
Cap´ıtulo 6 Fabricacion´bibing.us.es/proyectos/abreproy/5126/fichero/Capítulo+6... · quenas...
8
Cap´ ıtulo 6 Fabricaci´ on Una vez obtenidas las dimensiones ´ optimas del distractor, se fabric´ o el distrac- tor con las tolerancias y acabados requeridos para el experimento biomec´ anico. Dado que el aparato ser´ a de material met´ alico, y m´ as concretamente de aluminio y de acero inoxidable, la fabricaci ´ on constar´ a de procesos de mecanizado, tornea- do, fresado, cilindrado y roscado entre otros. Las uniones de las diferentes piezas del distractor se realizan mediante torni- llos. Se utilizar´ an las uniones atornilladas para fijar las abrazaderas de las varillas a los aros, comprimiendo las varillas contra los mismos. Tambi´ en se utilizar´ an uniones atornilladas en las abrazaderas de los pines para unir ´ estos a los aros del distractor. El objetivo es la fabricaci´ on de 5 unidades del distractor. Al ser una serie tan peque˜ na, se dise ˜ nar´ a y se fabricar´ a atendiendo al proceso de creaci ´ on de un proto- tipo. Por esto, primero se fabricar´ a una unidad, para verificar su funcionamiento y la buena disposici´ on de los elementos y, posteriormente, se modificar´ an los puntos pertinentes para la fabricaci´ on de las otras 4 unidades. La principal diferencia existente entre el prototipo inicial y el final viene de la inclusi´ on de las c´ elulas de carga, las cuales en el prototipo inicial se hacen de forma aproximada, ya que no estaba claro inicialmente donde se iban a incluir, mientras que en el prototipo final se incluyen de forma m´ as armoniosa y ´ optima en el mismo. Una vez fabricado el primer distractor vemos que se puede simplificar el di- se˜ no abaratando la fabricaci´ on y facilitando el montaje del mismo. Haremos los dos aros del distractor de las mismas dimensiones ya que, al incorporar las c´ elulas de carga, podemos hacer las varillas telesc´ opicas del mismo di´ ametro en la parte superior e inferior y, por lo tanto, los dos aros se pueden hacer iguales. 6.1. Modelos fabricados Las diferencias entre los dos modelos fabricados (figura 6.1) se encuentran en las varillas telesc´ opicas y en los aros. 57
-
Upload
duongduong -
Category
Documents
-
view
218 -
download
0
Transcript of Cap´ıtulo 6 Fabricacion´bibing.us.es/proyectos/abreproy/5126/fichero/Capítulo+6... · quenas...

Capıtulo 6
Fabricacion
Una vez obtenidas las dimensiones optimas del distractor, se fabrico el distrac-tor con las tolerancias y acabados requeridos para el experimento biomecanico.Dado que el aparato sera de material metalico, y mas concretamente de aluminioy de acero inoxidable, la fabricacion constara de procesos de mecanizado, tornea-do, fresado, cilindrado y roscado entre otros.
Las uniones de las diferentes piezas del distractor se realizan mediante torni-llos. Se utilizaran las uniones atornilladas para fijar las abrazaderas de las varillasa los aros, comprimiendo las varillas contra los mismos. Tambien se utilizaranuniones atornilladas en las abrazaderas de los pines para unir estos a los aros deldistractor.
El objetivo es la fabricacion de 5 unidades del distractor. Al ser una serie tanpequena, se disenara y se fabricara atendiendo al proceso de creacion de un proto-tipo. Por esto, primero se fabricara una unidad, para verificar su funcionamiento yla buena disposicion de los elementos y, posteriormente, se modificaran los puntospertinentes para la fabricacion de las otras 4 unidades.
La principal diferencia existente entre el prototipo inicial y el final viene dela inclusion de las celulas de carga, las cuales en el prototipo inicial se hacen deforma aproximada, ya que no estaba claro inicialmente donde se iban a incluir,mientras que en el prototipo final se incluyen de forma mas armoniosa y optimaen el mismo.
Una vez fabricado el primer distractor vemos que se puede simplificar el di-seno abaratando la fabricacion y facilitando el montaje del mismo. Haremos losdos aros del distractor de las mismas dimensiones ya que, al incorporar las celulasde carga, podemos hacer las varillas telescopicas del mismo diametro en la partesuperior e inferior y, por lo tanto, los dos aros se pueden hacer iguales.
6.1. Modelos fabricadosLas diferencias entre los dos modelos fabricados (figura 6.1) se encuentran en
las varillas telescopicas y en los aros.
57

58
En el segundo modelo fabricado (figura 6.1 derecha) los aros son iguales, esdecir, el aro inferior se ha disenado de identicas dimensiones al superior. Las vari-llas telescopicas en este modelo tambien han sido modificadas respecto al primermodelo fabricado (figura 6.1 izquierda) ya que son iguales en la zona en la que sefijan a los aros en sus dos extremos.
Fig. 6.1: Modelo de fabricacion 1 a la izquierda y modelo de fabricacion 2 a laderecha.
En la figura 6.1 a la izquierda se encuentra el modelo de fabricacion 1. Se en-cuentran en color azul claro las abrazaderas inferiores de las varillas telescopicas.El aro superior y el inferior estan de diferente color debido a que son de distintasdimensiones. Tambien sucede esto con las piezas de cierre de los aros, la superioresta de color oro mientras que la inferior de color anaranjado debido a que son dediferentes dimensiones.
En la figura 6.1 a la derecha se encuentra el modelo de fabricacion 2. Se obser-va como ambos aros son del mismo color, ası como los cierres de los mismos y lasabrazaderas de las varillas telescopicas. Este nuevo diseno tiene grandes ventajasen cuanto a su fabricacion, pues solamente hay que realizar las piezas por dupli-cado o por cuadruplicado, pero de las mismas dimensiones, ahorrando en trabajode mecanizacion.
6.2. Caracterısticas constructivas
En este apartado seran descritas las caracterısticas constructivas mas impor-tantes de ambos modelos de distractor construidos.

CAPITULO 6. FABRICACION 59
6.2.1. Uniones atornilladasAl precisar de un diseno desmontable a la vez que configurable en sus di-
mensiones, todas las uniones se han realizado mediante tornillos. En funcion dela carga a soportar por la union ası como de las restricciones de rigidez se handisenado las uniones atornilladas con diferentes diametros de tornillo.
Al estar la mayorıa de las piezas construidas en aluminio, se ha tenido quetomar una serie de medidas en el diseno para evitar los problemas que en este ma-terial conlleva el realizar una union roscada. El rozamiento inherente a una unionroscada provoca en el aluminio un desgaste prematuro de la zona de contacto. Poresto todas las piezas en aluminio con una rosca hembra llevan instalado un heli-coide de acero inoxidable. Este helicoide va roscado directamente en el aluminioy queda solidario a la pieza. El tornillo entonces, en lugar de roscar en el aluminio,rosca sobre el helicoide, evitando el desgaste de la pieza.
Esto influye en el dimensionado ya que, para incluir estos elementos, el tala-drado para el posterior roscado debe ser de mayor diametro que el que se requerirıapara un roscado hembra en acero.
Los tornillos elegidos para la construccion del distractor seran de cabeza tipoallen, para facilitar el apriete en el momento de la operacion y la facilidad paraencontrar los utiles necesarios para el montaje y desmontaje.
A continuacion se presentan los diferentes diametros de tornillos utilizados enel distractor:
Tornillos Cierre Aros.Son los tornillos que unen los cierres de los aros con estos mismos. Cadacierre de los aros posee dos tornillos. Estos tornillos enroscan en el aro.
Tornillos de las abrazaderas de las varillas fijas.Mediante estos tornillos se fijan las varillas fijas a los aros a traves de lasabrazaderas de las mismas. Los tornillos van roscados al aro.
Tornillos de las abrazaderas de las varillas telescopicas.Estos tornillos hacen solidarias las varillas telescopicas con los aros a travesde las abrazaderas de las correspondientes varillas y van roscados en el aro.
Tornillos de las abrazaderas de los pines cruzados.Estos tornillos fijan los pines cruzados a los aros mediante las abrazaderasde los mismos. Al apretar estos tornillos conseguimos comprimir los pi-nes entre las abrazaderas y los aros, asegurando la estabilidad. Una de lasabrazaderas de los dos pines cruzados mas extremos en la direccion axialasegura, a la vez que los propios pines cruzados, los apoyos de los pinesroscados. Se roscan en las abrazaderas de los pines cruzados.
Tornillos de las abrazaderas de los pines moviles.Cada tornillo de este tipo consigue unir los dos pines moviles a la corredera.

60
Fijan la abrazadera de los pines moviles en la zona central, permitiendo aambos pines ocupar ambos lados del tornillo en la abrazadera. Enroscan enla corredera. Son del tipo M4 debido a que el mınimo diametro de rosca delos helicoides suministrados por el proveedor son de este tamano y, al ser lacorredera de aluminio, esta union roscada precisa de helicoides.
Tornillos de las abrazaderas de los pines roscados.Estos tornillos fijan cada par de ellos una abrazadera de los pines roscados.Hacen la misma funcion que los otros tornillos de las abrazaderas de lospines cruzados, pero en lugar de enroscar en la abrazadera, estos enroscanen los apoyos de los pines roscados. Son del tipo M4 por el mismo motivoque los tornillos para las abrazaderas de los pines moviles; la rosca hembraesta realizada en aluminio y por lo tanto precisa de helicoides.
Tornillos de los bloqueos de la tuerca de las correderas.Para fijar la posicion de las tuercas de la corredera se precisa de estas pe-quenas piezas que, al no estar muy solicitadas, sera suficiente con unos pe-quenos tornillos roscados directamente en el aluminio, ya que no hara faltadesmontarlos durante la vida util del distractor.
Tornillo Numero Tipo Longitud [mm]Cierre Aros 4 M5 20
Abrazadera VF 8 M4 12Abrazadera VT 8 M5 18Abrazadera PC 16 M3 25Abrazadera PM 2 M4 12Abrazadera PR 4 M4 12
Bloqueo Tuercas 8 M2 8
Tabla 6.1: Tipos de tornillo utilizados en el distractor. VF (varilla fija), VT (varillatelescopica), PC (pines cruzados), PM (pines moviles), PR (pines roscados).
6.2.2. Correderas
El sistema de corredera de las varillas telescopicas permite el desplazamientoaxial de la corredera, guiado por la propia varilla y controlado por la tuerca de lacorredera. La rosca que controla el desplazamiento axial es del tipo trapezoidalpara conseguir una mejor tolerancia y precision.
CAPITULO 6. FABRICACION 61
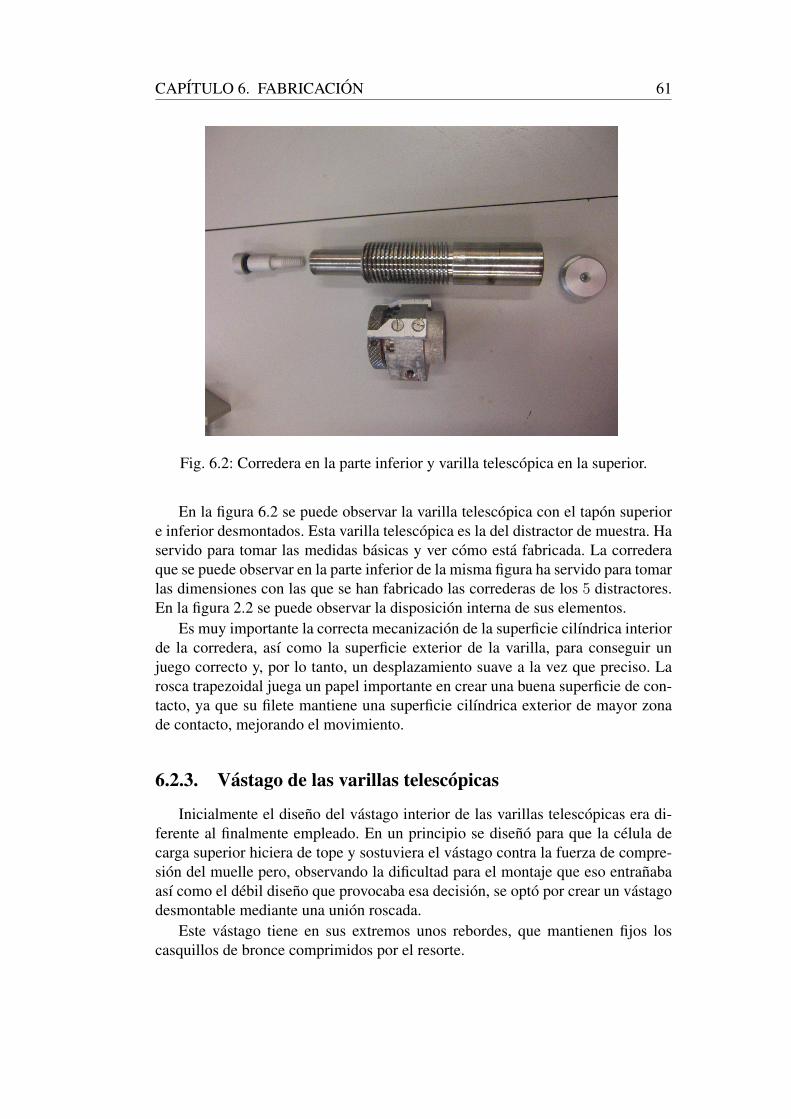
Fig. 6.2: Corredera en la parte inferior y varilla telescopica en la superior.
En la figura 6.2 se puede observar la varilla telescopica con el tapon superiore inferior desmontados. Esta varilla telescopica es la del distractor de muestra. Haservido para tomar las medidas basicas y ver como esta fabricada. La correderaque se puede observar en la parte inferior de la misma figura ha servido para tomarlas dimensiones con las que se han fabricado las correderas de los 5 distractores.En la figura 2.2 se puede observar la disposicion interna de sus elementos.
Es muy importante la correcta mecanizacion de la superficie cilındrica interiorde la corredera, ası como la superficie exterior de la varilla, para conseguir unjuego correcto y, por lo tanto, un desplazamiento suave a la vez que preciso. Larosca trapezoidal juega un papel importante en crear una buena superficie de con-tacto, ya que su filete mantiene una superficie cilındrica exterior de mayor zonade contacto, mejorando el movimiento.
6.2.3. Vastago de las varillas telescopicas
Inicialmente el diseno del vastago interior de las varillas telescopicas era di-ferente al finalmente empleado. En un principio se diseno para que la celula decarga superior hiciera de tope y sostuviera el vastago contra la fuerza de compre-sion del muelle pero, observando la dificultad para el montaje que eso entranabaası como el debil diseno que provocaba esa decision, se opto por crear un vastagodesmontable mediante una union roscada.
Este vastago tiene en sus extremos unos rebordes, que mantienen fijos loscasquillos de bronce comprimidos por el resorte.

62
Fig. 6.3: Vastago interior de la varilla telescopica.
En la figura 6.3 se observa un plano del vastago interior de una varilla te-lescopica. Hay un detalle que no se muestra, y es que en la parte central una de laspartes del vastago lleva un roscado macho y la otra lleva un roscado hembra parapermitir el montaje. Tambien se realizara un planeado en extremos diametralmen-te opuestos en las rebabas tanto superior como inferior, en un plano paralelo al ejedel vastago, para permitir mediante una herramienta montar el vastago.
6.2.4. Sistema de montaje de las celulas en las varillas fijas
Para introducir las celulas de carga en el distractor se han tenido que hacerdiversas modificaciones en el diseno. Las varillas fijas llevan una celula de cargacada una. Para instalar las celulas de carga las varillas tienen practicados sendosroscados hembra con la misma rosca que la celula. Al pretender construir las va-rillas en aluminio y tener que realizar un roscado para fijar las celulas, se tuvoel problema de que no se suministraba por nuestro proveedor helicoides para untornillo M3x0.5. La solucion se encontro modificando ligeramente el diseno de lavarilla introduciendo un tapon de acero inoxidable entre la varilla y la celula. Estetapon queda, una vez montado, solidario a la varilla.
La figura 5.5 muestra las diferentes partes que constituyen la varilla fija. Trasla inclusion de las celulas de carga, se requiere del sistema con los tapones deacero inoxidable para fijar las mismas. Este diseno aumenta ligeramente el pesodel conjunto y dificulta el proceso de fabricacion de las varillas pero, al ser lainstrumentacion del distractor un requisito de diseno, se requiere de estas modifi-caciones.

CAPITULO 6. FABRICACION 63
6.2.5. Sistema de montaje de las celulas en las varillas telescopi-cas
En las varillas telescopicas se incorporaran dos celulas de carga en cada unade ellas, lo que hace un total de 4 celulas. El sistema de fijacion de las mismases identico al utilizado en las varillas fijas (figura 5.5), con la salvedad de que lavarilla telescopica en su zona central tiene mayor complejidad mecanica y existenpiezas de acero inoxidable. Gracias a la utilizacion de este material no se requierela utilizacion de helicoides en los agujeros roscados.
La celula de carga superior de la varilla telescopica enrosca por su parte supe-rior con una varilla de aluminio con tapon de acero inoxidable semejante al de lavarilla fija. Por debajo enrosca en el vastago interior de la varilla, que es de aceroinoxidable y, por lo tanto, no requiere de helicoide.
La celula de carga inferior enrosca en su parte inferior con una varilla de alu-minio con tapon de acero inoxidable. Por arriba enrosca con el tapon de acero quefija el casquillo de bronce inferior en su posicion. No se requiere por tanto de lacolocacion de un helicoide.
6.2.6. ArosLos aros constan de dos piezas, la ’U’ y el cierre. La ’U’ es la pieza que tiene
forma de U. El cierre es la pieza que, una vez fijada a la ’U’, crea el aro.Ambas piezas se mecanizaran mediante una maquina de control numerico para
sistematizar el proceso de fabricacion de varias unidades. Se creara un programade control numerico a partir de los planos de las piezas. Una vez que el programaesta creado se pueden fabricar tantas piezas como se requiera sin la necesidad delnivel de trabajo que precisarıan otros metodos de fabricacion menos automatiza-dos.

64



![Finale 2003 - [5126] - St. Anthony's Monasterymusic.stanthonysmonastery.org/Menaion/Finale 2003 - [5126... · 2020. 1. 30. · Title: Finale 2003 - [5126] Author: Father Ephraim Created](https://static.fdocuments.net/doc/165x107/60afa32e2e664f03bf030eeb/finale-2003-5126-st-anthonys-2003-5126-2020-1-30-title-finale.jpg)














