Breaking the Stalemate: Value Creation Strategies for the Global ...
28
VALUE CREATION STRATEGIES FOR THE GLOBAL STEEL INDUSTRY BCG REPORT
Transcript of Breaking the Stalemate: Value Creation Strategies for the Global ...

AmsterdamAthensAtlantaAucklandBangkokBarcelonaBeijingBerlinBostonBrusselsBudapestBuenos AiresChicagoCologneCopenhagenDallasDüsseldorfFrankfurt Hamburg
HelsinkiHong KongIstanbulJakartaKuala LumpurLisbonLondonLos AngelesMadridMelbourneMexico CityMilan MonterreyMoscowMumbaiMunichNew DelhiNew YorkOslo
ParisRomeSan FranciscoSão PauloSeoulShanghaiSingaporeStockholmStuttgartSydneyTokyoTorontoViennaWarsawWashingtonZürich
www.bcg.com
BCG
V A L U E C R E A T I O N S T R A T E G I E S F O R T H E G L O B A L S T E E L I N D U S T R Y
BCG REPORT

The Boston Consulting Group is a general management-consulting firmthat is a global leader in business strategy. BCG has helped companiesin every major industry and market achieve a competitive advantage bydeveloping and implementing winning strategies. Founded in 1963, thefirm now operates 54 offices in 34 countries. For further information,please visit our Web site at www.bcg.com.
Steering Carmaking into the 21st Century:
From Today’s Best Practices to the Transformed Plants of 2020
A report by The Boston Consulting Group, November 2001
“Accelerating Out of the Downturn”
Opportunities for Action in Industrial Goods, June 2002
“Automotive Components: New Business Models,
New Strategic Imperatives”
Opportunities for Action in the Automotive Industry, May 2002
“Synchronize Your Demand Chain”
Opportunities for Action in Industrial Goods, December 2001
“Paying for Performance: Aligning Sales Compensation with Strategy”
Opportunities for Action in Industrial Goods, November 2001
“A Blueprint for Change in Auto Manufacturing”
Opportunities for Action in the Automotive Industry, October 2001
“Customer Focus: Making It Happen”
Opportunities for Action in Industrial Goods, September 2001
For a complete list of BCG publications and information about how to
obtain copies, please visit our Web site at www.bcg.com.
The Boston Consulting Group’s Industrial Goods practice produces a variety of publications for senior executives,
including major reports like this one and Opportunities for Action in Industrial Goods—a series of articles on topical
issues. The following recent examples may be of interest to executives in steel and related industries:

www.bcg.com
MARTIN WOERTLER
BARRY JONES
JEAN MOUTON
ARMIN SCHMIEDEBERG
MICHAEL SHANAHAN
DAVE YOUNG
Breaking the StalemateV A L U E C R E A T I O N S T R A T E G I E S F O R T H E G L O B A L S T E E L I N D U S T R Y
J U LY 2 0 0 2

2
© The Boston Consulting Group, Inc. 2002. All rights reserved.
For information or permission to reprint, please contact BCG at:E-mail: [email protected]: 617-973-1339, attention IMC/PermissionsMail: IMC/Permissions
The Boston Consulting Group, Inc.Exchange PlaceBoston, MA 02109USA

Table of Contents
A WORD FROM THE AUTHORS 4
EXECUTIVE SUMMARY 5
INTRODUCTION 7
CRITICAL ISSUES FACING THE INDUSTRY 9
Chronic Overcapacity 9
The Commodity Nature of Steel 11
The Flatness of the Supply Curve 13
The Fragmentation of the Industry 16
Repositioning the Industry 17
THREE PATHS TO VALUE CREATION 18
Regional Consolidation 18
Specialization and Downstream Migration 20
Deconstruction and Global Networking 21
THE CHALLENGE FOR LEADERSHIP 23
Implications for Steel Companies 23
Implications for Industry Regulators 24
Conclusion 24
3

A Word from the Authors
4
The ideas presented here have grown out of The Boston Consulting Group’s client work and proprietaryresearch. We would like to thank the many managers at steel companies who have shared their experienceswith us, as well as our colleague François Rouzaud, who has made valuable contributions to this report. Wewould also like to acknowledge the contributions of the report’s editors: Kathleen Lancaster, Barry Adler,and Sharon Slodki.
We hope you will find this publication useful, and we welcome your questions and comments. To inquireabout this report or about the services offered by BCG’s Industrial Goods practice, please contact any of the authors:
Martin WoertlerVice President, Dü[email protected]
Barry JonesSenior Vice President, [email protected]
Jean MoutonSenior Vice President, [email protected]
Armin SchmiedebergVice President, Dü[email protected]
Dave YoungSenior Vice President, [email protected]
Michael ShanahanVice President, [email protected]

Executive Summary
5
The global steel industry is at an impasse. Althoughits products remain critically important to a widerange of industries, few steel companies are makingmoney, and even fewer are achieving profitablegrowth. In fact, the industry as a whole has beendestroying value by failing to earn its cost of capital.
In general, efforts by individual steel companies toimprove their competitive position have not suc-ceeded, because systemic factors such as a long-term downward price trend have eaten up most oftheir results. Moreover, because all the leadingplayers have employed similar strategies, they havecontinued to find themselves in the same stalematesituation. Industry regulators, for their part, haveperpetuated inefficiencies by protecting domesticsteel companies with tariffs and quotas. If the indus-try is to break this stalemate, it must address not thesymptoms of its malaise but the causes.
Driving the industry’s difficulties are four rootcauses, which we discuss in detail in the report:
• Chronic overcapacity
• The commodity nature of steel
• The flatness of the supply curve
• The fragmentation of the industry
Of these root causes, only two—chronic overcapac-ity and industry fragmentation—offer real opportu-nity for significant change. In our view, that changecannot come about unless companies and regula-tors alike take action—individually and collec-tively—to break the present impasse. By collective
action we do not, of course, mean to suggest any“behind closed doors” activity that could possibly beconstrued as collusion or any other illegal behavior.Rather, we believe that key players in the steelindustry, together with the bodies that regulatethem, should openly and publicly examine the con-straints that currently prevent the industry fromfunctioning effectively, and then take action toremove those constraints.
The Boston Consulting Group has identified threepaths to renewed value creation for the steelindustry:
• Regional consolidation—to reduce the fragmen-tation of the industry and help eliminate over-capacity
• Specialization and downstream migration—tohelp individual companies escape from the com-modity segments of their current businesses
• Deconstruction and global networking—to re-duce global fragmentation and overcapacity while separating commodity and noncommoditybusinesses
Regional consolidation, which is well under way inEurope, will continue worldwide. We see it as a rea-sonable, if insufficient, next step toward rationaliz-ing the industry. We anticipate that this trend willculminate not in the creation of regional monolithsbut in the formation of companies that will controlsome 30 to 40 percent of their respective regions.Such companies will achieve further cost reductionsof 4 to 6 percent as compared with today’s players.

6
The second path to value creation—specializationand downstream migration—can move companiesinto higher-margin businesses. At their logical extreme, these strategies become a bold move toachieve escape velocity—to transform the company’sportfolio so radically that the company is no longerperceived as primarily a steel player. Those bestpositioned to pursue this path are the small andmidsize players already occupying strategic niches.
The most promising long-term model for value cre-ation is a “division of labor” approach based ondeconstruction and global networking. In thisapproach, for example, a low-cost offshore pro-ducer of slabs might collaborate with a highly dif-ferentiated conversion specialist, thus reducing thecost of steel products by 10 to 20 percent, as com-pared with today’s best regional players, and gener-ating substantial competitive advantage. Despite thegreat promise of this approach, no company has yetmade a significant move in this direction because ofthe high costs of closing upstream productioncapacity, the fear of a supply shortage, or the risk ofpolitical opposition.
To change the rules of the game in the steel indus-try and permit it to achieve healthy and efficientvalue creation, steel companies will need to take atleast one and possibly all three of these paths. Asfirst steps, they should segment their business port-folios into commodities and differentiable productsor services, and then evaluate the opportunities forthe former to consolidate or be consolidated andfor the latter to achieve escape velocity. Theyshould also prepare to participate in globalalliances by establishing relationships with potentialpartners and acquiring experience cooperating inareas in which risk is manageable.
But steel companies alone cannot transform therules of the game. Regulators must support the ren-aissance of the industry by developing an economicand political framework that ensures a reasonablysafe transition. Governments and other regulatorybodies should focus all regulatory actions on reduc-ing overcapacity and promoting consolidation.They should also actively encourage the interna-tional trade of steel products and effectively miti-gate the risks of cross-regional cooperation.

Introduction
7
The recent furor over the U.S. imposition of tariffson steel imports—including threats of retaliatorymeasures by the European Union, Japan, and oth-ers—reflects the important role that steel plays inthe world’s economy. It also suggests that the solu-tion to the chronic problems plaguing the industrywill involve not only the leading steel players—whose strategic choices at this stage of the indus-try’s evolution will certainly have a huge impact onthe sector’s recovery—but also governments in themajor steel-producing regions. For, strategic choicesnotwithstanding, it is clearly true, as stated by Fran-cis Mer, French minister of the economy, finance,and industry and former chairman of Arcelor, that“capitalism alone cannot solve this problem.”
Why is that? In large part, it is because manynations—rightly or wrongly—continue to see do-mestic steel production as critical to the fabric oftheir economies and to their national security.Historically, domestic production has engenderedsignificant government intervention and protec-tion. As a result, the management teams of manysteel companies are only just beginning to fully con-front the harsh forces of an open market system.
Thus, although steel prices have steadily erodedover the last 20 years, driven down by incrementalincreases in new low-cost capacity, management hascontinued to make capital investments and toendure the persistently inflating costs of labor andretiree benefits, driven by powerful union interests.Many management decisions have rested on thepresumption that governments would provide somedegree of protection. The result is huge excess ca-
pacity and an insupportably high cost base for laborand retirees. Those twin legacies are the biggestbarriers to the emergence of a healthy industry.
Moreover, they lead to a conundrum: although thesenior managers of steel companies may wish toclose down capacity and restore the balance of sup-ply and demand in order to boost profits, they don’twant to pick up the potentially crippling costs of thetwin legacies that go along with that approach.Ironically, it appears that the industry may needone more round of government intervention toallow it to put its house in order.
For the problems of steel do indeed need to besolved. Despite its venerable age—iron smelting waswell established by the end of the second millen-nium B.C.—steel remains one of the most widelyused materials in modern engineering. The steelindustry as a whole generates some $300 billion inannual revenue and employs some 2 million peo-ple. In 2001 the world consumed 765 million metrictons of finished steel products. Key applications forsteel are spread over many industries, includingautomotive, construction, appliances, oil and gas,packaging, railroads, shipbuilding, and industrialand agricultural equipment.
In many respects, the steel industry has come a longway. Over the past 40 years alone, technologicalleaps from open hearths to basic-oxygen andelectric-arc furnaces, and from mold casting tocontinuous-slab and thin-slab casting—among nu-merous advances—have significantly boosted pro-ductivity and reduced the number of steelworkers.

8
Nevertheless, the steel industry is in a bad way.From the massive integrated mills that undertakethe whole production process—smelting ore intoiron, converting it to steel, rolling it, and finishingit in various ways—to the smaller, nimbler mini-mills that make steel from scrap, few companies areprofitable. Even fewer are achieving adequatereturns, and fewer still are experiencing profit-able growth.
In part, this is because many countries have built uptheir own steel-production capacity, leaving theindustry highly fragmented in terms of global mar-ket share. Only in the past dozen years—underheavy budget pressure—has government-sectorownership of steel-production capacity declined,from more than 70 percent globally in 1990 to less
than 30 percent today. Privatization has shifted thesteel companies’ focus from production andemployment to profitability and shareholder value.However, most steel companies’ efforts to maximizereturns on their existing production capacity havenot been successful. For much of the past decade,the global steel industry has actually destroyedvalue by failing to earn its cost of capital.
The issues facing the steel industry are fundamen-tal and systemic. Nonetheless, we believe that todaythere is a real opportunity to set the stage for itsrecovery. The time has come to address the rootcauses of the industry’s problems and to lay out thesteps required to achieve a healthy and sustainableindustry structure. Let’s start by taking a close lookat the critical issues confronting the industry.

Critical Issues Facing the Industry
9
Generally, the long-term financial performance ofsteel companies has been poor. From 1989 to 2000,the industry’s average total shareholder return was below zero. (See Exhibit 1.) It was also lowerthan the total shareholder returns of other basic-materials industries, such as nonferrous metals, pulpand paper, base chemicals, and petroleum refining.
It is important to note, however, that within this dis-turbing picture, some companies have performed
much better than others. There is a significantspread between the top and bottom quartiles of thedistribution. The top quartile consists primarily ofcompanies that either produce specialized or cus-tomized products or supply regional niches. Towardthe bottom we find many structurally weak inte-grated players. The recent wave of Chapter 11 fil-ings in the United States—such as those ofBethlehem Steel and National Steel—and theChapter 7 (liquidation) filing of LTV Steel reflectthe difficult situation in which these weaker compa-nies find themselves.
To open up opportunities to create real and lastingvalue, the steel industry must address the four rootcauses of its present difficulties:
• Chronic overcapacity
• The commodity nature of steel
• The flatness of the supply curve
• The fragmentation of the industry
Chronic Overcapacity
Basically, there is considerably more steel-makingcapacity than there is demand for steel. From 1991through 2001, worldwide demand for steel grewonly 2.1 percent per year. (See Exhibit 2, page 10.)Over the next ten years, we expect even slowergrowth, at just 1 to 1.5 percent per year. There willbe more significant growth in demand only in Asia(excluding Japan) and Latin America. For example,China’s share of worldwide demand will increase
EXHIBIT 1AVERAGE TSR IS LOWER IN THE STEEL INDUSTRY THAN IN OTHER BASIC -MATERIALS INDUSTRIES
TSR 1989–2000 (% per year)
20
15
10
5
–10
–5
–15
0
Weighted average TSR for the industry2
Median TSR for top-quartile companies1
Median TSR for the industry
Median TSR for bottom-quartile companies
Petroleumrefining
Basechemicals
Pulp andpaper
Nonferrousmetals
Steel
SOURCE: BCG analysis.
1TSR = total shareholder return.2TSR weighted by market capitalization, separately for each year.

10
Like global demand for steel, global steel-makingcapacity—and thus the industry’s overcapacity—isquite stable. (See the insert “Defining Steel-MakingCapacity.”) Once installed, capacity is very hard toeliminate because of high exit costs. Even tempo-rary reductions in capacity are difficult because of the inflexible nature of the integrated steel-production chain. The capacity of integrated iron-and steel-production processes cannot be cut backeasily, because of the high costs of first idling andthen bringing back on-stream a series of integratedfacilities linking operations at the coke batteries,blast furnaces, steel shops, and hot and cold stripmills. Moreover, shutting down blast furnacesentails a considerable risk of damaging the refrac-tory bricks that line them, because of the coolinginvolved. For this reason, integrated plants oftenfind it cheaper—on a marginal cost-calculationbasis—to avoid temporary shutdowns by continuingfull production and then shipping their marginaltonnage to spot markets at low prices.
Permanent reductions in capacity are, of course,even more expensive because of high legacy costs,such as pension obligations and environmental lia-bilities. They are also difficult because of politicalsensitivity. Steel plants are often concentrated in“old” industrial areas, such as Llanwern in Wales,the Ruhr area in Germany, and northern Spain. Insuch regions, decades of productivity increases insteel manufacturing and coal mining have con-tributed to high unemployment. Local labor unionsand governments tend to strongly oppose furthercapacity reduction.
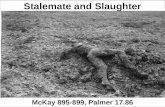
Calculated on the basis of worldwide production ofcrude steel, global capacity utilization fluctuatedbetween 70 and 80 percent from 1990 through2000. (See Exhibit 3.) Given that we consider“healthy” capacity-utilization levels to be around 92percent, effective worldwide overcapacity is about20 to 25 percent of actual production.
Moreover, the situation will not get better. From2000 through 2003, capacity creep—estimated atbetween 15 million and 20 million tons per yearworldwide—will completely cancel out planned
from 18 percent in 2000 to 21 percent in 2005. By2010, about 45 percent of worldwide demand willbe concentrated in Asia (excluding Japan), com-pared with 38 percent today.
The slow growth in demand for steel will lag con-siderably behind expected growth rates (in revenueterms) for steel’s most important applicationsindustries—automotive, construction, and appli-ances. This discrepancy will come about in partbecause other materials will replace steel in someapplications, and in part because improvements insteel’s own mechanical properties—such asstrength and stiffness—will mean that steel buyerswill be able to use smaller amounts (by weight) todo the same jobs.
EXHIBIT 2GLOBAL DEMAND FOR STEEL HAS GROWN VERY SLOWLY IN THE PAST DECADE
Consumption of finished steel products in millions of metric tons
800
600
700
400
500
200
300
100
621 600 614 620651 653
699 685 702759 765
1991 1992 1993 1994 1995 1996 1997 1998 1999 2000 2001
CAGR1 CAGR
Other European 1.57%countriesEuropean Union 1.99%
Former USSR –10.75%NAFTA 3.16%
Central and 4.92%South America
Africa and 2.17%the Middle East
Asia without Japan 7.59%Japan –2.38%
Australia and 1.47%New Zealand
Global CAGR: 2.1%
SOURCES: International Institute for Steel and Iron (IISI); BCG analysis.
1Compound annual growth rate.

11
reductions in smelting capacity, which are antici-pated primarily in the former Soviet republics, theAmericas, and China. Over the same three-yearperiod, new plants will actually add capacity ofabout 30 million tons, contributing to an overallexpected capacity growth of about 1 percent peryear. And the outlook for overcapacity for rolledstock is even worse than for smelting. Hence, with-out further incentives to reduce capacity, the
chronic overcapacity of the industry will not onlyfail to improve but will actually worsen.
Furthermore, the systemic attributes of the steelindustry tend to amplify the impact on profits ofeven small changes in demand and prices. The steelvalue chain is a complex system in terms of thedemand from steel-consuming industries and thebehavior of stock-keeping traders and steel produc-ers. The inventory buffers throughout the distribu-tion and user supply chains—combined withutilization-oriented and demand-inflexible steelproduction—create higher volatility in prices (andtherefore profits) than would be expected fromslight changes in the balance of supply and demandor price alone. (See Exhibit 4, page 12.) In short,this system tends to amplify any fluctuation indemand or other disturbance. The oscillatorymotion of steel prices is therefore a direct conse-quence of the industry’s systemic properties.
The Commodity Nature of Steel
A second issue for steel producers is the fact thatthe lion’s share of global steel production is a cost-driven commodity business. Steel specifications arehighly standardized, for both economic and safetyreasons. Although the national structure of theindustry has given rise to a broad spectrum ofnational standards—including ASTM in the UnitedStates, JIS in Japan, BS in the United Kingdom, andDIN in Germany—most high-volume grades of steelcan easily be substituted across regions.
EXHIBIT 3THE STEEL INDUSTRY SUFFERS FROM CHRONIC OVERCAPACITY
Estimated global capacity and production in millions of metric tons of crude steel1
1,200
800
1,000
400
600
200
1990 1991 1992 1993 1994 1995 1996 1997 1998 1999 2000
Overcapacity Production
Global capacity utilization fluctuatesbetween 70 and 80 percent
SOURCES: OECD; BCG analysis.
1Includes stainless steel.
The capacity of a given steel plant is difficult todefine for several reasons. An integrated steel plantincorporates multiple production steps, from ironand steel making to hot and cold rolling to furtherprocessing steps, such as galvanizing or other coat-ing techniques. Depending on a plant’s productionspectrum and the mix of products it actually sells,there may be significant differences in the “design”
capacities of its individual production steps—that is,in the stated capacity at the time of construction.There may also be substantial differences betweenthe design capacity of each process and its actualoperational capacity. Operational capacity oftencomes to exceed design capacity over time, thanksto process rationalization and technological opti-mization. This process is known as capacity creep.
D E F I N I N G S T E E L - M A K I N G C A P A C I T Y

Nevertheless, it is also true that there is enormousvariety among steel products, as illustrated by thefact that the U.S. government received more than1,000 applications for exemptions from theimposed import tariffs, each claiming that thedomestic steel industry could not deliver accordingto the particular specifications required. Steel com-panies seek to differentiate their product offeringsin part because the potential for differentiationthrough service is limited. In this industry, serviceparameters—such as delivery performance, lead-time, or quality control measures—are determined
by customers’ specifications and thus represent asales precondition rather than a genuinely differ-entiating feature.
Most Western European and U.S. steel companiestry to differentiate themselves from one anotherand from their lower-cost competitors in Asia, LatinAmerica, and Eastern Europe by offering moresophisticated products, such as high-strength steel,isotropic steel, or grades with special surface quali-ties. However, grades that offer room for differenti-ation in this way are mostly low-volume specialties.
12
EXHIBIT 4A VICIOUS CIRCLE LEADS TO STRONG CYCLICALITY OF STEEL PRICES
• Imports lead to further stock increases
• Inventories become saturated
• Demand decreases
• Expectation of further price decreases causes steel traders to sell off their high inventories
• Consumption exceeds demand
• Production increases
• Delivery times increase
• Stocks increase
• Imports gain attractiveness
• Production decreases
• Stocks decrease
• Imports lose attractiveness
• Expectation of further price increases prompts steel traders to raise their stock levels
• Apparent demand exceeds consumption
• Inventories return to low levels
• Excess capacity increases at production plants
• Delivery times shrink
• First price cuts are intended to stimulate demand
• Increased steel consumptiondue to worldwide economiccycle triggers price increases
Start
Priceupturn
Pricedownturn
SOURCE: BCG analysis.

13
Moreover, developing such grades usually requiresinvesting in more sophisticated technology whilealso keeping higher inventories, because lot sizesare smaller and the production spectrum is broader.
As a result, many companies find themselves caughtin an “investment trap”:
• Although profit margins may be higher on theirmore sophisticated products, their capital turn-over may be so much lower—because of higherfixed assets and inventories—that they fail to real-ize any increase in returns on invested capital
• Moreover, since many competitors choose toinvest in higher-margin products, competitionoften intensifies in the narrow top-product seg-ments, putting pressure on margins
Thus, in this classic investment trap, the intendedincrease in profit margin is accompanied by anunderestimated decrease in capital turnover. Thereturn on capital often changes little, if at all, andlittle or no value is created. (See Exhibit 5.)
The Flatness of the Supply Curve
At the beginning of 2002, European export pricesfor hot-rolled and cold-rolled coil reached a ten-year low at $210 per ton and $275 per ton, respec-tively. These prices represent a steep decline fromthe average nominal prices a decade earlier, in1992: $330 and $450. Although prices are currentlyrecovering from the ten-year low, the long-termdownward trend of 2 to 4 percent per year for thedeflated steel prices in all major steel-consumingregions (depending on the type of product) couldwell continue into the future. (See Exhibit 6, onpage 14, for an example involving hot-rolled strip.)
According to macroeconomic theory, the long-termprice of commodity goods equals the cash cost ofthe marginal producer. As companies bring new,lower-cost plants on-stream, the highest-cost pro-ducers are pushed even farther to the right-handside of the supply curve and replaced by more effi-cient ones. Hence, capacity increases at lower costlevels, exacerbated by capacity creep, will result in a
EXHIBIT 5THE CLASSIC INVESTMENT TRAP
Trading up the carbon-steel-grade pyramid often comes at the expense of lower capital turnover
Capital turnover
Profit margin
Classic investment strategy
Carbon-steel-grade pyramid
Special grades and surface treatments
Hot-dip galvanizedElectrolytically galvanizedOrganic coatings
Cold-rolled coil
Hot-rolled coil (commodities)
Return on capital remains constant
Return on capital = Profit margin X Capital turnover=Capital
Profit=
Capital
SalesX
Sales
Profit
SOURCE: BCG analysis.

14
long-term downward price trend because thesedynamics shift the supply curve to the right, lower-ing the long-term price equilibrium over time. (SeeExhibit 7.)
Although downward price pressure is not uncom-mon in other commodity industries, such asaluminum, this phenomenon affects the steelindustry more than the others because steel has aparticularly flat supply curve. (See the insert “A Comparison of Supply Curves: Steel andAluminum,” page 16.) Even the most efficient pro-ducers have very thin margins and low profitability.(See Exhibit 8.)
Steel companies are always striving to reduce costsin order to improve their position on the supplycurve. Open any steel company’s annual report,and the odds are that you will find a description ofa cost-cutting program that is either under way orbeing launched. However, because steel is an oldand very mature industry, most companies havealready traveled a long way down the experiencecurve; therefore, real cost differences among themare rather small. Moreover, most state-of-the-artsteel technology is readily available to all industryparticipants because it is supplied predominantly by independent engineering companies, such asDanieli, SMS Demag, and VAI.
There is, of course, a significant difference in costposition between large integrated mills, which relyprimarily on iron ore and coke, and smaller mini-mills, which melt scrap metal in electric-arc fur-naces. Minimill technology has extensively pene-trated the long-products segment precisely becauseit allows substantial cost reductions as comparedwith traditional steel-making technology. Ever sincethe minimill pioneer, Nucor Corporation, built thefirst flat-steel minimill—in Crawfordsville, Indiana,in 1989—minimill technology for flat-rolled or
EXHIBIT 6STEEL PRICES HAVE DECLINED STEADILY
European price index (1994 = 100)
CAGR: –3.9%
200
150
100
Example: Hot-rolled strip
Actual price Downward price trend
1994 1995 1996 1997 1998 1999 2000
SOURCE: BCG analysis.
EXHIBIT 7SUPPLY CURVE LOGIC EXPLAINS THE LONG-TERM PRICE TREND
Cash cost
200
Capacity
400
The price is set at the cash cost of the marginal producer
50
150
100
3002000 100
Price
Demand
Cash cost
200
Capacity
400
Increases in capacity reduce price
50
150
100
3002000 100
New price
Demand
New low-cost capacity
SOURCE: BCG analysis.

15
sheet products has inexorably gained market share.In the United States, this technology now repre-sents about 25 percent of the industry. However, aslong as sheet minimills are restricted by quality limi-tations to producing less demanding flat-steel prod-ucts, modern integrated plants will remain protectedto some extent from their competitive inroads.
Among modern integrated steel companies, oppor-tunities to develop further scale-based cost differ-ences are quite limited because direct operatingcosts are determined by the scale of the steel-producing plants; only purchasing, sales, andadministration costs depend on the company’sscale. Since many smaller and less efficient plantshave already been replaced during modernizationefforts, especially in Western Europe and Japan,opportunities to achieve further cost advantagesthrough scale are limited in comparison with otherindustries.
Therefore, the cost savings to be achieved throughmergers will not be very large. Inside the core busi-ness of steel production, where there is no substan-tial growth in demand, companies can achievegrowth only by acquiring or displacing their directcompetitors. However, in a low-growth, low-marginindustry, an aggressive displacement strategy willusually destroy value, because recovery from theprice war takes too long—if indeed the aggressormanages to recover at all. An acquisition or mergerstrategy will create value only if the newly formedcompany is significantly more profitable than theformer one—not if the merger or acquisitionprocess just ends up creating a somewhat larger butequally low-profit business.
In the merger of Arbed, Aceralia, and Usinor—which was announced in February 2001—annualsavings in operating costs due to the merger areexpected to reach about 2.3 percent of the compa-nies’ combined sales volume. In addition, the par-ticipants expect cumulative savings in investmentsof 1.2 percent over four years. This value is typicalfor many steel mergers or acquisitions that havetaken place in Europe over the past ten years, suchas ThyssenKrupp and Corus. But it is rather low in comparison with merger synergies achieved in
EXHIBIT 8REGIONAL SUPPLY CURVES IN STEEL ARE VERY FLAT,RESULTING IN LOW MARGINS
Production cash costs ($/metric ton)
500
Annual capacity (millions of metric tons)
140
Western European sites
200
100
400
300
120800 40 1006020
Production cash costs ($/metric ton)
600
Annual capacity (millions of metric tons)
300
Asian sites
Estimated Flat-Steel Capacity Curves by Region, 2000
200
100
400
500
300
0 50 100 150 200 250
Production cash costs ($/metric ton)
600
Annual capacity (millions of metric tons)
100
North American sites
200
100
400
500
300
0 20 40 60 80
SOURCES: World Steel Dynamics 2000; OECD Steel Outlook 1999/2000;
IISI 1998; BCG analysis.

16
other industries, such as pharmaceuticals and aero-space, where synergies have amounted to as muchas 6 to 7 percent of combined sales. It is worth not-ing that the stock markets responded favorably tothe announcement of the Arcelor merger: the shareprices of Arbed, Aceralia, and Usinor immediatelysoared by as much as 50 percent.
One way in which mergers can cut expenses is byexploiting regional differences among the costs oflabor, energy, land, raw materials, and transporta-tion, which are significant. Clearly, the relativeattractiveness of steel exports from East Asia orEastern Europe to North America and WesternEurope depends strongly on current exchangerates. Despite protective measures such as importduties, import quotas, and government subsidies ofnational players, international trade in steel prod-ucts has risen significantly. For example, globaltrade in steel products grew about 5 percent peryear over the past ten years, and imports of steel tothe European Union grew even faster, at 7 percentper year.
The Fragmentation of the Industry
Despite recent mergers—especially in Europe—theglobal steel industry is still highly fragmented. In2001, as in 2000, the top five steel companies sup-plied less than 20 percent of the world steel market.(See Exhibit 9.) In comparison, the top five auto-
The long-term average profitability of an industryreflects the shape of its supply curve. Because thelong-term trend price is equal to the cash cost of themarginal producer, the margin gap between the leastefficient and the most efficient producer increaseswith the steepness of the supply curve. Only in anindustry with a steep supply curve can an averageplayer achieve reasonable returns over time.
In the steel industry, the cash cost disadvantage ofthe least efficient players is typically about 30 to 50percent. Western Europe is much more homoge-
neous than North America, where we find a sharpdistinction between minimills and integrated produc-ers. Asia is characterized by a distinct step betweenlow-cost and high-cost countries.
In aluminum, the spread between the left and rightends of the supply curve is much more pronounced.The cash cost disadvantage of the least efficientplayers can be as high as 80 to 100 percent.Therefore, the average profitability of the wholeindustry—and especially the profitability of the mar-ket leaders—is much higher than for steel.
A C O M P A R I S O N O F S U P P L Y C U R V E S : S T E E L A N D A L U M I N U M
EXHIBIT 9THE WORLDWIDE STEEL MARKET IS HIGHLY FRAGMENTED
Concentration (%)
Production (millions of metric tons)
Market Concentration by Region, 2000
20
10
40
50
60
70
80
90
100
30
785.60 100 200 300 400 500 600 700
Top five regional producers
Top three regional producers
Othe
r Eur
opea
n co
untri
es a
nd fo
rmer
USS
R
North
Ame
rica
Latin
Ame
rica
Euro
pean
Uni
on
Afric
a an
d th
e Mi
ddle
Eas
t
Asia
and
Oce
ania
Top five worldproducers: 18%
Top three worldproducers: 13%
Additional producers
SOURCES: IISI; OECD Steel Outlook 1999 (2000 production forecast).

17
motive companies—key customers for steel—had anearly 70 percent share of the world market. Thisstructural imbalance between the steel industry andone of its principal customer industries means thatsteel companies are often at a disadvantage in nego-tiating contracts.
This high level of fragmentation evolved from thedesire of developed and developing countries tocontrol a captive source of steel to supply their civil and military steel-consuming industries.Unfortunately, fragmentation has kept steel pro-ducers from achieving enough influence to changethe balance of power between supply and demand.Thus fragmentation is one of the main sources ofthe industry’s current predicament.
Repositioning the Industry
The steel industry finds itself at an impasse. It isstuck—not only in its overall structure and functionand its poor financial performance, but even in itscyclicality and in the persistence of the structural is-sues that plague it. Despite companies’ best effortsto improve profitability from year to year, systemicfactors such as strong price cycles and a long-termdownward price trend eat up most of their results.
Clearly, traditional value-creation approacheshaven’t worked. It’s time to think about moreenlightened strategies that will help not only indi-vidual companies but also the whole industrydevelop in a positive direction.

Three Paths to Value Creation
18
Any effective cure for the ills besetting the globalsteel industry must attack the root causes of thepresent impasse—not its symptoms. The time hascome for the industry to pull together and changethe rules of the game. We do not, of course, meanto propose any secret action that could beconstrued as collusion or any other prohibitedbehavior. Rather, we think that the industry’s keyplayers—together with their regulators—shouldpublicly examine the constraints that prevent theindustry from operating effectively and then act,independently and collectively, to remove them.Toward that end, it is essential to distinguish be-tween approaches that may work—three of whichwe describe here—and ones that are destined to fail.
One approach that will inevitably fail is just to“keep running faster.” Persisting in doing whatcompanies have been doing for decades—hammer-ing down costs, partnering loosely when there is norisk, and trying to lose as little money as possible—is clearly not the way to attack any of the rootcauses. Improvement in any individual company’ssituation must be accompanied by a strategydesigned to allow broader and more lasting success.
Similarly, the remedies commonly espoused bynational governments—including trade barriersand subsidies for existing low-efficiency plants—willpreserve overcapacities rather than reduce them.Such policies will not significantly change availablecapacity unless, during the period in which the pro-tective measures are in effect, other countries areforced to exit the steel business. Improvements thatmay occur in the average cost position of a nation’s
steel industry during the limited period of protec-tion are unlikely to substantially reduce the cost dif-ferential between developed and developing coun-tries. Therefore, we don’t believe that protectivemeasures alone can buy national companiesenough time to cure themselves.
In our view, three basic strategies can contribute torevitalizing the steel industry by attacking the rootcauses of its present impasse:
• Regional consolidation—to reduce the industry’sfragmentation and overcapacity
• Specialization and downstream migration—tohelp companies escape from the commodity seg-ments of their businesses
• Deconstruction and global networking—to re-duce fragmentation and overcapacity and sepa-rate commodity from noncommodity businesses
Some companies have already started moving for-ward along one of these paths. However, to achievesignificant and lasting progress, it may be necessaryto forge management strategies out of all three ele-ments, not just one. Even so, governments too willhave to play a role if the industry is to return tohealth and profitability. Let’s look at the potentialthat each strategy offers for value creation.
Regional Consolidation
Although worldwide the steel industry remainshighly fragmented, in Western Europe it has under-gone intense consolidation over the past decade. As

19
a result, in 2000 the top five producers owned acombined regional market share of about 66 per-cent—up from just 40 percent in 1990. In 2005,after the 2001 merger of Arbed, Aceralia, andUsinor to form Arcelor—as well as other antici-pated mergers—the top five European steel compa-nies will attain a combined market share of approx-imately 80 percent, with individual players such asArcelor managing a capacity of some 40 milliontons. (See Exhibit 10.)
We expect consolidation to continue, not only inEurope but around the globe, for three reasons:
• For companies trying to grow, the economics ofbuying are better than the economics of building
• Consolidation offers improvement in the indus-try’s bargaining power vis-à-vis its main customers
• Reducing the number of decision makers allowsthe industry to have greater discipline over capac-ity and hence over price, thus avoiding potentiallyruinous imbalances in supply and demand
Consolidation has generally been slower in theUnited States than in Europe because in Europetwo decades of government action and manage-ment determination have solved the legacy prob-lems of health-care and environmental liabilities,
high closure costs, and accelerated pension obliga-tions. In the United States, however, no such solu-tion has yet emerged. Nevertheless, the recent waveof Chapter 11 filings has prompted companies suchas U.S. Steel, Bethlehem Steel, and National Steelto engage in new discussions of consolidation. InJapan the leading producers, NKK Corporation andKawasaki Steel, agreed in December 2001 to con-solidate their entire operations through the forma-tion, by April 2003, of JFE Group, which will con-tain a steel segment called JFE Steel Corporation.
As we mentioned above, in all the major regionsthat face declining steel consumption—Europe,North America, and Japan—there are voicesdemanding the preservation of a strong national orregional steel industry, citing concerns about eco-nomic independence and national security. If thesesentiments should prevail, the world could end up,at the logical extreme, with an oligopolistic steelindustry consisting of a few large national orregional blocs, each supplying its own domestic orregional market. The cross-regional trade flow ofsteel products—which currently amounts to some20 percent of global production—would drop pre-cipitously and be confined to specialties.
Is this scenario likely? We don’t think so, for severalreasons:
• First, the large steel-consuming industries—suchas automotive, household appliances, and pack-aging—are becoming increasingly global. Sup-pliers to these industries will need to follow suit.
• Second, history offers some useful lessons aboutthe efficacy of national steel industries. Several ofthem have had to be privatized in order to oper-ate efficiently.
• Third, it is very unlikely that antitrust legislationwould allow the formation of such large players.
It may be a useful exercise, nonetheless, to estimatethe cost synergies that might be achieved throughsuch extensive regional consolidation. Cost syner-gies for previous mergers of steel companies thatwere approximately equal in size have typically
Millions of metric tons
155180
120
140
160
100
80
20
40
60
1990
160
2000
~160
2005 estimates
~40%
~66%?
~80%
HoogovensThyssenIlvaBritish SteelUsinor Sacilor
Arbed
Usinor
Corus
ThyssenKrupp
Riva
Arcelor
...
...
...
...
SOURCE: BCG analysis.
EXHIBIT 10THERE IS A CLEAR CONSOLIDATION TREND IN WESTERN EUROPE

20
been in the range of 2 to 3 percent of combinedrevenues. Estimated on the basis of a scale curvecalculation, the cost position of a hypotheticalEuropean Steel Corporation, American SteelCorporation, and Japanese Steel Corporation sup-plying their respective regional markets would be asmuch as 10 percent better than the cost positions oftoday’s major regional steel companies. This calcu-lation does not take into account any cost reduc-tions that could result from rationalization effortsthat the individual companies might undertakewithout consolidation, nor does it account for syn-ergies still to be realized in the coming years bylarge integration efforts already in progress, such asArcelor and JFE Group.
In our view, while it is improbable that regionalmonoliths will come to dominate the industry, somedegree of regional consolidation is a logical, ifinsufficient, next step. The integration of compa-nies that operate in the same markets and culturalenvironments and that know each other quite wellcan help resolve legacy issues and also realize costsynergies. It is more realistic to assume thatregional consolidation may lead to the formationnot of monolithic entities but of companies thatwould control 30 to 40 percent of their respectiveregional markets. We estimate that such companiesmight achieve cost reductions of 4 to 6 percent com-pared with today’s costs. Arcelor and JFE Group arealready addressing a part of this potential.
Specialization and Downstream Migration
Most steel companies seek to maintain their profitmargins by either specializing in some way ormigrating their activities downstream. Special-ization, for instance, might take the form of acquir-ing competence in a variety of materials, in addi-tion to steel. For example, despite the growth of theautomotive industry, steel usage in automobiles will shrink by at least 10 percent through 2010 asauto designers reduce body weight, substitute alu-minum and plastics for steel, and expand the use of high-strength steel grades. Therefore, today’ssteel, aluminum, and plastics companies willincreasingly have to support OEMs with know-how
in the application of materials in order to maintaintheir position.
Many of these companies recognize that they needto learn how to become development and engi-neering partners for the OEMs, involved early incomponent design. Some are already moving in thisdirection, but they still have a long way to go. Ingeneral, materials specialists should focus more ontheir direct customers’ need for solutions than onfurther development of any individual material—whether steel, aluminum, or plastic.
As steel companies face declining market volumesin their core businesses, downstream migration—moving from producing the less technically chal-lenging grades of steel to processing semifinishedsteel products, manufacturing parts and compo-nents, or providing distribution, logistics, and engi-neering services—offers an increasingly attractivegrowth opportunity. Voestalpine in Austria, forexample, is supplying tailored blanks, pressed bodyparts, and other components to the automotiveindustry—as well as rails, turnouts, and other com-ponents to the railroad industry. ThyssenKrupp inGermany has developed its automotive division intoone of the world’s leading automotive suppliers,providing components and systems for the chassis,body, and power train.
Companies that are considering a move to supply-ing components should be aware of the business’sdistinctive requirements. The capabilities neededfor developing, delivering, and integrating propri-etary components into more complex systems canbe very different from those in a steel producer’sskill set, which are typically based on productionprocesses. Also, extending the value chain towardthe downstream end usually means competing, atleast in part, with former customers. This strategymust be thought through very carefully.
At its logical extreme, the downstream migrationstrategy is a bold move to achieve escape velocity—that is, to transform the company’s portfolio so rad-ically that the company is no longer perceived asprimarily a steel player. Two companies that havemanaged this transition (over a period of decades)

21
are Carpenter Technology in the United States andSandvik in Sweden. Carpenter is now a materialsspecialist for the aerospace and automotive indus-tries, among others. It supplies not only stainlesssteels (approximately 40 percent of its sales vol-ume) but also nickel and titanium alloys, as well asceramic materials. Sandvik has become a leadingmanufacturer of carbide cutting and drilling tools.Only one of its three divisions remains in the steelbusiness, and it focuses on highly specialized stain-less and high-alloy steel products. Although “break-ing out” of a steel index is very difficult, the stockmarkets have clearly awarded higher multiples tothese companies, reflecting their image as materialsspecialists.
Companies that wish to pursue an escape-velocitystrategy need to address two basic questions:
• In their new downstream or specialties business,how can they help their customers differentiatethemselves, and how can they have a majorimpact on their customers’ cost position?
• What should they do with the commodity part oftheir old upstream steel business? Can they (atsome point) separate that part of the businesscompletely from the downstream or specialtybusiness? Would it be better to sell the upstreamproduction of commodity steel or to keep onlythose parts that are most critical to the process?
To succeed in escaping the bulk steel business, com-panies will need to find answers to both questions.In our view, the companies best positioned to pur-sue this strategic path are the small and midsizeplayers already occupying strategic niches today. Incontrast, most companies with commodity-centeredproduct portfolios are not likely to develop intomultiniche companies because of their size and lackof capital resources.
Deconstruction and Global Networking
Deconstruction of the value chain is a commonphenomenon in many basic industries, includingpaper, oil, plastics, and energy. Whenever therequired sets of key capabilities differ between the
upstream and downstream ends of the value chain,a deconstructed industry can open up opportuni-ties for new business models focused on therequirements of just one part of the previously inte-grated chain. Steel offers just such an opportunity.
In terms of production planning and control, steelmanufacturing is a divergent process. That is, therange of product specifications increases progres-sively over the different production steps. It is notunusual for a typical integrated steel mill to supply
• several hundred slab or billet specifications of dif-ferent grades, widths, and lengths
• several thousand hot-rolled specifications—forexample, for flat products of different grades,widths, lengths, and gauges (not including,among other things, differences in coiling tem-perature specifications)
• tens of thousands of cold-rolled and surface-treated specifications
Because of this divergence, a company taking agreenfield approach could minimize steel produc-tion costs by separating the less complex upstreamproduction of standard-grade semifinished steel(slabs, billets, or even hot-rolled coils) from themore customized downstream production.
Such a separation would make economic sensebecause the two ends of the steel value chain havesuch different business models. Whereas theupstream end is driven primarily by cost and scale,the downstream end offers greater opportunities toachieve competitive advantage through differentia-tion. At this end, smaller submarkets are willing topay for products with higher added value.Therefore, scale-sensitive costs for such factors asraw materials, energy, and depreciation become lessimportant, while proximity to customers offers sig-nificant opportunities to erect customer-specificcompetitive barriers. These barriers include cus-tomized products, engineering support, speciallogistics services, and joint R&D.
Today many companies—including Arcelor, Corus,Voestalpine, and U.S. Steel—have invested in build-

22
ing up engineering skills to develop tighter bondswith their important customers. Some companieshave wooed major customers by forming customer-specific engineering groups of up to 100 people,launching new design and development centers,and forming technical support teams.
Because of the differences between the upstreamand downstream ends of the steel value chain, a“division of labor” approach between, for example,a low-cost offshore producer of slabs and a highlydifferentiated conversion specialist could reducethe cost of steel products substantially. Thanks tofactor and scale advantages, the most efficient pro-ducer of standard-grade slabs or hot-rolled coilswould be a large offshore plant with optimal accessto raw materials, low labor costs, and efficient out-bound logistics. Ideally, such a producer wouldwork collaboratively with a variety of producers ofspecialty grades, as well as with a network of localconversion plants located close to their most valu-able customers and deploying an optimized logis-tics system.
Such a combination would clearly constitute a newtype of steel player with substantial competitiveadvantage. If a new competitor of this kind were toexploit fully all the efficiencies of cross-regionalcooperation across the length of the value chain, weestimate that it could achieve a cost advantage of 10to 20 percent, compared with today’s best regionalplayers.
Despite the powerful savings this model offers (andalthough many large players have acquired stakes insteel makers in other regions or formed joint ven-
tures to enter foreign markets), there is today noreal deconstruction-based player with an inter-linked, cross-regional production network. Why hasno company yet made such a strategic move? Inaddition to the high up-front costs involved and therisk of political opposition, a major deterrent hasbeen fear of supply shortages. Letting go of propri-etary capacity means becoming dependent on oneor more suppliers of semifinished steel.
Concerns about shortages can be allayed in variousways, including outright ownership and long-termcontracts. When Usinor decided to build a newcold-rolling and galvanizing plant in Vega do Sul,Brazil, to supply the local “big four” of the automo-tive industry, it could count on a reliable supply ofhot-rolled feedstock from the Brazilian producerCST, in which Usinor owned a controlling stake.Moreover, recent examples of European companiesbuying slabs on the global market after internalsupply problems, such as blast furnace accidents,indicate that supply—at least on a spot basis—maybe more abundant than companies have tradition-ally assumed. There could be substantial opportu-nities to secure such supply through long-term con-tracts, thereby linking it to facility-rationalizationand capital-planning strategies, and achieving thekind of deconstruction described above.
The steel company bold enough to create the firstcross-regional division-of-labor or feeder networkstands to gain a considerable competitive advan-tage. However, it is unlikely that the industry willdevelop very far in the direction of global networksuntil there is an economic and political frameworkin place to ensure a reasonably safe transition.

23
The Challenge for Leadership
The past 20 years clearly show that the worldwidesteel industry will not create value by continuing topursue its traditional path. In order to overcomethe structural impediments to value creation, theindustry needs to change the established rules ofthe game. The solution lies in reducing fragmenta-tion and moving toward a more consolidated indus-try, one in which the key players’ shared under-standing of the underlying drivers of value creationwill contribute to a more rational use of assets.Benefits will include improvements in overall effi-ciency, reductions in overcapacity, and the reduc-tion of acts of desperation by individual players.
Preparing the ground to achieve these benefitsshould in no way be interpreted as collusion or anyother questionable form of cooperation. Otherbasic industries—including paper, aluminum, andglass—are much further advanced in their consoli-dation and globalization processes than is steeltoday. As a result, they can create considerablymore value for their stakeholders.
Implications for Steel Companies
As consolidation progresses, individual steel pro-ducers must fully understand their strategicoptions. To seize the initiative and play the role ofan active consolidator—either within a region oracross regions—a company will need deep financialresources, a stable cash flow, integration capabili-ties, and a clear view of strategic opportunities.
Naturally, large players will have more influence onthe overall industry landscape than small players.
However, smaller companies that are well posi-tioned within a strategically important steel busi-ness segment—particularly one with defensiblecompetitive barriers—may find it rewarding to con-solidate and thus stabilize the segment.
Companies that don’t have the resources to play therole of an active consolidator should assess theiroptions for either being acquired or selling parts oftheir portfolio. A new co-owner may be better posi-tioned to develop the joint business.
In summary, our recommendation to the CEO of asteel company would look like this:
• Segment your business portfolio into commodi-ties and differentiable products and services
• Evaluate the opportunities to achieve escapevelocity in the differentiable businesses and toconsolidate or be consolidated in the commoditybusinesses
• Allow differentiable businesses to develop inde-pendently and favorably by separating them fromthe bulk business wherever possible
• Prepare to participate in global alliances by estab-lishing relationships with potential partners andby learning from cooperative efforts in small busi-ness areas, where the risk is manageable
• Monitor all activities that could promote thedevelopment of global alliances—such as long-term supply contracts, e-commerce platforms,and financial derivatives of steel products—andparticipate in those that fit your strategy

24
Implications for Industry Regulators
For the worldwide steel industry to forge a viablefuture, it will need political support. To date, how-ever, industry regulators have focused on the symp-toms of the industry’s ills, rather than on the under-lying causes. Moreover, in many cases the solutionsthey have put forward—primarily tariffs, quotas,trade barriers, and subsidies—have offered onlylocal, short-term benefits and have exacerbated thevery problems they were intended to solve. It is timefor industry regulators, like the steel companiesthemselves, to address the industry’s fundamentalstructural challenges: reducing overcapacity andpromoting consolidation.
Reducing Overcapacity. Regulatory bodies shouldconsider subsidies or support programs only if theyare designed to lower exit costs and thus contributeto capacity reduction. Similarly, grants for post-closure environmental-compliance and supportprograms must be contingent on permanent capac-ity elimination. Such support payments should bemade directly to former steel employees and not tothe companies that employed them.
Regulators should avoid measures designed merelyto shore up continuing operations, such as loanguarantees, environmental compliance grants, ortransfers of pension or health-care liabilities.Measures of this kind rarely contribute to capacityreduction; indeed, they ultimately destroy value.
Promoting Consolidation. Industry regulatorsshould strongly encourage intraregional and cross-regional consolidation efforts. These efforts willreduce fragmentation and ultimately eliminateunneeded capacity. Intraregional consolidation,like that under way in Europe, can be a useful firststep toward an optimized regional industry.
In the longer term, cross-regional consolidationcan further improve the industry’s structure.However, this approach will work only if regulatorsactively encourage the international trade of steelproducts and effectively mitigate the risks. So regu-latory action should be designed to keep the risksof cross-regional cooperation at manageable levels.
Of course, consolidation must be subject toantitrust regulations. But even within that regula-tory framework, the current low concentration ofthe steel industry leaves plenty of room for opti-mization. Because a major barrier to consolidationis high legacy costs, one approach might be to lowerexit barriers by spreading legacy costs across theglobal industry. For example, the world’s largeststeel companies as a group might create a globalfund to pay down legacy liabilities, thus openingthe door to consolidation and the elimination ofexcess capacity.
Another barrier to consolidation is governmentownership, especially in Asia and Eastern Europe.We recommend that governments strongly supportfurther privatization to reduce their ownership ofsteel company equity.
In the long run, in the high-volume segments andmarkets, we expect that some eight to ten interna-tional companies, each with a highly optimizedstructure of plants and logistics, will supply stan-dard steel grades. In addition, we expect to see abroader spectrum of a few dozen specialist compa-nies supplying smaller volumes of sophisticatedproducts in combination with further value-addedservices, such as collaborative development andengineering and more complex logistics services.
Conclusion
The future of the global steel industry is in thehands of its key players: the companies that pro-duce the world’s steel and the regulatory bodiesthat govern its trade. We are convinced that theindustry has a real opportunity to undertake a rad-ical transformation—one that will render it leaner,more efficient, and more profitable.
This transformation will require shared insight andunderstanding, as well as a huge amount of vision,determination, and courage. It will also requirestrong leadership to implement bold new value-creation strategies. For the industry to develop in apositive direction, this is the work that must bedone. We hope that this report will make a contri-bution to that process.

The Boston Consulting Group is a general management-consulting firmthat is a global leader in business strategy. BCG has helped companiesin every major industry and market achieve a competitive advantage bydeveloping and implementing winning strategies. Founded in 1963, thefirm now operates 54 offices in 34 countries. For further information,please visit our Web site at www.bcg.com.
Steering Carmaking into the 21st Century:
From Today’s Best Practices to the Transformed Plants of 2020
A report by The Boston Consulting Group, November 2001
“Accelerating Out of the Downturn”
Opportunities for Action in Industrial Goods, June 2002
“Automotive Components: New Business Models,
New Strategic Imperatives”
Opportunities for Action in the Automotive Industry, May 2002
“Synchronize Your Demand Chain”
Opportunities for Action in Industrial Goods, December 2001
“Paying for Performance: Aligning Sales Compensation with Strategy”
Opportunities for Action in Industrial Goods, November 2001
“A Blueprint for Change in Auto Manufacturing”
Opportunities for Action in the Automotive Industry, October 2001
“Customer Focus: Making It Happen”
Opportunities for Action in Industrial Goods, September 2001
For a complete list of BCG publications and information about how to
obtain copies, please visit our Web site at www.bcg.com.
The Boston Consulting Group’s Industrial Goods practice produces a variety of publications for senior executives,
including major reports like this one and Opportunities for Action in Industrial Goods—a series of articles on topical
issues. The following recent examples may be of interest to executives in steel and related industries:

AmsterdamAthensAtlantaAucklandBangkokBarcelonaBeijingBerlinBostonBrusselsBudapestBuenos AiresChicagoCologneCopenhagenDallasDüsseldorfFrankfurt Hamburg
HelsinkiHong KongIstanbulJakartaKuala LumpurLisbonLondonLos AngelesMadridMelbourneMexico CityMilan MonterreyMoscowMumbaiMunichNew DelhiNew YorkOslo
ParisRomeSan FranciscoSão PauloSeoulShanghaiSingaporeStockholmStuttgartSydneyTokyoTorontoViennaWarsawWashingtonZürich
www.bcg.com
BCG
V A L U E C R E A T I O N S T R A T E G I E S F O R T H E G L O B A L S T E E L I N D U S T R Y
BCG REPORT