4270
RB
524
6
RB
528
0
RB
528
3
RB
528
6
16 18 80 d
80 M
F
146
185
186
RT
5096
146
185
186
Solder alloy
Brazing alloy
Type of Joint
Capillary Brazing
wide gap Brazing
Surface Coating
heat Source
Flame (acetylene)
Flame (Propane/Butane)
dip Soldering / Brazing
Solder iron
hF-induction
Furnace (with and w/o atmosphere)
Resistance
Base Materials
low alloyed Steels
galvanized Steels
alloyed Steels
Stainless Steels
grey Cast iron
white Cast iron
Nickel
Nickel alloys
aluminium
aluminium alloys
Copper
low alloyed Copper alloys
Brass (CuZn-alloys)
Bronze (CuSn(Zn)-alloys)
white/Copper / Neusilber (CuNiZn-alloys)
al-Bronze (Cual-alloys)
Zinc
lead
Carbides
Molybdenum-alloys
Tungsten alloys
Solutions for OEMSelection Chart
Recommended variant Possible variant Not recommended variant
Stronger, with Castolin Eutectic
www.castolin.com www.eutectic.com
10
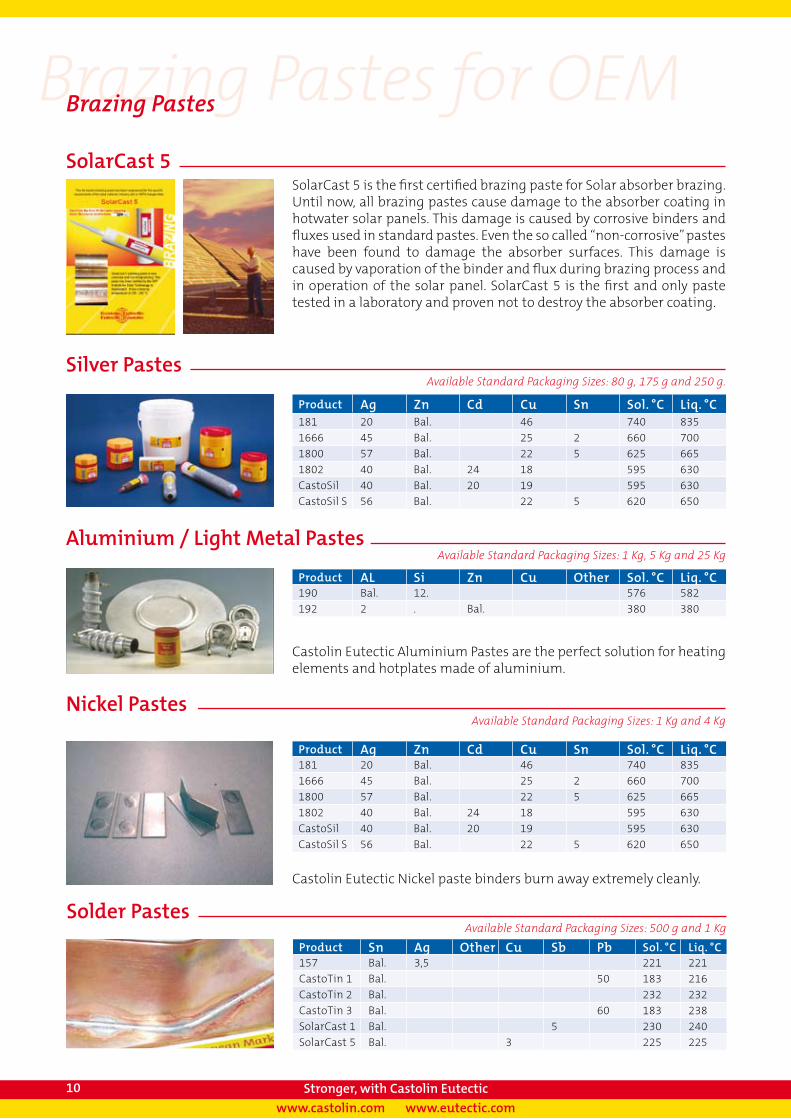
Brazing Pastes for OEMBrazing Pastes
SolarCast 5 is the first certified brazing paste for Solar absorber brazing. Until now, all brazing pastes cause damage to the absorber coating in hotwater solar panels. This damage is caused by corrosive binders and fluxes used in standard pastes. Even the so called “non-corrosive” pastes have been found to damage the absorber surfaces. This damage is caused by vaporation of the binder and flux during brazing process and in operation of the solar panel. SolarCast 5 is the first and only paste tested in a laboratory and proven not to destroy the absorber coating.
SolarCast 5
Available Standard Packaging Sizes: 80 g, 175 g and 250 g.Silver Pastes
Product ag Zn Cd Cu Sn Sol. °C liq. °C181 20 Bal. 46 740 835
1666 45 Bal. 25 2 660 700
1800 57 Bal. 22 5 625 665
1802 40 Bal. 24 18 595 630
CastoSil 40 Bal. 20 19 595 630
CastoSil S 56 Bal. 22 5 620 650
aluminium / light Metal Pastes
Castolin Eutectic Aluminium Pastes are the perfect solution for heating elements and hotplates made of aluminium.
Available Standard Packaging Sizes: 1 Kg, 5 Kg and 25 Kg
Product al Si Zn Cu Other Sol. °C liq. °C190 Bal. 12. 576 582
192 2 . Bal. 380 380
Castolin Eutectic Nickel paste binders burn away extremely cleanly.
Available Standard Packaging Sizes: 1 Kg and 4 KgNickel Pastes
Product ag Zn Cd Cu Sn Sol. °C liq. °C181 20 Bal. 46 740 835
1666 45 Bal. 25 2 660 700
1800 57 Bal. 22 5 625 665
1802 40 Bal. 24 18 595 630
CastoSil 40 Bal. 20 19 595 630
CastoSil S 56 Bal. 22 5 620 650
Available Standard Packaging Sizes: 500 g and 1 KgSolder Pastes
Product Sn ag Other Cu Sb Pb Sol. °C liq. °C157 Bal. 3,5 221 221
CastoTin 1 Bal. 50 183 216
CastoTin 2 Bal. 232 232
CastoTin 3 Bal. 60 183 238
SolarCast 1 Bal. 5 230 240
SolarCast 5 Bal. 3 225 225
Stronger, with Castolin Eutectic 11
www.castolin.com www.eutectic.com
History and Contacts
austria, hungary, South East Europe Castolin GmbH Brunner Strasse 69 1235 Wien +43-(0)1-869 45 41-0
Belgium s.a. Messer Eutectic Castolin Benelux n.v. 222-228, Blvd de l’Humanité 1190 Bruxelles +32-(0)2-370 1370
Czech Republic Messer Eutectic Castolin spol.s.r.o. Trojska 80/122 18200 Praha 8 +42-(0)2-83 09 00 77
France MESSER Eutectic Castolin SARL 22, Av. du Québec BP 325 Z.A. Courtaboeuf 1- Villebon 91958 Courtaboeuf Cedex +33-(0)1-69 82 69 82
germany Castolin GmbH Gutenbergstrasse 10 65830 Kriftel +49-(0)6192-403-0
lithuania Castolin Sp.z.o.o. filialas V. Nageviciaus 3-64 08237 Vilnius +370 (0)5 278 8448
Netherlands s.a. Messer Eutectic Castolin Benelux n.v. Rotterdamseweg 406 2629 HH Delft +31-(0)15-256 9203
Norway Castolin Scandinavia Teknologiparken, Akersvein. 24 C 0177 Oslo +47-(0)22-11 18 70
Poland MESSER Eutectic Castolin Sp.z.o.o. P.O. Box 502, ul. Robotnicza 2 44-100 Gliwice +48-(0)32-230 6736
Portugal Castolin Portugal Rua Maestro Ferrer Trindade, 4B 2770-201 Paco de Arcos +351 (0)707 200 855
Russia Messer Cutting & Welding OOO Ul. Bolschaja Tulskajya 10/9 Office 9506 115191 Moscow +007 -(0) 095 771 74 12
Spain Castolin Iberica S.A. P. I. de Alcobendas c/ San Rafael, 6 28108 Alcobendas (Madrid) +34-(0)914 900 300
Sweden, denmark, Finland Castolin Scandinavia AB Transportgatan 37 42204 Hisings-Backa Sweden +46-(0)31-570 470
Switzerland MESSER Eutectic Castolin Switzerland SA Swiss Market Centre Langwiesenstrasse 12 8108 Dällikon +41-(0)44 847 17 17
Turkey Castolin Kaynak Ltd. Yukari Dudullu Mahallesi Bostanci Yolu Sehit Sokak 53 34775 Istanbul +90-(0)21 631 308 75
united Kingdom & ireland Eutectic Company Ltd. Merse Road North Moons Moat Redditch B98 9NZ +44-(0)1527 58 2200
For all others Countries please contact: Messer Eutectic Castolin Switzerland SA Export Market Center P.O. Box 360 CH-1001 Lausanne Switzerland +41-(0)21-694 1111
addresses of Castolin Cutectic Companies in Europe
For other countries or information needed, please visit our websites www.castolin.com or www.eutectic.com
history of Castolin Eutectic
your resource for protection, repair and joining solutions
1906: Foundation of Castolin in Lausanne, Switzerland by Jean-Pierre Wasserman. His stroke of genius: to discover a way of welding cast iron at low temperature; in the following years, this innovation was further developed for all industrial metals including aluminium alloys.
1940: Foundation of Eutectic Welding Alloys Corporation in New York
1952: Foundation of Castolin France
1959: Foundation of Eutectic Japan Ltd
1962: Foundation of Eutectic India Ltd.
1960’s: International consolidation under Castolin Eutectic
1970’s: Creation of training centers for Maintenance & Repair technologies
1978: Establishment of World Head Quarters in St-Sulpice, Switzerland
2000: Merger with Messer Cutting & Welding and creation of the MEC Group - Messer Eutectic Castolin
2005: Part of the Messer World
2006: 100 years of innovation, service and quality.
Statement of liability: Due to variations inherent in specific applications, the technical information contained herein, including any information as to suggest pro-duct applications or results, is presented without representation or warranty, expressed or implied. Without limitation, there are no warranties of merchantability or of fitness for a particular purpose. Each process and application must be fully evaluated by the user in all respects, including suitability, compliance with applica-ble law and non-infringement of the rights of others, and Messer Eutectic Castolin and its affiliates shall have no liability in respect there of.
www.castolin.com www.eutectic.com
Table of contentsEuropean Product Catalogue
Ask for a demonstration from our Application Specialists.
-> www.castolin.com <<< -> www.eutectic.com <<<
Stronger with... Castolin Eutectic
WEAR & FUSION TECHNOLOGY