7. Alcoholic Beverages...7. Alcoholic Beverages ... (4) Wine

J. Cent. South Univ. (2019) 26: 3008−3016 DOI: https://doi.org/10.1007/s11771-019-4232-2
Brewing of low-alcoholic drink from corncobs via yeast-cellulase synchronous fermentation process
LI Xin-she(李新社), LU Bu-shi(陆步诗), WANG Jie(王洁), YIN Hai-yan(殷海艳), XIE Hong(谢洪)
School of Food and Chemical Engineering, Shaoyang University, Shaoyang 422000, China
© Central South University Press and Springer-Verlag GmbH Germany, part of Springer Nature 2019
Abstract: The present work focuses on the influence of various parameters, i.e., the dosage of cellulase, the inoculum concentration of yeast, the fermentation temperature and the fermentation time, on the alcohol content and sensory evaluation of the low-alcoholic health drink produced from corncob in a yeast-cellulase synchronous fermentation process. The fermentation was performed by inoculating the seed solution (containing corncob powder and yeast) and cellulase into the synchronous saccharification fermentation medium. Single-factor experiments and orthogonal experiments were performed, and the optimal processing conditions were obtained based on the characterizations of alcohol content and sensory evaluation. The results show that the alcohol content and sensory evaluation of the drink can reach 6.1 vol.% and 92, respectively, when the dosage of cellulase, inoculum concentration of yeast, the fermentation temperature and the fermentation time are 15 U/g, 7%, 32 °C and 84 h, respectively. Key words: corncob; cellulase; yeast; synchronous fermentation; low-alcoholic health drink Cite this article as: LI Xin-she, LU Bu-shi, WANG Jie, YIN Hai-yan, XIE Hong. Brewing of low-alcoholic drink from corncobs via yeast-cellulase synchronous fermentation process [J]. Journal of Central South University, 2019, 26(11): 3008−3016. DOI: https://doi.org/10.1007/s11771-019-4232-2. 1 Introduction
Corn is the first cereal in China, and its cultivated area is the second-largest around the world (only less than that of the USA) [1]. An annual output of 150 million tons of corn produces about 40 million tons of corncob [2]. Corncob consists of cellulose and lignose, as well as amino acids, vitamins, carbohydrates and inorganic salts [3], so it shows great potential for further applications. Nowadays, besides the applications as the substrate of edible mushrooms, animal fodder, and fuel, the deep utilization of corncob includes producing xylan [4−6], bioactive carbon [7], soluble dietary fiber [8], succinic acid [9], and fermented fodder [10]. It has been reported that corncob has been used for alcohol production. CUI
et al [11] pretreated corncob with alkaline potassium permanganate, followed by synchronous fermentation using cellulase and enterobacter cloacae to produce 2, 3-butanediol. LI et al [12] treated corncob with cellulase and then fermented the degraded solution with yeast to produce alcohol. TIAN et al [13] investigated the influence of separated fermentation and synchronous fermentation of two raw materials, i.e., cornstalk and corncob, on alcohol production by using a single factor and orthogonal experiments. LIU et al [14] pretreated corncob with hot water and hydrogen peroxide, and then discussed the cellulase-assisted fermentation for alcohol production. To our knowledge, there is no report investigating the brewing of low-alcoholic health drinks from corncob besides the present project.
The fermented low-alcoholic drink is usually
Foundation item: Project(17A192) supported by the Education Department of Hunan Province, China Received date: 2019-08-01; Accepted date: 2019-10-10 Corresponding author: LU Bu-shi, Professor; Tel: +86-739-5432151; E-mail: [email protected]

J. Cent. South Univ. (2019) 26: 3008−3016
3009
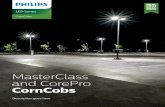
produced from fruit and vegetable juice by using special fungus. The alcohol content is usually 0.5 vol.% to 7.0 vol.% [15]. The low alcohol content can speed up the blood circulation and decrease the fat precipitation in vessels. Since the low-alcoholic drink meets the green health consumption tendency, it is attracting increasing attention, especially in western countries [16]. Cellulase can transform the cellulose in corncob into reduced sugar, and then yeast can ferment reduced sugar into alcohol. The product of synchronous fermentation is not only as healthy as other low-alcoholic drink but also shows many other advantages. The insoluble dietary fiber in corncob can be transformed into a soluble dietary fiber by using cellulase. The soluble dietary fiber can scavenge free radicals and exhibit good antioxidant activity [17, 18]. Moreover, residue dietary fiber can also promote intestinal peristalsis and fecal excretion, increase mineral absorption, and reduce the incidence of cardiovascular and cerebrovascular diseases [19−21]. Consequently, the production of low-alcoholic health drink by fermenting corncob can achieve the dual effects of resource optimization and health care. 2 Experimental 2.1 Materials Figure 1 shows the schematic diagram of the experimental procedure. The clean and non-mildew corncob with similar size, color and production time (purchased in Xinshao, Shaoyang, China) was dried at 75 °C, pulverized and sifted by 40 # mesh. Afterward, the corncob powder was baked at 75 °C for 24 h. The saccharomyces cerevisiae was
Figure 1 Schematic diagram of experimental procedure
supplied by Angel Yeast Co., Ltd, China. The corn syrup powder (food grade) was supplied by Jinan Shenglong Chemical Engineering Co., Ltd, China. The yeast extract, peptone, glucose, and agar were all commercially available chemically pure products. The cellulase (food grade, enzyme activity ≥1000 U/g) was provided by Sinopharm Chemical Reagent Co., Ltd. The citric acid (food grade) was produced by Suzhou Kuangshi Chemical Co., Ltd. The constant temperature water bath (SY-1210, Guangzhou Huruiming Instrument Co., Ltd.), the vertical automatic high pressure steam sterilization pot (LDZX-75KB, Shanghai Shenan Medical Instrument Factory), the constant temperature incubator (HWS intelligent type, Ningbo Jiangnan Instrument Factory), the electric heating constant temperature air drying oven (GZX-9140MBE, Shanghai Right One Instrument Co., Ltd.), the shaker (IS-RDD3, Crystal Technology & Industries, Inc.), and the small Chinese medicine crusher (FSJ-A05N6, Guangdong Xiaoxiong Electric Co., Ltd.) were used in this work. 2.2 Medium preparation The yeast activating medium was prepared by dissolving 10 g yeast extract, 20 g peptone, 20 g glucose, and 20 g agar into 1000 mL doubly distilled water (dd H2O). After adjusting the pH to 6.0, the medium was sub-packaged (25 vol.% in the test tube) and autoclaved at 121 °C for 20 min. Then it was cooled and solidified as a slope. The seed liquid medium was prepared by dissolving 10 g yeast extract, 20 g peptone, 20 g glucose, and 20 g agar into 1000 mL doubly distilled water (dd H2O). Afterward, the medium was sub-packed (50 mL medium in 250 mL conical flask) and then autoclaved at 121 °C for 20 min. The synchronous saccharification fermentation medium was prepared by dissolving 70 g corncob powder and 30 g corn syrup powder into dd H2O with solid-to-liquid ratio of 10:1 (g/L). The citric acid (food grade) was applied to adjust the pH of the medium to around 4.8. After being sub-packed into a conical flask with loading capacity lower than 33.3 vol.% of the flask, the medium was autoclaved at 121 °C for 20 min. 2.3 Yeast culture The Yeast was aseptically seeded onto the

J. Cent. South Univ. (2019) 26: 3008−3016
3010
slope of the yeast activating medium (solid) and incubated at 28 °C for 48 h twice to activate fungal seeds. Afterward, the activated seeds were seeded into the seed liquid medium and incubated at 28 °C for 24 h on a shaker (150 r/min) to obtain the seed solution. 2.4 Synchronous saccharification fermentation The seed solution and cellulase were inoculated into the synchronous saccharification fermentation medium. After incubation on a shaker (150 r/min) at certain temperature for certain time, the alcohol content and sensory of the fermentation medium were evaluated to determine the influence of the dosage of cellulase, the inoculum concentration of yeast, the fermentation temperature and time on the synchronous saccharification fermentation. 2.5 Sensory evaluation and characterization 20 students (major in food science) were randomly selected. They were divided into four groups with 5 students in each group. The corncob low-alcoholic health drink was scored by each group based on the following sensory evaluation according to GB/T 31121−2014 as shown in Table 1. The physical and chemical properties of the low-alcohol health drink were characterized Table 1 Sensory evaluation standard of corncob low-alcohol health drink Rating item Index Score
Taste (40)
Good taste; mellow and full; moderate taste; no odor 30−40
Relatively good taste; relatively mellow and full; relatively
moderate taste; no odor 20−29
Poor and rough taste; odor <20
Flavor (30)
With a light scent of corn; the scent of alcohol is coordinating 25−30
With slight corn aroma; the scent of alcohol is relatively coordinated 20−24
With insufficient corn aroma; the scent of alcohol is not coordinated <19
Color (15)
Light yellow 10−15
Light yellow with slight dark 5−9
Dark color <5
Form (15)
Uniform; good fluidity 10−15 Relatively uniform;
relatively good fluidity 5−9
Turbid, obvious sediment <5
according to GB/T 15038−2006, and the microbial indicators were characterized according to GB 2758−2012. 2.6 Statistical analysis Statistics were performed using the SigmaStat package (Systat software GmbH, Erkrath, Germany). Standard analysis comparing more than two treatments was done by using the one-way ANOVA (analysis of variance). Depending on the data distribution either a one-way ANOVA or an ANOVA on ranks was performed. Post-hoc tests were Holm-Sidak or Dunn’s versus the control group, respectively. Statistical values are indicated at the relevant experiments. 3 Results and discussion 3.1 Single factor experiment 3.1.1 Determination of dosage of cellulase The yeast seed solution was inoculated into the synchronous saccharification fermentation medium with an inoculum concentration of 7%. Afterward, different dosages of cellulase (5, 10, 15, 20 and 25 U/g) were added into the medium in 5 flasks, respectively. The fermentation was performed at 30 °C for 72 h on a shaker. Figure 2 presents the influence of the cellulase dosage on the alcohol content and sensory evaluation. The alcohol content increases with increasing cellulase dosage from 5 to 15 U/g. While further addition of cellulase does not lead to significant change of the alcohol content. In addition, the cellulose, hemicellulose, and lignose in corncob are crosslinking, leading to a limited reaction interface between cellulase and cellulose [22], so the substrate cannot be completely degraded. On the other hand, the residue cellulose after enzymolysis usually exhibits denser structures, preventing further degradation [23]. The sensory is significantly improved when the cellulase dosage reaches 15 U/g, but further increase of cellulase dosage results in a lower score because excessive cellulase can lead to a higher amount of by-products, e.g., cellobiose and cellotriose. Therefore, 15 U/g is determined to be the optimal cellulase dosage. 3.1.2 Determination of inoculum concentration of
yeast 15 U/g cellulase was inoculated into the synchronous saccharification fermentation medium.

J. Cent. South Univ. (2019) 26: 3008−3016
3011
Figure 2 Influence of cellulase dosage on alcohol content (a) and sensory evaluation (b) of low-alcoholic health drink (*p<0.05) Afterward, different inoculum concentrations of yeast seed solution (3%, 5%, 7%, 9% and 11%) were added into the medium in 5 flasks, respectively. The fermentation was performed at 30 °C for 72 h on a shaker. Figure 3 presents the influence of the inoculum concentrations of yeast on the alcohol content and sensory evaluation. As shown in Figure 3, when the yeast inoculum concentration ranges from 3% to 9%, the alcohol content significantly increases from 2.7 vol.% to 6.1 vol.%. But further addition of yeast (11% of inoculum concentration) only leads to lower alcohol content (6.0 vol.%). However, since the sugar reduced from cellulose by cellulase is limited, further addition of yeast may consume some alcohol due to the vigorous metabolism of yeast. Besides, a larger amount of yeast produces more heat, resulting in an increased temperature of the medium, so the proliferation of yeast cells may be influenced [24]. When the yeast inoculum concentration ranges from 3% to 7%, the sensory evaluation score increases from 70 to 86, but further
Figure 3 Influence of yeast inoculum concentration on alcohol content (a) and sensory evaluation (b) of low-alcoholic health drink (*p<0.05) increase of the yeast inoculum concentration lowers the score to 83, which can also be attributed to the excessive by-product. Therefore, 7% is determined to be the optimal inoculum concentration of yeast. 3.1.3 Determination of fermentation temperature 15 U/g cellulase and 7% yeast seed solution were inoculated into the synchronous saccharification fermentation medium in 5 flasks, followed by fermentation on a shaker for 72 h at 26, 28, 30, 32 and 34 °C, respectively. Figure 4 presents the influence of the fermentation temperature on the alcohol content and sensory evaluation. At 26 to 34 °C, a higher fermentation temperature leads to the increased alcohol content (from 4.2 vol.% to 6.3 vol.%). At a certain temperature range, higher temperature increases the reaction efficiency [25], so more reduced sugar is produced, and the metabolism of yeast is accelerated, leading to the increase of alcohol production. At 26 to 30 °C, the sensory evaluation score increases. At 30 °C, the score reaches the maximum 88, but the score decreases to 80 at 32 °C, probably because of the

J. Cent. South Univ. (2019) 26: 3008−3016
3012
Figure 4 Influence of fermentation temperature on alcohol content (a) and sensory evaluation (b) of low-alcoholic health drink (*p<0.05) accumulation of metabolites. Therefore, 30 °C is determined to be the optimal fermentation temperature. 3.1.4 Determination of fermentation time 15 U/g cellulase and 7% yeast seed solution were inoculated into the synchronous saccharification fermentation medium in 5 flasks, followed by fermentation on a shaker at 28 °C for 48, 60, 72, 84 and 96 h, respectively. Figure 5 presents the influence of the fermentation time on the alcohol content and sensory evaluation. The alcohol content significantly increases with longer fermentation time from 48 to 72 h. With further increase of the fermentation time to 84 h and 96 h, the alcohol content gradually increases to 6.1 vol.% and 6.3 vol.%, respectively. Higher fermentation time leads to larger amount of reduced sugar and alcohol. While, the activity of enzyme and yeast may be lower with further increase of fermentation time, so the increase of alcohol content is less significant. The best sensory is achieved after fermentation for 84 h. Further fermentation may
Figure 5 Influence of fermentation time on alcohol content (a) and sensory evaluation (b) of low-alcoholic health drink (*p<0.05) increase the foam and thus harm the taste and flavor of the product. In summary, 84 h is determined to be the optimal fermentation time. 3.2 Orthogonal experiment Based on the results of the single factor experiments, the four parameters, i.e., the dosage of cellulase, the inoculum concentration of yeast, the fermentation temperature and the fermentation time, were selected for the orthogonal experiment with four factors and three levels. Table 2 shows the factors and levels of the orthogonal experiment. Table 2 Factors and levels of orthogonal experiment
Factor Encoding Level
1 2 3
Dosage of cellulase/(U·g−1) A 10 15 20 Inoculum concentration
of yeast/% B 5 7 9
Fermentation temperature/°C C 28 30 32
Fermentation time/h D 72 84 96

J. Cent. South Univ. (2019) 26: 3008−3016
3013
Table 3 presents the results and range analyses of the orthogonal experiment. Since RB>RD>RA>RC, the inoculum concentration of yeast plays the most important role, followed by the fermentation time, the dosage of cellulase and the fermentation temperature. The low amount of nutrition in corncob prolongs the adaptive phase of yeast, so a higher concentration of yeast contributes to the adaptive ability on the fermentation substrate and accelerates the production of degradation enzyme. During the synchronous saccharification fermentation process, cellulose is degraded into sugar by cellulase at the first stage, and alcohol is then produced by yeast. So, a long fermentation time enables sufficient reactions. Insufficient cellulase leads to a low amount of sugar, while excessive dosage of cellulase may result in the loss of enzyme [26]. Since the activity of cellulase and the metabolism of yeast is not significantly influenced by the given fermentation temperature, the fermentation temperature is the least important parameter in this work. Consequently, the optimal group is A2B2C2D2, namely, the dosage of cellulase, the inoculum concentration of yeast, the fermentation temperature and the fermentation time are 15 U/g, 7%, 32 °C and 84 h, respectively. Table 4 shows the valance analyses of the
orthogonal experiment. Since F0.05<FB>F0.1 and F0.05<FD>F0.1, the changes of B and D can influence the experimental results. Since F0.05<FA×B>F0.1, F0.05<FA×D>F0.1, and F0.05<FB×D>F0.1, the factors A and B, A and D as well as B and D can influence each other, respectively. While, the interactions between A and C, B and C as well as C and D do not lead to significant differences in the experimental results. These results indicate that the changes of inoculum concentration of yeast and fermentation time play a key role in determining the final alcohol content, so these two parameters should be well controlled. The given fermentation temperatures does not significantly influence the alcohol content, so for the purpose of reducing energy consumption, the optimal temperature should be determined to be 28 °C. However, the optimal temperatures for cellulase enzymolysis and yeast fermentation are different. The former one is 50 °C, while the latter one is 27−30 °C. High temperature may decrease the yeast activity, limiting the fermentation of sugar, but low temperature may lead to lower activity of cellulase, resulting in insufficient yield of sugar. As shown in Figure 3, the alcohol contents at 28, 30, 32 and 34 °C are 4.8 vol.%, 5.8 vol.%, 6.1 vol.% and 6.3 vol %, respectively. So, the optimal temperature
Table 3 Results and range analyses of orthogonal experiment
No. A B C D Alcohol content in volume/% Sensory evaluation
1 1 1 1 1 3.7 65
2 1 2 2 2 5.8 90
3 1 3 3 3 5.0 75
4 2 1 2 3 4.7 88
5 2 2 3 1 5.1 70
6 2 3 1 2 5.3 77
7 3 1 3 2 4.5 80
8 3 2 1 3 4.9 78
9 3 3 2 1 4.0 85
K1 14.5000 12.9000 13.9000 12.8000
K2 15.1000 15.8000 14.5000 15.6000
K3 13.4000 14.3000 14.6000 14.6000
k1 4.833 4.300 4.633 4.267
k2 5.033 5.267 4.833 5.200
k3 4.467 4.767 4.867 4.867
R 1.700 2.900 0.700 2.800

J. Cent. South Univ. (2019) 26: 3008−3016
3014
Table 4 Valance analyses of orthogonal experiment Valance DEVSQ Degree of freedom Average DEVSQ F Significance
A SA=S1=0.496 2 0.248 5.162
B SB=S2=1.402 2 0.701 14.606 *
C SC=S3=0.096 2 0.048 1.000
D SD=S4=1.342 2 0.671 13.981 *
A×B SA×B=SA+SB=1.898 4 0.474 9.884 *
A×D SA×D=SA+SD=1.838 4 0.459 9.572 *
B×D SB×D=SB+SD=2.744 4 0.686 14.394 *
A×C SA×C=SA+SC=0.591 4 0.148 3.079
B×C SB×C=SB+SC=1.498 4 0.374 7.801
C×D SC×D=SC+SD=1.438 4 0.359 7.488
E SE=SC=0.096 2 0.048 Note: F0.01(2,2)=99, F0.05(2,2)=19, F0.1(2,2)=9, F0.01(4,2)=99.2, F0.05(4,2)=19.2, F0.1(4,2)=9.24. is determined as 32 °C, at which the activity of both cellulase and yeast can make a balance [27]. Besides, it is important to note that the dosage of cellulase, the inoculum concentration of yeast and the fermentation time can interact with each other, so they should be well determined. The highest alcohol content and sensory evaluation score in the orthogonal experiment are in the group A1B2C2D2, while A2B2C3D2 is determined to be the best choice according to the valance analyses of the orthogonal experiment. Therefore, a verification test is necessary [28] and the results are presented in Table 5. Obviously, A2B2C3D2 shows better sensory and higher alcohol content, so it is the optimal group. Table 5 Verification test
Group Alcohol content in volume fraction/%
Sensory evaluation
A1B2C2D2 5.8 90
A2B2C3D2 6.1 92
3.3 Final product characterization The optimal corncob low-alcoholic health drink was fermented with the optimized parameters stated above. Based on the sensory evaluation standard, GB/T 15038−2006 and GB/T 2758−2012, the sensory evaluation, physical and chemical indexes and microbial indexes are shown in Tables 6−8, respectively. Table 6 presents that the drink brewed at the optimal parameters shows light yellow color, mellow and full taste, coordinated scent and good fluidity. The combination of the
Table 6 Sensory evaluation of optimal health drink Item Index Score
Taste Relatively good taste; mellow and full; moderate taste; no odor 37
Flavor With a light scent of corn; the scent of alcohol is coordinating 29
Color Light yellow 14
Form Relatively uniform; little precipitation; relatively good fluidity 12
Sum 92
Table 7 Physical and chemical indexes of optimal health drink (refer to GB/T 15038−2006)
Alcohol content/% Total sugar/ (g·L−1) Total acid/ (mol·L−1)
6.1 5.9 4.7
Table 8 Microbial indexes of optimal health drink (refer to GB2758−2012)
Total bacterial count/
(CFU·mL−1) Coli group/
(MPN·100 mL−1) Pathogenic bacterium/ (mol·L−1)
≤50 ≤3 Not found taste of alcohol and the flavor of corn contributes to the high sum score. Table 7 shows that the alcohol content of the drink brewed at the optimal parameters is 6.1 vol.%, which can meet the standard of low-alcoholic drinks. Besides, the total sugar and total acid can also meet the standard. According to Table 8, the total bacterial count, coli group and pathogenic bacterium do not exceed the indexes of standard. Based on these characterization results, the final optimal health

J. Cent. South Univ. (2019) 26: 3008−3016
3015
drink meets the quality standards of fermented wine. 4 Conclusions 1) Based on the single factor experiment, the orthogonal experiment was performed to determine the influence of the four parameters, i.e., the dosage of cellulase, the inoculum concentration of yeast, the fermentation temperature and the fermentation time, on the alcohol content and sensory evaluation of the low-alcoholic health drink produced from corncob. Considering the range analyses and valance analyses of the orthogonal experiment, the optimal parameters for the dosage of cellulase, inoculum concentration of yeast, the fermentation temperature and the fermentation time are 15 U/g, 7%, 32 °C and 84 h, respectively. 2) The drink brewed under the optimal processing conditions exhibits a good combination of the taste of alcohol and the flavor of corn. The alcohol content is 6.1 vol.% and the sensory evaluation score is 92. Besides, other physical and chemical indexes can also meet the standard. References [1] ZHANG Q, HU Z. Assessment of drought during corn
growing season in Northeast China [J]. Theoretical and Applied Climatology, 2018, 133: 1315−1321. DOI: 10.1007/s00704-018-2469-6.
[2] XU Shu-fen. Talking about the comprehensive utilization of corncob [J]. Sci-Tech Information Development & Economy, 2011, 21(17): 174−175. (in Chinese)
[3] GE Wen-xia, LIU Xu-wei, ZHANG Wen-ju, YANG Li-wei, LIU Xiao-na. Nutritional value, processing and application of maize cob in livestock production [J]. Cereal & Feed Industry, 2017(11): 51−54. (in Chinese)
[4] XU Guo-hui, ZHU Zhen-yuan, XIAO Lin. Process of producing xylose by corn cob [J]. Journal of Food Safety and Quality, 2016, 7(7): 2909−2913. (in Chinese)
[5] SUN Jun-tao, ZHANG Zhi-chao, WANG Jing-jing. Production of xylooligosaccharide from corncobs by ultrasound-assisted composite enzymatic hdrolysis [J]. The Food Industry, 2015, 36(3): 37−40. (in Chinese)
[6] PRAJAPATI A S, PANCHAL K J, PAWAR V A, NORONHA M J, PATEL D H, SUBRAMANIAN R B. Review on cellulase and xylanase engineering for biofuel production [J]. Industrial Biotechnology, 2018, 14: 38−44. DOI: 10.1089/ ind.2017.0027.
[7] SHENG Di, ZHU Lan-bao, HE Ran-ran, ZHOU Kai-sheng. The optimization of response surface method-based microwave production of active carbon from corncob [J]. Journal of Yangtze University: Natural Science Edition, 2019,
16(5): 93−101. (in Chinese) [8] LI Chang-wen, ZONG Wei, LI Jiang-tao, WANG Lu. Study
on the extraction technology of soluble dietary fiber in corn cob [J]. The Food Industry, 2014, 35(2): 33−35. (in Chinese)
[9] YAO Jia-min, JIANG Min, WU Hao, CHEN Ke-quan. Preparation of saccharification liquid for succinicacid by fermentation from corncob sulfuric acid hydrolysis [J]. Chinese Journal of Bioprocess Engineering, 2010, 8(3): 66−72. (in Chinese)
[10] WANG Xue, KOU Jiao-long, ZHANG Xun, SUN Jing-song, GAO Chang-peng, ZHOU Yu-xiang. The production and nutrition analyses of mixed fodder fermented from corncob [J]. Nutrition and Feedstuffs, 2019, 55(6): 96−99. (in Chinese)
[11] CUI You-zhi, DU Li-ping, MA Li-juan, SONG Pan, JIANG Feng-chao, MA Qing, XIAO Dong-guang. Optimization of 2,3-butanediol production using simultaneous saccharification and fermentation from corncob after delignification by oxidant [J]. Food and Fermentation Industries, 2016, 42(10): 8−13. (in Chinese)
[12] LI Yong-lian, LIU Wen-feng, YANG Yuan-e. Research on enzymatic degradation of corncob for produce bio-ethanol [J]. Journal of Guangdong Polytechnic Normal University, 2014(7): 47−51. (in Chinese)
[13] TIAN Ya-hong, CHANG Li-xin, WANG Li-ping, XIAO Xiao-wa. Study on ethanol fermentation of corn straw, corncob [J]. Food Research and Development, 2014, 35(3): 47−50. (in Chinese)
[14] LIU Bin, LIAN Zhan, LIU Zhong-yang, ZHAO Rong-wen, YANG Li, ZHANG Xiu-shuang, TAN Li-ping, LIU Tong-jun. Optimization of saccharification and fermentation technology of corncob to ethanol by alkaline pretreatment [J]. China Brewing, 2019, 38(5): 127−130. (in Chinese)
[15] JIAO Kai-lin. Optimization of medium for mulberries fermented low alcohol beverages using minitab [J]. The Food Industry, 2015, 36(10): 90−92. (in Chinese)
[16] LU Bu-shi, LI Xin-she, DAI Yuan-yuan, YIN Hai-yan, XIE Hong. Research on enzymatic degradation of corncob to produce low alcohol drink [J]. Liquor-Making Science & Technology, 2019(9): 41−45. (in Chinese)
[17] PI Shuang-shuang, WANG Jing-yi, CHEN Ya-shu, HU Kai, XIE Bi-jun, SUN Zhi-da. Study on the extraction, structure characterization and antioxidant activity of the soluble dietary fiber from black glutinous croncob [J]. Science and Technology of Food Industry, 2018, 39(11): 219−231. (in Chinese)
[18] ACOSTA-ESTRADA B A, VILLELA-CASTREJ N J, PEREZ-CARRILLO E, G MEZ-SNCHEZ C E, GUTI RREZ-URIBE J A. Effects of solid-state fungi fermentation on phenolic content, antioxidant properties and fiber composition of lime cooked maize by-product (nejayote) [J]. Journal of Cereal Science, 2019, 90: 102837. DOI: 10.1016/j.jcs.2019.102837.
[19] YANG J, XIAO A, WANG C. Novel development and characterisation of dietary fibre from yellow soybean hulls [J]. Food Chemistry, 2014, 161: 367−375.
[20] RODRÍGUEZ R, JIMÉNEZ A, FERNÁNDEZ-BOLAÑOS J, GUILLÉN R, HEREDIA A. Dietary fibre from vegetable products as source of functional ingredients [J]. Trends in

J. Cent. South Univ. (2019) 26: 3008−3016
3016
Food Science & Technology, 2006, 17: 3−15. [21] HUANG L, ZHANG X, XU M, AN S, LI C, HUANG C,
CHAI K, WANG S, LIU Y. Dietary fibres from cassava residue: Physicochemical and enzymatic improvement, structure and physical properties [J]. AIP Advances, 2018, 8: 105035. DOI: 10.1063/1.5054639.
[22] HOU Li-fen, SUN Xiang-yang, DING Chang-he. Effects of different pretreatment solution properties and micro structure of corn cob enzyme [J]. The Food Industry, 2015, 36(2): 32−35. (in Chinese)
[23] YANG Pei-zhou, JIANG Shao-tong, ZHENG Zhi, LUO Shui-zhong. Saccharification of fuel ethanol production with turgrass [J]. Transactions of the CSAE, 2011, 27(Supp 1): 143−146. (in Chinese)
[24] WANG Xiao-ming, SUN Yu-hui, ZHANG Huan, LIU Qi, DONG Xiao-ying, CAO Yan-xin, SHAO Li-jie, ZHANG Da-lei, KOU Wei. Studies on the conditions of solid-state fermentation for cellulase production by Trichoderma viride and cellulase immobilization [J]. Acta Agriculture Zhejiangensis, 2014, 26(1): 186−193. (in Chinese)
[25] LV Li-shuang. Preparation and antioxidation mechanism of stilibene glycoside from polygonum multiflorum thunb [D]. Wuxi: Jiangnan University, 2006. (in Chinese)
[26] SUN Yuan-lin, BAI Yu-ren, WANG Xiao-wen, ZHOU Su-mei. Optimization of enzymatic preparation conditions of feruloylated oligosaccharides from corn cob [J]. Food Research and Development, 2018, 39(20): 112−117. (in Chinese)
[27] PANG Jian-guang, CHEN Xue-qiao, ZHANG Ming-xia, ZHU Zheng. Ethanol production from corncobs by simultaneous saccharification and fermentation after pretreatment with dilute acid enhanced by microwave [J]. Food Industry, 2016, 37(6): 6−9. (in Chinese)
[28] ZHAO Cong-cong, YANG Jun-yan, LI Ze-tian, CHEN Ji-ke, LI Hong-qin, WU Ning, NING Yi. Traditional fermentation of Luoping yellow ginger and glutinous rice health wine [J]. Food Research and Development, 2018, 39(23): 87−91. (in Chinese)
(Edited by YANG Hua)
中文导读
酶菌同步法生产玉米芯低醇饮料 摘要:本研究主要关注包括纤维素酶添加量、酵母菌接种量、发酵温度与发酵时间等参数对以玉米芯
为原料,采用纤维素酶和酵母菌同步糖化发酵法制备的低醇保健饮料的酒精度和口感的影响。发酵过
程是在接种有种子液(包含玉米芯粉和酵母)和纤维素酶的同步糖化发酵培养基中进行的。采用单因素
试验和正交试验,通过检测酒精度及感官综合评分,探讨玉米芯低醇保健饮料生产的最佳工艺条件。
研究结果表明:当纤维素酶用量为 15 U/g,酵母菌接种量为 7%,在温度为 32 °C 条件下发酵 84 h,制备的玉米芯低醇保健饮料酒精度 6.1%,感官综合评分 92 分。 关键词:玉米芯;纤维素酶;酵母菌;同步法;低醇饮料