
Dixon v. Nordeen By: Lindsay Boheler, Chris Kennedy, Sebastian Garza.
Upload
vpizarro23Category
view
193download
32description

i { ' ' l : : ' " - ' .
ll iMANUAL DE ACEROS VEREIfSI
| .,t"--4' !.
-n-u-- ! i i ti ¡ /\ i t t. . r^ , . . . . . . i , . l
E EDELSTAI {LWERI(E (VEW) A.G"VIENA AU$TFqIA.
r '"r.r',, ' :l '
Amplio stock local en:ACEROS ESPECIALES para herramientas, maquinar ia
y repuestos, también en estado lronificado. Acerosinoxidables, antitérmicos, antiabrasivos y con pro-oiedades f ísicas esoecrales en forma de:' Barras, platinas, planchas, barras perforadas, tu'bos,alambres y f lejes.
HERRAMIENTAS de ace ro ráp ido y METAL DURO.
! - IERRAMIENTAS NEUMATICAS para la industr iamt' lcánica y minería.
PEDIDOS DIRECTOS de p iezas for jadas, semiacabadaso terminadas tales como anil los, bocinas, ejes, roto-res para turbinas, etc.
cUcHttl-AS pára¡.rnáquinas, -jsiecialmente
para acero,papel,- maderd,lrefu 4osa, etc..
' l : ' ; r i " ' ¡ t I !
"
FUNDf'CION. dq"¡alf¡g preeisiór,r en todos los aceros.
COwSTRUCCION de aparatos para la industr ia quí -mica, como recipientes de reacción para procesosqu ímicos y bioqu ímicos; autoclaves; recuperadoresde calor ; f i l t ros de rotac ión, e tc .
BOMBAS DE SUBSt",ELCI y otros accesorios para laTECNICA DE SONDEO.
ELEC"ÍRODOS, a lambres y polvos especia les para lasoldadura e léct r ica y autógena, s is tema WlG, MlG.
'
UP .
AMPLIO STOCKPEDIDOS DIRECTOSSERV]C IO TECNICOTfIATAM I ENTOS TERMICOS
presentan:

INDICE
R ECOMENDAC¡ONES TECNICAS : Pag. 3
6
at
9l 0l lL 21 3l 41 51 6I 7l 8l 8l 9202 l
ACEROS PARA HERRAMIENTAS:Ace ro ráp ido : SUPER RAPID EXTRA 500
S U P E R R A P I D E X T R A M OPara t rabajo en cal iente : WKZ 50
WMD
Aceros para industr ia de p lást ico ' ILOUU
STARMOLD
WKW 4
ACEROS PARA MAOUINARIA Y REPUESTOS:Acero para cementación : ECN 150
EM 80'Barra per fo rada :Acero bon i f i cado o para templar :
Acero res is t . a l impactoAceros indeformab les
Aceros para usos espec ia les
Acero para n i t ru rac ión
A C E R O S I N O X I D A B L E S Y
Acero inox . bon i f i cadoA c e r o i n o x . t e m p l a b l e
Acero inox . aus ten í t i cos( n o t e m p l a b l e ) :
U S U L T R AG N M E
: M Y E X T R A: E S P E C I A L K N L
E S P E C I A L KA M U T I T S
: N B SV 6 NPLATA CVG N O M E X T R AG N O M
D E S F O R D T I 5 2vcN 150vcL 140HH (MS 60 )H (MS 45 )ACE
R M I C O S :KWBKW 10KW 40A S 2A S 2 WA S 4 WSAS 4F F B
CHRONOS
ANTITE
22232425262 72 728
Z J
303 13 23334353 6Acero ant i fermico
ACERO ANTIABRASIVOM E T A L D U R O B O E H L E R I TR F P R E S E N T A C I O N E STABLAS DE COMPARACION DE DUREZA :TABLA DE EOUIVALENCIAS. Pu lg . m7-TABLA DE PESOS
3 73 940+ z
4 44 4
*
IFb¡-
€
II4D\!.1!1/
,hO>o+@Iu(il)e
/t[
Gs ? n 6
s 6 0 0w 1 0 5w 320w 300w 500K 450K 1 0 5K 100K 460K 605K 630K 5 1 0K 9BOK 950M 2 1 0M i 5 0M 3 1 0
E 230E 4 1 0
v 1 5 5v 320K 960K 945v 8 1 0
N 3 5 0N 1 0 0N 5 4 0A 5 0 5A 5 0 0A r 2 0A 350H 525
K 700
RECOMENDACIOhIES TECNICAS
Todo acero t iene característ icas mt¡y especiales de acuerdoa su a leac ión ; es por lo tan to aconse jab le en caso de duda consu l ta ra nues t ro Depar tamento Técn ico , serv ic ió que hacemos en fo rmagratu i ta.
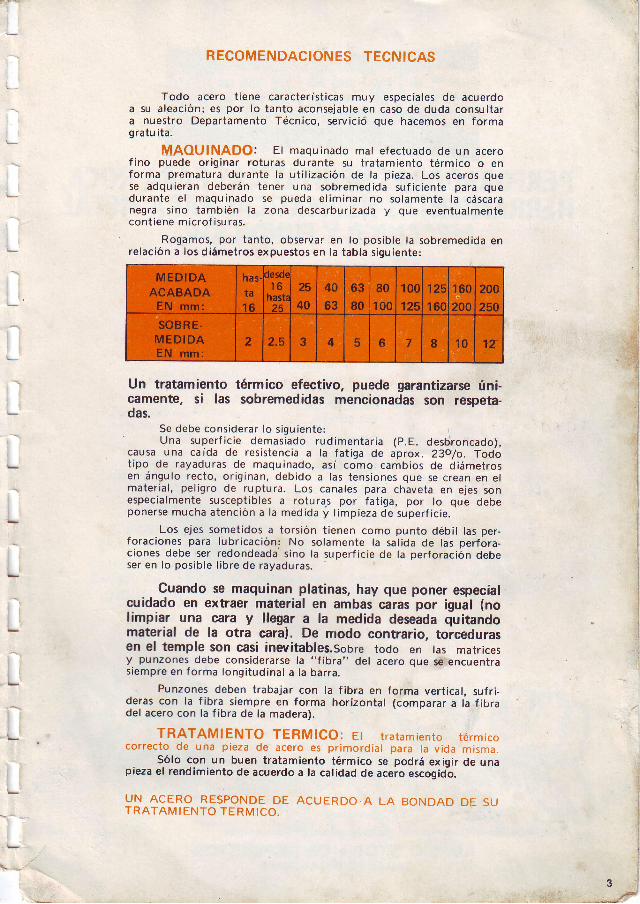
MAOUINADO: E l maqu inado mal e fec tuado de un acerof ino puede or ig inar ro tu ras durante su t ra tamiento té rmico o enforma prematura durante la u t i l i zac ión de la p ieza . Los aceros quese adqu ieran deberán tener una sobremedida su f ic ien te para quedurante e l maqu inado se pueda e l im inar no so lamente la cáscaranegra s ino también la zona descarbur izada y que eventua lmentecont iene mic ro f i suras .
Rogamos, por tan to , observar en lo pos ib le la sobremedida enre lac ión a los d iámet ros expuestos en la tab la s igu ien te :
ü
Un tratamiento térmico efect¡vo, puede garant¡zarse ún¡-camente, s¡ las sobremedidas mencionadas son respeta-das.
Se debe cons iderar lo s igu ien te :Una super f i c ie demas iado rud imentar ia (p .E . desbroncado) ,
causa u na ca ída de res is tenc ia a la f a t iga de aprox . 23o lo . Todot ipo de rayaduras de maqu inado, as Í como cambios de d iámet rosen ángu lo rec to , o r ig inan, deb ido a las tens iones que se c rean en e lmater ía l , pe l ¡g ro de rup tura . Los cana les para chaveta en e jes sonespec ia lmente suscept ib les a ro tu ra ,s por fa t iga , por lo que debeponerse mucha a tenc ión a la med ida y l imp ieza de super f i c ie .
Los e jes somet idos a to rs ión t ienen como punto déb i l las per -fo rac iones para lubr icac ión : No so lamente la sa l ida de las per fo ra-c iones debe ser redondeada 's ino la super f i c ie de la per fo rac ión debeser en lo pos ib le l ib re de rayaduras .
Cuando se maqu¡nan plat¡nas, hay que poner espec¡alcu¡dado en extraer mater¡al en ambas caras por igual (nolimpiar una cara y llegar a la medida deseada qu¡tandomater¡al de la otra cara). De modo contrar¡o, torcedurasen el temple son cas¡ inevitables.Sobre todo en tas matricesy punzones debe considerarse la "f ibra" del acero que se encuentras iempre en fo rma long i tud ina l a la bar ra .
Punzones deben trabajar con la f ibra en forma vert ical. sufr i-deras con la f ib ra s iempre en fo rma hor izon ta l (comparar a la f ib radel acero con la f ibra de la madera).
TRATAMIENTO TERMICO: e l t ra tam¡ento té rmicocor rec to de una p ieza de acero es pr imord ia l para la v ida misma.
Sólo con un buen tratamiento térmico se podrá exigir de unap¡eza el rendimiento de acuerdo a la catidad de acero escogidb.
U N A C E R O R E S P O N D E D E A C U E R D O A L A B O N D A D D E S UT R A T A M I E N T O T E R M I C O .
3,.,-*---a

PERIORADORAS NEUMATICAS PARA ROCA,HERRAMIENTAS NEUMATICAS PARA METAL
MECANICA Y FUNDICION.
. Pe r fo rado ra med ianaSH.21Peso . . . K9 .24Consumo a i re92 p3 / ¡ ¡ ¡ ¡ ,Peso. . . Kg. 27,6Consumo de a l re130 p3 /m in .
. Ta lad ros pa raesqu I n asMod. EBF-I5
a De6barbado rade dos mangosMod, TS-230 H
oL laves de impac toMod. TF-4 K
.Ta lad ros ho r i zon ta lesMod. BF-23
r Perforadoras I iv ianasBH- l6 - Peso Kg . 17 ,3Consumo a i re6 4 p e / m i n .
o Perforadoras paracacho r reo .Ba r reno de 314"Peso . . ,Kg . 3 ,95Consumo a i re23 ps /m in .
o Ba r renos i n teg ra lest i p o c i n c e l d e3 1 4 ' 1 _ 7 1 8 1 t _ 1 "de ace ro huecohexagon a l '
a Per foradora dega le r f as de a l t or e n d i m i e n t o .cR 251 /C12
oEsmer i i es rec tosde a l t o rend ¡m ien toMod. SU-150
r l AoisonadorasMod . 916
o Esmer i l es angu la resde cor te y desbarbeMod, FW-65
r Esmer i les rectosde cor te y desbarbesw-l00
. TALADROSO CINCELADORAS. REMACHADORASO ATORNILLADORASo DESBARBADORASO APISONADORAS
AffiPLIO STOCK DE REPUESTOSTALLER DE REPARACIONES

B0EHLER $ sunrn RAPID ExrRA 5oo @ssos *
5,oo/oTipo de a leac ión : C 0 ,80 W 18,0 Mo 0 ,7 V 1 '6 Cr 4 '3
N o r m a s : A l S l : 1 4D I N : S 1 8 - 1 ' - 2 - 5
MAT Nq : 3255
Color de ident i f i cac ión : Azú l -Amar i l loEs tado de sumin is t ro : Recoc ido : 80 -95 kp /mm'
( B r i n e l l : 2 3 5 - 2 7 7 H B I
ACERO RAPIDO aleado al cobalto Gon alta res¡stenc¡a al desgaste, loque perm¡te cortes con gran velocidad y profund¡dad de viruta.
Empleo: Herramientas de torno, cepil los y fresas para .altas exigencias'Pará desbastar materiales de alta resistencia como p. ej ' acero espec¡al,fundic ión de acero, fundic iÓn gr is '
TRATAMIENTO TERMICO:
L
i
Forjado:Recocido:
Temple:a) Formas senci l las:b) Formas compl icadas:Enfr iamiento: en acei te , baños deRevenido:Dureza obtenible:
1 150-900oC Enfr iamiento lento en e l horno o cen¡za800-850oC Enfriamiento lento en el horno:
1280 - 13100 C
sal o chorro de aire ,. .o. t 23a - i 2B0o c
550 - 5800 C64 - 66 Rc.
Rc.7 0 Duración del
revenido:3 veces I hora
Sección de laprqbeta:
p 20 mm.L
L
i
L
t
-t-
í l
s!
D ¡ A G R A M A O E R E V E N I D O
400
\
BoEHLER $ sunrn RApto ExrRA Mo*
4,oo/o
-{ty
5,0Tipo de a leac ión : C 0 ,87 W 6 ,5 Mo
s 600
v 1 ,8
Normas : A lS l : M2DIN : S 6-5-2
MAT.Ng : 3343
Color de identr f icac ión: Azul - Amar i l lo - AzulEstado de suministro: Recocido: 80 - 95 kp/mm2
(Brinelf : 235 - 277 HB)
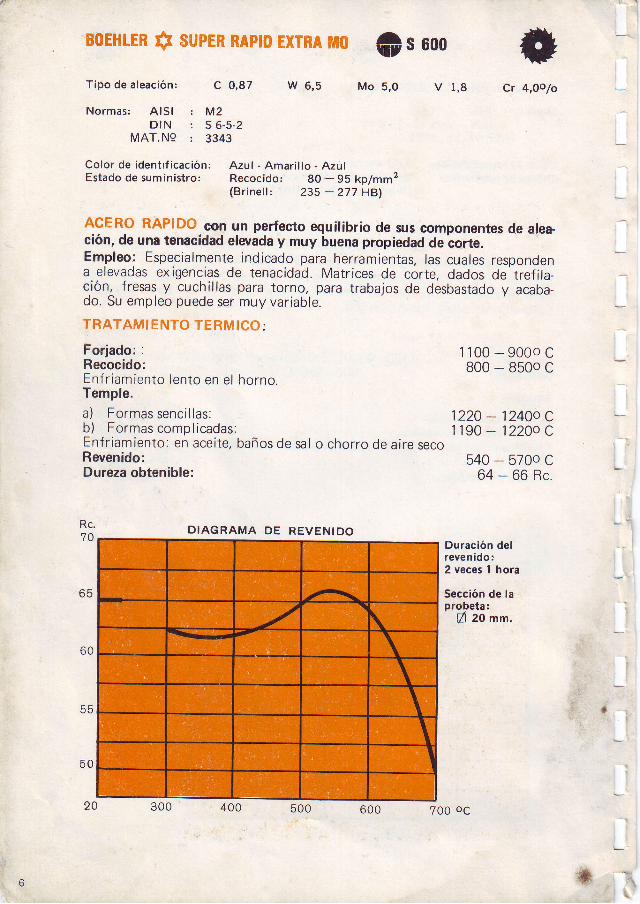
ACERO RAPIDO con un perfecto equilibrio de sus oomponentes de alea-ción, de una tenac¡dad elarada y muy buena prop¡edad de'corte.Empleo: Especialmente indicado para herramientas, las cuales respondena elevadas exigencías de tenacidad. Matrices de corte, dados de'tref i la-ción, fresas y cuchil las para torno, para trabajos de desbastado y acaba-do. Su empleo puede ser muy variable.
TRATAMIENTO TERMICO:
Forjado: :Recocido:Enfr iamiento lento en e l horno.Temple.a) Formas senci l las:b) Formas complicadas:Enfriamiento: en aceite, baños de sal o chorro de aire secoRevenido:Dureza obtenible:
Duración delrevenido ¡2 veces I hora
Sección de laprobeta:
@ 2O mm.
1 100 - 9000 c800 - 8500 c
1220 - 1240c. C1 190 - 12200 C
540 - 5700 C64 - 66 Rc.
i* -!*i
G Nt
DIAGRAMA DE REVENIDO
700 0c
BoEHLER $ wxz so w t05
Cr 2 ,4 V 0 ,6010T ipo de a leac ión : C 0 ,32 WN o r m a s : A l S l
D I N : X 3 0 W C r V 5 3M A T N g : 2 5 6 7
C o l o r d e i d e n t i f i c a c i ó n ; B l a n c o - N a r a n j aE s t a d o d e s u m i n i s t r o : R e c o c i d o : 7 0 - B 0 k p / m m '
( B r i n e l l : 2 0 4 * 2 3 4 H B )
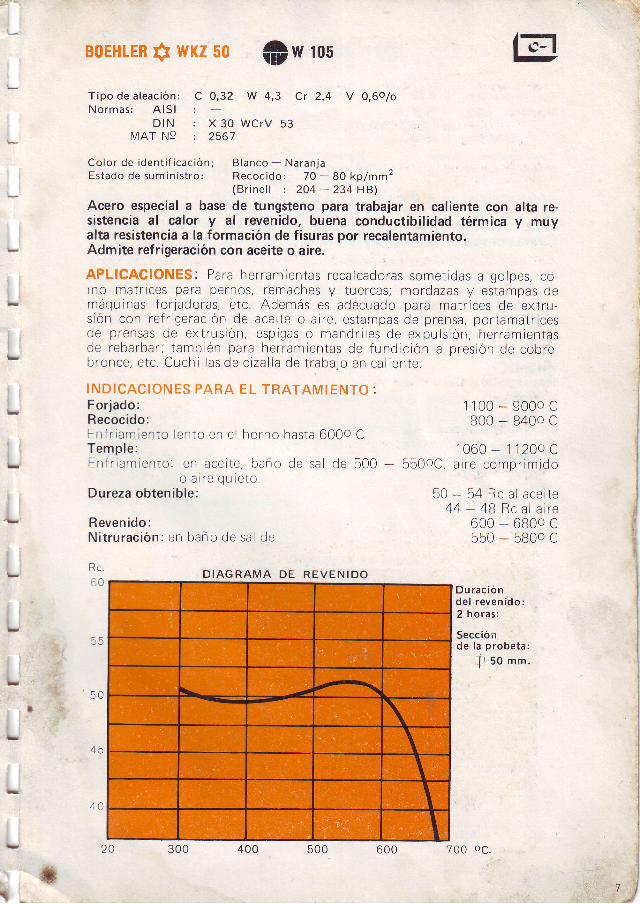
Acero especial a base de tungsteno para trabajar en caliente con alta re-s¡stenc¡a al calor y al revenido, buena conductíbi l idad térmica y muyalta resistenc¡a a la formación de fisuras por recalentamiento.Admite refrigeración con aceite o a¡re.
APLICACIONES: Para her ramientas reca lcadoras somet idas a go lpes , co-rno mat r ices para pernos , remaches y tuercas ; mordazas y es tampas demáqu inas fo r jadoras , e tc . Además es adecuado para mat r ices de ex t ru -s ión con re f r igerac ión de ace i te o a i re , es tampas de prensa, por tamat r icesd e p r e n s a s d e e x t r u s i ó n , e s p i g a s o m a n d r i l e s d e e x p u l s i ó n , h e r r a m i e n t a sde rebarbar , también para l re r ramientas de fund ic ión a p res¡ón de cobreb r o n c e , e t c . C u c h i l l a s d e c i z a l l a d e t r a b a j o e n c a l i e n t e .
I N D I C A C I O N E S P A R A E L T R A T A M I E N T O :
-ru4 ,3
ls
I
i-
II
!
Ib'
l
b
Lt
L
-l
4
t ;
Forjado:Recocido:E n f r i a m i e n t o l e n t o e n e l h o r n o h a s t a 6 0 0 0 CTemple :E n f r i a m i e n t o : e n a c e i t e , b a ñ o d e s a l d e 5 0 0 -
o a i r e q u i e t oDureza obtenible:
Reven ido :N i t ru rac ión : en baño de sa l de
1100 -9000c800 * 8400 c
1060 - 11200 C550oC, a i re compr im ido
50 - 54 Rc a l ace i te44 - 48 Rc a l a i re
600 - 6800 c550 - 5800 C
Du rac ió nd e l r e v e n i d o :2 h o r a s :
Secc iónde la p robeta :
S so mm.
R c .6 0
L
It-
lL
IL
D I A G R A M A D E R E V E N I D O

' :
t lI
BoEHLER $ wmo @w ezo IET i p o d e a l e a c i ó n : C O , 3 2 C r 2 , 8 M o 2 , 8 V 0 , 5 o / o
N o r r n a s : A l S l : ' v H l 0D I N : X 3 2 C r M o V 3 3
MAT N9 2365
C o l o r d e i d e n t i f i c a c i ó n :Es tado de sumin is t ro :
Naranja Ptatéá¿oRecoc ido : 70 - 88 kp /mm"(Br ine l l : 2OO - 240 HB)
Acero espec¡al para trabajar en cal¡ente, que deb¡do a las proporc¡onesfavorables de sus componentes, tiene varias aplicaciones. Este acero t¡enebuena conduct¡bilidad térmica y por consigu¡ente alta res¡stenc¡a a lasfisuras por recalentamiento brusco. Admite refrigeración con agua.APLICACIONES: Para herramientas de forjar y estampar pernos, rema-ches, tuercas, etc. Herramientas para prensas de extrusión de tubos y per-f i les en metales no ferrosos, especialmente punzones, mandri les, espigasrefr igeradas por agua, camisas de recipiente, discos de extrusión. Herra-mientas para la inyección de metales pesados. Herramientas para estamparla tón y bronce en ca l iente.INDICACIONES PARA EL TRATAMIENTO:Forjado:Recocido:Enfr iarn iento lento en e l horno hasta 600o CTemple.Enfr iamiento: en acei te , baño de sa l de 500 -
o a i re qu ie to.Dureza obtenib le :
Revenido:Nitruración:
1 100 - 9000 c800 * 8400 c
1000 - 10500 c5500 C, aire comprimido
50 - 54 Rc al aceite46 * 50 Rc al a i re
600 - 7000 cEn baño de sal de 550 - 5B0o C.
)
Duracióndel revenido:2 horas:
Secciónde lq 'probeta:
tp 50 mm.
¡
I
I
L
l
I
s
D I A G R A M A D E R E V E N I D O
oc

4 r
ii
BoEHLERS US ULIRA w 300
Mo L ,2 S i I ,O V O,4o/oT ipo de a leac ión : C 0 ,38 CrN o r m a s : A l S l : H 1 l
DIN : X 38 CrMoV 51MAT NS ¡ 2343
Color de ident i f icac ión: Amar i l lo - RojoEstado de suministro: Recocido¡ 65 - 75 kp/mm'
( B r i n e l l : 1 9 1 - 2 1 9 H B )
Acero espec¡al para herramientas de trabajo en cal¡ente con alta tenac¡-dad, muy buenas prop¡edades de res¡stenc¡a en calor. Tiene la venta¡ade buen temple al aire.APLICACIONES: Calidad preferida para herramientas de fundición a pre-s¡on y a inyección, tales como insertos en cámara de presión, émbolos,boqui l las para fundi r , bu jes de entrada, moldes y espigas d is t r ibu idorasen la elaboración de metales l ivianos.Esta cal idad de acero puede ser uti l izada también en las demás herramien-tas para trabajos en caliente con exigencias normales.
I NDICACIONES PARA EI- TRATAMI ENTO:
-rEy
5,0
Forjado:Recocido:Enfriamiento lento en el horno hasta 6000 C.Temple: 980 - 10300 C.Enfriamiento: en caliente, beño de sal de 500 - 550oC, aire comprimido
o a¡re qu ieto.
DIAGRAMA DE REVENIDO
1 100 - 9000 c800 - 8400 c
52 - 56 Rc al aceite50 - 54 Rc al aire
550 - 6500 C.en baño de sal 550 - 58Oo C.
Dura'cióndel revenido:2 horas:
Secciónde.la probeta:
0 1 5 0 m m .
I
t-
. :'1
L . r , '
Dureza obtenible:
Revenido:Ni t rurac ión:
Rc.60
*

n
BoEHLERgeume @wsoo lEl-
Tipodealeación: C 0,55 Cr 1,1 N¡ 1,7 Mo 0,6 V O. lo lo 'Normas: AlSl : 1 , L 6
D IN : 56 N iC r MoV 7MAT Ng ; 2714
Color de ident i f icac ión: L i laEstado de suministro: Recocido: 75 - 85 kp/mm2
(Br inel l : 219 - 249 HB)
Acero de alto rend¡m¡ento para herramientas de estampado en calien-te. Excelentes propiedades como alta res¡stencia a la fricción, tenacidaden cal¡ente,camb¡otérmico y alterac¡ón de medidas debido a'zu elevadapenetrac¡ón de temple. Así como buena bonificación a través de todala sección.
APLICACIONES: Estampas para trabajo en caliente de grandes t irajesde cualquier tamaño y complej idad de formas y grabados. Además es ade-cuado para matrices de doblar, estampas de prensa, camisas exterioresde recipiente, portamatr¡ces de prensas de extrusión (de trabajo hori-zontal), así como moldes grandes para la industria del plástico.
INDICACIONES PARA EL TRATAMIENTO:
60
Forjado:Recocido:Temple:
Enfr iamiento: En acei te o a i re .Dureza obtenible
Revenido:
Rc. D IAGRAMA
1100 -8500c680 - 7200 C
al aceite 830 - 8700 Cal aire 870 - 9000 C
(sección de la probeta ú 150 mm):52 - 58 Rc al aceite44 - 48 Rc al aire
450 - 6500 C.
Duracióndel revenido:2 horas:
Secciónde [a probeta:
[] | 50 mm.
DE REVENIDO
1 0
700 og
r
I
BoEHLER S mv ExTRA -rl' K 450
Tipo de a leac ión : C 0 ,48 S¡ 1 ,0 Cr 1 ,0 V 0 ,2 W 2 ,Oo/oNormas: A lS l : " \ ,S I
D I N : 4 5 W C r V 7MAT Ng : 2542
Color de ident i f i cac ión : L i la - B lancoEstado de suministro '
i"T;:i i": t3?:rí; f,oJ-' '
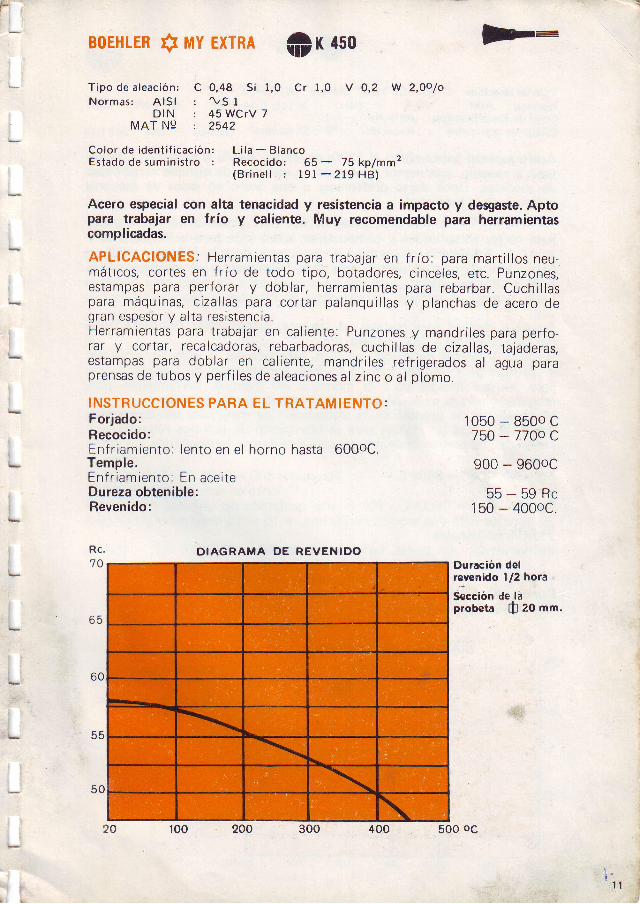
Acero especial con alta tenacidad y resistencia a impacto y desgaste. Aptopara trabajar en frío y caliente. Muy recomendable para herramientascomplicadas.
APLlcAcloNESl Herramientas para t rabajar en f r ío : para mart i l los neu-mátrcos, cortes en frío de todo t ipo, botadores, cinceles, etc. Punzones,estampas para perforar y doblar, herramientas para rebarbar. Cuchil laspara máquinas, c iza l las para cor tar pa lanqui l las y p lanchas de acero degran espesor y alta resistencia.Herramientas para t rabajar en ca l iente: Punzones y mandr i les para per fo-rar y cortar, recalcadoras, rebarbadoras, cuchil las de cizal las, tajaderas,estampas para doblar en ca l iente, mandr i les ref r igerados a l agua paraprensas de tubos y per f i les de a leac iones a l z inc o a l p lomo.
INSTRUCCIONES PARA EL TRATAMIENTO:Forjado:Recocido:Enf r iamiento : len to en e lTemple.Enf r iamiento : En ace i teDureza obtenible:Revenido:
Rc.7 0
horno hasta 600oC.
1 050 - 8500 c750 - 770a C
900 * 9600C
55 -59Rc1 50 * 4000c.
Duración delrere¡rido l/2 hora
Sección de láprobeta Ü zo mm.
¡ "" t1
DIAGRAMA DE REVENIDO
500 0c

,_1BoEHLER $ rserctAl KitL ¡$x tos
Tipodea leac ión : C L ,7 Cr LZ,O Mo 0 ,6 1 ¡ ¡ 9 ,$o /o *V
Normas: A lS l : n ,D4 Ot ru : X 165 CrMoV 12 MAT NA :Color de ident i f icac iÓn: Amar i l loEstado de sumÍnistro : Recocido: 70 - 85 kplmm2 lBrineil : 2O4 - 249 HB)
Acero espec¡al ledeburítico al 12olo de cromo, aleado al molibdeno, tung$teno y vanad¡o, oon menor contenido de carbono; de mínima yarl¡b¡lidadde medidas. Debe darse preferencia a este aoero en casos de mayoresexigencias a la tenacidad.APLICACIONES: Matrices cortantes de gran rendirniento, en especialpara cortes complícados y consecutivos, sobre todo para la industria eléc-tr ica, de hojalatería y cartonería, así como para la industria relojera;para cortar dientes en sierras, rasquetas, herramientas de estampar some-tidas a altas exigencias, cuchil las de gran eficacia de corte para planchashasta 6 mm. de espesor, herramigntas de rebarbar y fabricación de cla-VOS.Erocas y machos para metales no ferrosos; herramientas altamente exigi-das para la industria de la madera, etc.Rodillos y peines de roscar, rodillos para bordear y acanalar, estamp-ary matrices para fabricar tuercas en frío, herramientas de embutir, cuñospara fabricar moldes para la industria del plástico, herramientas paramoletear y para la tref i lación en frío. Herramientas de medición.Herramientaé de prensar en la elaboracion de materiales cerámicos muyabrasivos, placas de moldes para la fabricación de ladri l los refractorios ymayólicas, herramientas de prensar para la industria farmacéutica.INSTRUCCIONES PARA EL TRATAMIENTO:Forjado: 1050 * 8500 C Recocido: 800 - 8500 C - Enfriamiento
lento en el horno hasta 600o C.Temple:960 - 1000oC - Por el alto contenido de carburos manténgase20 minutos para una sección de 20 mm. y 10 - 15 minutos más por cada
l:#láH:xi'Jlnt?i..uite, baño de sar de 200 - 25ooc ó 4oo - 45ooc,aire comprimido para herramientas simples,l- lerramientas complicadas: aire qu ieto.
Dureza obtenible: 63 - 65 RcRevenido: Según diagrama.
Duración del revenido:I hora.
Sección de la probeta:p 20 mm.
€
2601
l_
t-
l
" ji lt i
DIAGRAMA DE REVENIDO
; 1 2

L
BoEHLER $ esnectnl r -rü K 100
Tipo de a f eac ión : C 2 ,00 Cr 12 ,0o /oN o r m a s : A l S l : D 3 D I N : X 2 l O C r 1 2 MAT Ng ; 2080
C o l o r d e i d e n t i f i c a c i ó n : A m a r i l l o - B l a n c oE s t a d o d e s u m i n i s t r o : R e c o c i d o : 7 0 - 8 5 k p / m m ' ( B r i n e l l : 2 0 4 - 2 4 9 H B )
Marca standard de los aceros ledeburíticos al 12o/o de cromo para herra'miehtas de corte y estampado de alto rendimiento.
APLICACIONESi Matr ices cor tantes de a l to rendimiento para la industr iaeléctr ica, relojera y hojalatería; cortes de dientes para sierras, rasquetas,herramientas de estampar, cuchi l las de gran ef icac ia de cor te para p lan-chas hasta 4 n lm. de espesor , herramientas de rebarbar .Heri 'amientas de corte altamente ex¡gentes para la industria maderera, etc.Rodi l los y peines de roscar , rod i l los p iera bordear y acanalar , estampasy matr ices para fabr icar tuercas en f r ío , herramientas de embut i r , cuñospara fabricar moldes para la industria del plástico, herramientas para mo-letear y para la tref i lación en frío de metales no ferrosos.Herramientas de medic ión.Herramientas expuestas al desgaste: Para prensar en la elaboraciÓn demate¡iales cerámicos muy abrasivos, placas de moldes para la fabricaciónbe ladri l los refractarios y mayólicas; herramientas de prensar para la indus-t r ia farmacéut ica.
INSTRUCCIONES PARA EL TRATAMIENTO :Forjado: 1050 - 850oC Recocido: 800 - 850oC - Enf r iamiento
lento en el horno hasta 600oC.Tempfe: 920 - 980oC - Por el alto contenido de carburos manténgaset 20 minutos para una secc ión de 20 mm. y 10 a 15 minutos más por cada10 m/m adic ionales.Enfriamiento: En aceite, baño de sal de 2AO - 250oC ó 400 - 450oC,
ai re compr imido o a i re qu ie to.Dureza obtenible: 63 - 65 Rc Revenido: Según diagrama
Rc.7 0
I
L
L
L
I
L
1l-
I\-
Durac ión de lrevenido: I hora
Sección de laprpbeta:
S 20 mm.
i.;.i.;
,:,.!JO0
$:i.1,:,
10{:f
D IAGRAMA DE REVENIDO
200 600 oc

BoÉHr.ER $ murm-s SrmoTipo de a leación: C 0,95 Mn 1,0 Cr 0,5 W 0,5 V 0. lo /oN o r m a s A l S l : 0 1
D I N : :MAT NA :
100 MnCrW 42 5 1 0
Color de ident i f i cac ión : Ro jo - Azu lEstado de suministro '
ir",:;:if "; ,3i r ,13 f,oJj"''Acero especial, aleado, deternple. parejo y seguro con poca variación demedidas, excelente conservación de filo, buena resistencia al desgaste ymagnífica tenacidad. Fácilmente maquinable.APtlcAcloNES: Especialmen+e para disposit ivos de roscar como tam-bién para punzones y cizal las para chapa delgada, herramientas para labrarmadera. Matrices de corte con exigencias normales; guías y pines paramatr ¡cer ía.cuchi l las para cor tar papel , tabaco o s imi lares mater ia les delgados. He-rramientas de medición, p. ei. cal ibradores, reglas, etc. Moldes para plás-t ico y resinas sintéticas.INSTRUCCIONES PARA EL TRATAM! ENTO :Forjar: rRecocido:Enfr iamiento lento en e l horno hasta 600oC;Temple:
1050 - 8500c760 - 7800C
780 - 820 0CTiempo de mantenimiento aprox.10 min. para una secc ión de 20 mm.
Enfr iamiento: En acei te para herramientas s imples, baño de sa l de 2QO -250oC para herramientas compl icadas.
Dureza obtenrb le. 63 - 65 Rc.Revenido: Según diagrama. Normalmente 100 - 300oC.
Rc.7 0 Durac ión de l
revenido: I hora
Sección de laprobeta;
fi zo mm.
DIAGRAMA DE REVENIDO
1 4

BoEHTER $ uas
Tipo de aleación: C 0,50Normas: AlSl :
D I N :MAT N9 :
Color de ldent i f icac ión¡Estado de suministro :
-rE'
Cr
K 605
1,0 Mo 2,0 Ni 3,3o/o
a *,a, ,a2721Verde - VioletaRecocido: 75 - 85 kp/mmz(Br inef f : 2L9-249HBI
II
1050 - 8500c640 - 6600C
810 - 8400C
l
Enfr iamiento: En acei te , a i re compr imido o a i re quieto.Dureza obtenible: Sección de la probeta tf 80 mm) 55 - 59 Rc al aceite
54 - 58 Rc al aire
Revenido: 1 00 - 2500c
I
!
Acero de gran penetración de temple al aire o al ace¡te.BOEHLER NBS ofrece muy buena tenacidad y res¡stencia al desgaste.Gran resistencia a los golpes y a la compresión. Adquiere dureza unifor.me.APLICACIONES: Herramientas de acuñar y estampar en frío, especial-mente para la fabricación de- cubiertos (cucharas y tenedores). Matricespara cuerpos huecos en todas las dimensiones, segmentos de laminación,estampas para bisutería y repujado en frío.
INSTRUGCIONES PARA EL TRATAMIENTO :
Forjado:Recocido:Enfr iamiento lento en e l horno.Temple:
Durac ión dereven ido:I hora
Sección de laprobeta
fiaom¡m
Rc.6 0
J"t*t
D I A G R A M A D E R E V E N I D O
1 5

BoE¡trERgvor @reoo
Tipo de a leac ión : C 0 ,90Normas: A lS l :
D I N :MAT N9 :
Enf r iam iento:Dureza obtenible:Revenido:
Color de ldenti f icación: Rojo - VerdeEstado de suministro ,
ir.r:;:Ifl"' ,98 _ rl|fflf^'Acero aleado al níquel de temple al agnra, cuya penetración puede regu-larse dentro de amplios márgenes A base de sr¡ tenacidad BOEHLERV6N es muy recomendable para todas las herramientas sometidas a fuer-tes golpes o grandes presiones, de dimensiones superiores a 25 mm.
APLICACIONE$: Herramientas para estampar en frfo, de acuñar o deextruir, a las cuales conviene dar una penetración de temple regulabley l imi tada.Estampas y matrices para acuñar medallas, monedas, esferas y cajas derelojes, así como bisutenía, cuños, etc.Mordazas, matrices y estampas para la fabricación de tornillos, tLrercas.remaches y bolas. Cojinetes y estampas para fabriear clavos y agujas.Matrices para extrusión en frío.
,
INSTRUCCIONES PARA EL TRATAMIENTO :Forjado: 1050 - 800oCRecocido: 720 - 750oCEnfriamiento lento en el horno hasta 600oC.
Temple: Herramientas de dimensiones inferiores a 50 mm.deben templarse 770 - 800oC y lassuperiores a 100 mm. a una temperatura de 800 - 850oC.
Ni 0,7 Y O,20lo
85 N¡V 42770
lx
En agua' 63 -66Rc1 50 - 2500C.
PROFUNDIDAD DE TEMPLEEN FUNCION DE LA TEMP.DE TEMPLE Y DE LADIMENSION:
D IAGRAMA DE REVENIDO
¡t0

BoEHLER g lceno PLATA cv (p r sro IITipo de aleación:Normas: AlSl
D I NMAT N9
Estado de suministro:
Temple: al aceitear agua
Dureza obtenible:
Bajo .ACERO PLATA se comprende acero redondo, de gran precisióndimensional que se suministra con tolerancia ISO h 9 (norma interna-cionall rectif¡cado y pulido.De superficie perfectamente lisa, exenta de todo defecto y descarbura-ción. Excelente mecanización.
APLICACIONES: ACERO PLATA CV se uti l iza preferentemente parala confección de pequeñas herramientas y de piezas mecanizadas queexigen ante todo una gran precisión dimensional, tales como brocas espira-les, y brocas para centrar, machos, escariadores, vástag,os para diversasherramientas de cortar y estampar, etc. Asimismo para pasadores de guíay de ensamblaje en construcciones.mecánicas, instrumentos de cirugía,ejes: para instrumentos de precisión p. ej. contómetros, máquinas regis-tradoras, relojes, etc,
TRATAMIENTO TERMICO:Recocido:Enfriamiento lento en el horno hasta 600oC
724 - 7500C
C 1,15 qr 9,6o7o*V
115 CrV 322L0
Recocido: 60 - 70 kp/mm2(Br inel l : 175 - 204 HB)
820 - 840oC Dimesiones hasta 6 mm.790 - 820oC Dimensiones mavores.64 - 66 Rc.
I
aJuJeza ( r ¡J fEr i l ¡J rE . rJ . r - uu I lu .
Revenidor Generalmente 100 - 300oC, según la función y uti l izaciónde la herramienta.
Rc.¡7n.
D IAGRAMA DE REVENIDODuración delrevenido: I 12 hora
Sección de laprobeta: S ZO mm.
q

BoEHLER g anorvr ExrRA (!! r sao
Tipo de afeación: q Q,ggo/s Si 0,2 f i4n 0,2Color de identi f icación: PlateadoEstado de suministro : Recocido: 60 - 70 kp/mm2 (175-205 HB)
B0EHLER $ oruom fi! r ssoTipo de a leación: c o,5oo/o s i 0 '3 Mn 0,6Color de identif icación: Plateado - BlancoEstado de suministro : Recocido: 60 - 70 kplmm2 lf ZS-ZOS Xe¡
II
Normas:A I S I :D I N :
MAT NS :
Forjado:Recocido:Temple:Enfr iamientoDureza obtenible:Revenido:
GNOM EXTRA GNOMw 1-0.9 cc 8 5 W 2163 I
w0,6cc60w3t74 l
Aceros espec¡ales al carbono. Gran calidad, lograda con un proceso espe-cial de ref¡nam¡ento y estr¡cto control.INSENSIBLE AL SOBRECALENTAMIENTO en e l f o r j ado y tempte .APLICACIONES: Herramientas para trabajar en roca y concreto, talescomo cinceles, brocas y barrenos para canteras, minas y construccióncivi l ; barretas, sacaclavos y otras herramientas de mano.
INSTRUCCIONES PARA EL TRATAMI ENTO:GNOM EXTRA GNOM1000 -8000c 1100 -8000c680 - 7100C 680 - 7100C790 - 8100C 790 - 8 '100c
agua aguaaprox . 65 Rc ap rox .60 Rc
Según necesidad (100 - 300oC).
GNOM EXTRA- - GNOM
Rc.7 0 Duración del
revenido 112 hora
Sección d,e laprobeta fl 20 mm.
, . il*+ i. ' , l
DIAGRAMA DE REVENIDO
t8

BoEHLER $r+sosTARMoLD(!| rvr zro
Tipo de a leación: C 0,33 S¡ 0,6 Mn 0,8 Cr 1,7 ye g,zto lo *5Normas : A lS l t P20
D I N : z N 4 0 C r M n M o S 8 6MAT N9¡ N2312
Color de identif icación: Verde - Azul - RojoEstado de suminis t ro: Boni f icado: 90 - 110 kp/mm'
(B r i ne l l : 263 - 321 HB)
Acero especial aleado al cromo-molibdeno, especial para la industria delplástico. Se obtiene una bonificación a través de toda la sección y ele-vada res¡stencia al desgaste. así como una gran facilidad de mecanización.APLICACIO[\lES: Herramientas para la industria del plástico, tales comomoldes y matrices para la inyección y moldes de compresión.E l es tado de sumin i s t ro BONIF ICADO fac i l i t a f ab r i ca r mo ldes de g randimensión, ya que no requieren un temple poster ior . Sólo en casosde muyaltas exigencias abrasivas se recomienda una nitruración, la cual no afectauna var iab i l idad de medidas.
INSTRUCCIONES PARA EL TRATAM I ENTO:For jador 1100 - B50oCNormalizado: 850 - 900oCRecocido: 76A - 780oCEnfr iamiento lento en e l horno hasta 600oCResistencia a la tracción en estado recocido: aprox. 70 kp/mm2
(Br i ne l l : ap rox . 205 HB) .Distencionar: en estado bonif icado:
en estado recocido:Temple:Enf r iam iento:Dureza obtenible:Revenido:
550 - 6000c600 - 6500c820 - 8500C
o n a n o i f o
aprox. 50 Rc200 - 6500c
Duración delrevehido: 4 horas
Sección de laprobeta: | 00 mm.
Rc.6 0
DIAGRAMA DE REVENIDO
700 0c
't9,
BoEHLER * rr GM t50
Tipo de a leac ión : C max. 0 .07 Cr 3,8 Mo 0,5o/o
N o r m a s : A l S l :D I N :
MAT N9 :
Co lor de ident i f i cac ión :Es tado de sumin is t ro i
" U a r t o *234r
Azul - NegroRecoc ido : max.( B r i n e l l : m a x .
38 kplmm21 1 0 H B ) .
Acero aleado espec¡al para cementación, con bajís¡ma dureza en estadorecoc¡do, preferentemente apto para repujar en frío con gran profund¡-dad y formas complicadas. Su compactac¡ón resulta relat¡vamente baja.Este acero puede ser pulido en alto grado.
APLICACIONES: Matr ices repujadas en f r ío , con granmoldes para plást¡cos, también para trabajo con materia
INSTRUCCIONES PARA EL TRATAMIENTO :Forjado:Recocido:
profundidad yprima abrasiva.
1 050 - 8500c720 - 7400C
Enfr ianr iento lento en e l horno hasta 60OoCTambién para la e l iminación de compactac ión en f r ío .Cementar: en baño de sal. 900 - gbgoc
Temple. Inmediatamente después de la cementac ión.Enfr iamiento: En acei te , baño térmico de 200 - 2bOoC o a i re comor i -
Revenido:m ido .Aprox. 200oC.
CARACTERISTICAS MECAN¡CAS EN ESTADO TEMPLADO :Dureza super f ic ia l obtenib le :
63 - 65 Rc a l acei te o baño térmico58 - 62 Rc a l a i re compr imido
Resis tenc ia a la t racc ión del núc leo.después del temple (secc ión de la probeta ó 30 mm.) :
80 - 95 kp/mm2 al acei te o baño térmico70 - 85 kp/mm2 al a i re compr imido.
::#
;É
I " .EÍ.

BoEITLER $ wrw + fineroTipo de a leación: C 0,40 Cr 13.5o/o
Normas: AlSl :D I N :
MAT N9 :
N420X 4 0 C r 1 32083
Color de ident i f i cac ión : Verde - Azu l - Amar i l loEs tado de sumin is t ro : Recoc ido : 60 - 80 kp /mm2
( B r i n e l l : 1 7 5 - 2 3 4 H B ) .
Acero ant¡corros¡vo templable, altamente aleado al cromo. Presenta muybuena resistencia al desgaste.; inoxidable en estado templado.
APLICACIONES: Para matrices de cualquier clase y moldes para inyec-ción de PVC y otros productos moldeables, químicamente agresivos yplásticos con adit ivos abrasivos.I NSTRUCCIONES PARA E!- TRATAMI ENTO :For jado: 1100 - 800oC. Enfr iamiento en e l hornoRecocido: 800 - 850oC. Enfriamiento en el horno.Temple: 1000 - 1050oCEnf r i am len to : Enace i teDureza obtenible: 55 - 57 RcRevenido: 100 - 250oC
Rc.
6 5 Duración delreven id o:2 veces I hora
Sección de laprgbeta:Z 2o mm.
\ .í,L$É
t i - -
*
DIAGRAMA DE REVENIDO
2'l

uoEitrEn g rcu rso ([] e zoo
t ipo de a leación: C 0, f 5 Cr 1,5 Ni t ,so/oNormas : A lS l : 113115
DIN i : 15 C rN i 6MAT Ng : 5919
Color de ident i f icac ión: AzulEstado de suministro: Recocido: max. 75 kp/mmz
(Br ine l l : max . 217 HB) .
Temple del núcleo:
Temple de la superficie cementada:
Revenido:DURACION DE REVENTDO: Mín imo t ho ra .
,7
840 - B70oC al aceite o baño térmico oe1 60 - 2500C.
800 - 830oC al aceite o baño térmico de1 60 -- 2500c170 * 2100C.
Acero .especial de cementación aleado al cromo-níquel. Adquiere exee-lente dureza superfic.ial-en el temple de cementacion. lnsuperable tenaci-dad y resistencia en el núcleoAP¡-lcAcloNES: Partes de maquinar¡a y repuestos de grandes dimensio-nes, de las cuales se exige muy alta dureza superf icial, ienacidad y resi i-tencia extraordinaria en el núcreo como p. ej. piñones, cigüeñalés, LJesde cajas de velocidad, sinf ines, parancas, pieias'de,dirección, u¿siagói,p I nes.
INSTRUCCIONES PARA EI- TRATAMIENTO:Forjado: 11b0 - gboocRecocido: 6b0 - 7O0oCCementar: g0O __ gbgocEnfr iamiento: En acei te o baño térmico de 160 - 2b0oc.Recocido de ref inamiento: 030 6booc, enf r iamiento en e l horno.
soldadura: Este acero es relativamente soldable. En este casocalentar a una temperatura de 300 - 4booc y ¡uegó ror1t., uc ido : (680 -72AoC) .Elect rodos recomendablessegún normasAWS- ASTM: E 1101g G;En caso que la cementación oe la costura no sea indispensable,mienda el uso de erectrodos según norma DrN gsbb'-- Áws,'z r kn ,óE307 -15 .
Las característi.cas mencionadasse entienden enestado templadosin cementación.
se debeun recG
se reco-E 8-200
" ul l . , , . : (
l n l22

BoEHLER s EM So -t¡t7 E 410
Tipo de a leación: C 0, 17 Mn 1,2 Cr 1,0 o/o
Normas : AlSl : 1¡ 5020 HD I N : 1 6 M n C r 5
MAT NS t 7L3I
h
Acero especaal de cernentación con aleación al cromo-.manganeso.
APLICACIONES: Elementos de maquinar ia y repuestos de d imensionesmedianas, que requieren alta dureza en la superf icie y muy buena tena-cidad y resistencia en el núcleo. Engranajes y piñones, ejes sinfines, pie-zas de dirección, émbolos, etc.
INSTRUCCIONES PARA EL TRATAMI ENTO:
Color de ident i f i cac ión :Estado de suministro : .
Soldadura: Este acero escalentar a una temperaturac ido (650 - 700oC).Electrodos recomendables
Azul*BlancoRecocido: max. 70 kp/mm2(Br ine l l : max . 207 HB)
1 150 - 8500 C650 - 7000 c900 - 9500 c
en e l horno.o baño tér-
810 - 8400 C a l acei te o baño térmico de160 - 2500 C170 - 210u^ C.
Las carac ter ís t i -cas menc ionadasse en t ienden enes tado templados in cementac ión .
relativamente soldable. En este caso sede 300 - 4500 C y luego someter a un
ASTM: E8013 - BE801 6 .
Forjado:Recocido:Cementar;.Enfr iamiento: En acei te o baño térmico de '160 - 2500 C.Recocido de ref inamiento:630 - 6500 C - enf r iamientoTemple del núcleo: 850 - 8B0o C al ace¡te, al agua
mico de 160 - 2500 C.Temple de la superficie cementada:
Revenido:
DURACION DEL REVENIDO: Mín imo una hora.
debereco-
2óó 1 .
*:¡
según norma AWS
29

,,,
T ipo de a leac ión : C 0 ,18 Mn 1 ,4 o /p .
Normas: AlSl : L32O ' t
DIN : ^J 20 MqlsMAT Nq : 1,5053
Estado de suminis t ro: Normal izado.
BARRA PERFORADA de acero especial laminada en caliente con mí-n¡mas tolerancias. Grandes ventajas por ahorro en los costes de materialy en el tiempo de mecanización. Tiene ampl¡as posibilidades de aplicaciónen estado bonificado o cementado. Aceptada por "Lloyd's Registe'r ofShipping" para var¡as construcciones navales. Muy apto para soldar.
: Para e lementos de maquinar ia ta les como engranajes,cuerpos de bomba, ani l los separadores, casqui l las de protecc ión comotambién para la construcc¡ón de co lumnas de ta ladro u ot ras máquinas,ejes, bujes, rodil los, etc.
Fo r l ado : ' 1100 -B50oC
Normalizado: 860 - B80o CRecocido: 650 - 7000 C
R c
5 0
Templar: 860 - 880oC al aguaRevenido; 200 - 400oCCementar: 900 - 930oC al acette.Dureza super f ic ia l obten ib le :60 - 62 Rc.
El d iagrama, seent iende parap iezas templadass in cenrentac ión ,o sea bon i f i cadas ,Dureza ob ten ib les in cementac ióndepende de l espe-sor de la pared :38-43 Rc.
3 5
3 0
Res¡s tenc¡a ene9tado recoc ido C A R A C T E R I S T I C A S M E C A N I C A S E N E S T A D O N O R M A L I Z A D O
máx .¡9s/nm m '
ou tezaB r l n e l l
rnáx .H B 3 0
Espesor de
m m .
L í m ¡ t e
f l uen c iam i n .
kg¡mm2
R es is te nc laa la t racq lón
Kg/mm2
Al .a rga-m len to
m r n ,o/o
Co n t rac-c l ó n
m i n .o/o
R e s i l l e n c i asegú n DVlr'lm kslcm I
(va lo res deg u i a )
5 0 1 4 5 1 3 - 3 0m a y o r
3534
52-56 22 3.5
D I A G R A M A D E R E V E N I D O
\
\\
\
\
\
\
\
\2 02 0 300 400 500 600 0c

fi vrsrl ' l
Tipo de a ieación: C 0,34 Cr 1,5 Ni 1,5 l " l fÉ;z¡o/oNormas : A lS l : ' v4340 H
D I N : 3 4 C r N i M o 6MAT Nq : 6582
Co lo r de i den t i f i cac ión : Ve rdeEstado de sunl in is t ro: Boni f icado: 90 - l30 kp/mm2
Larsos standard rle stock; Jry $ ;roflro - 380 HB)
Acero especial de bonif icación al cromo-níquel-molibdeno. Altamenteres¡stente a la tracción y a la torsión, como también a cambios de flexión.Insensible al sobrecalentam¡ento en el forjado y temple y libre de propen-sión a rotura de revenido.
Par tes de maqu inar ia y repues tos de mayores d imen-s iones , sorne t idas a muy a l tos es fuerzos d inámico .s y o t ras a l tas ex igenc iasmecán icas , como en la cons t rucc ión de vehícu los pesados, av iones y má-qu inas . C igüeña les , e jes de leva , á rbo les de t ransmis ión , bar ras de to rs ión ,e jes cardán, e jes de bonrbas , e jes para hé l i ce de av iones , pernos y tuercasde a l ta tens ión , rod i l los de t ranspor tadora , vás tagos y p ines , muñones;brazos de d i recc ión , c ie r tos engrana jes , d iscos de embrague, e tc .
:For jado: 1050 - 8500 CRecocido: 650 --- 7000 CTemple: a l acei te 830 - 8600 CRevenido: 520 * 6800 CNormal izado: 850 - B80o C
A R A C T E R I S T I C A S M E C A N I C A S E N E S T A O O A O N I F T C A O O
H A 3 0Q ' ñ ,
I ro -1 30
Soldadura- ; - No se recomienda soldar este acero por su muy a l ta sensib i l i -dad a l a i n f l uenc ia de l ca lo r
K g 7 m m 2D I A G R A M A D E B O N I F I C A C I O N
+ Ul " * res is tenc ia
a la t racc ión
2 . - l í m i t e d ef l u e n c i a
120
\
\
\ \.
\ \\
\\
\\
\\
\
\
1 0 0
8 0
60
450 boo bbo 600 6bo zoo oc
25
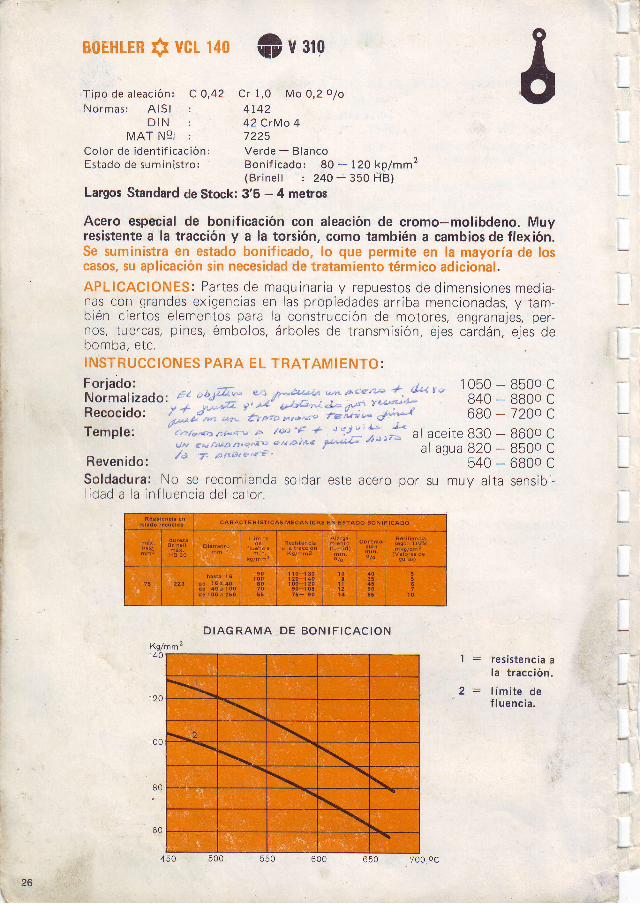
BúEHLEr$vcluo @voro
T i p o d e a l e a c i ó n : C 0 , 4 2 C r 1 , 0 M o 0 , 2 o / o
N o r m a s : A l S l : 4 1 4 2D I N t 4 2 C r M o 4
MAT Ngt : 7225Color de ident i f i cac ión : Verde - B lancoEstado de sumin is t ro : Bon i f i cado: 80 - l20 kp /mm2
(Br ine l l : 24O - 350 H 'B)Largos Standard de Stock: 3'5 - 4 metros
Acero especial de bonificación con aleación de cromo-molibdeno. Muyres¡stente a la tracción y a la torsión, como también a camb¡os de flexión.Se suministra en estado bonif icado, lo que permite en la mayoría de loscasos, su aplicación sin necesidad de tratamiento térmico adicional.APLICACIONIES: Par tes de maquinar ia y repuestos de d imensiones media-nas con grandes ex igencias en las propiedades arr iba mencionadas, y tam-bién c ier tos e lementos para la construcc ión de motores, engranajes, per-nos, tuercas, p ines, émbolos, árboles de t ransmis ión, e jes cardán, e jes debomba, etc .INSTRUCCIONES PARA EL T RATAMIENTO:Fo r j ado : - * . t ; . v 1O5O-85OoCl f fOiaJ¡ ta6 Oi / '¿ ,b¡ l "o* e J / ' -bé?4'b wr\ ¿ '<e'* T w'¿ éd
Recocido: ,' * ¡JZ ''-"/';'¿"'''Ll''l*"'::5 840 - 8B0o C2r '¿? , -" - , t ' ' t - t to: , c l t -¿v /e ' "un* J^7o 680 - 7200 C
T e m p l e : u
r , " r r - * o ¿ i d - : u ' \ t ¿ : ' l : r J ' : a ó L J a n t ^ ^ ^ i + ^ B 3 O - 8 6 0 0 C
u t t u é ¡ q l i t n . ? ¿ d ' ' s l u € i ¿ ' ¿ t ¿ L ¿ * * ) ¿ : - / t ¿ t ? ; a o l o u s l L s
Revenido: /¿ '7n 4'nx":t 'e¡4'E' ' al agua 820 - 8500 C
540 - 6800 Csoldadura: No se recomienda soldar este acero por su muv a l ta sensib i -l i dad a l a i n f l uenc ia de l ca lo r .
D I A G R A M A D E B O N I F I C A C I O N
l =
l =
resistencia ala t racc ión ,
l ím i te def l uenc ia ,
\26

BoEHLER $ rn (EMs 4E) -rEt'
-rHt
M n
K 945
BoEHLER $ enn (EMS 60)
T¡Po de a leac ión : C 0 ,60 o /q S i 0 '3 '
Co lor de ident i f i cac ión : B lancoEstado de suministro : Dureza natural : 70 - 90 kp/mmz (204 - 263 HB)Largos Standard de Stock: 3'5 - 4 metros
Tipo de a leac ión : C 0 ,45 o /o S i 0 ,3 , Mn 0 ,7
Co lor de ident i f i cac ión : B lanco-Negro-B lanccEstado de sumin is t ro : Dureza na tura l : 60 - 75 kp lmm2 (175 - 219 HB)
K 960
0 ,7
Normas:q ' A l s l :
D I N :MAT N9 :
EHH(EMS 60 )1060
EH(EMS 4s )1045
ck 60 (s t c 60 .61) ck 45 {s t c 45 .61)t 2 2 t 1 1 9 1
Aceros finos al carbono, de alta calidad. Gran pureza lograda con un proce-so espe¡cal de fabricación y estricto control de calidad.APLICACIONES: Elementos de maquinar ia y repuestos boni f icados .ded imensiones menores. E jes, pernos, tuercas, ganchos, p ines, pasador'es,chavetas, etc. En estado normalizado también para piezas qrandes for-jadas. Herramientas de mano.INSTRUCCIONES PARA EL TRATAMIENTO:
Forjar:Norma l i za r :Recocer:
EHH1050 - 8500c820 -8500C050 - 7000c
EH1100 -8500c840 - 8700C650 -7000c
t-
\-
Resis tenc ia a la t racc iónen estado recocido: 60 - 70 kp/mm'? 55 - 65 kp/mm'Temple: 800- 830oC 820- 850oC al aguaDimensiones menores 810 - B40oC 830 - 860oC al aceiteRevenido: 100 - 300oC 100 - 300oC depende del uso
ó 550 -6600C ó 550 -6600CSoldadura: Estos aceros no deben soldarse.
D I A G R A M A D E B O N I F I C A C I O N
l . - res is tenc ia a la t racc ión2.- | írn i te de f lu e nc ia
Kg¡mm2
! , , ' 1 'j - . * l
: ' Í
. . . l
t,, i" i' . . . ' . , . . f: . l
lIi
iI, r l
.-.. . ' l
Temperatura de revenido en oC.

BoEHLER $ ncr -r¡t v 8r0
Tipo de a leación: C 0,34 Cr L,2 Mo 0,2 Al 1 '0 o/o
Normas : A lS l :D I N :
MAT N9 :
Color de ident i f icac ión: Verde - Amar i l loEstado de suministro : Bonif icado: 80 - 100 kp/mm"
(Br inel l l 255- 305 HB)
Acero bonificado espec¡al para natrurac¡ón, aleado at cromo-aluminio.
APLICACIONES: Para e lementos de máquinas de menores d imenpio-nes los que exigen altísima dureza superf icial y resistencia al desgaste,tales como émbolos, buzos en compresores especiales, bielas, ci l indrospara motores de explosión, maqu inaria texti l , instrumentos de med i-ción de alta precisión, ciertos moldes para plásticos y duroplastos.
INSTRUCCIONES PARA EL TRATAMIEÍ \ ITO:
T+
Forjado:Normalizado:Recocido:Resistencia a la tracción
34 CrAlMo 58s07
en estado recocido:(B r ine l l :
1 050 - 8500 c900 - 9300 c700 7400 c
máx. 85 kp/mm2max. 248 HB)
al agua 880 - 9200 C580 - 6500 C
(gas) 500 - 5200 Caorox. 950 HV.
Temple:Revenido:Nitruración:Dureza superf icial obtenible:
28

t
l
.i
BoEHTER $Eunntr KwB @reso
Tipo de a leación: C 0,20 Cr 16,5 Ni 1,8 o/oNormas: AlSl : 431
DIN : X 22 CrN i 17MAT Ng : 4057
Color de identif icación: Negro - PlateadoEstado de suministro : Bonif icado, Decapado y Tref i lado : 85 - 95 - Kp/mm2
(Br inel l : 250 - 280 - HB)
Acero espec¡al, de alto conten¡do de cromo con.aleac¡ón de níquel. Paraelementos de construcción con alta res¡stencia a la corrosión.APLICACIONES: Para partes y repuestos de maquinaria naval y todaslas expuestas a la acción corrosiva del agua de mar, agua y vapor, talescomo ejes de cola, bielas, válvulas, instrumentos navales, etc. Ademásrecomendable para elementos de maquinaria de la industria al imenticiay de papel, sometidas a grandes esfuerzos dinámicos.ESTADO DE EMPLEO: Bonif icado, con la superf icie necesariamentepul ida, prefer ib le rect i f icado f ino.INSTRUCCIONES PARA EL TRATAMI ENTO :Forjar:
Recocido:
Soldadura: El acero esrelativamente soldable.En este caso se debecalentar auna temp. de200-300oC según elesoesor'del material.E lect rodos: Según DIN8556 AWS: E 430-15ó t ioo austen ít ico:E 308-15.Un recocido oosteriora la temp. de 600-700oC disminuye la du-reza en la zona cir-cundante y aumenta latenacidad.
200 300 400 500
Temp. de reven ido en oC
1 100 - 800oC Temple: 980 - 1030oC al aceite.Enfriamiento lento Dureza obtenible: aprox. 47 Rc.680 - 7200C
Resistencia a la tracción en estado Revenido:650 - 720oCrecocido:(B r ine l l :
75 - 90 ko/mmz219 - 263 HB)
1 6 0
r 4 0
120
r 0 0
BO
6 0
4 0
2 A
o
I
II
I
2sl
DIAG RAMA DE BONIFICACION

F ' :1{i l- \ i
' . , I .
BoEHLER $ nrurrnlr Kw to @,u roo,-----t/
Tipo de a leación: C 0,10 Cr 13o/oNormas : A lS l : 410
D I N : X 1 0 C r 1 3MAT Ng : 4006
Color de identif icación: Verde AzulEstado de suministro : Recocido
Acero especial ant¡corros¡vo semiferrítico, aleado al 13o/o de cromo.APLICACIONES: Este acero presenta alta resistencia a. la corrosiÓn poragua y vapor y es empleado p. ej. para ejes, pernos, pines, vástagos deémbolo, paletas de turbina y otros elementos para la construcciÓn demaquinaria mafina, f luvial y en general. Para válvulas, distr ibuidores inoxi-dables en agua y vapor. Instalaciones en la industria al imenticia; bisagrasy otros artículos de.cerrajería inoxidable; utensil ios de pesquería.
ESTADO DE EMPLEO: Recocido o bonoficado, con la superf icie nece-saria: recti f icado f ino, preferible pulido f ino (con carborundo).
INSTRUCCIONES PARA E L TRATAMI ENTO:Forjado:
Recocido:
1 150 - 750oC Temple: 900 - 980oC al aceite.Enfr iamiento a l a i re . Dureza obtenib le : aprox. 35 Rc.
750 - 8000cEnfr iamiento en e lhorno.
Revenido: 600 - 700oC
\I
I
g
II
l
V
. ;II
Soldadura: El acero esrelativamente soldable.En este caso se debecalentar a una lemp.so de 2oo-3oooc según
80 el espesor del material.70 Electrodos: según DIN60 8556 AWS: Para alta50 exigencia, t ipo austent
t ico: EKb 19920 ó E40 308 - 1 5; normal:30 E 410 -15 ó E Kb20 1420.1 0
0
Un recocido poster¡ora la temp. de 600-700 C. aumentara latenacidad
FIÉ*ñf 'f : .
Fooo {I .1 . . , . .
DIAGRAMA DE BONIF ICACION

BoEHLER $ lnnnrr Kw 4s @ r sm
Tipo de a leac ión :Normas: A lS l
D I NMAT N9
Color de ident i f i cac ión : Amar i l lo , verde , azu lEstado de suministro : Recocido: 60-80 kp/mm2
(Br ine l l : 175-234 HB)
Acero especial altamente aleado con cromo. Para herram¡entas y elementosinoxidables de construcción con la ventaja de alta templabilidad. Marcastándard para cuchillos.APLICACIONES: f ls ¡ ¡¿mientas inox idables de cor te, de toda c lase, ta lescomo cuchi l los de mesa y coc ina, t i jeras, cuchi l las de máquina, raspadores,inst rumentos para la c i rugía de los cuales se ex igen a l ta f lex ib i l idad y f i loscortantes como p. ej. escalpelos, sierras de hueso, etc. Además para ele-mentos de construcción expuestos al desgaste tales como bombas, vál-vu las y d is t r ibu idores; árboles, vástagos de émbolo; ca l ibradores; ho jasde sierra; resortes, rodamientos especiales.ESTADO DE EMPLEo: Templado y revenido, con la superf icie necesa-r ia : rect i f ic¿¿e f ino, prefer ib le pul ido f ino (con carborundo) .
INSTRUCCIONES PARA EL TRATAMI ENTO :
\1
1I
Forjado:
Recocido:
Revenido:
Soldadura:
C 0,40 Cr 13,5 o/o
: N 4 2 O: X 4 0 C r 1 3: 4034
1 100 - 800oC Temple: 1000 - - 1050oC al acei te .Enfr iamiento en e l horno. Dureza obtenib le : 55-57 Rc
800 - 8500cEnfr iamiento en e l horno.
100 - 2500c.
Antinit KW 40 no se debe soldar.
Durac ión dereven ido :2 veces I hora
Secc ión de . laprobetazfi2 O m m .
Rc.6 5
, ,j¿i. , ' . x i ;
, t " t : , ¡ .' , 9;|. ' i
DIAGRAMA DE REVENIDO

{
}'!
BSEHLER $ Erunurr
Tipo de a leac ión : C max.
N o r m a s : A l S l :D I N :
MAT NS :
Co lor de ident i f i cac ión :Es tado de sumin is t ro :
AS2 -ru A 505
O.L2 Cr 18,0 Ni , 8 ,5 o/o
302X 12 CrN i 18 84300
Blanco - NegroApagado y Decapado
Acero inoxidable, aleado al cromo-níquel, quím¡camente muy res¡s-tente, de estructura austenít¡ca. Puede ser pulido de alto grado.
APLICACIONES: En la construcc ión de maquinar ia , gr i fer ia para cerve-cerías e industria lechera; enchapados domésticos y en la gastronomíacomo tambi-en para artículos ortopédicos. Construcciones navales Paraelementos que exigen una resistencia a temperaturas hasta'800o C,
INSTRUCCIONES PARA EL TRATAMIENTO :Forjar:Enf r iamiento a l a i re .Apagar:
1100 -9000c
1050 -1 ' l 00oC a l agua
tIIIII
I'i
Dimensiones menores de 2 mm. de espesor enf r iar a l a i reAptitud para ser trabajado:Vi ruteado: buenaEmbut ido : muy buenaSuscept ib l l idad de ser magnet izado : pos ib le pero poca.
Soldadura: El acero es fáci lmente soldable. Se recomienda electrodossegún no rma D IN 8556 AWS E Kb 19 I20 ó E 308 -15 (BOEHLERFOX AS 21 6 E T i 19 9 26 ó E 308_16 (BOEHLER FOX AS2_A) .Luego de soldar, el enfr iamiento brusco no es necesario.
,,,.,,?.*..#i''"t ' f.sz
\ --¡
\_
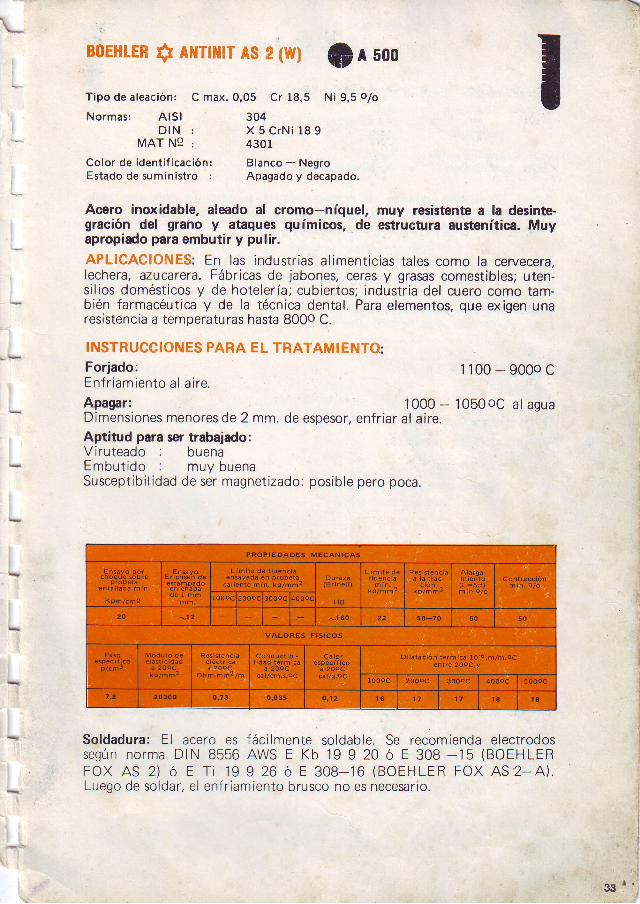
BoEHTER $ nuntrr Á$ z (w) A 500-wTipo de a leación: C
Normas: AlSlD I N :
MAT N9 :
Color de ident i f i cac ión :Estado de suministro :
max. 0,05 Cr 18,5 N¡ 9,5 o/o
304X 5 C r N i 1 8 94301
Blanco - NegroApagado y decapado.
Accro inoxidable, aleado al cromo-níquel, muy resistente a la desinte-grac¡ón del grano y ataques químicos, de estructura austenítica. Muyaprop¡ado para embutir y pulir.
APLlcAclof\ lES: En las industrias al iment¡cias tales como la cervecera,lechera, azucarera. Fábricas de jabones, ceras y grasas comestibles; uten-si l ios domésticos y de hotelería; cubiertos; industria del cuero como tam-bién farmacéutica y de la técnica dental. Para elementos, que exigen unaresistencia a temperaturas hasta 8000 C.
INSTRUCCIONES PARA EL TRATAMIENTO:Forjado:Enfr iamiento a l a i re .Apagar:
1 100 - 9000 c
1000 - 1050oC al aguaDimensiones menores de 2 mm. de espesor, enfriar al aire.Aptitud para ser trabajado:Viruteado : buenaEmbut ido : muy buenaSusceptibi l idad de ser magnetizado: posible pero poca.
Soldadura: El acero es fáci lmente soldable. Se recomienda electrodossegún no rma D IN 8556 AWS E Kb 19 I 20 ó E 308 -15 (BOEHLERFOX AS 21 6 E T i 19 9 26 ó E 308 -16 (BOEHLER FOX AS2-A)Luego de soldar, el enfr iamiento brusco no es necesario.
i
1
: l. j
¡ ii

fl t ,i t .!}:tÁ.Í"qn¿ 4-¿\
BoEHLER $ nilrrnrT As 4 w Glt?0^
T¡po de a leac ión : C max. 0 ,05 Cr 17 ,5 N¡ l1 ;0 Mo 2 ,O o /o
N o r m a s : A l S l : 3 1 6D I N i
MAT N9 '
Color de ident i f i cac ión : NegroEstado de sumin is t ro : Apagado y decapado.
Acero inoxidable, aleado al cromo-níquel-molibdeno contencia a la corros¡ón ¡ntercr¡stal¡na y ataques quíniacos, deaustenítica. Puede ser pul¡do en alto grado.
APLlcAc¡oNES: Para aparatos, tanques, tubos, gr i fer ías en la industr iaqurmrca, ta tes como fábr icas de papel , ce lu losa y v iscosa; industr ia fo to,gráf ica, t in torer ías text i les de a l ta ex igencia química, como también para:inst rumentos de medic ina y c i rugía. Fabr icac ión de jugos de f ru ta, l icoresy a lcohol y donde r to debe haber in f luencia en e l sabor .Para elementos, que exigen una resistencia a temperaturas hasta g00oC.
X 5 C r N i M o 1 8 1 04401
alta r$sisestructura
I NSTRIJCCION ES PARA TRATAMI ENTO :Forjar:
Apagar:
1 100 - 8500 cEnfr iamiento al a i re.
a l agua 1050 - '1100o CDimensiones menores de 2 mm. de espesorAptitud para ser trabajado:V i ru teado : buenaEmbut ido : muv buenaSuscept ib l l idad de ser magnet izado:
posible, pero poca.
en f r i a r a l a i re .
soldadura: El acero es fáci lmente soldable. se recomienda electrodossegún no rma D IN 8556 AWS: E Kb 19 10 220ó E 316 - 1b (BOEHLERFOX AS 41 6E T i 19910226 óE ,316 -16 (BOEHLER FOXAS4-A ) .Luego de soldar el enfr iamiento bruscq no es necesario.
, , i s* lüh

T
\.u
BoEHLER $ lnnuT sAs 4 $l rso
Tipo de a leación: C max. 0,08 Cr 17,5 Ni 11,5 Mo.2,0 o/o * NbNormas : A lS l : 316 cb
DIN : X 10 CrN iMoNb 18 10MAT Ng : 4580
NegroApagado y Decapaclo.
Color de identi f icación:Estado de suministro :
Acero inoxidable aleado al cromo-níquel-molibdeno--niobio con altares¡stenc¡a a la corrosión intercristalina y ataques químicos; de estructr¡raaustenít¡ca,
APLICACIONES: Elementos de construcción para la industria química:Fabricación de papel y celulosa, lndustria texti l : Tintorería. Industriasde pinturas y fotográficas tales como en plantas de resina sintética y decombustible y caucho. También para elementos, que exigen una resistencia a temoeraturas hasta 9500 C.
INSTRUCCIONES PARA EL TRATAMIENTO :Forjar.Enfr iamiento a l a i re .Apagar:
1 100 - 8500 c
Al agua. 1020 - 10700 CDimensiones menores de 2 mm. de espesor, enfriar al aire.Aptitud para ser trabajado:Viruteado : buenaEmbut ido : muy buenaSusceptibi l idad de ser magnetizado: posible, pero poca.
soldadura: El acero es fácilmente soldable. Se recomienda electrodossegún norma DIN 8556 AWS: E 318 - 15 ó E Kb 19123 Nb 20 (BOEH-LER - FOX SAS 4). Luego de soldar, el enfriamiento brusco no es ne-cesario.
-T35

lr*
B0EHIER $llürlrnERM FFB -tt H 525
Tipo de a leac ión : C 0 ,15 S i 2 ,0 Cr 25 ,0 N¡ 20 ,0 o /o
fiFNorrnas: AlSl :
D I N :MAT N9 :
Estado de suminis t ro :
3 1 0X 15 CrNiSi 25 20484t
Apagado.
Acero especial antitérmico aleado al cromo-níquel, de estructura aus-ténít ica, con muy alta resistencia al calor hasta 12000 C en aire.- Muybuena resistencia en atmósferas ox¡dantes, gases nitrogeneos, así como engases pobres'de oxígeno. En gases sulfurosos y reducientes expuesto atem,peraturas más de 650o C ANTITHERM-FFB se pone sensible, peromuy apropiado para trabajar con sales de cianuro o cobre fundido. Insen-sible a la cementación.
APLICACTONES: Para toda clase de cajas, ol las, crisoles y disposit ivosen plantas de tratamientos térmicos. En la construcción de hprnos y calde-ros como p. ej. parri l las, armaduras, quemadores como también en laindustria de vidrios, porcelana, cemento y ladri l los.Estado de Empleo: Apagado.INSTRUCCIONES PARA EL TRATAMI ENTO:Forjado: ' 1050 - 9000 cEnf r iamiento a l a i re .Apagar: 1 100 - 1 1 50o C al agua, d imensiones menores al aire.
Soldadura: BOEt. iLER ANTITHERM FFBes fáci lmente soldable. Se recomiendala soldadura eléctr ica, para planchas muydelgadas preferiblemente con protecc¡ónde argón. Debe evitarse soldadura autó-gena la cual puede causar una cementacióndañina. Los electrodos recomendables se-gún norma DIN 8556 AWS son: Tipo nor-mal: E 310 - 15. Tipo especial con protec-c ión de a rgón : ER 310 - 15 (BOEHLER -FFB - IG ) .
¡b.so$.h,\ d&

BoEHLER S cnnonos K 7fl0-r¡t /t\T ipo de a leac ión : C l , 2O
Normas : A lS l :D I N :
MAT N9 '
Estado de suminis t ro:
Mn 12,5 o/o
X 120 Mn 123401
Apagadp (aprox. Br inel l : 200 HB)
\-
Acero espec¡al duro al manganeso, muy ant¡abras¡vo, de estructura aus-tenít¡ca, ant¡magnético. Muy alta res¡stencia a la ruptura, también en altí'simas exigenc¡as de golpe.BOEHLER CHRONOS compacta y endurece en el trabajo al recibir gol'pes o pres¡ón, así tratado puede lograrse el rendimiento máximo, dadoque el endurecimiento en frío es condición primordial para la res¡stenc¡aal desgaste.APLICACIONES: En p lanchas para to lvas de camjones para minera l , s i los,embudos para graneleros, resbaladeras para concreto y mineral, molinosde minera l , mar t i l los de mol ino; para pat ines de t ranspor te de caña;confec-c ión de ca jas fuer tes. En p iezas fundidas: E lementos para t r i turadords:muelas, mandíbulas, an i l los y conos quebrantaderes, e tc .
MECANIZACION: Debido a la a l ta res is tenc ia a l desgaste del aceroBOEHTER CH.RONOS se presentan c ier tas d i f icu l tades a l mecanizar locon herramientas oesprendientes de viruta. En caso de necesidad de meca-nizado fuera del torno, se efectúa preferentemente con esmeri l^ de lassigu ientes caracter íst icas: i 'GRANO: 24 a 34 , DUREZA: H - K , AGLUTINANTE CERAMICO.Tornear: iNo hav inconveniente en tornear v taladrar económicamenteemoleando herramientas con meta l duro BOEHLER o ACEROS RAPI-DOS BOEHLER!Tornear mediante BOEH LE R lT:Valores de guía'para los ángulos de corte:Angulo de inc idencia 50, ángulo de acc ión 0o, ángulo en e l vér t ice delcono 90o, inc l inac ión la tera l 50.Valores de guia para tornear BOEHLER CHRONOS en estado apaga-do med ian te BOEHLER EB 10 ó EB 20 , con una p ro fund iad de 3 mm.y una hora de durac ión hasta e l desgaste (va loresv66) .
Taladrar : BOEHLER CHRONOS se ta ladra mediante brocas con apl ica-ción de metal duro, o con brocas de punta o dq corte en corazón de acerorápido BOEHLER, montadas en ta ladros de pedesta l , de construcc iónmuy fuerte, con avance automático (es imposible de perforar con tala-dros manuales) .
i i
:
I
I
I
Valores de gu ía para taladrar mediante metal duro:
BOEH LERITHB lOÓHB30
SOLDADURA: El acero duro al manganeso se debe soldar por arco eléc-tr ico y se evitará la soldadura autógena debido al mal efecto de la inf luen-c ia del ca lor en e l acero y además or ig ina una capa de óx ido en e l meta len fus ión.Para se lecc ionar los e lect rodos hay que d is t ingui r la 'so ldadura de uniónde la soldadura con material de rel leno.
SOLDADURA DE uNloN: El acero de a l to manganeso t iene ra propiedadde contraerse. Además las uniones de so ldadura t ienen sensib i l idad a lsobrecalentamiento, propiedades que fomentan la formación de grietas.No es recomendable so ldar cHRoNos entre s í con e lect rodos de la mismaaleación, s ino ut i l izar e lect rodos austen í t icos del t ipo cromo-n íouel -manganeso, o sea de DIN 855 AWS: E 307 - 10.La costura obtenida resulta una zona de transición tenaz con la mismaresistencia al desgaste como el material de base. Con la misma soldadurase puede uni r también acero cHRoNos con acero de bajo y medianocontenido de carbono y también realizar reparaciones y reconstruccio-nes.
SOLDADURA CON MATERIAI- DE RELLENO: En rodos los casosen que se desee mayor protecciÓn, como p. ej. en las aristas u otras partesexpuestas al desgaste, se puede aportar inmediatamente electrodos deacero duro al manganeso según DIN 8555 AWS: E 1 - 250k revest¡dosodesnudosET-55kc .En casos de mayores ex igencias debe apl icarse pr imero una capa in ter-media con e lect rodo austení t ico a l cromo-níquel según DIN Bbbb AWS.E B - 2oo zrkn o E 307 - 1b y luego se soldará con el electrodo segúnDIN 8555 AWS: E 6 - 60.
INSTRUCCIONES PARA SOLDAR: El amperaje debe ser et más bajoposib le .Inf luencia del calor: Mientras que por lo general los aceros, ar ser caren-tados; p ierden dureza y ganan tenacidad, e l acero duro a l manganeso sepone f rág i l y más duro. No debe calentarse poster iormente la unrón so lda-da ya enfr iada. E l enf r iamiento de la zona so ldada debe efectuarse lomás rápido posible, y por lo tanto, es conveniente enfriar cada cordóncon agua después de soldar.Las pasadas se harán lo más corto posible y serán aplicadas alternadamen-te. Una vez enfr iada, conviene mart i l lar la zona so ldada, lo que aumentaconsiderablemente su resistencia al desgaste y reduce las tensiones porcontracc ión.
)
&l[ 3siI\ " ..#
\1
I
F-
rII
l
1T
METAL
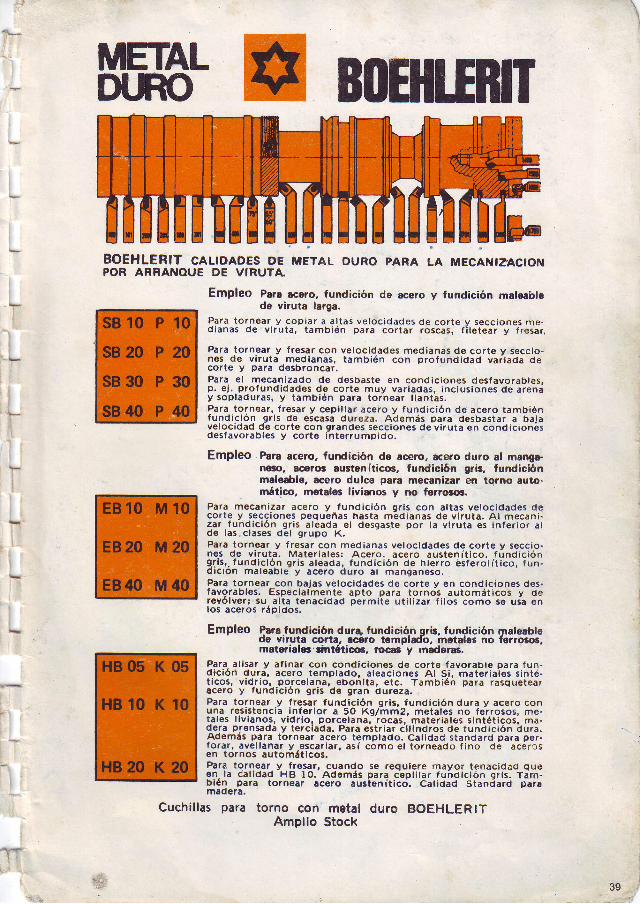
BOEHLERIT cALIDADES DE METAL DURo PARA LA MEcANIzAcIoNPOR ARRANOUE DE V]RUTA
Empleo Para ocero, fundición de acero y fundición m¡leablsde viruta lerga.
Para tornear y cop¡ar a a l tas veloc¡dades cte corte y secciones me"dianas de v l ruta, también para cortar roscas, f i le tear y f resar,
Para tornear y f resar con velocldades med¡anas de corte y seccio-nes de v i r u ta med ianas , t amb ién con p ro fund idad vaa iada decorte y para desbroncar.Para el mecanlzado cte desbaste en condic iones desfavorables,p, e j , profundidades de corte muy varíadas, inc lug¡ones de arenáy sopladuras, y también para to inear l lant¡s.Para tornear, f resar y cep¡ l lar acero y fundic ión de acero tambiénfund¡ción gr is de escasa dureza. Además para desbastar a baJavelocidad de corte con grandes secciones de v l ruta en cond¡cionésdesfavorables y corte interrumpido.
Empleo Pers acero, fundición de ¡cero, rcero duro al mango-no.o, acero¡ rustonít¡cos, fundición gris, fundiciónmaleable, acero dulce para mecanizar en tqrno auto.mático, metale¡ livianos y no ferroroe.
Para mecan¡zar acero y fund¡c¡ón gr ls con at tas velocidacles decorte y secciones pequeñas hasta med¡anas de v¡ruta. Al rnecan¡-zar funcl¡c ión gr is a leada el desgaste por la v l ruta es infer ior a lde l as . c l ases de l g fupo K .Para tornear y f resar con med¡anas velocldades de corte y secclo-nes de v i ruta. Mater ia les: Acero. acero austen í t ico. f undic¡óng.r ls , , funcl lc lón gr ls a leada, fundic ión de h¡erro ésferol í t ico, f [ ¡n-o rqon ma leab le y ace ro du ro a t manganeso .Para tornear con bajas veloclc lades de corte y en condlc iones ctes-favorables, Especlalmente apto para tornos automát¡cos y derevolver; su al ta tenacidad permlte ut i l izar f i los como se usa enlos aceros rápidos.
Empleo Para fundición dur¿ fundición qrb. fundición maleablede v¡ruta oorta, aogro templafo, metales no ferrosoe,mater¡alG ¡intóticc, ¡oca¡ y madera¡.
Para al ¡sar y af inar con condic iones de cot te favorable para fun-c l ic ión dura, acero templado, a leaciones At Si , mat€r¡ates s inté-t lcos, v idr io, porcelana, ebonl ta, etc: También para rasquetearocero y fund¡clón gr is de gran ctureza.Para tornear y f resar fundlc lón 9r ls , fund¡ción dura y acero conuna resistenc¡a ¡nfer lor a 50 Kglmm2, metales no ferrosos, me.ta les l iv ianos, v idr lo, porcelana,- ' rocai , ' mater ia les s lntét icos: m¿-dera prensada y terc iada. Para estr iar c l l lndros de funcl ic ión dura,Además pára torneaf acero templaclo. cal idad standarct pata per-torar , avel lanar y escar¡ar , así como el torneado f ino de acerosen tornos automát lcos.Para tofnear y f resar, cuando se requiere rnayor tenacldad qu€en. la cal ic lad HB 1O. Además para cepl l tar fundlc ión gr is . Tam-Dlen para tornear ac€ro austenj t ico. Cal idad Standard parumadera.
Cuchillas para torno con metal duro BOEHLERITAmplio Stock
!É,ft 39

ff l l
Tabla de conrparación entre dureza ROCKWELL, BRINELL,SHORE VICKERS y resistencia a la tracción.
I. ,.1
- i t
I
rii
,E- 42.ü:.Ea*."l

*.,..,,. i:
' 'E*üü4 { iüt tores de conver!¡ón representan el pfómedio de ¡os ensayos de var¡os inst¡ tutos mn' ¡úForcr í tes mater iares y equ¡pos de en'sayo. por esá, no deben y puedón ," , "oni¡á"áJu; ; rñ; ;camo valores aprox ¡mados de comparación.
