Cap%C3%ADtulo 8
82
151 CAPÍTULO 8 ESPESAMIENTO 8.1 INTRODUCCIÓN 8.1. 1 Desde la Edad de la Piedra al siglo XIX La invención del espesador Dorr en 1905 y su introducción en las plantas concentradoras de Dakota del Sur en los Estados Unidos de Norteamérica, pueden ser mencionada como el punto de partida de la era moderna de espesamiento en América. Por esta razón la historia del espesamiento se puede ligar estrechamente con el devenir del siglo XX. Pero dejémoslo claro desde el comienzo, el espesamiento no es un proceso moderno y, por cierto, no fue desarrollado en América. Cada vez que una mena es beneficiada para obtener un concentrado, se ha utilizado dos procesos en forma inseparable, la trituración y lavado. Existe evidencia de beneficio de oro durante la dinastía Egipcia, aproximadamente 2.500 años AC. Las referencias más antiguas sobre trituración y lavado de oro, es la del geógrafo griego Agatharchides referido a Egipto 113 AC y la de Ardaillon (1897), autor del libro “ Las minas de Laurion en la antigüedad ”, en la que describe el proceso usado extensivamente en las instalaciones griegas entre los años 500 a 300 AC. A. J. Wilson (1994) describe, la extracción de oro y cobre en el Mediterráneo, desde la caída de las dinastías egipcias hasta la Edad media y el renacimiento. Agrícola, en su libro "De Re Metallica” describe, in 1556, varios métodos para lavar oro, plata, estaño y otras menas metálicas. Él describe estanques de sedimentación usados como clasificadores, como jigs, como espesadores y como estanques de decantación. Estos aparatos operaban en forma "batch" o semi-continua. Una descripción típica, extraída de De Re Metallica es la siguiente: “ Para concentrar cobre en Neusohl en los Carpatos, la mena se trituraba, se lavaba y se hacía pasar por tres estanques agitadores-lavadores. Las partículas finas eran lavadas a través de harneros en el estanque lleno de agua, donde las partículas finas pasaban por el tamiz y sedimentaban al fondo del estanque. En un cierto estado de llenado del estanque con sedimento, se abría la salida del estanque y se permitía que el agua saliera. Posteriormente el sedimento era removido con palas y llevado a un segundo y luego a un tercer estanque donde el proceso completo se repetía. El concentrado de cobre, que sedimentaba en el último estanque se sacaba y fundía".
-
Upload
fabian-araya-vidal -
Category
Documents
-
view
238 -
download
0
Transcript of Cap%C3%ADtulo 8
5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 1/82
151
CAPÍTULO 8
ESPESAMIENTO
8.1 INTRODUCCIÓN
8.1.1 Desde la Edad de la Piedra al siglo XIX
La invención del espesador Dorr en 1905 y su introducción en las plantas
concentradoras de Dakota del Sur en los Estados Unidos de Norteamérica, pueden sermencionada como el punto de partida de la era moderna de espesamiento en América.Por esta razón la historia del espesamiento se puede ligar estrechamente con el devenirdel siglo XX. Pero dejémoslo claro desde el comienzo, el espesamiento no es unproceso moderno y, por cierto, no fue desarrollado en América.
Cada vez que una mena es beneficiada para obtener un concentrado, se hautilizado dos procesos en forma inseparable, la trituración y lavado. Existe evidenciade beneficio de oro durante la dinastía Egipcia, aproximadamente 2.500 años AC. Lasreferencias más antiguas sobre trituración y lavado de oro, es la del geógrafo griegoAgatharchides referido a Egipto 113 AC y la de Ardaillon (1897), autor del libro “ Lasminas de Laurion en la antigüedad ”, en la que describe el proceso usadoextensivamente en las instalaciones griegas entre los años 500 a 300 AC. A. J. Wilson
(1994) describe, la extracción de oro y cobre en el Mediterráneo, desde la caída de lasdinastías egipcias hasta la Edad media y el renacimiento.
Agrícola, en su libro "De Re Metallica” describe, in 1556, varios métodos paralavar oro, plata, estaño y otras menas metálicas. Él describe estanques desedimentación usados como clasificadores, como jigs, como espesadores y comoestanques de decantación. Estos aparatos operaban en forma "batch" o semi-continua.
Una descripción típica, extraída de De Re Metallica es la siguiente: “Paraconcentrar cobre en Neusohl en los Carpatos, la mena se trituraba, se lavaba y sehacía pasar por tres estanques agitadores-lavadores. Las partículas finas eranlavadas a través de harneros en el estanque lleno de agua, donde las partículas finas pasaban por el tamiz y sedimentaban al fondo del estanque. En un cierto estado de
llenado del estanque con sedimento, se abría la salida del estanque y se permitía queel agua saliera. Posteriormente el sedimento era removido con palas y llevado a unsegundo y luego a un tercer estanque donde el proceso completo se repetía. Elconcentrado de cobre, que sedimentaba en el último estanque se sacaba y fundía".

5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 2/82
152 Manual de Filtración & Separación
Fig.1 Sedimentadores según Agrícola (1556).
El desarrollo del Procesamiento de Minerales desde una actividad primitiva auna calificada se debe, principalmente, a los Sajones en Sachsen, Alemania y a losCornishmen en Cornwell, Inglaterra, a comienzos del siglo 16. Entre estos dos países

5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 3/82
Capítulo 8 Espesamiento 153
se estableció un fructífero intercambio de tecnología que duró mucho tiempo. Pero fueen Sachsen donde Agrícola escribió su libro De Re Metallica, la primera grancontribución a la comprensión y desarrollo de la industria minera publicado en 1556 enLatín y muy luego traducido al alemán e italiano. El libro de Agrícola tuvo untremendo impacto, no solamente en la industria minera, sino que en la sociedad engeneral y continuó por 300 años siendo un texto para mineros y metalurgistas. Apartede su inmenso valor como manual, la mayor influencia de "De Re Metállica" fue enpreparar el terreno para un sistema de educación en minería la que, con variasmodificaciones, fue adoptada mas tarde internacionalmente.
Mientras en Rusia la primera Escuela de Minas se estableció en 1715 enPetrozavodsk , la Academia de Minas de Freiberg, fundada en 1765, fue la másimportante. Veinte años mas tarde se fundó la Escuela de Minas de París, la que noadquirió importancia sino muchos años después. A pesar de la prolongada e intensatransferencia tecnológica establecida entre Sachsen y Cornwall, los británicos estaban
atrasados en la educación en técnica y, en el siglo 19, no podían ofrecer ningunaescuela para estudiar esta disciplina. La Royal School of Mines fue fundada en Londresen 1851 y la Camborn School of Mines, cuyo prospecto fue presentado en 1829,solamente fue establecida 1859, cuando la producción minera de Cornwall estabadeclinando y los mineros de esa región estaban emigrando en masa a los EstadosUnidos, Australia y Sudafrica.
El descubrimiento de oro en California en 1848 y en Nevada algunos años mastarde, sorprendió a los norteamericanos mal preparados para labores mineras, en lasque trabajaban con palas y platos extrayendo oro en la misma forma que lo habíanhecho los egipcios 5.000 años antes. Los únicos mineros profesionales en el continenteAmericano en aquella época eran los que venían de Freiberg o de otras escuelasEuropeas. La primera universidad norteamericana en establecer la disciplina de minasy metalurgia fue la de Columbia en Nueva York en 1864. Luego se creó la ColoradoSchool of Mines en Golden, Colorado en 1874. Hoy día mas de 40 Universidadesofrecen cursos en Minas y Metalurgia en los Estados Unidos de Norteamérica.
Es evidente de estas referencias que, mediante el uso del lavado y el sorteo, losegipcios y los griegos en la antigüedad y los alemanes e ingleses, en la Edad Mediausaban el efecto de la diferencia de densidades de los varios componentes de una menay usaban la sedimentación en procesos que actualmente denominaríamos declasificación, sorteo, clarificación y espesamiento. Sin embargo, no hay evidencia queellos distinguieran entre estos tres distintos procesos.
8.1.2 La invención del espesador Dorr y el diseño de espesadores, 1900 a 1940La clasificación, la clarificación y el espesamiento, todos envuelven la
sedimentación de una sustancia sólida particulada en una segunda sustancia líquida,pero el desarrollo de cada uno de estos procesos ha seguido pasos diferente. Mientrasla clarificación tiene que ver con suspensiones muy diluidas, la clasificación y elespesamiento deben usar pulpas más concentradas. Tal vez por esta razón, laclarificación fue el primer proceso susceptible a una modelación matemática. El

5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 4/82
154 Manual de Filtración & Separación
trabajo de Hazen (1904) es el primer análisis de los factores que afectan lasedimentación de partículas sólidas en una suspensión diluida en agua. El trabajodemuestra que el tiempo no es un factor en el diseño de estanques de sedimentación,sino que las porciones de sólido removidas son proporcionales al área superficial delestanque, a las propiedades físicas de las partículas y es inversamente proporcional alflujo volumétrico al estanque. En un comienzo la clasificación utilizaba equipos quesimulaban los estanques de clarificación, agregando dispositivos para la extracción delsedimento formado en el fondo de los estanques. Por esta razón los primeros modelosmatemáticos de la clasificación se basan en la teoría de Hazen de estanques desedimentación. La introducción de los clasificadores hidráulicos, basados en lasedimentación obstaculizada en campos gravitacionales y, finalmente, la introducciónde la clasificación centrífuga en hidrociclones, separó las teorías, pero el mecanismo deseparación de las partículas sigue siendo la sedimentación obstaculizada debido a unafuerza de cuerpo.
Es bien sabido que en Procesamiento de Minerales las aplicaciones preceden a laciencia. Esto, por cierto, es verdadero en el caso del espesamiento, en el que elespesador continuo fue inventado en 1905, mientras que la primera referencia a lasvariables que afectan la sedimentación fue hecha en 1908. Como el espesador Dorr fueinventado para realizar la separación sólido-líquido en el proceso de la cianuración deoro, la sedimentación de suspensiones conteniendo finas partículas de este metalapareció como interesante. Varios autores Nichols (1908), Ashley (1909), Forbes(1912), Mishler (1912, 1917), Clark (1915), Ralston (1916), Free (1916) y Coe yClevenger (1916) estudiaron el efecto de la concentración de sólidos y del electrolito,el grado de floculación y la temperatura en el proceso de sedimentación.
La mayor parte de estos estudios introdujo confusión en la comprensión delfenómeno de asentamiento y fue Mishler (1912), el superintendente de la plantaconcentradora de la "Tigre Mining Company" en el desierto de Sonora en Méjico, elprimero de demostrar mediante experimentos que la velocidad de sedimentación de lapulpa es diferente para suspensiones diluidas que para las concentradas. Mientras lavelocidad de asentamiento de suspensiones diluidas es generalmente independiente dela altura de la columna de sedimentación, sedimentos densos son gobernados pordiferentes leyes y, en este caso, la velocidad de asentamiento incrementa aumentandola altura de la columna. Basado en estas observaciones Mishler propuso una ecuaciónmediante la cual se podía obtener la capacidad de un espesador industrial basado enexperiencias realizadas en el laboratorio. Él tomaba en consideración solamente lasconcentraciones de entrada y salida del equipo industrial.
En 1916 Coe and Clevenger desarrollaron en forma independiente una ecuación
similar a la de Mishler, pero indicaron que no necesariamente la concentración de laalimentación debía aparecer en la fórmula, sino que aquella concentración de valorintermedio entre la alimentación y descarga que producía la mínima "capacidad detratamiento", acuñando este término que siguió utilizándose de aquí en adelante. Ellosrecomendaron que se encontrara esta concentración mediante ensayos batch delaboratorio.

5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 5/82
Capítulo 8 Espesamiento 155
Después de estas tres importantes contribuciones de comienzos del siglo 20, lainvención del espesador continuo y los métodos de diseño, la década del 30 fue una deexpansión de esta tecnología. Varios autores (Adamson y Glasson 1925, Egolf yMcCabe 1937 Ward y Kammermeyer 1940, Work y Kohler 1940), trataron dedescribir la velocidad de sedimentación de suspensiones mediante la extensión de laecuación de Stokes o mediante ecuaciones empíricas pero, en realidad, no se realizóninguna contribución importante en esta década. Steward y Roberts dan una muybuena idea del estado del arte en el campo del espesamiento en esos días en unarevisión realizada en 1933. En ella decían: " La teoría básica es antigua, peromodificaciones a ella y sus limitaciones sólo han sido parcialmente realizadas. Lacompresión de la teoría es especialmente incompleta en el caso de suspensiones floculadas. Se dispone de métodos de diseño de equipos, pero la innovación y elinvento de nuevas máquinas requieren de la investigación de los interesantes fenómenos que se observan en la práctica y en la medida que nuevos problemas queaparezcan sean resueltos".
8.1.3 El descubrimiento de las variables de operación de un espesador continuo,1940-1950
En la década del 40, la Universidad de Illinois se tornó muy activa eninvestigación en el campo de espesamiento. Por lo menos 10 tesis fueron realizadas eneste período. Ejemplos de estos trabajos son: "El espesamiento continuo de pulpascarbonato de calcio; Sedimentación y espesamiento de pulpas; Espesamiento de pulpas de arcilla; Velocidad limitante en el espesamiento continuo". El mecanismo desedimentación continua fue estudiado en el laboratorio para explicar elcomportamiento de espesadores industriales. Comings y colaboradores describieron
sus descubrimientos en un importante trabajo en 1954. Ellos demuestran la existenciade cuatro zonas en un espesador continuo. Una zona superior de agua clara, una zonade sedimentación, una zona de compresión y una zona de acción de las rastras. Laconclusión más importante, expresada por primera vez, es que, en un espesadorcontinuo en el estado estacionario, la concentración de la zona de sedimentación esconstante y depende del flujo y no de la concentración de alimentación. Demostraronque a bajos flujos de alimentación, los sólidos sedimentan rápidamente a muy pequeñaconcentración, independientemente de la concentración de la alimentación. Cuando elflujo de alimentación se aumenta, también aumenta la concentración de la zona desedimentación, llegando a un valor definido cuando se obtiene la mayor capacidadposible del espesador. Si, en estas circunstancias, se aumenta el flujo de alimentación,la concentración de la zona de sedimentación permanece constante y el exceso de
sólidos sale por el rebalse. Se verificó que, en la mayoría de los casos, la alimentaciónse diluía a una concentración desconocida al entrar al espesador. Otro descubrimientofue que, para una mismo flujo de alimentación, la concentración de descarga se podíacontrolar aumentando o disminuyendo la altura del sedimento, correspondiendo a unaumento o disminución del tiempo de residencia del material en el equipo.

5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 6/82
156 Manual de Filtración & Separación
Otra contribución de aquella época fue el trabajo de Roberts (1949) quienpostuló la hipótesis empírica de que la velocidad de eliminación de agua de una pulpaen compresión es, en todo momento, proporcional a la diferencia en la cantidad deagua presente en ese momento en el sedimento y aquella residual al final del proceso.Esta proposición se utiliza hoy día como un método de determinar la concentracióncrítica de una pulpa.
8.1.4 La Era de Kynch, 1950-1970
Desde la invención del espesador Dorr hasta el establecimiento de las variablesque controlan la operación del equipo, el único trabajo cuantitativo fue el método dediseño de Mishler/Coe y Clevenger. Este método de diseño se basa en un "balancemacroscópico" del sólido y fluido en el espesador. No existía una teoría desedimentación que fundamentara el método. En 1952 Kynch, un matemático de la
Universidad de Birmingham en Gran Bretaña, presentó su celebrado trabajo “Unateoría de sedimentación”. En él propone una teoría cinemática de la sedimentaciónbasada en la propagación de ondas de concentración en la suspensión. La suspensión esconsiderada como un medio continuo y el proceso de sedimentación es representadopor una ecuación diferencial de derivadas parciales hiperbólica de primer orden. Kynchdemuestra que, conociendo la concentración inicial de la suspensión y la densidad deflujo del sólido, esto es, el producto de la concentración y la velocidad desedimentación de suspensiones de diversas concentraciones, se puede obtener unasolución de la ecuación por el método de características, resultando en zonas en que laconcentración varía en forma continua, denominadas ondas de rarefacción y endiscontinuidades denominadas ondas de choque.
El trabajo de Kynch tuvo una tremenda influencia en el desarrollo del
espesamiento en adelante. Cuando Comings se trasladó a la Universidad de Purdue, lainvestigación en espesamiento continuó allí por otros 10 años. Tres Tesis de doctoradofueron realizadas por De Haas, Stroupe y Tory, en las que analizaron la teoría deKynch y probaron su validez mediante experimentos con suspensiones de pequeñasesferas de vidrio, todas del mismo tamaño y densidad, que ellos denominaron"suspensiones ideales". Sus resultados que demostraban la validez de la teoría deKynch para las suspensiones ideales fueron publicados en una serie de artículosconjuntos entre 1963 y 1966.
La publicación de Kynch también motivó a la industria a explorar la posibilidadde esta nueva teoría en el diseño de espesadores. Nuevamente la empresa Dorr fue unpaso adelante en sus contribuciones al espesamiento, al desarrollar un método de
diseño de espesadores basado en la teoría de Kynch. Este método, que recibió elnombre de "método de diseño de Talmage & Fitch" (1955), consistía en realizar unsolo ensayo de sedimentación y, utilizando la teoría de Kynch, deducir el área mínimanecesaria de un espesador para tratar la pulpa en cuestión.
Experiencias realizadas por varios investigadores, entre ellos, Yoshioka ycolaboradores (1957), Hassett (1958, 1961, 1964a, 1964b, 1968), Shannon ycolaboradores (1963), Tory (1965), Shannon y Tory (1965, 1966) y Scott (1968),

5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 7/82
Capítulo 8 Espesamiento 157
demostraron que, mientras la teoría de Kynch era aplicable exactamente a suspensionesideales, ese no era el caso para suspensiones floculadas que sufrían compresión.Yoshioka y Hassett en sus varios trabajos desarrollaron un método de diseño basado enla curva de densidad de flujo continuo de sólidos.
Una interesante publicación que ha sido pasada por alto en la literatura deespesamiento es el trabajo de Behn (1957). Este trabajo, por su naturaleza, estabaadelantado a su tiempo y habría sido bien recibido en los años 70. Behn fue el primerinvestigador en relacionar la compresión en el espesamiento con el proceso deconsolidación estudiado en la ingeniería civil con relación al comportamiento de lossuelos. Es interesante indicar que la solución de la ecuación de consolidación de Behnda como resultado la ecuación formulada empíricamente por Roberts en 1949.
En 1954 Richardson y Zaki proponen una ecuación empírica para describir lavelocidad de sedimentación de una suspensión de cualquier concentración y en 1962Michaels y Bolgers proponen una generalización de esta expresión.
Un trabajo que fue escrito en 1975, pero que pertenece a la era de Kynch, es lapublicación de Petty en la que extiende la teoría de Kynch a la sedimentación continuay en la que se propone por primera vez una condición de contorno adecuada en elfondo del espesador, lo que no es un problema trivial.
Muchos años más tarde Bustos y Concha, en diversos trabajos que indicaremosmas adelante, formalizaron y completaron la teoría de suspensiones ideales.
8.1.5 Teoría Fenomenológica, 1970-1980
Aún cuando fue Behn quien en 1957 aplicó por primera vez la teoría de
consolidación a la compresión de pulpas, fue Mompei Shirato y colaboradores (1970)quienes resolvieron por primera vez la ecuación de sedimentación-consolidaciónusando coordenadas materiales y obteniendo curvas de sedimentación y perfiles depresiones de poro. Si este trabajo hubiese recibido mayor atención en su tiempo, eldesarrollo de una teoría fenomenológica del espesamiento habría seguido de inmediato.Tomó otros cinco años para que Adorján (1975, 1976) presentara una teoría ad-hoc desedimentación-compresión, dando el primer método realmente satisfactorio para eldiseño de espesadores y para que Smiles (1976a, 1976b) presentara su enfoque integral.Sin embargo, fue Kos (1975) quien delineó la sedimentación basado en la teoría demezclas de Truesdell (1957), seguido por Thacker y Lavelle (1976), pero quienes ledieron una estructura formal adecuada a la sedimentación fue un grupo deinvestigadores brasileños. Más o menos en la misma época, Dixon (1977a, 1977b,
1978) publicó una serie de trabajos y conclusiones erróneas.Una investigación fuerte e importante en sedimentación, y en el campo de los
medios porosos en general, se llevaba a cabo en Brasil en los años 70.Desgraciadamente ésta raramente fue publicada en revistas internacionales, pero estábien documentada en revistas y anales de congresos locales. En COPPE, la Escuela deGraduados de la Universidad Federal de Río de Janeiro, varios investigadores yestudiantes graduados estaban involucrados en la aplicación de una herramienta

5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 8/82
158 Manual de Filtración & Separación
matemática nueva, la Teoría de Mezclas de la mecánica de medios continuos a lossistemas particulados. Entre ellos y, para mencionar solamente algunos de ellos seencontraban G. Massarani, A Silva Telles, R. Sampaio, I. Liu, J. Freire, S. Tobinaga,L. Kay y J. D’Avila (D’Avila 1976a,1976b, 1978). Ellos estaban especialmenteinteresados en la aplicación en los fundamentos del flujo en lechos poros. Esta teoríadio al espesamiento y a la filtración una estructura científica rigurosa.
Más o menos en el mismo tiempo, y con estrechos lazos al grupo brasileño,investigadores de la Universidad de Concepción, en Chile comenzaron a trabajar en lamisma dirección. Sus resultados fueron presentados en las Tesis de Ingeniería de O.Bascur (1976) y de A.Barrientos (1978), y en el XII Congreso Internacional deProcesamiento de Minerales en São Paulo, Brazil en 1977 y en la EngineeringFoundation Conference on Particle Technology en New Hampshire, USA, en 1980.Estos trabajos han continuado hasta la actualidad a través de Tesis de Ingeniería de R.Becker (1982), A. Quiero (1994) y R. Valenzuela (1994) y de doctorado de P. Garrido
(2001).
8.1.6 Teoría Matemática, 1980-2000
A fines de la década de los 70 y durante los 80, varias publicacionesdemostraron que el modelo fenomenológico del espesamiento, basado en la Teoría deMezclas, había sido bien aceptado por la comunidad científica internacional. Entreellos se puede citar los trabajos de Concha y Barrientos (1980), Buscall and White(1987), Auzerais y colaboradores (1988), Landman y colaboradores (1988), Bascur(1989), Davies and Russel (1989), Kytömaa (1990). A pesar que la teoría de mezclashizo un buen trabajo en unificar la sedimentación de suspensiones dispersas con la delas suspensiones floculadas, una vez que se establecieron las ecuaciones constitutivas
apropiadas y, en esta forma, creó un modelo robusto mediante el cual se podía simularel asentamiento de cualquier suspensión, el análisis matemático de este modelo noexistía.
Los ingenieros en general estiman que la matemática es una herramienta útilpara resolver problemas específicos, pero muchos de ellos creen que los fundamentosde la disciplina de Procesamiento de Minerales son puramente físicos y que lamatemática corresponde a una etapa posterior en el desarrollo de la teoría. Cuando éstafinalmente comienza, puede ser rigurosa pero, establecer la teoría es una tarea extra-matemática. Truesdell dijo en 1966 que las características de una buena teoría son quelos conceptos físicos se traducen en matemáticos desde el comienzo y que lamatemática se usa tanto para formular la teoría como para obtener soluciones.
Embebido en las ideas de Truesdell y convencido de que la única forma deavanzar en el establecimiento de una teoría rigurosa y completa del espesamiento erainteresar a matemáticos en este tema, se inició una fructífera colaboración entre lasFacultades de Ingeniería y de Ciencias Físicas y Matemáticas en la Universidad deConcepción, la que luego se extendió al Instituto de Matemática A de la Universidadde Stuttgart en Alemania y al Departamento de Matemática y Ciencias de laComputación de la Mount Allison University en Sackville, Canadá y recientemente al

5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 9/82
Capítulo 8 Espesamiento 159
Instituto de Matemática de la Universidad de Bergen en Noruega. Protagonistas deestos trabajos son M.C. Bustos, A Barrientos y F. Concha de Concepción, W.Wendland, R. Bürger y M. Kunik de Stuttgart, E.Tory de Sackville y K. Karlsen deBergen. El resultado de esta colaboración de 20 años es: a) La formulación rigurosa yel análisis matemático de los procesos de sedimentación de suspensiones ideales encolumnas de sedimentación y espesadores ideales, tema del capítulo 5, b) Laformulación rigurosa y el análisis matemático de los procesos de sedimentación desuspensiones floculadas en columnas de sedimentación y espesadores industriales,tema del presente capítulo, c) La extensión de la teoría a modelos axi-simétricos, d) Elprimer modelo de un espesador de alta capacidad, e) La formulación rigurosa y elanálisis matemático de los procesos de sedimentación de suspensiones poli-dispersas yf) La formulación de ecuaciones constitutivas para la velocidad de sedimentación departículas individuales y suspensiones, tema del capítulo 4. Los temas indicados por c)a e) se analizan en la sección 8.7 del presente capítulo.
8.2 EQUIPOS.
Los espesadores son equipos típicos que no han cambiado mucho su aparienciadesde la invención del espesador Dorr en 1905. Se han hecho más grandes, se hanconstruido de diferentes materiales, tales como madera, acero o cemento y se hamejorado y modernizado el sistema de tracción de las rastras, pero los elementosesenciales continúan siendo los mismos. La figura 8.1 muestra el espesador Dorr. Sepuede distinguir el estanque cilíndrico correspondiente al cuerpo del espesador, labandeja de alimentación (feedwell), la canaleta de rebalse (overflow launder), lasrastras (rakes)y la abertura de descarga discharge opening), todos ellos elementoscomunes a cualquier espesador.
Fig. 8.1 Espesador Dorr inventado en 1905 (Dorr Oliver).

5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 10/82
160 Manual de Filtración & Separación
En general el estanque de un espesador es cilíndrico. Las unidades pequeñas, demenos de 30 metros, se construyen en acero o madera y las unidades mayores, hasta120 metros de diámetro, en concreto. La base del estanque se construye del mismomaterial que el cilindro, excepto en los espesadores grandes, en los cuales algunasveces se usan bases de tierra (Hsia and Reinmiller 1977). La forma de la base es uncono, destinado a permitir una mejor evacuación del material depositado.
La bandeja de alimentación, o feedwell, es un cilindro concéntrico al estanque yde pequeño diámetro, cuyo objetivo principal es permitir una buena distribución de laalimentación al espesador, pero también sirve para mejorar la mezcla de la pulpa y elfloculante y, en muchos casos para diluir la alimentación. El cilindro puede tener baflesinternos y agujeros para la entrada de agua de dilución (Cross 1963). Más sobre estetema se discutirá en la sección 8.7.
Fig. 8.2 Esquema de un feedwell con dos tubos tangenciales de alimentación ybafles internos (Dorr-Oliver).
Fig. 8.3 Feedwell con dos tubos tangenciales de alimentación(Dorr-Oliver).

5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 11/82
Capítulo 8 Espesamiento 161
Las rastras, que pueden tener una gran variedad de formas, principalmente en laforma de soporte, tienen por objetivo llevar el material depositado en el fondo delespesador hacia la abertura de descarga. Las rastras giran a velocidades del orden de0.5 rpm. Un resultado secundario de las rastras es la formación de canales a su pasopor el material depositado, por los cuales escurre agua, permitiendo un aumento de laconcentración del sedimento. La tracción de las rastras puede ser a través de un motorcentral ubicado en la parte superior del eje o periférica, con el motor montado sobrerieles en el borde del estanque del espesador. En varios modelos de espesadores existenmecanismos para levantar las rastras cuando el torque en el motor se hace excesivo.
Fig. 8.4 Feedwell de dos entradas y rastra de tracción central (Dorr-Oliver).
Fig. 8.5 Rastra de tracción periférica (Eimco Process Equipment).

5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 12/82
162 Manual de Filtración & Separación
Fig. 8.6 Mecanismo de tracción periférico para la rastra de la figura8.5 (Eimco Process Eqiuipment).
Fig. 8.7 Esquema de rastras con tirantes alzadores (Dorr-Oliver).
Fig. 8.8 Rastras con tirantes alzadores (Eimco Process Equipment).
Las canaletas de rebalse en la periferia del espesador tiene por objetivo evacuar
el agua recuperada a una velocidad suficientemente baja para evitar el arrastre departículas finas. Un flujo de aproximado a 0.1 m3 /min de agua por metro lineal decanaleta es adecuado. La mayoría de las canaletas tienen pequeños vertederos quepermiten controlar mejor el flujo de agua.

5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 13/82
Capítulo 8 Espesamiento 163
Fig 8.9 Canaleta de rebalse típica mostrando los vertederos(Supaflo Technologies).
8.1.7 Espesador convencional. Espesador de alta capacidad y espesador de altadensidad.
Manteniendo la misma forma estructural y los mismos elementos principales, losespesadores pueden ser de tres tipos. (1) espesadores convencionales, (2) espesadoresde alta densidad y (3) espesadores de alta capacidad. La figura 8.10 muestra elesquema de estos tres tipos de espesadores.
Alta capacidad Alta densidad Convencional
Fig. 8.10 Esquema de espesadores convencionales, de alta densidad y de altacapacidad (Supaflo Technologies).
El espesador convencional se caracteriza porque su bandeja de alimentación seencuentra en la parte superior del equipo y, al entrar al espesador, el flujo dealimentación se mezcla con parte del agua recuperada y se diluye a un valordenominado concentración conjugada. Esta suspensión diluida sedimenta a velocidad

5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 14/82
164 Manual de Filtración & Separación
constante formando un manto de altura variable, para transformarse en sedimento en laparte inferior del equipo. La figura 8.11 muestra un espesador convencional.
A
B
C
A
C
F
D
Fig. 8.11 Esquema de un espesador Fig. 8.12 A: agua clara;C:.convencional. A: agua clara; sedimento.B: suspensión; C: sedimento.
El espesador de alta capacidad tiene como parte distintiva una bandeja dealimentación muy profunda que descarga el flujo de alimentación bajo el nivel delsedimento. Al mezclarse la alimentación y sedimento forma una suspensión mayor a lade la alimentación y mayor o igual que la concentración crítica. Es por esta razón queen los espesadores de alta capacidad no existe una zona de sedimentación, la que,como veremos más adelante es la que restringe la capacidad del espesador. Muchasveces se recicla parte de la descarga del espesador de alta capacidad con el objetivo deaumentar la concentración de la alimentación antes de producir la mezcla con elsedimento. El resultado es que, generalmente, estos espesadores tienen mayorcapacidad que los convencionales. Sin embargo, se ha demostrado que los espesadoresde alta capacidad, cuyo tiempo de residencia está en el orden de minutos, en vez dehoras para los convencionales, son intrínsecamente inestables y, por lo tanto, difícilesde operar y controlar. Las figuras 8.12 y 8.13 muestran esquemas de un espesador dealta capacidad.
El espesador de alta densidad es un espesador convencional o de alta capacidad,pero de mucho mayor altura. Esta altura adicional permite obtener una gran presión
sobre el sedimento que descarga del equipo y, por lo tanto, obtener una concentraciónde descarga muy grande. En muchos casos, estos espesadores tienen un cono pequeño,de modo de ayudar a evacuar la descarga. La figura 8.14 muestra un de espesador dealta densidad.

5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 15/82
Capítulo 8 Espesamiento 165
Fig. 8.13 Esquemas de un espesador de alta capacidad(Larox).
Fig. 8.13 Esquema de un Espesador de alta
densidad (Eimco Process Equipment).

5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 16/82
166 Manual de Filtración & Separación
8.3 VARIABLES DE ESPESAMIENTO.
El espesamiento consiste en una superposición de dos fenómenos, la
sedimentación y la consolidación. Los fenómenos de sedimentación y consolidacióntienen comportamiento físico diferente, por lo que es necesario analizarlos porseparado.
Sedimentación
La sedimentación de partículas individuales o suspensiones de partículas fueanalizado en los capítulos 4 y 5. Ella consiste en el asentamiento de unidades, ya seanpartículas individuales o flóculos, debido a la fuerza de gravedad. Al sedimentar lasdiversas partículas de una suspensión interaccionan entre si obstaculizando sutrayectoria y disminuyendo la velocidad de asentamiento que tendrían cada partículaindividualmente. Durante la sedimentación las partículas están rodeadas de fluido y lainteracción entre ellas se verifica a través de ese fluido. Como dos partículas no puedenocupar el mismo sitio simultáneamente, se dice que la interacción es estérica ehidrodinámica.
Sedimentación Consolidación
Fig. 8.13 Modelo físico de la sedimentación y consolidación.
Consolidación
La sedimentación finaliza cuando las partículas individuales, llegan al fondo de
la columna de sedimentación o del espesador y comienzan a descansar unas sobreotras. Si estas partículas son incompresibles, como sucede por ejemplo conconcentrados de cobre cuando no se usa floculante, el proceso de espesamiento terminaahí. Sin embargo, si las partículas son compresibles, como es el caso relaves de cobrefloculados, el peso de los flóculos comienza a afectar a los flóculos inferiorescomprimiéndolas y exprimiendo el agua que permanece en el interior de estos. Estefenómeno de eliminación de agua por compresión se denomina consolidación.

5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 17/82
Capítulo 8 Espesamiento 167
La consolidación es un campo muy importante en la Geotécnica, disciplina queestudia el comportamiento de la tierra cuando sobre ella se construyen obras tales ycomo casas y edificios. En estos casos la fuerza aplicada al material en consolidaciónes externa (peso de la obra). Mayores detalles sobre este campo se encuentran en elcapítulo 7. En sedimentación, la situación es diferente, ya que la fuerza que actúa sobreel sedimento es el peso del material mismo que constituye el sedimento.
La concentración de la suspensión que separa la sedimentación y laconsolidación se denomina concentración crítica y el tiempo cuando ésta comienza sellama tiempo crítico.
En vista de la descripción anterior, las principales propiedades de un sedimentoson su permeabilidad y su compresibilidad. Se denomina permeabilidad del sedimentola facilidad con que un fluido puede penetrarlo y atravesarlo. La compresibilidad delsedimento mide su facilidad de disminuir en volumen cuando se le aplica una fuerza.Las variables asociadas a estas propiedades son la presión de poros y el esfuerzoefectivo de sólidos. Mayor información sobre estos conceptos están descritos en elcapítulo 3.
8.3.1 Proceso dinámico de sedimentación
Se puede decir que las propiedades principales de una suspensión ensedimentación son (1) la resistencia que el fluido opone a la sedimentación de laspartículas, (2) la permeabilidad del sedimento y (3) la compresibilidad del sedimento.Estas propiedades tienen asociadas las siguientes variables de campo:
Concentración, como fracción volumétrica de sólidos ( )z, tϕ
Densidad de flujo de sólido ( )f , tϕ
Velocidad volumétrica de la suspensión q(t)
Presión de poros en exceso ( )ep z, t
Esfuerzo efectivo del sólido ( )eσ ϕ
Las variables que describen la sedimentación constituyen un proceso dinámico desedimentación si, en las regiones donde las variables son continuas, cumplen:
Las ecuaciones locales de campo: Equation Section 8
∂ϕ∂ + ∂∂ =t z vsϕ1 6 0 (8.1)
( )s r
q0 , con q v 1 v
z
∂= = − − ϕ
∂(8.2)

5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 18/82
168 Manual de Filtración & Separación
e dz
mg
z 1
∂σ= −∆ρϕ +
∂ − ϕ(8.3)
e ez
pg
z z
∂ ∂σ+ = −∆ρϕ∂ ∂
(8.4)
En las discontinuidades cumplen las condiciones de salto:
σ ϕ ϕ= •v es I (8.5)
σ ϕ ϕ ϕ ρ σv v v e es s s I e f z e Ip g L z= − + − +•( ) ( ( ) ); @ (8.6)
Se establecen ecuaciones constitutivas para σe y md:
d d rm m ( , v )= ϕ (8.7)
e e r( ,v )σ = σ ϕ (8.8)
donde vr es la velocidad relativa sólido-fluido.
8.3.2 Ecuaciones constitutivas
El movimiento de los flóculos a través del fluido involucran fuerzas dinámicas deinteracción que dependen de las variables expresadas en la ecuación (8.7). Como laspartículas son pequeñas, el movimiento es lento y se puede suponer una relaciónfuncional lineal entre la fuerza hidrodinámica y la velocidad relativa sólido-fluido:
( )d rm v= −α ϕ (8.9)
Por otra parte, la experiencia ha demostrado que el esfuerzo efectivo del sólido sepuede expresar como una función de la concentración solamente:
( )e eσ = σ ϕ (8.10)
con la propiedad:
( )c'
ec
constante <
0
ϕ ϕσ ϕ = ≥ ϕ ≥ ϕ
(8.11)
donde ( )'e ed dσ ϕ = σ ϕ .
8.2.1 Ecuación de espesamiento
Reemplazando estas dos últimas expresiones en la ecuación (8.3) resulta:
( )ez rg v
z 1
α ϕ∂σ= −∆ρϕ −
∂ − ϕ

5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 19/82
Capítulo 8 Espesamiento 169
Obteniendo vr desde (8.2), podemos escribir:
( )e s
z
v q
gz 1 1
α ϕ∂σ −
= −∆ρϕ −∂ − ϕ − ϕ
Despejando vs y multiplicándolo por ϕ resulta:
( )
( )
( )22
es
z
1 1v q 1
g z
∆ρϕ − ϕ ∂σ ϕϕ = ϕ − +
α ϕ ∆ρϕ ∂
Diferenciando ( )eσ ϕ con respecto a ϕ, podemos escribir:
( )
( )
( )22 '
es
z
1v q 1
g z
∆ρϕ − ϕ σ ϕ ∂ϕϕ = ϕ − + α ϕ ∆ρϕ ∂
(8.12)
Definamos el parámetro f bk en la forma:
( )( )
( )
22
bk
1f
∆ρϕ − ϕϕ = −
α ϕ(8.13)
de modo que la expresión (8.12) se puede escribir en la forma:
( )( )'
es bk
z
v q f 1g z
σ ϕ ∂ϕϕ = ϕ + ϕ + ∆ρϕ ∂
(8.14)
Reemplacemos (8.14) en (8.1) y obtendremos:
( )( ) ( ) ( )'
bk ebk
z
f q f t z z g z
ϕ σ ϕ∂ϕ ∂ ∂ ∂ϕ+ ϕ + ϕ = − ∂ ∂ ∂ ∆ρϕ ∂(8.15)
Definiendo un coeficiente de difusión D en la forma:
( ) ( )
c
'bk e
z
0
D f
g
ϕ < ϕ= ϕ σ ϕ
− ϕ ≥ ϕ ∆ρϕ
(8.16)
entonces la ecuación diferencial que representa el proceso de espesamiento es:
( )( ) ( )bkq f Dt z z z
∂ϕ ∂ ∂ ∂ϕ+ ϕ + ϕ = ϕ
∂ ∂ ∂ ∂(8.17)
La ecuación (8.17) es una ecuación diferencial parabólica fuertementedegenerada. Recibe este nombre porque para valores de ϕ<ϕc ella se transforma en laecuación diferencial hiperbólica:

5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 20/82
170 Manual de Filtración & Separación
( )( )bkq f 0t z
∂ϕ ∂+ ϕ + ϕ =
∂ ∂
( )kf 0
t z∂ ϕ∂ϕ + =
∂ ∂(8.18)
donde la función ( )kf ϕ es la función densidad de flujo de sólidos de Kynch. Podemos
reconocer esta ecuación como la ecuación de Kynch (ver ecuaciones (5.47) y (5.56))para espesamiento continuo. Este resultado es de la más grande importancia, ya queindica que, para suspensiones floculadas, la ecuación de Kynch sigue siendo válida enaquellas regiones donde la concentración es menor a la concentración crítica.
8.3.3 Espesamiento batch
Con el objetivo de tener una mejor descripción del proceso de sedimentación batchde una suspensión floculada, repitamos, y completemos, las etapas del proceso yadescritas en el capítulo 5.
Cuando una suspensión floculada sedimenta bajo el efecto de la gravedad en unacolumna de sedimentación se puede distinguir las siguientes etapas en el proceso.
a) Antes de comenzar la sedimentación la suspensión se homogeniza poragitación, de manera que su concentración es constante.
b) Cuando la sedimentación comienza, todas las partículas caen a la mismavelocidad, de manera que se forma una interfaz agua-suspensión en la partesuperior de la columna, la que desciende a la misma velocidad que lo hacenlas partículas. Esta etapa se denomina sedimentación obstaculizada (hinderedsettling). La formación de una interfaz difusa indica floculación incompleta.
c) Las partículas que llegan al fondo de la columna y rápidamente ocupan toda lasuperficie disponible. En ese momento los nuevos flóculos se acumulan sobrelos anteriores presionándolos y haciendo que su concentración aumente Deahí en adelante se dice que el sedimento se encuentra en compresión oconsolidación. La superficie del sedimento, o interfaz suspensión-sedimento,con una concentración igual a la crítica ya que no hay flóculos descansandosobre ella, se mueve hacia arriba a medida que nuevas partículas se leincorporan.
d) En un punto determinado de la columna, pero bajo la interface de agua-suspensión, la concentración de la suspensión permanece fija o aumenta con
el tiempo.e) Utilizando un instrumento para medir concentraciones, como el de Been and
Sills (1981), se podría seguir el movimiento de una determinadaconcentración ϕ en la columna. El movimiento sería necesariamente haciaarriba a una velocidad denominada velocidad de propagación de la onda deconcentración ϕ.

5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 21/82
Capítulo 8 Espesamiento 171
f) En un determinado instante y a una cierta altura la interfaz agua-suspensión seencontrará con la interfaz suspensión-sedimento. Las coordenadas de eseevento se denominan tiempo crítico y altura crítica y ellas definen el puntocrítico en el cual termina la sedimentación y comienza la consolidación.
g) En un tiempo suficientemente largo, la consolidación termina yestableciéndose en la columna un gradiente de concentración desde laconcentración crítica hasta la concentración máxima lograda.
La figura 8.14 muestra la curva de sedimentación con las interfaces agua-suspensión ysuspensión-sedimento y curvas de concentración constante en el sedimento.
Fig. 8.14 Curva de sedimentación para un relave de cobre mostrandolas interfaces agua-suspensión, suspensión-sedimento y curvas deconcentración constante (Bürger y Concha 1998).
Para la sedimentación batch la ecuación (8.17) se reduce a:
( )( )bkf
Dt z z z
∂ ϕ∂ϕ ∂ ∂ϕ + = ϕ ∂ ∂ ∂ ∂(8.19)
Del comentario a) se deduce la condición inicial y la condición de contorno para z=L yvalores de t mayores a cero. De la ecuación(8.14) cuando se hace vs=0 se deduce lacondición de contorno en la base de la columna:
( ) 0z,0 , para 0 z Lϕ = φ < < (8.20)
( )L, t 0 , para t 0ϕ = > (8.21)
( ) ( )bkz 0
f 0, para 0 tz =
∂ϕϕ − ϕ = ≤∂
(8.22)
En la sección 8.4 se muestra como determinar los parámetros ( ) ( )bk ef yϕ σ ϕ .
La figura 8.15 muestra ( ) ( )bkf y Dϕ ϕ para un relave de cobre.

5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 22/82
172 Manual de Filtración & Separación
La solución del problema de sedimentación batch con los parámetros de la figura8.16 se muestran en las figuras 8.14 y 8.16.
Densidad de flujo de sólidos Coeficiente de difusión
Fig 8.15 Parámetros de espesamiento para un relave de cobre, Bürger and Concha 1998).
Perfil de concentraciones Perfil de presiones de poro en exceso
Fig. 8.16 Simulaciones de la sedimentación de un relave de cobre a partir de lasolución de la ecuaciones (8.19) a (8.22), (Bürger y Concha 1998).
8.3.4 Simulación y comparación con datos de la literatura.
El poder de simulación del modelo fenomenológico de sedimentación desarrollado
en esta sección ha sido demostrado por el grupo de investigadores liderado por Concha(Bürger and Concha 1999, Bürger et al 1999 y Garrido et al 1999). A continuación semuestran algunos de estos resultados.

5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 23/82
Capítulo 8 Espesamiento 173
Simulación Experimental
Fig.8.17 Comparación de una simulación con los resultadosexperimentales de Been and Sills (1981) para un suelo arcilloso.
a) b)
Fig. 8.18 Simulación y datos experimentales de a) Tiller et al 1991, b)Bergström 1992.
5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 24/82
174 Manual de Filtración & Separación
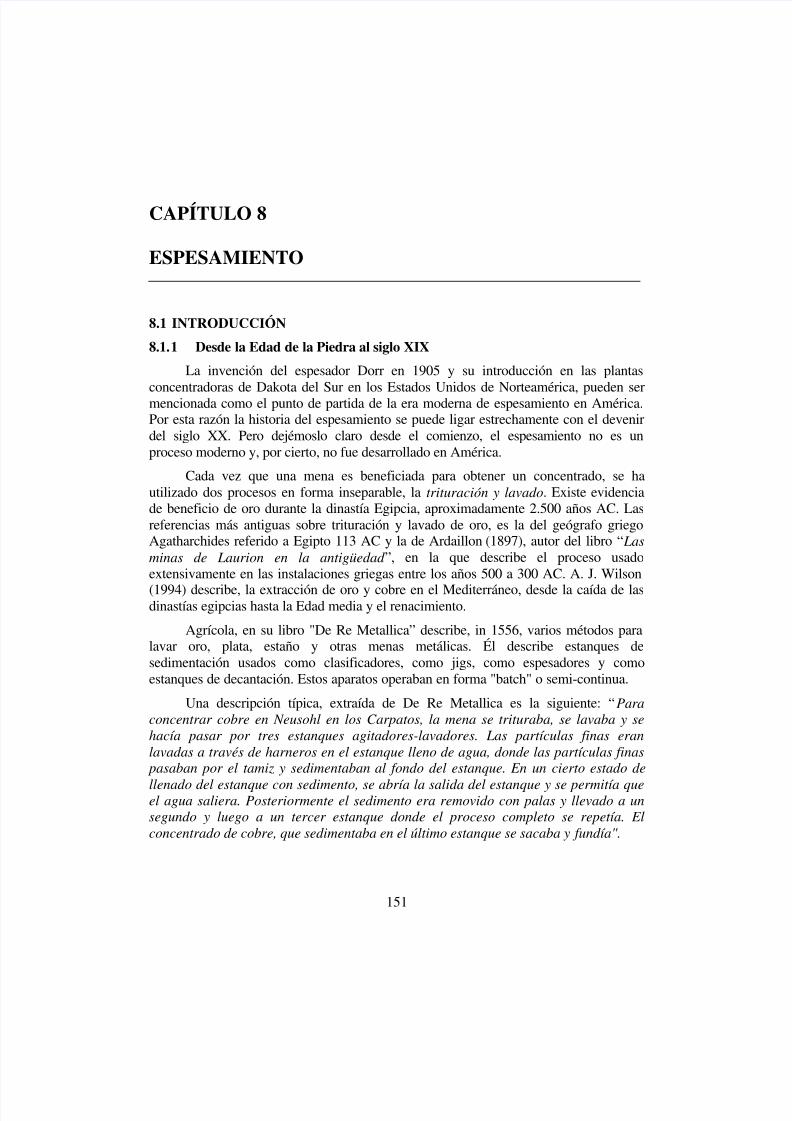
a) Perfil de concentración b) Perfil de presiones de poros en excesoFig. 8.19 Comparación de la simulación y datos experimentales de Been y Sills (1981)experiencia N°11, (Bürger et al. 2000).
a) Curva de sedimentación b) Perfil de concentraciónpara t=22.000 s.
Figura 8.20 Comparación de la simulación y datos experimentales de Holdich and Butt1997, (Garrido et al 2000).

5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 25/82
Capítulo 8 Espesamiento 175
Fig. 8.21 Comparación de simulaciones y datos experimentales de suspensionesde caolín publicadas por Dreher (1997). a) t=0.052dís, b) t=0.312 días, c) t=0.87días, d) t=2.13 días, e) 3.91 días y f) 13.27 días (Bürger et al 2000).

5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 26/82
176 Manual de Filtración & Separación
La comparación de simulaciones de sedimentación batch con datos experimentales
mostrada en las figuras anteriores muestran que el modelo fenomenológico aproximabastante bien los resultados experimentales, tanto de curva de sedimentación como deperfiles de concentración y presión de poros en exceso.
8.3.5 Espesamiento continuo
Para analizar el espesamiento continuo es conveniente estudiar por separado elestado estacionario del transiente, ya que para el régimen estacionario las ecuacionesde campo se simplifican significativamente al hacer t 0∂ϕ ∂ = .
Ecuaciones de campo en el estado estacionarioLas ecuaciones que representan el estado estacionario de un espesador continuo se
las puede deducir eliminando la dependencia del tiempo en las ecuaciones (8.1) a (8.4),llegando al resultado:
( ) ( )( )'
es bk
z
f 0, con f f , z v q f 1
z g z
σ ϕ∂ ∂ϕ= = ϕ ∂ϕ ∂ = ϕ = ϕ + ϕ +
∂ ∆ρϕ ∂ (8.23)
q0
z
∂=
∂(8.24)
e ez
pg
z z
∂ ∂σ+ = −∆ρϕ
∂ ∂(8.25)
En las discontinuidades cumple la condición de salto:
0σ = (8.26)
Se observa que en el estado estacionario tanto la densidad de flujo de sólidos f como la velocidad volumétrica q son constantes a lo largo del espesador y pueden serdeterminados desde las condiciones de contorno. Además, las discontinuidades, siexisten, no se mueven.
Las condiciones de contorno para un espesador ideal ya fueron presentadas en elcapítulo 5, para el caso de sedimentación continua de suspensiones ideales. Para lassuspensiones floculadas estas condiciones son iguales y las reproduciremos a
continuación:(1) Alimentación
La alimentación al espesador se diluye rápidamente y se esparce a toda el áreadel equipo. Por ello supondremos que la alimentación entra a través de toda el área delespesador y que se diluye instantáneamente. Para el modelo diremos que el EIC esalimentado mediante una fuente superficial en z=L. Ver figura 8.22.

5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 27/82
Capítulo 8 Espesamiento 177
Zona IV
Zona III
Zona II
Zona I
QR
QF, ϕF
QD,ϕD Fig. 8.22 Espesador Ideal Continuo (EIC). Zona I agua, ZonaII suspensión a concentración constante, Zona II suspensión avelocidad variable y Zona IV zona de consolidación.
Si FQ 0> es el caudal o flujo volumétrico, Fϕ la concentración y Ff la densidad deflujo de sólidos de la alimentación (flujo volumétrico de sólidos por unidad de tiempoy unidad de área del espesador) y S es el área del espesador, entonces se cumple que:
F FF
Qf 0
S
− ϕ= <
El flujo de alimentación entra al espesador se mezcla y diluye con el flujo deagua clara producida. Por esta razón la concentración de la suspensión, inmediatamentebajo la interface agua-suspensión es distinta y menor que la concentración de laalimentación ( )L FLϕ = ϕ < ϕ . Sin embargo, la única fuente de sólidos es la
alimentación, por lo que la densidad de flujo de sólidos debe ser continua en laalimentación:
F FFz L
Qf f 0
S=
− ϕ= = <
La densidad de flujo de sólidos en la alimentación puede ser controlada externamente através de QF y ϕF

5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 28/82
178 Manual de Filtración & Separación
(2) Descarga
La descarga del EIC se realiza a través de un sumidero superficial. Si DQ 0> es
el caudal o flujo volumétrico, Dϕ la concentración y Df la densidad de flujo de sólidosde la descarga, resulta:
D DD
Qf 0
S
− ϕ= <
El sedimento sale por la descarga en z=0 sin mezclarse con otra fuente, por lo
que allí tanto la densidad de flujo de sólidos ( )( )f 0ϕ como la concentración ( )0ϕ son
iguales a las del flujo de descarga:
( )D DD Dz 0
Qf f , con 0
S=
− ϕ= = ϕ = ϕ
Si la concentración de la descarga es menor que la de alimentación, se dice que el EICse vacía.
La velocidad volumétrica en la descarga es:
DD
S=
por lo que también podemos escribir:
( )D D D Dz 0f f q , con 0
== = ϕ ϕ = ϕ
(3) RebalseEn una operación normal, el rebalse no contiene partículas sólidas. Esto significa
que el sólido está restringido a la zona de sedimentación 0<z<L. Si por cualquiermotivo las partículas sólidas pasan de la suspensión a la zona de agua clara, se dice queel espesador se rebalsa. El caudal de agua RQ 0> se puede calcular mediante unbalance macroscópico:
D F D FR F D F D
D F
Q Q Q Q Qϕ − ϕ ϕ − ϕ
= − = =ϕ ϕ
La velocidad volumétrica del agua en la zona I será:
RR Qq
S=
De estas expresiones se pueden establecer las condiciones de contorno como:
F FFz L
Qf f
S=
− ϕ= = (8.27)

5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 29/82
Capítulo 8 Espesamiento 179
( )D DD D D Dz 0
Qf f q , con 0
S=
− ϕ= = ≡ ϕ ϕ = ϕ (8.28)
La solución en el estado estacionarios será, entonces:
( ) F Df z f f = = (8.29)
FD
D
f q(z) q= =
ϕ(8.30)
Si la concentración de alimentación es menor que la crítica F cϕ ≤ ϕ , al entrar al
espesador la suspensión floculada se diluirá a la concentración ( )Lϕ para la cual
( )( ) ( )( )kf L f Lϕ ≡ ϕ y, por lo tanto la suspensión floculada a concentraciones menores
a la crítica se comporta exactamente igual a una suspensión ideal y la concentración en
( )Lϕ se puede obtener de la ecuación implícita de Kynch (5.58):
( ) ( )D bk L Fq L f f ϕ + ϕ = (8.31)
El espesador tendrá una zona superior (zona II en figura 8.23) con laconcentración constante Lϕ . Dependiendo del tipo de Modo de SedimentaciónContinua existirán un gradientes de concentración (zona III en la figura 8.23) o saltosdesde Lϕ a la concentración crítica cϕ , que será la parte superior del sedimento. Por
su parte el sedimento tendrá un gradiente de concentraciones (zona IV en figura 8.23)desde la concentración crítica cϕ en la interfaz suspensión-sedimento y Dϕ justo en ladescarga. Este gradiente de concentraciones se puede obtener de la ecuación (8.23) con
F D Df f q= = ϕ :
( ) ( )( )( )z
D bk F'e bk
gdq f f
dz f
∆ρϕϕ= − ϕ + ϕ −
σ ϕ ϕ(8.32)
Integrando con la condición de borde ( ) D F D0 f qϕ = ϕ ≡ se obtiene el perfil de
concentración:
( )( )z
D bk F'
0 e bk
g q f ( ) f
z d( )f ( )
∆ρ ξ ξ + ξ −ϕ = − ξ
σ ξ ξ∫ (8.33)
La figura 8.24 b) muestra tres estados estacionarios calculados mediante la ecuación(8.33).
Existencia de un estado estacionario
Para que se produzca sedimentación en un espesador, la concentración de lasuspensión debe aumentar hacia abajo, esto es, el gradiente de concentración debe sernegativo d dz 0ϕ < . De la ecuación (8.32) se observa que:

5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 30/82
180 Manual de Filtración & Separación
( ) ( )( )( )z
D bk F'e bk
gdq f f 0
dz f
∆ρϕϕ= − ϕ + ϕ − ≤
σ ϕ ϕ
y como, se debe cumplir que:
( )D bk Fq f f ϕ + ϕ ≤
Si denominamos función densidad de flujo de sólidos extendida de Kynch a la funcióndada por:
( ) ( )k D bk L Df q f , paraϕ ≡ ϕ+ ϕ ϕ ≤ ϕ ≤ ϕ (8.34)
( )k F L Df f , paraϕ ≤ ϕ ≤ ϕ ≤ ϕ (8.35)
La figura 8.23 muestra tres estados estacionarios válidos para un flujo volumétricode descarga constante, en los que la recta que representa f=f F está por sobre la curva
( )kf ϕ entre la concentración crítica y la concentración de descarga.
-2.0E-05
-1.5E-05
-1.0E-05
-5.0E-06
0.0E+00
0 0.1 0.2 0.3 0.4 0.5 0.6
Fracción volumétrica de sólidos
D e n s i d a d d e f l u j o d e s ó l i d o s
0
1
2
3
4
5
6
7
0 0.1 0.2 0.3 0.4 0.5
Fracción volumétrica de sólidos
D e n s i d a d d e f l u j o d e s ó l i d o s m / s
a) Densidad de flujo de sólidos b) Perfil de concentraciones
Fig. 8.23 Tres estados estacionarios para una velocidad volumétrica q (flujovolumétrico de descarga por unidad de área) y tres flujos de alimentación f F .
Estas figuras confirman que, en el estado estacionario, se establece unaconcentración constante igual a Lϕ y un salto desde esta concentración a laconcentración crítica, para luego aumentar gradualmente hasta la concentración dedescarga. La concentración de descarga queda establecida por la intersección de las
rectas Ff f = y Df q= ϕ . Se observa, también, que a medida que la recta Ff f = seacerca a la curva ( )kf f = ϕ en la figura a), el nivel de sedimento aumenta en la figura
b)
La figura 8.24 muestra tres estados estacionarios válidos y uno inválido para unespesador controlado para mantener una concentración de descarga constante. Lafigura 8.25 muestra los perfiles de concentración correspondientes. El perfil para el

5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 31/82
Capítulo 8 Espesamiento 181
flujo de –2.42 m/s tiende a infinito, por lo que no hay espesador que pueda tratar estacapacidad.
-2.70E-05
-2.20E-05
-1.70E-05
-1.20E-05
-7.00E-06
-2.00E-06
0 0.1 0.2 0.3 0.4 0.5 0.6
Fracción volumétrica de sólidos
D e n s i
d a d d e f l u j o d e s ó l i d o s e n m / s
Fig. 8.24 Dos estados estacionarios válidos y uno inválido para tresflujos volumétricos de descarga y la misma concentración de descarga.
0
1
2
3
4
5
6
0 0.1 0.2 0.3 0.4
Fracción volumétrica de sólidos
A l t u r a e n m
fF=-1.00E-5 m/s
fF=-1.50E-5 m/s
fF=-2.42E-5 m/s
Fig. 8.25 Perfil de concentraciones para los estados estacionarios dela figura 8.24.

5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 32/82
182 Manual de Filtración & Separación
8.4 MEDICIÓN DE LOS PARÁMETROS DE ESPESAMIENTO
8.4.1 Parámetros de sedimentación
La cuantificación de la sedimentación se hace a través de la concentración de lasuspensión, medida como fracción volumétrica de sólidos, y por la densidad de flujode sólidos, definida como el producto de la concentración y la velocidad de lasuspensión.
Se realiza pruebas de sedimentación batch a distintas concentraciones, midiendola velocidad de asentamiento de la interface agua-suspensión con el tiempo. La tablaN° 8.1 muestra un ejemplo de datos de suspensiones de carbonato de calcio. Para estosdatos las curvas de sedimentación se muestran en la figura 8.26.
Tabla N° 8.1 Datos de velocidad de sedimentación de carbonato de calcio
Tiempo en sAltura en m
Tiempo en sAltura en m
Tiempo en sAltura en m
Tiempo en sAltura en m
0 0,338 0 0,338 0 0,338 0 0,3381692 0,336 1080 0,292 1080 0,210 468 0,128
2304 0,335 1368 0,284 1332 0,186 720 0,076
3204 0,331 1692 0,274 1620 0,162 1008 0,051
6804 0,329 1980 0,265 1908 0,144 1908 0,044
10404 0,326 2556 0,247 2520 0,112 2520 0,041
15804 0,319 3132 0,230 3096 0,096 5508 0,037
23004 0,312 6120 0,172 6120 0,079 9108 0,030
37404 0,301 9720 0,162 9720 0,073 14508 0,029
51804 0,291 15120 0,150 15120 0,064 21708 0,029
66204 0,277 22320 0,139 22320 0,061 36108 0,028
80604 0,274 36720 0,127 36720 0,057 50508 0,02895004 0,264 51120 0,122 51120 0,056 64908 0,027
109404 0,257 65520 0,118 65520 0,056 79308 0,027
123804 0,252 79920 0,117 79920 0,054 93708 0,027
138204 0,247 94320 0,115 94320 0,054 108108 0,026
152604 0,243 108720 0,115 108720 0,054 122508 0,026
167004 0,238 123120 0,115 123120 0,054 136908 0,025
181404 0,235 137520 0,113 137520 0,054 151308 0,025
195804 0,232 151920 0,113 151920 0,054 165708 0,025210204 0,230 166320 0,113 166320 0,054 180108 0,025
vs= -0,00000144
ϕ= 0,265
fk= -3,816E-07 -3,1621E-06 -3,5068E-06 -0,000002431
-0,0000307 -0,0000797 0,000143
0,103 0,044 0,017
FI=0,265 FI=0,103 FI=0,044 FI=0,017
0.00
0.05
0.10
0.15
0.20
0.25
0.30
0.35
0.40
0 50000 100000 150000 200000 250000
Tiempo s
A l t u r a m
FI=0,265
FI=0,103
FI=0.044
FI=0,017
Fig. 8.26 Curva de sedimentación de carbonato de calcio adiferentes concentraciones (datos de la tabla 8.1).

5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 33/82
Capítulo 8 Espesamiento 183
y = -1.43E-04x + 1.89E-01
R2
= 9.45E-01
0.000
0.050
0.100
0.150
0 500 1000 1500
Tiempo en segundos
A l t u r a e n m e t r o s Serie1 ϕ=0.017
y = -3.07E-05x + 3.26E-01
R2
= 1.00E+00
0.190
0.210
0.230
0.250
0.270
0.290
0.310
0.330
0 1000 2000 3000 4000
Tiempo en segundos
A l t u r a e n m e t r o s
Serie1
FI=0.103
ϕ=0.20
Fig. 8.27 Velocidades iniciales de sedimentación, a) y b) (datos de la tabla 8.1)
y = -7.97E-05x + 2.94E-01
R2 = 9.93E-01
0.000
0.050
0.100
0.150
0.200
0.250
0 500 1000 1500 2000 2500
Tiempo en segundos
A l t u r a e n m e t r o s
Serie1 ϕ=0.044
y = -1.44E-06x + 3.38E-01
R2
= 9.01E-01
0.300
0.310
0.320
0.330
0.340
0.350
0 2000 4000 6000 8000 10000
Tiempo en segundos
A l t u r a e n m e t r o s
Serie ϕ=0.265
Fig. 8.27 Velocidades iniciales de sedimentación, c) y d) (datos de la tabla 8.1).
y = 1.72E-04x1.56E+01
R2
= 9.99E-01
0.00E+00
5.00E-05
1.00E-04
1.50E-04
0.6 0.7 0.8 0.9 1 1.1
Porosidad
V e l o c i d a d * ( - 1 )
-4.50E-06
-4.00E-06
-3.50E-06
-3.00E-06
-2.50E-06
-2.00E-06
-1.50E-06
-1.00E-06
-5.00E-07
0.00E+00
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7
Fracción volumétrica de sólidos
D e n s i d a d d e f l u j o d e s ó l i d o s m / s
a) Correlación de Richardson y Zaki. b) Curva de densidad de flujo.
Fig. 8.28 Parámetros de sedimentación: Velocidad de sedimentación versusporosidad y densidad de flujo de sólidos versus concentración (datos de la tabla8.1).

5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 34/82
184 Manual de Filtración & Separación
El asentamiento inicial de las suspensiones permite calcular la velocidad inicialde sedimentación como la pendiente inicial de las curva de sedimentación de cadaconcentración, como aparece en detalle en las figuras 8.27. Graficando las velocidadesiniciales de sedimentación en función de la porosidad se puede obtener los parámetrosde la ecuación de Richardson y Zaki y de la densidad de flujo de sólidos. Para elejemplo resulta (Fig. 8.28):
4 15.6sv ( ) 1.72*10 (1 )−ϕ = − ϕ 4 15.6
kf ( ) 1.72*10 (1 )−ϕ = ϕ − ϕ
8.4.2 Parámetros de consolidación
La consolidación se produce debido al peso que soportan las capas desedimento. Por una parte los efectos de la consolidación se observan en la presión en
exceso de poros y por la otra, en el perfil de concentraciones. Por ello, la ecuaciónconstitutiva del esfuerzo efectivo del sólido se puede calcular midiendo estas dosvariables.
La Tabla N° 2 muestra el perfil de la presión en exceso de poros y el perfil deconcentración en la consolidación de un sedimento de carbonato de calcio.
Tabla N°8.2 Presión de poros en exceso y concentraciónAltura m Presión pe Pa Concentración ϕ
0.000 1775 0.325
0.075 1773 0.300
0.110 1750 0.275
0.150 1700 0.250
0.190 1640 0.200
0.250 1500 0.150
0.450 1000 0.100
0.650 500 0.050
0.850 0.000 0.000
La figura 8.29 muestran los perfiles de la tabla N° 8.2.
De esta información el gradiente del esfuerzo efectivo de sólidos se obtiene enla forma:
( )
e
'e
t constante
dp gdz
ddz =
+ ∆ρϕσ ϕ = −
ϕ(8.36)
El resultado obtenido de la correlación es:

5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 35/82
Capítulo 8 Espesamiento 185
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
0 500 1000 1500 2000 2500 3000 3500 4000
Presión de poros en exceso en Pa
A l t u r a e n m
Tiempo 9000 s
y = -56.206x3 + 10.788x2 - 0.5786x + 0.9502
R2 = 0.9947
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
0 0.1 0.2 0.3 0.4
Fracción volumétrica de sólidos
A l t u r a e n m e t r o s
Tiempo 9000 sTiempo 9000 s
a) Presión de poros en exceso b) Perfil de concentraciones
Fig. 8.29 Perfiles de presión de poros en exceso y de concentración (datos de la tabla 8.2).
y = 4.40E+01e2.20E+01x
0.000E+00
5.000E+04
1.000E+05
1.500E+05
2.000E+05
2.500E+05
3.000E+05
3.500E+05
0.200 0.250 0.300 0.350 0.400 0.450 0.500
Fracción volumétrica de sólidos
d σ e
/ d ϕ
Fig. 8.30 Esfuerzo efectivo del sólido en función de laconcentración (datos de la tabla 8.2).
( ) ( )'e 44exp 22σ ϕ = ϕ (8.37)
y, por lo tanto el esfuerzo efectivo de sólidos para este caso será:
( ) ( )e 2exp 22σ ϕ = ϕ (8.38)
Una alternativa es integrar la ecuación:
( )e epz g
z z
∂σ ∂= − − ∆ρϕ
∂ ∂

5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 36/82
186 Manual de Filtración & Separación
integrando para un tiempo t constante se obtiene:
( ) ( )( )
e e
c
z p z z
0 0 z
d d g dσ
η = − ς − ∆ρ ϕ ξ ξ
∫ ∫ ∫
como ( )e cz 0σ = y ( )e cp z 0= , integrando resulta:
( )( ) ( ) ( )c
z
e e zz p z g d , para t=constanteσ ϕ = − − ∆ρ ϕ ξ ξ∫ (8.39)
Finalmente si se aplica la expresión (8.39) para un tiempo muy largo, cuando laconsolidación haya terminado, ( )ep z, 0∞ = y la expresión se reduce a:
( )( ) ( )c
z
e zz g d , para t=σ ϕ = ∆ρ ϕ ξ ξ ∞∫ (8.40)
Talvez el método más cómodo para determinar el esfuerzo efectivo del sólidosea el basado en la medición del perfil de concentración final de un sedimento yutilizar la ecuación (8.40). La ventaja es que no es necesario medir las presiones deporos. Sin embargo, el método tiene la desventaja de que se debe esperar hasta que laconsolidación termine completamente y la percolación de fluido cese por completo.Por otra parte, con este método se obtiene una sola curva de eσ versus ϕ , mientrasque utilizando la información adicional del perfil de presión de poros se puede obteneruna curva de eσ versus ϕ para cada tiempo de medición y, por lo tanto, una mucho
mejor estimación de la funcionalidad de ( )eσ ϕ .
8.5 CAPACIDAD Y DISEÑO DE ESPESADORES
El diseño de un nuevo espesador o la capacidad de un espesador existente secalcula para el funcionamiento en el estado estacionario. Desde 1912 a la fecha se hadesarrollado numerosos métodos de diseño de espesadores, los que pueden serclasificados dependiendo de los fundamentos utilizados para su desarrollo. Podemosdistinguir métodos basados en balances macroscópicos, en el proceso batch de Kynch,en el proceso continuo de Kynch y en el método fenomenológico. Cada uno de estosmétodos tiene las limitaciones impuestas por la teoría que le sirvió de base. En estasección analizaremos estos métodos de diseño.
8.5.1 Métodos de diseño basados en balances macroscópicos
Los primeros métodos propuestos para calcular la capacidad de un espesadorcontinuo están basados en un balance macroscópico alrededor del equipo.
a) Método de Mishler
Consideremos un espesador en el estado estacionario con un flujo másico desólidos en la alimentación dado por F [MT-1], una concentración de alimentación de
F$ [-] expresada como dilución, esto es, la razón de masa de líquido a masa de sólido,

5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 37/82
Capítulo 8 Espesamiento 187
un flujo másico de descarga D [MT-1], una concentración de descarga de D$ [-] y unflujo másico de rebalse de O [MT-1]. Un balance de sólidos y agua da:
Sólido: F D= (8.41)
Agua: F DF D O$ $ (8.42)
Despejando el flujo másico de agua O y transformándolo en flujo volumétrico QO seobtiene:
( )F DO
f
FQ
−=
ρ$ $
(8.43)
Según Mishler (1912) el caudal de agua QO en un espesador continuo debe ser igual alproducto de la velocidad de agua formada en una columna de sedimentación por suárea S, para una suspensión de la misma concentración que la alimentación. Como la
velocidad de aparición de agua en la columna es igual a la velocidad de descenso de lainterface agua-suspensión, R, la expresión (8.43) se puede escribir en la forma:
( )F D
f
FS
R
−=
ρ$ $
(8.44)
F DF
vs
D
O
vs vs
DD Fig. 8.31 Balance macroscópico de masa segúnMishler (1912) y Coe and Clevenger (1916).
Mishler usó las unidades de toneladas cortas/día para F, pies/min para R y lb/pie3 paraρf , y escribió la expresión (8.44) en la forma:
( )F D 2
f
FS 0.0222 , en pieR−= ρ
$ $
(8.45)
El método de diseño de Mishler consiste en medir en el laboratorio la velocidadde asentamiento ( )FR $ de la interface agua-suspensión en una pulpa de la misma
concentración que la alimentación al espesador y usar la ecuación (8.45).

5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 38/82
188 Manual de Filtración & Separación
Este balance tiene implícita la suposición que la concentración en la zona II es lade la alimentación. Ésta es la falla del método, ya que la concentración de lasuspensión en sedimentación en el espesador no es la de la alimentación, por lo que lavelocidad R estaría mal calculada.
Ejemplo 1
Diseñar con el método de Mishler un espesador para procesar 1200 tpd de carbonato decalcio de densidad 2.5 t/m3 con una concentración de alimentación de 49.3 % de sólidos enpeso. Se desea una concentración de descarga de 52.4% de sólidos en peso. La velocidad desedimentación del material de alimentación es de –1.22X10 -6 m/s y la densidad del agua es 1t/m3.
La relación entre dilución y concentración está dada por: f sD (1 )= ρ − ϕ ρ ϕ .
( )F D 26
f (1.0286 0.9158)AU 1.0700 m tpdR 1.22 10 3600 24−− −= − = =ρ × × ×
2S 1.0700 1200 1283.9 m= × =
La tabla que sigue muestra los resultados usando el método de Mishler.
ϕ Dk DD vs AU F S
- - - m/s m2 /tpd tpd m
2
0.280 1.0286 0.9158 -1.22E-06 1.070 1200 1283.9
b) Método de Coe y Clevenger
Coe y Clevenger (1916) realizan el mismo balance de masa que Mishler, figura8.31 pero indican que la concentración dentro del espesador no es la de laalimentación. Ellos argumentan que dentro del espesador hay diferentesconcentraciones y que, en la zona de sedimentación II se establecerá una suspensión detal concentración que tenga la mínima velocidad de sedimentación. Todas las otrasconcentraciones desaparecerán a medida que se establece el estado estacionario. Es así como la suspensión de alimentación de concentración F$
[-] pasa por diferentes
concentraciones k
[-] antes de salir del espesador a concentración D$ , por lo tanto
el balance de Coe y Clevenger será:Sólido: F D= (8.46)
Agua: k DF D O$ $ (8.47)
Despejando el flujo másico de agua O y transformándolo en flujo volumétrico QO seobtiene:

5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 39/82
Capítulo 8 Espesamiento 189
( )k DO
f
FQ
−=
ρ$ $
(8.48)
( )k D
f
FS
R
−=
ρ$ $
(8.49)
Como la concentración de la zona II no se conoce de antemano, es necesario realizarensayos de sedimentación batch a distintas concentraciones, calcular el área con laecuación (8.49) y elegir la máxima área encontrada. Coe y Clevenger usaron lasunidades de lb/pie3 para la densidad del líquido ρf , pie para la velocidad R y lacapacidad F por área S, resulta en lb/h-pie2. Con estas unidades escribieron:
( )
k
2
k D
RFmin 62.35 , en lb hora pie
S
=
$
$ $
(8.50)
Definiendo el Área Unitaria (AUo) como el recíproco del flujo por unidad deárea, tenemos:
( )k
2k Do
k
AU max 0.01604 en pie lb / horaR
=
$ $
$
(8.51)
Taggart (1927) y Dalstrohm y Fitch (1985) usaron 3f 62.4l lb pieρ = , la
velocidad R en pie/h, dando el área unitaria en pie2 por toneladas cortas por día:
( )k
2k Do
k
AU max 1.33 en pie toncorta / dia-R
=
$ $
$
(8.52)
Ejemplo 2
Diseñar con el método de Coe y Clevenger un espesador para procesar 1200 tpd decarbonato de calcio. Se desea una concentración de descarga de 52.4% de sólidos en peso. Latabla 8.1 de este Manual da los resultados de pruebas de sedimentación.
Concentración % sólidosen peso
Velocidad desedimentación vs m/s
49.3 -1.22E-6
47.4 -1.44E-622.3 -3.07E-5
10.3 -7.97E-5
4.1 -1.43E-4

5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 40/82
190 Manual de Filtración & Separación
La relación entre dilución y concentración P en % de sólidos en peso está dadapor: D (1 P) P= −
ϕ Dk DD vs AU F S
- - - m/s m2 /tpd tpd m
2
0.280 1.0286 0.9158 -1.22E-06 1.070 1200 1283.9
0.265 1.1094 0.9158 -1.44E-06 1.556 1200 1867.7
0.103 3.4835 0.9158 -3.07E-06 0.968 1200 1161.6
0.044 8.6909 0.9158 -7.97E-05 1.129 1200 1354.9
0.017 23.1294 0.9158 -1.43E-04 1.798 1200 2157.5
( )( )
( )
k D 2k 6
f k
(23,1294 0.9158)AU D 1.798 m tpd
R D 1.22 10 3600 24−
− −= − = =
ρ × × ×
$ $
De acuerdo al método de Coe y Clevenger, se debe elegir el área mayor encontrada,que para este caso es S=2157.5 m2.
Con el objetivo de tener una referencia futura expresaremos la capacidad y elÁrea Unitaria, según Coe y Clevenger, con las variables utilizadas en el modelofenomenológico, ρs en kg/m3 y σI en m/s, y la denominaremos Área Unitaria BásicaAUo :
( )
k
s I k 2
k D
Fmin 86.4 en TPD m
1 1S ϕ
ρ σ ϕ =
− ϕ ϕ
(8.53)
( )k
2 2o
s I k k D
1 1 1AU max 1.1574*10 en m TPD−
ϕ
= −
ρ σ ϕ ϕ ϕ(8.54)
Para Coe y Clevenger (1912) la altura del espesador no tiene importancia si ladescarga tiene una concentración menor que la crítica, excepto para permitir unaamplia profundidad de agua limpia. Por otra parte, cuando la descarga es másconcentrada es necesario disponer en el espesador una capacidad suficiente desedimento para que el tiempo de residencia de ésta sea suficiente para permitir llegar ala concentración de descarga deseada. Para calcular la altura de la zona de compresióndenominemos t* el tiempo para llegar a la concentración de descarga deseada en unaprueba batch. Dividamos el intervalo de tiempo [0,t*] en n intervalos i 1 1t t t−∆ = − . La
altura zi de cada intervalo se puede calcular de i iz V S= con i=1,2,...n, donde Vi es el
volumen de sedimento de densidad promedio iρ y S es el área de la columna de
sedimentación. El volumen i i i iV F t= ∆ ϕ ρ , donde F es el flujo másico de sólidos alespesador. Entonces:

5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 41/82
Capítulo 8 Espesamiento 191
Fig. 8.32 Cálculo de la altura de un espesador según Coe yClevenger (1914) (Concha y Barrientos 1993).
( )
ii
i i
i
o i i f
F tz , i 1,2...,n
S
t1
AU
∆= =
ϕ ρ
∆=
ϕ ∆ρϕ +ρ
La altura total será:
ic iz z
= ∑
( )i
io i i f
t1, i 1, 2..., n
AU
∆= =
ϕ ∆ρϕ +ρ ∑ (8.55)
En estas expresiones i i 1 i−ϕ = ϕ − ϕ . A esta altura zc Coe y Clevenger recomiendanagregarle 0.50 a 1 m para acomodar la alimentación y la zona I de agua clara.
Ejemplo 3
Para los datos del problema 2, calcular la altura del espesador necesaria.
El Área Unitaria encontrada es de2
oAU 1.80 m tpd= para una descarga de 52.4 % desólidos en peso. En términos de fracción en volumen tenemos:

5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 42/82
192 Manual de Filtración & Separación
0.300
0.310
0.320
0.330
0.340
0.350
0 4000 8000 12000 16000 20000 24000 28000 32000 36000 40000
Tiempo s
A l t u r a
m
ϕ=0,103
52.40.297
2.6 (100 52.4) 52.4ϕ = =
× − +
Aplicando la ecuación (8.55) obtenemos:
Zi cm ϕi ∆ti s ∆zi m
0.338 0.103 0 00.331 0.105 4000 0.211
0.328 0.106 8000 0.209
0.324 0.107 12000 0.206
0.319 0.109 16000 0.203
0.315 0.111 20000 0.200
0.311 0.112 24000 0.197
0.308 0.113 28000 0.195
0.305 0.114 32000 0.192
0.302 0.115 36000 0.190
0.300 0.116 39000 0.142
Hc (m)= 1.944
La altura del sedimento debe ser de 1.94 m. Si se le agrega 1.5 m para la alimentacióny agua clara, resulta una altura total del espesador de 3.5 m.

5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 43/82
Capítulo 8 Espesamiento 193
8.5.2 Métodos de diseño basados en el proceso de sedimentación de Kynch
El establecimiento de la teoría de Kynch en 1952 indujo a varios investigadores,
tales como W.P. Talmage, B. Fitch, J.H. Wilhelm, Y. Naide, H. Oltmann, N.J. Hassetty N. Yoshioka (Bustos et al 1999) a usar esta teoría como base para el diseño deespesadores. El método utilizado universalmente hasta entonces era el método de Coey Clevenger (1916) y ellos consideraba que requería muchas pruebas de laboratorio ydemasiado tiempo. Se buscaba algún otro método más rápido y la teoría de Kynch dabaesta oportunidad. Para describir los métodos de diseño que surgieron de este grupo deinvestigadores, separémoslos en aquellos basados en la sedimentación batch y aquellosbasados en la sedimentación continua. Para estudiar la teoría de Kynch en detalle ver elcapítulo 5.
a) Métodos de diseño basados en el proceso batch de Kynch
Consideremos una suspensión ideal sometida a sedimentación batch. La teoría de
Kynch dice que la concentración de la suspensión ( )z, tϕ se puede predecir desde laecuación diferencial hiperbólica en las regiones en donde ella es continua:
( )f 0
t z
∂ ϕ∂ϕ+ =
∂ ∂(8.56)
y de la condición de salto correspondiente:
( )[ ]
[ ][ ] ( ) ( )
f , , con
+ −+ −σ ϕ ϕ = = −ϕ
< < <
(8.57)
El requisito para obtener la solución es conocer la funcionalidad de ( )f f = ϕ y las
condiciones iniciales y de contorno.En una curva de sedimentación, como la de la figura 8.33, la tangente a la
interfaz Z/T corresponde a la discontinuidad agua-suspensión y es igual a la velocidadde sedimentación de la suspensión de concentración ϕ:
( ) ( )( ) ( ) ( )
( )I s
f f 0 f Z0, v
0 T
ϕ − ϕσ ϕ = σ ϕ = = = ϕ ≡
ϕ − ϕ(8.58)
y las rectas que unen el punto (0,0) con los puntos (zk,tk) son las características de
pendiente ( )'bk kf ϕ . La concentración de la suspensión ϕk, correspondiente esta recta
se obtiene del volumen total de sólidos W0 por unidad de área presente en la columna.
Este valor está dado por:0 0W L= ϕ (8.59)
Durante la sedimentación este volumen de sólidos por unidad de área debe atravesaruna sección de la columna que posee concentración ϕk, esto es la característica de

5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 44/82
194 Manual de Filtración & Separación
concentración ϕk. Como esta característica se mueve hacia arriba a velocidad ( )'bk kf ϕ ,
W0 queda dado por:
( ) ( )( )kt
'0 k s k bk k
0
W v f dt= ϕ ϕ + ϕ∫
Fig. 8.33 Curva de sedimentación.
kk k
k
zZt
T t= ϕ +
De la figura 8.33 se observa que: ( )k kZ T Z z t= − , por lo que al reemplazar en la
ecuación anterior se obtiene:
0 kW Z= ϕ (8.60)
Combinando las ecuaciones (8.59) y (8.60), resulta que la concentración kϕ quedadada por:
k 0
L
Zϕ = ϕ (8.61)
Este análisis se puede repetir para varias tangentes como en la figura 8.34.
De la teoría de Kynch se puede concluir que, conociendo la curva desedimentación batch para una suspensión ideal y trazando tangentes a esta curva, se
puede determinar el par ( )( )k s k, vϕ ϕ para 0 k cϕ ≤ ϕ ≤ ϕ . Ver figura 8.34. Conocidos
los valores de la concentración y velocidad de sedimentación, se puede aplicar laecuación de Coe y Clevenger (1916).

5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 45/82
Capítulo 8 Espesamiento 195
Fig. 8.34 Método de Kynch para determinar la concentración y velocidad desedimentación de una suspensión mediante un solo ensayo batch.
Ejemplo 4
Diseñar con el método de Kynch un espesador para procesar 1200 tpd de carbonato decalcio, de densidad 2.5 t/m3 con una concentración de alimentación de 49.3% de sólidos enpeso. Se desea una concentración de descarga de 52.4% de sólidos en peso. Se dispone de unacurva de sedimentación para la concentración de 10.3% de sólidos en volumen.
0
0,05
0,1
0,15
0,2
0,25
0,3
0,35
0,4
0 1000 2000 3000 4000 5000 6000 7000 8000 9000 10000
Tiempo en s
A l t u r a e n m
10.3% en peso
Trazado de tangentes a la curva de sedimentación según el método de Kynch.
10.3% en volumen

5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 46/82
196 Manual de Filtración & Separación
De acuerdo a la teoría de Kynch, la altura correspondiente a una concentracióndeterminada se puede calcular con la ecuación (8.61), de donde resulta:
0k
k
Z L ϕ=ϕ
Zk Tk ϕ0 ϕk vs AU F S
m s − − m/s m2 /tpd tpd m
2
0,338 2850 0,044 0,0440 -1,186E-04 0,7596 1200 911,5
0,300 3500 0,044 0,0496 -8,571E-05 0,9130 1200 1095,6
0,250 4400 0,044 0,0595 -5,682E-05 1,1034 1200 1324,1
0,200 5650 0,044 0,0744 -3,540E-05 1,3314 1200 1597,7
0,150 8500 0,044 0,0991 -1,765E-05 1,7887 1200 2146,4
0,140 10000 0,044 0,1062 -1,400E-05 2,0323 1200 2438,8
De acuerdo con este método, el área de espesador es de S=2438.8 m2.
Es posible escribir este método en la forma siguiente. Como ( )I k
Z Tσ ϕ = ,
k 0L Zϕ = ϕ y D 0 DL Zϕ = ϕ , reemplazando en la ecuación (8.54), resulta (ver figura8.35):
2 2D
o Z s 0
T ZAU max 1.1574*10 1 en m tpd
L Z
− = −
ρ ϕ (8.62)
Método de Talmage y Fitch
Talmage y Fitch (1955) se basaron en la figura 8.35 para escribir:
D
u
Z ZZ
T t
−= (8.63)
donde ZD es la tangente a la curva de sedimentación para la concentración de descargaϕD y tu es la intersección de la tangente Z-T con la horizontal trazada desde ZD. Lacoordenada ZD se obtiene desde
D 0 D
Z L= ϕ ϕ .
Reemplazando (8.63) en (8.62) y observando que el máximo de tu es tU , seobtiene la simple relación:
u Uo
Zs 0 s 0
t tAU max
L L= ≡
ρ ϕ ρ ϕ(8.64)

5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 47/82
Capítulo 8 Espesamiento 197
Fig. 8.35 Construcción de Talmage y Fitch (1955).
2 2Uo
s 0
tAU 1.1574*10 en m tpd
L−=
ρ ϕ(8.65)
El método de diseño de Talmage y Fitch consiste, entonces, en:
1. Realizar una prueba de sedimentación con una concentración"intermedia" (discutiremos más adelante lo que esto significa).
2. Dibujar la curva de sedimentación.3. Calcular la altura ZD desde D 0 DZ L= ϕ ϕ .4. Trazar una línea horizontal desde ZD hasta cortar la curva de
sedimentación. Esta intersección define la coordenada tU.
5. Usar la expresión U s 0AU t L= ρ ϕ para calcular el área unitaria. Si seusan unidades métricas, utilizar la ecuación (8.65).
Como el método de Talmage y Fitch está destinado a todo tipo de pulpas,incompresibles o compresibles, en algunos casos la recta horizontal trazada desde ZD no corta a la curva de sedimentación. En estos casos Talmage y Fitch recomiendantrazar la tangente Z-T para la concentración crítica ϕc y obtener tU como intersecciónde esta recta con la horizontal trazada desde ZD. Ver figura 8.36.
Método de Oltman
Con la experiencia, Fitch y Stevenson (1976) encontraron que el área obtenida conla concentración crítica era muy grande y adoptaron una modificación empíricapropuesta por Oltman, ingeniero de la Dorr Oliver. Sin justificación, Oltman proponereemplazar la tangente a la curva de sedimentación para la concentración crítica por larecta trazada desde el punto (L,0) pasando por el punto (zc,tc). Ver figura 8.36.
Tanto el método de Talmage y Fitch II como en el método de Oltman se basan enel conocimiento de la concentración crítica y en la suposición (errónea) que la pulpacompresible a la concentración de la descarga cumple la teoría de Kynch.

5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 48/82
198 Manual de Filtración & Separación
Fig. 8.36 Construcción de Talmage y Fitch II (1955) yOltman (Fitch and Stevenson 1976).
Ejemplo 4
Diseñar con el método de Talmage y Fitch y el de Oltmann un espesador para procesar1200 tpd de carbonato de calcio, de densidad 2.5 t/m3 con una concentración de alimentación de49.3% de sólidos en peso. Se desea una concentración de descarga de 52.4% de sólidos en peso.Se dispone de una curva de sedimentación para la concentración de 10.3% de sólidos en peso.Se sabe que la concentración crítica es de alrededor de 42.8% en peso.
Las alturas ZD y Zc son respectivamente: ZD= 0.0486 y Zc=0.0647. De acuerdo a la teoríade Talmage y Fitch, se puede construir la siguiente figura que sigue.
Como ambos valores quedan por debajo de la curva, no se puede utilizar ni el método de
Talmage y Fitch ni el de Oltmann.
0
0,05
0,1
0,15
0,2
0,25
0,3
0,35
0,4
0 1000 2000 3000 4000 5000 6000 7000 8000 9000 10000
Tiempo en s
A l t u r a e n m
10.3% en peso
Zc=0,0647
ZD=0,0486
Construcción de Oltman.

5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 49/82
Capítulo 8 Espesamiento 199
b) Métodos de diseño basados en el proceso de Kynch continuo
En el capítulo 5 se estudió la teoría de Kynch para un proceso de sedimentación
continuo. En la sección 5.2.3 y figuras 5.14a y 5.14c se demuestra que la capacidad deun espesador ideal tratando una suspensión ideal y su área unitaria están dadas por:
( )( )
**s I M 0 ****
MMs I M**
MM
F 1 1 1 1y AU
S 1 1
= −ρ σ ϕ = −
ϕ ϕ−ρ σ ϕ− ϕϕ
(8.66)
donde **M Myϕ ϕ son la concentración del punto máximo de la curva de densidad de
flujo continuo y concentración conjugada respectivamente. La concentración dedescarga es igual a D Mϕ = ϕ .
Este método implica el conocimiento de la curva de densidad de flujo. Ver figura
5.14 a) y c).
Método de Yoshioka y Hassett
Yoshioka (1957) propuso un método de diseño de espesadores basado en elconocimiento de la curva de densidad de flujo batch y su relación con la densidad deflujo continua y con la concentración de descarga (ver capítulo 5, sección 5.2.4):
( ) ( ) ( )k bk k D F Df q f y f f qϕ = ϕ + ϕ ϕ = = ϕ (8.67)
de aquí se puede escribir:
( )bk Ff f q
ϕ = − ϕ(8.68)
La ecuación (8.68) representa una recta en el gráfico ( )bkf ϕ versus ϕ, donde la
pendiente es q y la intersección con el eje de las ordenadas es f F. Según (8.67) lapendiente F Dq f = ϕ . Yoshioka grafica (-f bk) versus ϕ. Entonces la ecuación (8.68) setransforma en:
( )bk Ff f q− ϕ = − + ϕ (8.69)
La figura 8.39 muestra este gráfico.
El método de diseño se puede resumir de la siguiente forma. Para unaconcentración de D 0.4ϕ = , trazamos la tangente a la curva de flujo batch partiendo
del punto (0,0.4). Esta recta de pendiente "q" es tangente a la curva en Mϕ = ϕ , como
hemos visto, y corta al eje de las ordenadas en ( )D F bk Df f f = = ϕ . Este valor da la
capacidad del espesador.

5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 50/82
200 Manual de Filtración & Separación
ϕ
M
ϕD
Fig. 8.37 Método de diseño de Yoshioka y Hassett.
Ejemplo 5
Diseñar con el método de Yohioka y Hassett un espesador para procesar 1200 tpd decarbonato de calcio, de densidad 2.5 tom3 con una concentración de alimentación de 49.3% desólidos en peso. Se desea una concentración de descarga de 52.4% de sólidos en peso. Sedispone de la curva de densidad de flujo del material.
Las concentraciones de alimentación y descarga son: F D0.280 y 0.306ϕ = ϕ = .
0,00E+00
1,00E-06
2,00E-06
3,00E-06
4,00E-06
5,00E-06
0 0,05 0,1 0,15 0,2 0,25 0,3 0,35 0,4
Fracción volumétrica de sólidos
D e n s i d a d d e f l u j o d e s ó l i d o s X ( - 1 ) m / s
-fF=2,59E-06
Construcción de Yoshioka.

5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 51/82
Capítulo 8 Espesamiento 201
La capacidad será 26
F s
F 1200S 2145m
f 3600 24 2.59 10 2.5 3600 24−= = =− ×ρ × × − × × × ×
Hassett (1958) se dio cuenta de un problema de interpretación en laconcentración de descarga. La figura 8.39 muestra, según la teoría de Kynch, que en elestado estacionario existirán solamente dos concentraciones en el espesador la
concentración Mϕ y la concentración conjugada **Mϕ . Hassett dice:"...De esta forma, la
teoría predice la ausencia de las concentraciones de alimentación y descarga dentro delespesador, lo que significa que debe haber un crecimiento abrupto en la concentraciónde descarga en el momento de la descarga....". La teoría desarrollada en el capítulo 5demuestra que el razonamiento de Hassett es erróneo y que el problema estriba en quelas suspensiones que él analizó son compresibles y no cumplen las ecuaciones deKynch. La teoría está correcta, pero para suspensiones ideales y no para suspensionescompresibles.
Método de Wilhelm y Naide
Wilhelm y Naide (1979) también parten de la sección 5.2.4 del capítulo 5 paraescribir una ecuación similar a la (8.67) para el estado estacionario:
( ) ( )k bk Df q f qϕ = ϕ + ϕ = ϕ
Diferenciando esta expresión con respecto a ϕ para Mϕ = ϕ , resulta:
( )'bk Mq f = − ϕ (8.70)
y reemplazando en la expresión anterior tenemos
( ) ( ) ( )' 'bk M bk bk M Df f f − ϕ ϕ + ϕ = − ϕ ϕ
la que, aplicada a la concentración Mϕ = ϕ , da como resultado:
( ) ( ) ( )' 'bk M M bk M bk M Df f f − ϕ ϕ + ϕ = − ϕ ϕ (8.71)
Ahora, si suponemos que la velocidad de sedimentación del sólido se puede expresaren la forma:
( ) bsv a −ϕ = − ϕ (8.72)
la densidad de flujo de sólidos ( )bkf ϕ se puede escribir como ( ) 1 bbkf a −ϕ = − ϕ y su
derivada en Mϕ = ϕ como:
( )' bbk M Mf a(1 b) −ϕ = − − ϕ (8.73)
Reemplazando (8.73) en (8.71) y despejando ϕM resulta:

5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 52/82
202 Manual de Filtración & Separación
M D
b 1
b
−ϕ = ϕ (8.74)
Reemplazando ahora ϕM de (8.74) y ( )'bk Mf ϕ de (8.73) en (8.70) resulta:
( )b
' bbk M D
b 1q f a(1 b)
b
−−−
= − ϕ = − − ϕ
(8.75)
Como en el estado estacionario F Df q= ϕ , utilizando (8.75) llegamos al resultado:
1 b1 b
F D
b 1f ab(1 b)
b
−−− = − − ϕ
(8.76)
y el área unitaria AU0:
b 1
b 10 D
s
1 b 1AUab b
−−− = ϕ ρ
(8.77)
La expresión ( ) 1 bbkf a −ϕ = − ϕ representa a la función densidad de flujo de sólidos
solamente en una pequeña región de concentración, por lo que la curva completa debeser representada por una serie de expresiones válidas en esos pequeños tramos. Es así como se obtendrá una ecuación (8.77) para cada tramo de concentración, como seobserva en la figura 8.40. Wilhelm y Nadie concluyen que se debe tomar el máximovalor encontrado para (8.77).
1,00E-04
1,00E-03
1,00E-02
1,00E-01
1,00E+00
1,00E+01
1,00E+02
0,001 0,01 0,1 1
Porosidad
V e
l o c
i d a
d d e s e
d i m e n
t a c
i ó n x
( - 1 ) m
/ s
a) Velocidad de sedimentación
Fig. 8.38 Diseño de espesadores según Wilhelm y Nadie (1979).
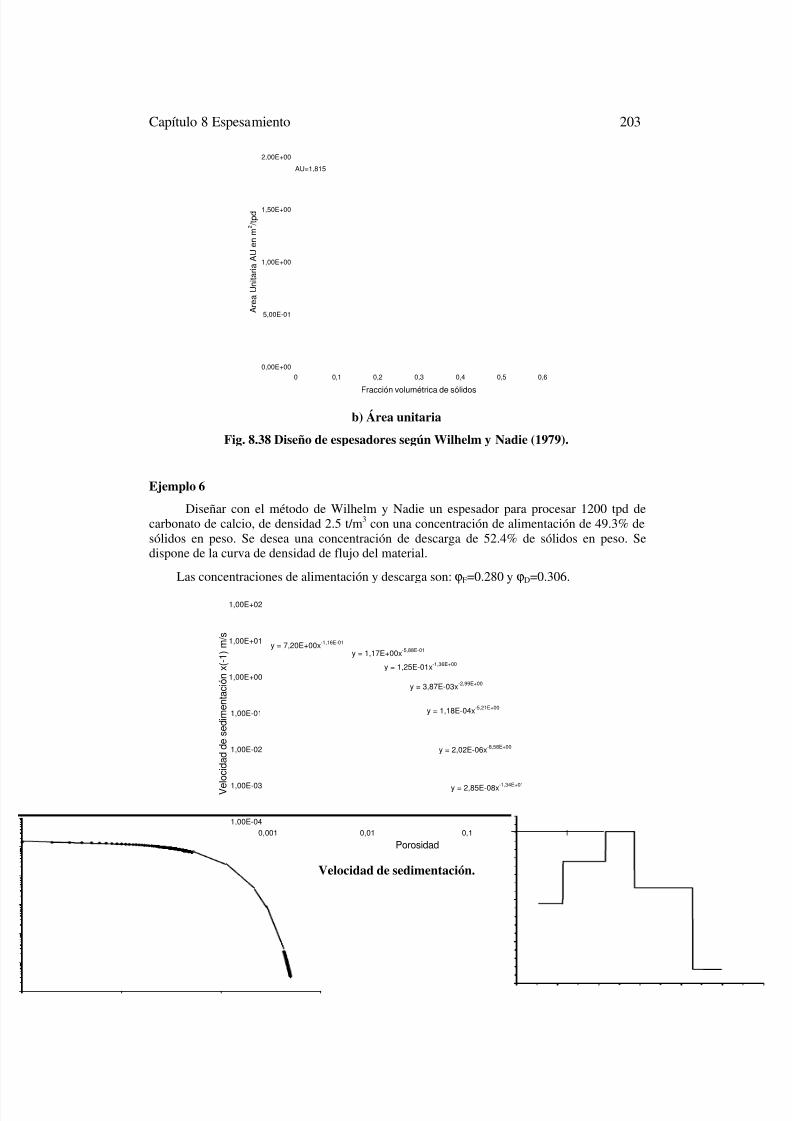
5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 53/82
Capítulo 8 Espesamiento 203
0,00E+00
5,00E-01
1,00E+00
1,50E+00
2,00E+00
0 0,1 0,2 0,3 0,4 0,5 0,6
Fracción volumétrica de sólidos
A r e a
U n
i t a r i a
A U
e n m
2 / t p d
AU=1,815
b) Área unitaria
Fig. 8.38 Diseño de espesadores según Wilhelm y Nadie (1979).
Ejemplo 6
Diseñar con el método de Wilhelm y Nadie un espesador para procesar 1200 tpd decarbonato de calcio, de densidad 2.5 t/m3 con una concentración de alimentación de 49.3% desólidos en peso. Se desea una concentración de descarga de 52.4% de sólidos en peso. Sedispone de la curva de densidad de flujo del material.
Las concentraciones de alimentación y descarga son: ϕF=0.280 y ϕD=0.306.
y = 7,20E+00x-1,16E-01
y = 1,17E+00x-5,88E-01
y = 3,87E-03x-2,99E+00
y = 1,25E-01x-1,36E+00
y = 1,18E-04x-5,21E+00
y = 2,02E-06x-8,58E+00
y = 2,85E-08x-1,34E+01
1,00E-04
1,00E-03
1,00E-02
1,00E-01
1,00E+00
1,00E+01
1,00E+02
0,001 0,01 0,1 1
Porosidad
V e l o c i d a d d e s e d i m e n t a c i ó n x ( - 1 ) m / s
Velocidad de sedimentación.

5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 54/82
204 Manual de Filtración & Separación
0.00E+00
5.00E+02
1.00E+03
1.50E+03
2.00E+03
2.50E+03
0 0.1 0.2 0.3 0.4 0.5 0.6
Fracción volumétrica de sólidos
A r e a e n m
2
S=2180 m2
Área Unitaria
El método de Wilhelm y Nadie da un valor de 2S 2180 m= para el Área Unitaria.
8.5.3 Métodos de diseño basados en el modelo fenomenológico
En la sección 8.3.6 sobre espesamiento continuo, hemos mostrado que, para queen un espesador continuo exista un estado estacionario, es necesario que se cumpla la
relación:
( )F D bk L Df q f , para≥ ϕ + ϕ ϕ ≤ ϕ ≤ ϕ (8.78)
donde f F es la densidad de flujo de sólidos de la alimentación y ( )kf ϕ es la curva de
densidad de flujo de Kynch extendida. Como F Dq f = ϕ , reemplazando en (8.78) secumple para el estado estacionario:
( )FF bk L D
D
f f f , para≥ ϕ + ϕ ϕ ≤ ϕ ≤ ϕ
ϕ
Dividiendo por ϕ y ordenando se obtiene:
( )bkF L D
D
f f , para1 1
ϕ ϕ≥ ϕ < ϕ < ϕ−
ϕ ϕ
(8.79)

5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 55/82
Capítulo 8 Espesamiento 205
Capacidad
Por definición s Ff F Sρ = − y ( ) ( )I bkf σ ϕ = − ϕ ϕ , donde F es la capacidad del
espesador como flujo másico de sólido y S es el área del espesador, entonces:
( )s I 2 1L D
D
F, para en unidades ML T
1 1S− −ρ σ ϕ
≤ ϕ < ϕ < ϕ−
ϕ ϕ
(8.80)
Área Unitaria
Usando el concepto de área unitaria AU S F= :
( )
2 1
L Ds I D
1 1 1
AU , para en unidades L TM
−
≥ − ϕ < ϕ < ϕ
ρ σ ϕ ϕ ϕ (8.81)
Como esta expresión debe ser válida para todo L Dϕ < ϕ < ϕ , y ( ) ( )bk If ϕ ≡ −ϕσ ϕ y nos
interesa el mayor área unitaria encontrada, podemos escribir:
( ) ( )L D L Ds I D s bk D
1 1 1 1AU max max 1
f ϕ ≤ϕ≤ϕ ϕ ≤ϕ≤ϕ
ϕ ≥ − ≡ − ρ σ ϕ ϕ ϕ ρ ϕ ϕ (8.82)
Comparando esta expresión para el área unitaria con (8.54), derivada por Coe yClevenger (en nuestra nomenclatura), podemos decir que, la teoría fenomenológicaindica que, el área unitaria para un espesador tiene que ser mayor o igual que el ÁreaUnitaria Básica de Coe y Clevenger .
00
FAU AU (Coe & Clevenger)
S≥ ≈ (8.83)
Notar que el área unitaria básica AU 0 depende, para cada concentración, de laconcentración de descarga Dϕ y de la densidad de flujo de sólidos batch ( )bkf ϕ y es
independiente de la compresibilidad del sedimento.
Denominemos ( )0 DAU ,ϕ ϕ a la función:
( )( )
0 Ds bk D
1AU ; 1
f
ϕϕ ϕ = −
ρ ϕ ϕ(8.84)
La figura 8.41 muestra la función ( )0 DAU ,ϕ ϕ , para una concentración de
descarga D 0.3ϕ = y una función densidad de flujo de sólidos batch
( ) ( )12.594
bkf 6.05*10 1 , en m s−ϕ = − ϕ − ϕ . Notar que, aunque la función tiene un
máximo local de AU0=18.37 m2s/kg para 0.2107ϕ = , el máximo global es de
AU0=55.5 m2s/kg (0.642 m2 /TPD) para L 0.0135ϕ = ϕ = .
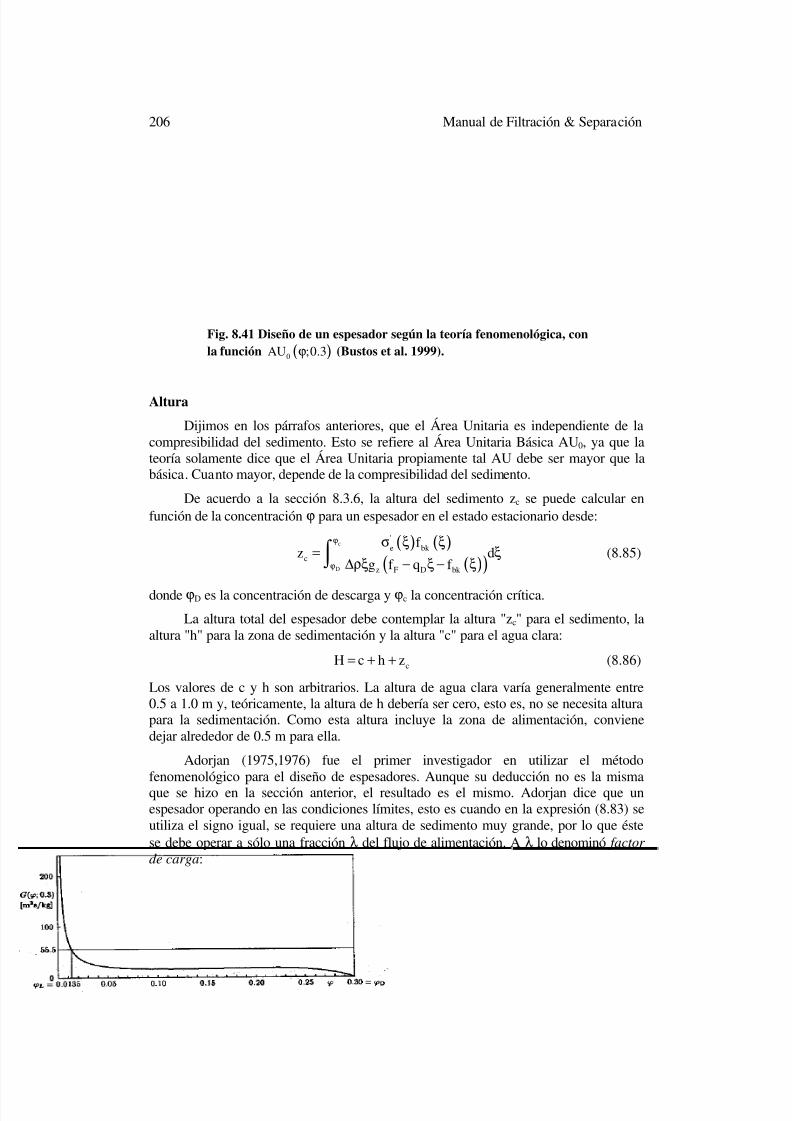
5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 56/82
206 Manual de Filtración & Separación
Fig. 8.41 Diseño de un espesador según la teoría fenomenológica, conla función ( )0AU ;0.3ϕ (Bustos et al. 1999).
Altura
Dijimos en los párrafos anteriores, que el Área Unitaria es independiente de lacompresibilidad del sedimento. Esto se refiere al Área Unitaria Básica AU0, ya que lateoría solamente dice que el Área Unitaria propiamente tal AU debe ser mayor que labásica. Cuanto mayor, depende de la compresibilidad del sedimento.
De acuerdo a la sección 8.3.6, la altura del sedimento zc se puede calcular enfunción de la concentración ϕ para un espesador en el estado estacionario desde:
( ) ( )
( )( )
c
D
'e bk
cz F D bk
f
z dg f q f
ϕ
ϕ
σ ξ ξ= ξ
∆ρξ − ξ − ξ∫ (8.85)
donde ϕD es la concentración de descarga y ϕc la concentración crítica.
La altura total del espesador debe contemplar la altura "zc" para el sedimento, laaltura "h" para la zona de sedimentación y la altura "c" para el agua clara:
cH c h z= + + (8.86)
Los valores de c y h son arbitrarios. La altura de agua clara varía generalmente entre0.5 a 1.0 m y, teóricamente, la altura de h debería ser cero, esto es, no se necesita alturapara la sedimentación. Como esta altura incluye la zona de alimentación, convienedejar alrededor de 0.5 m para ella.
Adorjan (1975,1976) fue el primer investigador en utilizar el método
fenomenológico para el diseño de espesadores. Aunque su deducción no es la mismaque se hizo en la sección anterior, el resultado es el mismo. Adorjan dice que unespesador operando en las condiciones límites, esto es cuando en la expresión (8.83) seutiliza el signo igual, se requiere una altura de sedimento muy grande, por lo que éstese debe operar a sólo una fracción λ del flujo de alimentación. A λ lo denominó factor de carga:

5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 57/82
Capítulo 8 Espesamiento 207
0
F, con 0< 1
Fλ = λ < (8.87)
Como 0F F= λ 00
AUAU AU= >
λ(8.88)
Adorjan relacionó el factor de carga al factor de seguridad empleado por otrosinvestigadores. Nosotros preferimos asociar el factor λ a la altura adecuada en elespesador para proveer un rango de capacidades en torno a la nominal.
Ejemplo 7
Usando el modelo fenomenológico, diseñar un espesador para procesar 1200 tpd decarbonato de calcio, de densidad 2.5 t/m3 con una concentración de alimentación de 49.3% desólidos en peso. Se desea una concentración de descarga de 52.4% de sólidos en peso. Sedispone de la curva de densidad de flujo del material.
Las concentraciones de alimentación y descarga son F D0.280 y 0.306ϕ = ϕ = . En lasección 8.4 de este Manual se determinó los parámetros de espesamiento del carbonato decalcio, dando como resultado:
4 15.6bkf ( ) 1.72 10 (1 ) m s−ϕ = − × ϕ − ϕ
( ) ( )e 2.0exp 22 Paσ ϕ = ϕ
Reemplazando la densidad del sólido, la concentración de descarga y la función densidad deflujo de sólidos en (8.84) y pasando de m/s a m/d se obtiene:
( ) ( )0 D L D4 15.6
1
AU ; 1 ; con0.3062.5 3600 24 1.72x10 (1 )−
ϕ
ϕ ϕ = − ϕ ≤ ϕ ≤ ϕ
× × × − ×ϕ − ϕ
Graficando el área unitaria básica AU0 y la densidad de flujo de sólidos de alimentación f F enfunción de la concentración ϕ se obtiene las curvas que siguen.
El máximo valor del Área Unitaria obtenida entre las concentración conjugada y la dedescarga es de 1.75 m2 /tpd correspondiente a la fracción volumétrica de sólidos de 0.25ϕ = . A
este valor corresponde 6Ff 2.65 10 m / s−= − × . El área total de espesador es de
2S 1.75 1200 2100m= × = .
Debemos comprobar dos hechos para concluir que el espesador está bien diseñado. Enprimer lugar debemos chequear que se puede obtener un estado estacionario con el espesadordiseñado y el flujo y concentración de descarga deseados. En segundo lugar, debemosestablecer si se puede manejar el flujo en un espesador de 6 m de altura, dejando 1 metro para elagua clara y la alimentación.

5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 58/82
208 Manual de Filtración & Separación
0
1
2
3
4
5
6
7
8
9
10
0 0,1 0,2 0,3 0,4
Fracción volumétrica de sólidos
A r e a U n i t a r i a B á s i c a m 2 / t p d
AU0=1.75 m2 /tpd
AU0=1.26m2 /tpd
ϕL=0.301
Área Unitaria Básica versus concentración.
-8,00E-06
-7,00E-06
-6,00E-06
-5,00E-06
-4,00E-06
-3,00E-06
-2,00E-06
-1,00E-06
0,00E+00
0 0,1 0,2 0,3 0,4
Fracción volumétrica de sólidos
D e n s i d a d d e f l u j o d e s ó l i d o s m / s
fF=-2,65E-6 m/s
fF=-3.73E-6 m/s
ϕL=0,0301
Densidad de flujo de sólidos versus concentración.

5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 59/82
Capítulo 8 Espesamiento 209
-5,00E-06
-4,00E-06
-3,00E-06
-2,00E-06
-1,00E-06
0,00E+00
0 0,1 0,2 0,3 0,4 0,5 0,6
Fracción volumétrica de sólidos
D e n s i d a d d e f l u j o d e s ó l i d o s
Serie1
Serie5
fF=-2.65E-6
ϕD=0.306
q=-8,66E-6 m/s
Capacidad máxima según el método fenomenológico
0
1
2
3
4
5
6
0 0,05 0,1 0,15 0,2 0,25 0,3 0,35
Fracción volumétrica de sólidos
A l t u r a e n m
fF=-2.65E-6 m/s; q=-8.66E-6 m/s
Perfil de concentraciones para el espesador diseñado.
Las figuras anteriores muestran que el estado estacionario es posible ya que la densidadde flujo de alimentación está por sobre la curva de flujo.

5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 60/82
210 Manual de Filtración & Separación
En la tabla que sigue se hace una comparación de todos los métodos de diseñoanalizados en este Manual.
Resumen de los resultados de los diferentes métodos de diseño
Método de diseño Área Unitaria Área en m2
Mishler 1.070 1284
Coe y Clevenger 1.798 2158
Kynch 2.032 2439
Talmage y Fitch - -
Yoshioka y Hasset 1.787 2140
Wilhelm y Nadie 1.815 2180Fenomenológico básico 1.750 2100
Es interesante comparar los resultados de los diversos métodos de diseño deespesadores. Exceptuando el método de Mishler, todos los otros métodos dan valoresde Área Unitaria similares. Sin embargo, no hay que engañarse, ya que los métodosbasados en la teoría de Kynch son muy dependientes del resultado de la pruebaespecífica con la que se hizo el cálculo. Si este ensayo experimental no fue bienrealizado, o si la concentración de la suspensión con que se hizo la prueba no fue bienelegida, el resultado va a ser malo. El método de Coe y Clevenger tiene la ventaja deque son varios los ensayos realizados, de modo que se puede observar la tendencia de
los ensayos individuales y detectar una falla experimental. El método fenomenológicotiene la ventaja adicional, que los posibles errores experimentales de los ensayos no setransmiten al diseño, ya que se ajusta la mejor curva de densidad de flujo a los datosexperimentales y con este modelo se realiza el cálculo del Área Unitaria. Con laposibilidad de calcular la altura del espesador mediante los datos de compresibilidad secompleta este método.
8.6 ESTRATEGIAS DE OPERACIÓN
8.6.1 Estado estacionario
En la sección 8.3 indicamos las condiciones que se deben cumplir para que un
determinado espesador llegue a un estado estacionario, esto es, que la densidad de flujode sólido cumpla la condición k Ff ( ) f ϕ ≤ para la concentración comprendida entre la
concentración de descarga y la concentración conjugada L Dϕ ≤ ϕ ≤ ϕ .
En el estado estacionario se cumple:
F Df q= ϕ (8.89)

5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 61/82
Capítulo 8 Espesamiento 211
donde F F Ff Q S= ϕ es la densidad de flujo de alimentación, definida como el flujo desólidos en la alimentación por unidad de área del espesador y q es la velocidad
volumétrica Dq Q S= , definida como el flujo volumétrico de pulpa en la descarga porunidad de área del espesador.
El perfil de concentración, según la expresión (8.33), queda expresado por:
( )D
'e bk
D bk
( )f ( )dz( )
g q q f ( )
ϕ
ϕ
σ ξ ξ ξϕ =
∆ρξ ϕ − ξ − ξ∫ (8.90)
8.6.2 Concentración de la descarga: efecto del flujo de alimentación y de laaltura del sedimento
Si suponemos que las condiciones de operación se encuentran dentro de los
límites en los que puede existir un estado estacionario, de (8.89) se puede observar quela concentración de la descarga depende de las variables f F y q. Si mantenemosconstante la densidad de flujo de alimentación f F, la concentración de descarga sepuede variar manipulando q, esto es, variando el flujo volumétrico de la descarga. Enlos espesadores que descargan por gravedad esto se consigue cambiando los anillos dela descarga y en aquellos que disponen de bombas de velocidad variable, ajustando lavelocidad al valor requerido. La figura 8.39 muestra el rango de concentraciones dedescarga admisibles para un valor determinado de la velocidad volumétrica q.
Si, estando en un estado estacionario con F Df q= ϕ , disminuimos q a 1q , habráun desbalance entre el sólido que entra y el que sale del espesador. Por ello seacumulará sólido en el equipo y aumentará el nivel del sedimento. El mayor peso
acumulado hará que la pulpa en el fondo del espesador se comprima más y aumente laconcentración de descarga. Ahora, el nuevo y menor caudal de descarga D 1Q q S= llevará más sólido por lo que éste llegará a igualar a la masa de sólido de alimentación,estableciéndose un nuevo estado estacionario
1F 1 Df q= ϕ con un mayor nivel de
sedimento y una mayor concentración de descarga.
Si, por el contrario, aumentamos q a un valor 2q , saldrá más sólido delespesador del que entra, por lo que el inventario de sólidos disminuirá junto con elnivel de sedimento. La menor carga de sólidos hará que la concentración de descargadisminuya hasta llegar al nuevo estado estacionario dado por
2F 2 Df q= ϕ con un menor
nivel de sedimento y una menor concentración de descarga.
Un efecto similar tiene el cambio de caudal o concentración de la alimentaciónmanteniendo el caudal volumétrico de la descarga constante. En ambos casos esnecesario restringir los cambios dentro de aquellos que llevan a un estado estacionario.

5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 62/82
212 Manual de Filtración & Separación
Fig. 8.42 Rango admisible de concentraciones de descarga parauna velocidad volumétrica determinada igual a q=-1.5x10-5 m/s,ϕc=0.23, f bk=-6.05x10-4
ϕ(1-ϕ)11.59m/s, (Bürger et al 1999).
Ejemplo 8.
Supongamos que tenemos una pulpa cuyos parámetros de espesamiento son:
4 12.59bkf ( ) 6.05 10 (1 ) m / s−ϕ = − × ϕ − ϕ
y( )
ce 2
c
0 para =0.23( )
5.35 exp 17.9 N /m para 0.23
ϕ ≤ ϕσ ϕ = × ϕ ϕ > ϕ =
Alimentemos un espesador de 60 m de diámetro y 6 m de altura con los siguientes flujosmásicos de sólidos, en tph, de FF=152.5, 178.1 y 203.5 a una concentración de PF=21.7 % desólidos en peso. Calcular para los correspondientes estados estacionarios, la concentración dedescarga y sus respectivos nivel de sedimento, manteniendo el flujo volumétrico de descargaconstante en 203.54 m3 /h. La densidad del sólido es de 2.5 t/m3.
3 2F s FF (tph) 3600 (ton /m ) f (m / s) S(m )= ×ρ × ×
3 2DQ (m / h) 3600 S(m ) q(m / s)= × ×
( )f s f P / ( (100 P) Pϕ = ρ × ρ × − + ρ ×
F Df q= ϕ
2S D 4= π
El nivel del sedimento se obtiene resolviendo la ecuación (8.90):
( )
( )D
0.23 4 11.59
c 4 11.59D
96.123exp 17.9 6.05 10 (1 ) dz
1.5 g q q 6.05 10 (1 )
−
−ϕ
− ξ × × ξ − ξ ξ=
×ξ ϕ − ξ + × ξ − ξ∫

5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 63/82
Capítulo 8 Espesamiento 213
-2.00E-05
-1.00E-05
0.00E+00
0.0 0.1 0.2 0.3 0.4 0.5
Fracción volumétrica de sólidos
D e n s i d a d d e f l u j o d e s ó l i d o s
Efecto del flujo de alimentación en la concentración dedescarga para un mismo valor del flujo volumétrico dedescarga.
0
1
2
3
4
5
6
0 0.1 0.2 0.3 0.4 0.5
Fracción volumétrica de sólidos
A l t u r a e n m
Perfil de concentraciones para los datos de la figura anterior.

5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 64/82
214 Manual de Filtración & Separación
La tabla y figuras muestran los resultados obtenidos utilizando las ecuacionesanteriores. Con la mayor alimentación el espesador se rebalsa y sólo se obtiene estadosestacionarios con 178.1 y 152.7 tph.
F tph fF m/s QD m3/h q m/s ϕ % sol peso zc
203.5 -8.0E-06 203.54 -2.0E-05 0.40 6.3E+01 oo
178.1 -7.0E-06 203.54 -2.0E-05 0.35 5.7E+01 0.93
152.7 6.0E-06 203.54 -2.0E-05 0.30 5.2E+01 0.35
8.6.3 Dilución de la alimentación.
En todo espesador convencional la alimentación se diluye al entrar al espesador,como hemos demostrado en la sección 8.3.6. Consideremos un espesador alimentado
con un flujo volumétrico QF , una concentración Fϕ y un flujo volumétrico dedescarga QD. La densidad de flujo de alimentación será F F Ff Q S= − ϕ y la velocidad
volumétrica Dq Q S= − . Para obtener un estado estacionario se debe regular QD de
modo que F Dq f = ϕ , esto es D F DQ Sf = − ϕ . Si la concentración de alimentación esmenor que la crítica, en la zona de alimentación regirá la ecuación de Kynch para elespesamiento continuo, entonces para z=L:
( )L bk L Fq f f ϕ + ϕ = (8.91)
Como se puede observar en la figura 8.42, la concentración en z=L, denominadaconcentración conjugada, no es la de alimentación y tampoco es arbitraria y depende
de la densidad de flujo de alimentación f F y de la velocidad volumétrica q. El valor deϕL se obtiene resolviendo la ecuación implícita (8.91).
Ejemplo 9
Consideremos una suspensión de partículas de densidad 2.5 g/cm3 caracterizada por la
siguiente función densidad de flujo batch 4 12.59bkf ( ) 6.05 10 (1 )−ϕ = − × ϕ − ϕ . Calcular la
concentración conjugada Lϕ para la operación de un espesador de 60 m de diámetroalimentado con una pulpa de concentración PF=27.1% de sólidos en peso, para FF=183 tph ycaudal de descarga QD=203.5 m3 /h.
La ecuación a resolver es:
( )L bk L Fq f f ϕ + ϕ =
4 11.59L L L Fq 6.05 10 (1 ) f −ϕ − × ϕ − ϕ =
6FF
s
F 183f 7.2*10 m /s
3600 * *S 3600 *2.5 *2827−− −
= = = −ρ

5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 65/82
Capítulo 8 Espesamiento 215
5DQ 203.5q 2.0*10 m / s
3600*S 3600*2827−− −
= = = −
El resultado es: L 0.01709ϕ = , esto es: 4.17% de sólidos en peso. Ver figuras siguientes.
-2.00E-05
-1.50E-05
-1.00E-05
-5.00E-06
0.00E+00
0.0 0.1 0.2 0.3 0.4 0.5 0.6
Fracción volumétrica de sólidos
D e n s i d a d d e f l u j o d e s ó l i d o s m / s
ϕF
ϕL
ϕD
Dilución de la alimentación.
0
1
2
3
4
5
6
0 0.1 0.2 0.3 0.4
Fracción volumétrica de sólidos
A l t u r a e n m
ϕL=0.01709
Dilución de la alimentación.

5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 66/82
216 Manual de Filtración & Separación
Como en la mayoría de los casos la pulpa que entra a un espesador se diluye,cabe la pregunta si tuviese alguna ventaja el diluir la pulpa antes de alimentarla alespesador. Efectivamente podemos indicar dos ventajas. En primer lugar, una pulpaconcentrada que entra a una zona diluida, lo hace como una corriente de densidad , demodo que su distribución para formar una zona homogénea en el espesador tomará uncierto tiempo. Esto puede evitarse si la concentración de la alimentación es similar a lareinante en la zona superior del espesador. En segundo lugar, el floculante se introduceen la alimentación al espesador, por lo que si la pulpa sufre una dilución, el aguacontenida en ésta se mezclará con agua del espesador, y su contenido de floculantedeberá diluirse nuevamente, lo que podría causar problemas en su distribución.
Por otro lado, la dilución de la alimentación requiere agua, la que generalmentees escasa en las plantas de procesamiento de minerales y, por lo demás, los espesadoresestán destinados a concentrar las suspensiones y no diluirlas. Estas dos necesidadescontrapuestas se solucionan si se introducen mecanismos en la alimentación a
espesadores que permitan una autodilución de la pulpa de entrada. Para ello se utilizael agua de rebalse del propio espesador. Los mecanismos más utilizados para diluir laalimentación se muestran a continuación.
Dilución por Rebalse
Debido a la mayor densidad de la pulpa de la alimentación con respecto al agua,el nivel del agua de rebalse es siempre mayor que el nivel de la pulpa en el feedwell,como se indica en la figura.
1 1 2 2 3 3 3 1 2z z z ,con z z zρ = ρ + ρ > >
1 agua 2z (z z )< +
Fig. 8.43 Dilución de la alimentación por rebalse del agua derebalse, (Supaflo Technologies).

5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 67/82
Capítulo 8 Espesamiento 217
donde ρ representa la densidad. Esto permite derivar parte del agua de rebalse a lapulpa de alimentación a través de aberturas en el feedwell. La cantidad de agua
traspasada al feedwell será constante e independiente de las condiciones dealimentación.
La figura que se muestra a continuación es un feedwell con agujeros paradilución de la alimentación.
Fig. 8.44 Diseño de ventanas en el feedwell para diluir laalimentación, (Supaflo Technologies).
Dilución por Jet
Cuando se inyecta un flujo a alta velocidad en un flujo estanco, el chorrosucciona agua del medio y lo incorpora a su flujo. La cantidad de agua succionadadepende del diámetro del chorro y de su velocidad. Este hecho se aprovecha para diluirel flujo de alimentación a un espesador, como se muestra en la figura siguiente.
La altura del cajón de alimentación de la pulpa permite regular la velocidad delchorro y. Por lo tanto, la cantidad de dilución agua succionada. La figura subsiguientemuestra la forma de implementar este mecanismo por una empresa manufacturera.
En el capítulo 14 se muestra un ejemplo de cómo se puede calcular el diámetrode los tubos y la mejor posición para inyectar el floculante mediante CFD.

5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 68/82
218 Manual de Filtración & Separación
Fig. 8.45 Dilución mediante jet Eductor, (Supaflo Technologies).
Fig. 8.49 Diseño de un sistema de dilución mediante Jet, E-Duc(EIMCO Process Equipment).
8.6.4 Inventario de material en el espesador
Se denomina inventario del espesador el tonelaje de pulpa almacenado en suinterior. Este inventario consiste en una suspensión de concentración conjugada ϕL yun sedimento de concentración variable entre c Dϕ ≤ ϕ ≤ ϕ . Entonces el inventario está
dado por:
( )cL z
E c L0 0
M gS (z)dz gS L z (z)dz = ∆ρ ϕ = ∆ρ − ϕ + ϕ ∫ ∫ (8.92)

5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 69/82
Capítulo 8 Espesamiento 219
Ejemplo 10
Supongamos que tenemos una pulpa cuyos parámetros de espesamiento son:
4 12.59bkf ( ) 6.05 10 (1 ) m / s−ϕ = − × ϕ − ϕ
y( )
ce
c
0 para = 0.23( )
5.35 exp 17.9 m /s para = 0.23
ϕ ≤ ϕσ ϕ = × ϕ ϕ > ϕ
Alimentemos un espesador de 60 m de diámetro y 6 m de altura con un flujo másico desólidos, en tph, de FF=178.1 y 152.7 a una concentración de PF=21.7 % de sólidos en peso,obteniéndose concentraciones de descarga de 57.4 y 61.0 % de sólidos en peso. La densidadmaterial del sólido es de 2.5 t/m3. Calcular el inventario de sólidos en el espesador en los dosestados estacionarios indicados y graficar las curvas de flujo y perfiles de concentración.
6F F F
6
F F F
F (tph) 178.1 3600 2.5 f 2827 f 7.0 10 m / s
F (tph) 196.0 3600 2.5 f 2827 f 7.7 10 m / s
−
−
= = × × × = ×
= = × × × = ×
( )
( )
D
D
1 57.4 / (2.5 (100 57.4) 1 57.4 0.350
1 61.0 / (2.5 (100 61.0) 1 61.0 0.390
ϕ = × × − + × =
ϕ = × × − + × =
6 65F
D
f 7.0 10 7.7 10q 2.0 10 m / s
0.350 0.39
− −−− × − ×
= = = = − ×ϕ
-2.0E-05
-1.0E-05
0.0E+00
0.0 0.1 0.2 0.3 0.4 0.5 0.6
Fracción volumétrica de sólidos
D e n s
i d a
d d e
f l u j o d e s
ó l i d o s m
/ s
Densidad de flujo versus concentración

5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 70/82
220 Manual de Filtración & Separación
0
1
2
3
4
5
6
7
0 0.1 0.2 0.3 0.4
Fracción volumétrica de sólidos
A l t u r a e n m
Perfil de concentraciones
Las concentraciones conjugadas resultan ser: L 0.01316 y 0.01476ϕ = .
( )cz
E c L0
M gS L z (z)dz = ∆ρ − ϕ + ϕ ∫
El resultado se muestra en la tabla y figura que sigue:
F tph fF m/s QD m3/h q m/s ϕ zc Inventario t
178.1 -7.00E-06 203.54 -2.00E-05 0.35 0.93 2437.4
196.0 -7.70E-06 203.54 2.00E-05 0.39 3.91 9175.4
8.6.5 Capacidad máxima
De acuerdo a la sección 8.5.3, el área unitaria básica de un espesador se puedeobtener de la función ( )DG ,ϕ ϕ , para L Dϕ ≤ ϕ ≤ ϕ , definida en la forma:
( )Ds bk D
1G , 1
f ( )
ϕϕ ϕ = −
ρ ϕ ϕ
Si sρ se mide en kg/m3
y bkf en m/s, la función G queda expresada en m2
/kg/s.Denominando Tonelaje Unitario TU la inversa de G expresándola en t/h, obtenemos:
( ) s bkD
D
3600 f ( )TU ,
1
ρ ϕϕ ϕ =
ϕ− ϕ
(8.93)

5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 71/82
Capítulo 8 Espesamiento 221
El tonelaje unitario máximo que puede ser tratado por un espesador se obtiene delvalor mínimo de la función ( )DTU ,ϕ ϕ para valores de L Dϕ ≤ ϕ ≤ ϕ :
( )max min D L DF S TU , ;= × ϕ ϕ ϕ ≤ ϕ ≤ ϕ (8.94)
Ejemplo 11
Para los datos de los ejemplos anteriores, determinar la capacidad máxima maxF , en tph,
del espesador de 60 m de diámetro para las concentraciones de descarga de 57.4 y 61% desólidos en peso.
D
57.40.350
2.5 (100 57.4) 57.4ϕ = =
× − +
D 61.0 0.3852.5 (100 61.0) 61.0ϕ = =× − +
( )4 12.59
2
D
3600 2.5 6.05 10 (1 )TU ,0.350 tph m
1
−× × × ×ϕ× − ϕϕ =
ϕ− ϕ
Usando esta expresión podemos construir las curvas de la figura siguiente:
0.00E+00
5.00E-02
1.00E-01
1.50E-01
2.00E-01
2.50E-01
3.00E-01
0 0.05 0.1 0.15 0.2 0.25 0.3 0.35 0.4Fracción volumétrica de sólidos ϕ
T o n e l a j e U n i t a r i o T U
t p h / m 2
ϕL
ϕD=0.3.85
Tumin=7.0E-2 tph/m2
ϕD=0.3.5
Tonelaje Unitaria TU máximo capaz de ser procesado.
La figura muestra funciones ( )D L DTU , paraϕ ϕ ϕ ≤ ϕ ≤ ϕ , para las concentraciones de
descarga de D 0.35ϕ = y D 0.385ϕ = , dando un valor único de 0.07 tph/m2. Como el área del
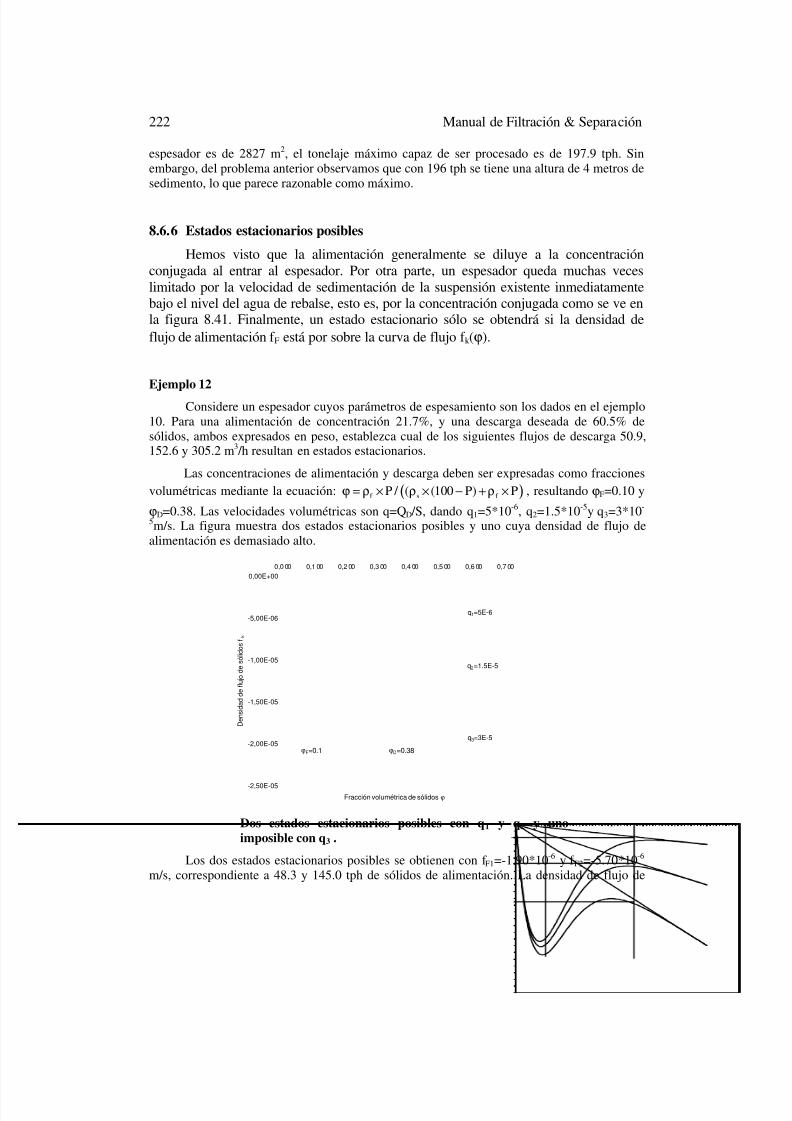
5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 72/82
222 Manual de Filtración & Separación
espesador es de 2827 m2, el tonelaje máximo capaz de ser procesado es de 197.9 tph. Sinembargo, del problema anterior observamos que con 196 tph se tiene una altura de 4 metros desedimento, lo que parece razonable como máximo.
8.6.6 Estados estacionarios posibles
Hemos visto que la alimentación generalmente se diluye a la concentraciónconjugada al entrar al espesador. Por otra parte, un espesador queda muchas veceslimitado por la velocidad de sedimentación de la suspensión existente inmediatamentebajo el nivel del agua de rebalse, esto es, por la concentración conjugada como se ve enla figura 8.41. Finalmente, un estado estacionario sólo se obtendrá si la densidad deflujo de alimentación f F está por sobre la curva de flujo f k(ϕ).
Ejemplo 12
Considere un espesador cuyos parámetros de espesamiento son los dados en el ejemplo10. Para una alimentación de concentración 21.7%, y una descarga deseada de 60.5% desólidos, ambos expresados en peso, establezca cual de los siguientes flujos de descarga 50.9,152.6 y 305.2 m3 /h resultan en estados estacionarios.
Las concentraciones de alimentación y descarga deben ser expresadas como fraccionesvolumétricas mediante la ecuación: ( )f s f P / ( (100 P) Pϕ = ρ × ρ × − + ρ × , resultando ϕF=0.10 y
ϕD=0.38. Las velocidades volumétricas son q=QD /S, dando q1=5*10-6, q2=1.5*10-5y q3=3*10-
5m/s. La figura muestra dos estados estacionarios posibles y uno cuya densidad de flujo dealimentación es demasiado alto.
-2,50E-05
-2,00E-05
-1,50E-05
-1,00E-05
-5,00E-06
0,00E+00
0,0 00 0,1 00 0,2 00 0,3 00 0,4 00 0,5 00 0,6 00 0,7 00
Fracción volumétrica de sólidos ϕ
D e n s i d a d d e f l u j o d e s ó l i d o s f
k
q1=5E-6
q2=1.5E-5
q3=3E-5
ϕD=0.38ϕF=0.1
Dos estados estacionarios posibles con q1 y q2 y unoimposible con q3 .
Los dos estados estacionarios posibles se obtienen con f F1=-1.90*10-6 y f F2=-5.70*10-6 m/s, correspondiente a 48.3 y 145.0 tph de sólidos de alimentación. La densidad de flujo de

5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 73/82
Capítulo 8 Espesamiento 223
f F3=-1.14*10-5 m/s, correspondiente a 289.9 tph, es imposible porque corta la curva de flujo. Lafigura siguiente muestra los perfiles de concentración para estos tres casos.
0
1
2
3
4
5
6
7
0 0.05 0.1 0.15 0.2 0.25 0.3 0.35 0.4
Fracción volumétrica de sólidos
A l t u r a m
F1=48.3 tph
F1=145.0 tph
F1=289.9 tph
Perfiles de concentración para los dos estados estacionarios concapacidades de 48.3 t/h y 145/t/h y para el tonelaje de 281.9 t/h en que elespesador se rebalsa.
8.6.7 Efecto del floculante sobre la capacidad de un espesador
Consideremos un caso en que se realizan pruebas de sedimentación de caliza, de
densidad ρ=2.5 g/cm
3
, molida a 58% -200 mallas, con dosis de 3, 4.5, 6, 9 y 12 g/t depoliacrilamida como floculante y concentraciones de 2.5, 6.0, 11.6 y 30.6 % de sólidosen peso. Calculando las velocidades iniciales de sedimentación y las densidades deflujo de sólido, se obtiene los resultados de la figura de la página siguiente (Garrido yConcha 1999). Correlaciondo la información se obtiene:
( )6 4 2 3 4u 9.60 10 1.19 10 x 3.76 10 x 5.73 10− − − −∞ = − × × − × + × + ×
Con estas correlaciones se puede estimar la capacidad de un espesador continuopara obtener una descarga con la concentración 37% de sólidos en peso (ϕ=0.190), alas tres siguientes dosificaciones de floculante 0, 3 y 9 g/t. Para cada uno de ellas ladensidad de flujo de Kynch es 31
bkf u (x)* *(1 )∞= ϕ − ϕ .
Dosis gr/t u∞ m/s q m/s f F m/s F/S tph/m2
0 5.73*10-4 -5.89E-5 1.12E-5 0.101
3 1.43*10-3 -1.12E-4 2.12E-5 0.191
9 2.10*10-2 -1.80E-5 3.42E-5 0.308

5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 74/82
224 Manual de Filtración & Separación
donde F sF/S f 3600= × ρ × en tph/m2.
-2,50E-04
-2,00E-04
-1,50E-04
-1,00E-04
-5,00E-05
0,00E+00
0 0,1 0,2 0,3
Fracción volumética de sólidos
D
e n s
i d a
d d e
f l u j o d e s
ó l i d o s m
/
0 gr/ton
3 gr/ton
4.5 gr/ton
6 gr/ton
9 gr/ton
12 gr/ton
fbk(ϕ)=uoo(x)*ϕ*(1-ϕ)31
Fig. 8.50 Densidad de flujo de sólidos versus fracción volumétrica de sólidos,representando el efecto de la concentración de sólidos y la dosificación de floculante sobremineral de carbonato de calcio.
La figura 8.51 muestra la capacidad máxima de espesamiento para tres de lasdosificaciones de floculante (0, 3 y 9 g/t) de la figura anterior.
-5,00E-05
-4,50E-05
-4,00E-05
-3,50E-05
-3,00E-05
-2,50E-05
-2,00E-05
-1,50E-05
-1,00E-05
-5,00E-06
0,00E+00
0 0,05 0,1 0,15 0,2 0,25 0,3
Fracción volumétrica de sólidos
D e n s
i d a
d d e
f l u j o d e s
ó l i d o s
Serie1
Serie2
Serie3 0 gr/ton
3 gr/ton
9 gr/ton
fF=3.42E-05
fF=2.12E-05
fF=1.12E-05
Fig8.51 Capacidad de espesamiento para una descarga con ϕ=0.190 y dosis de 0, 3 y 9 g/t.
5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 75/82
Capítulo 8 Espesamiento 225
El hecho que un cambio de dosificación de floculante cambie significativamentela capacidad del espesador, como es el caso mostrado anteriormente en que lacapacidad se duplicó y triplicó al pasar de 0 a 3 y 9 g/t respectivamente, muestra que laadición de floculante es una variable de suma importancia que no puede ser dejada sincontrol.
8.7 REFERENCIAS
Adamson, W.H. Jr. and Glasson, P.S., MIT Thesis 1925.
Ardillon, “Les mines du Laurion dans l’antiquité”, 1897.
Adorjan, L.A., A theory of sediment compression, XI IMPC, Caglary, 1975, 1-22.
Adorjan, L.A., Determination of thickener dimensions from sediment compressionand permeability test results, Trans. Inst. Min. Met., Sec C, 85, 1976, 157-163.
Agricola, G., De Re Metallica, 1556, Translated by H.C. and L.H. Hoover, DoverPublications Inc., New York, 1950.
Ashley H.E., Theory of the settlement of slimes, mining and Scientific Press, June 12,1909.
Austin, L.G., Lee, C.H., Concha, F. and Luckie, P.T., Hindered settling andclassification partition curves, Minerals & Metallurgical Processing, November 1992,161-168.
Bascur, O., A unified solid-liquid separation framework, First Regional Meeting,American Filtration society, Houston, Texas, October 30-November 1, 1989, 1-11.
Behn, V.C., Settling behavior of waste suspensions, Proceeding of the ASCE, J.Sanitary Eng. Div., October, 1957, 1423-5 to 1423-20.
Buscall, R. and White, L.R.M The consolidation of concentrated suspensions, J.Chem. Soc. Faraday Trans. 1, 83, 1987, 873-891.
Bustos, M.C., On the existence and determination of discontinuous solutions tohyperbolic conservation laws in the theory of sedimentation, Doctoral Thesis, THDarmstadt, 1984.
Bustos, M.C. and Concha, F., Simulation of batch sedimentation with compression,AIChE J., 34(5) 1988, 859-861.
Bustos, M.C. and Concha, F., On the construction of global weak solutions in theKynch theory of sedimentation, Mathematical Methods in the Applied Sciences, 10,1988, 245-264.
Bustos M.C., On the existence of a global weak solution for the problem of sedimentation with compression, J. Mathematical Analysis and Applications, 142(2)1989, 413-421.

5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 76/82
226 Manual de Filtración & Separación
Bustos, M.C. and Paiva, F., Control of continuous sedimentation of ideal suspensionsas an initial and boundary value problem, Mathematical Methods in the AppliedSciences, 12, 1990, 533-548.
Bustos, M.C., Concha, F. And Wendland, W., Global weak solutions to the problem of continuous sedimentation of an ideal suspension., Mathematical Methods in theApplied Sciences, 13, 1990, 1-22.
Bustos, M.C. and Concha, F., Boundary conditions for the continuous sedimentationof ideal suspensions, AIChE J., 38(7) 1992, 1135-1138.
Bustos, M.C. and Concha, F., Kynch theory of sedimentation. Chapter 2 inSedimentation of Small Particles in a Viscous Fluid, Ed. E.M. Tory, Advances inFluid Mechanics, Vol 7. Computational Mechanics Publications, Southampton, 1996,7-49.
Bustos, M.C., Concha, F., Bürger, R and Tory, E., Sedimentation and Thickening;Phenomenological Foundation and Mathematical Theory., Kluwer AcademicPublisher, Dordrecht, Netherlands, 1999.
Bürger, R. An initial-boundary value problem of quasilinear degenerate parabolicequation in the theory of sediment with compression, Doctoral Thesis, University of Stuttgart, 1996.
Bürger, R. And Wendland, W., Existence, uniqueness and stability of generalizedsolutions of an initial-boundary value problem for a degenerating quasilinear parabolicequation, J. Math. Anal. Appl., 218, 1998, 207-239.
Bürger, R. and Wendland, W., Mathematical problems in sedimentation, Proceedingsof the 3d. Third Summer Conference on Numerical Modelling in Continuum
Mechanics, Prague, Sept 8-11, 1997, vol 1, 18-31.Bürger, R., Bustos, M.C. and Concha, F., Settling velocities of particulate systems.Part 9. Phenomenological theory of sedimentation: Numerical Simulation of thetransient behavior of flocculated suspensions in an ideal batch and continuousthickener, Int. J. Mineral Process., 55, 1999, 267-282.
Bürger, R., Wendland, W. and Concha F. Modelling equations for gravitationalsedimentation-consolidation processes, ZAMM, 80, 2000, , 1-18.
Bürger, R. and Concha F., Mathematical model and numerical simulation of thesettling of flocculated suspensions, Int. J. Multiphase Flow, 24, 1998, 1005-1023.
Bürger, R., Concha F. And Tiller, F.M., Applications of the phenomenological theory
to several published experimental cases of sedimentation process, Chem Engn. J., 80,(1-3) 2000, 105-117.
Bürger, R. And Wendland, W., Mathematical model and viscous splittingapproximation for the sedimentation-consolidation processes, 4 th Int. Conf. OnNumerical Meth. and Appl., Sofia, Bulgaria, 1998c, 19-23.

5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 77/82
Capítulo 8 Espesamiento 227
Bürger, R. And Wendland W., Entropy-boundary conditions in the theory of sedimentation with compression, Math. Meth. Appl. Sci., 21, 1998ª, 865-882.
Clark, A., A note on the settling of slimes, Eng. Mining J., 99,(9), 1915, 412.Comings, E.W., Ind. Eng. Chem., 32,1940, 663.
Comings, E.W., Pruiss, C.E. and DeBord, C., Continuous settling and thickening, Ind.Eng. Chem., Eng, Design and Process Dev., 46(6)1954, 1164-1172.
Coe, H.S. and Clevenger, G.H., Methods for determining the capacities of slime-settling tanks, Trans. AIME 55, 1916,356-385.
Concha, F. And Bustos, M.C., Theory of sedimentation of flocculated fine particles,Flocculation, sedimentation and consolidation, B.M. Moudgil and P. Somasundaran,Eds., New York, 1985, 275-284.
Concha, F., Bustos, M.C. and Barrientos, A., Phenomenological theory of
sedimentation. Chapter 3 in Sedimentation of Small Particles in a Viscous Fluid, Ed.E.M. Tory, Advances in Fluid Mechanics, Vol 7. Computational MechanicsPublications, Southampton, 1996, 51-95.
Concha F., Lee, Ch.H. and Austin, L.G., Settling velocities of particulate systems. Part8. Batch sedimentation of polydispersed suspensions of spheres, Int. J. Mineralprocess., 35, 1992, 159-175.
Concha, F. And Barrientos, A., A critical review of thickener design methods, Kona,Powder and Particles N° 11, 1993, 79-104.
Concha, F., Barrientos, A. And Bustos, M.C., Phenomenological Model of highcapacity thickening, XXII IMPC, San Francisco, Vol 2., 1995, 75.
Concha, F. And Bürger, R., Wave propagation phenomena in the theory of sedimentation, In Numerical method for wave propagation phenomena, Eds. E.F.Toro and J.F. Clark, Kluwer Academic Publ., Dordrecht, The Netherlands, 1998, 173-196.
Cross, H.E., A new approach to the design and operation of thickeners, J. SouthAfrican Inst. Min. Met., 63, 1963, 271-298.
Dixon D.C., Momentum-balance aspects of free-settling theory: I. Batch thickening,Separation Science, 12(2), 1977a, 171-191.
Dixon D.C., Momentum-balance aspects of free-settling theory: I. Continuous steady-state thickening, Separation Science, 12(2), 1977b, 193-203.
Dixon D.C., Momentum-balance aspects of free-settling theory: III. Transientcompression resistance, Separation Science, 13(9), 1978, 753-766.
Egolf, C.B. and McCabe, W.L., Trans. AIChE 33, 1937, 620.
Georgius Agricola, 1494-1994, Bergwelten, Edition Glückauf GmbH, Essen, 1994.
Forbes, D.L.H., The settling of mill slimes, Eng. Mining. J., 93, 1912, 411-415.
5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 78/82
228 Manual de Filtración & Separación
Free, E.E., Rate of slime settling, Eng. Mining J., 101, 1912, pages 243, 429, 509, 681.
Garrido, P. y Concha, F., Dosificación de Floculante y su relación a la Operación y
Control de un Espesador Continuo, Anales del III Coloquio de Filtración ySeparación, Santiago, Noviembre 1999.
Garrido, P., Bürger, R. and Concha, F. Settling velocities of particulate system 11.Comparison of the phenomenological sedimentation-consolidation model withpublished experimental results, Int. Jl. Mineral Process., 60, 2000 (3-4), 213-227.
Nichols, H.G., A method of settling slimes, as applied to their separation from solutionin cyanide treatment, Trans. Inst. Min. Met., London, 17, 1908, 293-329.
Hazen, A., On Sedimentation, Trans. ASCE, paper 980, June 1, 1904, 45-88.
Hassett, N.J., Design and operation of continuous thickeners, The Industrial Chemist,34, 1958, 116-120; 169-172; 489-494.
Hassett, N.J., Theories of the operation of continuous thickeners, The IndustrialChemist, January 1961, 25-28.
Hassett, N.J., Mechanism of thickening and thickener design, Trans Inst Min. Met, 74,1964, 627-656.
Hassett, N.J., Concentrations in a continuous thickener, Industrial Chemist, January,1964, 29-33.
Hassett, N.J., Thickening in theory and practice, Min. Sci. Eng., 1, 1968, 24-40.
Hsia, E.S. and Reinmiller, F.W., How to design and construct earth bottom thickener,Min. Eng., 29, 1977, 36-39.
Kammermeyer, K., Settling and thickening of aqueous suspensions, Ind. Eng. Chem.,33(12)1941, 1484-1491.
Köck, R. y Concha, F., CFD cojo herramienta para el diseño de espesadores, Analesdel III Coloquio de Filtración y Separación, Santiago, Noviembre 1999.
Kynch, G.J., A Theory of sedimentation, Trans. Farady Soc., 48, 1952, 166-176.
Landmann, K.A., White, L.R. and Buscall R., The continuous-flow gravity thickener:Steady state behavior, AIChE J., 34(2) 1988, 239-252.
Laskowski, J.S. and Castro, S.H., 1999. Aggregation of inherently hydrophobic solidsusing hydrophobic agglomerants and flocculants. In J.S. Laskowski (ed.), Polymers inMineral Processing-Proc. 3rd. UBC-McGill Int. Symp., 293-310, Met. Soc. of CIM,Montreal.2000.
Michaels, A.S. and Bolger, J., Settling rates and sedimentation volumes of flocculatedkaolin suspensions, Ind. Eng. Chem. Fund., 1(1), 1962,24-33.
Mishler, R.T., Methods for determining the capacities of slime-thickening tanks, Eng.Mining J., 1916,

5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 79/82
Capítulo 8 Espesamiento 229
Mishler, R.T., Settling slimes at the Tigre Mill, Eng. Mining J., 94(14), October 5,1912, 643-646.
Nichols, H.G., Theory of settlement of slimes, Mining and Scientific Press, July 11,1908, 54-56.
Petty, C.A., Continuous sedimentation of a suspension with a nonconvex flux law,Chem. Eng. Sci., 30, 1975, 1451-1458.
Ralston, O.C., The control of ore slimes, Eng. Mining J., 101, 1916, pages 763, 890.
Roberts, E.J., Thickening: Art or Science?, Trans. AIME, March 1949, 61-64; MiningEng., 1, 1949, 61.
Scott, K.J., Theory of thickening: factors affecting settling rate of solids in flocculatedpulps, Trans. Inst. Min Met, London, 1968, C-85, C-97.
Shannon, P.T., Stroupe E. And Tory E.M., Batch and continuous thickening, Ind. Eng.
Chem., Fundamentals, 2(3)1963 203-211.
Shannon, P.T. and Tory, E.M., Settling of slurries, Ind. Eng. Chem., 57(2)1965, 18-25.
Shannon, P.T. and Tory, E.M., The analysis of continuous thickening, Trans. SME,235, December 1966, , 375-382.
Smiles, D.E., Sedimentation: Integral behavior, Chem. Eng. Sci., 31, 1976a, 273-275.
Smiles, D.E., Sedimentation and filtration equilibria, Separation Science, 11(1),1976b, 1-16.
Shirato. M., Analysis of settling of thick slurries due to consolidation, J. Chem. Eng.Japan, 3(1)1979, 98-104.
Shirato, M., Murase, T. And Iwata M., 1986. Deliquoring by expression. In Progressin Filtration and Separation 4. Ed. R.J. Wakeman, Elsevier, 181-287.
Talmage, W.P. and Fitch, E.B., Determining thickener unit areas, Ind. Eng. Chem,Eng. Design and Development, 47(1)1955, 38-41
Thacker, W.C. and Lavelle, J.W., Two-phase flow analysis of hindered settling, ThePhysics of Fluids, 20,(9), 1977, 1577-1579.
Ward, H.T. and Kammermeyer, K., Sedimentation in the laboratory: Design data fromlaboratory experimentation, Ind. Eng. Chem., 32, 1949, 622-626. 1940
Wilson, A.J., The living Rock, Woodhead Pub. Ltd., Cambridge, 1994.
Wilsdorf, H., Kulturgeschichte des Bergbaus. Ein illustrierter Streifzug durch Zeitenund Kontinente, Verlag Glückauf GmbH, Essen, 1987.
Work, L.T. and Kohler, A.S., Sedimentation of suspensions, Ind. Eng. Chem. 32(10)1940, 1329-1334.
Yoshioka, N, Hotta, Y., Tanaka, S., Naito, S. and Tsugami, S., Continuous thickeningof homogeneous flocculated slurries, Chem. Eng. Japan, 21, 1957, 66-74.

5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 80/82
230 Manual de Filtración & Separación
5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 81/82
Capítulo 8 Espesamiento 231
CAPÍTULO 9

5/11/2018 Cap%C3%ADtulo 8 - slidepdf.com
http://slidepdf.com/reader/full/capc3adtulo-8 82/82
232 Manual de Filtración & Separación