
Bolt Tightening(Gd 100 a4z 5 90506 Rev1a Ifc)
24
description
bolt
Transcript of Bolt Tightening(Gd 100 a4z 5 90506 Rev1a Ifc)


BOLT TIGHTENING PROCEDURE
FOR PIPING
Doc. No. : GD-100-A4Z-5-90506
Rev. No. : 1A
Sheet : 2 / 24
Project No : 5239 ADGAS / IGD Das Island Project
REV. NO. REV. DATEREVISED
PAGE REVISION DESCRIPTIONS
0 20, Jan, 11 - Issued for review
1 07, Mar, 11 All Issued for Construction
1A 06, Oct, 11 16~19 Issued for Construction

BOLT TIGHTENING PROCEDURE
FOR PIPING
Doc. No. : GD-100-A4Z-5-90506
Rev. No. : 1A
Sheet : 3 / 24
Project No : 5239 ADGAS / IGD Das Island Project
TABLE OF CONTENTS
1.0 SCOPE
2.0 REFERENCES
3.0 SAFETY PRECAUTIONS
4.0 BOLT TIGHTENING
5.0 BOLT TORQUE
6.0 BOLT TENSION
7.0 BOLT TIGHTENING INSPECTION 8.0 OTHERS
Attachment #1 BOLT TENSION PRESSURE FOR B7/ B7M/ L7/ L7M
Attachment #2 BOLT TENSION PRESSURE FOR B8M class2
Attachment #3 TORQUE VALUE FOR ASTM A193 B7/ B7M/ A320 L7/ L7M Attachment #4 TORQUE VALUE FOR ASTM A193 B8M (CLASS2)
Attachment #5 MACHINE BOLT TORQUE VALUE TABLE Attachment #6 GRE FLANGE BOLTING SEQUENCE AND TORQUE VALUES

BOLT TIGHTENING PROCEDURE
FOR PIPING
Doc. No. : GD-100-A4Z-5-90506
Rev. No. : 1A
Sheet : 4 / 24
Project No : 5239 ADGAS / IGD Das Island Project
1.0 SCOPE
This procedure describes the methods of bolt tightening by the use of calibrated hydraulic
tensioning equipment and manual torque wrenches for IGD-DAS project piping.
The hydraulic bolt tensioning work shall be carried out on all flange bolts diameter 1.1/2” and
larger diameter size. All bolts below 1.1/2” shall be torqued by manual, electric or hydraulic
method.
For equipment flange bolt tightening work, HHI shall obtain all the information such as drawings
or data sheets required for bolt tightening from equipment vendor and shall apply the vendor
recommended bolt tightening values.
2.0 REFERENCES
1) GD-100-A4L-5-90316 : Specification for pipe fabrication, installation, cleaning, flushing and
testing.
2) GD-100-A4L-5-94097 : Specification for pipes.
3) GD-100-A4L-5-94098 : Specification for fitting.
4) GD-100-A4L-5-94099 : Specification for flanges.
5) GD-100-A4L-5-94100 : Specification for bolt/nut.
6) GD-100-A4L-5-94101 : Specification for gaskets.
7) GD-100-A4Z-5-90503 : Fabrication and installation procedure for process & utility piping.
8) ANSI B 16.5 : Steel Pipe Flanges and Flanged Fittings.
9) API RP14E : Recommended practice for design and installation of Offshore production
platform piping systems.
10) Manufacturer’s recommendation : Hydra Tight
3.0 SAFETY PRECAUTIONS
3.1 Special attention shall be paid to this work as bolt tensioning utilizes high pressure hydraulic
oil (maximum 15,000 psi) and shall be conducted diligently, thoroughly and in a safe workman
like manner complying with, as a minimum, COMPANY requirements / expectations.
Perfect thread engagement between the components shall be identified prior to tensioning
work.
Electrical equipment shall be equipped with correct grounding, cables shall be isolated and not
damaged. Only clean and undamaged bolts and nuts, of the correct grade shall be used.
3.2 Bolt tightening work shall be diligently performed in accordance with “Project Health, Safety
and Environmental management plan” procedure.

BOLT TIGHTENING PROCEDURE
FOR PIPING
Doc. No. : GD-100-A4Z-5-90506
Rev. No. : 1A
Sheet : 5 / 24
Project No : 5239 ADGAS / IGD Das Island Project
3.3 For high elevation or remote area work, suitable scaffolding with safe access shall be erected.
Scaffolding will be suitable for personnel and weight of equipment and mechanical handling
facilities will be provided where necessary. Working at heights will be in full compliance with
COMPANY’s requirements / expectations. ADGAS scaffolding inspectors will check it’s
suitability for the imposed load of operators, torquing equipment and materials.
The operators shall be careful not to drop any components during placing or removing the bolt
tensioning equipment and area below the activity shall be barriered off.
3.4 The operators shall be equipped with safety glasses, hard hats, gloves and safety shoes.
3.5 Operators shall be experienced with bolt tightening or tensioning before they start their activity
for the IGD-DAS project to the requirements of this procedure in correct use of the equipment
for their own safety and that of others. Operators shall keep the calibration certificate which is
carried out by HHI calibration shop with the equipment they are using.
4.0 BOLT TIGHTENING
This document shall be applicable for fabrication & installation at yard as well as module
fabricators yard.
4.1 Torque and Tensioning
Tolerance for rotation and alignment of the flanged joints shall be followed in accordance with
fabrication and installation procedure for process and utility piping (GD-100-A4Z-5-90503) and
ASME B31.3(2008).
Bolt tightening methods are divided into “bolt torque” and “bolt tensioning” according to the
used tools.
Bolt torque is done by torque wrench operated by manual, electric, and hydraulic.
Bolt tensioning is done by utilizing of hydraulic tensioner, and HHI uses HYDRATIGHT product.
All flanges and clamp bolts shall be checked for correct grade and damage prior to fittings.
Bolts and nuts shall be visually inspected prior to use for physical damage, dirt or girt that would
interfere with the assembly or performance. Ensure that gaskets are correct per project
specification and free of any damage.
4.2 Lubricant application
For all bolts/nuts, torque and tensioning, lubricant shall be applied to make it easier to tighten
nuts, and loose when disassembled.

BOLT TIGHTENING PROCEDURE
FOR PIPING
Doc. No. : GD-100-A4Z-5-90506
Rev. No. : 1A
Sheet : 6 / 24
Project No : 5239 ADGAS / IGD Das Island Project
Lok-cease 20/20, CERTIFIED Co, Product, shall be used (friction factor µ=0.16).
5.0 BOLT TORQUE
For bolt sizes less than 1.1/2”, bolts shall be assembled by torque wrench.
5.1 Assembly instructions by torque wrench
The following bolt-up procedure is to ensure that bolts are uniformly tightened so the gasket is
not prematurely set.
a) After verifying that the gasket type, size and material are in accordance with the
specifications, align the gasket between the flange faces and secure.
b) After verifying that the bolts size and type are in accordance with the specification, install
bolts and nuts by hand, applying lubricant and keeping the thread even.
c) With a short hand wrench, lightly tighten all the bolts using the “crisscross” bolting pattern.
Verify that the gap between the flanges is uniform.
d) Tighten all bolts/nuts with correct torque value with torque wrench.
Tightening shall be carried out complying with steps of 30%, 60%, 100% or 50%, 100%.
e) Check passing is also critical to ensure all bolts achieve the final target torque as setting
will occur during the tightening process on bolted flanges and on hub connector clamps.
f) A hammer tap test will be carried out before signing off the bolt torquing report, this to
ensure that tight thread etc. have not achieved target load.
BOLT TIGHTENING PROCEDURE
FOR PIPING
Doc. No. : GD-100-A4Z-5-90506
Rev. No. : 1A
Sheet : 7 / 24
Project No : 5239 ADGAS / IGD Das Island Project
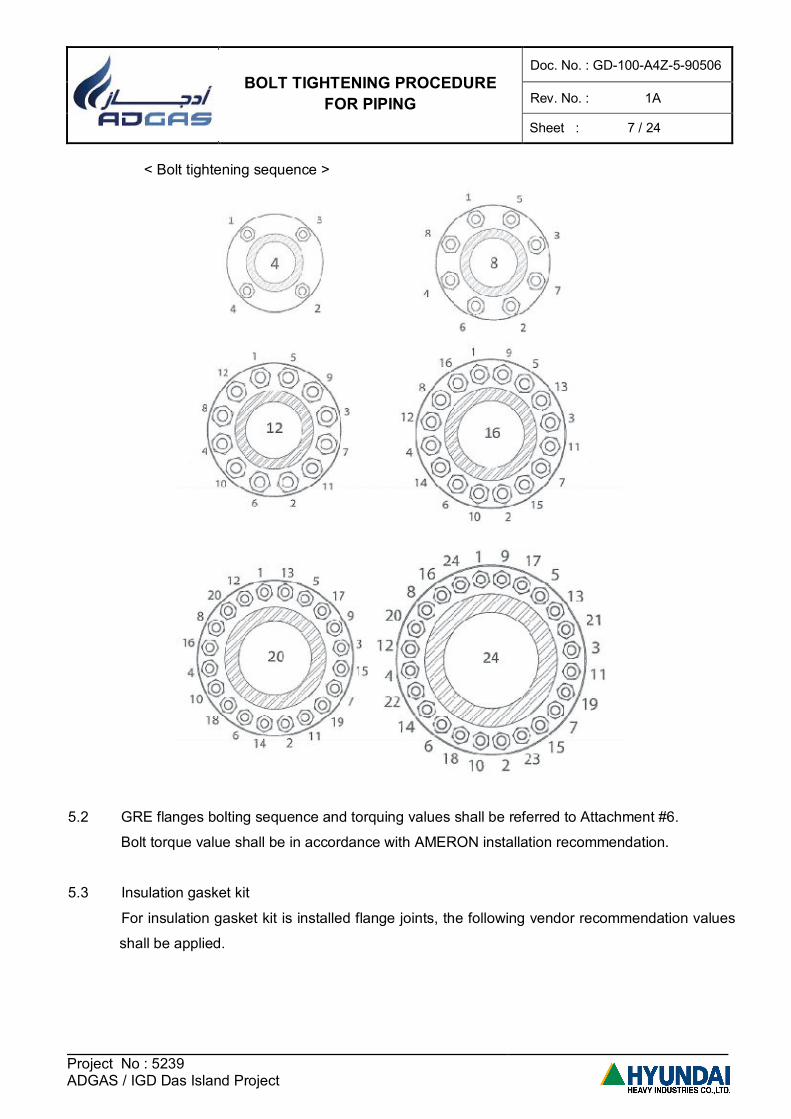
< Bolt tightening sequence >
5.2 GRE flanges bolting sequence and torquing values shall be referred to Attachment #6.
Bolt torque value shall be in accordance with AMERON installation recommendation.
5.3 Insulation gasket kit
For insulation gasket kit is installed flange joints, the following vendor recommendation values
shall be applied.

BOLT TIGHTENING PROCEDURE
FOR PIPING
Doc. No. : GD-100-A4Z-5-90506
Rev. No. : 1A
Sheet : 8 / 24
Project No : 5239 ADGAS / IGD Das Island Project
6.0 BOLT TENSION
6.1 General
For bolt sizes 1.1/2” and larger, hydraulic bolt tensioner shall be used for tightening.
Prior to tensioning of bolts, the hydraulic pump, interconnection hose, bridge, puller, head and
socket shall be checked for any damage or imperfections.
The equipment gauge shall be calibrated so that gauge indicates the correct specific pressure.
Soft brushing of stud bolts and nuts will be required to remove solid particles.
6.2 The operator shall set the correct hydraulic pressure to achieve the specified bolt tension value
for each stud bolt size referring to the tension value tables in ATTACHMENT #1 and #2.
6.3 PB is the final tension pressure which flange bolts should be tightened, and PA is the first
tension pressure which is the greater than PB.
For each step, from the first tension pressure PA to the last tension pressure PB, tension
pressure shall be reduced at a fixed rate for each tensioning. HHI shall prepare the tensioners
to reduce the tensioning times and not to exceed 4 times tensioning.
6.4 The operator shall distribute hydraulic heads over the bolts in a manner to ensure uniform
tensile forces in order not to damage gaskets during tightening.
6.5 The assembly instructions are :

BOLT TIGHTENING PROCEDURE
FOR PIPING
Doc. No. : GD-100-A4Z-5-90506
Rev. No. : 1A
Sheet : 9 / 24
Project No : 5239 ADGAS / IGD Das Island Project
1) Bolts shall be free running and in good engagement with the tensioner.
2) Assemble the bolt with minimum one bolt diameter on the end to be tensioned and
minimum one thread at untensioned end.
3) Position the socket over the hexagon nut.
4) Place the hydraulic head and bridge assembly over the bolt.
5) Locate the end of the bolt with the puller and screw down onto the ram.
6) Connect the hydraulic coupling to the pump. Apply the tightening oil pressure referring to
the attached values. Turn the hexagon nut using a tommy bar until the nut tightens onto the
flange.
7) Remove the tool.
6.6 Above instructions shall be repeated as per the tensioning plan decided by piping foreman
until all bolts are evenly tensioned.

BOLT TIGHTENING PROCEDURE
FOR PIPING
Doc. No. : GD-100-A4Z-5-90506
Rev. No. : 1A
Sheet : 10 / 24
Project No : 5239 ADGAS / IGD Das Island Project
Figure-1. Hydratight recommendation
7.0 BOLT TIGHTENING INSPECTION
The COMPANY reserves the right to witness applied hydraulic pressure for flange joint prior to
hydrostatic testing / leak testing activities and reinstatement.
7.1 The inspection notice shall be presented to the COMPANY at least 24 hours prior to the
scheduled start of hydraulic bolt tensioning.
1st value 2nd value 3rd value 4th value
2 timestension
PA PB - -
3 timestension
PAPA+PB
2PB -
4 timestension
PA2*PA+PB
3PA+2*PB
3PB

BOLT TIGHTENING PROCEDURE
FOR PIPING
Doc. No. : GD-100-A4Z-5-90506
Rev. No. : 1A
Sheet : 11 / 24
Project No : 5239 ADGAS / IGD Das Island Project
The bolt tensioning work and inspection shall be done in the presence of the COMPANY’s
representative and HHI QC inspector.
According to the bolt torque / tensioning, COMPANY inspection and tagging requirement shall
be complied with below table.
7.2 Indication after bolt tightening
Tightening tag shall be attached to all flanges after bolt tightening activity.
All 1.1/2” and larger size bolting shall have the bolt tensioning figures recorded on record sheet.
isometric drawing where bolt tensioning work has bee Ink stamp, showing the tensioning
values, shall be marked on each joint in the n done.
* NOTE
1) Plate : Flexible plastic (white colour)
2) Letter : Black colour
3) Wire : SS304 Φ0.3mm x 220mm
47 mm
130 mm

BOLT TIGHTENING PROCEDURE
FOR PIPING
Doc. No. : GD-100-A4Z-5-90506
Rev. No. : 1A
Sheet : 12 / 24
Project No : 5239 ADGAS / IGD Das Island Project
8.0 OTHERS
8.1 If hydraulic tension equipment cannot be applied due to space constraints for any reasons,
torque wrench may be used only after obtaining specific approval by COMPANY for each
individual case. In this case, use the torque value in ATTACHMENT #3 and #4.
8.3 Machine bolts in metric sizes shall be torqued as specified in ATTACHMENT #5.
However, it is not expected to have any metric size machine bolts in piping and valves.
This table is included for equipment installation.

BOLT TIGHTENING PROCEDURE
FOR PIPING
Doc. No. : GD-100-A4Z-5-90506
Rev. No. : 1A
Sheet : 13 / 24
Project No : 5239 ADGAS / IGD Das Island Project
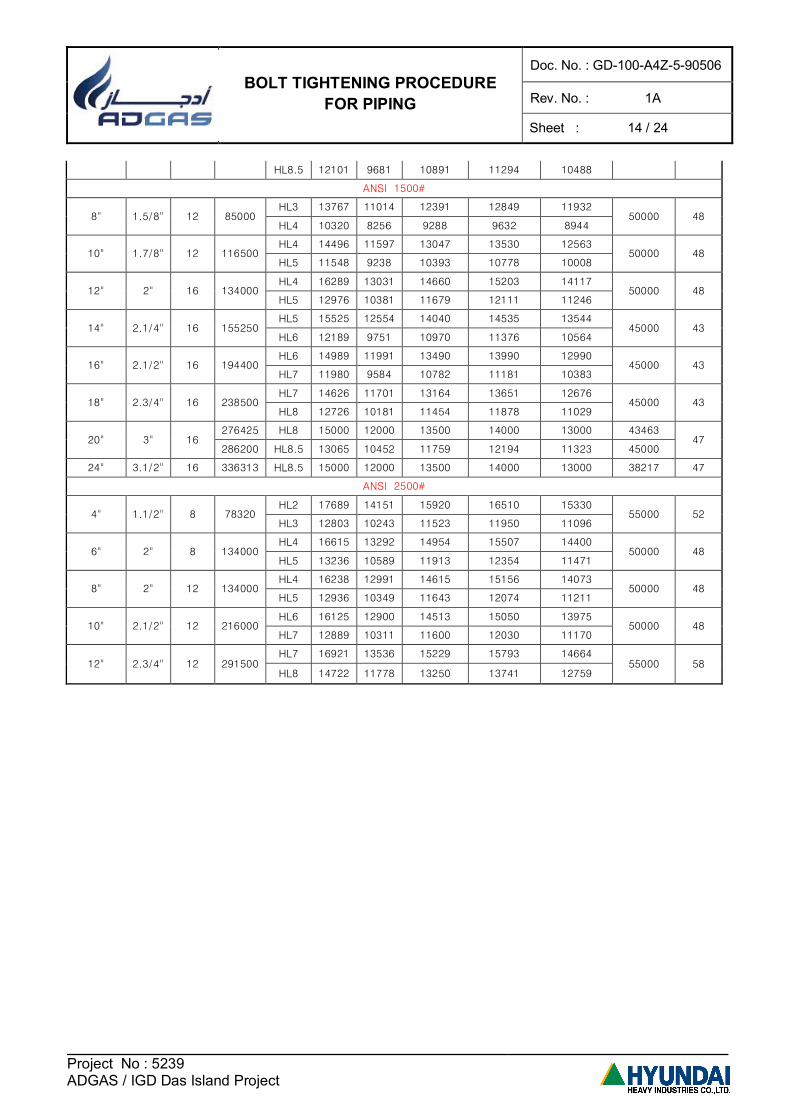
ATTACHMENT #1 : BOLT TENSION PRESSURE FOR B7 / B7M / L7 / L7M
Recommended tension value for HL tensioner (HYDRATIGHT) according to the bolt material B7 / B7M / L7 / L7M.
This table provides up to 4 passes tensioning. Tension values are all produced by BOLTUP®V2.8 CALCULATOR
(www.boltup.com).
HYDRATIGHT RECOMMENDED TENSIONING VALUES FOR
ASTM A190 B7 / B7M / A320 L7 / L7M
FLANGE
SIZE
BOLT
DIA
BOLT
QTY
LOAD
LBF
TOOL
No
1st
(PA)
FINAL
(PB) (PA+PB)/2 (2PA+PB)/3 (PA+2PB)/3
STRESS
(PSI)
%
YEILD
ANSI 150#
36" 1.1/2" 32 56960 HL2 13570 10856 12213 12665 11761
40000 38 HL3 9822 7857 8840 9167 8512
ANSI 300#
24" 1.1/2" 24 56960 HL2 14246 11397 12822 13296 12347
40000 38 HL3 10311 8249 9280 9624 8936
30" 1.3/4" 28 80000 HL3 14619 11695 13157 13644 12670
40000 38 HL4 10958 8766 9862 10227 9497
36" 2" 32 107200 HL4 14239 11391 12815 13290 12340
40000 38 HL5 11343 9074 10209 10587 9830
ANSI 600#
16" 1.1/2" 20 64080 HL2 15136 12108 13622 14127 13117
45000 43 HL3 10955 8764 9860 10225 9494
18" 1.5/8" 20 76500 HL3 12891 10313 11602 12032 11172
45000 43 HL4 9663 7730 8697 9019 8374
20" 1.5/8" 24 76500 HL3 12754 10203 11479 11904 11053
45000 43 HL4 9560 7648 8604 8923 8285
24" 1.7/8" 24 104850 HL4 13523 10818 12171 12621 11720
45000 43 HL5 10772 8618 9695 10054 9336
30" 2" 28 107200 HL4 13869 11095 12482 12944 12020
40000 38 HL5 11048 8838 9943 10311 9575
36" 2.1/2" 28 172800 HL6 14222 11378 12800 13274 12326
40000 38 HL7 11368 9094 10231 10610 9852
40" 2.1/4" 32 155250 HL5 15448 12359 13904 14418 13389
45000 43 HL6 11999 9599 10799 11199 10399
ANSI 900#
14" 1.1/2" 20 71200 HL2 16101 12881 14491 15028 13954
50000 48 HL3 11654 9323 10489 10877 10100
16" 1.5/8" 20 85000 HL3 13826 11061 12444 12904 11983
50000 48 HL4 10364 8291 9328 9673 8982
18" 1.7/8" 20 116500 HL4 14578 11663 13121 13606 12635
50000 48 HL5 11613 9291 10452 10839 10065
20" 2" 20 134000 HL4 16605 13284 14945 15498 14391
50000 48 HL5 13228 10582 11905 12346 11464
24" 2.1/2" 20 194400 HL6 15121 12097 13609 14113 13105
45000 43 HL7 12086 9669 10878 11280 10475
30" 3" 20 254400 HL8 14385 11508 12947 13426 12467 40000 42
BOLT TIGHTENING PROCEDURE
FOR PIPING
Doc. No. : GD-100-A4Z-5-90506
Rev. No. : 1A
Sheet : 14 / 24
Project No : 5239 ADGAS / IGD Das Island Project
HL8.5 12101 9681 10891 11294 10488
ANSI 1500#
8" 1.5/8" 12 85000 HL3 13767 11014 12391 12849 11932
50000 48 HL4 10320 8256 9288 9632 8944
10" 1.7/8" 12 116500 HL4 14496 11597 13047 13530 12563
50000 48 HL5 11548 9238 10393 10778 10008
12" 2" 16 134000 HL4 16289 13031 14660 15203 14117
50000 48 HL5 12976 10381 11679 12111 11246
14" 2.1/4" 16 155250 HL5 15525 12554 14040 14535 13544
45000 43 HL6 12189 9751 10970 11376 10564
16" 2.1/2" 16 194400 HL6 14989 11991 13490 13990 12990
45000 43 HL7 11980 9584 10782 11181 10383
18" 2.3/4" 16 238500 HL7 14626 11701 13164 13651 12676
45000 43 HL8 12726 10181 11454 11878 11029
20" 3" 16 276425 HL8 15000 12000 13500 14000 13000 43463
47 286200 HL8.5 13065 10452 11759 12194 11323 45000
24" 3.1/2" 16 336313 HL8.5 15000 12000 13500 14000 13000 38217 47
ANSI 2500#
4" 1.1/2" 8 78320 HL2 17689 14151 15920 16510 15330
55000 52 HL3 12803 10243 11523 11950 11096
6" 2" 8 134000 HL4 16615 13292 14954 15507 14400
50000 48 HL5 13236 10589 11913 12354 11471
8" 2" 12 134000 HL4 16238 12991 14615 15156 14073
50000 48 HL5 12936 10349 11643 12074 11211
10" 2.1/2" 12 216000 HL6 16125 12900 14513 15050 13975
50000 48 HL7 12889 10311 11600 12030 11170
12" 2.3/4" 12 291500 HL7 16921 13536 15229 15793 14664
55000 58 HL8 14722 11778 13250 13741 12759

BOLT TIGHTENING PROCEDURE
FOR PIPING
Doc. No. : GD-100-A4Z-5-90506
Rev. No. : 1A
Sheet : 15 / 24
Project No : 5239 ADGAS / IGD Das Island Project
ATTACHMENT #2 : BOLT TENSION PRESSURE FOR B8M class 2
Recommended tension value for HL tensioner (HYDRATIGHT) according to the bolt material B8M Class2.
This table provides up to 4 passes tensioning.
Tension values are all produced by BOLTUP®V2.8 CALCULATOR (www.boltup.com).
BOLT TIGHTENING PROCEDURE
FOR PIPING
Doc. No. : GD-100-A4Z-5-90506
Rev. No. : 1A
Sheet : 16 / 24
Project No : 5239 ADGAS / IGD Das Island Project
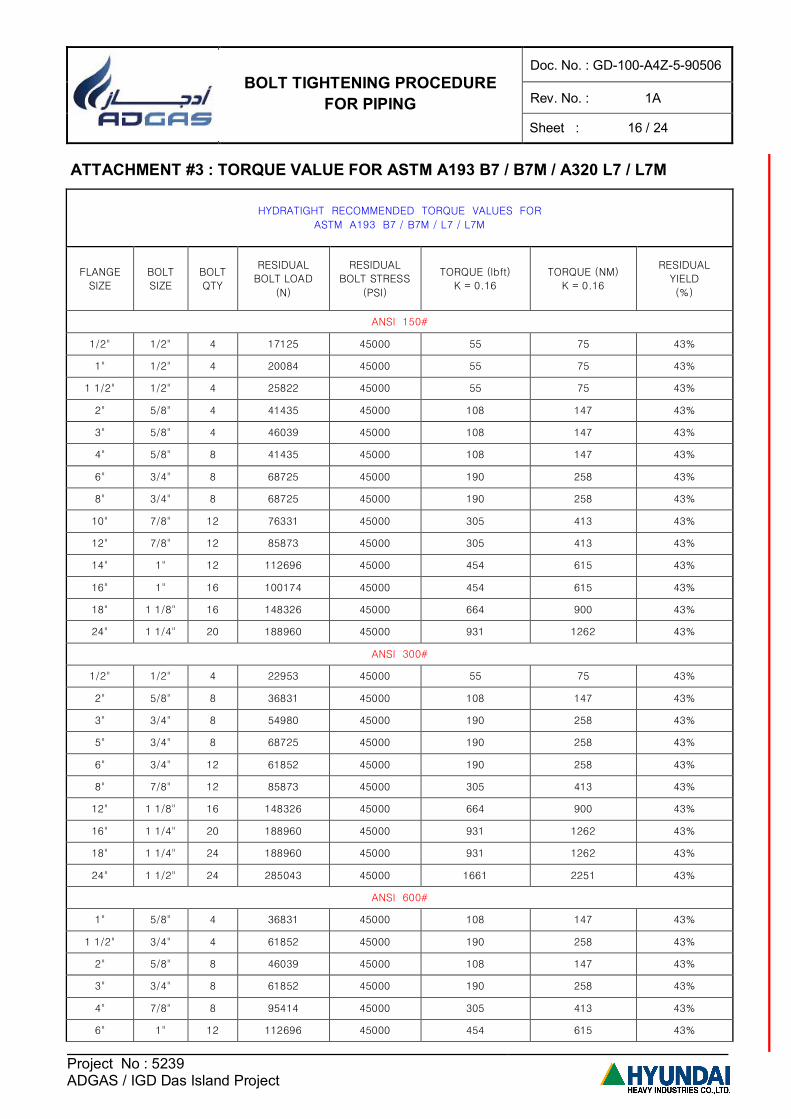
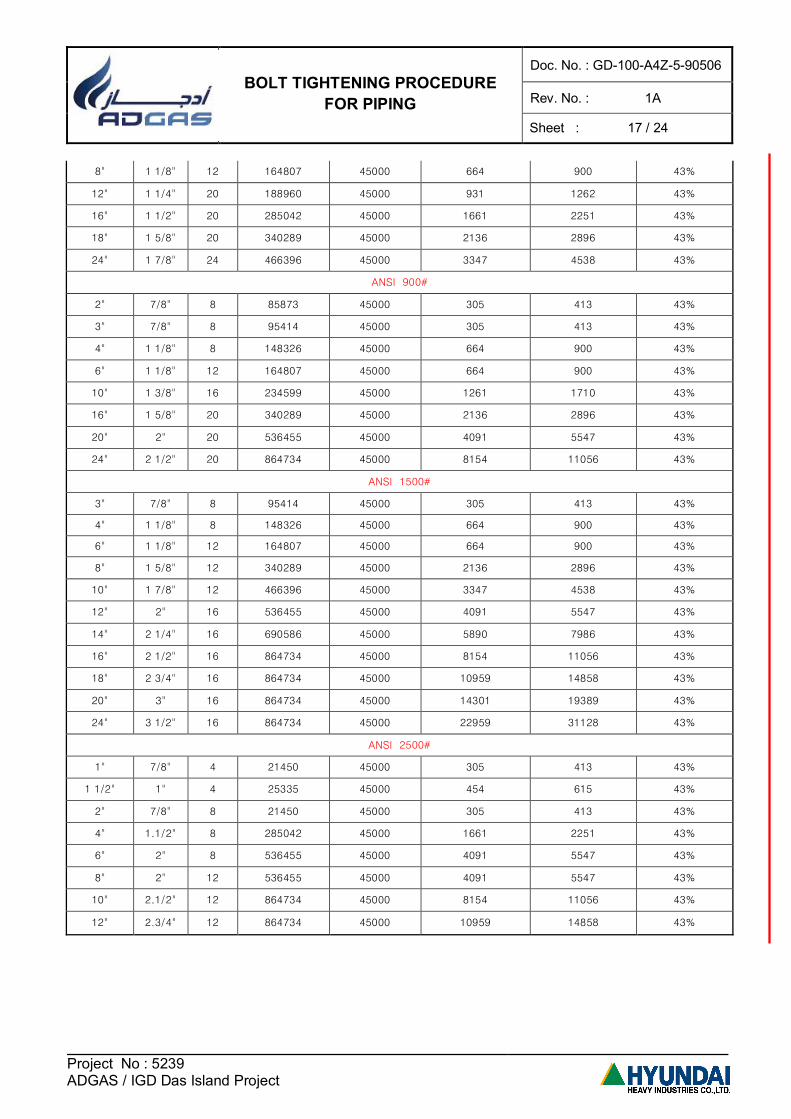
ATTACHMENT #3 : TORQUE VALUE FOR ASTM A193 B7 / B7M / A320 L7 / L7M
HYDRATIGHT RECOMMENDED TORQUE VALUES FOR
ASTM A193 B7 / B7M / L7 / L7M
FLANGE
SIZE
BOLT
SIZE
BOLT
QTY
RESIDUAL
BOLT LOAD
(N)
RESIDUAL
BOLT STRESS
(PSI)
TORQUE (lbft)
K = 0.16
TORQUE (NM)
K = 0.16
RESIDUAL
YIELD
(%)
ANSI 150#
1/2" 1/2" 4 17125 45000 55 75 43%
1" 1/2" 4 20084 45000 55 75 43%
1 1/2" 1/2" 4 25822 45000 55 75 43%
2" 5/8" 4 41435 45000 108 147 43%
3" 5/8" 4 46039 45000 108 147 43%
4" 5/8" 8 41435 45000 108 147 43%
6" 3/4" 8 68725 45000 190 258 43%
8" 3/4" 8 68725 45000 190 258 43%
10" 7/8" 12 76331 45000 305 413 43%
12" 7/8" 12 85873 45000 305 413 43%
14" 1" 12 112696 45000 454 615 43%
16" 1" 16 100174 45000 454 615 43%
18" 1 1/8" 16 148326 45000 664 900 43%
24" 1 1/4" 20 188960 45000 931 1262 43%
ANSI 300#
1/2" 1/2" 4 22953 45000 55 75 43%
2" 5/8" 8 36831 45000 108 147 43%
3" 3/4" 8 54980 45000 190 258 43%
5" 3/4" 8 68725 45000 190 258 43%
6" 3/4" 12 61852 45000 190 258 43%
8" 7/8" 12 85873 45000 305 413 43%
12" 1 1/8" 16 148326 45000 664 900 43%
16" 1 1/4" 20 188960 45000 931 1262 43%
18" 1 1/4" 24 188960 45000 931 1262 43%
24" 1 1/2" 24 285043 45000 1661 2251 43%
ANSI 600#
1" 5/8" 4 36831 45000 108 147 43%
1 1/2" 3/4" 4 61852 45000 190 258 43%
2" 5/8" 8 46039 45000 108 147 43%
3" 3/4" 8 61852 45000 190 258 43%
4" 7/8" 8 95414 45000 305 413 43%
6" 1" 12 112696 45000 454 615 43%
BOLT TIGHTENING PROCEDURE
FOR PIPING
Doc. No. : GD-100-A4Z-5-90506
Rev. No. : 1A
Sheet : 17 / 24
Project No : 5239 ADGAS / IGD Das Island Project
8" 1 1/8" 12 164807 45000 664 900 43%
12" 1 1/4" 20 188960 45000 931 1262 43%
16" 1 1/2" 20 285042 45000 1661 2251 43%
18" 1 5/8" 20 340289 45000 2136 2896 43%
24" 1 7/8" 24 466396 45000 3347 4538 43%
ANSI 900#
2" 7/8" 8 85873 45000 305 413 43%
3" 7/8" 8 95414 45000 305 413 43%
4" 1 1/8" 8 148326 45000 664 900 43%
6" 1 1/8" 12 164807 45000 664 900 43%
10" 1 3/8" 16 234599 45000 1261 1710 43%
16" 1 5/8" 20 340289 45000 2136 2896 43%
20" 2" 20 536455 45000 4091 5547 43%
24" 2 1/2" 20 864734 45000 8154 11056 43%
ANSI 1500#
3" 7/8" 8 95414 45000 305 413 43%
4" 1 1/8" 8 148326 45000 664 900 43%
6" 1 1/8" 12 164807 45000 664 900 43%
8" 1 5/8" 12 340289 45000 2136 2896 43%
10" 1 7/8" 12 466396 45000 3347 4538 43%
12" 2" 16 536455 45000 4091 5547 43%
14" 2 1/4" 16 690586 45000 5890 7986 43%
16" 2 1/2" 16 864734 45000 8154 11056 43%
18" 2 3/4" 16 864734 45000 10959 14858 43%
20" 3" 16 864734 45000 14301 19389 43%
24" 3 1/2" 16 864734 45000 22959 31128 43%
ANSI 2500#
1" 7/8" 4 21450 45000 305 413 43%
1 1/2" 1" 4 25335 45000 454 615 43%
2" 7/8" 8 21450 45000 305 413 43%
4" 1.1/2" 8 285042 45000 1661 2251 43%
6" 2" 8 536455 45000 4091 5547 43%
8" 2" 12 536455 45000 4091 5547 43%
10" 2.1/2" 12 864734 45000 8154 11056 43%
12" 2.3/4" 12 864734 45000 10959 14858 43%

BOLT TIGHTENING PROCEDURE
FOR PIPING
Doc. No. : GD-100-A4Z-5-90506
Rev. No. : 1A
Sheet : 18 / 24
Project No : 5239 ADGAS / IGD Das Island Project
ATTACHMENT #4 : TORQUE VALUE FOR ASTM A193 B8M (CLASS2)
HYDRATIGHT RECOMMENDED TORQUE VALUES FOR
ASTM A193 B8M Class 2 STAINLESS STEEL BOLT
FLANGE
SIZE
BOLT
SIZE
BOLT
QTY
RESIDUAL
BOLT LOAD
(N)
RESIDUAL
BOLT
STRESS
(PSI)
TORQUE
(lbft)
K = 0.16
TORQUE
(NM)
K = 0.16
RESIDUAL
YIELD
(%)
ANSI 150#
1/2" 1/2" 4 18649 32500 40 54 34%
3/4" 1/2" 4 18649 32500 40 54
1" 1/2" 4 18649 32500 40 54 34%
1 1/2" 1/2" 4 18649 32500 40 54 34%
2" 5/8" 4 29925 32500 78 106 34%
3" 5/8" 4 29925 32500 78 106 34%
4" 5/8" 8 29925 32500 78 106 34%
6" 3/4" 8 44671 32500 137 186 34%
8" 3/4" 8 44671 32500 137 186 34%
10" 7/8" 12 62019 32500 220 298 34%
12" 7/8" 12 62019 32500 220 298 34%
14" 1" 12 81391 32500 328 444 34%
16" 1" 16 81391 32500 328 444 34%
18" 1 1/8" 16 107124 32500 479 650 34%
24" 1 1/4" 20 136470 32500 672 911 34%
ANSI 300#
1/2" 1/2" 4 18649 32500 220 298 34%
2" 5/8" 8 29925 32500 78 106 34%
3" 3/4" 8 44671 32500 137 186 34%
5" 3/4" 8 44671 32500 137 186 34%
6" 3/4" 12 44671 32500 137 186 34%
8" 7/8" 12 62019 32500 220 298 34%
12" 1 1/8" 16 107124 32500 479 650 34%
16" 1 1/4" 20 136470 32500 672 911 34%
18" 1 1/4" 24 136470 32500 672 911 34%
24" 1 1/2" 24 205864 32500 731 991 34%
ANSI 600#
1" 5/8" 4 29925 32500 78 106 34%
1 1/2" 3/4" 4 44671 32500 137 186 34%
2" 5/8" 8 29925 32500 78 106 34%

BOLT TIGHTENING PROCEDURE
FOR PIPING
Doc. No. : GD-100-A4Z-5-90506
Rev. No. : 1A
Sheet : 19 / 24
Project No : 5239 ADGAS / IGD Das Island Project
3" 3/4" 8 44671 32500 137 186 34%
4" 7/8" 8 62019 32500 220 298 34%
6" 1" 12 81391 32500 328 444 34%
8" 1 1/8" 12 107124 32500 479 650 34%
12" 1 1/4" 20 136470 32500 672 911 34%
16" 1 1/2" 20 205864 32500 731 991 34%
18" 1 5/8" 20 205864 32500 947 1284 34%
24" 1 7/8" 24 205864 32500 1484 2012 34%
ANSI 900#
2" 7/8" 8 62019 32500 220 298 34%
3" 7/8" 8 62019 32500 220 298 34%
4" 1 1/8" 8 107124 32500 479 650 34%
6" 1 1/8" 12 107124 32500 479 650 34%
16" 1 5/8" 20 205864 32500 947 1284 34%
20" 2" 20 205864 32500 1790 2427 34%
24" 2 1/2" 20 205864 32500 3538 4798 34%
ANSI 1500#
3" 7/8" 8 62019 32500 220 298 34%
4" 1 1/8" 8 107124 32500 479 650 34%
6" 1 1/8" 12 107124 32500 479 650 34%
8" 1 5/8" 12 205864 32500 947 1284 34%
10" 1 7/8" 12 205864 32500 1484 2012 34%
12" 2" 16 205864 32500 1790 2427 34%
14" 2 1/4" 16 205864 32500 2579 3497 34%
16" 2 1/2" 16 205864 32500 3538 4798 34%
18" 2 3/4" 16 205864 32500 4795 6502 34%
20" 3" 16 205864 32500 6263 8493 34%
24" 3 1/2" 16 205864 32500 10071 13656 34%
ANSI 2500#
1" 7/8" 4 62019 32500 220 298 34%
1 1/2" 1" 4 81391 32500 328 444 34%
2" 7/8" 8 62019 32500 220 298 34%
4" 1.1/2" 8 205864 32500 731 991 34%
6" 2" 8 205864 32500 1790 2427 34%
8" 2" 12 205864 32500 1790 2427 34%
10" 2.1/2" 12 205864 32500 3538 4798 34%
12" 2.3/4" 12 205864 45000 4795 6502 43%

BOLT TIGHTENING PROCEDURE
FOR PIPING
Doc. No. : GD-100-A4Z-5-90506
Rev. No. : 1A
Sheet : 20 / 24
Project No : 5239 ADGAS / IGD Das Island Project
ATTACHMENT #5 : MACHINE BOLT TORQUE VALUE TABLE
THREAD TYPE
BOLT SIZE
FINAL TORQUE
NON COATED COATED
N.M FT.LBS N.M FT.LBS
Metric
M14 101 75 78 58
M16 156 115 120 89
M20 303 224 233 173
M24 522 386 402 297
M27 773 572 595 440
M30 1047 775 806 597
M33 1427 1056 1099 813
M36 1833 1356 1411 1044
M39 2386 1766 1837 1360
M42 2950 2183 2272 1681
M45 3699 2737 2848 2108
M48 4446 3290 3423 2533
M52 5740 4248 4420 3271
M56 7101 5255 5468 4046
M64 10644 7877 8196 6065
M68 11675 8640 8990 6652
M76 16618 12297 12796 9469
M85 23543 17422 18128 13415

BOLT TIGHTENING PROCEDURE
FOR PIPING
Doc. No. : GD-100-A4Z-5-90506
Rev. No. : 1A
Sheet : 21 / 24
Project No : 5239 ADGAS / IGD Das Island Project
ATTACHMENT #6 : GRE FLANGES BOLTING SEQUENCE AND TORQUING VALUES
Assembly instructions for Bondstrand Fiberglass flanges
1. Scope
These instructions present AMERON’s recommendations for the proper use of Bondstrand
fibreglass flanges.
The mounting of flanges on the pipe is addressed by the assembly instructions for the
particular joint type and adhesive used.
2. Bolt torque value for GRE pipe
Heavy Duty (HD) type flange
The heavy duty type flanges are used for pressures up to 50 barg. HD type flanges are
available with a Quick-lock (size 1~16 inch) or Taper/Taper (size 2~40 inch) adhesive bonded
joint. Heavy duty type flanges can be used when connecting to raised faced metal flanges and
wafer type valves.
Stub-end (Lap joint) type flange.
Stub-end type flanges are suitable for high pressures upto 100 bar. Stub end flanges can be
supplied with an O-ring groove or a flat in combination with suitable gasket. Stub-end type
flanges are available with a quick-lock(size 1~16 inch) or taper/taper (size 2~40 inch) adhesive
bonded joint. Stub-end type flanges can be used when connecting to raised faced metal flange
and wafer type valves.
2.1 Bolt and nut specification for GRE
Bolt and nut is ‘studs A193 B7, Hh nuts A194 2H zinc-plated / bichromate-treated’, which
are the same bolt/nut with carbon steel piping.
HD flange bolt torque values

BOLT TIGHTENING PROCEDURE
FOR PIPING
Doc. No. : GD-100-A4Z-5-90506
Rev. No. : 1A
Sheet : 22 / 24
Project No : 5239 ADGAS / IGD Das Island Project
Stub-end flange bolt torque values
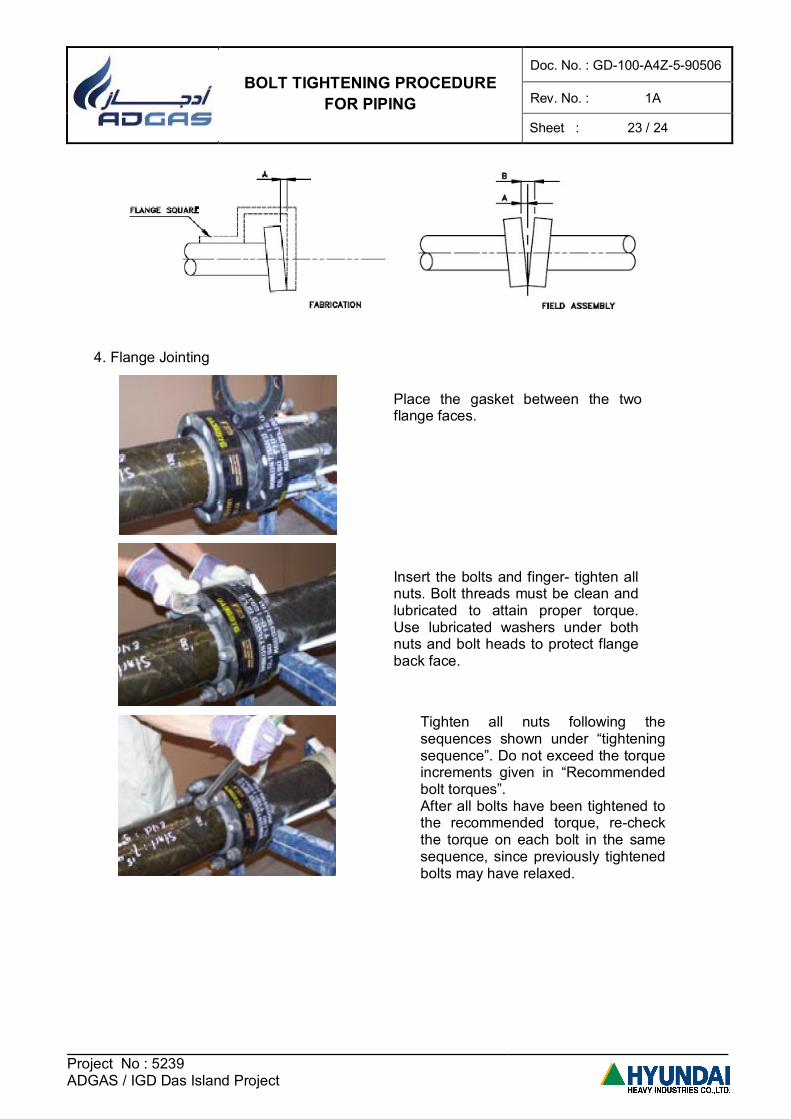
3. Alignment
Flange joints shall be installed aligned and stress free. Never pull flanges together by tightening
the bolts. See below table for maximum misalignment allowance.
Flange size range A B
1 – 16 inch 1 mm 2 mm
18 - 40 inch 2 mm 4 mm
BOLT TIGHTENING PROCEDURE
FOR PIPING
Doc. No. : GD-100-A4Z-5-90506
Rev. No. : 1A
Sheet : 23 / 24
Project No : 5239 ADGAS / IGD Das Island Project
4. Flange Jointing
Place the gasket between the two flange faces.
Insert the bolts and finger- tighten all nuts. Bolt threads must be clean and lubricated to attain proper torque. Use lubricated washers under both nuts and bolt heads to protect flange back face.
Tighten all nuts following the sequences shown under “tightening sequence”. Do not exceed the torque increments given in “Recommended bolt torques”. After all bolts have been tightened to the recommended torque, re-check the torque on each bolt in the same sequence, since previously tightened bolts may have relaxed.

BOLT TIGHTENING PROCEDURE
FOR PIPING
Doc. No. : GD-100-A4Z-5-90506
Rev. No. : 1A
Sheet : 24 / 24
Project No : 5239 ADGAS / IGD Das Island Project
5. Tightening Sequence















![[XLS] · Web viewSheet3 Sheet2 Sheet1 90501 90502 90503 90504 90505 90506 90507 90508 90509 90510 90601 90602 90603 90604 90605 90606 90607 90608 90609 90610 90612 90620 26 90621](https://static.fdocuments.net/doc/165x107/5b6a304c7f8b9a60188bcfd6/xls-web-viewsheet3-sheet2-sheet1-90501-90502-90503-90504-90505-90506-90507.jpg)


