C o p y r i g h t An s wers to 10 questions about drying C ...
5
Particulate drying is an untidy business: The raw material is never a continuum, but is rather a three- phase mixture (solid, liquid, and gas or vapor); the particles vary in size, shape, and surface character; phase boundaries during drying are ill-defined; and except in theory, flow mechanisms inside particles a r e n ’t well-understood. Drying isn’t computer- friendly. Drying is a major energy consumer and, po - tentially, a major source of atmospheric pollution. Find out more in an expert’s answers to 10 questions about drying. Answers to 10 questions about drying Paul Y. McCormick DRYING Unincorporated Réponses à 10 questions sur le séchage Le séchage des particules est un processus désordonné : La matière brute n'est jamais une masse homogène, mais plutôt une combinaison des trois états (solide, liq - uide et gazeux ou sous forme de vapeur) ; la taille, la forme et les caractéristiques de la surface sont variables; les limites de phase pendant le séchage sont mal-définies et, sauf en théorie, les mécanismes d'écoulement à l'in - térieur des particules restent encore mal-compris. Le séchage assisté par ordinateur n'est pas très convivial. Le processus de séchage entraîne une grande consom - mation d'énergie ; Il est une source potentielle de pollu - tion de l'atmosphère. Pour obtenir des renseignements complémentaires sur le séchage consultez les réponses d'un expert à 10 questions. perficie; los límites entre las fases durante el secado no están bien definidos; y, excepto en teoría, los mecanis - mos de flujo dentro de las partículas no se entienden bien. El secado tampoco es un proceso que se facilita con el uso de computadoras. El secado es un proceso que consume mucha energía y tiene el potencial de conver - tirse en una gran fuente de contaminación atmosférica. Infórmese más con la ayuda de estas respuestas a 10 pre - guntas sobre el secado ofrecidas por un experto. Respuestas a 10 preguntas sobre el secado El secado de macropartículas es un proceso complicado. La materia prima nunca es continua sino más bien una mezcla de tres fases (sólida, líquida y gaseosa o vapor); las partículas varían en tamaño, forma y carácter de su - Antworten zu 10 Fragen über Trocknung Partikeltrocknung ist ein unsauberes Geschäft: Das Rohmaterial ist kein Kontinuum, sondern ein dreiphasiges Gemisch (Feststoff, Flüssigkeit und Gas oder Dampf); die Partikel unterscheiden sich in Grösse, Form und Oberflächenbeschaffenheit; Phasengrenzen während der Trocknung sind schwer zu bestimmen; und nur in der Theorie wird der Fließmechanismus inner - halb der Partikel genau verstanden. Trocknungsver - fahren sind zudem nicht gerade computer-freundlich. Bei der Trocknung werden grosse Mengen Energie ver - braucht und es besteht ein hohes Risiko der Luftver - schmutzung. Erfahren Sie mehr hierüber in den 10 Antworten von unserem Trocknungs-Experten.
Transcript of C o p y r i g h t An s wers to 10 questions about drying C ...

Copyright, C
SC
Publishing, P
owder and B
ulk Engineering International
Particulate drying is an untidy business: The rawmaterial is never a continuum, but is rather a three-phase mixture (solid, liquid, and gas or vapor); theparticles vary in size, shape, and surface character;phase boundaries during drying are ill-defined; andexcept in theory, flow mechanisms inside particlesa r e n ’t well-understood. Drying isn’t computer-f r i e n d l y. Drying is a major energy consumer and, po -t e n t i a l l y, a major source of atmospheric pollution.Find out more in an expert’s answers to 10 questionsabout drying.
An swers to 10 questions about drying
Paul Y. McCormick D RYING Unincorporated
Réponses à 10 questions sur le séchageLe séchage des particules est un processus désordonné :La matière brute n'est jamais une masse homogène,mais plutôt une combinaison des trois états (solide, liq -uide et gazeux ou sous forme de vapeur) ; la taille, laforme et les caractéristiques de la surface sont variables;les limites de phase pendant le séchage sont mal-définieset, sauf en théorie, les mécanismes d'écoulement à l'in -térieur des particules restent encore mal-compris. Leséchage assisté par ordinateur n'est pas très convivial.Le processus de séchage entraîne une grande consom -mation d'énergie ; Il est une source potentielle de pollu -tion de l'atmosphère. Pour obtenir des renseignementscomplémentaires sur le séchage consultez les réponsesd'un expert à 10 questions.
perficie; los límites entre las fases durante el secado noestán bien definidos; y, excepto en teoría, los mecanis -mos de flujo dentro de las partículas no se entiendenbien. El secado tampoco es un proceso que se facilita conel uso de computadoras. El secado es un proceso queconsume mucha energía y tiene el potencial de conver -tirse en una gran fuente de contaminación atmosférica.Infórmese más con la ayuda de estas respuestas a 10 pre -guntas sobre el secado ofrecidas por un experto.
Respuestas a 10 preguntas sobre el secadoEl secado de macropartículas es un proceso complicado.La materia prima nunca es continua sino más bien unamezcla de tres fases (sólida, líquida y gaseosa o vapor);las partículas varían en tamaño, forma y carácter de su -
Antworten zu 10 Fragen über Tr o c k n u n gPartikeltrocknung ist ein unsauberes Geschäft: DasRohmaterial ist kein Kontinuum, sondern eindreiphasiges Gemisch (Feststoff, Flüssigkeit und Gasoder Dampf); die Partikel unterscheiden sich in Grösse,Form und Oberflächenbeschaffenheit; Phasengrenzenwährend der Trocknung sind schwer zu bestimmen; undnur in der Theorie wird der Fließmechanismus inner -halb der Partikel genau verstanden. Tr o c k n u n g s v e r -fahren sind zudem nicht gerade computer-freundlich.Bei der Trocknung werden grosse Mengen Energie ver -braucht und es besteht ein hohes Risiko der Luftver -schmutzung. Erfahren Sie mehr hierüber in den 10Antworten von unserem Tr o c k n u n g s - E x p e r t e n .

Copyright, C
SC
Publishing, P
owder and B
ulk Engineering International
water evaporated. In indirect-heat dryers, the purge air is notthe heat source and the dust recovery equipment is only one-third as large. What shifted the cost equation is that cyclonesand low-pressure-drop scrubbers are no longer acceptabledust-recovery devices. To d a y, fabric dust collectors, high-pressure-drop scrubbers, and electrostatic precipitators areneeded. These are much more expensive to install and main-tain, and costs vary directly with flow.
Indirect-heat dryers, particularly stationary ones like indirect-heat fluid beds, are more amenable to inert gas circulation andvapor recovery. Within the next 15 to 20 years, it’s almost cer-tain that no dryer handling organic material that’s liable to adust explosion when dispersed in air will be permitted to oper-ate except with a reduced-oxygen atmosphere (usually lessthan 10 percent oxygen).
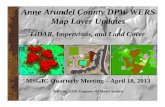
Direct-heat dryers that use steam, heat-transfer fluid, hotw a t e r, and electric heaters will employ recirculated inert gas.Combustion-heated dryers will require self-inerting heatingsystems (Figure 1), in which the dryer exit gas is cleaned, re-circulated, and re-used as secondary dilution gas. Fuel will beburned with essentially zero excess air.
Fuel consumption continues to be an environmental concern.Central steam stations and cogeneration systems (in which su-perheated steam generates electricity, creating exhaust steamt h a t ’s used to heat dryers) operate more efficiently than dryercombustion heaters. Steam, heat-transfer fluid, and electricheating systems will gain favor. Combustion-heated dryerswill be employed only for very high-temperature operations,such as drying followed by calcination or reduction.
Dryer basic sWhy are there so many kinds of dryers, and where should Istart to learn something about them?
Material handling is the greatest concern in dryer selec-tion. Most dryers dry, some better than others, but it’s es-sential that any material enter one end of the dryer, leavethe other, and not delay too long in passage. Most particu-
late solids dryers are derived from mixing or material han-dling equipment. For instance, the rotary vacuum dryer is ajacketed and evacuated ribbon mixer, the double-cone dryeris a jacketed double-cone mixer, the pneumatic flash dryer isa heated pneumatic conveyor, and the spray dryer is a heatedshot (or prilling) tower. In order of priority, dryers are se-lected for: 1) personnel and environmental safety, 2) the finalp r o d u c t ’s quality and moisture attainment, 3) material han-dling capability, 4) material handling versatility, 5) heat andmass transfer characteristics, and 6) investment and operat-ing costs.
For basic information about drying processes and equipment,P e rry ’s Chemical Engineers’ Handbook, seventh edition,edited by Don W. Green and James O. Maloney, sections 12and 17, (McGraw-Hill, Inc., 1997) is an excellent currentsource for practical, hands-on guidance and experience, as areearlier editions. The Handbook of Industrial Dry i n g, secondedition, edited by Arun S. Mujumdar (Marcel Dekker, Inc.,1995) is comprehensive and scholarly, as are other publica-tions edited by Mujumdar, such as the Practical Guide to In -dustrial Dry i n g, (Exergex, 2000) and D rying Te c h n o l o g y, aninternational journal, (Marcel Dekker, Inc.). Another worth-while book is C.M. van’t Land’s Industrial Drying Equip -m e n t, (Marcel Dekker, 1991). Entering the names of specificdryers or processes on the internet as key words, e.g., spraydryers, freeze drying, rotary dryers, or pulse-combustion dry-ers, leads you to information about specific processes, equip-ment, and equipment suppliers. In my experience,conversations with the technical employees of equipmentsuppliers—the pilot plant crew and the process and design en-gineers—provides the most useful knowledge, much ofwhich is not found in vendor or scholarly literature. Ask lotsof questions, especially about how suppliers scale up frompilot plant and test data.
What are the trade-offs between using direct-heat (con-vection) dryers and indirect-heat (contact) dryers?
Environmental protection, safety, and fuel consumptionhave changed the economic rules. Direct-heat dryers areless expensive by themselves because they rarely requirefabrication conforming to the local code that governs the
design and construction of pressure vessels. Yet in a direct-heat dryer, even under the most favorable conditions using1,000°C inlet air, 3 kilograms of air are needed per 1 kilogramof water evaporated. In an atmospheric indirect-heat dryer, nomore than 1 kilogram of air is needed to remove 1 kilogram of
QA
QA
Figure 1
Self - inerting heating system
( F e e d )
H e a t e r
M a k e u pw a t e r
P u m p
( P ro d u c t )
( P ro d u c t )
Dust collector
( A i r )
( F u e l )
(Gas bleed to s t a c k )
D ry e r

Copyright, C
SC
Publishing, P
owder and B
ulk Engineering International
Cur rent drying technologiesW h a t ’s the status of superheated steam drying, and can ithelp protect the environment?
I n i t i a l l y, using superheated steam was boosted as a methodto improve heat and mass transfer coefficients between gasand particles in direct-heat drying. Comparing air andsteam at constant velocity, air yields roughly a 15 percent
advantage. At constant mass flow, steam yields about a 15 per-cent advantage. But problems arose in designing superheatedsteam drying equipment: The dryer’s external surface must beminimized and thoroughly insulated, and a means must befound to remove the final product without causing steam con-densation on the dried particles. Interest in superheated steamdrying waned because the benefits didn’t seem to justify equip-ment development. However, because of the high cost of en-e rgy in many countr ies and the increasingly strictenvironmental standards, employing high-humidity gas fordrying by re-circulating the warm, humidified exit gas hasbeen widely adopted for new installations. This method recov-ers heat and reduces stack emissions, and much has beenlearned about equipment design.
Carried to the limit, high humidity is 100 percent vapor. If aproduct is dried in a superheated steam dryer, the dryer’s stackemissions are reduced to zero because the dryer can totallycondense the evaporation and recover the latent heat. Thedryer further reduces energy consumption because no non-condensable gas flows through the system. Heat lossesthrough the dryer’s surface are minimized because the entiresurface is insulated anyway to prevent internal condensation.(These principles also apply to liquids and vapors other thanw a t e r.) Nonetheless, equipment complexity, product equilib-rium moisture content, and the difficulty of introducing feedand removing product—without leakage—keep superheatedsteam drying still on the fringe of commercial feasibility. Highhumidity drying, sometimes using a recycled inert gas to min-imize oxygen in the system, remains the more practical and,therefore, the preferred choice.
What is the status of pulse-combustion drying, and does ito ffer advantages?
Pulse combustion is produced by intermittent fuel firing at30 to 300 hertz in a chamber shaped like a Helmholtz res-o n a t o r. Pulse combustion’s high-frequency pressurepulses and gas flow reversals can drive a missile or—it is
reported—enhance heat and mass transfer to surfaces contact-ing the gas stream. Droplet breakup and particle dispersion inpulse combustion are claimed to be superior to a conventionalspray dryer’s atomization. Pulse combustion reduces the out-put of NOx, a pollutant. Evidence regarding the method’s heattransfer capability is compelling, and pulse combustion boil-ers (such as for plant heating) are marketed. The argument forusing pulse combustion for drying is that enhanced heat andmass transfer permit using higher gas temperatures than in or-dinary direct-heat dryers without causing thermal damage to
heat-sensitive materials. This reduces fuel consumption andreduces equipment size.
Using careful construction techniques, sound levels in pulsecombustion dryer burners can be reduced to less than 100decibels, although sound levels up to 200 decibels are not un-common. High-frequency pulses due to gas flow reversals inthe burner chamber, plus high gas velocity entering the dryingzone, are the energy sources for material dispersion. The samegas also must supply heat for evaporation—dual roles thatmay not be always compatible. Several commercial pulsecombustion spray dryers, mostly for waste products, are in op-eration, but this combustion technique for spray drying is stillin the developmental stage. A number of operating issues,such as gas and product temperature control, particle size dis-tribution, product density control, and turndown capability,are still not resolved in a general way. The prudent coursen o w, assuming one has a pumpable feed material, is to visit av e n d o r’s lab and try it.
Are dielectric (radio-frequency) and microwave dryers at-tractive in terms of conserving energy and protecting thee n v i r o n m e n t ?
They are. A dielectric dryer operates at 1 to 100 mega-hertz. A microwave dryer operates at 915 or 2,450 mega-hertz. In investment, a microwave dryer is about twice asexpensive as a dielectric dryer. Energy use is about 1.3
kilowatt-hours per kilogram of water evaporated. Dielectricand microwave drying are more costly than conventional dry-ing methods. Many applications for both dryers involve pre-heating wet material and second-stage (falling rate) drying,where energy use is low and drying cycles are significantly re-duced. Examples are final drying and moisture leveling onpaper and board machines using stray-field and staggered-rod-type dielectric electrodes. Dielectric dryers are used fordrying dyes, pigments, sand for foundry molds, and large ob-jects containing substantial internal moisture. Microwave en-e rgy often is used alternately with convection heat and is ane n e rgy source for vacuum and freeze dryers and atmosphericfood dryers.
Dielectric and microwave drying are employed when othermethods won’t work or are impractical. Material behavior inelectromagnetic fields is frequency-dependent and varieswith moisture content, salt concentration, and other factors.Also, it is impossible to evaporate liquid internally withoutheating the surrounding solid. Thus, commercial dielectricand microwave drying isn’t as simple as cooking food in a mi-crowave oven, and careful laboratory testing is necessary.
W h a t ’s the current status of freeze drying?
Product quality is the only attraction of freeze drying.With pharmaceutical and biological businesses booming,freeze drying is receiving attention. The problem, again,
Q
Q
Q
Q
A
A
A
A

Copyright, C
SC
Publishing, P
owder and B
ulk Engineering International
is cost. Energy use is about 4.4 kilowatt-hours per kilogram ofwater sublimed and desorbed. A biological freeze dryer coststwice as much because it requires fabrication of a stainlesssteel chamber and has substantially lower operating pressures.Mercury column operating pressures for various freeze dryersare 33 pascals to 100 pascals for foods, 13 pascals to 27 pas-cals for coffee and orange juice, and 0.13 pascal to 13 pascalsfor pharmaceuticals and biological materials. Shelf, pan, anddouble-cone dryers are employed.
Vacuum isn’t essential for freeze drying. Ice sublimes at a613-pascal pressure at 0°C. To initiate sublimation, it is nec-essary only to reduce the water vapor partial pressure in the at-mosphere above the ice to less than the sublimation pressure.In atmospheric freeze dryers, refrigerated gas, which has avapor partial pressure less than the ice vapor pressure at thedrying temperature, is circulated through the dryer. Althoughshelf-type vacuum dryers still predominate, fluid beds andother atmospheric dryers increasingly are used.
What are the disadvantages and advantages of fluid-bedd r y e r s ?
Fluid-bed dryers are derived from fluidized catalyst reac-tors. The difference between the two is that in the reactors,catalyst particles are formed specifically for fluidizationand are removed when they decrepitate (break up) and are
no longer optimally fluidizable. This isn’t acceptable in dry-ing, because product is thrown away. Wet dryer feed must befluidizable 100 percent of the time. This is why fluid-bed dry-ers are popular for drying sand, coal, polymer pellets, and sim-ilarly sized materials. Fluid-bed dryers also employ dryproduct recycle-mixing of centrifuge and filter cakes to makethem fluidizable. Batch fluid-bed dryers are more material-tolerant because many are bouncers rather than fluidizers; thisis also true, to a lesser extent, of batch granulators.
In all fluid-bed dryers, pressure drop through the bed platemust be enough to ensure uniform gas distribution regardlessof bouncing non-uniformities in bed depth. Destructive vibra-tion can occur in a large dryer, in a dryer with a deep (greaterthan 1 meter) bed, or when handling a material with a highspecific gravity, such as sand. These factors must be consid-ered when designing a fluid-bed dryer. Caveats aside, a fluid-bed dryer’s particle dispersion and surface exposure areoptimum for direct-heat drying. When equipped with internalheating panels, the dryer’s particle contacting and mixing areoptimum for indirect-heat drying. The dryer’s stationary ves-sel eliminates rotary connections and can easily be adapted toinert gas and recycled-gas systems. Spray drying combinedwith second-stage fluid-bed drying in one vessel is a recentevolution. Fluid-bed dryers will gradually displace rotary dry-ers as material handling skills improve. However, for high-temperature, countercurrent operations, rotary dryers arepreferred. Fluid-bed dryers haven’t replaced rotary kilns. Forevaporating large quantities of surface moisture, pneumaticconveyor dryers are better.
QA
What, then, are the advantages of rotary dryers?
Most materials—liquid, solid, or in between—can beprocessed in some manner in rotary dryers. In operationswith upstream filters, centrifuges, reactors, and crystalliz-ers, rotary dryers are more tolerant of process upsets and
recover more easily than fluid-bed dryers. In situations ofdoubt regarding the feed material’s handling consistency, a ro-tary dryer is the better choice.
On the other hand, compared with fluid-bed dryers, the show-ering action in a direct-heat rotary dryer is less effective forsolids-gas contacting and mixing. Indirect-heat steam tube ro-tary dryers (Figure 2) are less efficient because only 30 per-cent of the tube surface contacts the material at any instant.L a rge-diameter rotary seals needed at each stationary hoodare disadvantageous for inert gas circulation and solventvapor operations; they’re expensive.
What are the advantages and disadvantages of filter- d r y-ers and other dual-purpose dryers?
Agitated Nutsche filters, for batch drying, and rotary drumf i l t e r-dryers, for continuous drying, have been used for along time. The evaporation-condensation mechanism ise fficiently employed in these operations: If the cake is
thick enough, the gas that is drawn through cools adiabaticallyto saturation before it fully penetrates the cake. The gas thensubcools by material contact, vapor condenses inside the
Figure 2
Cross sec tion of indirec t - heat steam tube rot ary dryer( with two rows of tubes )
M a t e r i a l
Diection of dryer ro t a t i o n
S t e a mt u b e
Q
Q
A
A

Copyright, C
SC
Publishing, P
owder and B
ulk Engineering International
cake, and liquid fills the flow passages and is forced throughthe cake by the pressure of the blocked gas stream. Condens-ing vapor heats the interior of the cake and double-effect dry-ing, so to speak, is realized. The practical material handlingadvantage of filter-dryers is that filter cakes are difficult toconvey to continuous dryers or store ahead of batch dryers.Material losses, contamination, personnel exposure, and costsare reduced.
F i l t e r-dryers and other dual-purpose dryers are sensitive toquality variables such as particle size variations that aff e c tp o r o s i t y, filtration, washing, or drying character. Like fluid-bed dryers, the dryers don’t easily accommodate process up-sets. That is the disadvantage.
Defining “computer- friendly”In what sense is drying not “computer- f r i e n d l y ” ?
Modeling drying processes started 70 years ago with theconcepts of constant-rate and falling-rate drying, liquid-d i ffusional and capillary flow, vapor diffusion and criticalmoisture content. These mechanisms are real—the physi-
cal laws that govern them are known and, in the abstract, themechanisms can be described mathematically. However,m a c r o s c o p i c a l l y, surface and internal profiles and dimensionsof real particles cannot be described this way. Particle-liquidmixtures don’t have uniform, consistent, or predictable prop-erties, as do continuous liquids and solids. To d a y, pilot plant
QA
demonstrations are always needed to design a dryer for a newmaterial or a new dryer for a known material. Of course, heatand mass balances, equipment sizing from pilot plant data,mechanical design, or any function possible on a slide rulecan be computerized.
Yet never say never: Computer modeling of drying is a chal-lenging intellectual exercise and, someday, computer model-ing for commercial dryer design may be practical. The journalD rying Te c h n o l o g y (Marcel Dekker, Inc.) is a current sourcefor modeling studies. Currently, however, for the dryer de-signer: better an empiricist than a failure.
PBE International
Editor’s noteThe opinions expressed are the author’s and do not necessar-ily represent those of Powder and Bulk Engineering Interna -t i o n a l, nor does PBE International endorse the publicationsor products mentioned.
Paul Y. McCormick was principal engineer of DRY I N GUnincorporated, 215 Hullihen Drive, Newark, DE 19711USA. Tel. +1 302 731 4736. He holds a Bachelor of Sci -ence in chemical engineering from Syracuse University inSyracuse, NY USA. His company provided consulting ser -vices concerning dryers in chemical and pharmaceuticalp rocessing, as well as ovens, kilns, and related high-tem -p e r a t u re processing equipment.