casting. Gravity or sand casting involves pouring the ... · of aluminium over other metals is that...
13
Alexsys - An expert system forthe aluminium pressure die casting industry C.A.G. Webster & M. Weller School of Science and Technology, University of Teesside, Middlesbrough, Cleveland TS1 3BA, UK ABSTRACT ALEXSYS, a prototype expert system was designed for use in the aluminium high pressure die-casting industry. The aim of the system was to reduce wastage within the industry, which accounts for a considerable sum annually. The system was divided into two separate components, the Adviser and the Predictor system, one to offer advice regarding dies already in production and the other to offer optimum values for dies in the design stage. Two knowledge sources were used, one a research consultancy and the other a foundry. The system was designed to reflect the sub-sets of knowledge within the foundry. A small scale validation has been performed. INTRODUCTION Casting of aluminium is a major industrial activity that in Europe has an estimated annual turnover of approximately 3.25 billion ECUs. Typical markets for Aluminium die castings are the automotive industry and consumer durables. With an emphasis in industry now on recycling aluminium is seen as a viable alternative for many parts. The advantage Transactions on Information and Communications Technologies vol 1, © 1993 WIT Press, www.witpress.com, ISSN 1743-3517
Transcript of casting. Gravity or sand casting involves pouring the ... · of aluminium over other metals is that...
Alexsys - An expert system for the
aluminium pressure die casting industry
C.A.G. Webster & M. Weller
School of Science and Technology, University of
Teesside, Middlesbrough, Cleveland TS1 3BA, UK
ABSTRACT
ALEXSYS, a prototype expert system was designed for use in the
aluminium high pressure die-casting industry. The aim of the system was
to reduce wastage within the industry, which accounts for a considerable
sum annually. The system was divided into two separate components, the
Adviser and the Predictor system, one to offer advice regarding dies
already in production and the other to offer optimum values for dies in the
design stage. Two knowledge sources were used, one a research
consultancy and the other a foundry. The system was designed to reflect
the sub-sets of knowledge within the foundry. A small scale validation has
been performed.
INTRODUCTION
Casting of aluminium is a major industrial activity that in Europe has an
estimated annual turnover of approximately 3.25 billion ECUs. Typical
markets for Aluminium die castings are the automotive industry and
consumer durables. With an emphasis in industry now on recycling
aluminium is seen as a viable alternative for many parts. The advantage
Transactions on Information and Communications Technologies vol 1, © 1993 WIT Press, www.witpress.com, ISSN 1743-3517
206 Artificial Intelligence in Engineering
of aluminium over other metals is that it is strong and light, has excellent
corrosive resistance, conducts electricity well and has excellent fabricating
properties.
The two main methods for casting aluminium are gravity and pressure
casting. Gravity or sand casting involves pouring the molten alloy into a
closed mould that is then allowed to cool, before knocking out the casting.
The process involves relatively inexpensive equipment and due to the
laminar fill, produces castings that are almost free from entrapped air. It
is a slow process however, and this long filling time means that thin-walled
sections may freeze before the casting has been completely filled. This
places a limitation on the type of casting that can be produced.
In pressure die-casting expensive presses are required that have locking
forces ranging from 150 - 2000 tonnes or more. The process of high
pressure die casting involves injecting molten Aluminium into a cavity at
high velocities and under great pressure. There are three stages in the
injection process:
First Stage- a slow injection phase, whereby the melt is pushed along
the shot sleeve by the piston to the position where the gate enters the die.
Typical piston velocities are 0.3 m/s.
Second Stage - A fast stage where the majority of the cavity is filled.
Typical piston velocities are 4 m/s, with the actual melt reaching velocities
of 30-100 m/s as it passes through the narrow gate into the die cavity.
Third Stage - This is an intensification phase where the piston exerts
the maximum pressure, of 400 bar plus, hence the strong locking forces
required of the machines. There is little actual movement of the piston in
this phase, its purpose being to compress any entrapped air, compensate
for shrinkage as the melt cools, and to ensure all areas of the cavity are
filled.
Cooling channels are used to keep the temperature of the die at a
constant level. This is necessary due to the aggressive nature of
Aluminium. After a predetermined interval the die opens and the casting
Transactions on Information and Communications Technologies vol 1, © 1993 WIT Press, www.witpress.com, ISSN 1743-3517
Artificial Intelligence in Engineering 207
is ejected by pins. The die is then sprayed with lubricant, more melt is
ladled into the shot sleeve and the process begins again. A typical cycle
will take 30 seconds.
The pressure and velocities involved result in a very rapid filling
process, with fill times being around 40 ms. This enables the casting of
much finer parts than by gravity, and with a higher dimensional accuracy.
A permanent mould and the quick cycle time means that the parts can be
mass produced.
Problems arise with such a rapid process, and with such high velocities,
temperatures and pressures involved, small variations can have major
consequences on the quality of the casting.
The main two product characteristics of a casting are good surface
appearance and structural strength. There is a trade-off between these
two with regards to time taken to fill the cavity. A long fill time will give a
high density as all the air can be expelled, but will result in a bad finish
because the melt has time to cool and will exhibit cold flows where hot
and cold sections meet. A short fill time will give a good finish but will
usually contain entrapped air. Besides this fundamental conflict there are
additional problems such as oxide formation, entrapment of vaporised
lubricant, shrinking, etc all of which are inter-related.
With wastage in the pressure die casting industry in Europe currently
running at 260 million ECUs per annum, even a small improvement in
product quality could result in large savings. Alexsys was therefore
conceived as an expert system to aid the reduction of waste in a pressure
die casting foundry.
In constructing the system the aim was not only to aid the foundry in
the identification of defects and to offer advice as to how these might be
eliminated, but to offer a better understanding of the process to many of
those involved. The correction of defects is still viewed as something of a
"black art" in many foundries, with one or two experienced members of
staff who will effect a cure by slight alterations to the die press.
Transactions on Information and Communications Technologies vol 1, © 1993 WIT Press, www.witpress.com, ISSN 1743-3517
208 Artificial Intelligence in Engineering
KNOWLEDGE ELICITATION
Two main sources were located to provide the knowledge. The first being
a consultancy in Germany that had conducted extensive research into die
casting. This had been performed with rectangular billets and various
commercial dies linked to a data collection system, that recorded such
parameters as piston velocities, die temperature, pressure in the cavity,
etc. The second source was a foundry in Greece that supplied parts to
well known companies in the consumer durables, computing and
automotive industries.
The nature of the two institutions meant that they could provide
different types of information. The academic partner could provide vast
amounts of data, for instance component density measurements
corresponding to numerous parameter settings. They could effectively
induce bad conditions to examine the efficacy of various remedies. They
also had a large collection of previously cast billets with appropriate data
that could be examined.
With the foundry, financial considerations meant they could not afford
to spend time performing such investigations, but they did possess a wider
range of samples and a greater interest in the economic aspects of
producing quality products. The flow dynamics and thermal patterns
involved meant that what may be an effective remedy for a flaw in a
rectangular billet is not necessarily so with a complex geometrical design,
where there are many changes in flow direction, altering thicknesses, etc.
They also possessed knowledge regarding previous defects and how these
had been overcome. Also they were more aware of competitive market
considerations, which would have to be incorporated into any system to
satisfy end-users of its viability.
It was decided to commence the knowledge elicitation with the research
partner as it would be experienced in relating information regarding the
process to novices. Geographical constraints meant that the expert could
not be consulted with the regularity that might have been desirable. To
this end the use of documentation provided by the expert (Mertz *),
provided a valuable foundation for the actual elicitation sessions. The
Transactions on Information and Communications Technologies vol 1, © 1993 WIT Press, www.witpress.com, ISSN 1743-3517
Artificial Intelligence in Engineering 209
advantage of using a report as the basis for further elicitation is that it
saves time in familiarising the knowledge engineer with the domain and
makes the expert comfortable with the topics to be discussed. A possible
disadvantage is that although additional information is gained the
knowledge domain is constrained at the start. It may be that the
knowledge engineer needs to elicit knowledge from the expert in a
manner in which they have not previously expressed it, or to make them
aware of tacit knowledge. To this end several formal knowledge
elicitation techniques were adopted such as Teachback (Johnson &
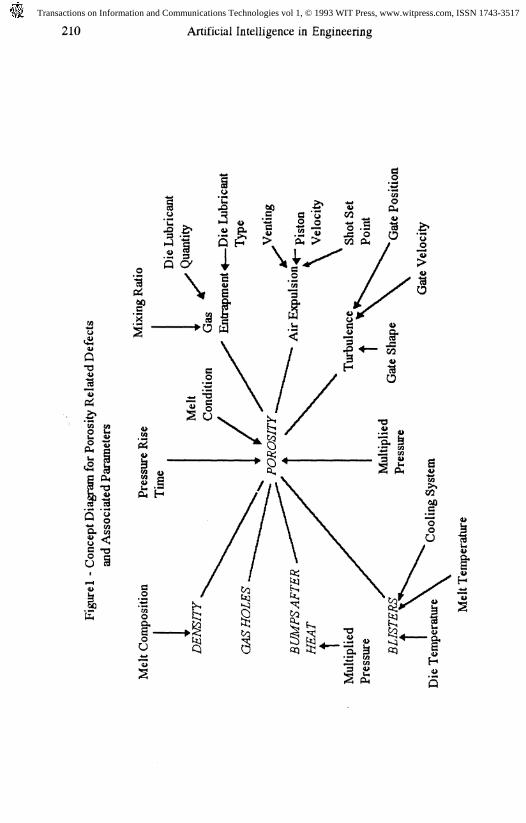
Johnson %) and conceptual sorting. Conceptual sorting proved to be
particularly useful in grouping defects and causes (see Fig 1). These were
effective in eliciting intermediate steps in the explanations, that the expert
viewed as implicit in the conclusion, but would not appear so to a novice.
Later prototypes of the system were used as a basis for further
development. Six periods of elicitation were conducted ranging in time
from a day to four weeks. In addition to these three joint sessions with the
foundry were also held.
After a reasonable familiarity with the subject had been gained the
foundry was consulted. The first task was to identify exactly whose
expertise the system should incorporate. With the previous partner this
had not been such a problem as the expert possessed at least a theoretical
expertise of all aspects of the process, having supervised and conducted
experiments into most areas. Within the foundry however, the existence
of several experts became a factor. Firstly the machine operator, who is in
the front line, will have gained some knowledge through repeated
experience. This represents a very pragmatic aspect of the knowledge
base. Suggestions that the good machine operator regards as time
consuming or impractical will not be met with great enthusiasm. Secondly
there is quality control. This aspect is mainly concerned with locating and
diagnosing defects. As such it forms a sub-section of the knowledge base
that identifies the defect present in the casting. Perhaps the most
important expertise would typically be that of the production manager,
who oversees all these aspects and will select any alterations to the
machine, and it was this expert who contributed most to the final system.
Transactions on Information and Communications Technologies vol 1, © 1993 WIT Press, www.witpress.com, ISSN 1743-3517
210 Artificial Intelligence in Engineering
to
Transactions on Information and Communications Technologies vol 1, © 1993 WIT Press, www.witpress.com, ISSN 1743-3517
Artificial Intelligence in Engineering 211
The techniques described above for knowledge elicitation were
attempted in the foundry but they were not met with enthusiasm. They
were either deemed artificial and detached, and thus inapplicable in a
"real world" situation or that they interfered with the flow of an
explanation. Therefore a more unobtrusive method of elicitation was
adopted, based on protocol analysis followed by interview. This was
achieved by observation over a period of days. This allowed the
knowledge engineer to follow parts through the process. With the
knowledge already acquired from the academic partner informed
questioning was possible so as to gain a substantial amount of knowledge
to supplement that already possessed.
Some conflict arose between experts relating to certain advice and
terminology. This meant that multiple expert sessions were necessary to
locate the source of the conflict. Three main techniques for such sessions
have been suggested (McGraw and Searle 3); brain-storming, consensus
decision making, and nominal group technique. As the intention was to
consolidate existing knowledge consensus decision making was the
approach adopted. In combining the opinions of different experts various
formal methods were examined and tested (eg. Lyng & Rudd *). They
were found to be unpopular with the experts and somewhat cumbersome.
For instance it is necessary to rate the dependence of the different experts'
knowledge when using the method given above, according to whether they
arise from the same source. This can be difficult, for example most die-
casters will be acquainted with a standard classification of defects
(Walkington and Bruner 5). To what extent can this be viewed as
rendering their viewpoints dependant? The adopted approach was to use
a rating scale for defects and causes as the basis for eliciting justifications
when differences arose. This demonstrated that most differences occurred
as a consequence of viewing a defect as the product of different
fundamental phenomena, such as a thermal defect or a flow dynamics
problem. By emphasising that the solutions should be viewed within the
framework of the system and therefore the most convenient should be
ranked first some consensus could be reached.
Transactions on Information and Communications Technologies vol 1, © 1993 WIT Press, www.witpress.com, ISSN 1743-3517
212 Artificial Intelligence in Engineering
DEVELOPMENT OF THE PROTOTYPE
In reducing waste in the industry it is important to note that the majority
of wastage occurs with a new die. This continues until optimum
parameters are determined. It was therefore deemed necessary to
construct two systems. The first acts as a first-aid kit, that is when a defect
is found in the casting that renders it unacceptable to the customer then
the expert system is consulted to diagnose the defect and to offer advice as
to how to eliminate it as quickly and cost efficiently as possible. This was
known as the Adviser System. The second system offers guidance on
initial set-up of a machine before casting has begun, and this was termed
the Predictor System. This includes recommendations on the design of the
runner and gating system, so that expensive alterations later will not be
necessary, and also reduces the time taken to reach optimum conditions,
with regards to specific product requirements, such as surface finish.
Adviser System
During the course of the knowledge elicitation several, almost
independent, knowledge sub-sets were identified. These were often
performed by different people during the process, or at least represented
separate tasks for the expert. The sub-sets were:
1) Diagnosis of defect
2) Affecting corrective action to alleviate above.
3) Preparing or altering die designs, runner layouts, etc.
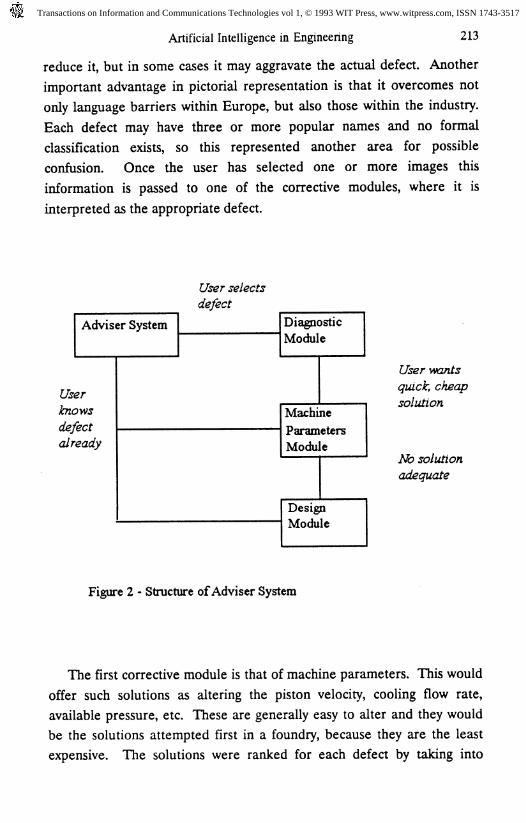
It was decided that an effective and useful system should mimic this
separation of tasks, and to this end a modular approach was adopted for
the Adviser system (see Fig. 2).
The diagnostic module took the form of a pictorial gallery through
which the user was guided by making various selections, such as site of the
defect, method of detection, etc. A pictorial representation was decided
upon as it was felt that a textual description would fail to convey subtle
differences between defects. The initial correct diagnosis of the defect is
obviously of prime importance as not only will the corrective advice fail to
Transactions on Information and Communications Technologies vol 1, © 1993 WIT Press, www.witpress.com, ISSN 1743-3517
Artificial Intelligence in Engineering 213
reduce it, but in some cases it may aggravate the actual defect. Another
important advantage in pictorial representation is that it overcomes not
only language barriers within Europe, but also those within the industry.
Each defect may have three or more popular names and no formal
classification exists, so this represented another area for possible
confusion. Once the user has selected one or more images this
information is passed to one of the corrective modules, where it is
interpreted as the appropriate defect.
User selectsdefect
Adviser System
Userknowsdefectalready
User wantsquick, cheapsolution
No solutionadequate
Figure 2 - Structure of Adviser System
The first corrective module is that of machine parameters. This would
offer such solutions as altering the piston velocity, cooling flow rate,
available pressure, etc. These are generally easy to alter and they would
be the solutions attempted first in a foundry, because they are the least
expensive. The solutions were ranked for each defect by taking into
Transactions on Information and Communications Technologies vol 1, © 1993 WIT Press, www.witpress.com, ISSN 1743-3517
214 Artificial Intelligence in Engineering
account their causal influence on the defect, and the ease with which they
can be altered. Thus ideally the user would work down the list, as these
represent the most efficient means of eliminating the defect.
The second corrective module is that of design. This includes such
considerations as the shape and position of the gate, the runner layout,
cooling channel layout and so on. These factors can have a very profound
effect on the quality of a casting. If the gate is poorly positioned such that
the melt has to travel too far to fill the cavity, then no amount of adjusting
the process parameters will eliminate the defect. However due to the cost
of altering a die, and the lost production involved, foundries are reluctant
to resort to such measures. There is also a middle ground, which can be
termed "start-up parameters." This includes factors such as machine
selection, shot sleeve length and diameter, type of die lubricant, furnace
maintenance, etc. They are parameters that will cause a stoppage in
production but their financial implications are not as severe as altering die
design. They were included in the design module as the degree of overlap
with this knowledge sub-set was deemed greater than with the machine
parameters module. The nature of the advice offered in this module was
more qualitative compared with the quantitative advice in the previous
module.
Predictor System
With the prototype of the Predictor System the modular construction
utilised in the Adviser System was not deemed suitable. In calculating
optimum parameters there is a far greater degree of interdependence
between the areas of knowledge than existed in the previous system. For
instance, a given product characteristic will determine the desired gate
velocity and cavity fill time, which in turn are used in calculating the gate
area. Thus most parameters are influenced by a wider set of variables
than with the Adviser system, where certain elements were taken as fixed,
or at least resistant to change. This offers a greater element of flexibility
and to accommodate this a range of optimum values over the prime
parameters was given, to allow the user to select those most appropriate to
their working practice.
Transactions on Information and Communications Technologies vol 1, © 1993 WIT Press, www.witpress.com, ISSN 1743-3517
Artificial Intelligence in Engineering 215
VALIDATION
The systems were evolved using prototypes as a means for further
development, therefore certain aspects were validated as they progressed.
A preliminary validation of the completed prototypes was performed over
a week long period at the foundry. This was achieved mainly by
observation of two operators using the system, interviewing and
comparison against a test run of two separate samples. The main points of
interest for each module were:
1) The diagnostic system was deemed a useful tool, and some
suggestions for its enhancement were gathered, such as checks against
defects of a similar appearance.
2) The machine parameters module performed well on the two
samples, substantially alleviating cold flows in one and porosity and oxide
patches in the other, over a series of thirty samples.
3) The design module offered some useful advice. It was often felt
however to be too general in nature. A greater degree of knowledge
regarding the specific design was required.
4) Although, as indicated, the modular approach was not thought
feasible for the Predictor system, comments revealed that it would have
been preferred. The greater element of flexibility was often found
confusing. A step by step "hardening" of options was suggested.
Sell has suggested five elements to validation, namely; consistency,
completeness, soundness, usability and precision (Sell 6). In this short
validation the emphasis was on the aspects of soundness and usability. A
longer, more rigourous validation incorporating ratings for user
satisfaction and questionnaires would be required to fully address all
aspects of the system's validity. Also a wider user base would be necessary
to overcome any idiosyncrasies of practice.
Transactions on Information and Communications Technologies vol 1, © 1993 WIT Press, www.witpress.com, ISSN 1743-3517
216 Artificial Intelligence in Engineering
CONCLUSION
In developing the system the importance of cooperation with the experts
has been emphasized repeatedly. This has involved a good deal of
flexibility on the part of the knowledge engineer, such as altering
knowledge acquisition methods to suit the demands of the expert.
Similarly it was felt the structuring of the system should emphasise the
nature of the knowledge gained. This was not intended to make the
system a model of the expert's cognitive structure, but was done with the
emphasis on user satisfaction. Where this project has benefited is from
the different types of knowledge sources. There is often claimed to be a
substantial gap between an academic concept of professional knowledge
(and therefore what is taught to students) and the actual skills required in
the field. As Schon has suggested there exists a core of "professional
artistry" which separates good practitioners from bad (Schon ?). The field
of die-casting exhibits many aspects of the science/artistry divide. Whilst
rigourous equations exist to calculate optimum values and so forth, there
is also a wealth of knowledge to be gained that is not so easily definable.
This is the craft knowledge and it is in this area that much of the non-
verbalisable knowledge lies. The task of verification and testing by a
knowledgeable pragmatist user can be seen as the first step towards
eliciting this knowledge. However it may be that conventional expert
system techniques will not be sufficient to cope with the knowledge and a
possible hybrid approach will be required. It is in this area that our
research is now focusing. The system is currently being developed to
incorporate the suggestions gained during the validation period.
It is our experience that whilst purely ad hoc solutions do not advance
expert system development as a whole, any model must incorporate a
suitable amount of flexibility, and that what is apt for one domain, or even
one expert within one domain, may not be so for another. The most
important factor in constructing a worthwhile expert system would seem to
be the cooperation and enthusiasm of the expert(s), and in order to gain
this there may have to be sacrifices with regards to pure knowledge
engineering theory.
Transactions on Information and Communications Technologies vol 1, © 1993 WIT Press, www.witpress.com, ISSN 1743-3517
Artificial Intelligence in Engineering 217
REFERENCES
1. Mertz, A. Pressure Die Casting Defects: Measures to Avoid
Arbeitsgemeinschaft Metallguss, Aalen, 1991.
2. Johnson, L. & Johnson, N. 'Knowledge Elicitation Involving
Teachback Interviewing' Knowledge Elicitation for Expert Systems - A
Practical Handbook, ed. Kidd, A. Plenum Press, 1985.
3. McGraw, K. L. & Searle, M. R. 'Knowledge Elicitation with Multiple
Experts: Considerations and Techniques.' AI Review, Vol 2, pp. 31-44,
1988.
4. Ling, X. & Rudd, W. G. 'Combining Opinions from Several Experts.'
Applied Artificial Intelligence, Vol 3, pp. 439-452, 1989.
5. Walkington, W. G. & Bruner, R. W. Die Casting Defects. The Society
of Die Casting Engineers, Illinois, 1987.
6. Sell, P. S. Expert Systems: A Practical Introduction. Macmillan, London,
1985.
7. Schon, D. A. Educating the Reflective Practitioner. Jossey-Bass, 1991.
Transactions on Information and Communications Technologies vol 1, © 1993 WIT Press, www.witpress.com, ISSN 1743-3517