CASE STUDIES - Fabrication and machining...
4
CASE STUDIES Fabrication
Transcript of CASE STUDIES - Fabrication and machining...

CASE STUDIES
Fabrication

[email protected] | +44 (0)191 250 0113 | www.renown-engineering.co.uk
Northumberland Business Park West, Dudley Lane, Dudley, Cramlington, NE23 7RH
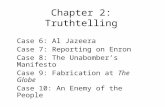
The project involved complex fabrication of several anchor
bases, weighing 15 tonnes each, both square and circular,
for use in the Forties Oilfield - the largest field in the North
Sea.
Anchor bases are sunk to the seabed and act as anchors for
ancillaries to attach to and be held in place against strong
tides. This is done to ensure subsea oil and gas operations
can be undertaken with minimal disruption.
The bases have to be manufactured to very high
specifications due to the harsh environments they are
subject to, thus involving complex and heavy fabrication.
Add to this a requirement for anti-corrosive coating and
Lloyds approved hydraulic testing, and the project becomes
a complicated operation requiring close management and
high quality engineering with no real margin for error.
15 tonne subsea fabrication project
Whilst the global demand for hydrocarbon extraction enters into deeper and more demanding subsea envi-
ronments, the support and flexibility from the subsea engineering supply-chain is vital.
Renown Group operates to fully support major clients in subsea engineering operations, and this case study
highlights one example of a project to manufacture anchor bases.
Top: The squared anchor base
Below: The circular anchor base

[email protected] | +44 (0)191 250 0113 | www.renown-engineering.co.uk
Northumberland Business Park West, Dudley Lane, Dudley, Cramlington, NE23 7RH
The project
Renown Engineering were tasked to weld 100mm thick eye
beams to a base plate for an oil and gas application. Renown
were required to turn the project around quickly as the customer
had already been let down by a supplier who could not fulfil the
welding demands.
Issues to overcome
The original subcontractor machined the items, meaning any
distortion during the welding process would ruin the project. The
machining was also so acute that access for welding was
impossible.
Renown’s approach
To overcome the difficulties of allowing access for welding,
Renown redesigned and re-machined the weld preparation to
enable access for welding to take place.
Renown qualified a welding procedure to cover the thickness
range (200mm) and qualified welders against the procedure.
When the welding began, pre-heat was critical, therefore
Renown used STORK for pre-heating equipment. Heating pads
then needed to come off every other shift to allow the job to be
rotated, staggering the welding to minimise distortion. Renown
also manufactured a frame to hold the component during the
welding process.
Due to the speed of response, Renown was able to deliver to
the customer’s specifications and on time.
Oil and Gas heavy welding project
Renown Engineering Ltd has over 25 years’ experience in welding and fabrication complex and heavy
projects in various materials. The following project exemplifies the depth of welding capability, and the
willingness to take on challenging projects.
In this example, Vector International were seeking a supplier to step in on a short lead time after being let
down by a different vendor.
Top: 100mm thick eye beams posi-
tioned into re-machined slots ready for
welding
Above: The eye beams welded into the
base plate

[email protected] | +44 (0)191 250 0113 | www.renown-engineering.co.uk
Northumberland Business Park West, Dudley Lane, Dudley, Cramlington, NE23 7RH
What Issue was the Client Facing?
OSBIT required several complex fabrications, black built and
against a tight deadline. We took on the contract against a
pre-determined deadline as the parts had to be back with the
client for painting.
What was Renown Engineering’s approach?
Upon award of the contract, we created a project plan and
liaised with OSBIT to ensure key milestones were hit. To avoid
potential bottlenecks, the machining was intelligently
scheduled, and parts of it were subcontracted to another site
of the Renown Group to utilise the Group’s capacity.
How has the Client Benefited from the Project?
OSBIT received a successful on-time black build, ready for
painting. This meant no hold-ups in their overall project.
What did Renown Engineering Learn from the Project?
We were able to foresee potential bottlenecks that allowed us to
schedule key operations to minimise down-time. Micromanagement
meant up to date information on scheduling, this in turn was used to
plan machine operations in real-time.
“The quality of the fabrications, along with the machining and
inspection capabilities of Renown Engineering are great. Having
all functions under one roof lessens the risks associated with
using third parties...when working to tight timescales”
Neil Harrison, Engineer, OSBIT Power
Offshore wind access project
This case study highlights Renown taking on complex fabrications for offshore engineering gurus, OSBIT
Power. The project was to support OSBIT with their new product, MaXcess, a highly innovative solution to
enable personnel to safely access offshore wind turbines directly from the vessel.
Renown Project Engineer, Tom Moody, led the project and explains how it was delivered.
Above: The MaXcess System in use
Below: One of Renown Engineering’s
fabrications for the project