
Carbon Fibers and Carbon Nanotube based Materials · Carbon Fibers and Carbon Nanotube based...
31
Satish Kumar School of Materials Science and Engineering Georgia Institute of Technology Atlanta, GA 30332-0295 [email protected] 1 Carbon Fibers and Carbon Nanotube based Materials Advanced Aerospace Materials: A “Beyond The Next” Workshop June 21 -22, 2016 National Institute of Aerospace, Hampton VA 23666
-
Upload
truonglien -
Category
Documents
-
view
240 -
download
1
Transcript of Carbon Fibers and Carbon Nanotube based Materials · Carbon Fibers and Carbon Nanotube based...
Satish Kumar School of Materials Science and Engineering
Georgia Institute of Technology Atlanta, GA 30332-0295
1
Carbon Fibers and Carbon Nanotube based Materials
Advanced Aerospace Materials: A “Beyond The Next” Workshop
June 21 -22, 2016 National Institute of Aerospace, Hampton VA 23666
2
Outline
• Carbon fibers
• Functional materials
• Load transfer and tailoring the Interfacial shear properties
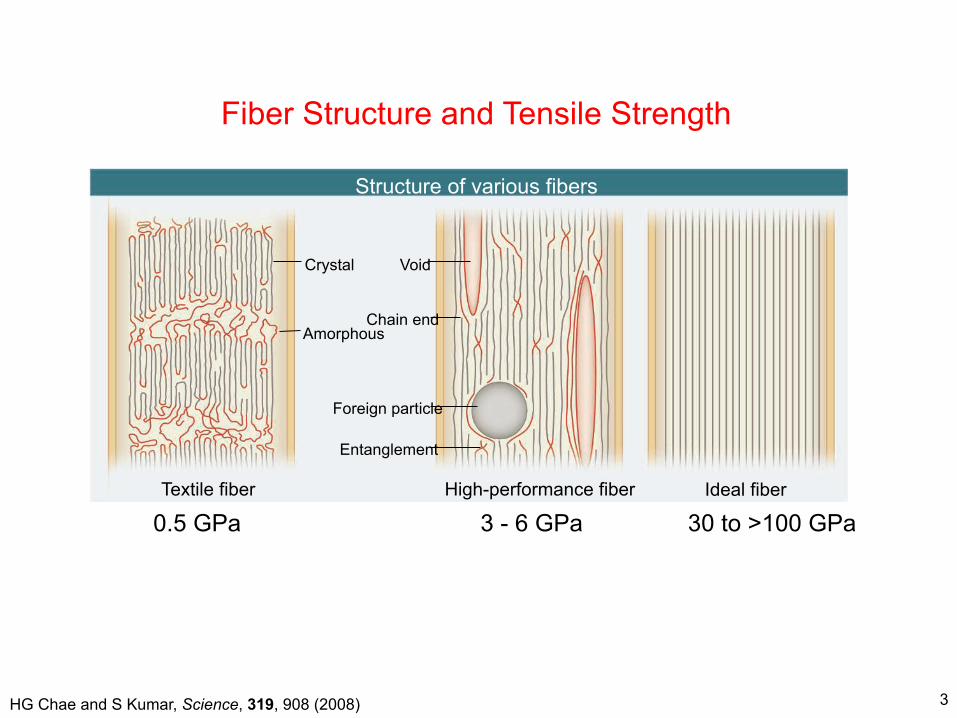
0.5 GPa 3 - 6 GPa 30 to >100 GPa
Fiber Structure and Tensile Strength
HG Chae and S Kumar, Science, 319, 908 (2008)
Structure of various fibers
Textile fiber High-performance fiber Ideal fiber
Crystal Void
Amorphous Chain end
Foreign particle
Entanglement
3
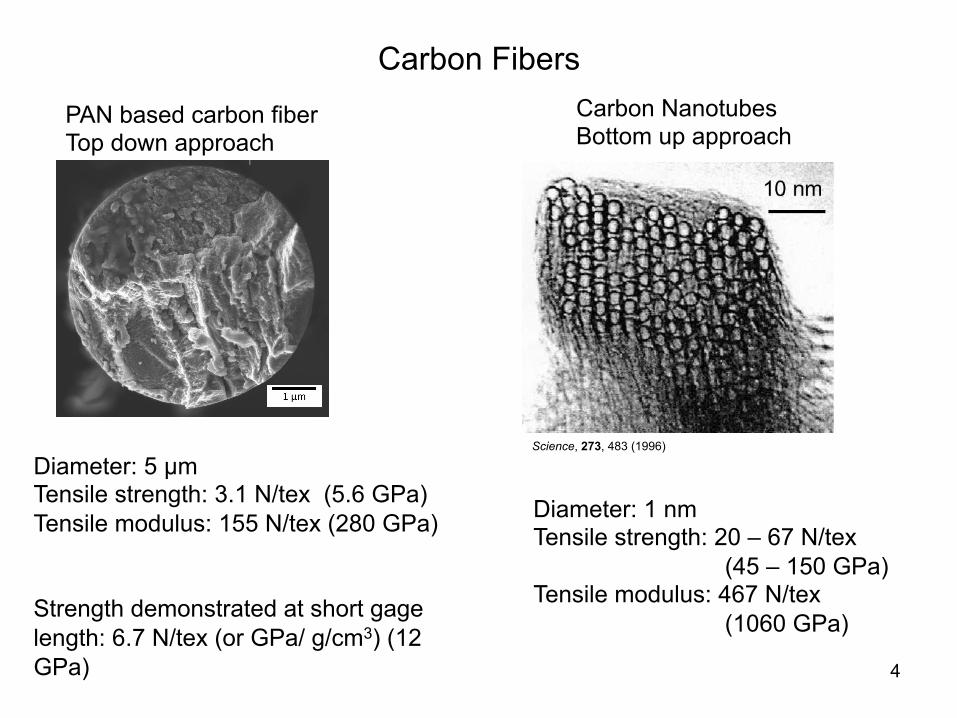
Carbon Fibers
4
Diameter: 5 µm Tensile strength: 3.1 N/tex (5.6 GPa) Tensile modulus: 155 N/tex (280 GPa) Strength demonstrated at short gage length: 6.7 N/tex (or GPa/ g/cm3) (12 GPa)
Diameter: 1 nm Tensile strength: 20 – 67 N/tex
(45 – 150 GPa) Tensile modulus: 467 N/tex
(1060 GPa)
Science, 273, 483 (1996)
PAN based carbon fiber Top down approach
Carbon Nanotubes Bottom up approach
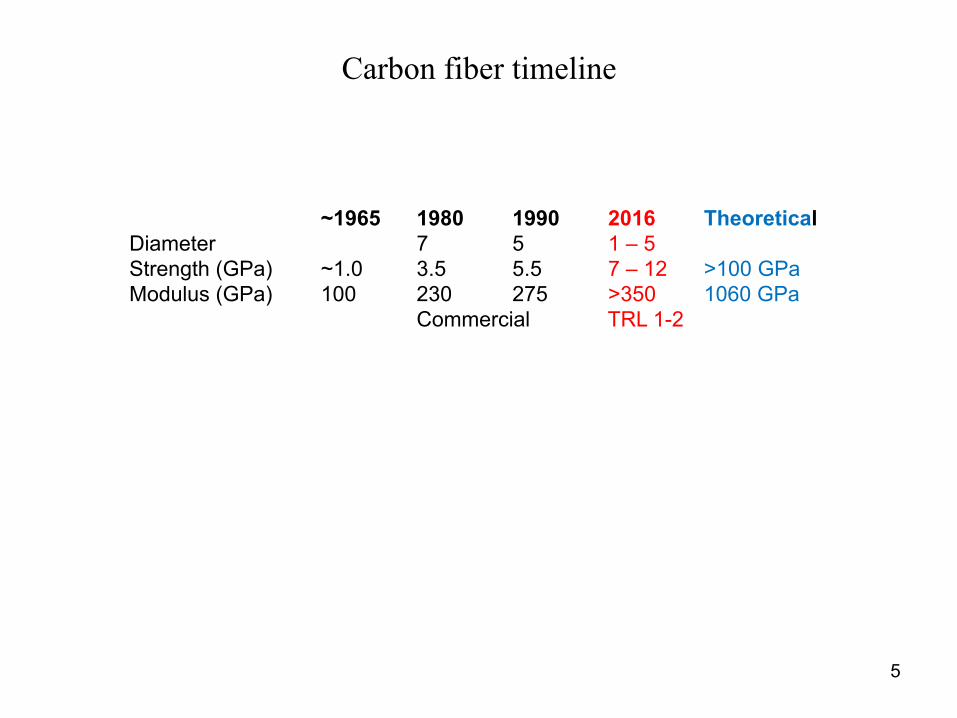
Carbon fiber timeline
5
~1965 1980 1990 2016 Theoretical Diameter 7 5 1 – 5 Strength (GPa) ~1.0 3.5 5.5 7 – 12 >100 GPa Modulus (GPa) 100 230 275 >350 1060 GPa
Commercial TRL 1-2
6
Carbon Fibers • Strength: After 50 years of development, the strength of the state-of-the-art carbon fibers (5.6 GPa for IM7) is
only <10% of the theoretical strength (>60 GPa) of the carbon carbon-carbon bond. Modulus: High strength carbon fibers have relatively low modulus (276 GPa for IM7 fiber vs 1060 GPa for graphite). Under DARPA funding, gel spinning route has shown significant increase in modulus and potential of increased strength.
• Electrical and Thermal Conductivity: State-of-the-art-high strength carbon fibers have relatively low electrical conductivity (~60,000 S/m vs ~1,000,000 S/m for graphite) and low thermal conductivity (<15 W/m/K vs 1000 W//m/K for graphite). Under DARPA/AFOSR sponsorship, PAN/CNT based carbon fibers have been shown to have enhanced conductivity values, as compared to PAN based carbon fibers.
• Density: Density of the high strength carbon fibers is ~1.76 g/cm3. It will be desirable to further reduce this density significantly. With funding from Boeing, hollow carbon fibers with density of 1.2 g/cm3 have been processed.
• Functionality: High strength carbon fibers are currently passive materials. It will be desirable to introduce additional functionality in these high strength fibers. Super paramagnetic properties is an example of functionality beyond electrical and thermal conductivity, that has been demonstrated under AFOSR sponsorship.
• Energy: Approximately 40% cost of the high strength carbon fibers is due to energy used during stabilization and carbonization. It is desirable to reduce this energy significantly. Under AFOSR and DOE funding, progress is made in this area using Joule heating of PAN/CNT fibers.
• Bio – renewable content: Carbon fibers are produced from polyacrylonitrile (PAN). PAN is the product of petroleum industry. Currently there is an effort underway to incorporate bio-renewable materials such as lignin and cellulose nano crystals (CNC) in these fibers. Under RBI sponsorship PAN/lignin blend fibers as well as PAN/CNC fibers have been processed using gel spinning, with promising results for enhanced sustainability.
Satish Kumar, School of Materials Science and Engineering, Georgia Institute of Technology Email: [email protected]

Schematic description of fiber spinning system
7
As spun fiber
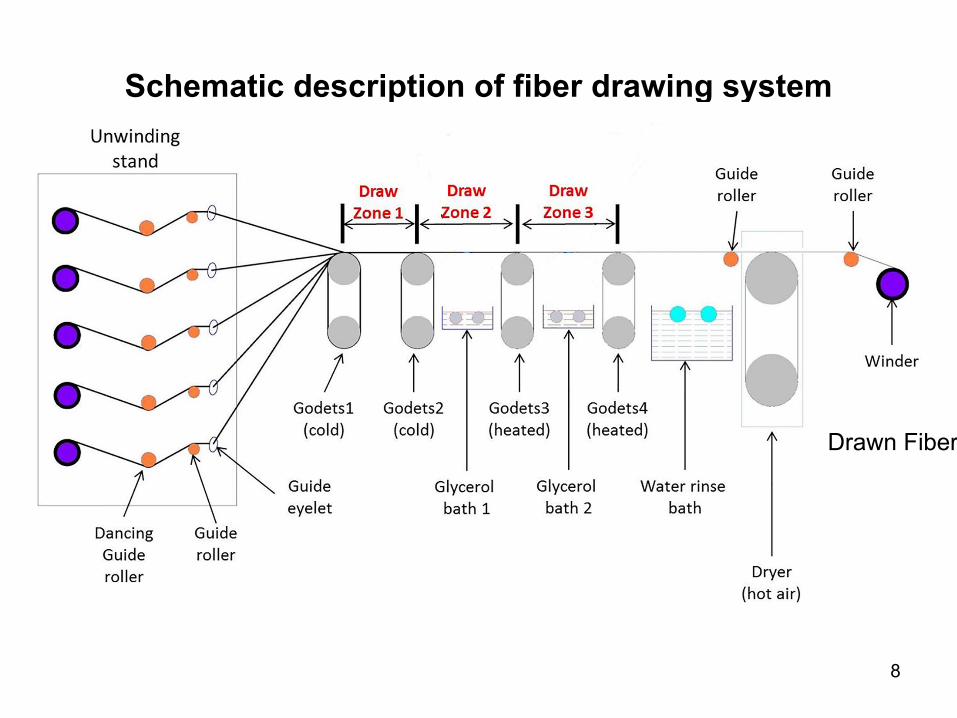
Schematic description of fiber drawing system
8
Drawn Fiber
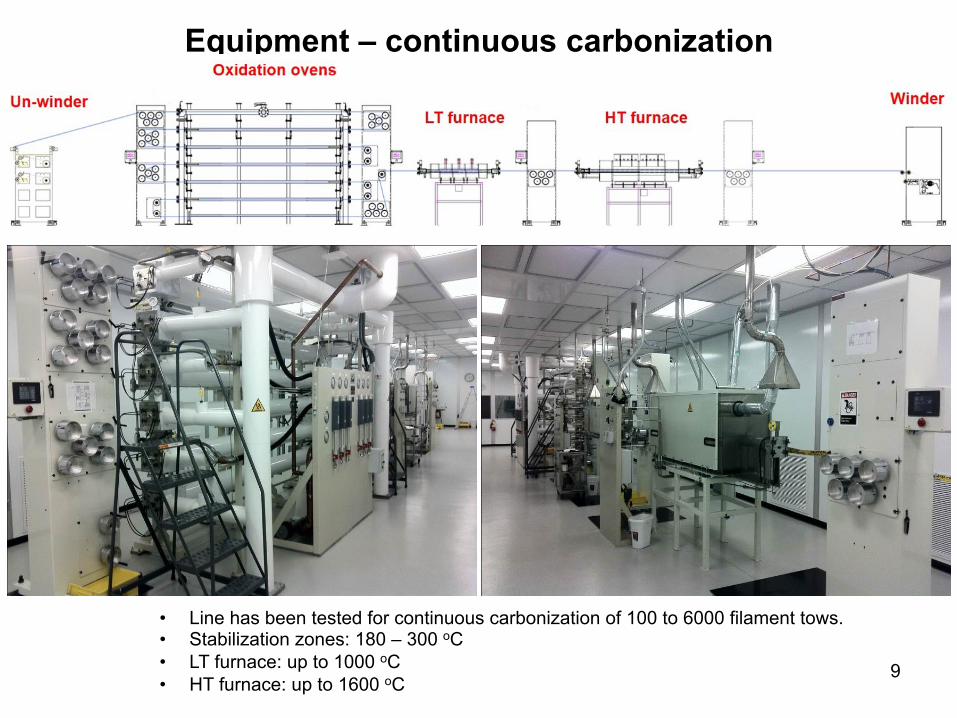
Equipment – continuous carbonization
9
• Line has been tested for continuous carbonization of 100 to 6000 filament tows. • Stabilization zones: 180 – 300 oC • LT furnace: up to 1000 oC • HT furnace: up to 1600 oC
10
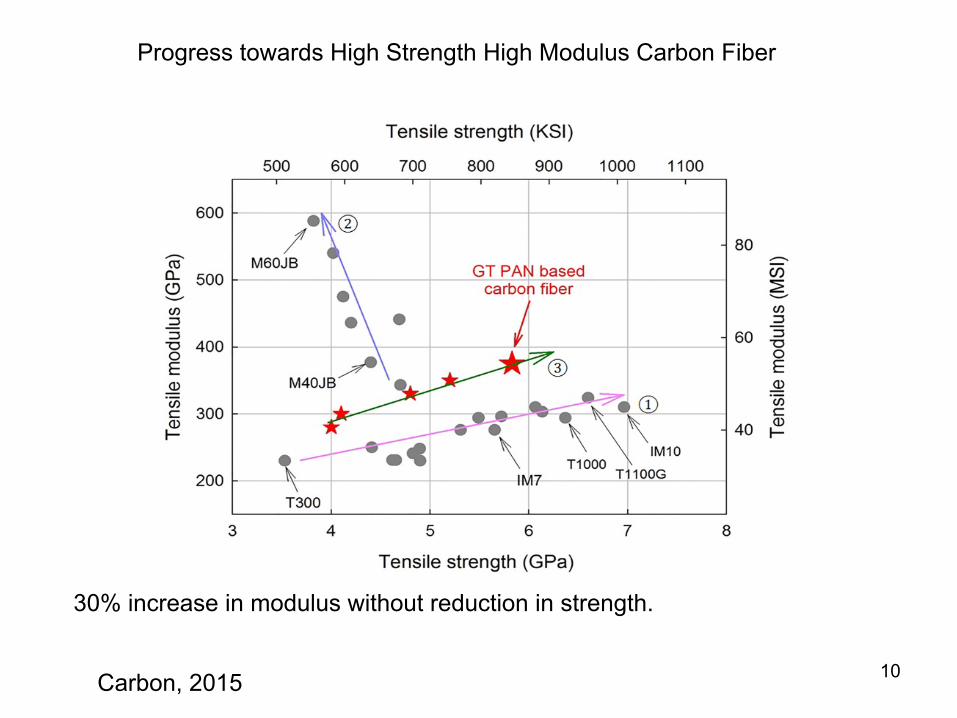
Progress towards High Strength High Modulus Carbon Fiber
30% increase in modulus without reduction in strength.
Carbon, 2015

11 Carbon, 2015
12
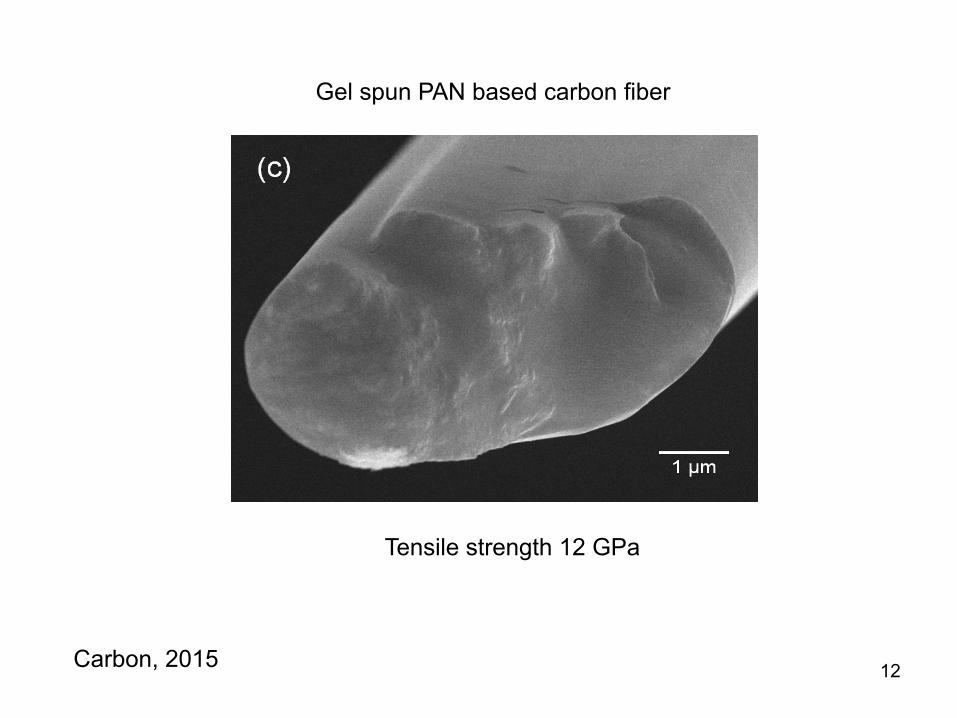
Gel spun PAN based carbon fiber
Tensile strength 12 GPa
Carbon, 2015
13 Patent Literature
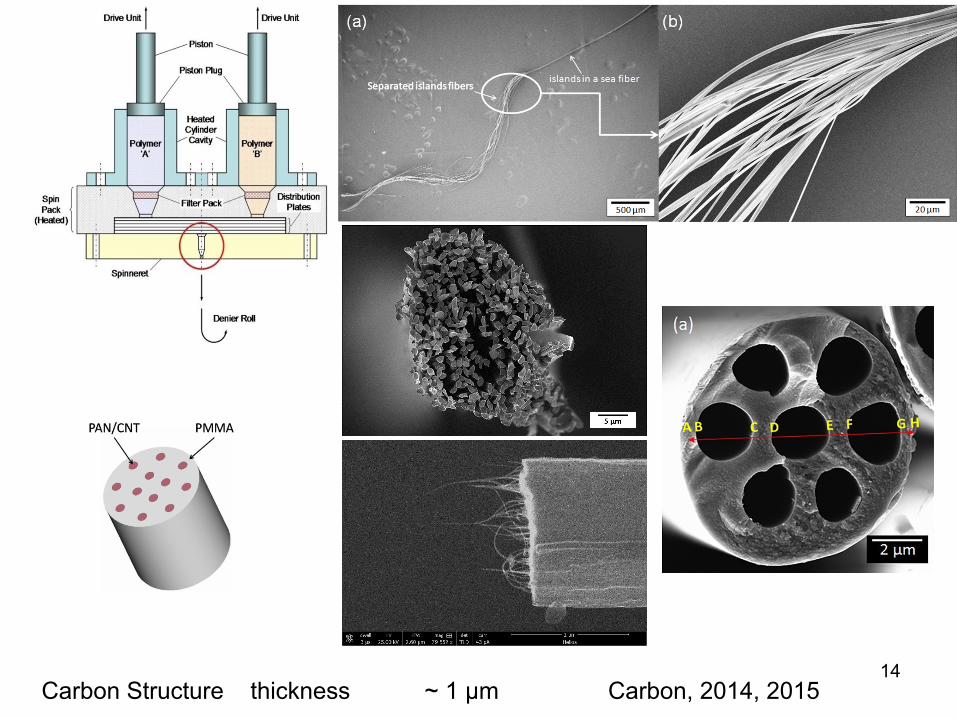
14 Carbon Structure thickness ~ 1 µm Carbon, 2014, 2015
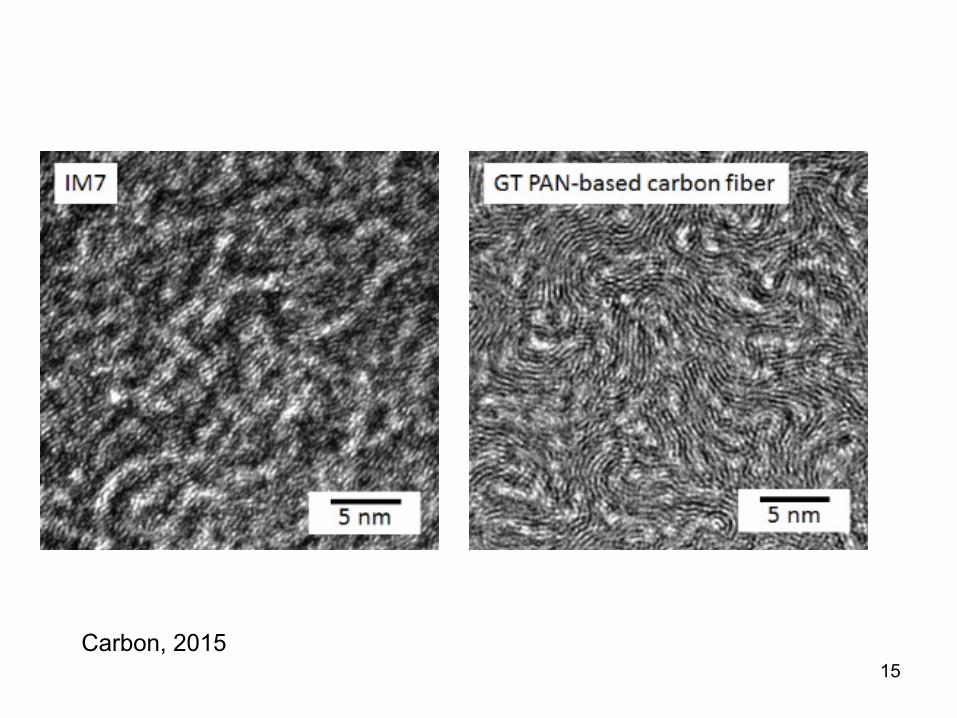
15 Carbon, 2015
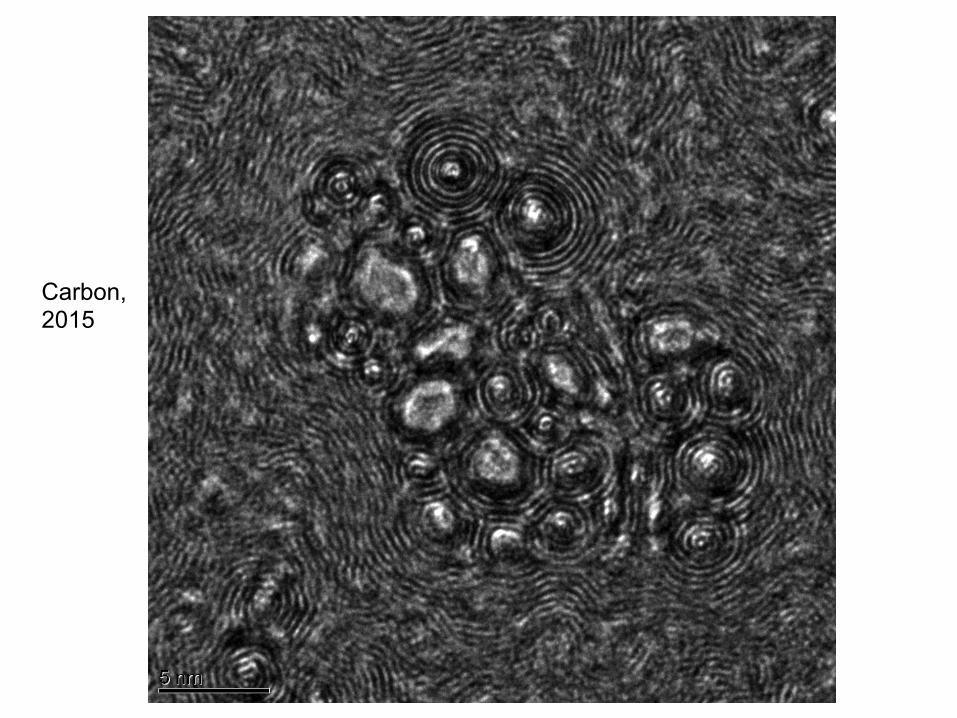
Carbon, 2015
17
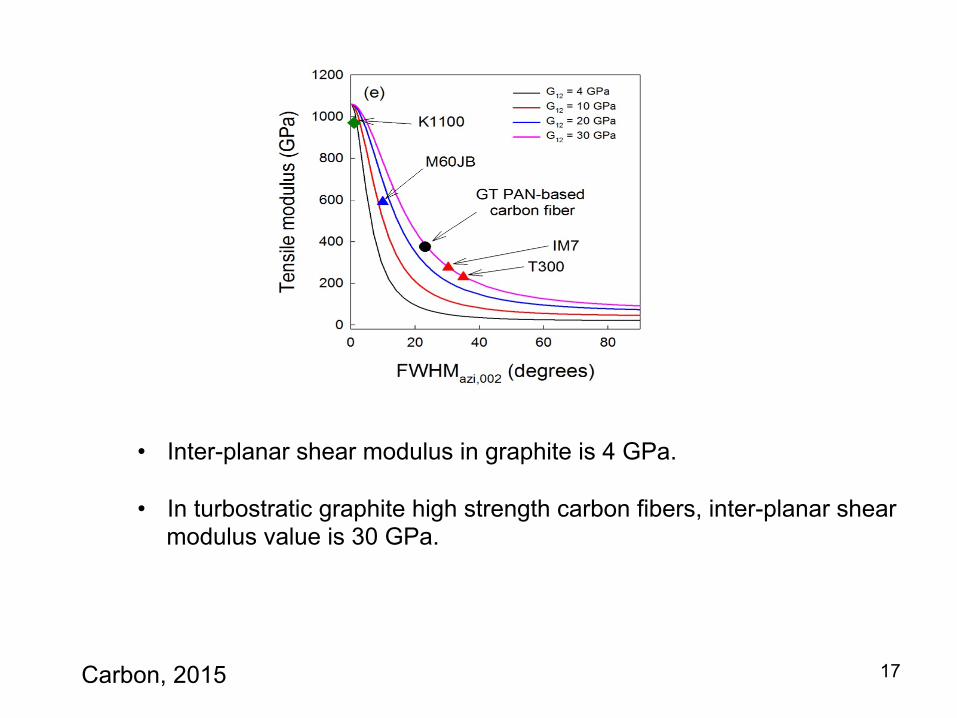
• Inter-planar shear modulus in graphite is 4 GPa.
• In turbostratic graphite high strength carbon fibers, inter-planar shear modulus value is 30 GPa.
Carbon, 2015
18
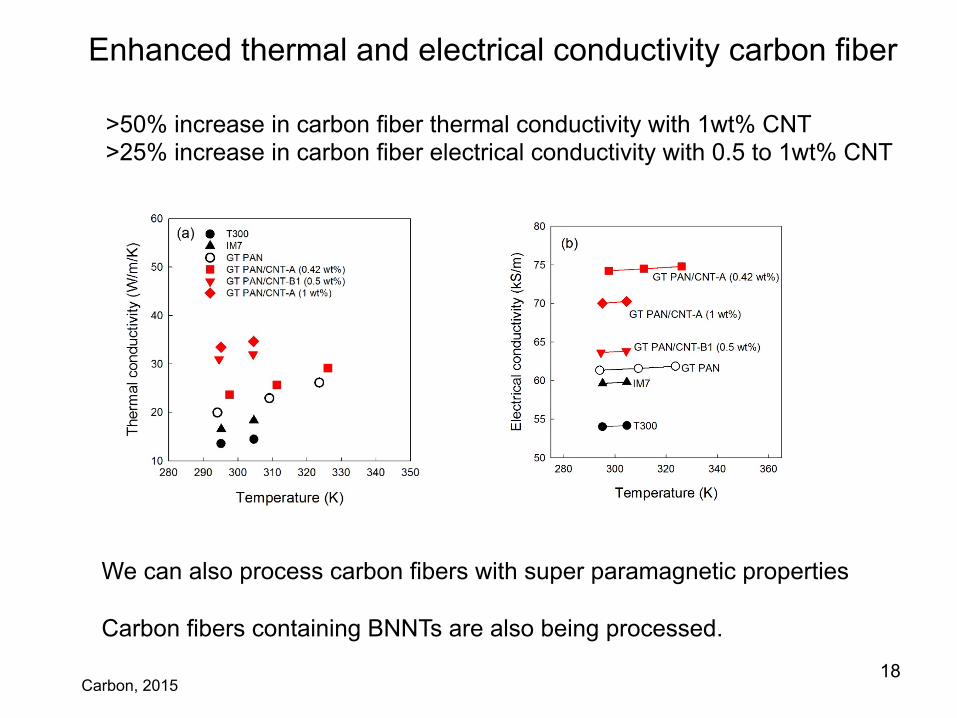
Enhanced thermal and electrical conductivity carbon fiber
Carbon, 2015
>50% increase in carbon fiber thermal conductivity with 1wt% CNT >25% increase in carbon fiber electrical conductivity with 0.5 to 1wt% CNT
We can also process carbon fibers with super paramagnetic properties Carbon fibers containing BNNTs are also being processed.
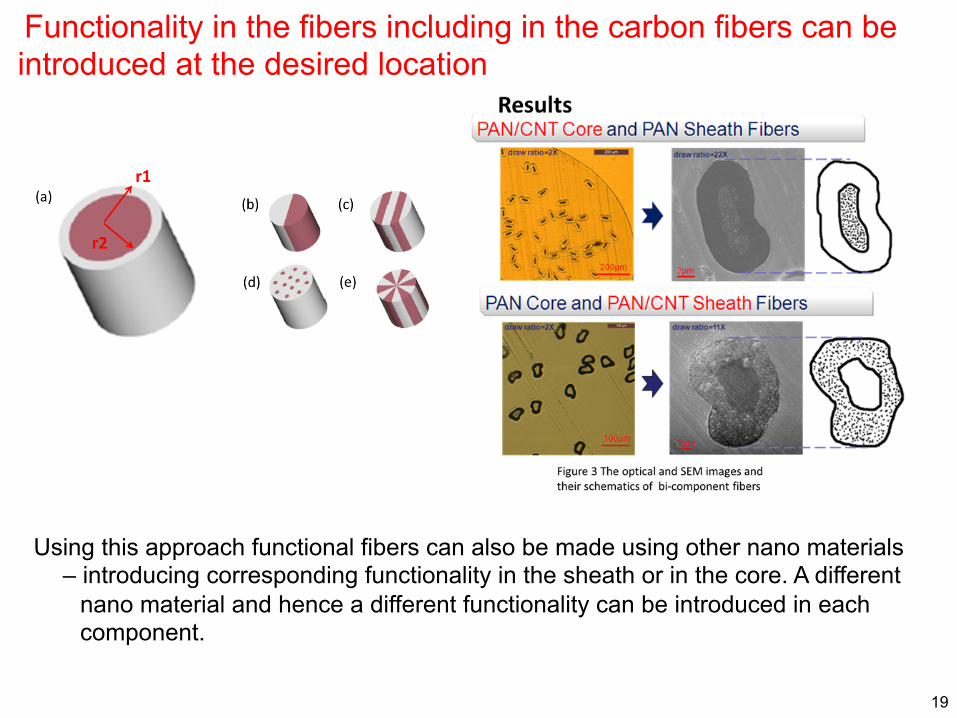
19
Functionality in the fibers including in the carbon fibers can be introduced at the desired location
Using this approach functional fibers can also be made using other nano materials – introducing corresponding functionality in the sheath or in the core. A different
nano material and hence a different functionality can be introduced in each component.
Hypothesis
Tailored CNT/polymer interphase is needed for achieving high performance CNT based materials. This can be done by modifying the CNT surface chemistry by covalent and/or non-covalent means.

-2 0 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32 340
20
40
60
80
100
120
PP/nucleation agent
PP+HDPE/talc+CaCO3
PP/CaCO3
PP or PE/p-CNT
PP/f-MWNT
PP/CNT
PE/CNT
Filler concentration (wt. %)
US 20100283174 A1 US 20140329949 A1 US 20100127428 A1 US 8859670 B2 WO 2002004557 A2 CN 103059416 A
% in
crea
se in
impa
ct s
tren
gth
Tailored interphase – impact strength of polypropylene
Interphase I – no improvement Interphase II – 70% increase
Interphase III – 150% increase
10 20 30 40 50 60
0
50
100
150
200
250
300
Inte
nsity
) (co
unts
)
2θ (degrees)
Control SWNT
SWNT/PMMA HT
SWNT/PMMA
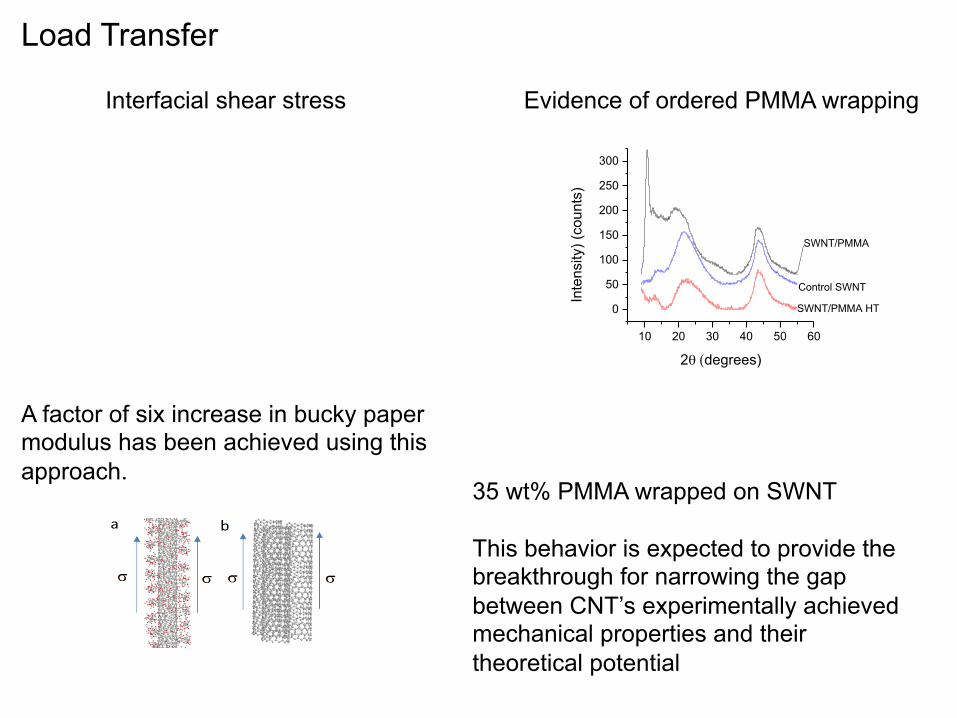
Interfacial shear stress Evidence of ordered PMMA wrapping
35 wt% PMMA wrapped on SWNT This behavior is expected to provide the breakthrough for narrowing the gap between CNT’s experimentally achieved mechanical properties and their theoretical potential
Load Transfer
A factor of six increase in bucky paper modulus has been achieved using this approach.

23
“Beyond the next” materials • What new materials with high performance structural properties are on the
horizon?
Ø Carbon fibers with a tensile strength of 12 GPa and tensile modulus in the range of 400 to 600 GPa.
Ø Structural carbon fibers with factor of two increase in electrical and thermal conductivity over current state of the art carbon fibers.
Ø Structural carbon fibers with superparamagnetic properties. Ø Structural carbon fibers with high thermal conductivity, but low electrical
conductivity.
Ø Structural hollow carbon fibers with density below 1 g/cm3.
Ø Carbon nanotube based macroscopic materials that significantly bridge the gap between their current experimental mechanical property values and their theoretical potential. Tailoring the interphase will be the key.
Acknowledgements
24
Research Scientists Dr. Prabhakar Gulgunje Dr. Kishor Gupta
Post-doctoral fellow Dr. Sourangsu Sarkar
Ph.D. students Amir Davijani Clive Liu Po-Hsiang Wang Huibin Chang Jeffery Luo Shruti Venkatram
AFOSR DARPA ONR NIST CNI SABIC Boeing Company Universal Technology Corporation Georgia Research Alliance Many collaborators Past group members

High strength super-paramagnetic PAN precursor fibers containing iron oxide nano particles have been made. This concept can be extended to make super paramagnetic carbon fibers. By using multi-component fiber spinning approach, electrical conductivity, thermal conductivity, para magnetic behavior, as well as other desired functionality can be inserted in selected location in the carbon fiber cross-section.
Carbon fibers with microwave absorption capability can be made
A. T. Chien et al, Polymer, 2014
Progress towards functional carbon fiber

10 20 30 40 50 60
Relative Intens
ity
2θ (deg rees ) 26
0 mA
0.3 mA
1.6 mA 3 mA 5 mA
1 mA
7 mA 9 mA
(200, 110) (310, 020)
4000 3000 2000 1000
Abs
orba
nce (a.u.)
Wavenumber (cm -‐1)
Original
After applied current
Stabilized PAN
Carbonized PAN
Ø FT-IR C—H
stretch C≡N stretch
Ø WAXD
A.T. Chien et al., Polymer, 2014
Progress towards low energy carbon fiber
By using CNTs in PAN, fibers have been stabilized and possibly carbonized by applying electric current, rather than via external heating in furnaces
27
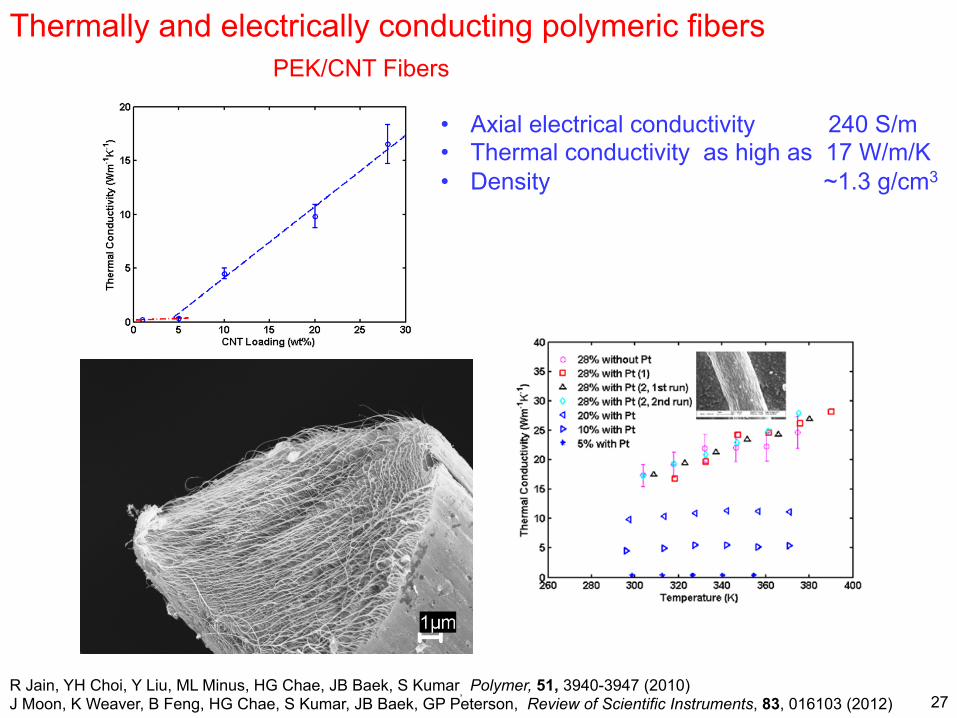
PEK/CNT Fibers
• Axial electrical conductivity 240 S/m • Thermal conductivity as high as 17 W/m/K • Density ~1.3 g/cm3
Thermally and electrically conducting polymeric fibers
R Jain, YH Choi, Y Liu, ML Minus, HG Chae, JB Baek, S Kumar, Polymer, 51, 3940-3947 (2010) J Moon, K Weaver, B Feng, HG Chae, S Kumar, JB Baek, GP Peterson, Review of Scientific Instruments, 83, 016103 (2012)
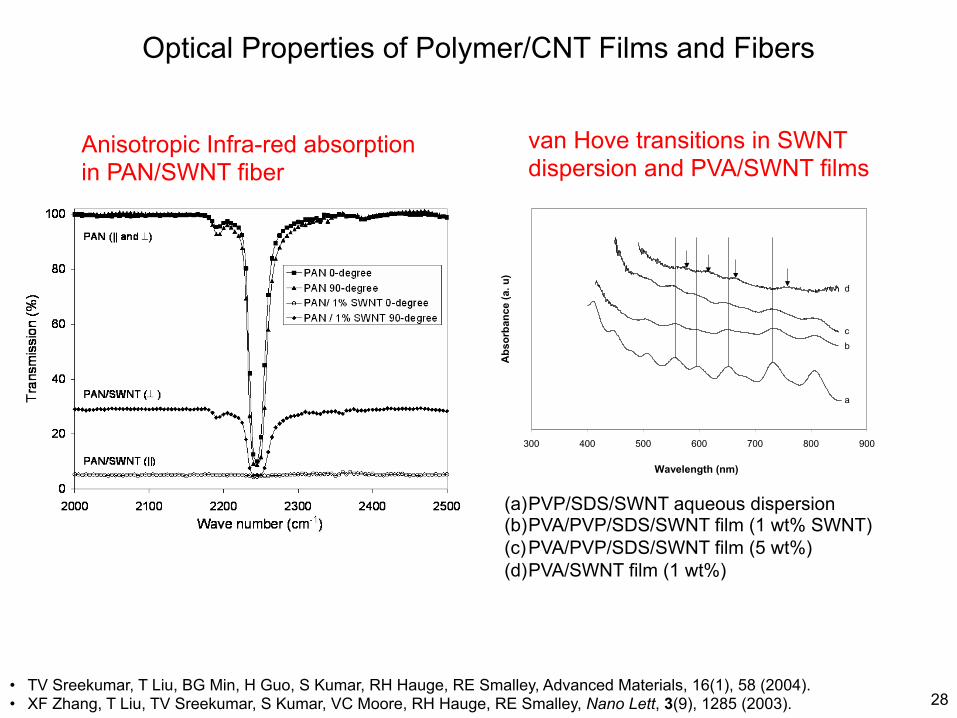
Anisotropic Infra-red absorption in PAN/SWNT fiber
300 400 500 600 700 800 900
Wavelength (nm)
Abs
orba
nce
(a. u
)
a
bc
d
Optical Properties of Polymer/CNT Films and Fibers
(a) PVP/SDS/SWNT aqueous dispersion (b) PVA/PVP/SDS/SWNT film (1 wt% SWNT) (c) PVA/PVP/SDS/SWNT film (5 wt%) (d) PVA/SWNT film (1 wt%)
van Hove transitions in SWNT dispersion and PVA/SWNT films
• TV Sreekumar, T Liu, BG Min, H Guo, S Kumar, RH Hauge, RE Smalley, Advanced Materials, 16(1), 58 (2004). • XF Zhang, T Liu, TV Sreekumar, S Kumar, VC Moore, RH Hauge, RE Smalley, Nano Lett, 3(9), 1285 (2003). 28
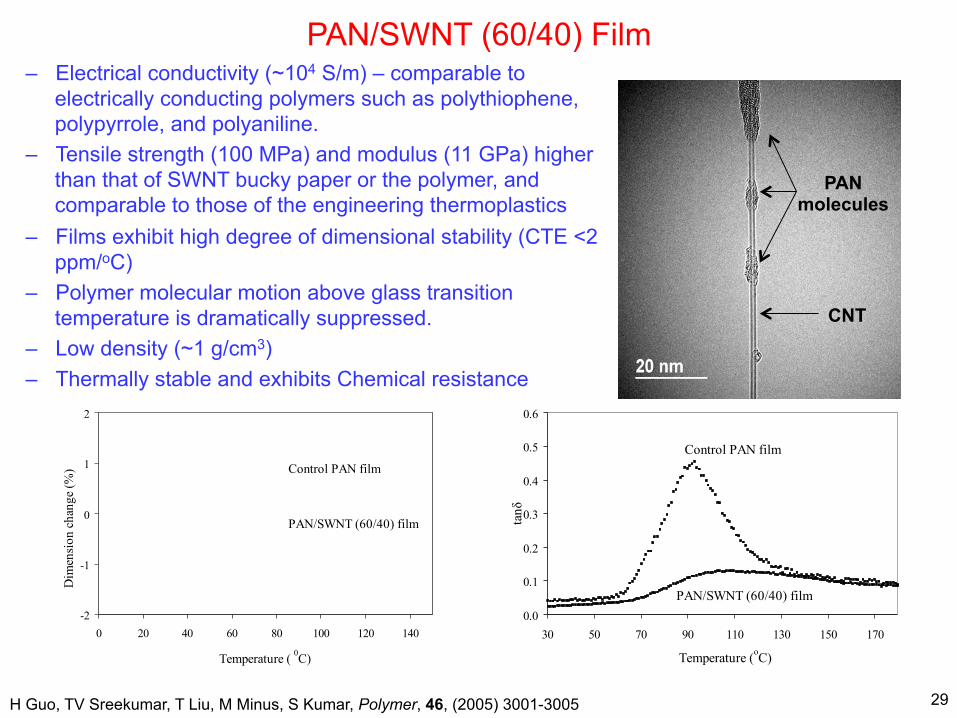
PAN/SWNT (60/40) Film
– Electrical conductivity (~104 S/m) – comparable to
electrically conducting polymers such as polythiophene, polypyrrole, and polyaniline.
– Tensile strength (100 MPa) and modulus (11 GPa) higher than that of SWNT bucky paper or the polymer, and comparable to those of the engineering thermoplastics
– Films exhibit high degree of dimensional stability (CTE <2 ppm/oC)
– Polymer molecular motion above glass transition temperature is dramatically suppressed.
– Low density (~1 g/cm3) – Thermally stable and exhibits Chemical resistance
0.0
0.1
0.2
0.3
0.4
0.5
0.6
30 50 70 90 110 130 150 170
Temperature (oC)
tanδ
PAN/SWNT (60/40) film
Control PAN film
H Guo, TV Sreekumar, T Liu, M Minus, S Kumar, Polymer, 46, (2005) 3001-3005
-2
-1
0
1
2
0 20 40 60 80 100 120 140
Temperature ( 0C)
Dim
ensi
on c
hang
e (%
) Control PAN film
PAN/SWNT (60/40) film
CNT
PAN molecules
29
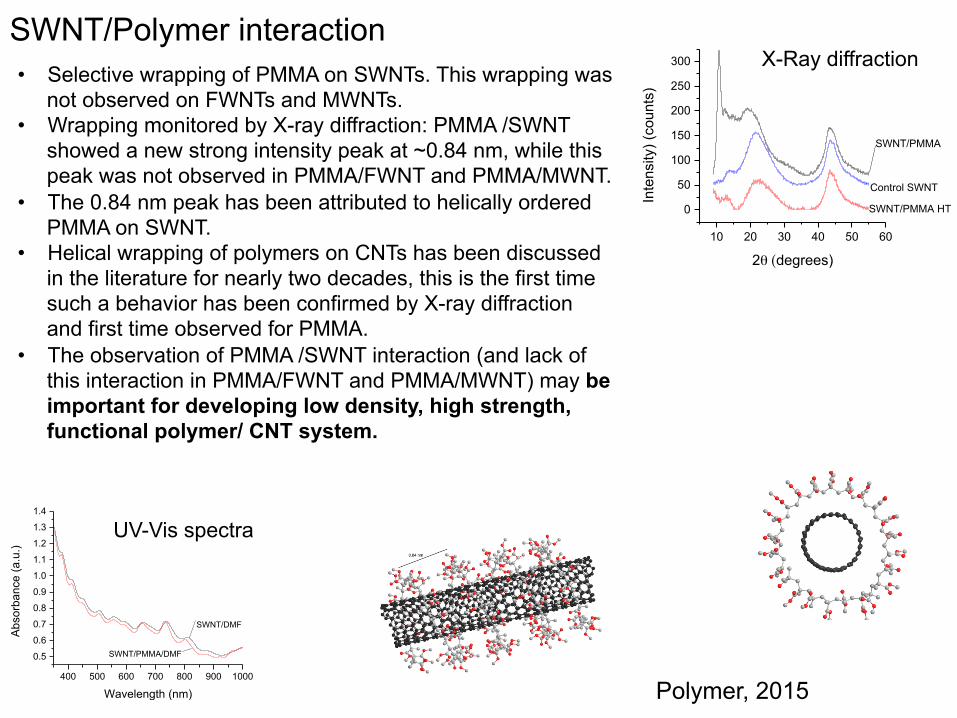
SWNT/Polymer interaction • Selective wrapping of PMMA on SWNTs. This wrapping was
not observed on FWNTs and MWNTs. • Wrapping monitored by X-ray diffraction: PMMA /SWNT
showed a new strong intensity peak at ~0.84 nm, while this peak was not observed in PMMA/FWNT and PMMA/MWNT.
• The 0.84 nm peak has been attributed to helically ordered PMMA on SWNT.
• Helical wrapping of polymers on CNTs has been discussed in the literature for nearly two decades, this is the first time such a behavior has been confirmed by X-ray diffraction and first time observed for PMMA.
• The observation of PMMA /SWNT interaction (and lack of this interaction in PMMA/FWNT and PMMA/MWNT) may be important for developing low density, high strength, functional polymer/ CNT system.
10 20 30 40 50 60
0
50
100
150
200
250
300
Inte
nsity
) (co
unts
)
2θ (degrees)
Control SWNT
SWNT/PMMA HT
SWNT/PMMA
400 500 600 700 800 900 1000
0.5
0.6
0.7
0.8
0.9
1.0
1.1
1.2
1.3
1.4
SWNT/PMMA/DMF
Abs
orba
nce
(a.u
.)
Wavelength (nm)
SWNT/DMF
X-Ray diffraction
UV-Vis spectra
Polymer, 2015
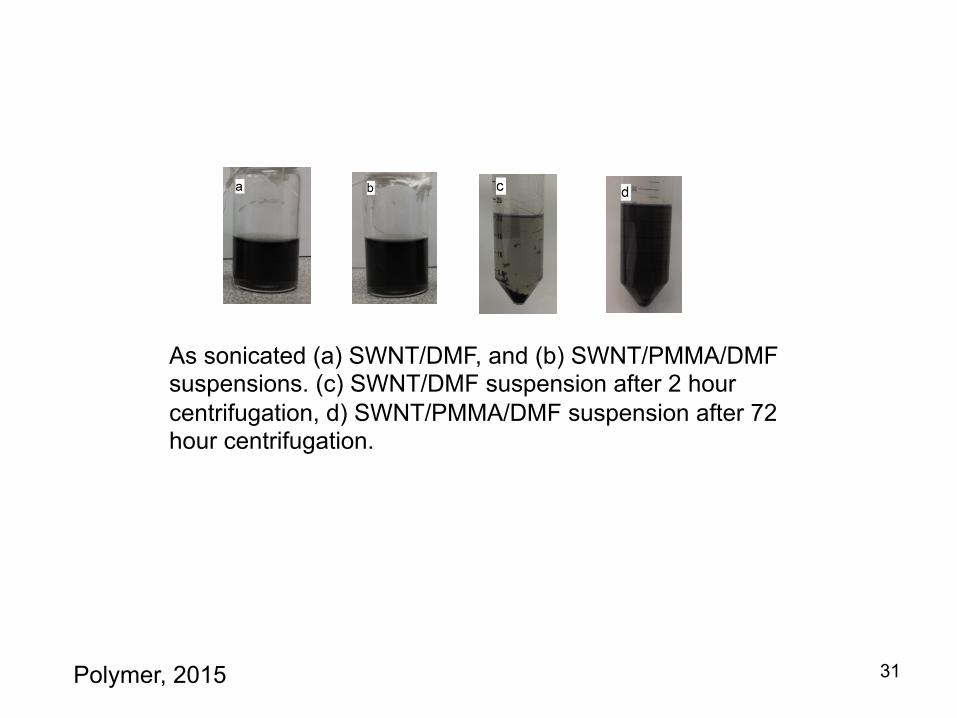
31
As sonicated (a) SWNT/DMF, and (b) SWNT/PMMA/DMF suspensions. (c) SWNT/DMF suspension after 2 hour centrifugation, d) SWNT/PMMA/DMF suspension after 72 hour centrifugation.
Polymer, 2015




![A High‐Efficiency Sulfur/Carbon Composite Based on 3D …fcollege.nankai.edu.cn/_upload/article/files/3d/e7/57b956e447f9af1e… · hollow carbon spheres,[8] carbon nanotube/fibers,[9]](https://static.fdocuments.net/doc/165x107/5f476f2bf7d9f006815b2b62/a-highaefficiency-sulfurcarbon-composite-based-on-3d-hollow-carbon-spheres8.jpg)








![Fabrication and Applications of Carbon Nanotube Fibers191-204]-01.pdf · 191 Fabrication and Applications of Carbon Nanotube Fibers. Hungo Choo. 1,2, Yeonsu Jung. 3, Youngjin Jeong.](https://static.fdocuments.net/doc/165x107/5ae78de57f8b9a08778e7fff/fabrication-and-applications-of-carbon-nanotube-191-204-01pdf191-fabrication-and.jpg)


