
Bulletin of the JSME 機学文 - J-STAGE
13
Bulletin of the JSME Transactions of the JSME (in Japanese) 日本機械学会論文集 [DOI: 10.1299/transjsme.19-00222] © 2019 The Japan Society of Mechanical Engineers Vol.85, No.880, 2019 マシニングセンタにおける直進軸運動誤差に基づく空間精度の推定 齋藤 明徳 *1 ,赤池 勇人 *2 Estimation of volumetric accuracy based on linear error motion in machining centers Akinori SAITO *1 and Hayato AKAIKE *2 *1 College of Engineering, Nihon University 1 Nakagawara, Tokusada, Tamura-machi, Koriyama-shi, Fukushima 963-8642, Japan *2 Graduate School of Engineering, Nihon University 1 Nakagawara, Tokusada, Tamura-machi, Koriyama-shi, Fukushima 963-8642, Japan Abstract ISO230-1, an international standard of test code for machine tools, has been revised for the first time in 16 years. A volumetric accuracy for three linear axes was defined as a term of multi-axes motion in the revision of ISO 230-1. As a matter of course, the volumetric accuracy is closely connected with the linear axis error motions in three axis machining centers. The error motions of linear axes have been checked in compliance with ISO 10791-1 and -4 for a long time. However, the relationship between the measured error motions of linear axis and volumetric accuracy has not become clear. In this paper, the positional deviations of lattice points within the entire working volume of machining centers were measured via laser interferometer. Positional deviations were estimated by using a mathematical model in consideration of measurement coordinate systems and the tested linear error motions. As the results, the estimated positional deviations of the volumetric accuracy corresponded reasonably well with the measured deviations in a small machining center. Keywords : Volumetric accuracy, Positioning deviation, Angulaer deviation, Linear axis, Error motion, Machining center, Laser interferometer 1. 緒 言 工作機械試験方法通則(ISO, 2012)が, 16 年ぶりに改定され, 3 直進軸の空間精度が用語として定義された. その背景として,レーザトラッカ(Takatsuji et al., 1994)を用いた 3 次元座標の測定方法が提案され(矢野他, 2006),空間精度の測定システムが市販されたことが挙げられる. 3 直進軸の空間精度は,工作物に対する工具の X, Y, Z 軸方向の位置偏差と A, B, C 軸方向の角度偏差で表され る.この中で,一般の 3 軸マシニングセンタ(以下, MC)において補正できるのは位置偏差である.位置偏差が 補正できれば,加工空間全体を使って,均一に加工することが可能となる.位置偏差を補正する方法には,空間 の誤差マップ(茨木,2017)を作成して,マップ上の点をそれぞれ補正する方法と,直進 3 軸の運動誤差に基づ いて,空間上の誤差を算出して補正する方法とがある.MC の試験規格(ISO,2015)では,軸ごとに代表する測 定線に対して直進軸の運動誤差の試験が行われるが,後者の方法であれば,試験結果を用いて空間の誤差を補正 することができる. これまで直進軸の運動誤差が加工空間に及ぼす影響については,空間内の垂直な一断面において, Bryan (Bryan, 1979)が直進軸の角度偏差が直進軸の真直度に及ぼす影響について報告している.また,加工空間の対角線に沿 った位置決め精度を測定することによって,空間精度を同定する方法が提案されている(Wang,2000).この方 法では,レーザ干渉計の位置を,直進軸を 1 軸ずつ使い,階段を登るように変えるため,直進軸の角度偏差の影 響が測定される.測定装置の設置に実用上の難があるものの,適用例(Bui et al., 2012)も報告されている.また, *1 正員,日本大学工学部(〒963-8642 福島県郡山市田村町徳定字中河原 1) *2 日本大学 工学研究科 E-mail of corresponding author: [email protected] 1 Received: 30 May 2019; Revised: 25 July 2019; Accepted: 6 August 2019 No.19-00222 [DOI:10.1299/transjsme.19-00222], J-STAGE Advance Publication date : 22 August, 2019
Transcript of Bulletin of the JSME 機学文 - J-STAGE

Bulletin of the JSME
Transactions of the JSME (in Japanese)日本機械学会論文集
[DOI: 10.1299/transjsme.19-00222] © 2019 The Japan Society of Mechanical Engineers
Vol.85, No.880, 2019
マシニングセンタにおける直進軸運動誤差に基づく空間精度の推定
齋藤 明徳*1,赤池 勇人*2
Estimation of volumetric accuracy based on linear error motion in machining centers
Akinori SAITO*1 and Hayato AKAIKE*2 *1 College of Engineering, Nihon University
1 Nakagawara, Tokusada, Tamura-machi, Koriyama-shi, Fukushima 963-8642, Japan *2 Graduate School of Engineering, Nihon University
1 Nakagawara, Tokusada, Tamura-machi, Koriyama-shi, Fukushima 963-8642, Japan
Abstract
ISO230-1, an international standard of test code for machine tools, has been revised for the first time in 16 years. A volumetric
accuracy for three linear axes was defined as a term of multi-axes motion in the revision of ISO 230-1. As a matter of course,
the volumetric accuracy is closely connected with the linear axis error motions in three axis machining centers. The error
motions of linear axes have been checked in compliance with ISO 10791-1 and -4 for a long time. However, the relationship
between the measured error motions of linear axis and volumetric accuracy has not become clear. In this paper, the positional
deviations of lattice points within the entire working volume of machining centers were measured via laser interferometer.
Positional deviations were estimated by using a mathematical model in consideration of measurement coordinate systems and
the tested linear error motions. As the results, the estimated positional deviations of the volumetric accuracy corresponded
reasonably well with the measured deviations in a small machining center.
Keywords : Volumetric accuracy, Positioning deviation, Angulaer deviation, Linear axis, Error motion, Machining
center, Laser interferometer
1. 緒 言
工作機械試験方法通則(ISO,2012)が,16 年ぶりに改定され,3 直進軸の空間精度が用語として定義された.
その背景として,レーザトラッカ(Takatsuji et al., 1994)を用いた 3 次元座標の測定方法が提案され(矢野他,
2006),空間精度の測定システムが市販されたことが挙げられる.
3 直進軸の空間精度は,工作物に対する工具の X, Y, Z 軸方向の位置偏差と A, B, C 軸方向の角度偏差で表され
る.この中で,一般の 3 軸マシニングセンタ(以下,MC)において補正できるのは位置偏差である.位置偏差が
補正できれば,加工空間全体を使って,均一に加工することが可能となる.位置偏差を補正する方法には,空間
の誤差マップ(茨木,2017)を作成して,マップ上の点をそれぞれ補正する方法と,直進 3 軸の運動誤差に基づ
いて,空間上の誤差を算出して補正する方法とがある.MC の試験規格(ISO,2015)では,軸ごとに代表する測
定線に対して直進軸の運動誤差の試験が行われるが,後者の方法であれば,試験結果を用いて空間の誤差を補正
することができる.
これまで直進軸の運動誤差が加工空間に及ぼす影響については,空間内の垂直な一断面において,Bryan(Bryan,
1979)が直進軸の角度偏差が直進軸の真直度に及ぼす影響について報告している.また,加工空間の対角線に沿
った位置決め精度を測定することによって,空間精度を同定する方法が提案されている(Wang,2000).この方
法では,レーザ干渉計の位置を,直進軸を 1 軸ずつ使い,階段を登るように変えるため,直進軸の角度偏差の影
響が測定される.測定装置の設置に実用上の難があるものの,適用例(Bui et al.,2012)も報告されている.また,
*1 正員,日本大学工学部(〒963-8642 福島県郡山市田村町徳定字中河原 1) *2 日本大学 工学研究科
E-mail of corresponding author: [email protected]
1
Received: 30 May 2019; Revised: 25 July 2019; Accepted: 6 August 2019
No.19-00222 [DOI:10.1299/transjsme.19-00222], J-STAGE Advance Publication date : 22 August, 2019

Saito and Akaike, Transactions of the JSME (in Japanese), Vol.85, No.880 (2019)
[DOI: 10.1299/transjsme.19-00222] © 2019 The Japan Society of Mechanical Engineers 2
Peng ら(Peng et al.,2018)は,直進 1 軸について,テーブル上の 4 箇所の測定線でレーザ干渉計を用いて位置決
め精度と真直度を測定し,その違いから直進軸の運動誤差を同定している.しかし,具体的な直進 3 軸の運動誤
差の測定方法及び実際に得られた測定データと空間精度とに,どのような関係があるかは明らかにされていない.
そこで,本研究では,小型の 3 軸 MC において,MC の試験規格に準じて直進 3 軸の運動誤差を測定し,その
測定データと MC の数学モデルを用いて,空間精度の位置偏差を推定することで,直進 3 軸の運動誤差と空間精
度との関係を明らかにする.さらに,この推定方法の有効性を実験によって確認する.
2. 実験条件および方法
2・1 直進軸運動誤差の測定方法
図 1 に示すように,工作機械試験方法通則の幾何精度試験(ISO, 2012)では,1 つの直進軸について位置偏差
3 つと角度偏差 3 つの合計 6 つが定義されている.例えば,図 1(a)の X 軸では,この 6 つの直進軸の運動誤差の
中で,測定の不確かさを考慮して 1 台のレーザ干渉計を用いて測定可能な X 軸方向(運動方向)の位置偏差,Y
軸と Z 軸回りの角度偏差ピッチとヨーを測定する.
測定には,表 1 に示す一般的なレーザ干渉計を用いた.実験対象の MC の仕様と測定条件を表 2 に示す.実験
対象は小型の直進 3 軸の立て形 MC とした.各軸にリニアスケールは取り付けられていない.測定は,恒温室で
はないものの,測定の前日からエアコンを用いて一定の室温に設定した実験室で行った.また,レーザ干渉計の
測定値は,付属の環境補正ユニットによって温度補正した.
加工空間において位置偏差を測定する目標位置と試験サイクルを図 2 に示す.位置偏差の測定は,X 軸を例に
挙げると,測定線であるレーザ光軸を Y 軸ストロークの中央にとり,ISO230-2 の数値制御による位置決め精度試
Fig.2 Target positions of positioning.
(a) Target positons of positioning of linear axis (b) Test cycle
Z
Y X
95
P1 (X-axis)
P5(X-axis)
P1 (Z-axis)
P5 (Z-axis)
P1 (Y-axis)
P5(Y-axis)
Working area
40
0
Target position
P1 P2 P3 P4 P5
Num
ber
of
cycl
e
5 4
3 2
1
30 30f = 1000mm/min
Fig.1 Definition of error motions according to ISO230-1.
ECY (yaw)
EAY (pitch)
EBY (roll)
EZYEYY
EXY
X
Y
ZECX (yaw)
EAX (roll)
EBX (pitch)EZXEYX
EXX
X
Y
Z
ECZ (roll)
EAZ (pitch)
EBZ (yaw)EZZ
EYZ
EXZ
X
Y
Z
(a) X-axis (b) Y-axis (c) Z-axis

Saito and Akaike, Transactions of the JSME (in Japanese), Vol.85, No.880 (2019)
[DOI: 10.1299/transjsme.19-00222] © 2019 The Japan Society of Mechanical Engineers
験(ISO, 2014)に準じて,図 2(b)に示すように目標位置までの 5 点,5 サイクルとして運転し行った.ISO230-2
によると目標位置は乱数を用いて不等間隔に設定することになっているが,本研究では,マシニングセンタの空
間を偏りなく評価するために,表 3 に示すように均等な間隔に目標位置を定めた.同様に,Y 軸についても測定
を行った.Z 軸については,X 軸,Y 軸のストロークの中央で測定を行った.また,オーバーランは 30mm とし,
送り速度は f=1000mm/min とした.なお,位置決め精度試験には多くの評価項目があるが,その中で測定の不確
かさの影響を少なくするため,平均両方向位置決め偏差を位置偏差として用いる.このようにして,X, Y, Z 軸の
各目標位置(P1~P5)における EXX
, EYY
, EZZを測定した.
一方,角度偏差の測定は,位置決め精度試験と同じ目標位置と送り速度において,X 軸では,Y 軸回りの角度
偏差のピッチ EBX
と Z 軸回りのヨーECXを測定した.Y 軸では,X 軸回りの角度偏差のピッチ E
AYと Z 軸回りの
ヨーECYを,Z 軸では,X 軸回りの角度偏差のピッチ E
AZと Y 軸回りのヨーE
BZを測定した.これらの角度偏差の
測定は,位置偏差の測定とは,ミラー類の設置がピッチとヨーとでも異なるため,それぞれ別々に行った.ここ
で,角度偏差は,平均両方向位置決め偏差のような両方向を平均する評価項目が規定されていない.予備実験に
おいて,同じ目標位置であれば,正の向きと負の向きで測定値はほぼ変わらなかったため,正の向きの位置決め
において角度偏差を測定した.また,位置偏差及び角度偏差のどちらの測定も,軸端まで直進軸を移動させ,そ
の位置でレーザ干渉計の読みを 0 にしてから行った.
さらに直進軸の運動誤差と空間精度との関係を調べるにあたっては,空間精度に用いる直進軸運動誤差の測定
結果の再現性が重要となる.そこで,最初に直進軸の運動誤差に直接影響を及ぼす試験前の運転時間,すなわち
暖機運転時間と測定結果との関係を調べた.実験は,MC を起動し,レーザ干渉計とミラー類のアライメントを
行ってすぐに測定サイクルを開始し,120min 連続して両端の目標位置の 1 と 5 において,位置偏差は平均両方向
位置決め偏差の算出に用いる位置決め偏差を,角度偏差はピッチとヨーを測定した.
Table 1 Specifications of laser interferometer.
Model Renshaw XL-80
Measurement Linear Angular
Measurement range 0~80m ±175mm/m
Measurement accuracy ±0.5m /m ±0.002A ±0.5 ±0.1M µ rad
A: displayed angular reading
M: measurement distance (m)
Resolution 0.001m 0.1m/m
Table 2 Specifications of MC.
Model Makino seiki MSA30
Configuration code ISO10791-1 V [ wX’Y’bZ(c)t ]
Travel si
where i is axis
X-axis Y-axis Z-axis
600mm 300mm 400mm
Table 3 Measurement condition of laser interferometer.
Measurement axis X Y Z
Distance between
target positions 135mm 60mm 80mm
Over run 30mm
Feed speed f 1000mm/min
Dual 5 s
2・2 空間精度の測定方法
空間精度の位置偏差と角度偏差を測定するには,レーザトラッカが必要であるが,研究機関,そして工作機械
メーカを含めても,所有している所はわずかしかない.そこで,図 3 に示した 5×5×5=125 の全ての目標位置に
3

Saito and Akaike, Transactions of the JSME (in Japanese), Vol.85, No.880 (2019)
[DOI: 10.1299/transjsme.19-00222] © 2019 The Japan Society of Mechanical Engineers
おいて,レーザ干渉計によって,各軸別々に X,Y,Z 軸の平均両方向位置決め偏差を測定した値を,空間精度の
X,Y,Z 軸方向の位置偏差x, y, zと定義し,空間精度の測定データとした.
加工空間の X 軸の位置偏差の測定方法を図 4(a)に示す.図では 2 個だが,3 個までの 1 辺 100mm の一般構造用
角形鋼管をテーブル上にボルトで固定することで,目標位置に反射鏡を設置する.この例では,反射鏡をY=180mm,
Z=335mm の位置に設置している.それに合わせてレーザヘッドを設置して位置決め精度試験を行い,5 点の目標
位置で位置偏差を測定した.これを ZX 平面内の Z は 80mm,X は 135mm 間隔の格子点の 25 の設置条件の全て
で行い,125 の全ての目標位置における位置偏差xを得た.Y 軸も同様に位置偏差yを測定した.一方,Z 軸につ
いては,図 4(b)のように設置した反射鏡を,テーブル上の位置を変更しながら測定を行い,位置偏差z を測定し
た.送り速度などの測定条件は,直進軸運動誤差の測定と同じとした.このようにして,空間精度の位置偏差x,
y, zを得た.
レーザ干渉計での測定では,各軸の軸端でレーザ干渉計の読みを 0 にしている.そこで,測定結果は,測定線
の端が図 3 に示した直交した 3 平面上にあるものとして,加工空間内の目標位置ごとに,図 3 の四角の枠内に示
したように,X,Y,Z 軸の位置偏差それぞれに表示倍率 k をかけて,3 次元で表示した.
2・3 数学モデルによる空間精度の推定
工作機械の形状創成理論(稲崎他,1997)に基づいて,実験対象とした MC の数学モデルを作成する.数学モ
デルでは,機械構造を考えて,主軸から Z 軸,Y 軸,X 軸,そしてテーブルの座標系を定義する.テーブルに対
して,主軸がどのように運動するかは,直進軸の運動の基準となる座標系の原点 OX,OY,OZをどこにとるかに
よって変わってくる.
直進軸の運動誤差について,垣野ら(垣野他,1989)は,ボールバーを用いて直進軸運動誤差の角度誤差の原
因を診断するため,角度誤差の回転中心を案内面上にとって解析と実験を行っている.そこで,本研究において
Fig.4 Setup of laser interferometer.
Mirror
Interferometer Laser head
Angular tube
Spindle head
Table
(a) Setup in X-axis measurement (b) Setup in Z-axis measurement
Z
YX
InterferometerMirror
To spindle head
Table
Fig.3 Measurement points of positional deviation. The number of measurement points total 125
points. The measurement results are displayed by k times in three-dimensional.
320
80
95
Z
Y X
zxkxxkyxk
Data presentation
Target
position
Measured data
4

Saito and Akaike, Transactions of the JSME (in Japanese), Vol.85, No.880 (2019)
[DOI: 10.1299/transjsme.19-00222] © 2019 The Japan Society of Mechanical Engineers
も座標系原点 OX,OY,OZをそれぞれ案内面上に設定する.この原点を基準に主軸座標系 OS-XSYSZS,Z 軸座標系
OZ-XZYZZZ,Y 軸座標系 OY-XYYYZY,X 軸座標系 OX-XXYXZX,テーブル座標系 OT-XTYTZTを図 5 のように定義す
る.また,これら座標系間の距離を l と添え字を用いて表す.図 5 では,X 軸と Y 軸は移動範囲の中央に位置し
ており,主軸が z だけ Z 軸方向に移動した状態を表している.座標系間の距離を表 4 に示す.
ここで,テーブル座標系における工具先端の目標位置を式(1)のように表す.一方,主軸座標系上の工具先端の
位置は Z 軸座標系上へ,工具の先端の基準点と主軸座標系原点との Z 軸方向の距離 lks,Y 軸方向の距離 lsz と,
式(2)に示した Z軸の直進運動を表す同時座標変換行列Az及び式(3)で表す Ezの Z軸運動の誤差行列を考慮して変
換する.次に,Z 軸座標系上から Y 軸座標系上へ,Z 軸座標系原点と Y 軸座標系原点との Z 方向の距離 lyz,Y 方
向の距離 lzy と,式(4)の Y 軸の直進運動の同時座標変換行列 Ay 及び式(5)の誤差行列 Ey を考慮して変換する.さ
らに,Y 軸座標系上から X 軸座標系上へ,Y 軸座標系原点と X 軸座標系原点との Z 方向の距離 lxyと,式(6)の X
軸の直進運動の同時座標変換行列 Ax及び式(7)の誤差行列 Exを考慮して変換する.最後に X 軸座標系上からテー
ブル座標系上へ,X 軸座標系原点とテーブル座標系原点との距離 ltxを考慮して,変換すると,テーブル座標系に
おける工具先端の位置は,式(8)で表すことができる.
Table 4 Distance between origins of coordinate system.
lks 161.5mm
ltx 90.0mm
lxy 186.0mm
lyz 432.5mm
lsz, lzy 360.0mm
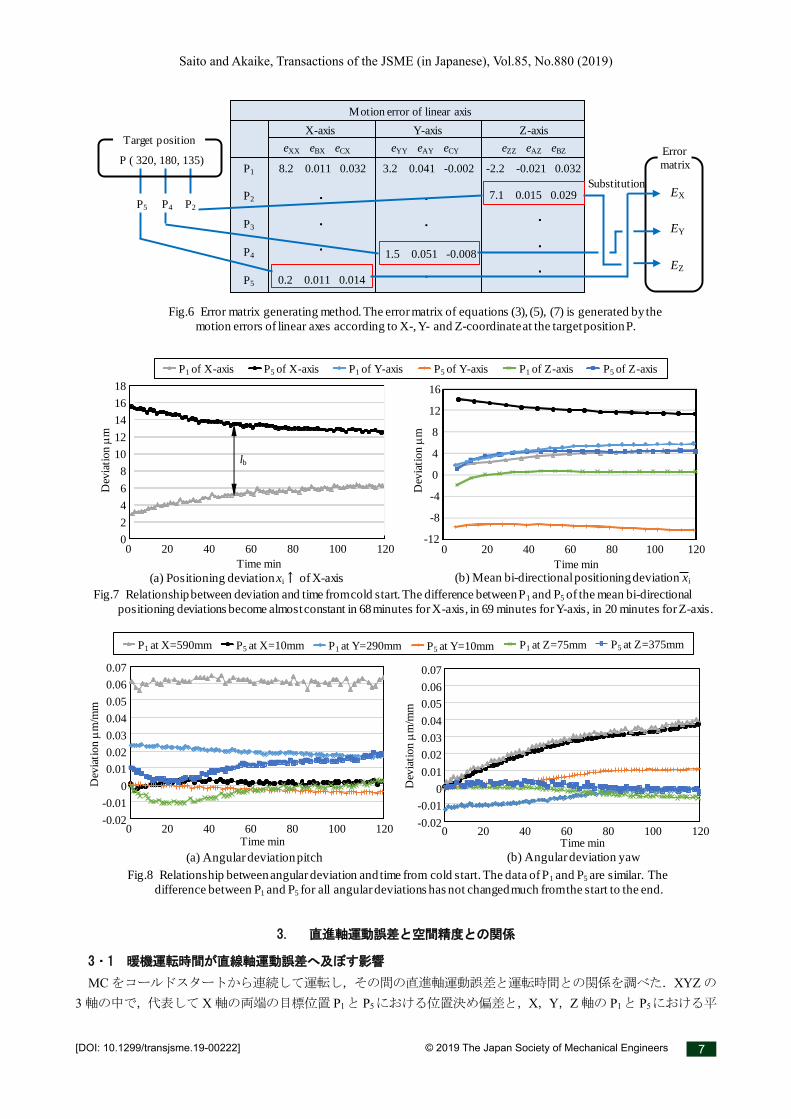
したがって,加工空間内の位置 P(x, y, z)における空間精度の位置偏差 Veは,式(9)によって求められる.測定
データと比較するため,この位置 P は,図 3 の格子点と同じ位置とする.位置偏差 Veを求める際の誤差行列の作
成方法を図 6 に示す.例えば位置 P(320, 180, 135)についての式(3)(5)(7)の誤差行列は,X 軸であれば,直進軸
運動誤差として位置 x=320mm で測定したピッチ eBXの 0.011m/mm,ヨーeCXの 0.014m/mm と X 軸方向の位置
誤差 eXXの 0.2m を代入する.その他のロールの eAX,Y 軸方向と Z 軸方向の位置誤差の eXY,eXZは,測定して
いないので 0 としている.同様に,Y 軸,Z 軸の誤差行列も,eBY, eXY, eZY, eCZ, eXZ, eYZは 0 として,位置 y=180mm,
Fig.5 Coordinate systems of mathematical model based on MC configuration. The origins of
X-axis, Y-axis and Z-axis coordinate system are defined on each slide surface.
ZY
OS
OX
OZOT
OY
ZX YX
ZTYT
Slide surface of Y-axis
YS
ZS
ZZYZ
lsz
zl ks
l txl x
y
l yz
lzy
Slide surface of Z-axis
Slide surface of X-axis
Base
Spindle head
Table
Reference point of tool
Z
Y
YY
OX-XXYXZX: X-axis
OY-XYYYZY: Y-axis
OZ-XZYZZZ: Z-axis
OS-XSYSZS: Spindle
OT-XTYTZT: Table
5

Saito and Akaike, Transactions of the JSME (in Japanese), Vol.85, No.880 (2019)
[DOI: 10.1299/transjsme.19-00222] © 2019 The Japan Society of Mechanical Engineers
z=135mm に合わせて,直進軸運動誤差を代入する.ここではピッチ,ヨーを行列の要素として表すため,小文字
で表記している.また,角度偏差の単位は,マシニングセンタの試験条件 ISO10791-1(ISO,2015)に従って長
さの比としてm/mm で表し,行列には rad に変換して代入する.このように位置 P に応じて誤差行列は,図 2(a)
に示した目標位置で測定した直進軸運動誤差の組み合わせで構成する.
(1)
(2)
(3)
(4)
(5)
(6)
(7)
(8)
Ve=rt - rpt (9)
ここで,X 軸では直進軸運動誤差の真直度に相当する Y 軸と Z 軸方向の位置偏差が存在すると,Y 軸と Z 軸全
体は,それぞれの偏差量だけ移動することになる.Y 軸,Z 軸についても同様である.数学モデルでは,これら
の位置偏差を 0 としているため,各軸の軸端は必ず図 3 に示した平面上に位置することになる.また,これらの
3 平面は,数学モデルでは直進軸間の直角度を考慮していないため直交する.一方,2・2 で述べたように,空間
精度の測定データも測定線の端が直交した 3 平面上にあるものと仮定しているため,数学モデルによる空間精度
の推定結果は,測定データと,実際に各軸の角度偏差のロールと真直度が非常に小さく,機械剛性が十分に高け
れば,ほぼ一致すると考えられる.
rt= Ax+AxEx
Ay+AyEy
Az+AzEz
0
-lsz
00
+
0
0
-lks
1
+
0
lzy
lyz
0
+
0
0-lxy
0
+
0
0-ltx0
𝑟tp=
x
yz
1
Ez=
0 eZZ −eBZ eXZ
−eZZ 0 eAZ 𝑒YZ
eBZ
0
−eAZ
0 0 𝑒ZZ
0 0
Ey=
0 eZY −eBY eXY
−eZY 0 eAY 𝑒YY
eBY
0
−eAY
0 0 𝑒ZY
0 0
Ex=
0 eZX −eBX eXX
−eZX 0 eAX 𝑒YX
eBX
0
−eAX
0 0 𝑒ZX
0 0
6
Saito and Akaike, Transactions of the JSME (in Japanese), Vol.85, No.880 (2019)
[DOI: 10.1299/transjsme.19-00222] © 2019 The Japan Society of Mechanical Engineers 7
3. 直進軸運動誤差と空間精度との関係
3・1 暖機運転時間が直線軸運動誤差へ及ぼす影響
MC をコールドスタートから連続して運転し,その間の直進軸運動誤差と運転時間との関係を調べた.XYZ の
3 軸の中で,代表して X 軸の両端の目標位置 P1と P5における位置決め偏差と,X,Y,Z 軸の P1と P5における平
Fig.6 Error matrix generating method. The error matrix of equations (3), (5), (7) is generated by the
motion errors of linear axes according to X-, Y- and Z-coordinate at the target position P.
P1
P2
P3
P4
P5
eXX eBX eCX
P ( 320, 180, 135)
P5 P4 P2
eYY eAY eCY eZZ eAZ eBZ
X-axis Y-axis Z-axis
8.2 0.011 0.032
7.1 0.015 0.029
3.2 0.041 -0.002
1.5 0.051 -0.008
-2.2 -0.021 0.032
0.2 0.011 0.014
・
・
・
・
・
・
・
・
・
Motion error of linear axis
EX
EY
EZ
Target position
Substitution
Error
matrix
0
2
4
6
8
10
12
14
16
18
0 20 40 60 80 100 120
Dev
iati
on
m
Time min
-12
-8
-4
0
4
8
12
16
0 20 40 60 80 100 120
Dev
iati
on
m
Time min
Fig.7 Relationship between deviation and time from cold start. The difference between P1 and P5 of the mean bi-directional
positioning deviations become almost constant in 68 minutes for X-axis, in 69 minutes for Y-axis, in 20 minutes for Z-axis.
(a) Positioning deviation xi↑ of X-axis (b) Mean bi-directional positioning deviation xi
lb
P1 of X-axis P5 of X-axis P1 of Y-axis P5 of Y-axis P5 of Z-axisP1 of Z-axis
Fig.8 Relationship between angular deviation and time from cold start. The data of P1 and P5 are similar. The
difference between P1 and P5 for all angular deviations has not changed much from the start to the end.
(a) Angular deviation pitch
-0.02
-0.01
0
0.01
0.02
0.03
0.04
0.05
0.06
0.07
0 20 40 60 80 100 120
Dev
iati
on
m
/mm
Time min
(b) Angular deviation yaw
Time min
-0.02
-0.01
0
0.01
0.02
0.03
0.04
0.05
0.06
0.07
0 20 40 60 80 100 120
Dev
iati
on
m
/mm
P1 at X=590mm P5 at X=10mm P1 at Y=290mm P5 at Z=375mmP1 at Z=75mmP5 at Y=10mm

Saito and Akaike, Transactions of the JSME (in Japanese), Vol.85, No.880 (2019)
[DOI: 10.1299/transjsme.19-00222] © 2019 The Japan Society of Mechanical Engineers
均両方向位置決め偏差の測定結果を図 7 に示す.図 7(a)の X 軸の正の向きの位置決め偏差は,P1では時間ととも
に増加し,P5では減少している.その変化量は,どちらも 120min で 4m 弱となっているが,実際の直進軸運動
誤差の測定では軸端でレーザ干渉計の読みを,X 軸の場合は 1 回の試験プログラムの約 8min ごとにリセットし
て 0 にするため,1 回の試験プログラムへの影響は 1m 以下となる.一方,問題となるのは,図 7(a)に示した P1
と P5との差 lbであり,MC が定常な状態において位置偏差を測定するためには,lbが一定となる必要があると考
えられる.lbを見ると,60min 以降から変化量は,10min 間で 0.6m 程度にまで減少する.
図 7(b)の位置決め偏差を基に算出する両方向平均位置決め偏差では,X 軸において P1は増加,P5は減少,Y 軸
Fig.10 Positional deviation by mathematical model and measured positional deviation in working volume. The
tendency of working volume deformation can be expressed by mathematical model. The positional
deviation by mathematical model is different from the measured positional deviation at each target positons.
Z
YX
570
415
30
95
270
Z
Y
415
95
30X
Z
(a) View 1
(c) View from X direction(b) View from Y direction
95
415
×3000
Mathematical model
Measurement
Fig.9 Relationship between deviation and position of each axis.
(a) X-axis (b) Y-axis (c) Z-axis
0
2
4
6
8
10
12
14
16
18
20
-0.08
-0.07
-0.06
-0.05
-0.04
-0.03
-0.02
-0.01
0
0.01
0.02
0 100 200 300 400 500 600-16
-14
-12
-10
-8
-6
-4
-2
0
2
4
-0.04
-0.03
-0.02
-0.01
0
0.01
0.02
0.03
0.04
0.05
0.06
0 100 200 300-16
-14
-12
-10
-8
-6
-4
-2
0
2
4
-0.04
-0.03
-0.02
-0.01
0
0.01
0.02
0.03
0.04
0.05
0.06
0 100 200 300 400 500
An
gula
r dev
iati
on
m
/mm
Position mm
eXX eBX eCX eYY eAY eCY eZZ eAZ eBZ
Angu
lar
dev
iati
on
m/m
m
Angu
lar
dev
iati
on
m/m
m
Position mm Position mm
Posi
tionin
g dev
iati
on x
i
m
Po
siti
on
ing
dev
iati
on
xi
m
Po
siti
on
ing
dev
iati
on
xi
m
8

Saito and Akaike, Transactions of the JSME (in Japanese), Vol.85, No.880 (2019)
[DOI: 10.1299/transjsme.19-00222] © 2019 The Japan Society of Mechanical Engineers 9
において P1はゆるやかに増加,P5は増加して減少,Z 軸において P1と P5共に同じように増加と,それぞれ変化
の傾向が異なっている.どの軸も P1 と P5 との差は徐々に一定になるが,一定になるまでの時間は軸ごとに異な
る.10min 間の変化量が 0.5m 以内になることを一定だと仮定すると,Z 軸が最も早く 20min,X 軸は 68min,Y
軸は 69min となった.
直進軸運動誤差の角度偏差のピッチとヨーの測定結果を図 8 に示す.予備実験として,最初に実施したため,
この実験結果だけ,凡例に示すように目標位置が少し異なる.時間と共に最も大きく変化しているのは,X 軸の
ヨーECXで,変化量は 0.037m/mm であった.次いで,Z 軸のピッチ E
AZは,0.018m/mm となり,他の角度偏差
は,120min で 0.01m/mm 程度の変化しかしていない.このように,120min 運転しても,全ての角度偏差は位置
偏差のように一定の値に近づかない.
一方,各軸の P1と P5との差は,運転開始からほとんど変化しない.その変化は X 軸のピッチを除くと,120min
で 0.005m/mm 以内である.この値は 100mm に対して 0.5m の位置の変化に換算できる.それに対して,X 軸
の P5のピッチは,0.06m/mm を平均値として,±0.004m/mm 程度の変動を繰り返しているが,実験対象とした
MC は,比較的安定した環境におかれていること,小型であることを考えると,これ以上連続して運転しても定
常にならないと予想される.
このように軸の両端の目標位置における測定値の差に注目すると,単位の違いから直接比較できないが,角度
偏差は運転時間の影響をさほど受けずに,ほぼ一定の値をとる.一方,位置偏差は運転時間の影響を受け,一定
になるまで,最も長い Y 軸で 69min を要する.これらの結果から,Y 軸が一定になるまでの時間に十分に余裕を
取り,どの軸についても一律に表 3 の測定条件と同じ条件で 120min の暖機運転を行った後に,これ以降の直進
軸運動誤差及び空間精度の測定を行う.
3・2 直進軸運動誤差の測定位置と空間精度との関係
図 2(a)に示した目標位置で測定した直進軸運動誤差を図 9 に示す.軸が正方向に移動するのにしたがって,Z
軸の位置偏差を除けば,偏差は増加もしくは減少する.Z 軸の位置偏差だけは,Z=255mm 以上で,ほぼ同じ位置
偏差になっている.角度偏差は,どの軸でもヨーに比べてピッチの方が変化量は大きい.
この直進軸運動誤差を数学モデルに代入して算出した空間精度と測定データを図 10 に示す.図 3 に示した各
目標位置について,図中の赤線は,数学モデルで算出した空間精度の位置偏差に表示倍率を乗じて求めた点を直
線で結び,青線は測定データに表示倍率を乗じて求めた点を直線で結んで示したものである.測定データを見る
と,図 3 に示した軸端の平面近くでは,位置偏差が小さくなっている.また,理想的な空間より,Z 座標が大き
いほど X 軸方向に小さく,Z 座標が小さいほど Y 軸方向に大きくなっている.これらの傾向は,数学モデルによ
Fig.12 Relative position of measurement line and
slide surface of Y-axis in YZ plane.
Mirror
Slide surface
of Y-axis
Interferometer
eAY(pitch)
Measurement line
Z
Y
l my
Fig.11 Comparison between measurement and
mathematical model in YZ projection plane of X=300mm.
0
50
100
150
200
250
300
350
400
450
Y mm
Zm
m
Mathematical model Measurement Ideal
10m
-50 0 50 100 150 200 250 300

Saito and Akaike, Transactions of the JSME (in Japanese), Vol.85, No.880 (2019)
[DOI: 10.1299/transjsme.19-00222] © 2019 The Japan Society of Mechanical Engineers
る推定結果も同じである.一方で,測定データよりも推定結果において位置偏差が大きく現れている.各目標位
置との偏差の大きさは,どちらも X=30mm, Y=30mm, Z=415mm の位置で最大となり,測定データでは 27.9m,
数学モデルによる推定結果では 38.7m であった.このように各目標位置での偏差の大きさは異なるものの,空
間の変形の特徴は数学モデルによって概ね表現できている.
図 10 のように,空間精度を 3 次元で表示すると,数学モデルによる推定結果と測定データとの違いを把握し
にくい.そこで,加工空間を切断し,その断面における位置偏差を調べた.目標位置 X=300mm の位置偏差を YZ
平面に投影した結果を図 11 に示す.どちらも主に Y 軸のピッチ eAY の影響によってグラフの縦の線が傾いてい
る.しかし,数学モデルと測定した空間精度とでは,傾きの中心であるピボット点の位置が異なっているように
見える.数学モデルでは,直進軸の案内面を基準にして直進軸運動誤差を式(1)に反映させているが,直進軸運動
誤差は測定線であるレーザ光軸を基準に測定が行われる.Y 軸を例にすると,図 12 に示すように,Y 軸のピッチ
eAYが存在した場合,測定線では位置誤差が約 lmy・eAY増加することになる.そうなれば Abbe の原理に従わない
ため,測定線上と案内面上とで直進軸運動誤差の位置偏差は一致しない.このように,工作機械の機械構造を考
慮した数学モデルに,測定線を基準として測定した直進軸運動誤差の位置偏差をそのまま代入したことが,両者
が一致しない主な原因だと考えられる.
4. 測定系に基づく数学モデルを用いた空間精度の推定
4・1 測定系に基づく数学モデル
数学モデルによる空間精度の推定結果を修正するためには,二つの方法が考えられる.一つは数学モデルを修
正せずに,角度偏差を考慮して測定線における位置偏差を案内面における位置偏差へ変換する方法である.もう
一つは数学モデルをレーサ干渉計の測定系に合わせて変更する方法である.ここでは,レーザ干渉計で測定した
直進軸運動誤差がそのまま使用できるように,測定系に基づく数学モデルを新たに作成する.
測定系に基づく数学モデルの座標系を図 13 に示す.図では,X 軸と Y 軸は移動範囲の中央に位置している.
座標系原点 OX,OY,OZは,3 本の測定線が交差した位置にとる.この原点を基準に,Z 軸座標系 OZ-XZYZZZ,Y
軸座標系 OY-XYYYZY,X 軸座標系 OX-XXYXZX,テーブル座標系 OT-XTYTZTを定義する.図では,Z 軸座標系,Y
軸座標系,X 軸座標系は重なるため,Z 軸座標系だけを表示している.Z 軸は工具先端の基準位置を OZに合わせ
る.主軸座標系と Z 軸座標系間の距離を lks,X 軸座標系とテーブル座標系間の距離を ltxで表している.
OT
OZ
ZZ YZ
ZT YT
Measurement line of Z-axis
Measurement line of Y-axis
Reference point of tool
Fig.13 Coordinate systems of mathematical model according to measurement line. In this figure, only Z -axis
coordinate system is shown because X-axis, Y-axis and Z-axis coordinate system overlap.
l tx
Z
Y
Base
Spindle head
Table
OX-XXYXZX: X-axis)
(OY-XYYYZY: Y-axis,
OZ-XZYZZZ: Z-axis
OS-XSYSZS: Spindle
OT-XTYTZT: Table
OS YS
ZS
l ks
10
Saito and Akaike, Transactions of the JSME (in Japanese), Vol.85, No.880 (2019)
[DOI: 10.1299/transjsme.19-00222] © 2019 The Japan Society of Mechanical Engineers
ここで,テーブル座標系における工具先端の目標位置を,これまでの数学モデルと同様に式(1)のように表す.
主軸座標系の工具先端の位置を Z 軸座標系へ,工具の先端の基準点と主軸座標系原点との Z 軸方向の距離 lksと,
式(2)に示した Z 軸の直進運動を表す同時座標変換行列 Az及び式(3)で表す Ezの Z 軸運動の誤差行列を考慮して,
変換する.Z 軸座標系上から Y 軸座標系上へ,式(4)の Y 軸の直進運動の同時座標変換行列 Ay及び式(5)の誤差行
列 Eyを考慮して変換する.Y 軸座標系上から X 軸座標系上へ,式(6)の X 軸の直進運動の同時座標変換行列 Ax及
び式(7)の誤差行列 Ex を考慮して変換する.最後に X 軸座標系上からテーブル座標系上へ,X 軸座標系原点とテ
ーブル座標系原点との距離 ltxを考慮して,変換すると,テーブル座標系における主軸の工具先端の位置は,式(10)
で表すことができる.括弧内を整理すると,式(11)が得られる.
(10)
(11)
機械構造を考えた数学モデルの式(8)に比べると,行列の成分が減り,単純な表記になっている.この式(11)に
目標位置と図 9 に示した直進軸運動誤差を代入し,テーブル座標系における主軸の工具先端の位置を求めて,加
rt= Ax+AxEx Ay+AyEy Az+AzEz
0
0
lks
0
+
0
0
-lks
1
+
0
0ltx0
rt= Ax+AxEx Ay+AyEy Az+AzEz
0
001
+
0
0ltx0
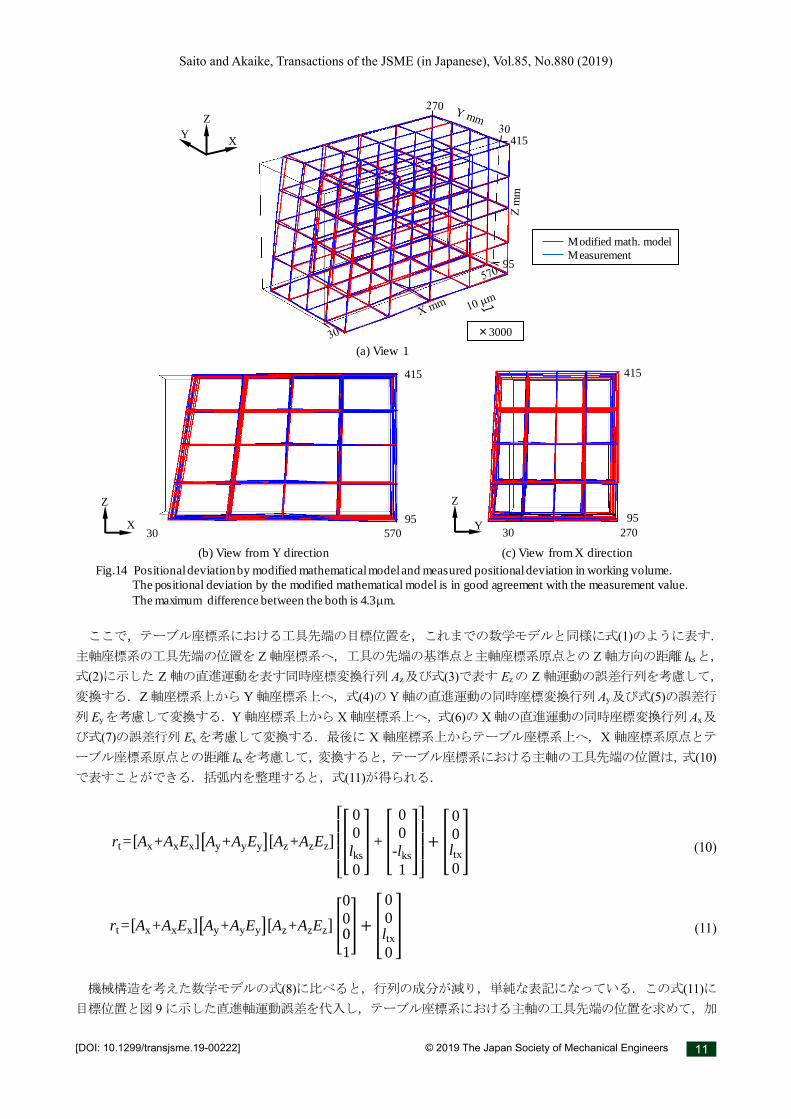
Fig.14 Positional deviation by modified mathematical model and measured positional deviation in working volume.
The positional deviation by the modified mathematical model is in good agreement with the measurement value.
The maximum difference between the both is 4.3 m.
Z
YX
570
415
30
95
270
Z
Y
415
95
30X
Z
(a) View 1
(c) View from X direction(b) View from Y direction
Modified math. model
Measurement95
415
×3000
11

Saito and Akaike, Transactions of the JSME (in Japanese), Vol.85, No.880 (2019)
[DOI: 10.1299/transjsme.19-00222] © 2019 The Japan Society of Mechanical Engineers
工空間内の位置 P(x, y, z)における空間精度の位置偏差 Veを,式(9)から算出する.
4・2 測定系に基づく数学モデルで推定した空間精度の評価
測定系に基づく数学モデルを用いて算出した空間精度を図 14 に示す.測定データも合わせて表示している.修
正した数学モデルによる推定結果と測定データとはよく一致している.両者の差は,変更前の数学モデルでは最
大で 15.8m あったが,変更後の数学モデルでは 4.3m まで減少した.完全に両者が一致しないのは,角度偏差
のロールが反映されていないことや,X 軸のピッチの変動などが考えられる.このような要因を除いて考えれば,
直進軸運動誤差と,それを測定した測定系に基づく数学モデルによって空間精度の位置偏差が推定できると言え
る.同時に,この結果は空間精度を補正するためには直進軸運動誤差の測定線を考慮する必要があることを表し
ている.最近では,1 つの直進軸の 6 つの運動誤差を同時に測定できる測定装置も開発されており,全ての直進
軸運動誤差を用いれば,より高い精度で空間精度が推定できると考えられる.
本研究で用いた空間精度の測定方法は空間全体を測定するのにかなりの時間を要するため,一つの測定例しか
示せなかったが,測定対象としたような小型の MC であれば,主軸や直進軸の移動による機械構造の変形は小さ
いため,工作機械の試験規格に従って測定した直進軸運動誤差から空間精度の位置偏差を数m 以下の精度で推
定できると考えられる.
5. 結 言
小型の 3 軸 MC において,工作機械の試験規格に準じてレーザ干渉計で測定した直進 3 軸の運動誤差と MC の
数学モデルを使って,直進 3 軸の運動誤差と空間精度の位置偏差との関係を明らかにした.さらに,レーザ干渉
計の測定系に基づく数学モデルを用いて空間精度を推定する方法を提案し,その妥当性を検討した.その結果を
要約すると次のようになる.
(1)レーザ干渉計で測定した直進軸運動誤差の位置偏差は,工作機械の形状創成理論に基づいて機械構造を考慮し
た数学モデルにおける直進軸運動誤差の位置偏差と一致しない.
(2)レーザ干渉計によって測定した直進 3 軸の運動誤差と,その測定系に基づく数学モデルを用いて,空間精度の
位置偏差を推定する方法を提案した.
(3) 提案した方法を用いて推定した結果と測定データとはよく一致した.
文 献
Bryan, J. B., The Abbe principle revisited: an updated interpretation, Precision Engineering, Vol.1, No.3 (1979), pp.129-132.
Bui, C. B., Hwang, J., Lee, C. and Park, C., Three-face step-diagonal measurement method for the estimation of volumetric
positioning errors in a 3D workspace, International Journal of Machine Tools & Manufacture, Vol.60 (2012), pp.40-43.
茨木創一,工作機械の空間精度,森北出版 (2017), p.9.
稲崎一郎,岸浪建史,坂本重彦,杉村 延広,竹内芳美,田中文基,工作機械の形状創成理論,養賢堂 (1997).
ISO 230-1:2012, Test code for machine tools-Part 1: Geometric accuracy of machines operating under no-load or quasi-static
conditions (2012).
ISO 230-2:2014, Test code for machine tools-Part 2: Determination of accuracy and repeatability of positioning of numerically
controlled axes (2014).
ISO10791-1:2015, Test condition for machining centres-Part1:Geometric tests for machines with horizontal spindle(horizontal
Z-axis)(2015).
垣野義昭,井原之敏,中津善夫,篠原章翁,NC 工作機械の運動精度に関する研究 (第 5 報)-回転誤差原因の診
断方法-,精密工学会誌,Vol.55,No.3 (1989),pp.587-591.
Peng, W., Xia, H., Wang, S. and Chen, X., Measurement and identification of geometric errors of translational axis based on
sensitivity analysis for ultra-precision machine tools, International Journal of Advanced Manufacturing Technology,
Vol.94 (2018), pp.2905-2917.
Takatsuji, T., Koseki, Y., Goto, M., Kurosawa, T. and Tanimura, Y., A laser tracking robot-performance calibration system using
ball-seated bearing mechanisms and a spherically shaped cat’s-eye retroreflector, Scientific Instruments, Vol. 65, No.4
12

Saito and Akaike, Transactions of the JSME (in Japanese), Vol.85, No.880 (2019)
[DOI: 10.1299/transjsme.19-00222] © 2019 The Japan Society of Mechanical Engineers
(1994), pp.1006-1011.
Wang, C., Laser vector measurement technique for the determination and compensation of volumetric positioning errors. Part
I: Basic theory, Scientific Instruments, Vol. 71, No.10 (2000), pp.3933-3937.
矢野智昭,高辻利之,大澤尊光,鈴木健生,木村洋一,板部忠喜,サブミクロンの測定精度を有する小型 2 軸球
面モータ型レーザ追尾距離測定装置の開発,電気学会論文集 E,Vol.126, No.4 (2006), pp.144-149.
References
Bryan, J. B., The Abbe principle revisited: an updated interpretation, Precision Engineering, Vol.1, No.3 (1979), pp.129-132.
Bui, C. B., Hwang, J., Lee, C. and Park, C., Three-face step-diagonal measurement method for the estimation of volumetric
positioning errors in a 3D workspace, International Journal of Machine Tools & Manufacture, Vol.60 (2012), pp.40-43.
Ibaraki, S., Volumetric accuracy of machine tools, Morikita Publishing (2017), p.9 (in Japanese).
Inasaki, I., kishinami, K., Sakamoto, S., Sugiura, N., Takeuchi, Y. and Tanaka, F., Shape generation theory for machine tools,
Yokendo (1997) (in Japanese).
ISO 230-1:2012, Test code for machine tools-Part 1: Geometric accuracy of machines operating under no-load or quasi-static
conditions (2012).
ISO 230-2:2014, Test code for machine tools-Part 2: Determination of accuracy and repeatability of positioning of numerically
controlled axes (2014).
ISO10791-1:2015, Test condition for machining centres-Part1:Geometric tests for machines with horizontal spindle(horizontal
Z-axis)(2015).
Kakino, Y., Ihara, Y., Nakatsu, Y. and Shinohara, A., A study on the motion accuracy of NC machine tools (5th report)-Diagnosis
of angular motion error origins-, Journal of the Japan Society for Precision Engineering, Vol.55, No.3 (1989), pp.587-
591 (in Japanese).
Peng, W., Xia, H., Wang, S. and Chen, X., Measurement and identification of geometric errors of translational axis based on
sensitivity analysis for ultra-precision machine tools, International Journal of Advanced Manufacturing Technology,
Vol.94 (2018), pp.2905-2917.
Takatsuji, T., Koseki, Y., Goto, M., Kurosawa, T. and Tanimura, Y., A laser tracking robot-performance calibration system using
ball-seated bearing mechanisms and a spherically shaped cat’s-eye retroreflector, Scientific Instruments, Vol. 65, No.4
(1994), pp.1006-1011.
Wang, C., Laser vector measurement technique for the determination and compensation of volumetric positioning errors. Part
I: Basic theory, Scientific Instruments, Vol. 71, No.10 (2000), pp.3933-3937.
Yano, T., Takatsuji, T., Osawa, S., Suzuki, T., Motomura, Y. and Itabe, T., Development of a small two axis spherical motor
type laser tracker with submicron measurement accuracy, IEEJ Transactions on Sensors and Micromachines,Vol.126,
No.4 (2006), pp.144-149 (in Japanese).
13


















